|
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 1
|
MINISTERE DE L'ENSEIGNEMENT SUPERIEUR ET DE LA RECHERCHE
SCIENTIFIQUE
|
REPUBLIQUE DE CÔTE D'IVOIRE
|
|
Union - Discipline - Travail

MEMOIRE DE FIN DE CYCLE
En vue de l'obtention du :
Diplôme d'Ingénieur des Techniques des
Travaux Publics
Option Routes À Transport
THEME :
L'utilisation des tuyaux annelés en
Polyéthylène pour l'assainissement en
Côte d'Ivoire. Quelle rentabilité ?
|
Présenté par Koffi Assômôly
Emerson August Kouassi
Directeur de Mémoire: Dr. Pedro M.
MENDES
Docteur À Ingénieur Directeur technique
à la SODECAF
Encadreur pédagogique :
M. BAILLY Gabo Cyprien Enseignant - Ingénieur de
Conception des Travaux Publics à l'INPHB
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 2
Année académique : 2012 À
2013
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 3
THEME :
L'utilisation des tuyaux annelés en
Polyéthylène pour l'assainissement en
Côte d'Ivoire. Quelle rentabilité ?
Année académique : 2012 À
2013
ENCADREUR PEDAGOGIQUE :
M. Bailly Gabo Cyprien
Enseignant Ingénieur, à l'INP-HB
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 4
SOMMAIRE
DEDICACE . . page 5
REMERCIEMENTS page 6
AVANT PROPOS . page 7
9
NOTE DE SYNTHESE page 8
INTRODUCTION GENERALE page 9
11
CHAPITRE I : SPECIFICATION DE LA PROBLEMATIQUE page
12
CHAPITRE II: LES CONSIDERATIONS D'ORDRE
METHODOLOGIQUE
.... page 19
CHAPITRE III : CARACTERISTIQUES DES DEUX SYSTEMES ......
page 25
CHAPITRE IV : ETUDES COMPARATIVES DES DEUX SYSTEMES
page 63
CHAPITRE VI : BILAN, SUGGESTIONS ET PROPOSITIONS page
78
CONCLUSION . page 80
SIGLES ET ABREVIATIONS page 81
TABLEAUX ET FIGURES page 83
GLOSSAIRE page 84
BIBLIOGRAPHIE page 85
ANNEXES page 88
TABLE DES MATIERES ... page 100
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 5
DEDICACE
Le présent mémoire est
dédié à :
Mon père, M. KOUASSI Koffi
Aristide pour son soutien et ses sages conseils ;
Ma mère, et notre mère
Mme. KOUASSI née KOUAME Amoin Cathérine
pour son amour et ses prières ;
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 6
REMERCIEMENT
Le présent mémoire, fruit de mes efforts
personnels et ma détermination à reussir mon diplôme
d'Ingénieur des Travaux Publics, a bénéficié du
soutien de nombre de bienfaiteurs et de personnes attentionnées. Du fond
du coeur, je leur dis merçi ; notamment :
Nos premiers mots iront à l'endroit du Dr.
Pedro Mendes, Directeur Opérationnel de la SODECAF,
qui, en véritable garant de rigueur, nous a appris à
connaître les vraies réalités du terrain et dont le soutien
a grandement facilité notre insertion dans le milieu professionnel :
merci de nous avoir donné l'expérience du terrain et de nous
aider à faire nos premiers pas dans le monde exigent de l'entreprise.
Nous remercions M. Bailly Gabo Cyprien, notre
encadreur pédagogique pour son suivi, sa bienveillance, la pertinence de
ses suggestions et de ses questionnements.
Aussi, exprimons-nous notre reconnaissance à l'ensemble
du personnel de la Société de Développement Commerciale et
de Construction en Afrique (SODECAF) pour notre
intégration au sein de cette structure en particulier à
M. DJOMAN Michel, M. GUEDJE Pascal,
M. OKEDELE Assani, M. OUATTARA Ali, M. SEHI bi Serge...
Particulièrement nous tenons à remercier la
Famille N'GORAN Thomas, en particulier Monsieur et Madame
N'GORAN Kouakou Thomas, nos tuteurs qui ont été
d'un soutien marquant durant la période de notre formation, au sein de
l'Institut National Polytechnique Houphouët Boigny de Yamoussoukro.
A Nos frères et soeurs EKRA
Valerie, KEDJEBO Chantale, KOFFI
Moyet Arisson, KOUASSI Yakimoin Paul le St,
DAÏMOKU Noel et KOUASSI Alida, surtout nos oncles
Dr. KOFFI Christian et Pasteur Salomon
KOUASSI Adolphe pour leur conseils avisés.
Que soient remerciés tous ceux et toutes celles, qui de
près ou de loin, m'ont aidé, par leur travail et leur soutien,
à rédiger ce mémoire.
Nous tenons à exprimer notre sincère gratitude
aux membres du jury qui ont bien voulu accepter de nous honorer ainsi de leur
présence.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 7
AVANT PROPOS
Crée le 04 septembre 1996 par décret
ministériel N° 96-678, l'Institut National
Polytechnique Félix Houphouët Boigny (INP-HB) de
Yamoussoukro est un établissement
public d'enseignement supérieur et de recherche, né
de la restructuration de la fusion de :
> L'Ecole Nationale Supérieure de Travaux Publics
(ENSTP) ;
> L'Ecole Nationale Supérieure d'agronomie (ENSA) ;
> L'Institut National Supérieur de l'Enseignement
Technique (INSET) et
> L'Institut Agricole de Bouaké (IAB).
L'INP-HB regroupe six (06) grandes écoles que sont :
·
· L'Ecole Supérieure de Commerce et
d'Administration des Entreprises (ESCAE) ;
·
· L'Ecole Supérieure des Mines et de
Géologie (ESMG) ;
·
· L'Ecole Supérieure d'Agronomie (ESA)
;
·
· L'Ecole Supérieure des Travaux
Publics (ESTP) ;
·
· L'Ecole Supérieure d'Industrie (ESI)
;
·
· L'Ecole de Formation Continue et du
Perfectionnement des Cadres (EFCPC) au sein
de laquelle nous sommes inscrits
Les missions assignées à l'INP-HB sont :
? La formation initiale et la formation continue : formations
diplômantes et formations qualifiantes (recyclage, perfectionnement) des
techniciens supérieurs, des ingénieurs des techniques et des
ingénieurs de conception dans les domaines de l'industrie, du commerce,
de l'administration, du génie civil, des mines et de la géologie
;
? La recherche appliquée dans les domaines cités
précédemment ;
? L'assistance et la production au profit des entreprises et
administrations
Au terme de trois années de formation à l'INP-HB
en Génie Civil option Travaux Publics (2010 - 2013) les
élèves Ingénieurs sont invités à produire un
mémoire de fin d'études, sur un thème d'actualité,
en rapport avec les Travaux Publics et ses différents aspects. Pour
faire corps avec cette expérience académique et professionnelle,
la Société de Développement et de Construction en
Afrique (SODECAF) nous a accueilli en son sein, du 08 Novembre 2012 au 08
Avril 2013 afin d'effectuer un travail sanctionné par le présent
mémoire ayant pour sujet : « L'utilisation des tuyaux
annelés en Polyéthylène pour l'assainissement en
Côte d'Ivoire. Quelle rentabilité ? ».
A travers ce thème, toute attitude prétentieuse
proscrite, nous voulons montrer dans un premier temps, notre
intérêt pour la modernisation de notre pays par le biais des
nouvelles techniques de construction, ensuite orienter les décideurs sur
la fiabilté et l'endroit indiqué pour acquérir ce produit
afin de l'utiliser efficacement.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 8
NOTE DE SYNTHESE
Les Travaux Publics ont de tous temps été
à la pointe de la technologie moderne, en matière de construction
de routes, des ponts et chaussées.
A l'heure où l'environnement et la santé se
doivent d'être nos préoccupations majeures, l'assainissement
devient une question d'actualité.
En effet les difficultés d'entretien des conduites,
jumelées à la détérioration
prématurée des infrastructures en béton, dues au
vieillissement et à l'étanchéité, imposent de
lourdes charges aux gestionnaires de réseaux. Et les impacts liés
au développement immobilier en forte croissance de nos jours, mettent
sous pression des systèmes déjà insuffisants.
De ce fait, l'état actuel des réseaux implique
une indispensable prise de conscience, et un renouvellement des installations.
Aussi, si on y ajoute l'effet du changement climatique, il devient alors
nécessaire de réévaluer les paramètres de
conception et de mise en oeuvre pour les conduites souterraines.
A cet effet, l'inadéquation à drainer les eaux
afin d'assainir notre système routier, est un sujet essentiel. Il n'y a
plus de place pour la négligence ; Les réseaux d'assainissement
et de drainage doivent de plus en plus répondre à des normes de
qualité exigeantes en termes de propriétés physiques et
mécaniques dans le temps, mais aussi en termes d'adaptabilité
à l'environnement en milieu urbain ou rural.
C'est donc avec un développement incessant
d'infrastructures, que l'on assiste à une évolution constante des
chantiers de routes. Alors, prenant en considération notre réseau
actuel qui utilise depuis plusieurs années des buses béton comme
canalisations pour assurer l'assainissement de nos routes, il est mis à
notre disposition la technique innovante et performante qu'est
l'utilisation des tuyaux annelés en polyéthylène
haute densité (PEHD). Nous pensons que cette technique est
parfaitement bien adaptée et implique tous les systèmes
d'assainissement et de drainage...
Le polyéthylène haute densité (PEHD),
utilisé depuis plus de 50 ans, a fait ses preuves et continue d'offrir
d'innombrables perspectives grâce à l'évolution constante
des techniques de fabrication des matières premières, des tubes,
raccords et accessoires. Des normes internationales, telle que la norme ISO/TR
9080, permettent, à partir de mesures mécaniques et de
température, d'extrapoler la durée de vie jusqu'à 100 ans
!
Diplôme d'Ingénieur des techniques
des T.P. Koffi Assômôly Emerson August kouassi, INPHB, 2013 Page
9
INTRODUCTION
GENERALE
Diplôme d'Ingénieur des techniques
des T.P. Koffi Assômôly Emerson August kouassi, INPHB, 2013 Page
10
INTRODUCTION
La route demeure et demeurera encore pendant longtemps un
outil stratégique et un indicateur clé de développement
général et de communication d'un pays. C'est à juste titre
que de nombreux pays ont réalisé d'importants investissements
routiers en vue de développer leur réseau par la construction des
routes tant revêtues qu'en terre. Au nombre desquels, la Côte
d'Ivoire, avec sa politique de développement, visant à faire
sortir de terre des infrastructures routières de pointe, se doit de
miser sur l'efficacité et la fiabilité de ses infrastructures. A
cet effet une question primordiale se pose à nous : comment
réaliser efficacement un système d'assainissement routier
moderne, fiable et durable ?
En effet, le principal souci dans la construction des routes,
est la gestion des eaux arrivant sur la plateforme et aux alentours des
ouvrages construits. Et pour prévenir l'infiltration et l'exfiltration,
la priorité est donnée à la sécurité et
à l'étanchéité parfaite des réseaux
jusque-là faits de buse béton traditionnels.
De ce fait, la durabilité des ouvrages en
béton armé dépend de leur comportement face aux
conditions climatiques et environnementales qui existent dans les milieux
où ils sont construits. Ces ouvrages sont souvent exposés
à de nombreuses agressions physico-chimiques auxquelles ils doivent
résister afin de remplir de façon satisfaisante, pendant leur
période d'utilisation, toutes les fonctions pour lesquelles ils ont
été conçus. Lorsqu'ils ne peuvent résister à
ces agressions, des désordres, dont le plus fréquent est la
corrosion des armatures, apparaissent dans le béton de ces structures.
Ces désordres sont généralement dus à des
défauts de conception, à une mauvaise mise en oeuvre ou à
des causes accidentelles ;ces désordres sont aussi dus au non respect
des normes de qualité en matière de fabrication de la part des
certaines entreprises (tels que les constructions immobilières, etc...),
qui, nous pensons n'assurent pas efficacement un contrôle qualité
s'agissant de la fabrication et de la mise en oeuvre des buses béton.
Ces comportements, s'ils ne sont pas rectifiés, hypothèquent la
durabilité, la résistance et la stabilité des ouvrages et
peuvent entraîner leur dégradation, leur ruine.
C'est à juste titre que des études faites
à travers le monde, montrent que la corrosion des armatures est
responsable de la dégradation de 75% des ouvrages en béton
armé et absorbe la plus grande partie des ressources financières
destinées aux activités d'entretien et de renouvellement des
ouvrages de génie civil; ceci est la preuve que ce
phénomène doit être pris très au sérieux.
(D'après le mémoire de NDZANA AKONGO Grégoire &
TCHOUMI Samuel de l'Université de Douala (Ecole Normale
Supérieure de l'Enseignement Technique).
C'est ce fait qui a donc attiré notre attention et nous
a amené à penser que la dégradation de nos buses en
béton armé n'est pas traitée avec tout le sérieux
qui doit lui être dû. Cela peut résulter du fait que
beaucoup d'ingénieurs et de techniciens procèdent inefficacement
à des investigations sérieuses pour évaluer l'ampleur des
dégâts dans la structure avant d'engager des travaux. Soit par
négligeance des phénomènes dégradables et de la
démarche à suivre pour résoudre ces problèmes, ou
encore qu'ils ne se fient uniquement qu'à l'apparition des
dégradations visuelles sur l'ouvrage telles que : les tâches de
rouille, les infiltrations d'eau, l'éclatement du béton, les
fissures...
Les conséquences qui en découlent sont
nombreuses, entre autres, la non détection des dégradations
cachées qui vont se propager avec le temps, le risque de baser les
travaux sur un concept erroné, la mauvaise évaluation du
coût des réparations.
Pour remédier à cette situation et oeuvrer pour
des ouvrages de plus en plus fiables, nous avons décidé de
travailler pour notre mémoire de fin d'étude, sur le thème
: « L'utilisation des tuyaux annelés en
Polyéthylène pour l'assainissement en Côte d'Ivoire. Quelle
rentabilité ? ». Ces conduites annelées en
Polyéthylène haute densité (PEHD) sont
résistantes et répondent convenablement aux
charges et aux conditions multiples auxquelles elles sont soumises.
Les objectifs visés par notre étude sont donc de
:
- Constater et évaluer l'ampleur de la
dégradation des ouvrages en béton (précisément des
buses) ;
- présenter et expliquer les
méthodes de substitution des buses béton ;
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 11
- proposer une démarche à suivre
pour utiliser efficacement les nouvelles techniques apportées
;
- Evaluer la rentabilité et l'impact d'une
nouvelle technique sur la société
- Suggérer l'utilisation expérimentale
d'autres matériaux de relais aux buses traditionnelle
En conséquence, les réseaux d'assainissement
modernes doivent à la fois satisfaire à des exigences rigoureuses
et être durables. Si notre patrimoine doit être renouvelé,
il faut que les ouvrages construits tiennent compte d'un certain nombre de
paramètres afin de garantir le long terme. De ce faite, le
développement des canalisations plastiques propose des alternatives qui
nécessitent de prendre en compte les caractéristiques
spécifiques et leur mise en oeuvre.
Notre étude s'articulera autour de trois axes majeurs.
Nous présenterons en premier volet notre cadre de
référence, le projet et l'analyse des méthodes et. En
second volet nous parlerons des techniques de mise en oeuvre des tuyaux
annelés en polyéthylène et de l'évaluation de son
impact et enfin en troisième volet sur la rentabilité de notre
solution proposée.
Diplôme d'Ingénieur des techniques
des T.P. Koffi Assômôly Emerson August kouassi, INPHB, 2013 Page
12
CHAPITRE I:
SPECIFICATION DE LA
PROBLEMATIQUE
Diplôme d'Ingénieur des techniques
des T.P. Koffi Assômôly Emerson August kouassi, INPHB, 2013 Page
13
I- JUSTIFICATION DU SUJET
L'équipement d'un pays en infrastructures de
transports, la construction de logements et de locaux ne constituent certes
à eux seuls le développement économique et social, mais
ils en sont à coup sur une des conditions primordiales. Voilà
pourquoi la Côte d'Ivoire depuis les premiers jours de son
indépendance, n'a cessée de consentir des investissements
considérables dans le secteur des infrastructures, de l'urbanisme et de
construction. Sans nul doute, de tels efforts seront encore à soutenir
durant de nombreuses années. Pour ce faire l'entretien et
l'assainissement de nos constructions doit être une priorité
majeure afin de leur garantir de longues durées de vie.
En effet, la réhabilitation des infrastructures est
aujourd'hui la préoccupation première des différents
paliers de gouvernement. Elle peut sembler être un projet énorme,
tant l'ampleur et les coûts de nos ouvrages croissent de jour en jour.
Afin de diminuer les coûts et les inconvénients,
de nouvelles techniques innovantes et rentables ont été
réalisées dans d'autres pays et il revient à nous d'en
prendre conscience.
D'où notre sujet : « L'utilisation des
tuyaux annelés en Polyéthylène pour l'assainissement en
Côte d'Ivoire. Quelle rentabilité ? ». Tel est
l'intitulé de notre travail de recherche.
Le sujet ainsi formulé, pose en filigrane, le
rôle des canaux de drainage qui pourraient exister sur l'ensemble du
réseau routier et les défis auxquelles sont confrontés les
constructeurs d'aujourd'hui. Un sujet sensible et pertinent, qui nous permet
d'apporter notre pierre à l'édifice du système de
construction et à la nouvelle vision de développement de la
Côte d'Ivoire.
1) Raison personnelle et motivation
Le choix de notre thème s'explique, tout d'abord, par
le grand intérêt que nous portons personnellement aux questions
qui ont trait aux Travaux Publics. En effet, ce domaine que je viens
d'embrasser par cette expérience nouvelle qu'est l'usage des tuyaux
annelés en polyéthylène, est au centre de nombreuses
techniques innovantes et de recherches scientifiques, et se doit d'être
toujours un des moteurs de développement dans le monde entier. C'est
dans le but d'améliorer nos constructions, qu'un constat
répétitif établi sur nos buses béton s'est
porté à nous. Et cela nous a amené à nous poser la
question de savoir à quoi ressembleraient nos ouvrages dans les
années à venir si rien n'est fait.
Une réalité qui nous pousse à nous
interroger sur la viabilité réelle et la rentabilité de
tous travaux routiers dans le processus de désenclavement de nos
régions. Il a été donc mis à notre disposition la
nouvelle technique d'utilisation des tuyaux annelés en
polyéthylène.
Il importe donc, à notre avis, de s'interroger sur la
rentabilité réelle de l'utilisation de ces tuyaux en
polyéthylène, pour tous travaux de VRD. Cette interrogation
traduit la motivation qui nous amène à traiter de ce sujet.
2) Intérêt scientifique
L'occasion nous est donnée dans ce travail de
connaître les éléments participant au réseau de
drainage des eaux sur une plateforme et plus précisément le
rôle que joue les ouvrages de drainage. Ce travail apparait donc comme
une sorte d'obligation morale, qui nous impose de nous interroger sur les
enjeux de l'utilisation des tuyaux annelés en polyéthylène
; et de montrer que l'existence d'une route, n'est pas le fruit d'un hasard ;
cela obéit à une règle de construction. Cette étude
est donc une piste de recherches, si petite soit elle, que nous ouvrons, pour
des recherches sur le sujet.
3) Intérêt social
Le choix de notre thème repose sur l'acuité et
la persistance avec lesquelles se pose le problème de dégradation
accélérée des buses traditionnelles, et la mesure à
prendre afin d'appliquer de nouvelles techniques, qui, nous pensons bien
adaptées à ce secteur. L'intérêt que nous portons
à ce sujet se situe à un triple niveau :
D'abord, en tant qu'étudiant, nous saisissons
l'opportunité de cette étude pour enrichir nos
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 14
connaissances sur ces nouvelles techniques innovatrices. Nous
nous en servirons comme document support afin de consolider nos aqcuis et
d'approfondir davantage nos connaissances.
Ensuite l'utilisation de cette nouvelle technique, si elle est
bien exécutée suivant les normes et mode d'exécution,
permettra au plan humain, davantage emplois du fait de constructions
récurrentes qui seront réalisées ; un renforcement de
capacités pour être performant. Au plan social, il sera
constaté plus de fluidité dans le trafic rural tant il y aura des
ouvrages à construire du faite de la baisse du coût des travaux ;
On aura également plus de ponts et de digues construits au profit des
paysans qui pourront rapidement et surement acheminer leurs produits agricoles
vers les marchés. Au plan politique, les gouvernements construisent de
plus en plus de routes, de ponts, de retenues d'eau, barrages, de digues
à l'avantage des populations ; donc facteur de paix et de
stabilité. En somme on aura un rendement optimisé du fait du gain
en temps de réalisation des ouvrages ; de la durabilité et la
résistance de l'ouvrage aux intempéries ; de l'économie
substantielle ; de la finition de plus en plus achevée ; plus de
contrats et d'accroissement des investisseurs.
Enfin, au niveau pratique, nous offrons aux décideurs
un diagnostic qui peut servir d'outil indispensable au renforcement de
l'efficacité de toute politique de l'emploi des jeunes
diplômés.
II- IDENTIFICATION ET FORMULATION DU PROBLEME
En Côte d'Ivoire, précisément en zones
urbaines, les ouvrages de drainage routier ne répondent plus
efficacement aux attentes des concepteurs, voir même de la population,
compte tenu de leurs coûts élevés et du mode
d'exécution assez complexe.
En effet l'utilisation de buses traditionnelles de nos jours
se révèle peut fiable, dans la mesure où lorsque
situées sur un tronçon routier ou autoroutier, elles
résistent mal aux intempéries. Et son coût
élevé amène l'Etat à construire de moins en moins
des ouvrages routiers. A ce titre, de plus en plus de routes sont
dégradées, le nombre croissant de routes impraticables et
inexistantes, en campagne comme en ville est constaté.
De même que, le matériau utilisé jusque
là, a des insuffisances. Alors comment trouver une pièce
complémentaire à expérimenter c'est-à-dire une
nouvelle technique qui viendrait en appoint à nos matériaux
traditionnels utilisés ?
C'est à juste titre que nos chercheurs, nos
Architechtes, nos Ingénieurs sont à pied d'oeuvre pour initier
des programmes et trouver des stratégies adaptées. Optimiser les
techniques pour un assainissement optimal et la sauvegarde de nos
tronçons routiers et autoroutiers est l'objectif de nombreux
chercheurs.
A partir de notre sujet : L'utilisation des tuyaux
annelés en Polyéthylène pour l'assainissement en
Côte d'Ivoire. Quelle rentabilité ?, nous voulons
attirer une fois de plus l'attention des décideurs sur ces techniques
revolutionnaires ; mais surtout montrer qu'il y a un matériaux qui se
comporte mieux que nos buses traditionnels ; ceci afin de proposer en la
matière, des voies et moyens, pour renforcer et dynamiser le
réseau d'assainissement ivoirien.
III- GENERALITES SUR L'ASSAINISSEMENT ROUTIER
1) Définition
L'Assainissement est un terme général
concernant plus particulièrement l'évacuation des eaux
superficielles. Il englobe diverses techniques qui assurent
l'élimination des eaux excédentaires du sol. C'est une
démarche visant à améliorer la situation sanitaire globale
de l'environnement dans ses différentes composantes. Il comprend
la collecte, le traitement et l'évacuation des déchets liquides,
des déchets solides et des excréments.
La conception de l'assainissement vise différents
objectifs : préserver la santé des citoyens, protéger les
ressources en eau, ses usages et les milieux aquatiques associés,
prévenir le risque d'inondation en ville. Des performances hydrauliques,
environnementales et structurelles sont ainsi exigées des réseaux
d'assainissement, auxquelles s'ajoutent des exigences spécifiques
liées aux conditions d'entretien.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 15
Pour améliorer la fiabilité des réseaux
d'assainissement, neufs ou réhabilités, et permettre ainsi aux
collectivités de répondre à leurs obligations
d'assainissement, plusieurs référentiels techniques ont
été publiés récemment.
Ces référentiels sont à destination de
l'ensemble des acteurs : maîtres d'ouvrages, b maîtres d'oeuvre,
entreprises, organismes de contrôle. Si la pose de réseaux
d'assainissement est encadrée par la nouvelle version du fascicule
70 du CCTG - titre I, le dispositif normatif relatif aux travaux de
réhabilitation est en plein développement, complété
par des recommandations techniques pour les marchés de travaux et pour
les contrôles de réception.
2) Réseau routier ivoirien actuel
Ces informations ci-dessous sont extraites de l'Agenda
2012 de l'Agence de Gestion des Route (AGEROUTE) en Côte
d'Ivoire.
Concernant les planifications élaborées,
diverses caractéristiques ont été relevées et se
présentent comme suit :
? Caractéristiques de ce réseau
routier
Du fait d'une estimation très récente, la longueur
totale du réseau routier s'élève à 82 000
Km
? Routes bitumés
Jusqu'à ce jour, il a été
réalisé en Côte d'Ivoire 6 500 Km de route bitumée
comprenant :
- Autoroute : 140 Km
- Classe A (routes internationales et régionales) : 4 500
Km
- Classe B (routes départementales) : 1 740 Km
- Classe C (routes et s/préfectures et de villages: 120
Km
? Routes non revêtues
En attendant l'application de la nouvelle classification
routière, 75 500 Km de route en terres
comprenant :
- Classe A : 2 500 Km
- Classe B : 6 500 Km
- Classe C (routes et s/préfectures et de villages: 35 400
Km
- Classe B (routes rurales): 31 100 Km
? Ouvrages
Concernant les ouvrages, 4100 unités ont été
construites, comprenant :
- 1500 ouvrages définitifs (entièrement en
béton)
- 600 ouvrages semi définitifs (appuis en béton et
surface en bois ou platelage)
- 2000 ouvrages provisoires (en bille de bois)
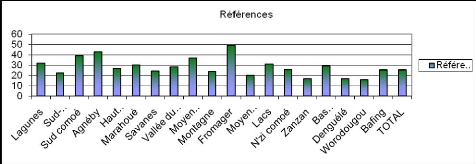
Au vue de cela, une densité du réseau routier par
région a été établie.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 16
Figure 1 : Densité du réseau routier
(km pour 100km2)/région
? Le patrimoine routier
La crise financière qu'a connue la Cote d'Ivoire au
cours de la décennie 1980-1990 à 2012 a fortement
pénalisée le secteur des infrastructures routières et
particulièrement le volet entretien routier qui a vu ses dotations
budgétaires se réduire considérablement d'année en
année, au point de ne pas permette d'assurer l'entretien minimum
nécessaire au maintien en bon état de l'important patrimoine
routier dont dispose la Cote d'Ivoire 82 000 Km de routes dont 75 000 en terre
et 6 500 Km bitumés)
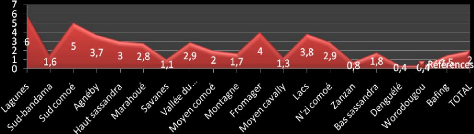
Figure 2: Densité du réseau
bitume (km pour 100km2)/région
3) Description des techniques de drainage routier
a. Le fascicule 70 du Cahier des Clauses Techniques
Générales (CCTG)
Le fascicule n° 70 du CCTG - Ouvrages d'assainissement a
fait l'objet de plusieurs révisions depuis sa première
publication dans les années 1970. La nouvelle version, parue en 2004,
intègre les évolutions techniques, les normes européennes
en vigueur pour le cycle de l'eau et les exigences
d'assurance-qualité.
Le fascicule n°70 est désormais divisé en
deux titres : titre I Réseaux (eaux usées, unitaires, pluviales)
et titre II Ouvrages de recueil, stockage et restitution des eaux pluviales. Il
vise ainsi l'application d'une doctrine technique commune pour l'ensemble des
ouvrages d'assainissement. Si pour les collectivités, la
référence aux normes homologuées dans les marchés
de travaux est obligatoire, le fascicule n° 70 du CCTG ne s'applique
qu'à leurs marchés y faisant explicitement
référence. Il constitue alors une pièce contractuelle
entre le maître d'ouvrage et les entreprises adjudicataires.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 17
b. Généralités sur le drainage
routier
Une voie a besoin de canaliser les eaux qui y sont, c'est donc
en cela que le drainage a pour fonction de recevoir ou de drainer les eaux de
pluie qui s'écoulent sur la plate-forme, les eaux de ruissellement des
talus et des bassins versants et les eaux internes éventuellement.
Il existe plusieurs éléments de drainage qui
sont regroupés en deux (02) grandes parties que sont :
les drainages à ciel ouvert et les drainages
enterrés.
- Les drainages à ciel ouvert
Les drainages à ciel ouvert sont des fossés
revêtus ou non de béton, des cunettes ou des caniveaux. -
Les drainages enterrés
Les drainages enterrés sont des éléments
préfabriqués, collecteurs drainants et buses : ils comportent une
partie drainante pour capter les eaux et une partie qui permet
l'écoulement des eaux recueillies vers un exutoire.
Mais pour notre étude nous parlerons plus de
l'assainissement, avec cette nouvelle technique en vigueur qui nous est offerte
: l'utilisation des tuyaux annelés en polyéthylène.
IV. QUESTIONS DE RECHERCHE
Ces questions se résument en plusieurs
préoccupations :
- Existent-il d'autres méthodes de drainage routier
adaptables au sol ivoirien qui puisse être
rentable à la Côte d'Ivoire ?
- Les matériaux utilisés pour la fabrication des
buses traditionnelles, sont-ils dosés selon les
normes techniques ?
- La mise en oeuvre des buses en béton suit-elle les
normes de pose de l'assainissement routier?
- Ne devons nous pas optimiser davantage la formation des
techniciens et Ingénieurs ?
- Revient-il d'augmenter le budget alloué à ces
travaux, afin qu'ils soient exécutés convenablement ?
- Faut-il améliorer les études techniques, afin
qu'elles répondent efficacemment aux normes en demandées?
- La côte d'Ivoire peut-elle expérimenter
d'autres techniques de construction pour la réalisation du réseau
d'assainissement ?
- L'utilisation de tuyaux annelés en
polyéthylène en Côte d'Ivoire, contribuera-telle à
des projets routiers réussis ?
V. LES OBJECTIFS DE L'ETUDE
1) Objectif général
Cette recherche vise à mettre en relief les innovations
et les nouvelles méthodes de construction, dans le processus de
conception et d'assainissement de nos constructions. Autrement dit, elle vise
l'expérimentation d'autres techniques révolutionnaires (nouveaux
matériaux de construction), pour pallier aux insuffisances
constatées dans l'utilisation des buses traditionnelles.
2) Objectifs spécifiques Il s'agit de façon
spécifique pour nous de :
- Dénoncer certaines pratiques anormales
constatées, concernant les normes de fabrication et de pose de
canalisations.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 18
- Expliquer les mécanismes de dégradation des
ouvrages en béton (précisément des buses) ;
- présenter les techniques d'investigation pour la
détection de la dégradation des buses et l'évaluation de
son ampleur ;
- présenter et expliquer les méthodes potentielles
de substitution des buses béton ;
- proposer une démarche à suivre pour utiliser
efficacement les nouvelles techniques
- Mettre l'accent sur la durée de vie des buses
traditionnelles jusque-là utilisées (aussi sur la
rentabilité, rapport coût/rentabilité des buses)
- Evaluer l'impact d'une nouvelle technique sur la
société (faciliter l'acheminement rapide et efficace des
produits agricoles et autres matières premières, tant t-il y aura
une fluidité de trafic du fait des ponts, digues et routes construits en
abondance.)
- Suggérer l'utilisation expérimentale d'autres
matériaux de relai aux buses traditionnelles, tels que les tuyaux
annelés en polyéthylène.
VI- HYPOTHESES DE RECHERCHE
Nous avons élaborés les hypothèses qui
permettront d'encadrer nos objectifs tels qu'ils viennent d'être
définis :
- Si l'utilisation des tuyaux annelés en
polyéthylène se voit être un facteur important du
système d'assainissement routier, notre pays ne fera qu'avancer dans sa
politique de développement tant il y aura des ouvrages à
construire...
- Au sortir de l'évaluation sur l'impact d'une nouvelle
technique sur la société, l'affirmation que cette technique soit
acceptable optimisera le rendement attendu par tous, partant de la population
(qui en ait grand bénéficiaire) au maître d'oeuvre.
Diplôme d'Ingénieur des techniques
des T.P. Koffi Assômôly Emerson August kouassi, INPHB, 2013 Page
19
CHAPITRE II:
LES CONSIDERATIONS
D'ORDRE METHODOLOGIQUE
Diplôme d'Ingénieur des techniques
des T.P. Koffi Assômôly Emerson August kouassi, INPHB, 2013 Page
20
I- PRESENTATION DE LA STRUCTURE D'ACCUEIL
1) HISTORIQUE

