Chapitre II : Raffinage de l'huile de soja
II.1. Définition et rôle du raffinage
Les huiles brutes obtenues renferment un certains nombre
d'impuretés indésirables, responsables du goût et de
l'odeur désagréables et de leur mauvaise conservation.
Le raffinage a pour but, d'éliminer les acides gras
libres, les produits d'oxydation, les arômes désagréables,
les colorants, les produits toxiques (tels que pesticides, glycosides) mais
également les phospholipides ainsi que les métaux (tels que fer
et cuivre) présents à l'état de traces et
généralement liés à des composés organiques
(Mohtadji-Lamballais, 1989; Jamil et al., 1998).
II.2. Constituants éliminés au cours du
raffinage
II.2.1. Les phosphatides ou phospholipides
Ils peuvent représenter 2 % de l'huile de soja (30 % de
lécithine, 30 % de céphaline et 40 % d'inositol); les teneurs de
l'huile brute en ces phospholipides dépend du mode de trituration
employé (Denise, 1992).
Ils se présentent dans l'huile sous forme:
+ Hydratables: Ces formes contiennent un groupe fortement
polaire, ce sont en particulier la phosphatidylcholine et la
phosphatidyléthanolamine qui sont aisément
éliminés;
+ Non hydratables: Ce sont les sels de calcium et de
magnésium des acides phosphatidiques et des
phosphatidylinositols. Ces formes non hydratables peuvent
réagir avec des acides forts en donnant des sels monovalents et des
acides, elles deviennent alors hydratables et forment des composés
insolubles dans 1 'huile (Figure 04) (Denise, 1992).
En outre, les phospholipides sont souvent liés à
des métaux lourds comme le fer et le cuivre qui sont de puissants
catalyseurs d'oxydation, surtout le cuivre qui présente une
activité dix fois supérieure à celle du fer
(Platon, 1988 ; Denise, 1992).
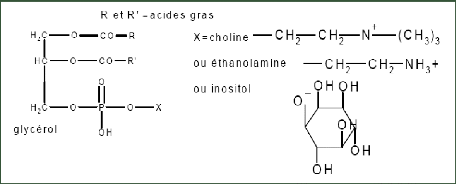
Figure 04: Formules chimiques des trois
principales phosphatides des lécithines de soja (Aboiron et
Hameury, 2004).
Un lavage acide les élimine aisément au cours d'un
raffinage chimique, mais tous les procédés de raffinage physique
les conservent (Poisson et Narce, 2003).
L'élimination parfaite du phosphore est une
opération très importante pour obtenir une bonne qualité
de l'huile de soja. Les principaux inconvénients des phospholipides sont
présentés comme suit:
-- Ils provoquent des émulsions;
-- Ils réduisent le rendement lors de 1 'opération
de filtration (colmatage des filtres); -- Ils réduisent
l'activité des terres de blanchiment;
-- Ce sont de puissants inhibiteurs des
catalyseurs d'hydrogénation;
-- Leur présence conduit à des
phénomènes de mousse lors de l'opération de
désodorisation; -- Une huile raffinée mal
débarrassée de ses phospholipides s'acidifie, s'oxyde et prend
rapidement un goût désagréable (Denise, 1992 ;
Jamil et al., 1998).
II.2.2. Les acides gras libres
Ils sont naturellement présents dans la graine
où ils participent aux réactions biochimiques de la
liposynthèse. Ils proviennent également de réactions
d'hydrolyse enzymatique qui se produisent dans les huiles brutes soit au cours
de leur obtention, soit au cours de leur stockage. Leur présence dans un
corps gras peut être assimilée à celle d'un catalyseur
d'oxydation (Denise, 1992).
L'élimination des acides gras libres s'effectue soit
par voie chimique (neutralisation à la soude), soit par voie physique
(entraînement à la vapeur). C'est l'opération la plus
délicate et la plus importante du raffinage (Kartika,
2005).
II.2.3. Sucres libres et glycolipides
Ils proviennent des glucides présents dans les graines
au moment de la récolte. Certains de ces composés forment avec
l'eau des solutions colloïdales communément appelées
«mucilages» et qui sont émulsifiantes. Les mucilages
précipitent en présence d'alcali: La neutralisation chimique les
fait donc disparaître complètement (Denise,
1992).
II.2.4. Glycérides partiels
Ils portent généralement la fonction ester en
á ou en á', souvent considérés comme des agents
émulsifiants très gênants, ils peuvent entraîner des
pertes importantes lors des centrifugations qui entrent dans le
procédé de raffinage (Denise, 1992).
II.2.5. Tocophérols et Stérols
La partie insaponifiable de l'huile représente 1,6 % de
l'huile brute et 0,6 % à 0,7 % de l'huile raffinée (Tableau V).
Elle se compose essentiellement de stérols et de tocophérols
(Pouzet, 1992).
Tableau V: Composition de l'huile de soja
brute en insaponifiables (Pouzet, 1992).
|
Insaponifiable: 0,5-1,6%
|
|
Stérols (en mg/100g) 250 - 418
Composition des stérols:
(en % des stérols totaux)
Cholestérol < 1
Brassicastérol -
Campestérol 19 - 23
Stigmastérol 17 - 19
ß sitostérol 47 - 59
A5Avénastérol 2 -4
A7 Stigmastérol 1 - 3
A7 Avénastérol 1 -2
Ergostérol <3
|
Tocophérols (en mg/100g) 80 - 167
Composition des tocophérols:
(en % des tocophérols totaux)
Alpha tocophérol 5 - 10
Béta tocophérol 2 - 3
Gamma tocophérol 44 - 60
Delta tocophérol 30 - 43
Tocotriénols -
Alcools triterpéniques
(en mg/100g) -
|
+ Les tocophérols
Ce sont des antioxygènes. La teneur en
tocophérols dans une huile de soja brute est de l'ordre de 150 à
280 mg pour 100 g d'huile. Après raffinage, la teneur se situe à
90 à 150 mg pour 100 g d'huile avec une répartition de: Alpha
tocophérol 10 %, beta tocophérol 3 %, gamma tocophérol 63
%, delta tocophérol 24 %.
Activité antioxydante : alpha < beta < gamma <
delta.
Activité vitaminique : alpha > beta> gamma> delta
(Platon, 1988).
Une partie des tocophérols disparaît au cour du
raffinage surtout lors de la désodorisation (Denise,
1992).
+ Les stérols
Il s'agit de molécules complexes à plusieurs
cycles avec une fonction alcool, dont le principal représentant est le
cholestérol. Ils sont retrouvés soit à l'état libre
ou combiné avec un acide gras. Les végétaux contiennent
des stérols qui leur sont spécifiques (Cossut et
al., 2002). Comme le Campestérol présent dans
l'huile de soja (Camacho, 1999). Une partie de ces
stérols est entraînée à la vapeur lors de la
désodorisation (Denise, 1992).
II.2.6. Colorants
Le ß-carotène se rencontre dans toutes les huiles
végétales, c'est un colorant particulièrement sensible
à la chaleur et à l'oxydation. La chlorophylle est
présente à un degré moindre, dans les huiles de soja
(Denise, 1992).
Les colorants d'origine oxydative sont responsables de la
couleur brune de certaines
huiles. Ils sont beaucoup plus gênants que les
précédents car ils ne sont que peu retenus par les produits
adsorbants utilisés pour décolorer les huiles (Kartika,
