Etude de fiabilité - Résolution par éléments finis
par Odent MARY Université de Savoie - DESS Ingénierie mathématiques 2004
Copyright (c) Odent MARY Permission is granted to copy, distribute and/or modify this document under the terms of the GNU Free Documentation License, Version 1.2 or any later version published by the Free Software Foundation; with no Invariant Sections, no Front-Cover Texts, and no Back-Cover Texts. A copy of the license is included in the section entitled "GNU Free Documentation License".
Diplôme d'Etudes Supérieures Spécialisées, Ingénierie Mathématiques
présenté devant
La faculté des Sciences
de l'Université de Savoie
par
Mary Odent
Etude de Fiabilité Résolution par éléments finis
Service Méthodes de l'entreprise Sol ac Atlantique Dunkerque
sous la direction de Monsieur Philippe Mahieu
Année universitaire 2003/2004
REMERCIEMENTS
Je tiens à remercier la société Sol ac Atlantique pour m'avoir accueil ie sur son site de Dunkerque et plus particulièrement Philippe Mahieu pour son encadrement ainsi que pour ses précieux conseils au cours de ces 5 mois dans le service Méthodes. De même pour Frédéric Thomann et Pierre-Marie Prins qui m'ont accueil ie au sein de leur service.
Merci également à tous les membres du service Méthodes qui ont su créer, par leur sympathie et leur bonne humeur, une ambiance de travail très agréable. Sans oublier Guil aume David, stagiaire Centrale Lil e, avec qui j'évolue au centre de calcul.
SOMMAIRE 1 Introduction 2 I. Activité de l'entreprise
3
1. Bref Historique 3
2. Les produits fabriqués 3 3. Le site de Dunkerque 4 4. Département DMEA 5
II. Contexte général 6 1. Objectif du stage 6 2. Déroulement des études 6 3. Outils de résolution 6
III. Première Etude 7
1. Localisation dans l'entreprise de l'unité Aciérie
7 2. Etude statique : Exposition du problème des Poutres de la Hal e de Versée 8 3. Synthèse 20 4. Conclusion 20
IV. Deuxième Etude 21
1. Exposition du problème de la prise Température Echantil on (PTE)
21 2. Etude dynamique 22 3. Conclusion 26
V. Troisième Etude 27
1. Localisation dans l'entreprise de l'unité Mattaglo
27 2. Fonction du crible 28 3. Exposition du problème du crible 26 4. Simulation 31 5. Etudes statiques 33 6. Etudes fréquentiel es 33 7. Conclusion 36 VI. Conclusion 37
Introduction
Dans le cadre de ma formation DESS Ingénierie Mathématiques, j'ai effectué un stage au sein du service
méthode du Département Maintenance Mouvement Energétique Electrique et Automatique (DMEA) du groupe
Arcelor, sur le site de Sol ac Dunkerque.
Dans un procédé de fabrication lourd tel que celui de l'acier, des contraintes mécaniques très importantes
s'appliquent aux machines et induisent des zones de fragilité. Pour des raisons de sécurité des opérateurs mais
également pour minimiser les coûts qu'impliquerait la rupture chronique d'une pièce, des études sont demandées
par différents services du site afin de mieux comprendre et de remédier à ces problèmes.
Au cours de ce stage, nous avons été amenés à effectuer ces études qui consistent dans un premier
temps en une représentation de pièces mécaniques en 3D à l'aide d'un logiciel de conception puis en une
décomposition en éléments finis permettant de calculer lesvaleurs des contraintes qui s'appliquent.
Au cours de ce rapport, nous nous pencherons dans un premier temps sur le contexte à l'aide d'une
présentation tout d'abord très générale du groupe Arcelor. Puis nous décrirons le site de Sol ac Atlantique de
Dunkerque et plus précisément le secteur où j'évolue. Nous définirons ensuite les objectifs du stage avant de
décrire les différentes études en détail avant de conclure.
2
I. Activité de l'entreprise
1. Bref Historique
L'entreprise Arcelor vient de multiples fusions de petites et grosses entreprises.
Au départ, il y avait Usinor...
Usinor provient de la fusion de deux groupes sidérurgiques français : Les Forges et Aciéries du Nord et de
l'Est, et les Hauts Fourneaux, forges et Aciérie de Denain Anzin dans les années 1948 à 1980.
Ensuite est arrivée l'entreprise Sacilor, el e a pour origine le groupe Wendel qui remonte au XVIIIème
siècle. Ces deux pôles sidérurgiques sont initialement concurrents.
Dates clés
1981 Usinor et Sacilor appartiennent au secteur public 1986
Fusion des deux groupes pour donner naissance à Usinor Sacilor 1995 Privatisation de Usinor Sacilor en juil et 1997
Le groupe Usinor Sacilor s'appel e désormais Usinor 1998
Extension du groupe en Europe et en Amérique Latine 2001
Fusion de trois grands groupes sidérurgiques Européens : Arbed, Aceralia et Usinor.
La nouvel e entreprise ainsi constituée s'appel e Arcelor.
2. Les produits fabriqués
D'une façon générale, on peut diviser l'activité d'Arcelor en quatre secteurs.
Le secteur privilégié d'Arcelor est celui des produits plats carbone. Il est à noter que la production du site
de Dunkerque se compose exclusivement de ce type de produits. Ce secteur comprend :
les bobines à chaud (les mots en italiques sont présents dans le lexique en annexe 9)les bobines à froid les tôles revêtues
les aciers pour embal age
Ensuite, le secteur des produits longs carbone regroupe trois grandes spécialités : les produits longs lourds, les produits longs légers et les produits de tréfilerie.
Puis, le secteur aciers inoxydables s'occupe lui de la production, la transformation et la distribution
d'aciers inoxydables plats et longs, d'al iages de Nickel et de plaques spéciales.
Enfin le secteur Distribution Transformation-Trading gère les liens entre production et client.
On représente ci-dessous la répartition des produits finis : Schéma 1
Remarque : Les produits électrozingués sont en train de disparaître.
3
Le groupe Arcelor est le numéro un mondial dans le secteur de l'acier, avec 5% de la production
mondiale. On note l'implantation internationale du groupe, puisqu'il possède des usines aux Etats-Unis, en Russie
ou encore au Brésil, plus des partenariats en Chine. Cependant 75% des ventes du groupe sont réalisées en
Europe. Avec toutes ces usines l'objectif du groupe est de proposer de l'acier de même qualité partout où les
clients, par exemple les entreprises automobiles, en ont besoin.
Voir l'implantation d'Arcelor dans le monde en annexe 1.
Les marchés de l'entreprise sont principalement les secteurs suivants :
L'automobile qui emploie des tôles galvanisées.
L'électroménager pour les appareils de froids, de lavage et de cuisson.
La construction pour les structures d'enveloppe (façade), les équipements techniques
intérieurs (ventilation, chauffage), la décoration.
L'embal age pour les boîtes de boissons.
3. Le site de Dunkerque
Dunkerque est la plus grande usine à chaud du groupe en termes de capacité, l'objectif de la production
est de 6,7 mil ions de tonnes d'acier par an.
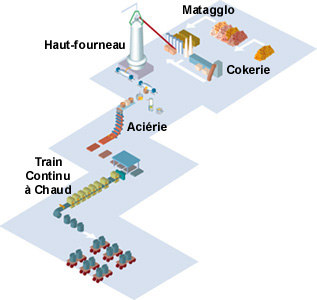
C'est une usine intégrée, en effet il convient de remarquer que la construction et l'évolution du site de
Dunkerque induisent une production d'acier quasi-autonome. Les produits de fabrication d'un secteur servent de
matières premières au secteur suivant et ainsi de suite jusqu'au produits finaux. Le schéma suivant représente le
cheminement de la matière première dans le site de Sol ac Dunkerque.
Schéma 2
Dates clés
1959
Première implantation 1962 à 1963
Construction de deux hauts-fourneaux, de l'aciérie, de la tôlerie forte et du TCC
1969
Construction de la cokerie 1973
Implantation du Haut-fourneau n°4
Voir Processus de fabrication en annexe 2.
4
4. Département DMEA
L'unité support mécanique (USM) dépend du département DMEA (Département Maintenance Mouvement
Energétique Electrique et Automatique.)
Ce département est composé de cinq unités :
AI qui représente l'unité support automatisme instrumentation
EGE qui signifie Entretien Electrique Général USM qui signifie Unité Support Mécanique
Mouvement
SE qui est le Service Energie
Au sein de l'USM, j'évolue plus exactement dans le service des méthodes, qui a deux activités
principales : la maintenance conditionnel e et la fiabilité.
La maintenance conditionnel e consiste d'une manière générale à effectuer un suivi des instal ations de
l `entreprise. Pour ce faire plusieurs méthodes de mesures sont employées :
·
La maintenance et expertise vibratoire qui effectue des mesures, analyses et
diagnostics vibratoires périodiques sur des machines critiques en service puis effectue
des études approfondies suite à des problèmes récurrents.
·
Les contrôles non destructifs qui consistent à effectuer des mesures, analyses et
diagnostics sur des machines à l'arrêt ou en réparation à l'aide de différentes
techniques tel es que les ultra sons ou encore l'endoscopie.
·
La thermographie avec laquel e on mesure, analyse et diagnostic par l'imagerie
infrarouge des instal ations électriques et réfractaires en service.
·
La tribologie où l'on effectue des prélèvements, des analyses et des diagnostics sur
des lubrifiants en service, on pratique aussi des inspections sur les instal ations en
service.
·
Les mesures acoustiques qui permettent de cartographier les bruits dans le cadre
d'études de travail et qui constituent une obligation légale.
L'activité fiabilité regroupe :
·
Un centre de calcul qui réalise des calculs par éléments finis pour améliorer le
comportement mécanique des instal ations existantes, dimensionner des instal ations
dans le cadre de Travaux neufs ou conforter les diagnostics maintenance
conditionnel e par le calcul. Ces études s'inscrivent dans une logique de fiabilité et de
durabilité des machines de production dans le temps.
·
Des études techniques apportant un support méthodologique aux unités de production
dans la résolution de problèmes de fiabilité.
·
Une section formation hydraulique.
·
Une section imagerie.
Toutes les techniques de ce service sont complémentaires et dans une étude, on peut donc faire appel à
tous pour mener à bien cel e ci. C'est un travail d'équipe.
On travaile toujours dans un souci de fiabilité et de durabilité. C'est à dire que l'on travaile de tele sorte
que les instal ations fonctionnent sans problème majeur et en cohérence avec nos arrêts programmés.
Voir Organigrammes en annexe 3.
5
II. Contexte général 1. Objectif du stage
Le stage s'inscrit dans un contexte de résolution de problème sur des pièces mécaniques par éléments
finis grâce à des logiciels informatiques.
2. Déroulement des études
Le laboratoire de calcul du département fiabilité de l'Unité Support Mécanique détermine dans un premier
temps la nature du problème, les pièces concernées, les charges supportées, détermine les solutions possibles et
met en évidence les changements apportés par ces solutions.
Nous sommes aussi amenés à travail er en équipe, non seulement avec les autres membres du centre de
calcul lors de la conception CAO, de la modélisation par éléments finis ou de la rédaction du rapport mais encore
avec d'autres composantes du service méthodes, par exemple le centre de calcul a parfois besoin de relevés de
thermographie ou alors d'informations d'analyse vibratoire. Les notions de client et de fournisseur sont aussi pour
nous présentes quotidiennement. Nous sommes ainsi à la fois fournisseurs pour les secteurs de production du site
qui font appel à nous et clients d'entreprise d'informatique notamment.
Voir Déroulement d'une étude en annexe 4.
3. Outils de résolution
Plusieurs étapes se succèdent pour résoudre les problèmes mécaniques rencontrés. Tout d'abord
s'impose une phase de compréhension du mécanisme ayant pour but de déterminer les pièces concernées par le
problème. Puis vient la phase de modélisation à l'aide du logiciel Autodesk Inventor 7.0. Les pièces sont
représentées en 3D et assemblées pour se rapprocher le plus possible de la situation réel e d'utilisation. Une
simulation par éléments finis est ensuite réalisée à l'aide du logiciel COSMOS DESIGNSTAR 4.0 qui permet la
simulation d'études statique, fréquentiel e ou thermique ou avec COSMOS GEOSTAR pour les études
dynamiques. Les résultats sont visualisés sous forme de tracé représentant la déformée, la répartition des
contraintes graduée suivant un code de couleur, le déplacement ou encore les modes propres.
Voir l'exemple de déroulement d'une étude détail ée en annexe 5.
6
III. Première Etude
Les deux premières études présentées et réalisées mettent en cause des pièces provenant de l'aciérie.
1. Localisation dans l'entreprise de l'unité Aciérie
Le schéma suivant détail e cette unité de l'usine.
Schéma 3
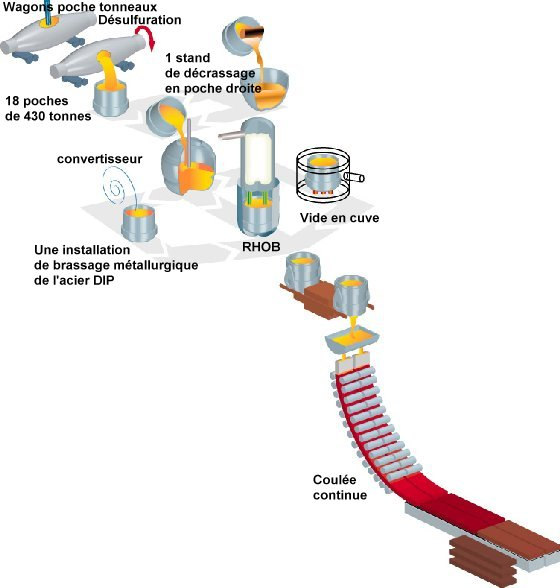
La fonte provenant des hauts-fourneaux est transformée en acier liquide et alimente les quatre unités de
la coulée continue. Pour cela el e est apportée à l'aide de wagons spéciaux appelés poches tonneaux tapissés par
des briques réfractaires pour conserver la température la plus haute possible. L'excès de carbone contenu dans la
fonte est éliminé en début de chaîne à l'aide d'un convertisseur à oxygène. Celui-ci, en provoquant un dégagement
de dioxyde de carbone, permet la transformation de la fonte en acier. Sa composition est ensuite affinée pour être
conforme aux besoins du client dans des stations de traitement.