Créée en 1995 au capital social de 1.000.000
francs CFA et enregistrée au Tribunal d'Abidjan avec le registre de
commerce N° 190 270, CC n° 9511952 V, la Société de
Développement Commercial en Afrique (SODECAF) est une
Société à responsabilité limitée (SARL), qui
est aujourd'hui l'une des plus grandes entreprises de construction de la place
avec des matériaux de qualité importés.
Situé précisément aux jardins de la
riviera 2, Sicogi villa n° 11, Riviera 2 - Abidjan. Boîte
Postale : 06 BP 1462 Abidjan 06.
www.sodecaf.com, Email :
info@
sodecaf.com. Elle est aussi
dotée d'un site à Abatta (route de Bingerville), pour
l'entreposage de ses matériaux importés. Au vu de la
qualité de ses prestations, s'est vue confirmer la qualité et la
netteté de ses travaux par ses clients institutionnels.
Cette qualité de prestation est basée en partie
sur une organisation sérieuse, rigoureuse et de qualité.
a. Domaines d'activités et organisation
structurelle
Domaines d'activités
La SODECAF est une entreprise privée à
caractère commercial, spécialisée dans l'importation et la
vente d'équipements et de matériaux de construction, et
construction de tous corps d'état, modifications et mise en
état.
Organisation structurelle
La SODECAF est structurée comme suit : le
Gérant, la Direction des opérations, le service technique, le
service comptabilité, le service achat et transit et le service
commercial, le service administratif et financier.
- le service achat, transit et vente pour l'approvisionnement
en stocks de l'entreprise, pour la gestion des stocks de marchandises, de la
gestion du comptoir de vente, de la livraison, de la facturation et de
l'entretien des infrastructures ;
- le service commercial, assure la vente des produits SODECAF.
Leur tâche se résume en la recherche et la
fidélisation des clients en vue de l'augmentation du chiffre d'affaire
et du portefeuille de l'entreprise ;
- le service administratif et financier il s'occupe des
finances, de la gestion du personnel, de la maintenance et l'entretien des
fournitures de bureau ;
- le service technique : ce département intervient au
niveau du suivi et de l'exécution des travaux de construction ;
Ce service procède à une prospection du
marché en vue d'entretenir des relations avec les clients.
L'organigramme de la structure est présenté en annexe.
Equipements de construction
Une disponibilité de matériel qui assure la bonne
mise en oeuvre de toute procédure. SODECAF
dispose à ce jour de :
- 5 bétonnières, 6 vibreurs, règle vibrante
;
- 2 machines à eau pour couper les carreaux;
- compacteur, compresseur, groupe électrogène ;
- 3 palans, 2 godets à béton,1 porte palettes ;
- échafaudages métalliques, 5 containeurs pour
stockage des matériaux ;
- perceuses, marteaux piqueurs, meules; - niveau laser, scanner
d'armatures, etc.
V' Matériel roulant
- Camionnette, deux pickups, deux voitures, deux motos. - Manitou
1030 S et citerne.
B. Quelques réalisations effectuées
V' Construction de PEFACI à
yamoussoukro
V' Construction du Centre Culturel Nimba À
Attoban, Cocody
Description : construction d'un immeuble de
surface construite totale 1225 m2, composé d'un rez de jardin
en contre bas de surface couverte 350 m2, un rez-de-chaussée
de surface couverte 445 m2 et un étage de surface couverte
426 m.
V' Travaux de réhabilitation à l'Ecole
Cours Lamartine - Marcory
Description :
- construction d'un gymnase couvert de 642 m2, et
d'un immeuble en R+1 avec les vestiaires, bureaux et magasin de sport. Cet
annexe aura 142 m2 de surface construite.
- Réhabilitation d'une bibliothèque et de la
salle de documentations. La surface construite est de 252 m2.
- Réhabilitation d'un terrain de basket et d'un terrain de
tennis.
V' Construction du Centre Médico Social de
Toumbokro
Description : construction d'un complexe
d'immeubles de surface construite totale 1012 m2, et d'une
clôture de 990 m de long.
c. Principaux fournisseurs à l'étranger
pour la SODECAF:
La SODECAF importe et vend ces différents produits, et ces
fournisseurs sont les suivants :
- Impex Trade Emporda À grossiste de
matériaux de construction (Espagne) ;
- ATZ À serrurerie inox et accessoires de
salle de bain (Portugal) ;
- Pavigrés À carreaux grés
cérâme et grés émaillé (Portugal) ;
- GPF - système de plomberie PEX
(Espagne) ;
- Recsa - granite (Espagne) ;
- Fermar (Espagne).

Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 21
d. Quelques uns de nos clients institutionnels :
Ambassade des USA SCP Marchand République
Ambassade d'Iran Université des Lagunes
Ambassade du Maroc G4S
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 22
Cours Lamartine Ecole Makoré
|
Ecole Etimoé AIFUP Centre Médical Walé ADESC
AIFUP Carrefour Jeunes
|
Ecole Professionnelle Yarani
DEFISPA
SCI Les Familles
Pharmacie Côme et Damien
PEFACI
SAFEETI
EDE
CIDD
|
Il faut donc retenir qu'avec la SODECAF, la qualité
est, à nos yeux, un processus continu qui touche autant les produits, et
les services que nous fournissons, en entretenant des relations stables et
durables avec nos fournisseurs et nos clients. Toujours soucieux de la
qualité, nous analysons le moment présent et nous anticipons les
tendances à venir, pour ainsi être à même de
satisfaire les besoins établis et implicites, présents et
futurs.
2) APPROCHE DEFINITIONNELLE
La réalisation d'un chantier de route passe
obligatoirement par la maîtrise de l'eau contenue dans les sols mais
également de l'eau de la nappe phréatique, des cours d'eau
permanents ou temporaires et des eaux pluviales. La maîtrise de l'eau
comporte 3 volets :
- La collecte et l'évacuation des eaux superficielles
dans l'emprise du projet, ce sont principalement les eaux de pluie ;
- La collecte et l'évacuation des eaux internes,
c'est-à-dire le drainage ;
- Le rétablissement des écoulements naturels,
rus, ruisseaux ou rivières.
Concernant les ouvrages hydrauliques de traversée : ils
permettent le transit de part et d'autre de la plate-forme, des eaux des
bassins versants. Il peut s'agir de véritables ouvrages d'art selon leur
capacité tels que les dalots (double, triple...), ou de petits ouvrages
constitués d'un conduit circulaire ou rectangulaire comme les buses....
Ils sont posés sur une fondation adaptée, et
protégés par un remblai technique. Ils comportent un
aménagement en amont pour entonner l'eau et en aval pour la restituer au
milieu nature.
Avant d'aborder cette étude, il convient de fournir
quelques définitions des termes clés de notre sujet. Cette
étape de notre étude mettra l'accent sur le sens des termes
pivots qui figurent dans le libellé de notre sujet. Rares sont les
concepts qui, dans une langue, ont, et conservent un sens unique. Le chercheur
prudent indique la définition adoptée, pour les concepts qu'il
utilise. Ce procédé méthodologique nous permet de
définir un concept d'après les observations empiriques qu'on peut
en faire par rapport au sujet de la recherche. C'est donc un moyen de
connaissances qui permet de « définir les choses dont on traite
afin que l'on sache de quoi il est question ».
A. Champ géographique
La zone d'expérimentation s'est faite dans plusieurs
villes du monde, et particulièrement en Côte d'Ivoire cette
technique vient d'être expérimentée et
réalisée à Abidjan - riviera 2 dans le cadre de
l'assainissement d'un bâtiment R+2; cette technique est aussi en cours de
réalisation sur un autre grand chantier à Bingerville.
B. Champ social
Pour renseigner et enrichir nos recherches sur le sujet :
« L'utilisation des tuyaux annelés en
Polyéthylène pour l'assainissement en Côte d'Ivoire. Quelle
rentabilité ? », nous avons eu recours à des
populations cibles, partant de l'ingénieur au manoeuvre en passant par
les habitants
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 23
des zones ouvragées, ces derniers ressentent au
quotidien les corolaires des installations d'ouvrages actuelles. Des ouvriers
de chantiers on aussi été entendus, ceux-ci étant en
relation constante avec les différents matériaux
d'assainissement, connaissent mieux que quiconque les difficultés
rencontrés lors de la mise en oeuvre sur terrain.
Il a aussi été question de prendre l'avis des
techniciens, des ingénieurs, des directeurs techniques sur l'utilisation
actuelle des buses traditionnelles et envisager une amélioration
considérables des techniques.
Nous avons eu également recours à des sources
autres que des sources humaines ; ce sont des sources telles que des catalogues
routiers de fabricant; des fascicules ; de même qu'à des documents
relatifs à des études scientifiques qui relatent les nouvelles
techniques utilisées et leurs modes d'exécution.
C. Méthode d'analyse : la méthode
comparative
La méthode que nous avons utilisée pour cette
étude est la méthode comparative, dans la mesure où elle
opère des rapprochements entre les méthodes actuelles et la
technique nouvelle sur les tuyaux en polyéthylène, afin de
dégager des caractères communs, des similitudes des principes
généraux ou des complémentarités.
II- RECHERCHE DOCUMENTAIRE
1) LES TECHNIQUES DE RECHERCHE
Comme techniques de recueil d'informations, nous avons eu
recours à des entretiens (centrés), à des analyses
quantitatives et qualitatives de contenu ; par exemple... nous avons
également eu recours à l'observation, avec des
données chiffrées et non chiffrées ; ainsi qu'à des
entretiens semi directionnels, par le biais de causeries
orientés et d'entretiens centrés ; autrement appelés,
`Interview'...
Notre étude ici réalisée se vaut une
étude qualitative.
A. L'observation directe (sur le terrain)
Cette observation s'est faite en se rendant dans les zones
où des ouvrages (buses béton) étaient construits afin de
constater l'insuffisance des buses à répondre aux attentes des
concepteurs et les difficultés liés à son
exécution. C'est dans cette mesure que nous participons à
l'exécution d'une nouvelle méthode d'assainissement qu'est
l'utilisation des tuyaux annelé en PE sur nos chantiers
expérimentaux.
B. L'entretien
Les différents entretiens se sont
réalisés sur les lieux de travail des intervenants, dans le but
d'être plus proche des matériaux à enquêter. Ce fut
des entretiens orientés et centrés qui nous ont emmenés
à déceler certaine méthode et composition de ces
matériaux de construction.
2) RECENSION DES ECRITS PERTINENTS
Le temps qui nous a été assigné pour
cette étude, nous a permis de consulter les écrits et
études antérieurs déjà menées par
d'éminents chercheurs. Entre autres l'étude de TPPFA (The
European Plastics Pipe and Fitting Association) de 1997 a
démontré que, après une période d'environ 1.5
à 2 ans, l'interaction tube-sol est équilibrée et la
déviation des tubes n'augmente plus, selon la norme UNE-EN-ISO 9967.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 24
3) TRAITEMENT ET ANALYSE DES DONNEES
Après avoir collecté les données sur le
terrain, nous tenterons d'en déduire les informations capitales, puis
l'analyse se fera sous forme comparative. La comparaisons des anciennes
procédures à celle des nouvelles techniques se fera sous forme de
tableaux comparatifs détaillés, cela pour aboutir à une
interprétation réaliste. Nos données seront traités
à l'aide d'un ordinateur.
4) DIFFICULTES RENCONTREES
Arrivé à cerner ce sujet nécessite un
investissement technique, tant humain que financier, du fait de la nouvelle
technique à apporter à une zone profane en la matière
qu'est la Côte d'Ivoire.
Pour obtenir ces résultats, nous avons due nous
prêter à des interrogations diverses qui avaient tendance tant
à nous décourager sur la non-fiabilité du matériau
étudié, qu'a nous encourager sur l'efficacité de cette
technique nouvelle qui pourrait participer à cet effort de
développement qu'entame notre pays. Comme le dit l'adage :
« la route précède le développement
», c'est donc a ce niveau que nous avons mis du coeur
à l'ouvrage pour nous inscrire dans ce but. Nos efforts
d'élaboration de cette étude, nous permettrons d'ouvrir notre
esprit à d'autres techniques innovantes.
Il nous est aussi arrivé de nous déplacer sur de
longues distances, nécessitant un voyage à l'intérieur du
pays comme dans la métropole d'Abidjan, afin de rencontrer les
producteurs de matériaux de construction, cela pour accéder aux
informations sur les matériaux traditionnels utilisés en ce
moment et voir une certaine perspective d'amélioration et
d'allègement du coût d'réalisation des travaux.
Diplôme d'Ingénieur des techniques
des T.P. Koffi Assômôly Emerson August kouassi, INPHB, 2013 Page
25
CHAPITRE III:
CARACTERISTIQUES DES DEUX
SYSTEMES