2005).
II.2.7. Substances d'origine externe
Il s'agit la plupart du temps de pesticides qui se trouvent
à la surface des graines au moment de la récolte ou qui sont
introduits au cours du stockage pour lutter contre l'infestation par les
insectes.
Ils sont facilement détruits par hydrolyse lors de la
neutralisation à la soude, ou par entraînement à la vapeur
lors de l'opération de désodorisation (Denise,
1992).
Le tableau VI regroupe les éléments
éliminés au cour du raffinage de l'huile.
Tableau VI: Les composés
éliminés durant le raffinage (Platon, 1988 ; Denise,
1992).
|
Opérations
|
Composants éliminés
|
Composants
parasites
introduits
|
|
Stockage
|
-
|
Acides gras libres
|
|
Mucilages, phosphatides, glycolipides
|
|
|
et composés protidiques.
|
Eau
|
|
Démucilagination
|
La chlorophylle est partiellement éliminée surtout
si l'acide
phosphorique est utilisé.
|
|
|
Neutralisation
|
Acides gras libres, phosphatides
|
|
|
résiduels,
composés de dégradation d'origine oxydative,
composés métalliques,
Matières colorantes réduites, Insecticides.
|
Savon Eau
|
|
Lavage
|
Savon, traces de soude, phosphatides
|
|
|
résiduels.
|
Eau
|
|
Séchage
|
Eau
|
_
|
|
Décoloration
|
Pigments (caroténoïdes et
|
Peroxydes et
|
|
chlorophylliens essentiellement)
|
formation
|
|
Savon
|
d'isomères à
|
|
Hydrocarbures polycycliques (si
|
double liaisons
|
|
traitement au charbon actif)
|
conjuguées.
|
|
|
Acides gras libres
|
|
Désodorisation
|
Acides gras libres, substances volatiles
|
Formation
|
|
responsables de l'odeur et du goût, peroxydes,
pigments et produits de leur dégradation, pesticides,
stérols et tocophérols.
|
d'isomères géométriques et de
dimères.
|
II.3. Les différentes étapes du
raffinage
Le raffinage comprend une série de traitements qui
sont: La démucilagination, la neutralisation, le lavage, le
séchage, la décoloration, la filtration et la
désodorisation (Mohtadji- Lamballais, 1989).
II.3.1. Démucilagination
Le dégommage ou la démucilagination consiste
à éliminer de l'huile brute les composés susceptibles de
devenir insolubles par hydratation (phospholipides, lipoprotéines, etc.)
ou d'être éliminés avec la phase aqueuse (Glucides).
Généralement, seules les huiles d'extraction qui
contiennent normalement 2 à 4 fois plus de phospholipides qui sont
dégommés que les huiles de pression (Denise,
1992).
Que le procédé utilisé soit physique ou
chimique, les trois principes de base du processus de dégommage sont
résumés comme suit:
- Elimination de phospholipides par la formation de micelles;
- Hydratation rapide des phospholipides;
- Elimination des phospholipides non hydratables par un
traitement avec des acides (Ruiz-Mendez, 1999).
Il existe différents types de protocoles de
dégommage de l'huile de soja : Le dégommage à l'eau,
à l'acide, le dégommage SOFT, le dégommage micellaire et
le dégommage enzymatique (Kartika, 2005).
II.3.1.1. Le dégommage à l'eau
L'huile brute, en général, est
dégommée avec de l'eau dans les extracteurs de fève de
soja et ce n'est que rarement qu'arrivent aux raffineries des huiles de soja
à raffiner avec plus de 200 ppm de phosphore (Graciani
Constante, 1999a).
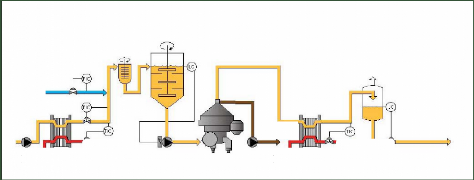
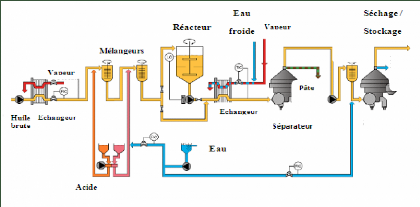
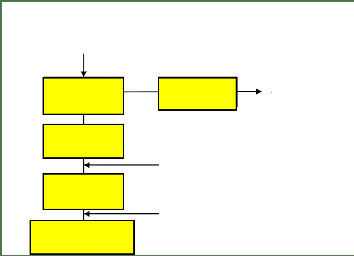
C'est un traitement à l'eau chaude qui insolubilise les
phospholipides ainsi que diverses matières colloïdales
(Cheftel et Cheftel, 1992). L'huile brute est chauffée
à 80°C dans un échangeur à plaques. Elle
reçoit un appoint de 2 à 3 % d'eau avant de passer dans un
mélangeur rapide puis dans un contacteur à axe vertical dans
lequel le mélange huile-eau est brassé pendant une demi-heure
avant centrifugation sur séparateur continu classique (Figure 05)
(Denise, 1992). Les conditions de séparation doivent
être optimisées afin d'éviter les pertes en huile, tout en
conservant une bonne efficacité de séparation. Les
paramètres clés sont la quantité d'eau ajoutée, la
température, la vitesse de rotation et la durée d'agitation
(Kartika, 2005).
L'huile de soja dégommée avec de l'eau, est
l'huile utilisée au niveau commercial et, celle qui dans une immense
majorité des cas, arrivera aux industries de raffinage pour sa
transformation (Graciani Constante, 1999a).
Eau
Echangeur
Mélangeur
Vapeur
Réacteur
Séparateur
Pâtes
Echangeur
Vapeur
Vide
Séchage
Stockage
Figure 05 : Installation de
dégommage à l'eau (Logan, 2003).
II.3.1.2. Le dégommage à
l'acide
Le taux de phosphores de l'huile brute dégommée
à l'eau, passe de 800 ppm à 150 - 200 ppm ces derniers
représentent principalement les phospholipides non hydratables dont
l'élimination est nécessaire pour le raffinage physique, et peut
être réalisée grâce à un dégommage
à l'acide (Jamil et al., 1998). Il consiste
à disperser dans l'huile brute des acides comme les acides phosphorique,
citrique, acétique, oxalique, mais de façon
générale, l'acide phosphorique est largement utilisé, car
il se forme une liaison forte entre les groupements phosphates et les ions
calcium, fer et magnésium (Kartika, 2005).
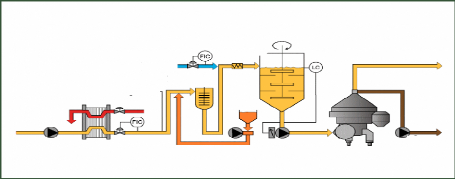
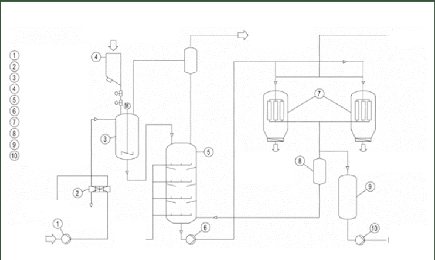
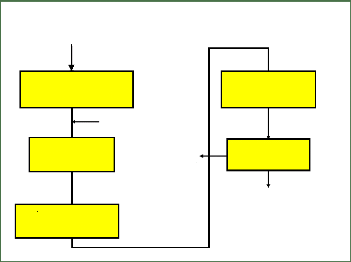
On ajoute 1 à 3 °/°° d'acide phosphorique
commercial à 75 °/° (v/v) à de l'huile brute
chauffée jusqu'à 60°C. Après un
brassage durant 20 minutes, le mélange est réchauffé
à 90°C et reçoit un ajout de 2 à 3 % d'eau avant
d'être brassé à nouveau pendant 20 minutes pour permettre
l'hydratation des phospholipides. Le mélange est ensuite refroidi
jusqu'à 50°C pour insolubiliser les phosphatides avant leur
séparation par centrifugation (Figure 06) (Denise,
1992).
Les principaux facteurs qui influencent l'efficacité de ce
type de dégommage sont la concentration d'acide, la température
et le temps d'opération (Ruiz-Mendez, 1999).
Huile
brute
Echangeur
Vapeur
Eau
Mélangeur
Acide
Mélangeur
Réacteur
Séparateur
Séchage/ Stockage
Pâtes
Figure 06 : Installation de
dégommage à l'acide (Logan, 2003). II.3.1.3.
Dégommage SOFT
Il est basé sur la mise en contact de l'huile brute, ou
dégommée à l'eau, avec une solution aqueuse d'un agent
chélatant: l'acide éthylène diamine tétra
acétique (EDTA) ou l'un de ses sels. L'avantage du procédé
réside dans la douceur du traitement permettant d'atteindre une haute
qualité d'huile en une seule étape et des taux de phosphore
résiduel inférieurs à 5 ppm (Schéma 02)
(Kartika, 2005).
Huile brute
Chauffage
EDTA et Eau