Poche droite
versant sa fonte
dans un
convertisseur Photo 1
7
L'acier en fusion est ensuite versé en continu dans le moule sans fond de la machine de coulée continue.
En traversant ce moule il commence à se solidifier au contact des parois refroidies à l'eau. Par gravité, le métal,
guidé par un jeu de rouleau continu, descend tout en poursuivant sa solidification.
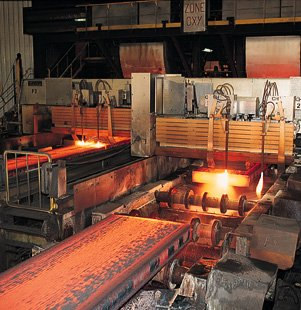
Chariot
d'oxycoupage
Brame Photo 2
En sortie de chaîne, l'acier se trouve sous la forme d'un bloc d'épaisseur moyenne 250 mm partiel ement
solidifié qui est ensuite decoupé en brame de longueur voulue à l'aide de machines d'oxycoupage pilotées par des
automates. La brame (paral élépipède d'acier aux caractéristiques voulues) est alors ébavurée grâce à des
rouleaux à marteaux (obtention d'une brame sans aspérité) et marquée à chaud à l'aluminium.
Pour cette première étude, nous reprendrons chaque étape de la procédure de résolution située en
annexe 6.
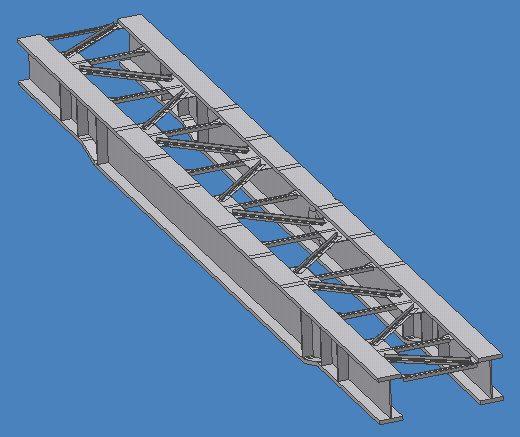
2. Etude statique : Exposition du problème des Poutres de la Halle de Versée 1. Identifier le problème, sa géométrie et ses caractéristiques matériel es, et décider de la possibilité de
modélisation.
On se trouve à l'entrée de l'aciérie, là où l'élaboration de la fonte en acier commence. Le poids de
l'ensemble roulant de la Poche Tonneau plus fonte s'approche des 1000 tonnes. Il est acheminé par deux rails
soutenus chacun par deux poutres. Une fois arrivé à la portée effective de 9 mètres (qui est en fait un trou en bas
duquel se trouve une poche droite et par lequel la fonte coule), la Poche Tonneau, aussi appelée cigare, tourne et
déverse son contenu de fonte qui s'élève à 450 tonnes dans la Poche Droite.
Photo 3 Photo 4
Poche Tonneau
Poche droite
Hal e de versée : en basculant, le
cigare y verse ses 450 tonnes de
fonte qui sont récupérées dans
une Poche Droite
8
Figu re 1
13 m
Poutre de la Hal e de
versée
Portée
effective de
9 m
0.85 m
Photo 5
Poche Tonneau
Jet de fonte
Rail sur poutre attaquée
Lors du versement de l'acier en fusion, des projections de matière se produisent et diminuent ainsi
considérablement la durée de vie des poutres d'acheminement.
Voici quelques photos des défauts prises sur site.
Fissures dé bouchantes Photo 6 Photo 7
L'aciérie a fait appel à l'organisme de vérification Veritas pour avoir un avis certifié, les experts ont donc
procédé à un relevé dimensionnel de la poutre et suite à leurs études ils ont recommandé d'arrêter le processus.
9
Il nous incombe donc la tache de savoir si les poutres avec leurs défauts relevés ne sont pas un danger
potentiel pour les utilisateurs et si oui quel e modification peut-on leur apporter pour que la structure soit fiable à
100 %. Il nous est demandé de conforter Veritas, en raison de l'importance des enjeux. On parle d'enjeux en
terme de sécurité pour le personnel qui travail e aux alentours et de sécurité pour les instal ations (1000 tonnes sur
rail défectueux), et en terme de production car toute l'aciérie devrait s'arrêter en cas de chute d'un wagon poche
tonneau. Notre objectif est de modéliser la structure afin d'évaluer sa durée de vie potentiele suite aux différents
incidents.
Travaux à effectuer par le service :
En accord avec le client, on définit les différents points à étudier :
·
Modélisation et calcul (effectués par le centre de calcul).
·
Thermographie des poutres après versée en poche droite.
·
Etude de renfort.
En bref, on demande d'affiner le modèle pour se rapprocher un peu plus de la réalité et de déterminer
l'al ure de la solution de renfort optimale.
2. Créer la géométrie du problème en utilisant un logiciel de CAO ou un modeleur géométrique.
Afin de valider cette étape de la procédure, plusieurs démarches sont à effectuer.
Dans un premier temps, nous devons réaliser la recherche des plans dans la base de données de l'usine
et s'assurer qu'ils sont à jour.
Dans un deuxième temps une observation sur site de la poutre déposée et degunitée est nécessaire afin
d'enrichir le dossier par des prises de photos mais également afin d'établir un complément de relevé des défauts
visibles afin d'être le plus réaliste possible lors de sa modélisation.
L'observation sur site fut très enrichissante, on a pu se rendre compte de la tail e impressionnante de la
poutre qui mesure 13 mètres de long.
3. Assigner les propriétés de matériaux, appliquer les conditions limites (contraintes) et définir les chargements
sur le modèle.
Schéma 4 Analyse statique linéaire
Schéma 5
10
Hypothèse de staticité : Le chargement appliqué est lent et progressif jusqu'à l'amplitude désirée puis
reste constant dans le temps.
Hypothèse de linéarité : On se limite aux états de petits déplacements et rotations et aux matériaux
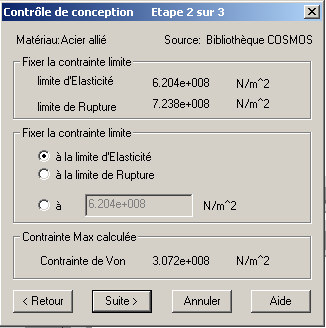
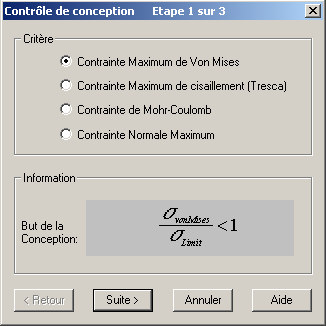
linéaires élastiques. Le critère du maximum de Contrainte de Von Mises : Schéma 6
Le critère de maximum de contrainte de Von Mises est basé sur la théorie de Von Mises-Hencky, aussi
connue comme théorie de l'énergie de cisail ement ou théorie de l'énergie maximale de distorsion.
La théorie prévoit que la ruine par plastification apparaîtra dans le matériau lorsque, en tout point,
l'énergie de distorsion par unité de volume dans un état de contrainte combinée devient égale ou supérieure à cel e
associée à la plastification dans un simple test de traction.
Cette théorie prend en compte l'énergie associée aux variations de forme du matériau.
La plastification est prévue d'apparaître lorsque :
La contrainte de Von Mises peut être exprimée en termes des contraintes principales comme suit :
- + - +
-
=
La contrainte limite peut être exprimée comme un facteur de la limite de plasticité ou la limite ultime du
matériau. Donc :
(
)=
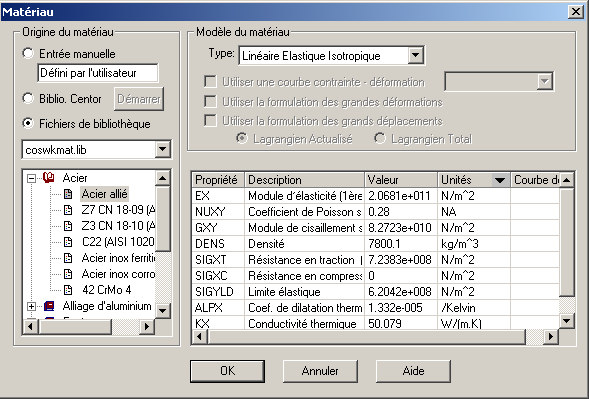
Caractéristiques des matériaux
Schéma 7
11
Les propriétés des matériaux peuvent dépendre des directions :
Un matériau isotrope a des propriétés identiques dans toutes les directions.
Un matériau orthotrope a des directions privilégiées de résistance.
Un matériau anisotrope a des propriétés qui varient dans chaque direction.
Pour les calculs, seul le module d'élasticité et le coefficient de poisson sont utilisés, les limites de rupture
et d'élasticité n'interviennent que pour le choix du matériau en fonction des contraintes.
Actions extérieures
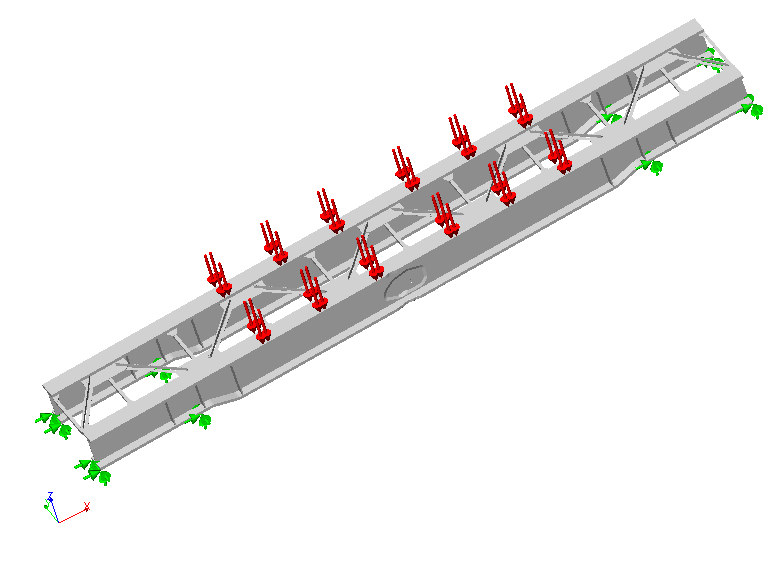
Déplacements : Les poutres seront considérées fixées à leurs deux extrémités.
Chargement : Un seul cas de chargement est pris en compte : on prend le cas le plus défavorable.
Il correspond au positionnement de six roues du WPT de part et d'autre du milieu de la poutre
(voir schéma ci-dessous)
L'effort pris en compte pour chacune des roues est de 19 tonnes.
Le poids propre de la poutre sera pris en compte.
Application de 6 roues de WPT
Effort de 19 Tonnes/roue
Faces Fixes
Fissure sur un seul côté Figure 2
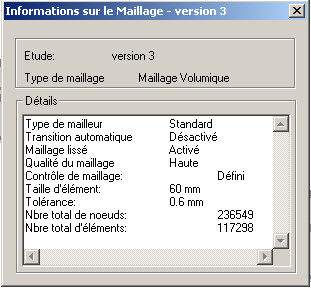
4. Mail er le modèle selon le choix du type d'éléments, et affinages du mail age fait par l'utilisateur.
Informations sur le maillage :
Schéma 8 Schéma 9
12
Voir la Procédure de Mail age Volumique Automatique en annexe 7.
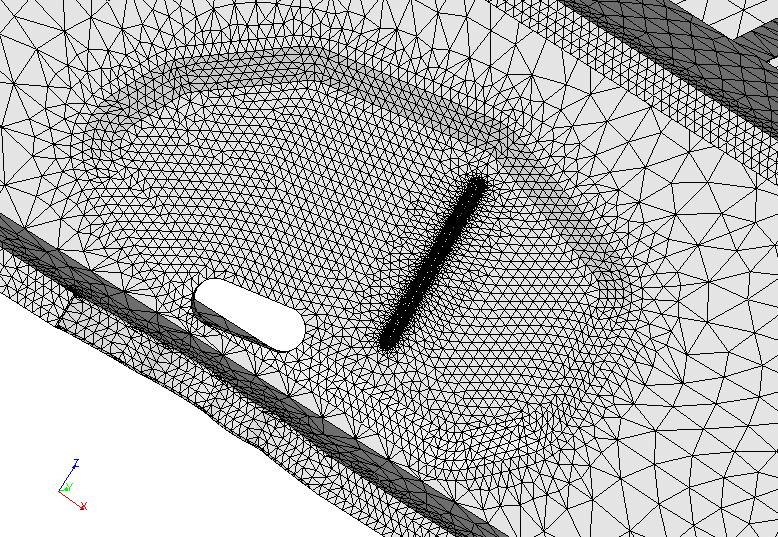
Pour affiner le résultat, des contrôles de mailage ont été ajoutés dans les zones comprenant les défauts.
La tail e des éléments dans ces zones est de 15 mm pour la zone comprenant tous les défauts et de 2 mm autour
de la fissure débouchante.
Fissure
Zone d'usure
Zones de mail age affiné
anormale de
l'âme
Figure 3 Figure 4
Trou débouchant
Aile attaquée en
profondeur Figure 5
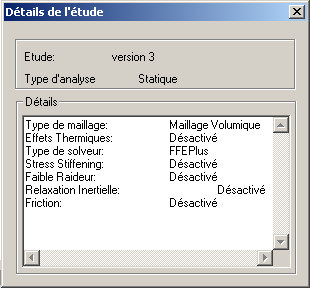
5. Soumettre le modèle éléments finis complet à l'analyse.
Information sur le solveur
Type de solveur
: FFE Haute Qualité
Qualité
: Moyenne
13
Calcul des Contraintes et Déformations
Les forces internes à un solide varient d'un point à l'autre. Au travers d'une quelconque petite surface
plane interne, des efforts sont exercés par le solide d'un coté de la surface sur le solide du coté opposé à cette
surface. La contrainte indique l'intensité de ces forces internes (force par unité de surface).
Puisque les déplacements sont connus, les déformations sont calculées à partir de ces derniers pour
chaque élément en utilisant des équations mathématiques qui relient les déformations et les déplacements. Les
contraintes sont calculées à leur tour à partir des déformations en utilisant les relations contraintes-déformations.