Diplôme d'Ingénieur des techniques
des T.P. Koffi Assômôly Emerson August kouassi, INPHB, 2013 Page
26
I- PRESENTATION DU CADRE D'ETUDE
Ce travail de recherche est réalisé dans le
cadre d'un mémoire de fin d'études à l'Institut National
Polytechnique Houphouët Boigny. Le thème choisi est «
l'utilisation des tuyaux annelés en polyéthylène pour
l'assainissement en Côte d'Ivoire, quelle rentabilité ?
».
Les objectifs poursuivis ont été atteints. Ce
document esquisse également des pistes de solutions pour plus
d'efficacité dans la construction tant des routes que des
bâtiments.
Du point de vue de la réalisation, ce fut harassant,
mais combien passionnant de se retrouver dans une situation concrète de
ce corps de métier. Les difficultés rencontrées nous ont
permis de confronter les notions acquises au cours de notre formation, mais
aussi d'évaluer notre polyvalence. La plus grande difficulté fut
de réunir les éléments comparatifs pour engager notre
étude. Nous avons dû recourir aux archives, à des personnes
ressources, à des techniques opérées dans le domaine.
II- TUYAUX ANNELES EN POLYETHYLENE HAUTE DENSITE
(PEHD)
1. PRESENTATION DU TUYAU
a) Définition
Le PE alias polyéthylène, est
le plastique le plus utilisé dans le monde. Souvent sous forme
d'emballage plastique. Mais depuis plusieurs années le PE s'est
révélé comme un matériau servant pour
l'assainissement dans nos constructions. Il existe différents types de
polyéthylènes (PE), chaque PE étant
caractérisé par sa contrainte minimale requise (MRS) :
La gamme de tuyaux et accessoires en
polyéthylène de haute densité (PE-HD) représente le
système le plus innovateur pour les conduites souterraines
d'assainissement sans pression (eaux résiduelles & eaux pluviales).
Grâce à son design innovateur et aux excellentes
propriétés de la matière utilisée (PE-HD), ces
tuyaux combinent flexibilité, résistance et
légèreté et constituent l'alternative la plus
compétitive, dans leurs champs d'application, par rapport aux
systèmes traditionnels
Il existe différents types de tubes en
polyéthylène que sont les tuyaux à parois extérieur
lisse et ceux à parois extérieurs annelés.
Ces canalisations peuvent se présenter sous un aspect
extérieur lisse ou annelé, l'intérieur étant
toujours lisse. Les canalisations en matière plastique sont souples et
cette flexibilité leur permet une mise en oeuvre agréable
aisée, et une adaptation au sol support. Elles s'ovalisent sous l'effet
des contraintes lors de leur remblaiement et de l'exploitation de la route.
Cette ovalisation nécessite de vérifier le module de
rigidité en fonction des contraintes du projet.
Les tuyaux sont fabriqués en Polyéthylène
Haute Densité (PE-HD), grâce à un procédé de
coextrusion en ligne complètement automatisé. Les tuyaux sont
formés de DEUX PAROIS parfaitement soudées :
- Une paroi extérieure annelée de couleur noire
ou brique qui lui confère une haute stabilité à la
lumière solaire.
- Une paroi intérieure lisse de couleur blanche qui
facilite l'inspection du réseau avec système de vidéo
caméra (technique de plus en plus répandue).
La paroi extérieure présente une annelure de
section tronc conique qui confère aux tuyaux une grande
résistance aux efforts d'écrasements produits par la charge du
remblai et les charges roulantes. Ces tuyaux de Haute Densité sont
fabriqués conformément à la Norme Européenne
UNE-EN 13476, remplissant les exigences d'AENOR, selon le RP
01.45.
Les diamètres extérieurs allant de 160, 200,
250, 315, 400 et 500 mm, ils sont proposés avec un manchon double avec
joint dans les extrémités du tuyau; cette opération est
réalisée de façon automatique dans la ligne de production.
Les tuyaux de diamètre extérieur 630, 800 et 1.000 mm sont
proposés avec manchon extrudé.
Les raisons pour lesquelles nous choisissons les tubes
annelés au lieu de tubes lisses sont les suivantes : Les tuyaux se
raccordent selon le principe des emboîtures à joints : sur la
partie mâle, le profil annelé extérieur du tuyau est
utilisé comme siège du joint, et la partie femelle est
constituée d'une tulipe soudée au tube.
b) Historique du tuyau en PEHD
L'histoire du tuyau annelé en PE-HD est relativement
récente par rapport à d'autres types de tuyau en matériaux
conventionnel. C'est un produit moderne, approprié pour nos conditions
d'installation et d'environnement.
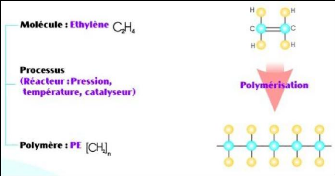
Le polyéthylène - haute densité est
obtenu par des procédés de polymérisation de
l'éthylène à basse pression, seul ou avec des
Co-monomères. Les premières unités de production datent du
milieu des années cinquante. La première fut construite en 1955
par la société Phillips au Texas. Ce fut ensuite Hoechst qui
démarra la première unité selon le procédé
Ziegler en 1956. Dans les années soixante, des améliorations
furent apportées au procédé Ziegler par l'utilisation de
catalyseurs superactifs permettant de supprimer la coûteuse
opération d'élimination des résidus catalytiques.
Aujourd'hui, de nombreux licenciés utilisent cette technologie.
Processus d'obtention du
polyéthylène
c) Etapes de fabrication
? Prescriptions sur la matière de base
(PE-HD)
Tableau 1 : prescription sur la matière de base
(PEHD)
|
Caractéristiques
|
Méthodes
|
Paramètres
d'essai
|
Unités de
mesure
|
Valeurs
mesurées
|
|
Densité De Référence
|
En Iso 1183
|
23 °C
|
Kg/M3
|
> 930
|
|
Indice De Fluidité.
|
En Iso 1183
|
190 °C 5 Kg.
|
Gr/10min
|
< 1,6
|
|
Résistance À La Pression
|
|
Interne 165h (ó 4 mPa)
|
En Iso 1167
|
80 °C
|
Bar
|
Pas De
Défaillance
|
|
Résistance À La Pression
|
|
Interne 1.000h (ó 2,8 mPa)
|
En Iso 1167
|
80 °C
|
Bar
|
Pas De
Défaillance
|
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 27
*réf :(Selon le fabricant soleno ;
chapitre 3; fabrication et essais ; édition 8 (04-07))
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 28
Phase I
L'industrie des tuyaux annelés en PE-HD vit à un
rythme accéléré dans le développement technologique
de la fabrication et du contrôle en cours de fabrication. Le
procédé de fabrication est de type extrusion en continu. La
séquence de fabrication comporte cinq phases critiques à la
réussite de la mission de l'entreprise. La mission est décrite
ici-bas et les cinq phases de base de tous les processus de fabrication de
tuyaux annelés en PE-HD sont illustrées. La figure
présente de façon schématique toute ces étapes.
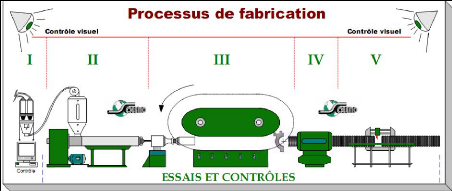
Figure 3: Processus de fabrication
? Préparation de la matière
première (MP)
C'est une phase critique du processus de fabrication car elle
demande l'intervention de plusieurs niveaux d'intervenants. Elle débute
par le bon de commande d'achat de la matière première, ensuite il
y a la préparation du mélange et se termine par l'envoi du
mélange à la trémie de l'extrudeuse pour être
transformée. Cette phase comprend des étapes de gestion et de
contrôle. Elle est directement liée au plan de production, soit la
cédule de production.
? Approbation de MP pour commande d'achat
Les matières premières (MP) utilisées
dans la fabrication sont approuvées par un personnel du groupe
d'opération nommé Production / Assurance Qualité /Achat,
selon les critères suivants : les fiches techniques de la MP
(classification par propriétés pour le PE-HD), les
critères exigés par les normes de produits, la fiabilité
de la source d'approvisionnement et par des essais de fabrication et de
Contrôle Qualité sur la MP et, s'il s'agit d'une résine
PE-HD, une fois transformée en produit fini. Si la MP répond aux
exigences, elle pourra être incorporée dans notre
procédé et être commandée.
? Réception / Entreposage
Les MP sont contrôlées à la
réception, par le contrôleur qualité, par la prise d'un
échantillon et la vérification des paramètres du
certificat d'analyse, du bon de livraison et du bon de commande. Avec
l'échantillon, le contrôleur qualité effectue des essais
normalisés pour déterminer la conformité du lot et
enregistre les résultats sur un rapport : Si le lot n'est pas conforme,
le voyage est retourné et un rapport de non-conformité est
ouvert. Si le lot est conforme, le lot est entreposé et
enregistré.
Phase II
? Extrusion
La phase extrusion, est pour les thermoplastiques, une
étape de fusion du polymère à l'aide de chaleur. La
chaleur est créée à l'aide d'éléments
chauffants (bandes chauffantes) en conjonction
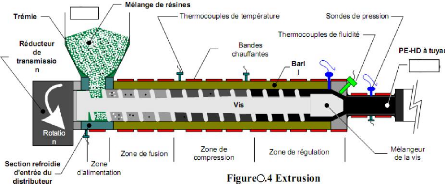
avec la rotation de la vis. Il est utilisé des vis
spécialement conçues pour un minimum de cisaillement
moléculaire et un maximum de mélange pour ainsi réduire au
impersonnel maximum la possibilité de dégradation de la
résine. Cet ensemble permet d'atteindre la fluidité requise du
mélange au passage dans la matrice et la création de pression
permettant au PE-HD une sortie constante à la tuyère.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 29
? Mélange
Selon le type de tuyaux annelés en PE-HD et la norme de
produits, les mélanges peuvent être différents. Par contre,
la même qualité de résine PE-HD peut être
retrouvée. Lors du mélange, il est rajouté l'inhibiteur UV
de noir de carbone, soit un minimum de 2 % et un maximum de 5 %. Le
contrôle qualité (CQ) effectue des essais sur le mélange
pour vérifier s'il est conforme aux caractéristiques du
mélange du produit à fabriquer et si l'inhibiteur UV est au bon
pourcentage. Dans la phase I, un minimum de quatre contrôles
effectué, de six tests de Contrôle Qualité et de quatre
enregistrements. Toutes ces vérifications sont nécessaires pour
vous garantir la meilleure Qualité en matière de résines
PE-HD, vierge ou recyclé post consommateur.
Phase III
? Mise en profil
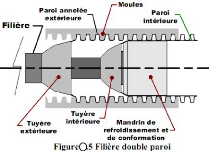
Cette phase est importante car c'est la première
étape de la fabrication d'un tuyau. Ainsi, suite à l'extrusion,
le PE-HD passe dans la filière pour être formé en un tube
à la sortie de la tuyère. Le tube est reformé à
chaud en un profil annelé à l'extérieur par
procédé de vacuum (il pourrait être par soufflage).
L'étape de moulage se fait à l'aide d'une profileuse à
mouvement rotatif de moules. Le procédé se fait en continu. Il
peut comporter une seconde paroi lisse à l'intérieur (double
paroi). Une nouvelle technologie permet de rajouter une troisième paroi
extérieure lisse, le produit se nomme un tuyau triple paroi. Cette
dernière technologie est à l'étude. Selon le type de tuyau
à mouler, l'ajusteur va préparer et
installer l'outillage sur la ligne de fabrication en plus de
vérifier le fonctionnement de toutes les composantes. L'outillage
comprend la filière, les moules et la quincaillerie environnante. Il
utilise
des outillages pour du tuyau de 38mm à 1200mm de
diamètre intérieur sur différents types de profileuses.
L'ajusteur fera les ajustements de départ (épaisseurs,
répartition) et assistera l'opérateur pour optimiser les
ajustements en production (poids, vitesse et températures). Le
contrôleur qualité effectuera des contrôles sur le produit
fini pour s'assurer qu'il répond aux critères de qualités
et de performances.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 30
Le contrôle de la fusion de la résine de PE-HD se
fait par un ajustement précis de la courbe de températures des
différentes zones de travail pour un type de résine et ainsi
optimiser la pression à la tuyère. Cette tâche est
effectuée par un personnel de production (Ajusteur et opérateurs)
conformément aux procédures du Manuel d'Assurance Qualité
et du Recueil d'Instructions de Travail.
Pour permettre une bonne mise en profil du tuyau, les moules
doivent être refroidis. La plupart des outillages utilisent un
refroidissement par air. Cette technologie fait appelle à la
poussée d'un grand volume d'air à grande vélocité
sur les surfaces des moules à l'aide d'une turbine de soufflerie. Une
seconde technologie fait appel à l'eau pour le refroidissement des
moules. Les deux types de refroidissement ont pour mission d'obtenir la
dispersion rapide de la chaleur Les filières ont une tuyère pour
la formation d'un tube qui sera moulé à la forme annelée
du moule par l'assistant de lignes de vacuum usinées dans les moules
convoyés par la profileuse ou dans certains cas par soufflage d'air
passant directement à l'intérieur de la filière.
Tableau 2 : Caractéristiques
physiques
|
CARACTERISTIQUES PHYSIQUES
|
|
Prescriptions
|
Paramètres d'essai
|
Méthodes
d'essai
|
|
Résistance à la
chaleur ou
test
d'étuve
|
Les tubes ne doivent pas
présenter de fissures,
de
déaminations ou de défauts
apparents
|
température
|
110 + 2°C
|
UNE EN
12091
|
|
temps d'immersion
|
|
e = 8 mm
|
30 min
|
|
e > 8 mm
|
60 min
|
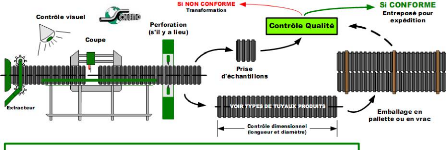
Phase V
? Finitions et emballages
Dans la phase finale du processus de fabrication, le tuyau
annelé en PE-HD va être échantillonné par
l'opérateur et le service de Contrôle Qualité pour
effectuer un ensemble de tests internes pour déterminer la
conformité en cours de production et l'optimisation des ajustements. La
finition apportée au produit va différer selon que le tuyau soit
de type. Les productions peuvent être finies en longueurs et être
emballées selon les standards ou selon la spécification du
client, sur commande spéciale.
Figure 6 : Finitions et emballages de
longueurs
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 31
Phase IV
? Calibrage
Dans toute production de tuyaux plastiques, il y a une
étape de refroidissement pour permettre de répondre aux exigences
dimensionnelles. Cette étape est le calibrage et elle diffère en
longueur selon l'épaisseur à refroidir et la vitesse de la ligne.
Le refroidissement est effectué à l'aide de buses à jet
d'eau, réparties autour de la circonférence et tout au long du
calibreur. La température de l'eau est contrôlée par une
unité de refroidissement et une composante de traitement.
Figure 7 : Calibrage
? Contrôles et Essais
Tout au long du cycle de production, soit de la phase II
à V, la production sera contrôlée par le personnel de
production et le Contrôleur Qualité. Pour que les tuyaux puissent
être correctement identifiés, et conformément aux
spécifications du UNE-EN 13476, ils portent une marque
indélébile en longueur, tous les 2 mètres.
La production journalière est définie comme un
lot. Le lot est identifié par un numéro ou par la date de sa
fabrication. Le lot est inscrit sur le tuyau ou sur une étiquette
conformément à la norme applicable. Il effectue une série
de contrôles et d'essais pour déterminer la conformité.
Pour l'acceptation du lot de production, le service de Contrôle
Qualité échantillonnera la production conformément au
protocole de tests établi par les normes de produits. Les
caractéristiques suivantes sont évaluées :
2) CARACTERISTIQUES TECHNIQUES (selon le fascicule 70)
Le système d'assainissement se caractérise
principalement par les propriétés suivantes:
a) Caractéristiques mécaniques
? Rigidité
La rigidité d'une pièce en
polyéthylène haute densité est d'autant plus
élevée que la cristallinité du polymère est
importante ; dans une moindre mesure, elle baisse quand la masse molaire
augmente.
? Longévité
La structure annelée des tubes leur procure une haute
résistance à la déformation. Ainsi, dans la classe de
rigidité SN8, un tube annelé peut être posé
jusqu'à une hauteur de couverture de 6 mètres
(mise en oeuvre conformément au fascicule 70).
Le polyéthylène haute densité (PEHD),
utilisé depuis plus de 50 ans, a fait ses preuves et continue à
offrir d'innombrables perspectives grâce à l'évolution
constante des techniques de fabrication des matières premières,
des tubes, raccords et accessoires. Des normes internationales, telle que la
norme ISO/TR 9080, permettent, à partir de mesures mécaniques en
température, d'extrapoler la durée de vie jusqu'à 100
ans !
Le système d'assemblage des tubes annelés permet
une étanchéité totale du réseau à
+0,5 bars et - 0,3 bars conformément
à la norme NF EN 1277. Les tubes annelés sont extrêmement
maniables grâce à leur poids réduit, ce qui les rend
faciles à stocker, à déplacer et à poser.
? Légèreté
Grande facilité de manipulation et d'installation
grâce à son faible poids spécifique. En effet, son poids
réduit est un atout majeur pour sa facilité de pose :
une barre de 6 ML de diamètre 315mm ne pèse que 28
kg. Grâce à son principe de coextrusion et à
sa paroi extérieure annelée, le tube offre une rigidité
annulaire supérieure à CR8, conformément à la norme
ISO 9969.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 32
? Dureté
Le polyéthylène haute densité a une
dureté relativement faible (il est rayé par l'ongle). Sa
dureté varie relativement peu d'une résine à l'autre et
augmente avec la cristallinité.
? Résistance à la compression
Déformation de 5% du diamètre sous force de 450
N
? Comportement au choc
La résistance au choc varie en sens inverse de la
rigidité. La résistance au choc d'une pièce en
polyéthylène haute densité est d'autant
meilleure que :
- sa masse molaire est plus élevée (mais sa
transformation est plus difficile)
- sa cristallinité est plus faible (mais sa
rigidité également) ;
- la température est plus élevée (mais la
rigidité décroît fortement avec la température) ;
- la distribution des masses molaires est plus étroite
(pour les pièces injectées), les tensions
internes étant plus faibles.
L'excellent comportement au choc à froid du
polyéthylène haute densité est lié à sa
température de
transition vitreuse de l'ordre de - 110°C.
? Résistance mécanique à
l'écrasement
Ces tubes respectent les caractéristiques
mécaniques mentionnées dans la norme UNE-EN 13476 correspondant
aux tubes structurés. La résistance à l'écrasement
est déterminée par la rigidité circonférentielle
spécifique (RCS), qui dépasse pour ce type de tubes les 8 KN/m2
permettant ainsi leur utilisation à des profondeurs supérieures
à celles requises par les matériaux conventionnels.
Tableau 3 : Caractéristiques
mécaniques
|
CARACTERISTIQUES MECANIQUES
|
|
Prescriptions
|
Paramètres d'essai
|
Méthodes
d'essai
|
|
Rigidité annulaire
|
8 KN/m2
|
doit être conforme à ISO 9969
|
EN ISO 9969
|
|
Résistance aux choc à 0°C
|
T.I.R. = 10%
|
température d'essai
|
0°C
|
EN 744
|
|
moyen de conditionnement
|
eau ou air
|
|
type de percuteur
|
D90
|
|
hauteur de percuteur
|
2000 mm
|
|
flexibilité annulaire
30
|
30%
|
Déformation
|
30% dem
|
EN 1446
|
|
taux de fluage
|
PE= 4
|
température d'essai
|
23 +/- 2°C
|
EN ISO 9967
|
? Comportement au fluage
Le fluage caractérise l'évolution au cours du
temps (allongement, fléchissement, écrasement) d'une pièce
soumise à une charge constante : c'est une manifestation de la
viscoélasticité des plastiques. Il faut tenir compte de cette
propriété pour le dimensionnement de pièces soumises
à des contraintes de longue durée.
Le phénomène de fluage qui désigne
l'évolution au cours du temps de la matière soumise à
charge constante est une des manifestations de la nature viscoélastique
des matières plastiques. Cette propriété doit
nécessairement être prise en compte dans le dimensionnement des
tuyaux qui sont soumis à contrainte et destinés à des
applications de longue durée
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 33
Le comportement au fluage peut être évalué
au cours d'essais mécaniques simples de traction monoaxiale ou de
flexion ; il est d'autant meilleur que la masse molaire est importante.
? Résistance à la fissuration sous
contrainte
Les pièces en polyéthylène haute
densité soumises à des contraintes internes ou externes dans un
milieu liquide polaire peuvent se fissurer. Ce phénomène
apparaît au cours du temps d'autant plus vite que la température
est plus élevée. Les milieux les plus agressifs sont surtout les
agents tensioactifs (détergents, émulsionnants,
alcools, huiles de silicone, etc.). La résistance à la
fissuration sous contrainte (Environmental Stress-Cracking Resistance :
ESCR) du polyéthylène haute densité est relativement
modérée. Elle augmente quand la masse molaire augmente et quand
la cristallinité diminue.
Les nouvelles générations de PE
présentent un excellent comportement à la fissuration des tubes.
En plus de la pression interne, d'autres charges peuvent être
exercées sur un tube lors de son installation ou lorsqu'il est en
service comme par exemple des poinçonnements et des défauts de
surface causés par une pose peu précautionneuse.
Une haute résistance à la propagation lente de
fissures est dès lors importante pour atteindre la durée de vie
calculée. Différents tests permettent de s'assurer de cette tenue
à la fissuration, le plus connu est l'essai sur tube entaillé (NF
EN ISO 13479).
? Résistance à l'abrasion
Grâce à sa faible rugosité, il n'est pas
affecté par l'action des particules abrasives que peuvent contenir les
fluides transporteurs.
En effet, l'abrasion est la seconde cause de
dégradation des tuyaux à gestion des eaux. Elle influence la
durabilité spécialement lorsque la vitesse de l'écoulement
devient élevée. À cette condition, les abrasifs, tels que
les pierres ou les débris, peuvent causer un travail mécanique le
long de la paroi interne du tuyau pour ainsi créer une usure
prématurée de la surface. L'ampleur du problème
dépend du type d'abrasif, de la fréquence que l'abrasif est dans
le tuyau, la vitesse de l'écoulement, et le type de matériel du
tuyau.
Des études au Canada, aux États-Unis
d'Amérique et en Europe ont démontré que les
tuyaux en PE-HD possèdent un niveau de résistance à
l'usure par abrasion supérieure aux tuyaux en béton ou en acier.
En fait, dans des essais aux États-Unis d'Amérique et en Europe,
le PE-HD a démontré des taux d'usure jusqu'à 10 fois
moindre que l'acier et le béton. Le polyéthylène est une
des matières premières les plus performantes pour sa
résistance à l'abrasion.
De ce fait, il n'y a pas de dégradation du fil d'eau.
La structure du PE lui assure un coefficient de friction faible, permettant
dans certaines limites un frottement à sec avec les métaux. La
résistance à l'abrasion des tuyaux en PE est remarquable et ces
tuyaux se révèlent supérieurs à l'acier pour le
transfert de substances abrasives en suspension.
En effet, l'érosion des canalisations, et plus
particulièrement des radiers, est due au transport des particules
entraînées par l'écoulement. Aux États-Unis
d'Amérique, une étude comparative de résistance à
l'abrasion a été effectuée en 1990 sous la direction du Dr
Lester Gabriel à l'Université California State. Ce projet a
évalué les taux d'usure de deux diamètres : 300mm (12") et
600mm (24"), plus particulièrement des tuyaux de béton et de
PE-HD annelé avec paroi intérieure lisse, entre
d'autres matériaux, dans des conditions de laboratoire.
Il est donc important de retenir que le respect de la limite
de la vitesse de 4 m/s de l'eau dans les canalisations permet de limiter les
problèmes potentiels d'abrasion des canalisations quel que soit le type
de matériau choisi.
Le tableau des résultats ci-dessous du test d'abrasion
du Dr Gabriel présente la perte d'épaisseur en fonction d'une
abrasion avec un pH neutre de 7.0 et avec un pH modérément acide
de 4.0.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 34
Tableau 4 : la perte d'épaisseur en fonction
d'une abrasion (test du Dr Gabriel)
|
TEST D'ABRASION
du
Dr Lester
Gabriel
Diamètre nominal du
tuyau 300mm (12 ")
|
CONDITION
PH neutre de 7.0
|
CONDITION
PH modérément acide de 4.0
|
|
Béton
|
PE-HD
|
Béton
|
PE-HD
|
|
Épaisseur initiale de la
paroi en mm(")
|
54.6 (2.15)
|
2.8 (0.110)
|
54.6 (2.15)
|
2.8 (0.110)
|
|
Usure maximum
d'épaisseur de paroi lors
de l'essai
en mm Ç')
|
20 (0.79)
|
0.53 (0.021)
|
30.5 (1.20)
|
0.61 (0.024)
|
|
Usure requise pour
défaillance
POINT
D'ÉCHEC en mm Ç')
|
13 (0.5)
|
0.89 (0.035)
|
13 (0.5)
|
0.89 (0.035)
|
|
Degré de défaillance
atteint en %
|
+100
|
60
|
+100
|
69
|
|
Inspection visuelle
|
Les armatures
Seraient
exposées*
|
La paroi présente
des marques évidentes d'usure; la paroi n'a aucune
perforation.
|
L'usure est plus
importante avec le
pH de 4.0 et les
armatures seraient
exposées*
|
La paroi présente
des marques évidentes d'usure; la paroi n'a aucune
perforation.
|
? Ductilité et flexibilité
La ductilité du PE permet aux réseaux de bien
résister aux vibrations et contraintes liées aux mouvements de
terrain. Le tube est flexible; ainsi il s'adapte parfaitement à des
conditions de pose nécessitant des changements de direction et des
tracés difficiles. Le tube PE s'adapte aussi au mouvement du sol. Sa
structure annulaire en polyéthylène lui confère une
flexibilité et lui permet de s'adapter aux mouvements du sol pour
corriger les éventuelles mauvaises conditions de pose en évitant
les fissures.
b) Caractéristiques chimiques
Il est très résistant à la
corrosion, à l'action des bases et des acides, ce qui lui
permet d'être utilisé pour toutes les eaux usées
domestiques, les eaux pluviales, les eaux de surface et les eaux souterraines.
Le PE est inerte chimiquement. Il est insensible à une corrosion
électrique, imputrescible et ne se corrode pas.
Le PE résiste bien à de nombreuses substances
chimiques. En règle générale, cette résistance est
évaluée par un gonflement des éprouvettes ou leur
allongement à la rupture. Elle est d'autant meilleure que la masse
volumique et la masse moléculaire sont élevées. Pour
connaître la tenue du PE aux substances chimiques, se reporter à
la norme NFT 54-070 ou l'ISO-TR 10358.
? Résistance aux produits chimiques
Le polyéthylène haute densité, par sa
nature paraffinique non polaire, résiste bien aux acides forts non
oxydants et aux bases fortes. Cette bonne résistance chimique est
exploitée pour le transport des matières dangereuses dans des
fûts extrudés-soufflés en polyéthylène haute
densité de masse molaire élevée. La résistance
chimique augmente avec le taux de cristallinité et, dans une moindre
mesure, avec la masse molaire ; elle diminue fortement quand la
température augmente.
En revanche, le PE-HD gonfle légèrement dans les
solvants aliphatiques et davantage dans les solvants aromatiques dans lesquels
il se dissout partiellement à haute température. Il est
attaqué par
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 35
les substances très oxydantes telles que les
halogènes et les acides minéraux oxydants concentrés
(acides nitrique et perchlorique, oléums...).
Le tableau ci-après présente la résistance
chimique du tuyau en PE-HD à l'égard des
principales
substances rencontrées dans les conduits de gestion des
eaux (drainage).
Tableau 5 : Codes de Résistance du PEHD
|
Codes de Résistance du PEHD
|
|
R = Le PE-HD est généralement
résistant (Le gonflement est moins que 3%, ou on observe une perte de
poids de moins de 0,5%, et l'élongation à la rupture n'a pas
changé d'une façon significative).
|
|
L = Le PE-HD a une résistance
limitée seulement et peut convenir à quelques conditions (Le
gonflement est entre 3% et 8%, et/ou la perte observée de poids est
entre 0,5% et 5%, et/ou l'élongation à la rupture descend
à moins de 50%).
|
|
N = Le PE-HD n'a pas de résistance. (Le
gonflement est plus de 8%, ou on observe une perte de poids de plus de 5%, et /
ou l'élongation à la rupture descend à plus de 50%).
|
|
Résistance du PEHD
|
23°C / 73°F
|
44°C / 140°F
|
60°C / 190°F
|
|
Acide nitrique, 0% à 30%
|
R
|
R
|
L
|
|
Acide nitrique, 30% à 50%
|
R à L
|
N
|
N
|
|
Acide nitrique, >50%
|
R
|
N
|
N
|
|
Acide sulfurique, 0% à 70%
|
R
|
R
|
R
|
|
Acide sulfurique, 70% à 90%
|
R
|
L à N
|
N
|
|
Alcool éthylique, 96%
|
R
|
R à L
|
R
|
|
Agents antigels pour véhicule
|
R
|
R
|
R
|
|
Carburant Diesel
|
R
|
R
|
R
|
|
Carburant essence
|
R à L
|
L à N
|
L à N
|
|
Carburant pour avion à réacteur
|
R
|
R
|
R
|
|
Eau de mer
|
R
|
R
|
R
|
|
Éthane
|
R
|
R
|
R
|
|
Fioul
|
R
|
R
|
R
|
|
Huile minéral
|
R
|
R
|
R
|
|
Huile à moteur
|
R
|
R à L
|
R à L
|
|
Huile à moteur deux temps
|
R
|
L
|
L
|
|
Liquide de frein
|
R
|
R
|
L
|
|
Liquide ou huile hydraulique
|
R
|
L
|
L
|
|
Méthanol pur
|
R
|
R
|
R
|
|
Pétrole, lourd ou raffiné
|
R
|
L
|
L
|
|
Peroxyde hydrogène, aqueux 10% à 90%
|
R
|
R
|
R à L
|
|
Eaux d'égout, résidentielles
|
R
|
R
|
R
|
|
Sels d'engrais, aqueux
|
R
|
R
|
R
|
|
Solution de blanchiment, chlore 5,5% actif
|
R
|
R
|
R
|
|
Solution de blanchiment, chlore 12,5% actif
|
R
|
N
|
N
|
|
Solution de savon, aqueuse
|
R
|
R
|
R
|
Note : Les données sont à
titre informatif, le résultat peut être influencé par les
critères suivants : le pourcentage, la température, la pression
et les mélanges.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 36
+ Vieillissement à la lumière et
résistance aux ultra violet
Il est sensible au rayonnement solaire, plus
particulièrement dans le domaine ultraviolet (UV). Après une
exposition prolongée, le vieillissement se traduit par une baisse de la
résistance au choc et de l'allongement à la rupture ; la teinte
peut être altérée. Notons que les effets du vieillissement
sur les propriétés mécaniques sont moins sensibles dans le
cas d'objets à parois épaisses.
Une stabilisation bien étudiée en fonction de la
durée d'exposition des objets et de l'intensité du rayonnement
permet, par incorporation d'agents anti-UV dans le
polymère, d'obtenir une importante amélioration de sa
résistance à la lumière. L'addition de Noir de
carbone bien dispersé est encore plus efficace et permet
d'allonger la durée de vie du PE-HD.
c) Caractéristiques thermiques
+ Température de fusion
La température de fusion (comprise entre 125 et
135°C) et l'enthalpie de fusion du polyéthylène haute
densité sont mesurées par analyse thermique différentielle
: la température de fusion correspond à l'abscisse du sommet du
pic de fusion, l'enthalpie est obtenue par intégration de la surface du
pic (NF T 51-223). Ces caractéristiques ainsi que le point de
ramollissement Vicat sont d'autant plus élevés que le taux de
cristallinité est plus élevé ; de plus, la
température de fusion dépend aussi de la structure
moléculaire induite par le procédé de
polymérisation.
+ Comportement au feu
Le polyéthylène haute densité s'enflamme
vers 340°C en présence d'une flamme. Sa température
d'auto-ignition est d'environ 350°C. La combustion s'entretient
d'elle-même si la concentration en oxygène de l'air ambiant est
supérieure à 17 %. En plus du dioxyde de carbone et de l'eau, le
polyéthylène haute densité dégage, dans des
conditions de combustion incomplète, de l'oxyde de carbone, des
hydrocarbures aliphatiques ou aromatiques et différents produits
oxygénés.
+ Perméabilité
Il dispose d'une perméabilité relativement
importante aux gaz tels que le dioxyde de carbone et l'oxygène, aux
arômes et à certains liquides.
La grande perméabilité du PE-HD aux vapeurs de
certains produits tels que les solvants aliphatiques, aromatiques et
chlorés s'explique par la solubilité de ces produits dans le
polyéthylène. Dans le domaine de l'emballage, quand un produit
conditionné doit être protégé de l'oxydation, ou
pour éviter la diffusion de certains de ses constituants et
arômes, les techniques d'enduction ou de coextrusion du PE-HD avec des
matériaux très imperméables peuvent être
envisagées. La perméabilité du polyéthylène
haute densité diminue lorsque le taux de cristallinité augmente
et quand la température diminue.
+ Les influences extérieures
· La tenue au feu
Le comportement au feu des matériaux et
éléments de construction est apprécié selon deux
critères : - La réaction au feu
- La résistance au feu.
Nota : les canalisations PE
sont classées M4. L'analyse des risques se fait également par la
connaissance de la nature et du mode d'exploitation des locaux.
· La tenue au rayonnement ultraviolet (UV)
Le noir de carbone présent entre 2 et 2,5 % et
finement dispersé dans les matières homologuées est un
excellent agent de protection contre la dégradation du polymère
provoquée par le rayonnement UV. Il est vivement recommandé de
n'utiliser que des tubes certifiés NF, produits imposant l'emploi
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 37
de compositions homologuées. En effet, une mauvaise
répartition du noir de carbone dans le polyéthylène de
base altère fortement la résistance mécanique et la
résistance aux UV.
? La tenue au gel
Les caractéristiques mécaniques du tube ne sont
pas dégradées en cas de gel du fluide transporté (absence
d'éclatement).
Le polyéthylène est en effet un simple
retardateur de gel. Aussi, toute partie de canalisation située en dehors
de la zone hors gel devra être correctement calorifugée. Le tube
revient à sa forme initiale après dégel.
? Bon isolant électrique
Le Polyéthylène est un matériau NON
conducteur d'électricité.
D) Comportement et calcul hydraulique
? Résistance aux coups de béliers
La nature de la matière limite les efforts du coup de
bélier par un effet d'amortissement rapide. La longévité
du réseau s'en trouve améliorée.
? Rugosité hydraulique
Ces tuyaux offrent une paroi intérieure
complètement lisse ; la conception des jonctions assure de bonnes
performances hydrauliques : il peut être utilisé sur de
très faibles pentes (économie de terrassements).
E) Estimation de la résistance et des pertes de
charges des tuyaux PE ? Exposition intermittente
Le terme « intermittent » est employé dans
les cas où la charge est interrompue par des périodes de non
opération pendant lesquelles le tube n'est pas exposé à la
charge et où différents mécanismes de charge ou thermiques
interviennent à différents moments.
La question alors est de savoir comment les durées
d'utilisation sous charge se cumulent et comment elles influencent la
durée d'utilisation réelle calculée sur la base d'une
charge constante dans le temps.
Pour clarifier les choses, un tube PE de 32 x 3 mm
a été exposé à une température
constante de 80°C et à une contrainte de 3
N/m2 pendant 6 h, puis déchargé et
laissé au repos pendant 18 h.
Ce cycle de mise en charge a été
répété jusqu'à la rupture de l'échantillon.
Le temps moyen de défaillance (durée totale d'utilisation sous
charge) observé sur 6 tests est de 310 h contre
275 h pour un test avec une exposition constante à la
charge.
Sous ces conditions, l'exposition intermittente à la
charge n'a pratiquement pas d'influence sur le fluage et le temps de
défaillance des tubes par rapport à une exposition constante
à la charge.
La théorie de l'accumulation linéaire des
dommages est donc applicable. Elle est basée sur un dommage
linéaire équivalent au ratio de durée de vie sous charges
et la durée de vie jusqu'à la défaillance peut ainsi
être anticipée.
3) AVANTAGES ET INCONVENIENTS
a. Avantages du Tuyau annelés en PEHD
Il s'agit d'un tuyau en polyéthylène haute
densité double paroi de grand diamètre en barres de 6
mètres, qui se raccorde par manchons à joints. Il est
extrêmement léger et possède une exceptionnelle
résistance aux chocs, à la corrosion et à l'abrasion. Ce
tuyau est en outre jusqu'à 25
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 38
fois plus léger que le béton,
ce qui permet un transport beaucoup plus économique en carburant et
d'être posé sans avoir recours à un moyen de levage.
Ils sont composés de deux couches parfaitement
soudées :
· La paroi extérieure est ondulée pour
assurer la rigidité et de couleur noire, pour une meilleure
résistance aux U.V, qui lui confère une grande stabilité
à la lumière solaire durant le stockage.
· La paroi intérieure est lisse pour
véhiculer les effluents et de couleur blanche pour favoriser
l'inspection grâce à des caméras.