Mélange

Entreposage

Séparation

Huile complètement
dégommée
Gommes
Schéma 02: Processus de
dégommage SOFT (Münch, 2003).
II.3.1.4. Dégommage miscellaire
Le dégommage miscellaire met en oeuvre les techniques
membranaires. L'application de cette technique au raffinage des huiles ouvre de
larges perspectives car ce sont des procédés simples, avec une
faible consommation énergétique, facilement extrapolables, et ne
nécessitant pas de produits chimiques additionnels. Plusieurs auteurs
ont montré que cette technique permet d'éliminer totalement les
phospholipides, tout en retenant les pigments et certains acides gras libres.
Les techniques ont été surtout étudiées pour le
raffinage de mélange huile-solvant organique (Schéma 03)
(Kartika, 2005).

Miscella brute (Huile brute avec Hexane)
Ultrafiltration
Ultrafiltration

Distillation
Distillation


Huile complètement dégommée
Lécithine
Schéma 03: Processus
d'ultrafiltration miscellaire (Münch, 2003).
II.3.1.5. Dégommage enzymatique
La démucilagination enzymatique est un type de
procédé physique performant, qui produit des rendements en huile
plus élevés. Elle consiste à transformer les
phospholipides non hydratables en lyso-phospholipides hydrophiles sous l'action
d'une phospholipase (Anonyme I, 2004; Kartika, 2005). La
teneur en phosphore de l'huile de soja démucilaginée passe sous
le seuil des 10 ppm, atteignant même des teneurs de 3 ppm, des
résultats comparables à ceux du procédé chimique.
Après décoloration, la teneur en phosphore de l'huile devient
quasiment nulle (Anonyme I, 2004). Le procédé
d'origine, ou démucilagination EnzyMax a été
breveté en 1992 par la société d'ingénierie
allemande Lurgi, qui a mis au point le procédé et conçu
une usine spéciale (Anonyme II, 2001).
II.3.2.Neutralisation
L'élimination des acides gras libres est
l'opération la plus importante du raffinage. La neutralisation par les
bases élimine les acides gras sous forme de savons appelés
communément «pâtes de neutralisation », qui comprennent
outre les savons de sodium et la
soude, de l'eau, du sel, des phosphates de sodium, des
mucilages, de l'huile neutre entraînée, des colorants, des
produits d'oxydation (difficile de s'en débarrasser par des
procédés physiques: adsorption sur les terres
décolorantes) et des contaminants divers (Denise,
1992). Les réactions qui ont lieu lors de ce processus sont:
> La neutralisation de l'excès d'acide phosphorique
ajouté pour dégommer les huiles.
> La neutralisation des acides gras libres en formant les
savons sodiques:
R-COOH + NaOH R-COONa +H2O
Acide gras base savon eau
Comme ce sont des acides faibles, ils requièrent un
excès d'alcali pour s'assurer que la réaction soit
déplacée dans le sens de la formation du savon et que
l'acidité résiduelle de l'huile soit petite. Cet excès est
d'habitude entre 0,01 et 0,05 % pour les huiles de soja dégommées
avec de l'acide contenant une quantité de phosphore résiduelle
inférieure à 2 ppm.
> La possibilité que l'excès d'alcali
ajouté pour neutraliser les acides gras, quand la température de
l'huile est élevée et l'alcali concentré, produise une
saponification partielle des triglycérides pour engendrer du
glycérol et des savons sodiques. Cette réaction, appelée
«saponification parasite » par beaucoup de raffineurs, est totalement
nuisible puisqu'elle augmente en grande mesure les pertes et doit donc
être évitée.
Les deux premières réactions sont vraiment
beaucoup plus rapides que la troisième, ce qui permet de réaliser
la neutralisation chimique des acides libres dans les huiles, dans certaines
conditions sans qu'il y ait de façon notable, la saponification parasite
(Graciani Canstante, 1999b).
Industriellement, les procédés de neutralisation
les plus utilisés sont les procédés continus connus sous
le nom de Long-mix qui augmentent les temps de
contact avec la solution de soude. Le Short-mix
permet de minimiser les pertes (Kartika, 2005),
avec ce procédé, la soude est ajoutée à une
température légèrement inférieure à
90°C. Une fois le mélange bien homogénéisé et
la courte période de temps de réaction est passée,Il est
procèdé à la centrifugation et à la
séparation des phases. Avec le procédé «Long mix
», la température de l'huile, quand la soude est ajoutée,
doit être comprise entre 30 - 33°C, et ne doit jamais atteindre 38 -
40°C. Elle doit être maintenue un certain temps de contact, entre 5
et 15 minutes, après que le mélange entre les deux phases ait
été réalisé convenablement. Postérieurement,
la température est élevée jusqu'à 70 - 75°C
avec un échangeur de chaleur, pour favoriser la séparation des
phases lors de la centrifugation (Graciani Canstante,
1999b).
Il est possible de coupler démucilagination et
neutralisation. Dans ce cas, phospholipides et savons sont
séparés en une seule étape de centrifugation. Les deux
opérations sont effectuées en continu à 80°C environ
(Cossut et al., 2002).
II.3.3. Lavage et séchage
C'est l'opération qui permet d'éliminer les
substances alcalines (savons et soude en excès) présentes dans
l'huile à la sortie de la turbine de neutralisation, ainsi que les
dernières traces de métaux, de phospholipides et autres
impuretés. Il est essentiel que l'huile brute ait subi une bonne
séparation. Dans le cas contraire, il peut se produire des
émulsions importantes et une partie du savon risque de ne pas être
éliminée.
Le lavage est plus efficace lorsqu'il est effectué en deux
stades, et l'eau de lavage doit être la plus chaude possible
(90°C).
Si toutes les opérations en amont ont été
menées correctement, l'huile lavée contient moins de 30 ppm de
savon.
L'humidité présente dans l'huile lavée est
éliminée avant l'opération de décoloration car elle
peut provoquer un colmatage rapide des filtres, surtout en présence de
savon.
L'huile neutralisée sortant du lavage, à une
température de l'ordre de 90°C, est pulvérisée dans
une tour verticale maintenue sous une pression de 30 à 60 torrs
(Denise, 1992).
II.3.4 Décoloration
Cette opération vise à éliminer les
pigments de l'huile (chlorophylle et pigments caroténoïdes),
nuisibles à sa couleur et à sa conservation, que la
neutralisation n'a que très partiellement détruits
(Mohtadji-Lamballais, 1989 ; Denise, 1992). Pendant cette
étape, sont aussi adsorbés des produits primaires et secondaires
d'oxydation, des métaux, des savons, des composés phosphatidiques
et polyarômatiques ainsi que certains composés moins profitables,
comme les tocophérols (Ruiz-Mendez, 1999).
À cet effet, l'huile préalablement chauffée
au dessus de 100°C et déshydratée, est traitée par du
charbon activé ou autre adsorbant (Cheftel et Cheftel,
1992).
+ Agents décolorants
> Terres décolorantes
Les terres naturelles ou terres à foulon sont
employées telles quelles car elles possèdent un pouvoir
décolorant naturel. Ce sont des argiles plastiques qui sont en
général simplement séchées et finement
broyées pour accroître la surface de contact. Ces terres sont peu
actives et ne sont pas activables. Leur emploi est donc limité aux
huiles très faciles à décolorer (Denise,
1992).
En général les terres actives, notamment la
bentonite, ne possèdent aucun pouvoir décolorant à
l'état naturel. Ce sont des argiles plastiques de type
«Montmorillonites» (Denise, 1992 ; Hamzaoui et al.,
2004).
L'activation consiste à transformer les silicates en
silice colloïdale qui possède un fort pouvoir adsorbant. Cette
transformation est réalisée par voie chimique par l'action
d'acides forts à des températures variant de 80 à
130°C (Denise, 1992; Kartika, 2005).
L'acide fort agit en remplaçant des cations par des
protons tout en augmentant considérablement la surface adsorbante. La
qualité de la terre dépend des quantités d'acide
employées, du temps de contact, et de la température après
réaction (Denise, 1992).
Les études ont montré que leur activité est
très bonne vis à vis des â-carotènes, des
chlorophylles, des aldéhydes et des cétones (Kartika,
2005).
> Charbons actifs
En général, les charbons actifs renferment 95
à 98 % de charbon, mais leur caractère spécifique vient de
leur porosité (Denise, 1992). L'activation est conduite
par voie chimique, sous l'action d'acides oxygénés peu volatils,
des acides phosphoriques, du chlorure de zinc, des carbonates de potassiums, ou
par activation gazeuse par l'air; la vapeur ou le dioxyde de carbone (CO2)
(Kartika, 2005).
Les charbons actifs sont seuls capables d'éliminer les
hydrocarbures aromatiques polycycliques qui peuvent être présents
en quantité non négligeable dans certaines huiles
végétales (Denise, 1992).
II.3.5. Filtration
L'enlèvement total de la terre décolorante de
l'huile par filtration est très important car le résidu d'argile
agit en tant que pro-oxydant puissant et salit le matériel à
l'aval (Mustapha et Stauffer, 2002).
Dans l'industrie du raffinage des huiles
végétales, les filtres habituellement utilisés