Si un noeud est commun à plusieurs éléments, chaque élément va donner un résultat légèrement
différent en ce même noeud. C'est pourquoi l'analyse EF est une méthode approximative. Couramment ces valeurs
légèrement différentes sont moyennées pour calculer la contrainte au noeud commun.
6. Evaluer et interpréter les résultats.
On effectue en paral èle des calculs sur la poutre sans et avec défauts pour pouvoir mesurer l'impact de
tels défauts.
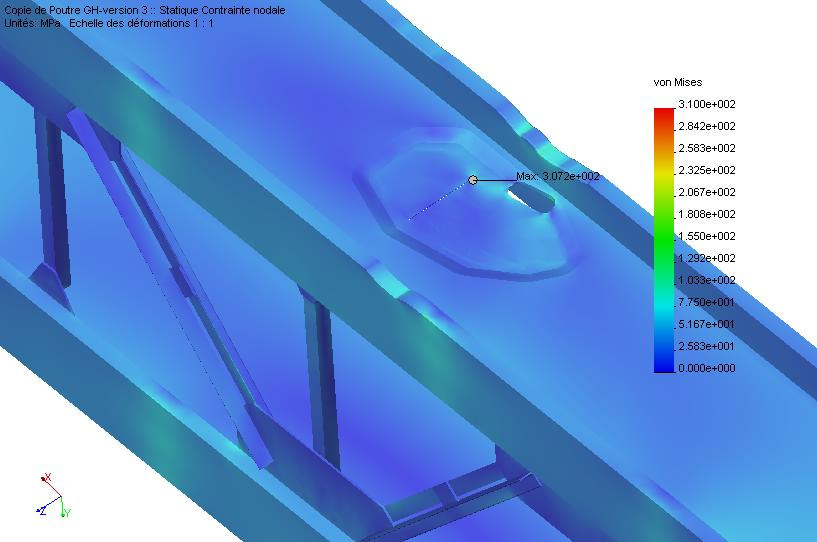
Résultats : Contraintes
Les contraintes maximums sont de l'ordre de 307.2 N/mm².
Dans les figures ci-dessous plusieurs images permettent de situer clairement la répartition des
contraintes.
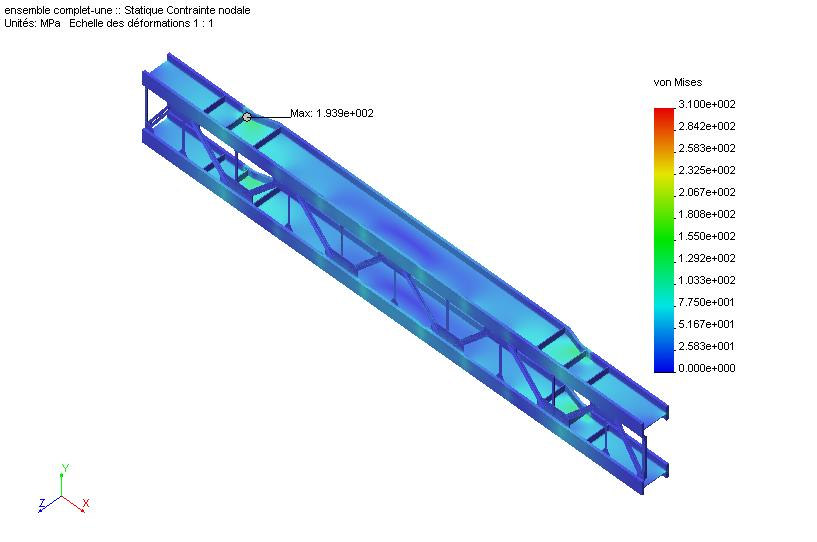
Répartition des
contraintes sur
poutre sans défaut
Figure 6
14
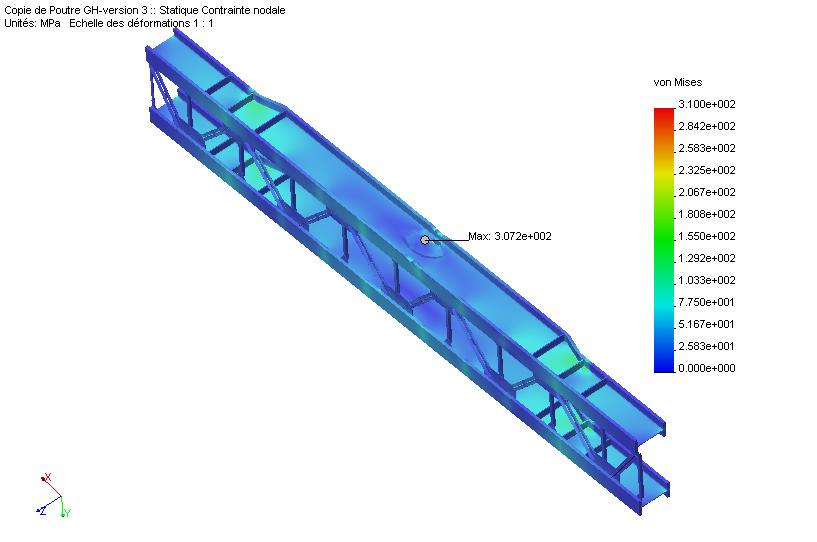
Répartition des
contraintes sur poutre
avec défauts
Figure 7
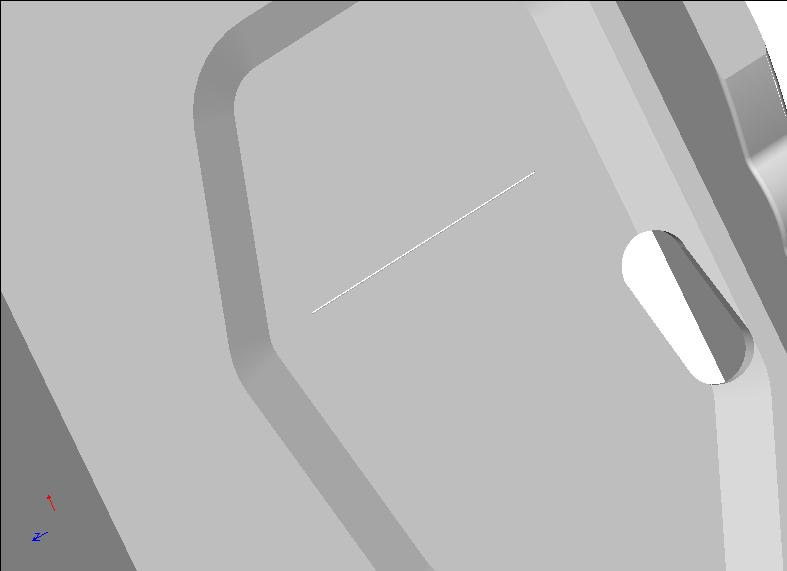
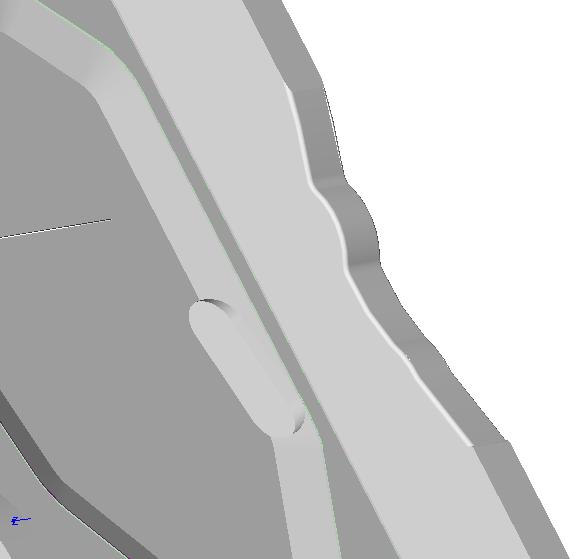
Pour plus de clarté, on réalise un zoom sur les défauts.
Figure 8
Contrainte maximum à
l'extrémité de la fissure
15
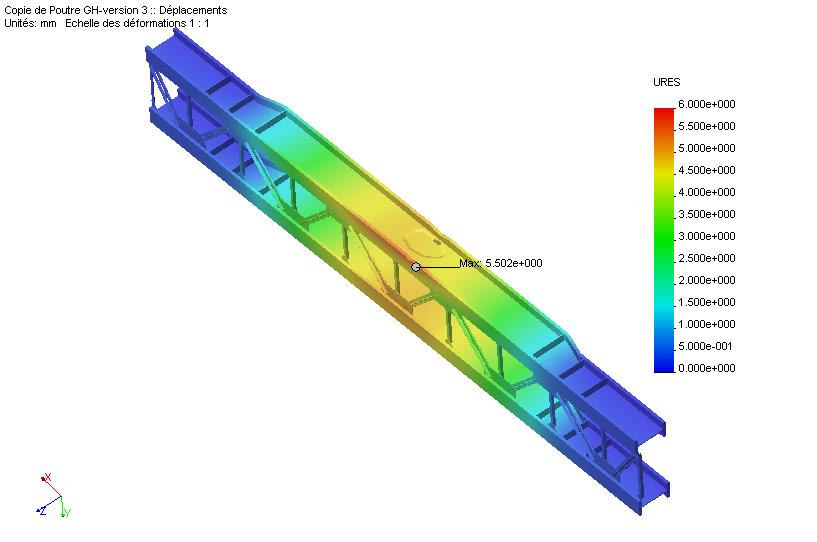
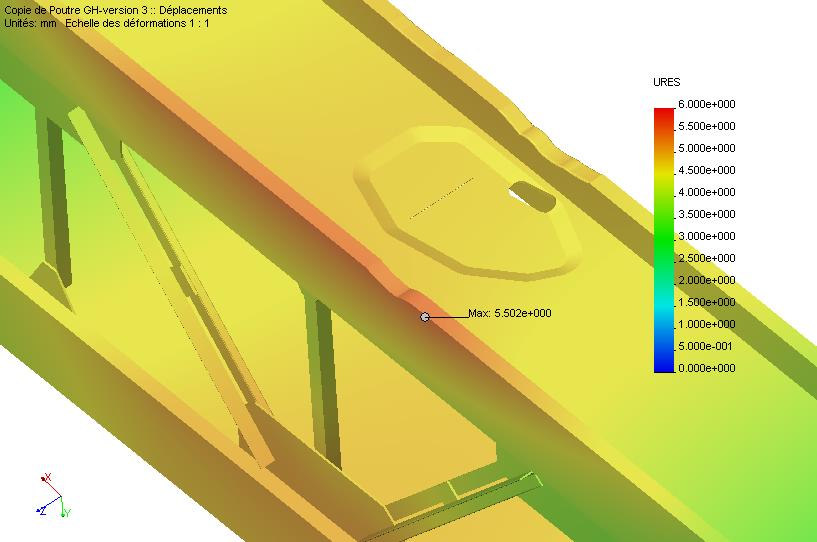
Résultats : Déplacements
Les déplacements maximums sont de l'ordre de 5.5 mm, ils sont situés vers le centre de la poutre côté
fissure.