Figure 8 : Tuyau à paroi interne
blanche
Les tubes annelés fabriqués, sont
réalisés en polyéthylène haute densité, un
polymère très résistant aux chocs offrant une
alternative intéressante face aux matériaux traditionnels tel que
le béton. De plus, le PEHD présente une très bonne
résistance aux agents chimiques et à l'abrasion.
? Propriétés chimiques
Les tuyaux annelés en PE résistent bien aux
substances chimiques.
- Corrosion : le PE est inerte
chimiquement. Il est
imputrescible et ne se corrode pas. Un tube PE est insensible
à une corrosion chimique ou électrique.
- Perméation : de par leurs
caractéristiques, les tubes PE présentent une bonne
résistance à la perméation de la plupart des produits
chimiques. Dans le cas de la présence dans le sol d'une forte pollution
de composés aromatiques, un gainage du réseau est
recommandé.
- Vieillissement à la lumière -
résistance aux U.V. : de par la présence
d'antioxydants résistant spécifiquement à l'action des UV
et de l'incorporation de noir de carbone bien sélectionné et
correctement dispersé, on peut estimer une durée de vie de 20 ans
en exposition continue en climat tempéré.
? Propriétés
mécaniques
- Comportement aux chocs : les PEHD
(haute densité) et PEMD (moyenne densité) ont une excellente
résistance aux chocs et sont capables de dissiper une partie de
l'énergie transmise au cours du choc par des mécanismes de
déformation.
- Comportement au fluage : le
phénomène de fluage qui désigne l'évolution au
cours du temps de la matière soumise à charge constante est une
des manifestations de la nature viscoélastique des matières
plastiques. Cette propriété doit nécessairement être
prise en compte dans le dimensionnement des tuyaux qui sont soumis à
contrainte et destinés à des applications de longue
durée.
- Résistance à la fissuration :
les nouvelles générations de PE présentent un
excellent comportement à la fissuration des tubes. En plus de la
pression interne, d'autres charges peuvent être exercées sur un
tube lors de son installation ou lorsqu'il est en service comme par exemple des
poinçonnements et des défauts de surface causés par une
pose peu précautionneuse.
Une haute résistance à la propagation lente de
fissures est dès lors importante pour atteindre la durée de vie
calculée. Différents tests permettent de s'assurer de cette tenue
à la fissuration, le plus connu est l'essai sur tube entaillé (NF
EN ISO 13479).
- Résistance à l'abrasion :
la structure du PE lui assure un coefficient de friction faible,
permettant dans certaines limites un frottement à sec avec les
métaux. La résistance à l'abrasion des tuyaux en PE est
remarquable et ces tuyaux se révèlent supérieurs à
l'acier pour le transfert de substances abrasives en suspension.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 39
- Ductilité et flexibilité :
la ductilité du PE permet aux réseaux de bien
résister aux vibrations et contraintes liées aux mouvements de
terrain. Le tube est flexible; ainsi il s'adapte parfaitement à des
conditions de pose nécessitant des changements de direction et des
tracés difficiles. Le tube PE s'adapte aussi au mouvement du sol.
? Propriétés
hydrauliques
- Résistance aux coups de béliers :
la nature de la matière limite les efforts du coup de
bélier par un effet d'amortissement rapide. La longévité
du réseau s'en trouve améliorée.
- Faible perte de charges
- Autobutage : Les réseaux en
PE, de part l'aptitude du matériau à être
conditionné en grande longueur, permettent de limiter les points
d'ancrage du réseau.
? Propriétés environnementales
La légèreté relative du
polyéthylène lors de la pose permet de minimiser l'utilisation
des engins de chantier. Alors la réduction d'émission de gaz
à effet de serre peut atteindre 20 %.
Du point de vue environnemental, le PEHD est recyclable (dans
les pays industrialisés).
- Réduction de l'empreinte carbone
:
Grâce à des années de recherches et
d'innovation technologique, les canalisations en matière plastique sont
plus fines, plus légères et plus robustes que la plupart des
canalisations rigides (fonte, béton). Il faut savoir qu'en
général les canalisations en matière plastique sont 100%
recyclables et pèsent 94% moins lourd que leur équivalent en
béton. De par leur faible poids et leur structure permettant
l'utilisation de moins d'énergie et de matière première
pour des performances exceptionnelles, les tuyaux annelés en PE
contribuent à réduire la production de gaz à effet de
serre.
? Économie et maintenance
Grâce à ses caractéristiques, notre
système nécessite moins de travaux de curage et en cas
d'intervention, les réparations sont plus rapides et peu coûteuses
et ce grâce à une large gamme d'accessoires.
? Économie offerte par la structure du tuyau
Le faible coefficient de rugosité à
l'intérieur des parois permet un écoulement rapide des flux, ce
qui, outre les importantes réductions de pertes de charges, offre la
possibilité d'utiliser des diamètres plus réduits qu'en
utilisant des tuyaux avec des diamètres plus consistants pour d'autres
catégorie de tubes.
- Elle facilite et économise la phase
d'exécution de l'ouvrage car en optimisant des vitesses minimales des
flux, on réduit les profondeurs des tranchées et par
conséquent le coût relatif à l'exécution de
l'ouvrage.
- Vu leur grande légèreté, les tuyaux
requièrent pour leur installation moins de main d'oeuvre et de moyens de
pose contrairement à d'autres catégories de tube.
b. Inconvénients
Avant tout il faut noter que les sites d'approvisionnement ne
sont pas repartis sur l'ensemble du
territoire
- Assise et remblai latéral
- Dilatation thermique importante pour le PEHD
- Déformation longitudinale (effet banane)
- Percement, poinçonnement
- Ovalisation
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page
40
c. Synthèse
Bienqu'il ait des incommodités, comme tous produits,
le PEHD, demeure un des produits les plus utilisés dans les nations
industrialisés.
Ces tuyaux annelés en PEHD, peuvent être sans
crainte utilisés dans toute leur entièreté et satisfaire
le client. Il faudra faire preuve de beaucoup d'attention et pratiqué
sur la qualité dans le suivi des travaux.
NB : Les précautions
habituelles doivent être respectées de façon à
éviter toute détérioration ou déformation du
produit :
- Éviter les manutentions brutales, les contacts ou
les chocs avec des objets tels que pièces métalliques, pierres,
etc...
- Ne pas utiliser de crochets afin d'éviter d'endommager
les extrémités.
- Lors de l'arrimage et du déchargement, n'utiliser que
des sangles en nylon ou polypropylène - Éviter de faire chuter
les tubes sur le sol lors du déchargement.
- Ne pas traîner ou faire rouler les tubes sur le sol.
- Les tubes doivent être déposés sur une
couche uniforme de sable afin d'éviter d'endommager la surface
extérieure du tube et de provoquer des flexions longitudinales.
III- TECHNIQUES DE MISE EN OEUVRE DU TUYAU PEHD
1) CARACTERISTIQUE DE SOL ET DE POSE (extrait du fascicule
70)
Pour toutes les canalisations, il est recommandé de
réaliser une zone d'enrobage soignée.
Figure 9 : Définition générale
des différentes zones
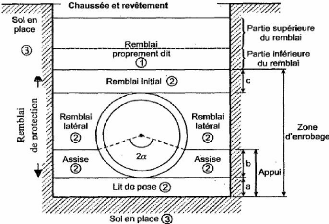
Par convention, on considère :
? Le sol en place (3)
? La zone d'enrobage (2) constituée du :
- lit de pose (> 10cm -sol normal) et (15cm
- sol dur ou rocheux).
- remblai latéral et de l'assise
- remblai initial (>=10 cm au-dessus du
collet) et (>15 cm au-dessus de la génératrice
supérieure (c).
? La zone de remblai proprement dite (1), composée des
parties inférieure et supérieure du
remblai.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page
41
Ces 3 zones de sol sont caractérisées par un
certain nombre de paramètres physiques ou mécaniques.
· Poids volumique :
déterminé par des essais, varie de 16 à 22
kN/m3en fonction du type de sol et de son état hydrique. A défaut
on prendra ã = 18 kN/m3.
· Coefficient de poisson : VS
de l'enrobage est pris égal à 0,3.
· Coefficient de cisaillement du sol (
k1=0.15): en un point donné dans un sol , il est
égal au rapport entre la contrainte de cisaillement sur un plan vertical
et la contrainte normale sur un plan horizontal au point
considéré.
· Module de sol conventionnel Ec :
paramètre d'interaction sol-structure qui
caractérise la raideur du remblai.
· Coefficient k2 de pression horizontale des
terres : tuyau/enrobage, en un point donné, il est
égal au rapport des contraintes normales agissant respectivement sur un
plan vertical et sur un plan horizontal, au point considéré.
· Angle d'appui conventionnel 2á
:
La valeur de ces trois dernières
caractéristiques est fonction du groupe de sol et des conditions de mise
en oeuvre traitées ci- dessous.
2) CONSIDERATIONS STRUCTURALES (EVALUATION DES CONTRAINTES
APPLICABLES SUR LE MATERIAU)
Pour spécifier judicieusement le type de tuyaux
flexible, semi-rigide ou rigide et ainsi assurer une durabilité du
système de canalisation sous remblai, qui est assujettis à la
charge du sol et les surcharges routières, le concepteur se doit
d'établir les considérations structurales pour les tuyaux
annelés en polyéthylène haute densité PE-HD. En
effet, ces tuyaux, pour la gestion des eaux sont de type flexible. Chacun de
ces tuyaux a une structure propre pour résister aux conditions de
charges appliquées : charge morte et charge vive. Dans le but de bien
utiliser ce type de tuyaux, nous devons bien comprendre l'interaction de sa
matière première, le PE-HD, en fonction de l'ensemble tuyau /
sol.
Ainsi, ce paragraphe décrit les actions et les
interactions du tuyau annelé en PE-HD avec son environnement versus le
comportement très connu des tuyaux de types rigides avec celui-ci.
Le comportement structural y est décrit en
considérant le matériel viscoélastique et le travail
structural du tuyau annelé en PE-HD dans des conditions de laboratoire
(sans enveloppe) et d'installation (avec enveloppe). Si l'on tient compte de
toutes ces considérations structurales, il est possible de faire des
installations spécifiques tel que celles reliées aux mines,
remblai de 50 mètres et autres.
a. Actions et interactions du tuyau
? Dimensionnement du tube pe
Pour le dimensionnement, la formule de base utilisée
pour déterminer les épaisseurs des tubes est la formule de G.LAME
:
P* D
e=
Avec :
e : Epaisseur du tube, en mm
P : Pression à l'intérieur du tube, en Mpa D :
Diamètre extérieur du tube, en mm a :
Contrainte en Mpa
|
|
|
|
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 42
Exemple d'application
Soit à calculer l'épaisseur d'un tube, dont les
données sont les suivantes : D=200 mm; PN=16 bars; ?=8.0Mpa; C=1.25;
MRS=10Mpa (PE 100)
On obtient alors e = 18.2 mm
Les tuyaux sur le marché sont
généralement de deux types soit le tuyau flexible et le tuyau
rigide. L'American Water Works Association (AWWA) a classifié les types
de conduites selon le comportement lors des interactions avec le sol
(déformation) avant dommage permanent à la structure comme suit
:
Tableau 6 : types de conduites