après décoloration mettent en oeuvre des surfaces filtrantes
constituées le plus souvent de toiles métalliques (exemple:
filtre Niagara lorsqu'il s'agit d'installation continue).
Les filtres Niagara sont équipés d'une
série d'éléments filtrants toujours verticaux constituants
la partie la plus importante du matériel. Les éléments
filtrants sont montés individuellement sur une rampe centrale
(Denise, 1992). L'huile décolorée doit
être protégée contre les excès thermiques et
l'oxydation étant donné que l'huile à ce niveau du
processus de raffinage est dans son état le moins stable (Schéma
04) (Mustapha et Stauffer, 2002).
Huile brute
Pompe huile brute Echangeur thermique Mélangeur
Tank d'argile activée Blanchisseur
Pompe huile décolorée Filtres àpression
Tank d'huile mâle décolorée
Récepteur huile filtrée
Pompe huile décolorée
Vapeur
Condensa
Terre de blanchiment
Vapeur
directe
Terre usée
Sous vide
Terre usée
Vapeur
Huile décolorée
Schéma 04: Processus de
décoloration et filtration continus (Münch,
2003).
II.3.6. Désodorisation
La désodorisation, comme son nom l'indique, a pour but
d'éliminer les substances volatiles comme les aldéhydes et les
cétones, qui donnent une odeur et une saveur désagréables
à l'huile, ainsi que les acides gras libres encore présents dont
certains sont très sensibles à l'oxydation (Cheftel et
Cheftel, 1992; Casimiro-Soriguer, 1999).
Cette opération consiste à injecter de la vapeur
sèche dans l'huile maintenue sous vide (3 - 5 mmHg) à haute
température (~ 250°C) (Denise, 1992; Casimiro-Soriguer,
1999). Un chauffage prolongé à température
élevée doit être évité, car il risque de
provoquer une polymérisation.
L'absence d'air est impérative, on ajoute parfois des
antioxydants ainsi que certains sels (citrates, phosphates, tartrates) qui
complexent les traces de métaux de cuivre et de fer, pouvant être
présents (Cheftel et Cheftel, 1992).
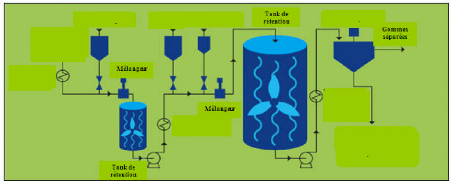
En continu, elle est réalisée dans des tours
cylindriques où l'huile entre par la partie supérieure et descend
par une série de disques, ou bien de colonne, où circule le gaz
d'entraînement à contre-courant, de bas en haut. Ce processus
présente une économie considérable tant de vapeur que de
calories en utilisant l'huile chaude qui sort par la partie inférieure
de la colonne pour chauffer l'huile décolorée qui
pénètre par la partie supérieure (Ruiz-Mendez,
1999).
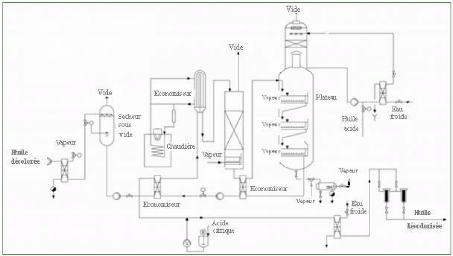
Schéma 05: Processus de
désodorisation (Münch, 2003).
S'il n'a pas été procédé au
préalable à l'élimination des acides gras par la
neutralisation avec de l'alcali, ces acides gras sont éliminés
par distillation à cette étape. Le processus total s'appelle
« Raffinage physique » ou «
distillation neutralisante ». C'est un processus de distillation
à vide et à haute température, qui est
réalisé avec entraînement à la vapeur d'eau
(Ruiz-Mendez, 1999; Belitz et al., 2004).
est conduite à des températures plus
élevées de l'ordre de 260
tocophérols à des niveaux
|
isomères trans
|
à partir de l'acide
|
Dans ce cas, la désodorisation
280°C, ce qui a pour conséquence l'abaissement de
la teneur en plus bas et la formation d'une quantité appréciable
d' linolénique (Platon, 1988).
La distillation neutralisante n'est
applicable qu'aux huiles fluides brutes obtenues à partir de
graines de qualité parfaite (soja) . La qualité de ces
huiles dépend essentiellement de l'efficacité du
prétraitement (Denise , 1992).
|
La figure 07 ci dessous présente les traitements
que les graine une huile comestible.
|
s de soja subissent pour avoir
|
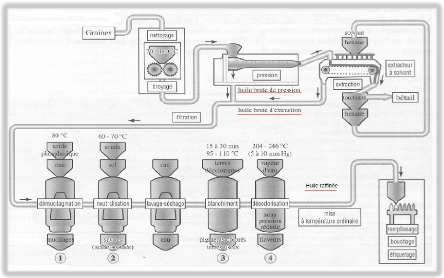
Figure 07: Extraction et raffinage des
huiles végétales (Nicolay et Roulin, 2004). II.4.
Manipulation et entreposage de l'huile
désodorisée
Une manipulation et un entreposage corrects
de l'huile de soja désodorisée sont aussi
importants que le raffinage afin d'assurer un produit de
qualité au consommateur (Woerfel, 1990). Il faut pour cela
la sécher, pour éviter l'hydrolyse des
triglycérides, la filtrer et la placer à l'abri de l'air
sous azote par exemple (Cheftel et Cheftel, 1992; Kartika,
2005).
Les réservoirs de stockage pour l'huile
désodorisée doivent être prévus pour être
vidangé s complètement, car des restes minimes
d'huile oxydée peuvent créer une oxydation
à la charge suivante, ils doivent être
également remplis par le bas afin de minimiser
l'exposition à l'air (Woerfel, 1990).
II.5. Inconvénients du raffinage des
huiles
Les inconvénients liés au raffinage sont:
· Modification qualitative de la composition de l'huile au
préjudice des nutriments essentiels (protéines, acides gras
insaturés, vitamines, minéraux et oligo-éléments,
fibres);
· Destruction de la vitamine F à fort pouvoir
antioxydant;
· Transformation de la structure moléculaire des
acides gras:
- Saturation d'une partie des acides gras insaturés, qui
deviennent inactifs sur le plan biologique (perte de l'activité
vitaminique E), mais favorisent les maladies métaboliques de surcharge
(maladies cardio-vasculaires et surcharge pondérale),
- Inversion de
configuration spatiale de la molécule autour de la double liaison
(formes "Cis"&"Trans"): La majorité des acides gras insaturés
naturels sont de configuration "cis", ils pivotent en position "trans", qui a
deux inconvénients majeurs: D'une part, elle favorise
l'athérosclérose, d'autre part, des études
épidémiologiques font suspecter ces graisses "trans" de favoriser
certains cancers (notamment du sein, côlon et prostate) (Le Goff,
1998).
II.6. Traitement des co-produits II.6.1.
Pâtes de neutralisation
Outre les savons formés par la neutralisation des
acides gras libres de l'huile brute, les soap stocks contiennent, pour
l'essentiel, des phospholipides et de l'huile brute entraînée.
Après dilution, ils sont traités à l'acide, ce qui
provoque la transformation des savons en acides gras. Pour que la
réaction soit la plus rapide et la plus complète possible, elle
est conduite à 90°C (Denise, 1992).
Les huiles à base d'huiles acides de soja, colza,
tournesol et/ou maïs contiennent 40 à 60 % d'acides gras
polyinsaturés: Oméga 6 et oméga 3, car les huiles acides
sont principalement des mélanges obtenus à partir des pâtes
de neutralisation du raffinage chimique des huiles brutes ou des acides gras
issus de la distillation neutralisante (Rossignol-Castera et al.,
2005).
II.6.2. Terres provenant de la
décoloration
Le traitement des terres usagées issues des
différentes étapes de raffinage est une opération
importante liée à la protection de l'environnement
(Pagès, 1994). Lorsque la récupération de
l'huile par solvant n'a pas été prévue dans le
procédé, il n'existe que peu de moyens pour se débarrasser
des terres usées: Les traitements par des solutions alcalines ne
permettent qu'une récupération très partielle d'une huile
de mauvaise qualité qui est tout juste bonne à être
mélangée aux huiles acides (Denise, 1992), ou
qui trouve débouché à l'alimentation animale
(Pagès, 1994).
La terre ainsi traitée contient encore trop de
matière grasse (10 à 20 %).
Il est possible, bien que cela
pose de nombreux problèmes, d'incinérer les terres usées
avec
récupération de l'énergie produite
(Denise, 1992).
Par contre la terre traitée, dégraissée
et séchée peut être alors éliminée en
décharge ou partir en valorisation agricole (épandage
contrôlé) en conformité avec les dispositions
environnementales réglementaires (Pagès,
1994).
II.6.3. Co-produits de la
désodorisation
L'huile récupérée dans les laveurs de
vapeur présente généralement une acidité de 25
à 60 %. Elle est mélangée aux huiles acides à moins
qu'elle ne soit isolée pour être traitée
ultérieurement en vue d'y récupérer les stérols.
L'huile entraînée dans les condenseurs
barométriques n'est pas récupérée pour la valeur
marchande qu'elle représente, mais pour éviter d'envoyer à
l'égoût une eau chargée de matière grasse. Il suffit
pour cela de placer entre les condenseurs barométriques et le rejet des
eaux usées un décanteur de dimension adaptée
(Denise, 1992).
II.6.4. Traitement des eaux résiduaires
Les eaux provenant des lavages sont dégraissées
par décantation dans des florentins ou par centrifugation. Elles sont
ensuite réunies avec les eaux émises par l'atelier de traitement
des pâtes de neutralisation. Comme ces eaux sont très acides,
elles décomposent les savons dissous dans les eaux de lavage
libérant ainsi de la matière grasse qui peut être
facilement récupérée à l'aide d'un flottateur.
Après ce premier dégraissage, l'effluent doit
au moins être soumis à un prétraitement avant d'être
envoyé à l'égoût. Le prétraitement des eaux
résiduaires consistent à les neutraliser à la soude si la
législation locale le permet ou si non à la chaux. Dans ce cas il
faut investir dans une installation coûteuse (Denise,
1992).
II.7. Différents types de raffinage de l'huile
de soja II.7.1. Raffinage chimique
+ Etapes