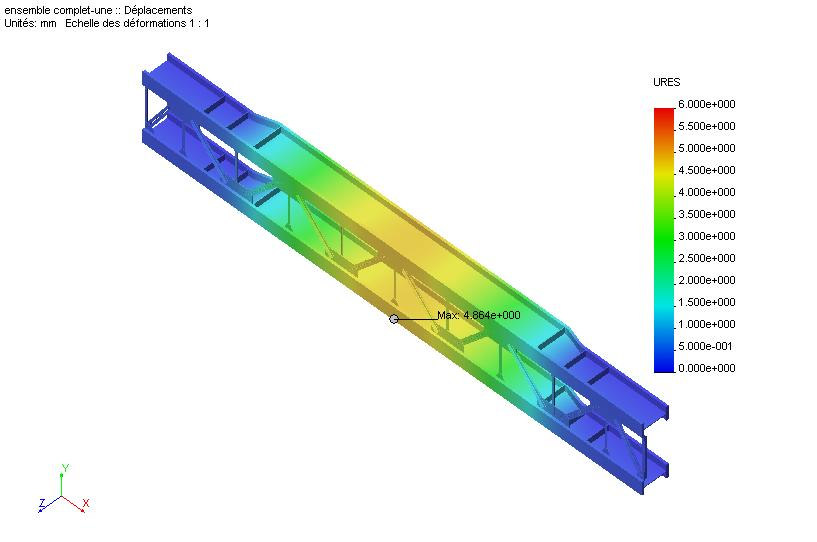
Répartition des
déplacements sur
poutre sans défaut
Figure 9
Répartition des
déplacements sur
poutre avec défauts
Figure 10
16
La figure ci-dessous représente les zones ayant un déplacement supérieur à 4.5 mm
Déplacements supérieurs
à 4.5 mm s ur poutre avec
d éfauts
Figure 11
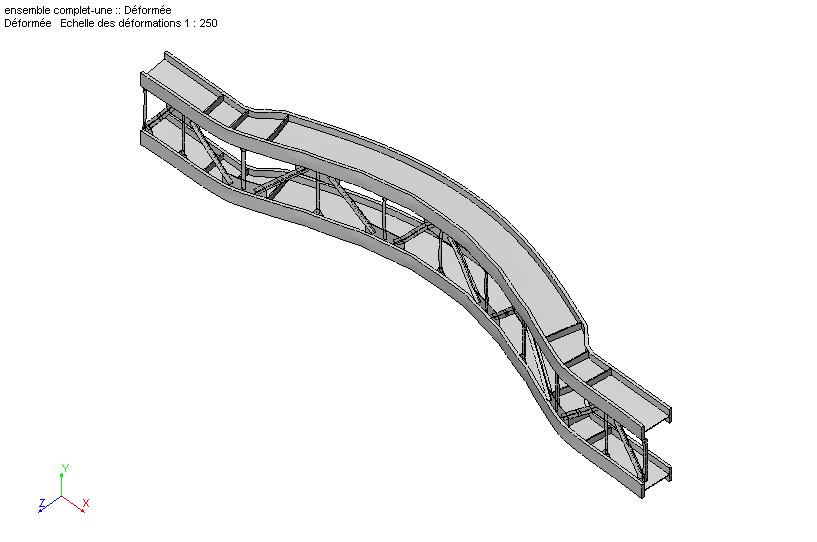
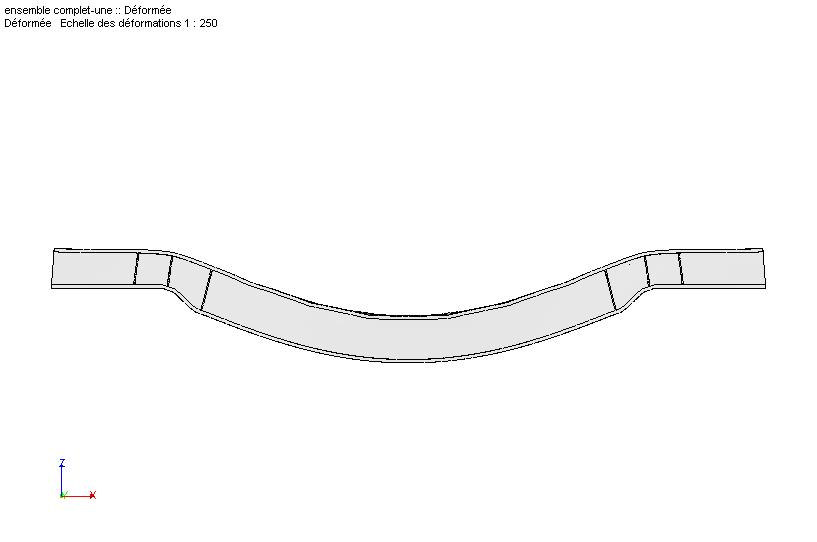
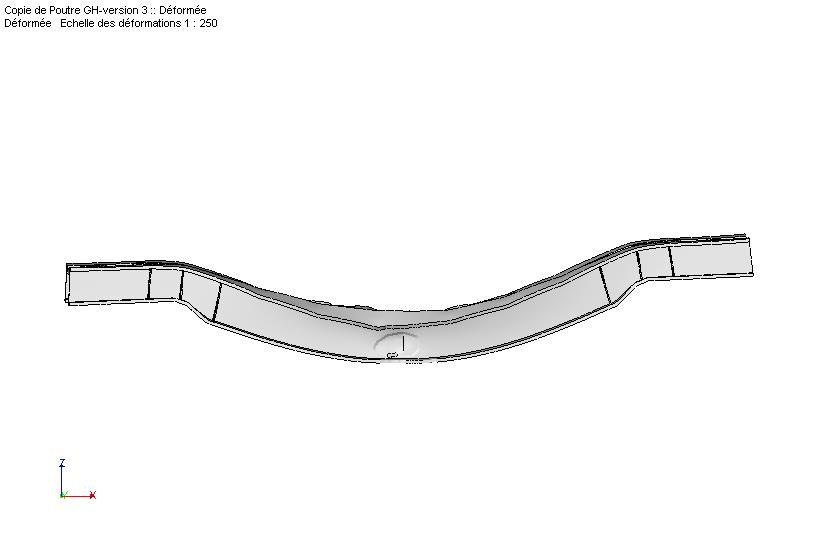
Résultats : Allure de la déformée
La figure ci-dessous représente l'al ure de la déformée.
Attention, l'échel e de représentation est de 250.
Al ure de la déformée de
la poutre sans défauts
Figure 12
17
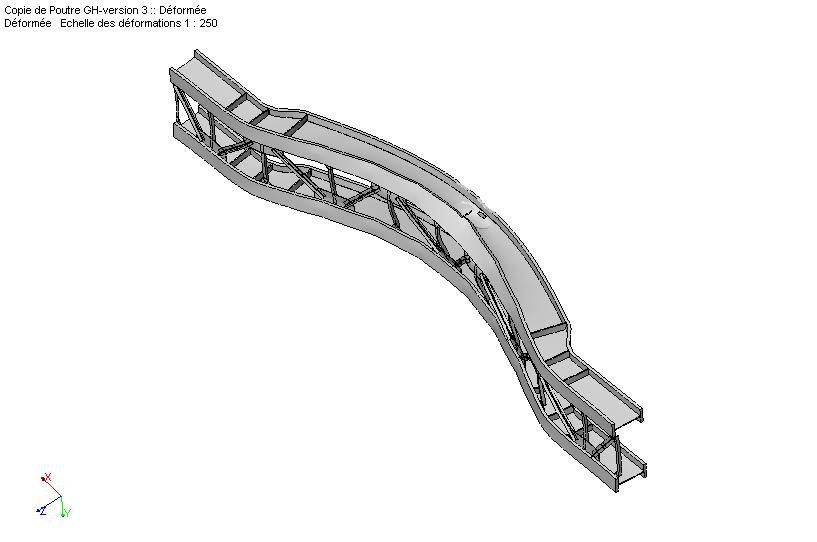
Al ure de la déformée de
la poutre sans défauts
Figure 13
Al ure de la déformée de
la poutre avec défauts
Figure 14
18
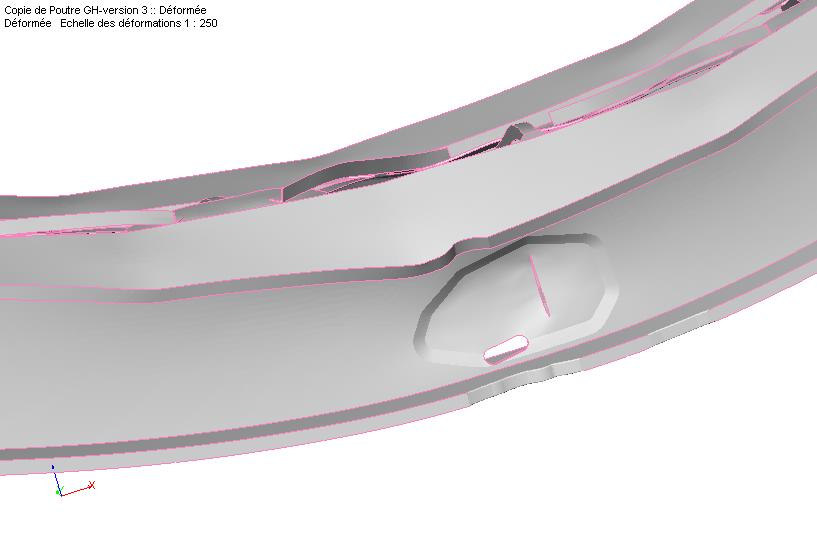
Al ure de la déformée de
la poutre avec défauts
Figure 15
On observe sur la figure ci-dessus une flèche plus importante sur la poutre défectueuse.
L'échel e de représentation est ici de 250.
Figure 16
Effet de torsion
19
3. Synthèse Cas sans défaut :
Dans le cas d'une poutre sans défaut on localise les contraintes les plus fortes du côté de l'encastrement
de la poutre. La valeur de pointe de 194 N/mm² reste bien inférieure à la limite d'élasticité du matériau qui est de
235 N/mm². Le matériau reste dans son domaine élastique.
Le déplacement résultant maxi se situe quant à lui à 4.86 mm au milieu de la poutre.
Cas avec défauts :
Dans le cas de la poutre comportant les défauts relevés sur site :
Les contraintes maximums sont de l'ordre de 307.2 N/mm² et sont supérieures à la limite d'élasticité. El es
se situent à l'extrémité de la fissure (voir figure 8) ce qui peut s'avérer dangereux car cela pourrait aboutir à son
expansion puisque l'on entre dans la zone plastique du matériau.
Le déplacement résultant maxi de 5.5 mm est situé au centre de la poutre côté fissure.
On situe ces maximums dans la zone des défauts et non au niveau de l'encastrement de la poutre.
On observe aussi une torsion de l'aile supérieure au niveau de la zone où sont présents les défauts et où
s'appliquent les efforts (19 T/zone).
4. Conclusion
On voulait avec cette étude étudier l'impact des défauts générés par les jets de fonte non arrêtés par les
protections et terminant sur les poutres de la hal e de versée.
Nous avons donc comparé une étude réalisée sur une poutre sans défaut à une autre comportant les
fissures et trous observés sur site. Il en a découlé que les contraintes maximales dans les poutres étaient assez
largement augmentées, et qu'el es dépassaient même pour le cas avec défauts la limite d'élasticité du matériau.
Les défauts de la poutre peuvent donc entraîner sa ruine, surtout si les versées successives des WPT
continuent à les aggraver, nous avons donc confirmé l'avis de Veritas quant à l'arrêt de l'instal ation pour réfection.
20
IV. Deuxième Etude
Pour cette nouvel e étude, on reste donc dans le secteur de l'aciérie. 1. Exposition du problème de la prise Température Echantillon (PTE)
On se trouve maintenant à la sortie de notre première étude...c'est à dire après avoir déversé la fonte du
WPT dans la poche droite, la PTE plonge dans cel e-ci, l'immersion de la sonde échantil on dans le bain de fonte
est déterminée par la sonde température. Après la plongée, la PTE remonte et se translate au poste de
récupération sonde.
En cas d'échec PTE, la poche est à rappeler pour renouveler la prise. L'analyse fonte ainsi que sa
température sont indispensables aux calculs de l'élaboration de l'acier, c'est pourquoi il faut soigner cette opération,
sans laquel e la poursuite du processus de l'aciérie serait impossible. En effet c'est ici que l'on détermine la
composition de la fonte afin de connaître les produits d'addition qui permettront d'obtenir l'acier souhaité.
Photo 8 Photo 9
Canne de température
Suite à deux casses du câble de la PTE (en trois mois de temps) a été crée un groupe de travail (GT) qui
a émis des hypothèses expliquant les possibles causes des casses. Ces hypothèses dépendant de la hauteur de la
chute de la PTE, il nous a été demandé de la déterminer.
Cette recherche sera faite à partir des déformations observées sur site au niveau des stops-chutes, qui
sont deux petits ergots situés de chaque côté de la PTE et qui lui permettent de ne pas tomber jusqu'au sol ou
dans une poche droite. Ce sont donc eux qui ont encaissé le choc découlant de la rupture du câble. En effet nous
al ons calculer dynamiquement différents cas de chargement, dans le but d'obtenir une fourchette de déformées
dans laquel e s'inscrit notre cas. Alors nous connaîtrons le chargement s'étant appliqué sur la PTE, ce qui nous
donnera directement sa hauteur de chute.
21
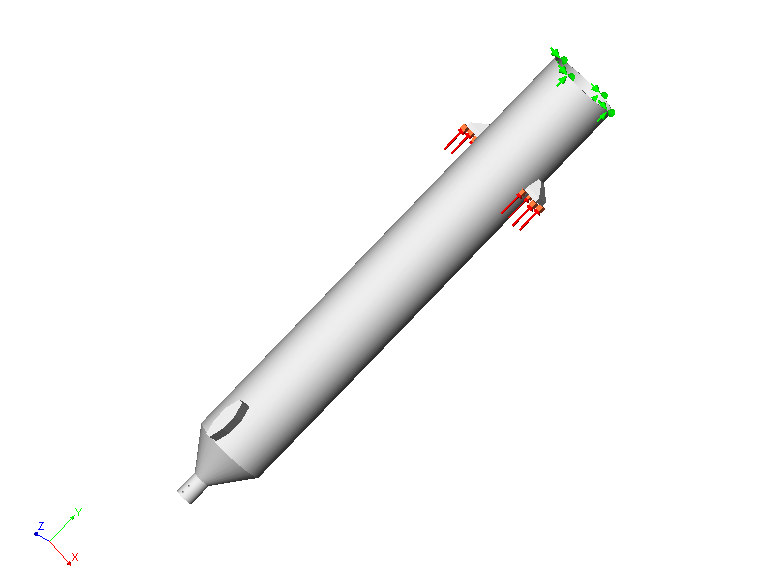
2. Etude dynamique Actions extérieures
Déplacements : On considère la paroi supérieure de la PTE comme fixe.
Chargement : Le chargement sur la PTE correspond à la force de la colision au moment de la chute
La surface d'application correspondà la surface intérieure desstops chutes.
Effort d'inertie : On applique ici l'accélération linéaire égale à 9.81 m/s2.
Zone de chargement
Stops-chutes
Bord fixe Figure 17
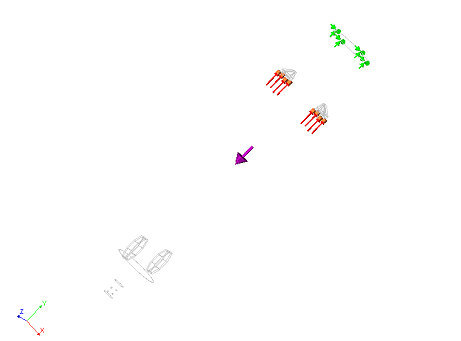
Effort d'inertie
Figure 18
22
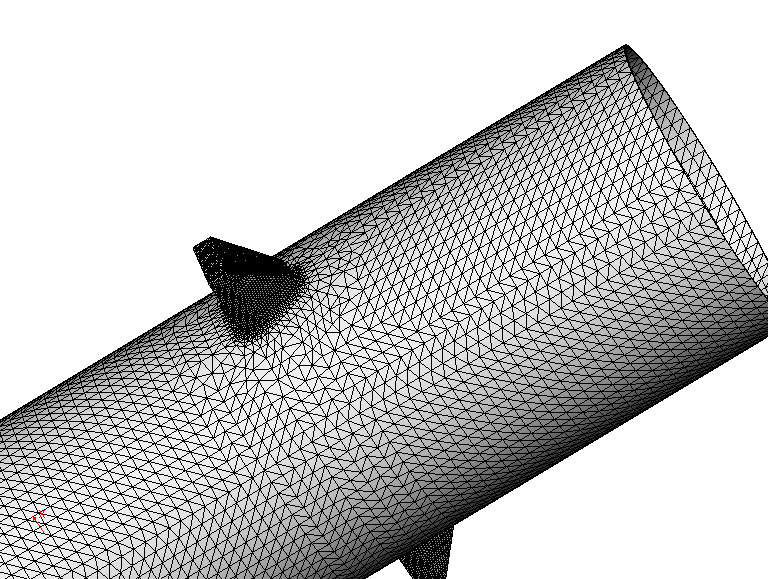
Informations sur le maillage :
Type de mail age
: Mail age volumique
Tail e d'éléments
: 20 mm
Tolérance
: 1 mm
Noeuds
: 188 046
Eléments
: 95 531
Pour affiner le résultat, des contrôles de mail age ont été ajoutés sur les stops chutes. La tail e des
éléments dans ces zones est de 4 mm.