? Actions du tuyau
Les tuyaux flexibles sont fabriqués de
matériaux plastiques ou métalliques. Les deux matériaux
ont des caractéristiques mécaniques très
différentes. Le métal présente des
propriétés élastiques pendant que le
plastique présente des propriétés
viscoélastiques où l'influence du temps se manifeste.
Cette différence est la clé pour la compréhension du tuyau
annelé en PE-HD.
Suite à des études américaines et
européennes, il est fallacieux de prétendre que les
caractéristiques des matériaux viscoélastiques peuvent
être analysées en utilisant les mêmes techniques
utilisées pour les matériaux élastiques. Une des
idées fausses les plus communes entourant les plastiques, plus
particulièrement le polyéthylène, est qu'ils perdent de la
force avec du temps. Cette idée provient de l'application des
critères de comportement élastiques à un matériel
viscoélastique. Quand un tuyau annelé en PE-HD est
compressé en laboratoire, les résultats de la courbe de l'effort
versus la contrainte indiquent un module d'élasticité initial
élevé qui commence presque immédiatement à
décroître.
Le module d'élasticité est
généralement mentionné pour les matériaux
viscoélastiques, il est le rapport entre le changement des niveaux
d'effort et de contrainte. Ce concept n'est pas significatif pour le
polyéthylène car des études ont permis d'établir
les valeurs de module d'élasticité à
court terme (rapide) de 758 MPa et à long terme de 152
MPa respectivement. Pour une telle différence, les résultats de
conception seraient très différents. Cette question a
été la base de plusieurs projets de recherche pour gagner plus de
compréhension.
? Interactions du tuyau
Les tuyaux flexibles sont généralement
définis comme des conduites acceptant une déflexion sans dommage
structural. Cette déflexion ou déformation leur permettent
d'épouser la forme de l'enveloppe extérieure, la charge verticale
est ainsi transférée en majeure partie à l'enveloppe
extérieure qui est le remblai et le sol.
Le PE-HD fait partie des principaux matériaux des
tuyaux flexibles ( tel que le Chlorure de Polyvinyle (CPV), l'acier (TTOG) et
l'aluminium ) qui tirent profit de leur capacité de se déplacer
ou se guider, sous des charges sans dommages structuraux.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 43
Les tuyaux rigides tel que le béton
armé ou non armé, ont une tolérance minime à la
déflexion, avant d'atteindre la limite de fissuration permise. À
titre d'exemple, la figure ci-dessous présente la différence de
comportement ultime à la charge des tuyaux flexibles et rigides.
En effet, on part d'une disposition transitoire qui permet au
tuyau annelé en polyéthylène de
progresser vers une disposition accentuée, où l'engrenage devient
de manière permanente ; et arrivé à ce stade, le risque
des dépressions sur le sol support sont minimisés presqu'à
100%.
A l'inverse pour la buse en
béton, le béton épouse dès le
départ, une disposition qui ne subit pas de dépression.
Cependant, une pression est exercée sur le sol support qui affecte tout
le dispositif, créant une déformation de la structure de la
route.
Figure 10 : intéraction tubes flexibles /
tubes rigides
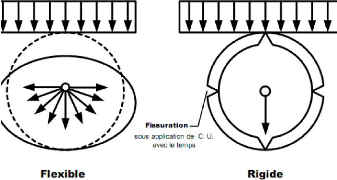
On déduit donc que l'utilisation du
Polyéthylène entraîne une excellente stabilité du
système après un temps de latence. Tandis que la buse
béton ne fera qu'exercer de fortes charges sur le sol support, et
à un temps donné il peut avoir risque d'affaissement.
Les tuyaux flexibles et rigides exigent un
remblayage approprié, bien que l'interaction du tuyau et du remblai
diffère. Ainsi, le tuyau flexible travaille avec le remblai, la charge
est ainsi transférée et portée par le remblai. Quant au
tuyau rigide, la charge est transférée par la paroi à
l'assise. Pour les deux types de matériaux, le choix du bon
matériel de remblai est très important pour permettre ce
transfert de charge.
Le tuyau flexible offre des avantages structuraux
significatifs au concepteur de projet. Dans beaucoup de situations,
un tuyau flexible correctement installé peut être
enterré beaucoup plus profondément qu'un tuyau rigide
installé d'une façon similaire, en raison de l'interaction tuyau
/ remblai. Ainsi, un tuyau rigide est souvent plus fort que le
matériel de remblai l'entourant entraînant qu'il doit soutenir les
charges du sol bien au-dessus de la charge de prisme au-dessus du tuyau.
Réciproquement, un tuyau flexible n'est pas aussi fort que le remblai
l'entourant, forçant ainsi une mobilisation de l'enveloppe du remblai
environnant pour supporter la charge morte et la charge vive.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 44
Figure 11 : Charges appliquées aux tubes
flexibleset aux tubes rigides
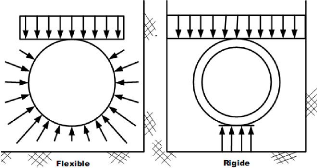
L'interaction du tuyau flexible et du remblai est si efficace
à maximiser les caractéristiques structurales du tuyau qu'elle
permet au tuyau d'être installée dans des installations
très profondes, beaucoup de fois supérieur à la couverture
permise pour le tuyau rigide pour une installation identique.
B. Comportement structural
Le comportement structural est lié à l'effort :
réponse interne de force d'un corps déformable soumis à
des forces externes. L'effort est associé à une
déformation qui excite une réponse de contrainte interne comme
décrit plus avant.
C. Relaxation à la contrainte
Les tuyaux annelés en PE-HD, sous chargement
prolongé, ont la propriété de pouvoir relaxer les
contraintes induites par les charges qui lui sont transmises.
Cette caractéristique est importante car elle
contribue à une meilleure durabilité puisqu'un minimum de risque
de bris structural induit est possible comparativement à l'effet des
charges sur une conduite rigide qui risque de créer un bris structural.
Cet effet permet aux conduites en thermoplastiques, la possibilité
d'installation sous une hauteur de remblai supérieure. Ainsi, puisque
normalement la capacité de relaxation de contrainte du PE-HD est
supérieure aux taux d'augmentation de la résistance du remblai et
que celui-ci peut reprendre les charges au même rythme que la structure
du tuyau se détend, la déflection ne constitue pas le
critère limitatif de conception.
La performance du tuyau, lorsque soumis à la charge du
sol et aux charges routières, dépend essentiellement du support
de l'enveloppe, soit le type de remblai et le degré de compactage.
Ainsi des études effectuées par Howard et
Janson en 1990 confirme l'étude de Watkins et Reeve de 1982, à
l'effet que pour un sol mal compacté, la déflexion finale du
tuyau après deux à trois ans, est plus une fonction du changement
de rigidité du sol que de la relaxation du matériel du tuyau;
cela représente ainsi un argument additionnel pour le choix d'un remblai
approprié au type de sol environnant et une compaction appropriée
de l'enveloppe de remblai. L'industrie du tuyau reconnaît qu'une bonne
conception du remblai est la clé de la performance des conduites
flexibles et aussi des conduites de types rigides et semi-rigides où il
faut tenir compte de critères spécifiques de remblai.
Travail structural *
Figure 12 : Déformation d'un tuyau
flexible
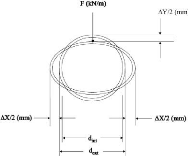
Avant toute application de charge extérieures, il est
admis que la conduite présente un défaut de forme initial par
rapport à la forme circulaire parfaite. Lorsque le tuyau flexible est
soumis à une pression verticale, le sol autour du tuyau est
compressé et la forme circulaire du tuyau devient une ellipse avec un
accroissement horizontal du diamètre de Ax et une diminution verticale
du diamètre de Ay (figure). Ces déformations sont souhaitables
jusqu'à un certain point au-delà duquel le système tuyau /
sol ne peut plus accomplir la tâche pour laquelle il a été
conçu. La déflexion verticale est généralement
limitée à 7% pour un tuyau flexible. Ce défaut de forme
représente les tolérances de fabrication et les effets
éventuels du poids propre du tuyau
La déformation du tuyau est liée en partie
à sa rigidité et à son enveloppe. Le premier facteur est
déterminé par sa propre structure sans support et le second
facteur est lié à la relation tuyau / sol.
Les charges extérieures appliquées sur le tuyau
de diamètre extérieur De avant déformation sont
les suivantes :
- La pression verticale pv1,
supposée unifiorme, s'exerçant au niveau de la
génératrice supérieure du tuyau ; elle correspond à
la résultante des actions engendrées par la pression des terres
de remblai pr et des chagres de surface pe (
constituées de charges d'exploitation routières per, permanates
pep ou de chantier pec) ;
- La pression d'appui verticale q'
s'exerçant sur l'arc d'appuis conventionnel 2á ;
- La pression horizontale ph,
supposée uniforme ;par simplification, sa valeur correspond à la
pression s'exerçant au niveau des reins du tuyau : ph=k2.pv, le
coefficient k2 dépend des caractéristiques du sol et de son
niveau de compactage.
- la pression hydrostatique
extérieure due à la présence éventuelle d'une nappe
phréatique : répartie uniformement autour de la canalisation, par
souci de simplification, la valeur retenue pour cette presion est celle
correspondant à la hauteur d'eau au-dessus des reins de la
canalisation.
Tuyau non supporté
Pour un tuyau non supporté ou non remblayé, la
rigidité structurale est liée à la force
géométrique de celui-ci, soit son moment d'inertie ( I ), par
unité de longueur de section transversale de tuyau. Cette force
couplée à la nature de l'extrémité et des
contraintes intermédiaires, détermine la mesure et le
caractère de la réponse interne d'un corps aux forces
appliquées.
La rigidité (R) est la relation entre le
déplacement ou la déflexion (ô) relié à
l'application d'une force (F) par unité de longueur de tuyau. Bien que
non réaliste du facteur viscoélastique et de la
géométrie des tuyaux annelés en PE-HD, elle permet une
approximation sécuritaire du calcul de capacité structurale d'une
conduite en tranchée. Cette méthode est
généralement la plus répandue.

L'équation du calcul de rigidité se
définit comme suit : Avec :
L = longueur de l'échantillon ô =
déformation
R = rigidité P = force
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 45
*réf : catalogue SOLENO sur les tuyyaux flexibles en
PEHD
Ce qui est important de sortir en ce moment est la relation
du moment d'inertie (I) dans le calcul de capacité structurale d'une
conduite en tranchée. Ainsi, la déformation (ô I I I) est
liée au travail de la structure (rigidité du matériel et
rigidité géométrique) du tuyau et de la charge.

Ainsi, un tuyau annelé en PE-HD tire profit de sa
forme de paroi extérieure et intérieure (double paroi seulement),
pour maximiser sa résistance, donc sa rigidité, mais dans un
même temps de sa structure de type flexible pour tirer profit de son
enveloppe de sol pour éviter un bris lors de mouvements ou vibrations.
Ce principe se retrouve dans d'autres applications telle que les nids
d'abeilles, dans le domaine de l'aéronautique et de l'automobile, de
performance et l'emballage de carton.
Tuyau en remblai
La flexibilité des tuyaux enterrés est un
attribut désiré. Comme indiqué précédemment,
le tuyau flexible se relie au sol voisin établissant ainsi un ensemble
structure / tuyau, devenant la clé principale d'une conception
réussie. Un tuyau enterré et l'enveloppe adjacente de sol
supporteront la charge morte et la charge vive selon un principe fondamental
d'analyse structurale : les éléments les plus raides attireront
la plus grande proportion de charge partagée que ceux qui sont plus
flexibles. Ce principe est illustré, et représente l'effet de
prise de charge du sol autour d'un tuyau de types flexibles correctement
remblayé et compacté. Pour le tuyau flexible en thermoplastique,
le sol est plus rigide créant un support latéral diminuant la
possibilité de déflection et permettant de ce fait le
développement des butées de sol, une condition nécessaire
pour la formation d'une arche structurale sur le tuyau.
Une deuxième condition nécessaire à la
création de l'arche est réalisée quand la
résistance au cisaillement (inter-granulaire) du sol correctement
compacté sur une certaine distance au-dessus du tuyau est
mobilisée pour maintenir sa géométrie. La charge directe
sur la couronne du tuyau est la partie entre la couronne et de l'arche de sol.
Cette charge de l'arche est moindre que la charge de prisme. En effet, le
prisme rectangulaire de sol s'étendant du dessus de la surface du tuyau
jusqu'au-dessus du remblai, avec une base exactement égale à la
largeur des dimensions externes du tuyau. En contre partie, un tuyau rigide par
sa structure incorpore à la charge du prisme une colonne de charge qui
lui donne un prisme triangulaire, entraînant une charge
supérieure.
d. Pressions exercées sur le tuyau
Figure 13 : charges appliquées et transmises
par les remblais
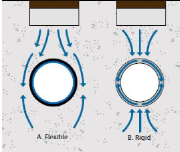
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 46
Selon les performances structurelles du PEHD : Les
canalisations de grands diamètres sont généralement
classifiées selon deux catégories : les canalisations rigides
ou bien flexibles selon la matière utilisée pour leur
fabrication. Les canalisations rigides comme celles en béton, ont une
solidité inhérente et résistent aux charges
appliquées par un effet de voûte des parois de la canalisation.
Elles sont généralement plus denses et rigides
que les remblais latéraux et par conséquent, les charges
supportées par la canalisation seule sont plus importantes que celles
supportées par les remblais latéraux. Lors de l'étude de
projet, on suppose donc que la totalité des charges appliquées et
transmises par les
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 47
remblais est uniquement supportée par la
génératrice supérieure de la canalisation.(voir
schéma).
Quand les charges appliquées à une canalisation
rigide excèdent sa capacité de résistance à
l'écrasement, celle-ci rompt. (Voir schéma). Pour avoir des
performances satisfaisantes, les canalisations rigides doivent être
installées sur un lit de pose totalement stable et horizontal capable de
supporter entièrement les poussées retransmises par la
canalisation sans s'affaisser. Dans le cas de mouvement de terrain ou
d'affaissement du sol porteur créant des différences de niveaux
sous la canalisation, les tensions trop importantes alors exercées sur
la conduite provoquent la rupture des parois du tube rigide.
La souplesse et la flexibilité des structures des
canalisations en matière plastique, leur confèrent des
performances mécaniques exceptionnelles bien plus avantageuses que
celles des canalisations rigides face aux surcharges, aux mouvements de terrain
et aux tassements différentiels de sol, garantissant une totale
intégrité des réseaux. En comparaison avec les
canalisations rigides, les canalisations flexibles présentent des
avantages importants de par leur structure. Exposées à de lourdes
charges, les canalisations en matière plastique vont simplement
s'ovaliser sous la pression (voir schéma) de manière à
générer une pression passive de la terre plus importante
jusqu'à ce que le système retrouve l'équilibre.
Figure 14 : Comportement après application de
charges
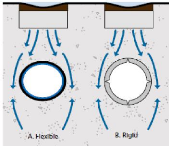
Les actions à considérer sont
déterminantes.
- le poids propre du tuyau ;
- le poids propre de l'eau véhiculée.
- la pression verticale des terres pr due
aux remblais en kN/m2 ;
- la pression verticale due aux charges d'exploitation
roulantes routières per, permanentes pep
ou de chantier pec en kN/m2 ;
- la pression horizontale ph exercée
par les remblais et les charges d'exploitation ou permanentes en kN/m2
;
- la pression hydrostatique extérieure pwe
due à la présence éventuelle d'une nappe
phréatique en kN/m2 ;
Le poids des tuyaux et de l'eau peuvent être
négligées dans certains cas particuliers:
? Si le diamètre nominal de la canalisation est
inférieur à 1000.
? Le poids propre du tuyau peut être
négligé si le poids par ml du tuyau en kN/ml divisé par D
(D diamètre moyen exprimé en m) est inférieur à 6
kN/m3 ou si la vérification de la force portante s'effectue à
partir d'un essai de résistance conventionnel.
Pression verticale du remblai pr
pr est uniformément répartie
sur le diamètre extérieur de la canalisation. Dans le cas d'une
pose sur lit de pose et assise conformes au chapitre V du fascicule 70, la
réaction d'appui est verticale et uniformément répartie
suivant l'arc d'appui 2á.
pr est égale à la pression due
au prisme de terre situé au-dessus de la génératrice
supérieure du tuyau jusqu'au terrain naturel TN corrigé par un
coefficient de concentration C.
Dans ces conditions, on a : pr = C . ã .
H
ã : poids volumique du remblai
H : hauteur de couverture
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 48
Pression verticale due aux charges d'exploitation
pe
En tenant compte du modèle de MARCEL GERBAULT dans la
version du fascicule 70 de 1992, qui considère que le comportement du
tuyaux comme étant celui d'une coque cylindrique de longueur infinie,
placée dans un sol. La coque se comporte comme suit : Comportement
élastique linéaire et son calcul se rapporte à celui d'un
anneau équivalent de longueur 1m avec une rigidité pour un
matériau homogène.
Pour la pression verticale, Trois types d'actions sont
visées :
? Les actions per, elles résultent de
l'effet des charges roulantes routières. Elles correspondent au
système de charge le plus défavorable affecté de
coefficients de majoration dynamique. En général, on retient le
convoi type Bc.
? Les actions pep, elles résultent de
l'effet des charges permanentes au niveau du terrain naturel. La valeur de la
pression pep exercée par les surcharges permanentes
po dans le cas d'une pose en tranchée étroite
est prise égale à :
pep = po.e( - 2 kl H/B)
avec : po en kN/m2
e, base de logarithmes
népériens
k1, coefficient de cisaillement
H, hauteur de couverture (en m)
B, largeur de la tranchée hors tout au
niveau de la génératrice supérieure (en m).
? Les actions pec, elles résultent de
l'effet des conditions d'exécution du chantier et peuvent être
plus défavorable que celui du système de charges roulantes
retenu. La pression verticale totale vaut alors : pr + pe
Avec pe = Max (per + pep ; pec).
NB : toutes ces actions s'exercent
au niveau de la génératrice supérieure de la
canalisation
- Pression horizontale ph exercée par les
remblais et les charges d'exploitation Elle est
considérée comme uniforme et prise égale à
k2 (pr + pe), avec : k2, le coefficient de
pression horizontale des terres.
- Action due à la pression hydrostatique
extérieure pwe
Dans le cas où la canalisation est posée sous
le niveau de la nappe phréatique, elle se trouve soumise à une
pression hydrostatique extérieure pwe que l'on
considère comme uniforme et égale à celle qui s'exerce au
niveau des reins de la canalisation. Cette action est en général
négligée pour les canalisations à comportement rigide.
Avant d'être soumis aux actions combinées, le
tuyau est considéré comme étant de forme elliptique. Le
défaut initial de géométrie e0 par rapport à la
forme circulaire théorique de la canalisation correspond aux
tolérances de fabrication, à l'ovalisation au repos sous l'effet
du poids propre du tuyau ou à l'ovalisation générée
par les conditions de stockage. La canalisation sous l'effet des actions se
déforme elliptiquement
3) PROCESSUS D'ACQUISITION ET MISE EN OEUVRE DU
POLYETHYLENE
Le polyéthylène haute densité est un
thermoplastique et il en adopte les techniques de mise en
oeuvre, lesquelles sont largement décrites dans cette partie.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 49
a. Selon les normes en vigueur :
Les tuyaux annelés en polyéthylène haute
densité PE-HD pour la gestion des eaux ont leur méthode propre
d'installation. Les tuyaux sont de type flexible et ils sont utilisés
pour des utilisations de type gravitaire. Pour une bonne utilisation, il faut
s'assurer que l'installation répond aux règles de l'art et aux
règlements locaux et il n'enlève aucunement la
responsabilité du concepteur de déterminer la meilleure
méthode de pose pour le type d'utilisation et le type de sol.
Les tuyaux sont fabriqués conformément à
leurs normes BNQ, CSA ou AASHTO propres et selon des critères stricts de
Contrôle Qualité établis dans le cadre du programme
d'Assurance Qualité. La majorité des produits sont
certifiés par un ou des organismes indépendants. Tous les tuyaux
expédiés sont conformes et acceptables pour leur utilisation.
NB : Par contre, lors de la
réception et avant d'accepter la livraison sur chantier, il incombe
à l'entrepreneur de vérifier s'il y a des tuyaux
endommagés ou manquants.
Les étapes à suivre sont les suivantes :
- Guider le chauffeur du camion jusqu'au site de
déchargement permettant une facilité de manoeuvres. La surface
doit être plane, stable, exempt de pierres et de débris.
- Faire le tour du transport pour vérifier la
qualité des produits.
- Décharger en faisant attention ; Vérifier les
quantités totales par rapport au bordereau de livraison. Noter les
produits manquants.
B. Pour la manutention
Ces tuyaux sont dotés d'une grande résistance
à l'impact et ne nécessitent que quelques mesures de
prévention lors du transport, de la manipulation et du
stockage pour garantir leurs caractéristiques