Le raffinage alcalin classique comprend
généralement les étapes suivantes:
> Démucilagination ou dégommage:
Élimination des mucilages à l'eau ou par des solutions acides
(acide phosphorique ou citrique) (Ollivier et al.,
2005);
> Neutralisation: Neutralisation des acides gras libre par un
léger excès de solution d'hydroxyde de sodium.
L'huile sort de la turbine de démucilagination
à 60°C - 80°C et passe dans un échangeur à
plaques qui élève la température jusqu'aux environ de
90°C. La solution neutralisante est alors injectée par un
système de pompe doseuse. Au départ, la quantité de soude
est réglée à 5 - 10 % au dessus de la quantité
calculée pour la neutralisation complète des acides gras libres
et de l'acide phosphorique présent dans l'huile. Le mélange
d'huile et de soude passe dans un mélangeur rapide ou un
mélangeur statique avant d'être envoyé vers la
centrifugeuse destinée à séparer les pâtes de
neutralisation (Denise, 1992; FAO, 1994).
Pour le lavage il est plus efficace de l'effectuer en deux
stades pour éliminer les savons et les phospholipides hydratés
(Figure 08) (Platon, 1988 ; Denise, 1992);
Soude
Mélangeur
Séparateur
Eaux de lavage
Figure 08 : Dégommage chimique et
lavage (Logan, 2003).
> Décoloration: Élimination des pigments et des
colorants par voie physique uniquement par des terres ou charbons adsorbants
(Ollivier et al., 2005);
Dans une installation Niagara, la filtration exige
l'utilisation de deux filtres fonctionnant en parallèle : Pendant que le
premier est en cour de filtration, le second peut être
débâti et préparé pour le cycle suivant
(Denise, 1992);
> Désodorisation: Èlimination des produits
odorants et volatils par injection de vapeur d'eau dans l'huile chauffée
(180°C - 240°C), à basse pression (2 - 6 mbar) (FAO,
1994; Ollivier et al., 2005).
+ Avantages et inconvénients
Les avantages et les inconvénients du raffinage chimique
sont présentés dans le tableau suivant:
Tableau VII: Avantages et
inconvénients du raffinage chimique (Denise, 1992; (Münch,
2003; Anonyme I, 2004).
Avantages
|
Inconvénients
|
- Permet de raffiner les huiles même si
elles
|
- Produit d'importants volumes de pâtes de
|
ont subit un début de dégradation;
|
neutralisation;
|
- Effet décolorant de la neutralisation
à la
|
- Provoque des pertes importantes par
|
soude, ce qui facilite la décoloration et la
|
entraînement d'huile neutre dans les soap
|
désodorisation
|
stocks;
|
- Consommation moindre de terre
|
- Une quantité de soude caustique excessive
|
décolorante;
|
peut causer une saponification et des pertes
|
- Récupération de l'huile acide à partir
du
|
d'huile supplémentaires;
|
distillat.
|
- Le procédé chimique utilise d'importantes
quantités de produits chimiques agressifs, qui peuvent avoir un impact
négatif sur l'environnement;
|
|
- Les eaux de lavage entraînent une quantité
notable d'huile neutre;
|
|
- La rétention d'huile dans la terre usée est
comprise entre 23-30 %.
|
|
II.7.2. Raffinage physique
enzymatique
La démucilagination enzymatique est un type de
procédé physique durant lequel une phospholipase transforme les
phospholipides non hydratables en lyso-phospholipides, insolubles dans l'huile,
pouvant être éliminés par centrifugation (Kartika,
2005; Olsen, 2005).
+ Enzymes utilisées et réaction
enzymatique
> Différents types de phospholipases
Il existe cinq sous-classes de phospholipases : A1, A2, B, C, et
D (Figure 09).
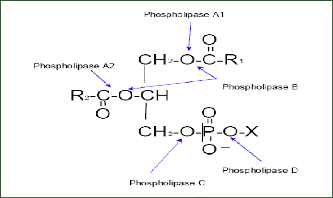
X= H, Choline, Ethanolamine, Sérine, Inositol, etc.
Figure 09 : Les sites d'action des
différents types de phospholipases (Münch,
2004).
Uniquement les phospholipases A1 et A2, sont couramment
commercialisées et libèrent un seul acide gras par
molécule de lécithine (Münch, 2004).
La première huilerie au monde à avoir
adopté la démucilagination enzymatique est Cereol et cela, en
faisant appel dés 1994 à Lecitase 10L (phospholipase A2 de
Novozymes). Mais l'approvisionnement était limité car cette
enzyme est extraite de pancréas de porc. La démucilagination avec
Lecitase 10L nécessite une teneur en eau élevée dans
l'huile brute (5%), ce qui peut poser des problèmes de séparation
car les mucilages risquent de ne pas former de pâtes (Anonyme II,
2001).
Ces inconvénients ont été
surmontés en 2000 avec le lancement d'une phospholipase (A1) de
deuxième génération; la Lecitase Novo d'origine
microbienne (Anonyme II, 2001). Cette enzyme nécessite
une teneur en eau de 1,5 % pour la démucilagination, active à un
pH optimum ~5 et à une température comprise entre 40 - 45°C
(Anonyme II, 2001; Clausen, 2001).
Lecitase Ultra, une phospholipase de troisième
génération (A1) d'origine microbienne (Thermomyces
lanuginosus/Fusarium oxysporum), a été mise au point par
Novozymes et utilisée pour la première fois par la
société chinoise Southseas en 2003. Cette enzyme est produite par
fermentation submergée d'Aspergillus oryzae
génétiquement modifiée. Elle possède une ester
carboxylique hydrolase capable de transformer les phospholipides hydratables et
non hydratables en lyso-phospholipides, son activité est maximale
à pH=5. Si la température est supérieure à
40°C, son activité est prédominante sur les phospholipides
et négligeable sur les triglycérides (Andersen, 2004;
Yang et al., 2006). Les caractéristiques des trois
enzymes sont regroupées dans le tableau VIII:
Huile
Eau
Tableau VIII: Certaines
caractéristiques des trois types d'enzymes (Yang et al.,
2006).
Enzymes
Caractéristiques
|
Lecitase 10L
|
Lecitase Novo
|
Lecitase Ultra
|
Source
|
Poncréas du porc
|
Fusarium oxysporum
|
Thermomyces lanuginosus
Fusarium oxysporum
|
Spécificité
|
Phospholipase A2
|
Phospholipase A1
|
Phospholipase A1
|
Masse
moléculaire kDa
|
12- 14
|
28
|
35
|
Température
d'hydrolyse
(°C)
|
70- 80
|
50
|
60
|
Ca2+ dépendant
|
Oui
|
Non
|
Non
|
|
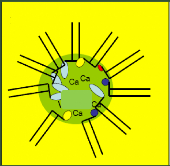
> Réaction enzymatique
Une petite quantité d'eau avec une grande
quantité d'ions métalliques rendent les micelles dures,
difficiles à éliminer (figure 10). Le gonflement de ces
dernières (augmentation de l'interface eau / huile) est assuré
par l'ajout de l'acide citrique durant l'étape du dégommage et
cela en chélatant avec les ions afin de permettre aux phospholipases d'y
pénétrer (Figure 11) (Münch, 2004).
La réaction catalysée par l'enzyme est
schématisée dans la figure 12.