Figure 19
Démarche :
Pour connaître la hauteur de la chute, on applique un chargement et on observe sa déformée afin qu'el e
soit le plus proche de la réalité à l'aide de relevé de déplacements.
Une fois le chargement validé, on remonte, par le calcul d'une masse en chute libre, à la hauteur de chute.
10-20mm
Photo 9
D'après la photo, on estime le coefficient d'amortissement. Pour le calcul dynamique, on ne fait en fait pas
tomber la PTE, au contraire on la bloque à son sommet et on vient y appliquer un choc par le bas sur les stops-
chutes.
23
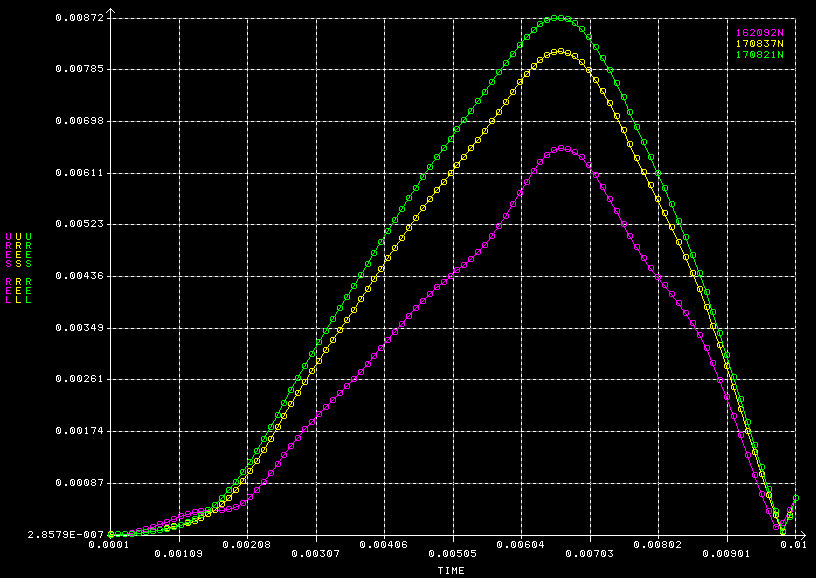
Résultats : Déformées
On relève ici trois positions de noeuds, pour lesquel es on relève les déplacements à chaque cas de
chargement étudié.
Noeud 1
Noeud 2
Noeud 3 Figure 20
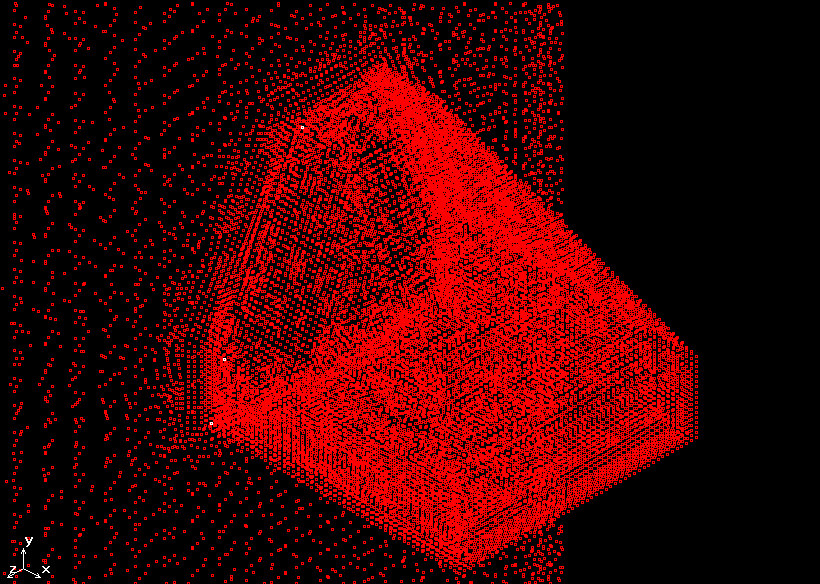
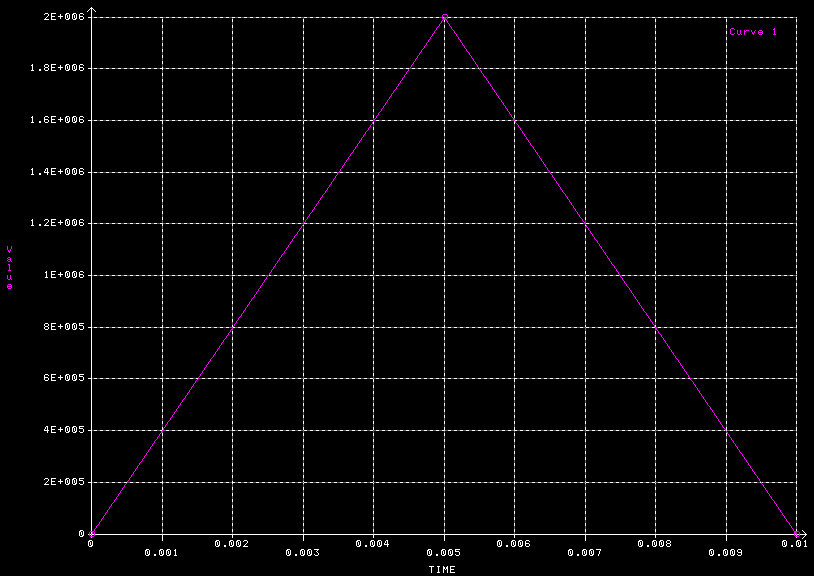
Voici maintenant la modélisation du choc provenant de la chute du pte. Ci-dessous est présenté le cas de
deux mil ions de newtons sur chaque stop-chute, soit au total 4 mil ions de newtons.
Figure 21
24
Légende des courbes de déformées suivantes :
Noeud 1 : violet
Noeud 2 : jaune
Noeud 3 : vert
Les courbes de déformées obtenues pour les différents chargements ont tous la même forme. Ici n'est
donc présente que cel e correspondant à un choc de deux mil ions de Newton sur chaque stop-chute soit quatre
mil ions au total.
4 Mil ions de N Figure 22
Calculs pour masse en chute libre :
Symboles utilisés dans les formules :
W1
: Energie cinétique
(Nm)
W2
: Energie motrice
(Nm)
W3
: Energie totale par cycle (W1 + W2)
(Nm)
m
: Masse à freiner
(kg)
g
: Gravité = 9.81
(m/s2)
h
: Hauteur de la chute
(m)
s
: Course d'amortissement
(m)
Q
: Force de réaction
(N)
Calculs :
Q
=
(1.2 * W3) / s
=
(1.2 * (W1 + W2)) / s
=
(1.2 * m *g * (h + s)) / s
D' où
h = (Q * s 1.2 * m * g * s) / (1.2 * m * g)
La force de réaction équivaut à notre chargement.
On estime le poids de la PTE à 300 kg en considérant le fût et les butées, et on prend une accélération
linéaire égale à 9.81m/s2
25
Tableau récapitulatif :
On relève pour trois points le déplacement effectué pour des chargements différents répartis sur les deux
butées, on estime la course d'amortissement à la moyenne des déplacements. Ainsi on obtient la hauteur de la
chute.
En comparant le tableau de résultats précédent avec la déformée constatée (voir photo 9), on peut penser
raisonnablement que la PTE est tombée de sa position la plus haute, c'est en effet à cette hauteur de chute que
correspondent le mieux les déplacements obtenus à l'aide de l'outil de calcul dynamique.
Ainsi à partir de cette nouvel e donnée, le GT devrait pouvoir, en se reportant à ses hypothèses
préalables, conclure sur les causes de la chute du PTE.
De plus pour conforter notre étude il serait pour nous très intéressant que nous soit transmis le rapport
d'expertise de casse du câble.
26
V. Troisième Etude
La troisième étude réalisée met en cause des pièces provenant de Mattaglo. Dans cette unité on gère et
on prépare les matières premières qui seront ensuite injectées dans les hauts-fourneaux.
1. Localisation dans l'entreprise de l'unité Mattaglo
Schéma 10
Matagglo est constitué d'une cel ule d'approvisionnement et logistique qui gère les arrivages de matières
premières pour la fabrication ainsi que l'approvisionnement en minerai et en combustible. Cet approvisionnement
se fait par les quais du port en eaux profondes de Sol ac Dunkerque où l'on décharge 12 à 13 mil ions de tonnes de
minerais de fer et de charbon par an.
Il y a trois ateliers de broyage et de séchage qui reçoivent du charbon brut. On l'y sèche et on l'y broie
pour atteindre une granulométrie de 75 µm puis on l'expédie par transport pneumatique vers les tuyères des hauts-
fourneaux.
On obtient l'aggloméré par col age à chaud à 1200°C du mélange préalablement homogénéisé.
Photo 10
Cette homogénéisation des minerais fins est réalisée par une mise en tas très régulière en qualité et en
quantité de chaque constituant. Ce tas est ensuite repris puis dirigé vers les chaînes d'agglomération.
27
2. Fonction du crible
Après avoir aggloméré des minerais ensemble pour former un gâteau homogène il faut ensuite le
fractionner.
Schéma 11
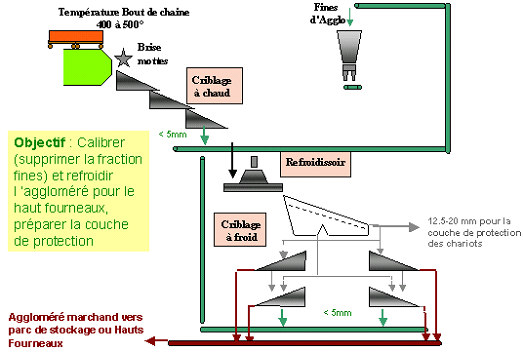
Le but d'un crible est de calibrer les matériaux agglomérés tout en les faisant avancer. Il se situe dans la
chaîne du secteur agglomération ci-dessus. Plus exactement un lit de minerai cuit arrive sur une bande au bout de
cette chaîne. Il est ensuite brisé par la brise mottes puis criblé une première fois à chaud. Il est alors refroidi et
arrive sur notre crible qui est intégré dans la chaîne de criblage à froid.
Ce crible est composé de poutres encadrées dans deux flancs.
Photo 11
A l'intérieur de l'armature on trouve des tôles perforées ne laissant passer que la matière assez grande.
Le diamètre des trous est de 23 à 25 mm.
Le crible est excité à la fréquence de 16 Hz par des excitatrices situées à l'arrière de la machine, ce
mouvement étant permis par les amortisseurs présents aux quatre coins de la machine. Cette excitation se divise
en deux mouvements. Le premier horizontal pour réaliser l'avancement de la matière et le second vertical pour
effectuer le calibrage.
28
3. Exposition du problème du crible
Suite à des casses sur les tôles du crible H229, il nous a été demandé de faire une étude permettant de
comprendre l'origine de ces casses ainsi que d'étudier l'efficacité des changements effectués. En effet l'objectif réel
de l'étude, en comprenant ces casses, est en fait de chasser les heures d'arrêt de la chaîne entre les arrêts de
production prévus. Car si une tôle casse dans le crible c'est toute la chaîne qu'il faut stopper pendant la réparation, d'où un certain tonnage non produit et qui ne pourra jamais être rattrapé. Nous sommes donc confrontés au cours
de cette étude à des enjeux de production (60 000 euros perdus en 2003, 84 000 euros en 2004).
Historique des casses :
Novembre 2002 remplacement du crible H229 : Nouveau caisson et nouvel e fixation
des tôles.
8 janvier 2003
casse de la tôle 3a au ras de poutre. Remplacement en mars 2003.
7 février 2004
casse de la tôle 2 au ras de poutre. Remplacement en mars 2004.
A la suite de ces casses les tôles ont subi quelques modifications. Cependant lorsque l'étude nous a été
demandée cel es-ci avaient déjà été effectuées.
Modifications :
Diamètre des trous :
Avant remplacement : Ø 23 mm avec évasement pour obtenir un Ø 25 mm.