mécaniques:
- Il est préférable de réaliser
l'approvisionnement en
palettes sur un lieu ferme et plat, et si le tube est en
dehors du châssis en bois, il est conseillé pour ce
faire
d'utiliser des cales en bois. Il est
déconseillé
d'entasser plus de trois niveaux de palettes.
- Si l'ont doit stocker des tubes de différents Ø,
il est
recommandé de placer les tubes de plus grand Ø,
c'est-à dire les plus lourds, dans la partie
inférieure.
- Il convient de ne pas exposer trop longtemps les tubes
au rayonnement solaire. Les accessoires doivent
également rester dans leurs emballages jusqu'à
leur
utilisation.
- Les tubes ne doivent pas être stockés près
d'une source de chaleur, ni près de matériaux
combustibles, tels que les peintures, les dissolvants ou les
adhésifs.
- Pendant la manipulation des tubes et de leurs accessoires, il
faut éviter les chocs et les
rayures. Pour cela il est préférable de manipuler
les tubes avec des outils et des pièces
spéciales qui n'endommagent pas et ne déforment
pas les extrémités du tube.
Les ballots doivent être déchargés tel
qu'ils ont été chargés, à l'aide d'un chariot
Élévateur, d'une pelle mécanique ou d'un camion
équipé de tiges de levage.
- Décharger les tuyaux par ballots, poser le ballot sur
le sol (surface plane) et ne pas dépasser 2 ballots de haut.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 50
- Retenir les ballots par des cales de bois ou autre type de
retenu.
- Ne pas soulever les ballots avec des chaînes ou des
câbles simples. Ne pas se servir non plus
des caisses en bois servant à retenir l'ensemble pour
le soulever.
- Utiliser des courroies ou des fourches à ouverture
large espacée [3,0m (10')].
- S'il n'y a pas d'équipement de déchargement
disponible, suivre la méthode.
- Porter une attention à ne pas frapper les unions
cloches lors de la manipulation et de
l'entreposage.
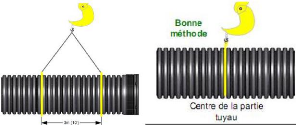
- Décharger le camion, tuyau par tuyau, en assurant de
ne pas les faire tomber sur le sol.
- Suivre des règles de sécurité dans la
manipulation avec un minimum de deux personnes par extrémité.
- Les tuyaux de diamètre de 450mm (18") et moins
peuvent être déplacés manuellement.

- Les diamètres de 525mm (21") à 750mm (30"),
ainsi que les longueurs de 3m de 1200mm (48"), doivent être
déplacés à l'aide d'un chariot élévateur,
d'une pelle mécanique ou d'un camion équipé de tiges de
levage. Ils doivent être attachés à l'aide d'une courroie
au point central de la partie tuyau. Déplacement en chantier de tuyaux =
450mm (18")
c. Entreposage au chantier
Les tuyaux et raccords sont livrés au chantier en ballot
ou à l'unité, ils doivent être entreposés d'une
façon convenable sur le chantier.
- Poser le tuyau sur une surface plane et dégagée
sans haute source de chaleur ;
- Le maximum de hauteur d'entreposage en chantier en ballot est
de deux de haut ;
- Le maximum de hauteur d'entreposage en chantier de tuyau est
de 1,5m (5') ;
- Utiliser des cales pour éviter que la pile de tuyau
s'effondre et ainsi entraîner des dommages aux tuyaux et pire, causer des
blessures à une personne ;
- Alterner les unions cloches pour éviter une
déformation de l'union et de créer une instabilité de la
pile ;
- Ne pas essayer d'empiler les tuyaux dont le diamètre
est supérieur à 450mm (18") pour éviter des risques de
blessures lors de la manipulation. Les diamètres de 750mm (30") et plus
doivent être posés individuellement sur le sol ;
- Si les tuyaux doivent être entreposés le long
de la tranchée, il faut placer les tuyaux le plus près possible
de la tranchée, dans le sens de l'installation. Ceci a pour but de
diminuer la manipulation, du côté opposé au matériel
d'excavation de la tranchée.
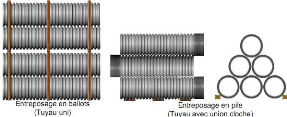
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 51
Sous Chaussée : Le remblayage
doit être effectué avec le minimum qui suit :
- L'assise doit répondre aux exigences
recherchées
- Le matériel doit être de classe I ou II
densifié à 90-95% Proctor standard. Il ne faut pas utiliser de
matériau gelé.
- Pour un entreposage prolongé à
l'extérieur, le tuyau est protégé par un protecteur U.V.
Par contre, certains produits attenants n'ont pas la même
résistance. Ainsi, les membranes géotextile d'enrobage des tuyaux
demandent une attention particulière. Il est possible d'éviter la
détérioration en les recouvrant à l'aide d'un
matériau opaque tel qu'une toile, lors d'un entreposage prolongé
ou des conditions météos de pluie et gel.
4) MODE D'EMPLOI
A. Excavation
Afin de faciliter la manipulation à l'intérieur
de la tranchée, la largeur totale doit être égale au O de
la tuyauterie plus 60 cm. Si le terrain est dur, pierreux ou rocheux, il est
recommandé de surcreuser entre 10 - 15 cm en dessous de la partie
inférieure du tuyau. Ce déblai supplémentaire peut
être comblé avec une couche de sable ou de terre
végétale afin que nous puissions:
- Réaliser un nivellement adéquat et uniforme
du terrain qui garantisse la pente voulu.
- Éviter d'éventuels dégâts
à la tuyauterie sur des sols pierreux.
Si la tranchée est creusée dans un terrain
sableux et tendre nous pouvons faire abstraction de la sur-excavation et du
remblai additionnel. Il ne faut pas non plus, procéder à une
installation d'assainissement sur des sols dont le volume varie en fonction de
l'humidité et de la température (argile, calcaire, etc.) sans
réaliser au préalable une étude plus approfondie pour
déterminer la portée des mesures nécessaires qu'il faut
adopter, telles que celles qui consistent à élargir le
terrassement ou assainir le terrain et le type de sols et sa
granulométrie optimale pour le remblai.
B. Remblai de la tranchée
Le remblai doit être effectué simultanement des
deux côtés du tube, on pourra à cet effet utiliser le
matériau de l'excavation s'il réunit les caractéristiques
des sols établis par la Norme NE 1046 ou le mélanger avec un
autre matériau sélectionné.
Concernant la mise en oeuvre, les règles de pose en
tranchée des tubes PEHD annelés sont celles définies par
le fascicule 70 et la norme NF EN 1610. Les conditions normales de mise en
oeuvre sont comprises entre une hauteur mini de remblai de 0.8 m au-dessus de
la génératrice supérieure du tube et 6 m maxi. Pour des
conditions de mise en oeuvre spécifiques ou ne respectant pas ces
hauteurs de remblai. Les recommandations complémentaires suivantes
doivent être respectées : ? La tranchée doit être
suffisamment profonde pour permettre la réalisation d'un lit de pose de
10 cm tout en respectant le fil d'eau. Le lit de pose doit être
réalisé à l'aide de sable ou de matériau fin
(0/10).
· 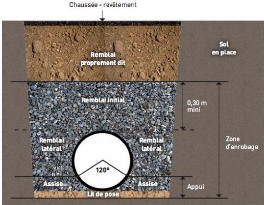
Le fond de la tranchée doit être
débarrassé de toutes pierres pointues ou trop
importantes.
Figure 15: étapes de remblai de la
tranchée
·

Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 52
L'assise et le remblai de protection (remblai
latéral et remblai initial = zone d'enrobage) sont constitués des
mêmes matériaux. L'assise et le remblai de protection peuvent
être réalisés également à l'aide de sable ou
de matériau fin (0/10).
· Réaliser l'assise avec un angle de
120° et compacter de chaque côté. Cette phase essentielle
permet d'éviter le changement de positionnement des tubes lors des
phases de compactage. Remblayer de chaque côté du tube avec un
matériau fin et compactable (idéalement, sable ou matériau
auto-compactant ou de granulométrie suffisamment fine pour remplir les
creux d'annelure).
· Réaliser le remblai (zone d'enrobage)
par couches successives de 20 à 30 cm avec le même matériau
et cela, jusqu'à 30 cm au-dessus du tube.
· Le niveau de compactage requis est
supérieur ou égal à 90 % de l'Optimum Proctor dans la zone
d'enrobage.

· La zone de « remblai proprement dit »
peut être réalisée à partir des déblais
d'extraction de la fouille, ceux-ci seront préalablement expurgés
de tout élément pouvant porter atteinte à la canalisation
ainsi qu'à la qualité du compactage.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 53
Phase I : Exécution du lit de
pose
Réalisation du lit de pose sur lequel sera placé
le tube. Cette couche de matériau garantira la pente d'appui du tube sur
le fond de la tranchée qui devra être préalablement
compacté de façon uniforme sur toute sa longueur.
Phase II: remblai jusqu'à la partie
supérieure du tuyau.
On poursuit le déversement du matériau de
remblai en couches d'une épaisseur ne dépassant pas les 15 cm et
avec un niveau de compactage similaire à celui du lit de pose.
L'opération est répétée successivement
jusqu'à atteindre la partie supérieure du tube tout en le
laissant
visible. Il est très important de NE PAS laisser de
vide sous le tuyau, et de très bien compacter le remblai
déversé des deux côtés de la tuyauterie. Il ne faut
pas oublier que ce tronçon de remblai confère au tube la
rigidité nécessaire pour compenser les poussées
verticales.
Phase III: Remblai de la partie
supérieure du tube avec du gravier
sélectionné.
On poursuit le remblai jusqu'à 30 cm au dessus du tube.
On doit utiliser dans cette phase, du gravier sélectionné et
tamisé, mais l'on peut également utiliser à cet effet le
même matériau utilisé pour le lit de pose.
Phase IV: Remblai de la
tranchée.
Poursuite du remblai de la tranchée, en couches
inférieures à 20 cm d'épaisseur.
Observation : le compactage dans
toutes les phases de remblai doit être réalisé avec une
pilonneuse légère des deux côtés du tube, sans
compacter la partie centrale où se trouve la canalisation.
On distingue les cas de mise en oeuvre suivants :
Tableau 7 : étapes et choix du
compactage
|
Installation de
type modéré
|
Elle est réalisé de sorte à
accélérer le travail, en
compactant de grosses couches allant
de 60 à 90 cm de
granulats. Cela ne rend pas efficace le travail et
ne
procure aucune qualité d'exécution.
|
|
Une installation modérée
Bon type
d'installation :
|
Elle est réalisée quand 30 à 60 cm de
granulats sont
positionnés autour du tube et ensuite
compactés.
Les valeurs typiques de densité vont de 95 à
98 %
Standard « Proctor ».
Une bonne installation est réalisée quand des
granulats
de sol sont utilisés. Le sol sera structuré en
couches de
30 cm, puis compacté. Le tube sera recouvert d'au
moins
15 cm de terre avant compactage au-dessus du
sommet du tube.
|
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 54
Le niveau de compactage dépend beaucoup de la
qualité du granulat utilisé. Quand des matériaux
équivalents sont utilisés, peu d'efforts sont nécessaires.
Si le granulat devient plus cohésif, comme le sable limoneux, plus
d'efforts sont requis pour obtenir un bon compactage.
Quelques règles pratiques
o

Porter les tubes PE plutôt que de les
traîner, de les rouler sur le sol où contre les objets
durs.
o Eviter le contact avec les pièces
métalliques saillantes. Choisir lors du transport le moyen le plus
adéquat pour empêcher la projection de gravillons, goudron ou
fumée d'échappement sur le matériau.
o Stocker des tubes sur des aires planes et
aménagés.
o Utiliser des palettes pour éviter le
contact direct avec le sol
o Stocker les couronnes de
préférence à plat. Leur superposition ne devra pas
excéder une hauteur de 1 mètre.
o Utiliser les tubes dans l'ordre de livraison
(premier entré, premier sorti
Recommandations :
Lors des changements de direction, la pose en courbe est
recommandée puisqu'elle limite les pertes de charges et les coups de
bélier. Pour les tubes de SDR inférieur ou égal à
11, un rtayon de courbure de 25 fois le diamètre nominal du tube
recommandé, selon le schéma suivant :
Avec : á = 0.2.10-3 m/m/°C AL= variation
de la longueur du tube en m
L= longueur initiale du tube en m×> AT= variation de
température en °C

Il est recommandé de toujours utiliser une bonne
installation plutôt qu'une installation modérée pour
prévenir un affaissement de la route causé par la tassement du
sol après l'installation. Il sera réalisé dès lors
que la plupart des efforts et des coûts des projets de réseau
urbains sont relatifs à des travaux d'installation routière. La
rigidifié recommandée pour les tubes s'échelonne de 4
à 16 kPa pour obtenir une faible déformation.
Pour déterminer la profondeur minimale d'une
tranchée, il faut au préalable prendre en considération,
entre autres, les aspects suivants : - Ø Nominal et
propriétés de la tuyauterie.
- Coefficient de sécurité minimale sur les tensions
: 2,5
- Déformation maximale admise du diamètre
intérieur : Ovalisation 5%
- Charges fixes et/ou mobiles à la superficie.
- Pente nécessaire pour pouvoir évacuer par
gravité Si la canalisation supporte un trafic routier, la profondeur
minimale recommandée est de 80 cm, mesurée à partir de la
superficie du terrain jusqu'à la partie supérieure du tuyau. Pour
les canalisations sans trafic, la profondeur minimale peut être de 50
cm.
5) DESCRIPTTION DE MISE EN OEUVRE DES TUYAUX EN
POLYETHYLENE
a. Expérience européenne Positionnement
du joint
Pour les diamètres DN/ID 215 à 1030 mm, le joint
est toujours placé dans le creux après la première
annelure.

Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 55
- Nettoyer l'intérieur du manchon et le joint
élastique qui seront unis et enlever tout reste de poussière
accumulée pendant la durée du stockage sur le chantier.
- Lubrifier l'intérieur du manchon et le joint
élastique du tube
pour faciliter le glissement du joint dans l'entrée du
tube. - Aligner les tubes, de sorte à ce que la partie mâle du
tuyau et le
joint d'étanchéité soient parfaitement
chevauchés.
- Introduire la première annelure à
l'intérieur du manchon sans introduire le joint.
- Appliquer une force dans le sens de l'assemblage, soit
manuellement ou à l'aide d'un

mécanisme auxiliaire, tel qu'un tire fond ou un levier
jusqu'à perception de la butée.
Pour les autres dimensions et autres tubes demander la notice
d'installation.
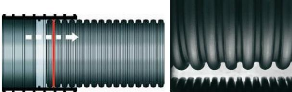
Pour faciliter l'emboîtement du joint, lubrifier la
première partie interne du manchon et lubrifier également le
joint monté sur le tube à emboîter.
Attention : Lors de l'emboîtement du
tube dans le manchon veiller à ne pas introduire de sable ou de terre
à l'intérieur du manchon, ce qui risque d'entraîner un
défaut d'étanchéité.