PC PI PE AP
PC : Phosphatidyl Choline. PI
: Phosphatidyl Inositol. PE : Phosphatidyl
Ethanolamine. AP: Acide Phosphatidique.
Figure 10: Formation des micelles
(Münch, 2004).
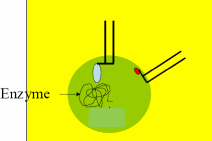
Huile
Eau
Figure 11: Pénétration de
l'enzyme dans la micelle (Münch, 2004).
L'enzyme hydrolyse, à l'interface, les phospholipides
en libérant les acides gras dans la phase huile rendant ainsi la
molécule plus hydrophile. Cette dernière est
éliminée par centrifugation dans la phase aqueuse (Figure 12)
(Münch, 2004).
Hydrolyse

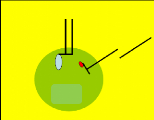
Huile
Eau
Huile
Eau
Figure 12: Hydrolyse enzymatique des
phospholipides en lyso-phospholipides (Münch, 2004).
+ Etapes
Le procédé d'EnzyMax comprend trois importantes
étapes:
· Porter les phospholipides à l'interface eau /
huile:
- Ajout de l'acide citrique pour chélater les
métaux;
- Emulsionner la mixture pour fournir de larges surfaces;
- Ajuster le pH de l'huile à 5;
· Réaction de l'enzyme:
- Addition de la solution d'enzyme;
- Convertir les phospholipides à la forme Lyso;
· Séparation:
- Centrifuger pour éliminer les gommes et l'eau de l'huile
(Münch, 2003 ; Münch, 2004 ; Jahani et al.,
2008).
Entreposage
5 min
Dégommage
à l'eau
Chauffage à
70°C
Huile brute
Mélange
(Métaux)
Solution d'acide citrique (35%)
Solution de NaOH (10%)
Séchage
Lécithine
Schéma 06 : Ajustement du pH
(Münch, 2003).
? Pour la démucilagination enzymatique, l'enzyme doit
agir dans une gamme de pH étroite, entre 4 et 5, pour éviter la
formation de dépôts de citrate de calcium sur les centrifugeuses
(Anonyme II, 2001).
? Le dosage de l'acide citrique est de 0,04 - 0,1 %.
? Un mélange efficace assure un bon contact entre l'acide
citrique et les métaux (Schéma 06).
Chauffage à
70°C
Huile
complètement
dégommée
Mélange intensif
Solution
enzymatique
Gommes
Séparation
Refroidissement à
45°C
Entreposage
4à6h
Schéma 07 : Réaction
enzymatique dans les réacteurs (Münch, 2003).
? Un refroidissement jusqu'à 45 - 55 °C fournit les
conditions optimales pour la réaction enzymatique.
? L'addition de NaOH pour garder le pH optimal de la
réaction.
? Ajout de 30g (30 ppm) d'enzyme Lecitase Ultra par une tonne
d'huile à traiter (Münch, 2004 ; Novozyme,
2008).
? Un mélange intensif doit permettre un contact intime
entre l'huile, l'acide citrique,
NaOH, et l'enzyme.
? Le temps de rétention est compris entre 4 et 6
heures.
? Un chauffage à 70°C sert à inactiver
l'enzyme, et à assurer une bonne centrifugation. ? Les mucilages sont
éliminés en une seule centrifugation et l'huile produite est
quasiment exempte de phosphore (Schéma 07)
(Anonyme I, 2004 ; Novozyme,
2008). La figure 13 regroupe toute les
étapes de dégommage enzymatique.
Chauffage
à 70°C
Huile brute ou dégommée à
l'eau
Acide acétique
NaOH
Refroidissement
à 55°C
Lecitase Ultra
Chauffage à
70°C
Centrifugation
Huile
végétale
dégommée
Figure 13 : Dégommage avec
l'enzyme Lecitase Ultra (Olsen, 2005).
? Le traitement à la terre décolorante et la
désodorisation sont similaires à ceux du
raffinage chimique (Schéma 08), c'est juste que les
acides gras libres dans l'huile dégommée sont enlevés lors
de la désodorisation et peuvent être utilisés comme un
précieux co-produit (Dayton, 2006; Novozyme, 2008).
Huile dégommée à l'eau (1026,2
kg)
Acide citrique (100%)
(0,5 kg)
NaOH (0,1kg)
Eau (20,5 kg)

Lecitase Ultra (0,03 kg)
Terre décolorante
(4 kg)
Vapeur (11,3 kg)
Dégommage
enzymatique
Température finale
70°C

Décoloration avec séchage à 105°C

Désodorisation
254°C

Huile raffinée (1000kg)



Gommes (16,7 kg secs)

Terre (avec huile)
(5,2 kg)
Distilla (9,7 kg)