Après remplacement : Ø 25 mm avec évasement de 2°
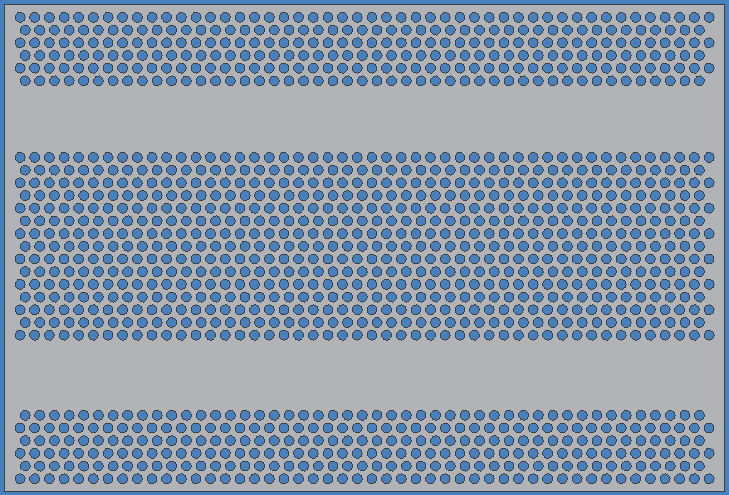
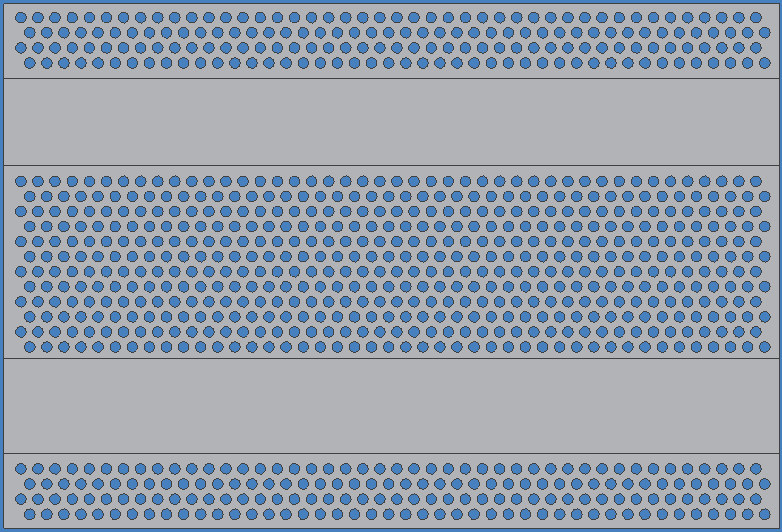
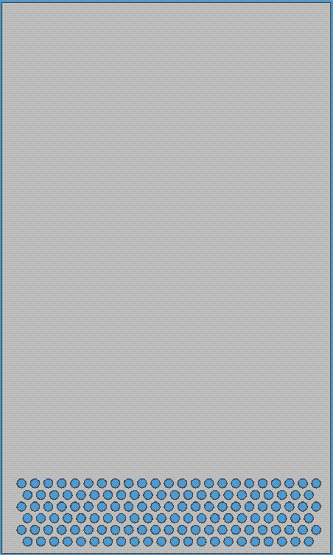
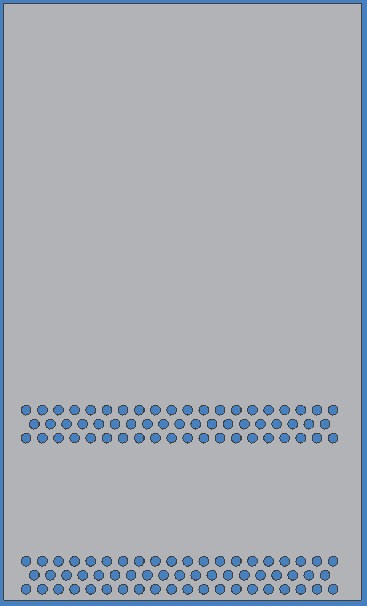
Répartition des trous :
Ils sont davantage répartis sur la tôle, dont la surface perforée a diminuée.
Voici l'évolution du positionnement des trous :
Répartition des trous
Répartition des trous
de la tôle 2 avant
de la tôle 2 après
les modifications
les modifications
Schéma 12 Schéma 14
Répartition des trous
Répartition des trous
de la tôle 3 avant
de la tôle 3 après
les modifications
les modifications
Schéma 15 Schéma 16
29
Pour les deux types de tôles, les modifications agrandissent la surface de tôle, grâce une réduction de la
tail e des trous. De plus ceux-ci sont plus espacés.
Déroulement de l'étude :
El e se décomposera en trois parties :
Etude des efforts statiques sur le plan des tôles
Etude des modes propres des différentes tôles
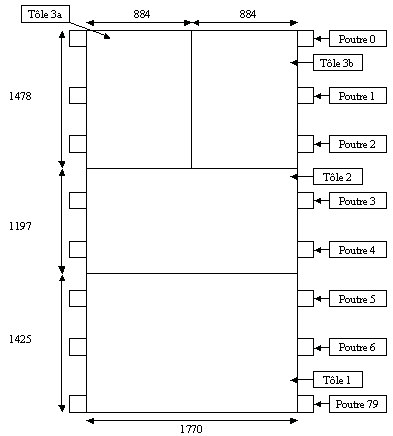
Etude des efforts dynamiques sur le plan des tôles : Etude en cours. Pour une meil eure compréhension on ajoute les appel ations utilisées pour les tôles et poutres :
Sens
Matière Poutre 7 Schéma 17
Tôle 3b
Tôle 3
Tôle 3a
Photo 12 Photo 13
Tôle 2
30
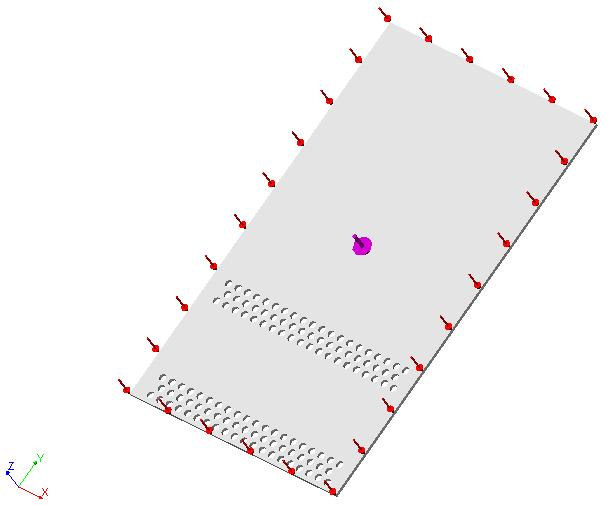
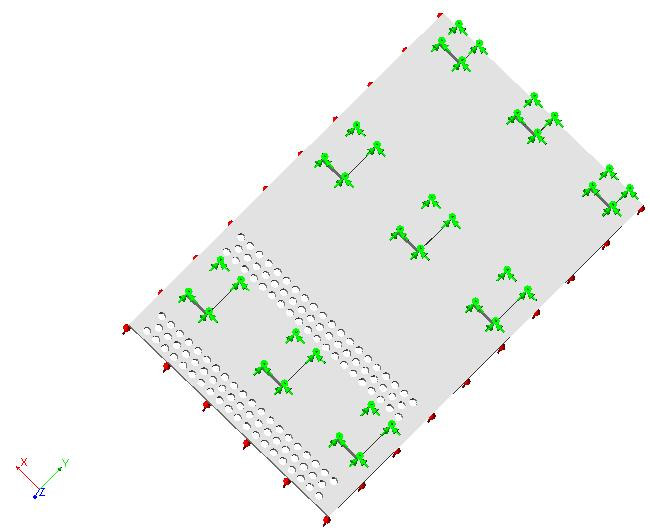
4. Simulation Actions extérieures
Déplacements : On fixe les tôles par leurs sabots, puisque dans la réalité ce sont grâce à ces pièces que sont
encastrées les tôles sur les poutres.
Chargement : Le chargement appliqué correspond aux 200 mm de hauteur de matières agglomérées de
densité 1.85 kg/dm³ qui sont transportées et triées sur le crible.
Effort d'inertie : On applique ici l'accélération linéaire égale à 9.81 m/s2.
Cas de la tôle 3 (version actuel e)
Effort d'inertie
Chargement appliqué Figure 23
sur toute la tôle
Tôle fixée par ses
neuf sabots
Figure 24
31
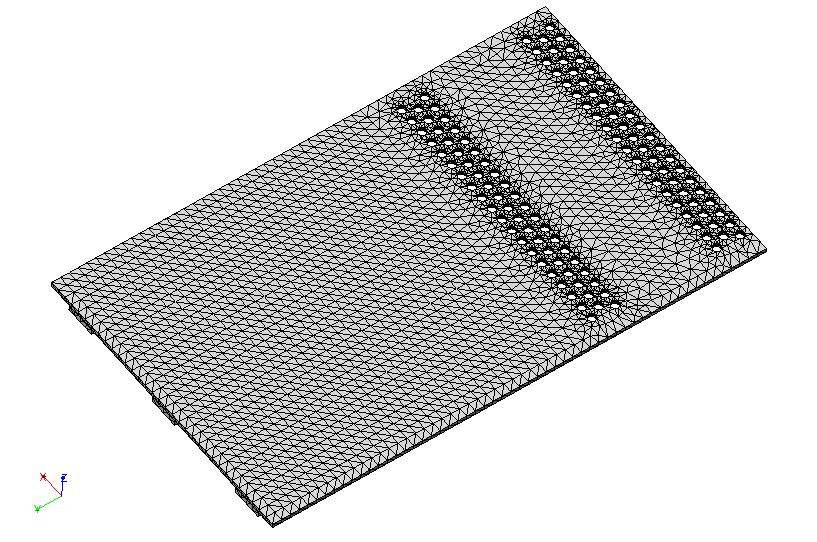
Informations sur le maillage
Tôle 2 Ancienne
Tôle 2 Nouvel e
Tôle 3 Ancienne
Tôle 3 Nouvel e
version
version
version
version
Tail e d'éléments
(mm)
25
29,5
25
26,8
Tolérance (mm)
1,25
1,4
1,25
1,3
Nombre de noeuds
307021
249813
60080
54309
Nombre d'éléments
158225
134388
31344
28107 Tableau 1
Mail age de la tôle 3
(ici la nouvel e
version)
Figure 25
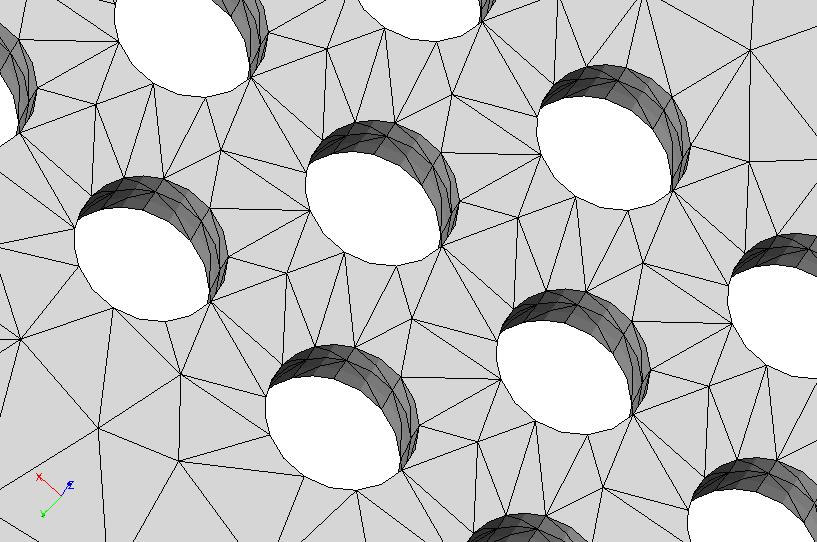
Mail age de la tôle 3
(ici la nouvel e
version) - Zoom
Figure 26
32
5. Etudes statiques
Pour la partie statique, qui n'est pas novatrice par rapport à cel e déjà présentée pour les poutres, on se
contentera juste des conclusions. Conclusion sur l'évolution de la tôle 2
Nous observons ici des contraintes relativement faibles, de l'ordre de quelques dizaines de Mpa et
sommes donc très loin de la limite d'élasticité du matériau utilisé, qui est de 235 Mpa.
Les déplacements observés sont aussi très faibles.
Il est malgré tout à remarquer que l'évolution de conception de ces tôles est bénéfique puisqu'el e a
permis de réduire ces contraintes et ces déplacements.
Conclusion sur l'évolution de la tôle 3
Comme dans le cas de la tôle 2, on se trouve, pour ce qui est des contraintes, très en dessous de la limite
d'élasticité. Cel es maximales rencontrées sont en effet de l'ordre de 20 Mpa.
De même les déplacements constatés sont très petits.
Enfin pour cette tôle, la nouvel e conception est aussi bénéfique car les contraintes et les déplacements
diminuent de l'ancienne à la nouvel e version.
6. Etudes fréquentielles
Démarche
Les tôles sont excitées dans le but de faire avancer l'agglo tout en le triant à l'aide d'une fréquence
d'excitation de 16 Hz. De ce fait nous avons recherché pour chaque tôle ses fréquences propres, à la fois dans le
cas d'une tôle fixée normalement par tous ses sabots, mais aussi pour des cas de défail ances de certaines
accroches.
Ensuite nous avons comparé ces fréquences propres avec cel e d'excitation pour voir si les problèmes
observés sur le site peuvent avoir pour cause des effets vibratoires, plus exactement des entrées en résonance.
La théorie de comparaison utilisée est la suivante :
Si
alors on entre en résonance
Voir la Théorie utilisée pour l'étude fréquentiele en annexe 8 fournie par le bureau d'analyse vibratoire.
Sabots liant la tôle aux poutres Résultats de la Tôle 2
Tôle 2
Poutre 3
Poutre 4
Schéma 13
33
Cette tôle se situe après cel e où tombe la matière. Nous avons étudié quatre cas de fonctionnement pour
cette tôle dont trois comportant d'éventuel es anomalies. Les résultats sont présentés dans le tableau suivant.
Cas 1 : tous les sabots sont fixés. On considère donc ici la tôle accrochée comme el e doit l'être en fonctionnement
normal.
Cas 2 : on détache tous les sabots de la poutre 3 (la première sur le chemin de descente de la matière).
Cas 3 : on détache un sabot situé à l'extrémité de la poutre 3.
Cas 4 : on détache le sabot central de la poutre 3.
On ne peut rencontrer un problème de résonance que si une poutre se détache complètement.
Effectivement dans tous les autres cas de fonctionnement les modes propres obtenus sont nettement trop hauts
pour que ce type de problème ne puisse se déclencher. On peut cependant penser que si un sabot venait à se
détacher, les vibrations pourraient engendrer un décrochage de tous ceux d'une poutre.
Il est aussi remarquable qu'en fonctionnement normal, les tôles ne puissent pas être endommagées à
cause de leurs fréquences propres.
34
Sabots liant la tôle aux poutres
Résultats de la Tôle 3
Poutre 0
Tôle 3a
Tôle 3b
Poutre 1
Poutre 2
Schéma 14
C'est sur cette tôle que tombe la matière. Nous avons étudié six cas de fonctionnement pour cette tôle dont
cinq comportant d'éventuel es anomalies. Les résultats sont présentés dans le tableau suivant.
Cas 1 : tous les sabots sont fixés. On considère donc ici la tôle accrochée comme el e doit l'être en fonctionnement
normal.
Cas 2 et 5 : on détache tous les sabots respectivement aux poutres 2 et 1.
Cas 3 et 6 : on détache un sabot situé à l'extrémité respectivement des poutres 2 et 1.
Cas 4 : on détache le sabot central de la poutre 1.
· Ancienne conception :
Tôle 3 ancienne Fréquence (Hertz)
Cas 1
Cas 2
Cas 3
Cas 4
Cas 5
Cas 6
Mode propre 1
181.12
15.854
65.72 139
59.992 97.353
Mode propre 2
214.83
38.194
140.82 183.6 74.738 181.03
Mode propre 3
251.86
100.43
193.2 214.47 141.04 204.3
Mode propre 4
276.5
107.18
248.88 238.2 167.09 214.77
Mode propre 5
290.23
142.66
263.81 274.99 181.11 259.96 Tableau 4
· Nouvel e conception :
Tôle 3 nouvel e Fréquence (Hertz)
Cas 1
Cas 2
Cas 3
Cas 4
Cas 5
Cas 6
Mode propre 1
248.07 14.674 67.209 159.33 57.449 95.375
Mode propre 2
259.84 36.824 148.56 186.75 72.345 201.91
Mode propre 3
270.15 95.345 253.71 269.18 138.92 256.61
Mode propre 4
288.47 104.93 266.77 279.19 165.33 259.83
Mode propre 5
330.04
146.49 292.09 286.4
201.31 287.97 Tableau 5
35
Conclusion sur la tôle 3
On ne risquera d'entrer en résonance que lorsque la première poutre se détachera complètement. Les
autres cas ne présentent en effet pas des modes propres posant problème. Mais comme pour la tôle 2, on peut
penser que si un sabot se détachait, les vibrations du crible pourraient engendrer un décrochage entier d'une tôle
par rapport à une poutre.
De plus en fonctionnement normal, les tôles ne peuvent pas être endommagées à cause de leurs
fréquences propres.
7. Conclusion
L'étude fréquentiel e émet la possibilité d'une rupture sur les tôles car cel es-ci seraient entrées en
résonance. Cependant cette hypothèse n'est pas vérifiable puisqu'el e suppose le détachement de tous les sabots
d'une poutre, or le crible ayant été réparé avant même que nous ayons été mis au courant du problème, cette
information restera manquante. De plus les changements effectués sur les tôles n'ont pas résolu ce problème.
Pour ce qui est de l'étude statique, el e montre que le travail que l'on demande aux tôles se situe très loin
de ses capacités. On reste ainsi dans leur domaine élastique. De plus la re-conception des tôles nous repousse
encore plus loin des contraintes maximales admissibles par les tôles, d'où une re-conception positive.
Enfin l'étude dynamique est actuel ement en cours.
36
VI. Conclusion
Ce projet m'a permis de voir la diversité des études demandées en entreprise, d'étudier un problème de
la conception à la réalisation, et d'approcher la complexité d'un logiciel de calcul par éléments finis.
Ce stage m'a permis de prendre conscience de la dimension d'une entreprise sidérurgique de tail e
mondiale et de découvrir l'importance des études par éléments finis pour améliorer la fiabilité et la durabilité des
instal ations.
Grâce à ma hiérarchie, j'ai aussi pu participer à une formation de trois jours sur le module dynamique du
logiciel COSMOS/M, à des réunions de service et à des présentations de projets du bureau d'études.
Dans mon lieu de stage, j'ai pu également découvrir le monde de la CAO ainsi que de nouveaux logiciels
de calculs qui m'ont été utiles pour le développement et la réalisation des études.
Cette expérience dans la sidérurgie m'a montré l'importance des bureaux d'étude ; en effet les bureaux
d'étude sont des entreprises de service interne. Ce qui implique la nécessité de travail er la relation client/
fournisseurs ; on se retrouve tantôt client tantôt fournisseur. Nous sommes effectivement à la fois prestataires de
services pour les autres secteurs de l'usine qui pourraient avoir besoin de nous et clients d'entreprises
informatiques.
De plus j'ai appris l'importance du travail en équipe dans des projets d'ampleur non négligeable. Nous
travail ons en groupe dans le centre de calcul lui-même et aussi avec les autres bureaux du service méthodes.
37
ANNEXE
Sommaire
Implantation dans le monde Annexe 1 Processus de fabrication Annexe 2 Organigramme Annexe 3 Déroulement d'une étude Annexe 4 Déroulement d'une étude détail ée Annexe 5 Procédure de Résolution par Eléments Finis Annexe 6 Procédure de Mail age Volumique Automatique Annexe 7 Théorie utilisée pour l'étude fréquentiel e Annexe 8 Lexique Annexe 9
Annexe 1
Annexe 2
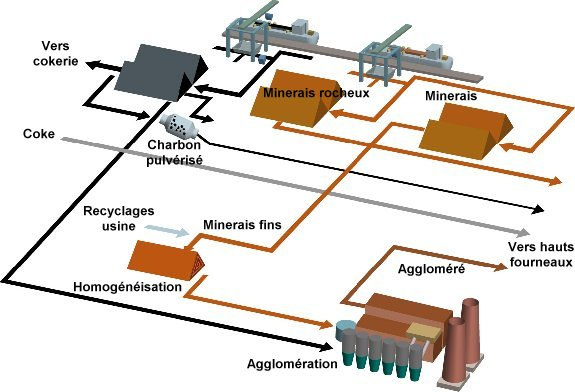
Processus de fabrication Dunkerque : une usine sidérurgique intégrée où les matières premières (charbons, minerais) venant par bateau
du monde entier sont transformées en tôles à chaud enroulées en bobines.
Le minerai de fer, composé d'oxydes de fer et de divers autres matériaux (gangue), est reçu sous forme de
grains (minerais fins).
Pour l'utilisation au haut-fourneau, il faut agglomérer ces minerais pour former
des morceaux plus gros. Ceci est réalisé par cuisson sur la chaîne d'agglomération.
Le charbon est cuit dans les batteries de four de la cokerie pour former le coke.
Cokerie : batterie n°7
Les minerais agglomérés, le coke et les minerais crus sont alors chargés dans le
haut-fourneau. La combustion du coke permet d'extraire le fer des oxydes de fer
et de le porter à la température de fusion. On coule alors à la base du haut-
fourneau de la fonte liquide (mélange de 96% de fer et 4% de carbone). La
gangue des minerais, également fondu, coule en même temps en formant le laitier.
Haut-fourneau n°4 plancher de coulée
La fonte est transportée à l'Aciérie dans des wagons spéciaux appelés poches tonneaux protégés par des briques réfractaires. A l'aciérie, l'excés de carbone
contenu dans la fonte est eliminé dans un convertisseur à l'oxygène. L'acier
sauvage obtenu est alors traité dans un station d'affinage pour régler très
précisément sa composition chimique finale définie en fonction des besoins du
client. Aciérie : convertisseur L'acier en fusion est versé en continu dans le moule sans fond de la machine de coulée continue. En
traversant ce moule, il commence à se solidifier au contact des parois refroidies à l'eau. Le métal moulé descend,
guidé par un jeu de rouleaux et continue à se refroidir.
Arrivé à la sortie, le ruban de métal d'épaisseur 250 mm est entièrement solidifié. Il est immédiatement coupé en
brames aux longueurs voulues.
Ces brames arrivent alors au Train Continu à Chaud. El es sont réchauffées dans un four,
pour rendre le métal plus mal éable, puis amincies en passant entre les cylindres des 12 cages successives du laminoir. El es donnent des bandes de tôles de quelques
mil imètres d'épaisseur enroulées en bobines. Train Continu à Chaud : Four à longerons
Annexe 3
!
%$
"
# $
&
Annexe 4
Décision de faire appel au centre de
calcul
Etapes concernant
Recherche des plans, d'informations
directement le
centre de calcul
Etude type résistance des matériaux
Modélisation en CAO
(pas pour toutes les études)
Etude fréquentiel e, statique,
dynamique ou thermique
Conclusions rendues au client
Décisions
Fin de l'étude
Suite à donner
Annexe 5
Etude de la géométrie
Efforts exté rieurs
Conditions l imites
Modélisation p ar CAO
Modèle CAO D esignstar
Création Mail age
Définition des options de contact
Application des efforts et
Conditions limites
Définition des m
atériaux
Choix du solveur et lan
cement du calcul
Analyse des r
ésultats
Reconception
Décision
Changement des paramètres
de calcul
Fin de l'ét ude
Suite à don ner
Annexe 6
Concept de Base :
Le concept de base est de discrétiser (découper) le modèle en petites pièces (éléments finis) de formes
particulières. Le comportement de chacune de ces petites pièces est connu sous diverses conditions. La Méthode
des Eléments Finis (MEF) prévoit le comportement du modèle en manipulant les informations obtenues à partir de
toutes les petites pièces qui constituent le modèle.
Procédure de Résolution par Eléments Finis :
Le processus de résolution d'un problème par la méthode des éléments finis nécessite les étapes
suivantes :
1. Identifier le problème, sa géométrie et ses caractéristiques matériel es, et décider de la possibilité de
modélisation.
2. Créer la géométrie du problème en utilisant un logiciel de CAO.
3. Assigner les propriétés de matériaux, appliquer les conditions limites (contraintes), et définir les
chargements sur le modèle.
4. Mail er le modèle selon le choix du type d'éléments, et affinages du mail age.
5. Soumettre le modèle éléments finis complet à l'analyse.
6. Evaluer et interpréter les résultats.
Les opérations réalisées avant de soumettre le modèle à l'analyse sont réalisées en utilisant un pré-
processeur.
L'analyse du modèle en utilisant une méthode d'éléments finis est réalisée par le processeur.
Puis le post processeur manipule les résultats de l'analyse pour simplifier la compréhension, l'évaluation,
et l'interprétation des résultats.
Annexe 7
Procédure de Maillage Volumique Automatique : Constitué de deux phases :
1ère phase :
Toutes les faces du modèle sont mail ées individuel ement.
Il existe deux algorithmes dans geostar pour le mail age de régions : hierarchical (hiérarchique) etsweeping (balayage ). Hiérarchique est la méthode par défaut mais si el e échoue sur une région particulière lors
du mail age d'une pièce, le programme passe automatiquement à la méthode par balayage pour cette région.
A la fin de la première phase de mail age, le programme connecte toutes les régions ensembles dans un
solide fermé en fusionnant les noeuds le long des arêtes communes à plusieurs régions.
Une fois que toutes les régions sont connectées, le programme peut commencer à remplir l'intérieur de la
pièce par des éléments.
2ème phase :
Le volume intérieur de la pièce est rempli par des éléments tétraédriques. L'algorithme commence
essentiel ement à partir d'une face du modèle.
Lorsqu'il approche un remplissage de 100% du solide, les noeuds sont doucement repositionnés pour
permettre au mail age de mieux col er à la forme de la pièce.
La méthode hierarchical suit les étapes suivantes :
El e commence sur un bord de la région et tente de générer un élément triangulaire à partir de deux
noeuds du bord et un noeud intérieur proche du bord.
Puis le programme tente de générer les futurs éléments qui seront connectés à ce nouvel élément.
Puis la qualité (forme et rapport d'aspect) de ces éléments est vérifiée pour déterminer une qualité globale
de ce premier groupe d'éléments.
Ensuite le programme réalise la même vérification en utilisant un noeud intérieur différent (mais les
mêmes deux noeuds du bord), obtenant ainsi une qualité globale d'un second groupe d `éléments.
Ce processus continue pour tous les noeuds intérieurs proches des deux noeuds du bord, et le programme
choisit l'élément qui produira le groupe d'éléments de meil eure qualité.
Si bien que chaque élément est choisit et généré pour sa propre qualité et la qualité des futurs éléments.
La méthode sweeping suit les étapes suivantes :
Les éléments sont choisit et générés uniquement sur leur propre qualité, aucun élément futur n'est
considéré.
Les noeuds qui formeront l'élément sont sélectionnés lors d'une inspection à partir d'une face de l'élément
à l'autre, d'où le nom de balayage. Tous les noeuds trouvés à l'intérieur d'une tolérance d'inspection sont examinés
comme candidats possibles pour générer l'élément, et la qualité de l'élément utilisant des noeuds spécifiques est
déterminée et comparée aux éléments utilisant d'autres noeuds.
Annexe 8
Théorie utilisée pour l'étude fréquentielle :
Annexe 9
Lexique :
Usine à chaud : usine au sein de laquel e sont effectués des procédés pour lesquels les matériaux travail és
doivent toujours rester à température élevée. C'est par exemple le cas de la production de fonte dans des hauts-
fourneaux ou encore le laminage des brames réchauffées au train continu à chaud.
Usine à froid : usine dans laquel e on retravail e à température ambiante les produits obtenus à la sortie des
usines à chaud. Ce travail permet d'obtenir l'épaisseur finale du produit (inaccessible au laminage à chaud à cause
du refroidissement trop rapide), de fixer les caractéristiques mécaniques du produit souhaité, de donner l'aspect
final au produit et d'obtenir la planéité souhaitée. On procède par exemple au laminage à froid et à la galvanisation
de bobines provenant d'une usine à chaud.
Galvanisation : procédé chimique au cours duquel on dépose l'acier dans du zinc liquide. Se forme alors une
couche intermédiaire de Fe-Zn de quelques microns. El e permet d'obtenir un produit résistant à la corrosion.
Bobines à chaud : tôles plates en acier au carbone et en acier al ié, laminées à chaud de longueurs, largeurs et
épaisseurs variées enroulées en bobine. Leur poids varie de 15 à 40 tonnes environ.
Bobines à froid : résultats du laminage à froid des bobines à chaud.
Tôles revêtues : tôles d'acier sur lesquel es on dépose un revêtement selon les besoins d'utilisation du client.
Produits longs : produits de tréfilerie, rails ou encore profilés.
Produits de tréfilerie : bobines de fils métal iques.
Oxycoupage : procédé de coupage par combustion localisée mais continu à l'aide d'un jet d'oxygène pur.
Dégunitage : action d'enlever du béton préalablement projeté sur une pièce pour la protéger.
Contrôle non destructif (CND) : technique permettant de vérifier l'état d'une instal ation (ex : Thermographie dans
le but d'analyser un réfractaire en fonctionnement).
Résistance des matériaux (RDM) : partie de la mécanique où l'on étudie les caractéristiques mécaniques des
matériaux, la résistance des pièces mécaniques et leurs déformations.
Brame : Produit semi-fini obtenu en laminant des lingots ou coulé en continu à l'aciérie, et coupé en différentes
longueurs. La brame a une section transversale rectangulaire et est utilisée comme matériau de départ dans le
processus de production de produits plats, c'est-à-dire des bobines laminées à chaud ou des plaques.
Haut fourneau : Appareil utilisé dans la filière intégrée dans lequel le coke et le fer réagissent ensemble sous un
courant d'air chaud pour former de la fonte liquide.