Alimentation animale
Schéma 08: Déroulement du
raffinage physique avec dégommage enzymatique (Andersen et
kløverpris, 2004).
+ Avantages et inconvénients
Les avantages et les inconvénients liés au
raffinage enzymatique sont trouvés dans le tableau IX.
+ Tableau IX: Avantages et
inconvénients du raffinage enzymatique (Münch, 2003 ;
Anonyme III, 2004 ; Anonyme I, 2004 ; Dayton et al., 2004; Münch,
2004 ; Anonyme IV, 2005 ; Rohani Binti, 2006; Jahani et al.,
2008).
Avantages
|
- Rendement du raffinage supérieur de plus de 1 %
à celui de la méthode chimique;
- Bonne stabilité d'huile finie: teneur quasiment nulle en
phosphore;
- Le dégommage enzymatique ne génère pas
de pâte de neutralisation et permet ainsi d'éviter les pertes
d'huile liées à la séparation: Elle produit des
lysophospholipides hydrophiles qui attirent l'eau mais pas l'huile; elle
génère que 17 kg de lyso-mucilges secs par tonne d'huile de soja
brute, contre 32 kg de pâte de neutralisation sèche lors du
raffinage chimique;
- Les raffineurs réalisent des
économies
d'énergie, d'eau et d'équipements;
- Consommation moindre de produits chimiques: Acide
phosphorique et soude;
- Diminution de la quantité des eaux usées;
- La démucilagination enzymatique
génère des co-produits dont la valeur
potentielle est intéressante: les lysolécithines employées
comme émulsifiants par l'industrie alimentaire, et les acides gras
récupérés qui pourraient être valorisés en
acides gras commercialisables pour l'alimentation humaine ou animale;
- Procédé simple à mettre en oeuvre, et
peut s'appliquer sur une huile brute ou préalablement
dégommée à l'eau;
- Enzyme biodégradable qui est
désactivée durant le procédé.
Inconvénients
|
|
- Couleur instable, avec des huiles brutes de mauvaise
qualité;
- Plus grande consommation de terre décolorante;
- Dégommage efficace et peu coûteux,
mais pas avec tous les types d'huiles;
- L'huile désodorisée contient peu de
tocophérols.
|
II.7.3. Comparaison entre l'huile brute et celle
raffinée
La composition de l'huile de soja brute et raffinée n'est
pas la même, le tableau suivant le confirme.
Tableau X: Composition moyenne de l'huile
de soja brute et celle raffinée (Ericksson et Wiedermann,
1989).
|
Composés
|
Huile brute
|
Huile raffinée
|
|
- Triglycérides (%)
|
95 - 97
|
99
|
|
- Phosphatides (%)
|
1,5 - 2.5
|
0,003 - 0,045
|
|
- Substances insaponifiables (%)
|
1,6
|
0,3
|
|
-Stérols(%)
|
0,33
|
0,13
|
|
- Tocophérols (%)
|
0,15-0,21
|
0,11 -0,18
|
|
- Hydrocarbures (squalène) (%)
|
0,0 14
|
0,01
|
|
- Acides gras (%)
|
0,3 - 0,7
|
<0,05
|
|
- Métaux
|
traces
|
traces
|
|
-Fer(ppm)
|
1-3
|
-0,3
|
|
- Cuivre (ppm)
|
0,03 - 0,05
|
0,02 - 0,06
|
Partie
pratique
I. Présentation du complexe agroalimentaire
Cevital
Le complexe industriel agroalimentaire Cevital, implanté
à proximité du port de Bejaïa, est le plus grand complexe
agroalimentaire privé en Algérie.
Aujourd'hui, Cevital SPA. offre des produits d'une
qualité supérieure à des prix compétitifs,
grâce à son savoir-faire, ses unités de production
ultramodernes, son contrôle strict de qualité et son réseau
de distribution performant. La raffinerie d'huile de Cevital couvre les besoins
nationaux et a permis à l'Algérie de passer d'importateur
à exportateur d'huiles végétales raffinées.
Dans une optique de maîtrise totale de la production et
d'intégration globale, Cevital a mis en place un projet de trituration
de graines oléagineuses qui lui permettra de triturer 7.500 tonnes/jour
dont 5.000 tonnes de graines de soja et 2.500 tonnes de graines de colza. Ceci
permettra à Cevital de produire une huile brute aux taux
d'humidité et d'acidité optimaux qui servira à couvrir,
dans une première phase, les besoins nationaux et, d'exporter des huiles
brutes et introduire ainsi l'Algérie dans le cercle très
restreint des producteurs et exportateurs d'huiles brutes (Cevital,
2007).
I.1. Activités
Les diverses activités de Cevital sont regroupées
dans le tableau XI. Tableau XI: Activités de
Cevital (Cevital, 2007).
|
Activités
|
Capacité de production
|
|
Raffinage d'huile
|
1.800 tonnes/jour
|
|
Raffinage de sucre
|
1.600 tonnes/jour
|
|
Production de margarine et
d'huiles
végétales
|
600 tonnes/jour
|
|
Fabrication d'emballage en P.E.T(Poly
Ethylène
Téréphtalate) et conditionnement
|
-
|
|
Epuration des eaux usées
|
-
|
|
Traitement des pâtes de la neutralisation
|
-
|
I.2. Raffinerie +
Présentation
La raffinerie du complexe Cevital est entièrement
automatisée. C'est l'une des plus modernes au monde, elle est
composée de deux chaînes de raffinage A et B de marque ALFA LAVAL
(Suède) d'une capacité de plus de 400 tonnes chacune (800 tonnes
/jour) et d'une ligne C de 1.000 tonnes/jour, de marque DE SMET(Belgique).
+ Approvisionnement en matières
premières
Cevital s'approvisionne essentiellement en huiles brutes en
fonction du marché demandeur / fournisseur. Les huiles les plus connues
et plus consommées en Algérie sont l'huile de tournesol, soja et
de colza. Elles sont importées, par bateaux de gros tonnages, de
certains pays producteurs tels que: Ukraine, Malaisie,
Argentine.
L'huile est déchargée dans des cargos par les
pipelines directement reliés aux cuves de stockage. Un bateau peut
être vidé de sa cargaison en quelques heures.
La capacité de stockage dont dispose la raffinerie Cevital
(47.000 tonnes d'huile brute), permet une production d'une durée de 3
mois.
Les différentes huiles brutes traitées par Cevital
sont:
> Les huiles fluides : Nécessitent un
raffinage physique et chimique (soja,
tournesol, colza, maïs);
> Les huiles hydrogénées:
Subissent uniquement un raffinage physique:
HBO : Hydrogen Bean Oil (Huile de soja
hydrogénée);
HPO : Hydrogen Palm Oil (Huile de palme
hydrogénée);
CPO : Crude Palm Oil (Huile brute de palme);
ODF: Oleïne Doublement
Fractionnée;
STEARINE : Huile destinée à la
production de la margarine, provenant du fractionnement de l'huile de palme par
cristallisation à sec à 28°C.
+ Conditionnement
C'est la mise sous emballage des huiles afin d'assurer leur
conservation et leur transfert depuis le lieu de fabrication jusqu'aux
consommateurs.
Quatre chaînes de conditionnement sont disponibles:
- Deux pour 5 litres (2×5L).
- Une pour 2 litres (2L).
- Une pour 1 litre (1L).
La matière utilisée pour les emballages est le
P.E.T (Poly Ethylène Téréphtalate). La graine P.E.T est
séchée, fondue sous forme de pâte puis injectée dans
des moules pour former des préformes, qui passent par une souffleuse
(par type 1L, 2L et 5L). Les emballages vides obtenus sont orientés
automatiquement vers une remplisseuse rotative, puis vers une bouchonneuse,
ensuite une étiqueteuse dateuse.
Les bouteilles sont enveloppées avec du film Cellophane
thermo rétractable puis passent dans le four de la fardeleuse pour
former les fardeaux, et enfin vers la palettiseuse afin d'être
stocké.
Les huiles de Cevital disponibles sur le marché sont:
- FLEURIAL: 100 % tournesol
commercialisée depuis août 1999; - SOYA: 100 %
soja commercialisée depuis septembre 1999;
- CANOLA: 100 % colza commercialisée
depuis fin septembre 1999; - OLIVIA: Huile d'olive
raffinée;
- OLEOL: 60 % tournesol +40 % soja;
- FRIDOR: Fraction tournesol + ODF selon la
saison;
- ELIO 2: Soja + ODF selon la saison;
- FLEURIAL PLUS: 100 % tournesol + vitamines A,
D et E.
+ Traitement des déchets
> Décomposition de la pâte
Le traitement des soap stocks a pour but de
récupérer les huiles acides et d'évaluer les pertes en
huile.
> Epuration des eaux
Elle a pour but le traitement des eaux de lavage du raffinage
avant de les déverser dans la nature, ainsi que celles destinées
à la chaudière.
Quant aux déchets qualifiés d'huile acides ou
d'acides, ils sont revendus aux producteurs de savons, de peinture, de
mastic... etc.
I.3. Contrôle de la qualité
Le complexe Cevital est doté de cinq laboratoires (Tableau
XII):
Tableau XII: Laboratoires du complexe
Cevital.
|
Deux laboratoires
pour les
huiles
|
Laboratoire de la raffinerie : Il a pour
tâche le suivi permanent du process de raffinage par des analyses
physico-chimiques;
|
|
Laboratoire de conditionnement : Il est
destiné au contrôle
physico-chimique de la matière
première (huile brute) à son
arrivée au port et des produits finis. En
réalité le contrôle se fait aux différents stades,
de l'arrivée de l'huile brute jusqu'à la commercialisation de
l'huile raffinée.
|
|
Un laboratoire pour la
margarine
|
Conçu pour le contrôle physico-chimique de la
margarine;
|
|
Un laboratoire pour le
sucre
|
Il est destiné au suivi des différents
paramètres physico-chimique du sucre;
|
|
Un laboratoire
de
microbiologie
|
Conçu pour l'analyse du sucre, margarine, et produits
laitiers destinés à sa fabrication (crème, lait...).
|
I.4. Organigramme du complexe Cevital
Les différents services du complexe Cevital sont
regroupés dans la figure 14.
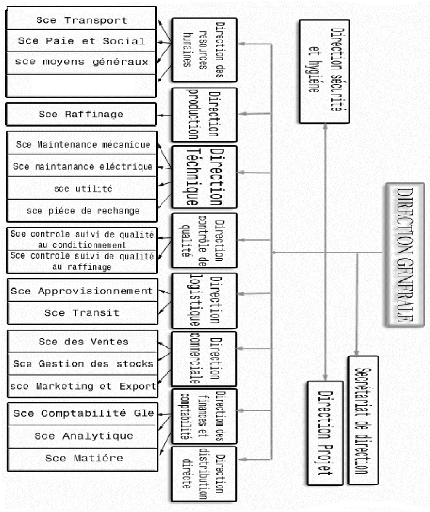
Sce Personnel
Sce: Service.
Figure 14: Organigramme du complexe
Cevital.
I.5. Procédés effectués au niveau de
Cevital
I.5.1. Raffinage chimique
Le déroulement du traitement chimique sur l'huile brute
est illustré sur le schéma 09.
NaOH