Laminoir à chaud : Equipement sur lequel l'acier solidifié préalablement réchauffé à haute température est écrasé
en continu entre deux cylindres rotatifs.
Laminoir à froid : Equipement réduisant l'épaisseur des aciers plats en laminant le métal entre deux cylindres à
température ambiante.
Fiabilité : Recherche d'un fonctionnement sans réparation entre deux arrêts programmés.
Durabilité : Recherche d'une augmentation du temps séparant les arrêts de maintenance programmés.
GNU Free Documentation License Version 1.2, November 2002
Copyright (C) 2000,2001,2002 Free Software Foundation, Inc. 59 Temple Place, Suite 330, Boston, MA 02111-1307 USA Everyone is permitted to copy and distribute verbatim copies of this license document, but changing it is not allowed.
0. PREAMBLE
The purpose of this License is to make a manual, textbook, or otherfunctional and useful document "free" in the sense of freedom: to assure everyone the effective freedom to copy and redistribute it,with or without modifying it, either commercially or noncommercially. Secondarily, this License preserves for the author and publisher a wayto get credit for their work, while not being considered responsible for modifications made by others. This License is a kind of "copyleft", which means that derivativeworks of the document must themselves be free in the same sense. It complements the GNU General Public License, which is a copyleftlicense designed for free software.
We have designed this License in order to use it for manuals for freesoftware, because free software needs free documentation: a free program should come with manuals providing the same freedoms that thesoftware does. But this License is not limited to software manuals; it can be used for any textual work, regardless of subject matter orwhether it is published as a printed book. We recommend this License principally for works whose purpose is instruction or reference.
1. APPLICABILITY AND DEFINITIONS
This License applies to any manual or other work, in any medium, thatcontains a notice placed by the copyright holder saying it can be distributed under the terms of this License. Such a notice grants aworld-wide, royalty-free license, unlimited in duration, to use that work under the conditions stated herein. The "Document", below,refers to any such manual or work. Any member of the public is a licensee, and is addressed as "you". You accept the license if you
copy, modify or distribute the work in a way requiring permissionunder copyright law.
A "Modified Version" of the Document means any work containing theDocument or a portion of it, either copied verbatim, or with modifications and/or translated into another language. A "Secondary Section" is a named appendix or a front-matter section ofthe Document that deals exclusively with the relationship of the publishers or authors of the Document to the Document's overall subject(or to related matters) and contains nothing that could fall directly within that overall subject. (Thus, if the Document is in part atextbook of mathematics, a Secondary Section may not explain any mathematics.) The relationship could be a matter of historicalconnection with the subject or with related matters, or of legal, commercial, philosophical, ethical or political position regardingthem.
The "Invariant Sections" are certain Secondary Sections whose titlesare designated, as being those of Invariant Sections, in the notice that says that the Document is released under this License. If asection does not fit the above definition of Secondary then it is not allowed to be designated as Invariant. The Document may contain zeroInvariant Sections. If the Document does not identify any Invariant Sections then there are none. The "Cover Texts" are certain short passages of text that are listed,as Front-Cover Texts or Back-Cover Texts, in the notice that says that the Document is released under this License. A Front-Cover Text maybe at most 5 words, and a Back-Cover Text may be at most 25 words.
A "Transparent" copy of the Document means a machine-readable copy,represented in a format whose specification is available to the general public, that is suitable for revising the documentstraightforwardly with generic text editors or (for images composed of pixels) generic paint programs or (for drawings) some widely availabledrawing editor, and that is suitable for input to text formatters or for automatic translation to a variety of formats suitable for inputto text formatters. A copy made in an otherwise Transparent file format whose markup, or absence of markup, has been arranged to thwartor discourage subsequent modification by readers is not Transparent. An image format is not Transparent if used for any substantial amountof text. A copy that is not "Transparent" is called "Opaque".
Examples of suitable formats for Transparent copies include plainASCII without markup, Texinfo input format, LaTeX input format, SGML or XML using a publicly available DTD, and standard-conforming simpleHTML, PostScript or PDF designed for human modification. Examples of transparent image formats include PNG, XCF and JPG. Opaque formatsinclude proprietary formats that can be read and edited only by proprietary word processors, SGML or XML for which the DTD and/orprocessing tools are not generally available, and the machine-generated HTML, PostScript or PDF produced by some wordprocessors for output purposes only.
The "Title Page" means, for a printed book, the title page itself,plus such following pages as are needed to hold, legibly, the material this License requires to appear in the title page. For works informats which do not have any title page as such, "Title Page" means the text near the most prominent appearance of the work's title,preceding the beginning of the body of the text.
A section "Entitled XYZ" means a named subunit of the Document whosetitle either is precisely XYZ or contains XYZ in parentheses following text that translates XYZ in another language. (Here XYZ stands for aspecific section name mentioned below, such as "Acknowledgements", "Dedications", "Endorsements", or "History".) To "Preserve the Title"of such a section when you modify the Document means that it remains a section "Entitled XYZ" according to this definition. The Document may include Warranty Disclaimers next to the notice which states that this License applies to the Document. These WarrantyDisclaimers are considered to be included by reference in this License, but only as regards disclaiming warranties: any otherimplication that these Warranty Disclaimers may have is void and has no effect on the meaning of this License.
2. VERBATIM COPYING
You may copy and distribute the Document in any medium, eithercommercially or noncommercially, provided that this License, the copyright notices, and the license notice saying this License appliesto the Document are reproduced in all copies, and that you add no other conditions whatsoever to those of this License. You may not usetechnical measures to obstruct or control the reading or further
copying of the copies you make or distribute. However, you may acceptcompensation in exchange for copies. If you distribute a large enough number of copies you must also follow the conditions in section 3. You may also lend copies, under the same conditions stated above, and you may publicly display copies.
3. COPYING IN QUANTITY
If you publish printed copies (or copies in media that commonly haveprinted covers) of the Document, numbering more than 100, and the Document's license notice requires Cover Texts, you must enclose thecopies in covers that carry, clearly and legibly, all these Cover Texts: Front-Cover Texts on the front cover, and Back-Cover Texts onthe back cover. Both covers must also clearly and legibly identify you as the publisher of these copies. The front cover must presentthe full title with all words of the title equally prominent and visible. You may add other material on the covers in addition.Copying with changes limited to the covers, as long as they preserve the title of the Document and satisfy these conditions, can be treatedas verbatim copying in other respects.
If the required texts for either cover are too voluminous to fitlegibly, you should put the first ones listed (as many as fit reasonably) on the actual cover, and continue the rest onto adjacentpages.
If you publish or distribute Opaque copies of the Document numberingmore than 100, you must either include a machine-readable Transparent copy along with each Opaque copy, or state in or with each Opaque copya computer-network location from which the general network-using public has access to download using public-standard network protocolsa complete Transparent copy of the Document, free of added material. If you use the latter option, you must take reasonably prudent steps,when you begin distribution of Opaque copies in quantity, to ensure that this Transparent copy will remain thus accessible at the statedlocation until at least one year after the last time you distribute an Opaque copy (directly or through your agents or retailers) of thatedition to the public.
It is requested, but not required, that you contact the authors of theDocument well before redistributing any large number of copies, to give
them a chance to provide you with an updated version of the Document.
4. MODIFICATIONS
You may copy and distribute a Modified Version of the Document underthe conditions of sections 2 and 3 above, provided that you release the Modified Version under precisely this License, with the ModifiedVersion filling the role of the Document, thus licensing distribution and modification of the Modified Version to whoever possesses a copyof it. In addition, you must do these things in the Modified Version:
A. Use in the Title Page (and on the covers, if any) a title distinct from that of the Document, and from those of previous versions (which should, if there were any, be listed in the History section of the Document). You may use the same title as a previous version if the original publisher of that version gives permission.B. List on the Title Page, as authors, one or more persons or entities responsible for authorship of the modifications in the Modified Version, together with at least five of the principal authors of the Document (all of its principal authors, if it has fewer than five), unless they release you from this requirement. C. State on the Title page the name of the publisher of the Modified Version, as the publisher. D. Preserve all the copyright notices of the Document.E. Add an appropriate copyright notice for your modifications adjacent to the other copyright notices.F. Include, immediately after the copyright notices, a license notice giving the public permission to use the Modified Version under the terms of this License, in the form shown in the Addendum below. G. Preserve in that license notice the full lists of Invariant Sections and required Cover Texts given in the Document's license notice. H. Include an unaltered copy of this License.I. Preserve the section Entitled "History", Preserve its Title, and add to it an item stating at least the title, year, new authors, and publisher of the Modified Version as given on the Title Page. If there is no section Entitled "History" in the Document, create one stating the title, year, authors, and publisher of the Document as given on its Title Page, then add an item describing the Modified Version as stated in the previous sentence.J. Preserve the network location, if any, given in the Document for public access to a Transparent copy of the Document, and likewise the network locations given in the Document for previous versions
it was based on. These may be placed in the "History" section. You may omit a network location for a work that was published at least four years before the Document itself, or if the original publisher of the version it refers to gives permission. K. For any section Entitled "Acknowledgements" or "Dedications", Preserve the Title of the section, and preserve in the section all the substance and tone of each of the contributor acknowledgements and/or dedications given therein. L. Preserve all the Invariant Sections of the Document, unaltered in their text and in their titles. Section numbers or the equivalent are not considered part of the section titles.M. Delete any section Entitled "Endorsements". Such a section may not be included in the Modified Version.N. Do not retitle any existing section to be Entitled "Endorsements" or to conflict in title with any Invariant Section.O. Preserve any Warranty Disclaimers.
If the Modified Version includes new front-matter sections orappendices that qualify as Secondary Sections and contain no material copied from the Document, you may at your option designate some or allof these sections as invariant. To do this, add their titles to the list of Invariant Sections in the Modified Version's license notice.These titles must be distinct from any other section titles.
You may add a section Entitled "Endorsements", provided it containsnothing but endorsements of your Modified Version by various parties--for example, statements of peer review or that the text hasbeen approved by an organization as the authoritative definition of a standard. You may add a passage of up to five words as a Front-Cover Text, and a passage of up to 25 words as a Back-Cover Text, to the end of the listof Cover Texts in the Modified Version. Only one passage of Front-Cover Text and one of Back-Cover Text may be added by (orthrough arrangements made by) any one entity. If the Document already includes a cover text for the same cover, previously added by you orby arrangement made by the same entity you are acting on behalf of, you may not add another; but you may replace the old one, on explicitpermission from the previous publisher that added the old one.
The author(s) and publisher(s) of the Document do not by this Licensegive permission to use their names for publicity for or to assert or imply endorsement of any Modified Version.
5. COMBINING DOCUMENTS
You may combine the Document with other documents released under thisLicense, under the terms defined in section 4 above for modified versions, provided that you include in the combination all of theInvariant Sections of all of the original documents, unmodified, and list them all as Invariant Sections of your combined work in itslicense notice, and that you preserve all their Warranty Disclaimers.
The combined work need only contain one copy of this License, andmultiple identical Invariant Sections may be replaced with a single copy. If there are multiple Invariant Sections with the same name butdifferent contents, make the title of each such section unique by adding at the end of it, in parentheses, the name of the originalauthor or publisher of that section if known, or else a unique number. Make the same adjustment to the section titles in the list ofInvariant Sections in the license notice of the combined work.
In the combination, you must combine any sections Entitled "History"in the various original documents, forming one section Entitled "History"; likewise combine any sections Entitled "Acknowledgements",and any sections Entitled "Dedications". You must delete all sectionsEntitled "Endorsements".
6. COLLECTIONS OF DOCUMENTS You may make a collection consisting of the Document and other documents released under this License, and replace the individual copies of thisLicense in the various documents with a single copy that is included in the collection, provided that you follow the rules of this License forverbatim copying of each of the documents in all other respects.
You may extract a single document from such a collection, and distributeit individually under this License, provided you insert a copy of this License into the extracted document, and follow this License in allother respects regarding verbatim copying of that document.
7. AGGREGATION WITH INDEPENDENT WORKS
A compilation of the Document or its derivatives with other separateand independent documents or works, in or on a volume of a storage or distribution medium, is called an "aggregate" if the copyrightresulting from the compilation is not used to limit the legal rights of the compilation's users beyond what the individual works permit.When the Document is included in an aggregate, this License does not apply to the other works in the aggregate which are not themselvesderivative works of the Document.
If the Cover Text requirement of section 3 is applicable to thesecopies of the Document, then if the Document is less than one half of the entire aggregate, the Document's Cover Texts may be placed oncovers that bracket the Document within the aggregate, or the electronic equivalent of covers if the Document is in electronic form.Otherwise they must appear on printed covers that bracket the whole aggregate.
8. TRANSLATION
Translation is considered a kind of modification, so you maydistribute translations of the Document under the terms of section 4. Replacing Invariant Sections with translations requires specialpermission from their copyright holders, but you may include translations of some or all Invariant Sections in addition to theoriginal versions of these Invariant Sections. You may include a translation of this License, and all the license notices in theDocument, and any Warranty Disclaimers, provided that you also include the original English version of this License and the original versionsof those notices and disclaimers. In case of a disagreement between the translation and the original version of this License or a noticeor disclaimer, the original version will prevail.
If a section in the Document is Entitled "Acknowledgements","Dedications", or "History", the requirement (section 4) to Preserveits Title (section 1) will typically require changing the actual title.
9. TERMINATION
You may not copy, modify, sublicense, or distribute the Document exceptas expressly provided for under this License. Any other attempt to
copy, modify, sublicense or distribute the Document is void, and willautomatically terminate your rights under this License. However, parties who have received copies, or rights, from you under thisLicense will not have their licenses terminated so long as such parties remain in full compliance.
10. FUTURE REVISIONS OF THIS LICENSE
The Free Software Foundation may publish new, revised versionsof the GNU Free Documentation License from time to time. Such new versions will be similar in spirit to the present version, but maydiffer in detail to address new problems or concerns. See http://www.gnu.org/copyleft/. Each version of the License is given a distinguishing version number. If the Document specifies that a particular numbered version of thisLicense "or any later version" applies to it, you have the option of following the terms and conditions either of that specified version orof any later version that has been published (not as a draft) by the Free Software Foundation. If the Document does not specify a versionnumber of this License, you may choose any version ever published (not as a draft) by the Free Software Foundation.