T=80à90°C
Mélangeur acide M1

Huile brute (Dégommée à l'eau)
H3PO4
Réacteur acide R1 (15 à20mn)
Mélangeur basique M2

|
Eau à 90°C
|
Eau à90°C
|
Pâtes S24
|



2èmeLavage
1 eïavage
Séparateurs

T=90°C T=100°C
Vide= 40-60mbar Vide=60-80 mbar

|
Séchage
|
|
Décoloration
(25 à 30 mn)
|
|
|
|
|
T=240-245 C° Vide=02-05 mbar

Désodorisation
Schéma 09: Etapes du raffinage
chimique de l'huile de soja brute réalisées à Cevital.
L'huile brute est aspirée du bac de stockage par la
pompe P1 et passe par des filtres de polissage pour stopper
d'éventuelles particules grossières. Elle passe ensuite par un
échangeur de chaleur à plaque qui assure son chauffage à
une température de 80 - 90 °C. L'huile fluide sera
mélangée au niveau du mélangeur rapide M1 avec l'acide
phosphorique (H3PO4) dosé à l'aide d'une pompe doseuse.
Après un court contact le mélange passe dans le
réacteur R1 où s'effectue le brassage pendant un temps de 20
à 30 minutes. L'huile sortante de ce réacteur reçoit la
solution neutralisante de soude (NaOH) et passe dans un autre mélangeur
rapide M2.
Le mélange huile/acide phosphorique /soude passe par un
ou plusieurs séparateurs (S1, S2, S3, S4, S5) pour la séparation
des phases, où les pâtes de neutralisation seront envoyées
vers le bac des pâtes puis vers la section de la décomposition
S24. Les séparateurs S1, S2, S3 servent à la séparation,
tandis que S5 sert au lavage uniquement, alors que S4 peut assurer les deux
fonctions.
L'huile qui sort des séparateurs est à une
température de 90°C reçoit de l'eau et de l'acide citrique.
Après un mélange rapide, l'huile passe dans le séparateur
pour être débarrassée des eaux de lavage, ensuite dans un
sécheur pour enlever l'humidité. Le sécheur est sous un
vide de 40 à 60 mbar et d'une température de 90 à
100°C.
Les eaux de lavage sont orientées vers un
décanteur T41 ou un florentin où la quantité
d'huile entraînée est récupérée tandis que
les eaux de lavage seront envoyées vers la station
d'épuration.
L'huile neutre est amenée à 100°C puis
subit la décoloration en recevant une dose bien déterminée
de terre décolorante grâce à deux électrovannes. Le
contact entre la terre et l'huile se fait dans un réacteur
(Blanchisseur) mais pour aboutir à une bonne décoloration il faut
un temps nécessaire (25 - 30 mn) et un vide de 60 - 80 mbar. Le
réacteur reçoit une injection directe de vapeur sèche qui
sert de barbotage pour améliorer la décoloration de l'huile.
Le temps écoulé, le mélange passe par
deux filtres Niagara qui fonctionnent en alternance (un filtre est
fonctionnaire et l'autre en réserve), afin d'éliminer la terre
usée. En fin de la filtration, après vidange du filtre, le
gâteau est séché puis décollé des plaques des
éléments filtrants par vibration (Denise,
1992).
L'huile sortante des filtres Niagara, passe d'abord par deux
filtres crickets (fonctionnant en parallèle), puis par deux filtres
à poches en alternance dans le but d'éliminer les traces de terre
usée.
L'huile décolorée à 100°C, passe par
un sécheur et entre dans un économiseur de vapeur par des
serpentins afin d'échanger la chaleur avec l'huile
désodorisée qui se trouve dans le côté calendre, de
cette manière la température de l'huile décolorée
atteint les 190°C. Cette dernière entre ensuite dans un
réchauffeur à vapeur pour atteindre cette fois les 240 -
245°C.
L'huile ainsi chauffée est plus fluide et laisse
ressortir les substances volatiles, elle entre dans la colonne de
désodorisation à trois plateaux par le haut et reste dans chaque
plateau un certain temps: Chaque étage comprend six compartiments, qui
se remplissent par débordement. Un barbotage sous un vide de 2 - 5 mbar
est effectué par injection de vapeur surchauffée pour accentuer
la désodorisation. L'huile ainsi désodorisée est refroidie
par l'huile décolorée dans l'économiseur de chaleur.
L'évacuation des substances volatiles est
assurée par une conduite cylindrique verticale qui se trouve au milieu
de la colonne. Les acides gras entraînés sont
récupérés par condensation en haut de la colonne
grâce à un système de garnissage arrosé par des
acides gras déjà refroidis. L'huile désodorisée est
filtrée par des filtres à poches et refroidie à
45°C.
| 