Réalisation de la connection
La mise en place du joint est faite à la main. Dans le
cas de joints de gros diamètres, cette opération peut être
réalisée en utilisant un système de levier. Dans ce cas,
veiller simplement à ne pas endommager le tube. Attention à
mettre le joint dans le bon sens de pose.

b. Expérience Ivoirienne (par la SODECAF)
Pour expérimentation, l'entreprise SODECAF, qui importe
et vend ces tuyaux polyéthylène, a réalisée des
réseaux d'assainissement sur ces chantiers avec ces tuyaux
annelés tout en respectant les normes internationales et en suivant un
guide de pose bien défini (respectant le fascicule 70, de
l'assainissement). Au nombre de ses constructions réalisées,
un bâtiment R+2 à la Riviera Attoban (Abidjan-cocody), dont les
travaux de VRD ont été faits à l'aide de ces tuyaux
annelés en PE. de diamètres Ø200 et Ø300. Ces
images suivantes nous montre la procédure et les moyens utilisés
pour ces travaux.
Positionnement du joint

Stockage avant utilisation
Attention : Pour éviter l'introduction
de sable ou de terre à l'intérieur du manchon, on veille
au
grand soin du tube, car le contraire risque d'entraîner un
défaut d'étanchéité

Réalisation de la connection
La mise en place du joint est faite également à la
main
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 56
Mise en oeuvre : Excavation
(Fouille) et réalisation du lit de pose (sable)
Afin de faciliter la manipulation à l'intérieur
de la tranchée, la largeur totale doit être égale au
Ø de la tuyauterie plus 60 cm. Si le terrain est dur, pierreux ou
rocheux, il est recommandé de sur-creuser entre 10 - 15 cm en dessous de
la partie inférieure du tuyau. Ce déblai supplémentaire
peut être comblé avec une couche de sable ou de terre
végétale afin que nous puissions:
- Réaliser un nivellement adéquat et uniforme du
terrain qui garantisse la pente voulu.
- Éviter d'éventuels dégâts à
la tuyauterie sur des sols pierreux.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 57
Si la tranchée est creusée dans un terrain
sableux et tendre nous pouvons faire abstraction de la sur-excavation et du
remblai additionnel. Il ne faut pas non plus, procéder à une
installation d'assainissement sur des sols dont le volume varie en fonction de
l'humidité et de la température (argile, calcaire, etc.) sans
réaliser au préalable une étude plus approfondie pour
déterminer la portée des mesures nécessaires qu'il faut
adopter, telles que celles qui consistent à élargir le
terrassement ou assainir le terrain et le type de sols et sa
granulométrie optimale pour le remblai.

Réalisation de l'assise et remblayage de chaque
côté du tube avec du matériau fin (sable)

Remblai proprement dit (avec les déblais
d'extraction de la fouille)
NB : Si la canalisation supporte un trafic routier, la
profondeur minimale recommandée est de 80 cm, mesurée à
partir de la superficie du terrain jusqu'à la partie supérieure
du tuyau. Pour les canalisations sans trafic, la profondeur minimale peut
être de 50 cm.
Des clips de piquage sont aussi utilisés pour faciliter
le positionnement des accessoirs (coudes).
c. Clip de piquage
Le clip de piquage est un système efficace, rapide et
simple pour les branchements qui assure une totale
étanchéité. Grâce à fabrication à base
de caoutchouc de faible densité EPDM (50 shore A), et à son
élasticité, il peut être utilisé aussi bien pour les
nouvelles conduites que pour celles qui existent déjà, et l'on
peut également réaliser des raccordements sur collecteurs ou
puits. Observation: Pour la perforation du tube, une scie cloche est
spécialement conçue pour nos clips.
- Utilisez la perceuse pour percer le tube à l'aide de la
scie cloche ;
- Placez le clip en vous assurant que les butées en
caoutchouc coïncident avec l'axe longitudinal du tuyau ;

- Pour faciliter l'assemblage, il est conseillé
d'utiliser de la graisse, ou à défaut du gel liquide.
Diplôme d'Ingénieur des techniques
des T.P. Koffi Assômôly Emerson August kouassi, INPHB, 2013 Page
58
IV- FABRICATION ET MISE EN OEUVRE DES BUSES EN BETON
SELON LES NORMES
1) DEFINITION
Une buse est un ouvrage d'assainissement et de drainage, cet
ouvrage est mis en oeuvre pour assurer le drainage des eaux pluviales tombants
sur la plateforme
2) PROCESSUS DE FABRICATION DE BUSES BETON*
A. Préparation des armatures
Les armatures de la phase primaire sont constituées de
cages d'extrémité en acier doux et de fils de
précontrainte longitudinale en acier a haute résistance. Tous ces
aciers sont préparés a l'aide de machines spéciales.
B. Préparation des moules
Apres le démoulage, le moule est nettoyée,
huilé, les cages d'armatures et les fils d'acier de précontrainte
sont introduits, les bagues sont montées aux deux
extrémités et l'armature de précontrainte longitudinale
est ancré sur les bagues de tete et mise en tension avec un systeme qui
garantit l'uniformité du tir.
C. Centrifugation
La centrifugation est dotée d'un système de
contrôle électronique de la vitesse de remplissage de béton
(Coulage) qui est de 6 a 8 m/s en phase de rotation et 28 m/s en phase de
centrifugation.
D. Etuvage
Apres la phase de centrifugation, le moule est immergé
dans une cellule de maturation a vapeur saturée d'humidité, dont
la température s'élève graduellement jusqu'a 90
degrés C maximum. Cette température est maintenue pendant un
temps d'environ 4 heures.
E. Démoulage
Apres l'étuvage et l'acquisition de la
résistance de référence nécessaire, le moule est
porté dans la zone de décoffrage pour pourvoir a l'extraction du
tuyau.
F. Maturation
A la fin du cycle primaire, tous les tuyaux sont
immergés totalement dans l'eau dans de grands bassins de maturation
pendant environ sept jours avant de les transférer vers la phase
secondaire. Cette opération, nécessaire pour ce type de produit,
lui confère des qualités de résistance et
d'imperméabilité tres élevées.
G. Précontrainte radiale (frettage) :
Les tuyaux a pression sont soumis après la maturation
du noyau a une précontrainte radiale. Cette opération consiste a
cercler les tuyaux d'un fil d'acier a haute limite élastique sous forme
de spires a pas constant. La section du fil et le pas des spires sont
déterminés en fonction de la pression et des sollicitations
extérieures demandées par le client.
H. Essai hydraulique
Tous les tuyaux sont testés sur des bancs d'essai pour
s'assurer de leur conformité avec les prescriptions demandées. Le
banc d'essai reproduit les conditions réelles de travail du tuyau du
point de vue jonction avec les autres tuyaux (emboîtement) et pression de
l'eau, tout en prenant en considération les coefficients de
sécurité réglementaires.
* mémoire de NDZANA AKONGO Grégoire &
TCHOUMI Samuel (Université de Douala(Ecole Normale Supérieure de
l'Enseignement Technique) ENSET - DIPET2(Diplôme des Professeurs des
lycées d'Enseignement Technique 2ème grade) Génie
Civil,Option:Bâtiment et Travaux 2007), sur le thème :
Réhabilitation des ouvrages en béton armé
dégradés par la corrosion des armatures.
I. Revêtement
Apres les tests au banc d'essai, les tuyaux conformes sont
passés au revetement pour protéger les armatures de frettage
contre les actions extérieures corrosives. A l'aide d'une trémie
vibrante, on distribue sur la surface extérieure du tuyau une couche de
béton a granulométrie fine. Pendant cette opération, le
tuyau est maintenu en rotation a une vitesse périphérique de 15 a
20 m/min.

NB : Beaucoup de buses vendues dans
le marché ivoirien ne respectent pas ces différentes
étapes de la fabrication. Ce qui donne un constat des buses très
rugueuses, et peu résistantes à l'écrasement.
J. Stockage
Le stockage et la manutention s'effectuent au moyen de
portiques a cheval qui couvrent tout le parc principal de l'usine
3) AVANTAGES ET INCONVENIENTS DES BUSES
a. Avantages
- Matériau classique et connu (expérience de mise
en oeuvre, etc...) - Sites de production répartis sur l'ensemble du
territoire

b. Inconvénients
Défauts
d'étanchéité
Ces types de défaut s'observent à l'apparition
des Venues d'eau, résurgences au travers des joints entre
éléments ou entre tronçons d'ouvrage.
Il est important de comprendre que la cause de ces apparitions
est entre autres la mauvaise tenue de l'étanchéité par
défaut de continuité lié à une mauvaise mise en
oeuvre ou à la suite de perforations. Mise en surpression du remblai
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 59
Le corolaire de ces défauts, se decouvre au travers de
l'altération du béton au droit des circulations d'eau
favorisée par les cycles gel-dégel. Ce qui affecte les zones avec
lequel l'eau est en contact et pourrais même créer des
affouillements du remblai en extrados et sous l'ouvrage. Tout ceci favorise un
dérangement de la structure de la chaussée portée.
|
Désordres au droit des joints
|
|
Les constats d'épaufrures et d'armatures apparentes tout
le long des joints entre éléments ou entre
tronçons d'ouvrage est dûs à la:
- Mauvaise mise en oeuvre à la construction
- Déformations différentielles entre
éléments
Ce qui peut entrainer une corrosion d'armatures jusqu'a la chute
de morceaux de béton sous
l'ouvrage.
Fissures apparentes
Ces défauts nous font faire face à des fissurations
longitudinales, Causées par le retrait du béton
et/ou insuffisance de résistance à la flexion
Selon la densité par éléments ou
l'évolution de la fissuration, on constate des fissures d'ouverture
inférieure à 0,3 mm et supérieure à 0,3 mm.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 60
Défauts des talus
Le sous dimensionnement ou absence de protection
hydraulique se situe à l'abouts d'ouvrage causé par la mauvaise
exécution.
c. Les causes physiques
Ces dégradations sont dues aux causes suivantes :
· Abrasion
· Erosion
· Cavitation
· Chocs
|
· Surcharges
· Le feu
· Cycle gel/ dégel
|
Figure 16 : dégradations des buses( carrefour
de la riviéra II)

d. Les causes chimiques
Alcali-réaction ou cancer du
béton : Réaction qui se produit entre la solution
interstitielle du béton, riche en alcalin, et certains granulats
lorsqu'ils sont placés dans un environnement humide. Des gels gonflants
apparaissent en développant des microfaïençages et un
éclatement du béton.
Réactions sulfatiques : Les
sulfates proviennent essentiellement du milieu extérieur. Ces ions ne
sont pas passifs vis-à-vis de la matrice cimentaire et conduisent
à la formation de certains composés chimiques expansifs tels que
: L'éttringite, le gypse et la thaumasite. Ces composés
provoquent le gonflement du béton créant en son sein des tensions
qui engendrent des fissurations.
Corrosion : Attaque des
matériaux par les agents chimiques. Sur les métaux, la corrosion
est une oxydation.
Fissurations de surface :Elles sont
dûes au mauvais positionnement des armartures (généralement
en acier) placées trop près du parement béton lors du
coulage.
Mauvaise qualité des bétons
employés :Un béton trop faiblement dosé en
ciment, mal vibré, présentera un aspect défectueux : nids
d'abeilles, faïençage, fissures superficielles, trous laissant les
armatures apparentes.
- Vibration trop importante : Une
vibration trop longue peut entraîner une ségrégation du
béton et par conséquent une mauvaise répartition des
constituants. Les efforts mal répartis entraînent alors des
fissurations et des élancements du béton.
- Absence de cure du béton : La
cure du béton est indispensable par temps chaud venté. Sans
protection de surface, le béton se faïence en surface.
- Cycle humidité /
sécheresse : Les cycles répétés
d'humidité/sécheresse entraînent des variations
dimensionnelles du béton pouvant créer des fissures et par
conséquent la corrasion des aciers.
e. Poids des buses béton *Pour 1 ml
|
Diamètre 400 ?
|
240 Kg
|
Diamètre 1000 ?
|
855 Kg
|
|
Diamètre 500 ?
|
268 Kg
|
Diamètre 1200 ?
|
1.245 T
|
|
Diamètre 600 ?
|
355 Kg
|
Diamètre 1500 ?
|
2.028 T
|
|
Diamètre 800 ?
|
559 Kg
|
|
|
Tableau 8 : longueur, épaisseur et kilogramme
des Tuyaux en béton (selon MEHAT préfabrication)
|
Ø (mm)
|
LHT
|
Longueur Utile
|
Epaisseur
|
Kilogramme
|
|
300
|
2500
|
2400 OU 2420
|
55
|
406
|
|
400
|
2500
|
2400 OU 2420
|
60
|
570
|
|
500
|
2500
|
2400 OU 2420
|
69
|
790
|
|
600
|
2500
|
2400 OU 2420
|
74
|
1050
|
|
800
|
2500
|
2400 OU 2420
|
84
|
1625
|
|
1000
|
2500
|
2400 OU 2420
|
105
|
2620
|
4) MISE EN OEUVRE ET APPLICATIONS

a. Définition
Une buse est un Ouvrage hydraulique de traversée,
permettant le transit de part et d'autre de la plate-forme, des eaux des
bassins versants. Il peut s'agir de véritables ouvrages d'art selon leur
capacité ou de petits ouvrages constitués d'un conduit circulaire
ou rectangulaire. Ils sont posés sur une fondation adaptée, et
protégés par un remblai technique. Ils comportent un
aménagement en amont pour entonner l'eau et en aval pour la restituer au
milieu naturel
B. Mise en exécution

Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 61
Les tuyaux en béton armé sont livrés sur
le chantier par camions et déchargés non loin de l'emplacement de
l'ouvrage à réaliser pour faciliter et accélérer
leur pose ultérieure. L'emboîtement des tuyaux armés se
fait à l'aide d'une pâte spécifique étalée
sur les joints intégrés à la fabrication. Les joints
doivent auparavant être soigneusement nettoyés. Le premier tuyau
béton est posé au laser et calé à l'aide de sable
pour assurer son maintien. Les tuyaux sont posés à partir de
l'aval et leur emboîture (extrémité femelle) est
dirigée vers l'amont. Les collets mâles et femelles sont tous
graissés à l'aide d'une pâte spécifique,
particulièrement au niveau de l'extrémité arrondie du
joint, avant l'emboîtement des joints dits glissants.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 62
Avant toute exécution, il y a lieu de couler un
béton de propreté dosé à 250 Kg/m3. Tout en
remarquant que le niveau entre les deux sources d'eau est bien
réglé. L'implantation des buses est faite grâce au
tracé de l'axe de la buse avec un fil, un décamètre pour
réussir l'alignement des buses.
Figure 17 : Exécution de travaux de pose de
buses sur l'autoroute singrobo-yamoussoukro

Buse fourreau : Longueur = 3m ; Largeur = 1,40m ;
Épaisseur = 0,2m Béton de propreté : Longueur = 3m ;
Largeur = 1,40m ; Épaisseur = 0,2m
C. Les intervenants
Au niveau de l'exécution des fossés, les
personnes chargées d'exécution sont les maçons de
l'équipe sous la supervision d'un chef d'équipe. Aussi il y a la
présence des conducteurs d'engins qui jouent un rôle très
important dans la pose des fossés.
D. Engins utilisés
La machine utilisée est la pelle mécanique qui a
servi au creussement des fossés. Notons que le godet de la pelle est
dimensionné en fonction des fossés. Aussi, à défaut
de la pelle mécanique, la tractopelle est utilisée.
Après mise en oeuvre on aura aussi besoin d'un rouleau
vibrant, afin compacter la zone traitée.

Diplôme d'Ingénieur des techniques
des T.P. Koffi Assômôly Emerson August kouassi, INPHB, 2013 Page
63
CHAPITRE IV :
ETUDES COMPARATIVES
DES DEUX SYSTEMES

Installation de tuyau dans le projet d'égout
pluvial au Mexique.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 64
I. EVALUATION HYDRAULIQUE DES DIFFERENTS SYSTEMES
1) CALCUL DES PERTES DE CHARGES
A. Réseau avec écoulement à
surface libre
Écoulement dû à la gravité et
nécessitant une pente pour exister.
Le modèle le plus simple pose que la canalisation
où se produit l'écoulement est partiellement remplie, la surface
libre est à la pression atmosphérique et la hauteur de liquide
dans la canalisation est uniforme, c'est-à-dire identique en tous
points.
? Equation de Manning Strickler
L'équation de Manning, bien qu'elle soit empirique, est
l'une de celle que l'on utilise le plus fréquemment lorsqu'on veut
calculer la vitesse de l'écoulement dans les conduites d'égout
où l'eau est soumise à une pression de 101,3 kPa.
C'est une variante de l'équation de Chézy dans laquelle
Cc = Rh1/6/n ; on a alors indiqué
la vitesse de l'écoulement (pour la pression atmosphérique).
V = (Rh (2/3)vS)/n
V : vitesse (m/s) Rh : rayon hydraulique
n : coefficient de rugosité de Manning S : pente
hydraulique
Elle est appliquée pour déterminer les valeurs:
Où : V = Vitesse de l'eau à
l'intérieur du tuyau m/s.
I = Pertes de charge en m/m. Dans le cas des tuyaux où
l'eau circule en régime de lame libre, elle est égale à la
pente.

NB : Vitesses recommandables :
V Max = 2,50 m/sec. Elle évite l'effet de
l'ABRASION. V Min = 0,50 m/sec. Elle évite la
SEDIMENTATION.
Pour le PEHD (Polyéthylène de Haute
Densité) : le coefficient de rugosité n =
0,007
Le coefficient de rugosité pour le béton est
n = 0,012 ; pour la fonte, on a 0.015 ;
l'acier n = 0,027 La détermination du rayon hydraulique
se fait avec le rapport de la section mouillée par le
périmètre mouillé du tuyau. Mesuré en m. Quand nous
utilisons l'équation de Manning, nous supposons que le tuyau travaille
à section pleine, ce qui signifie que :

B. Evaluons les débits et vitesses d'eau
Le débit étant la
quantité de matière qui traverse une section droite de la
conduite par unité de temps, est exprimé en
m3/s pour le débit volumique.
Les vitesses et les débits pour les tuyaux à
parois thermoplastiques structurées peuvent être calculés
en utilisant la formule de Manning Strickler ou la formule de Colebrook-White.
Utilisons l'équation de Colebrook-White qui fournit des résultats
précis pour un large éventail de conditions d'écoulement.
Une approche alternative est nécessaire lors de l'utilisation de
l'équation de Colebrook-White pour déterminer soit le
diamètre du tuyau ou des variables de gradient hydraulique.
? Selon la formule de Colebrook White :
Le coefficient de pertes de charges ë est
calculé à partir de la formule de colebrook-white suivante :
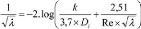
|
La vitesse et le débit sont calculés à
partir des formules suivantes
: et
|
|
25 20 15 10
5
0
Avec :
ë = coefficient de perte de charge
régulière
(sans dimension)
Di(m) =
diamètre intérieur de conduit
k(m) =
rugosité hydraulique
Re = nombre de Reynolds = (VxD) / õ
õ(m2/s) =
viscosité cinématique = u / ñ u
= viscosité dynamique
p = masse volumique du fluide
V(m/s) = vitesse
moyenne du fluide g(m/s2) =
accélération de la pesanteur
35
30
C) Performances hydrauliques
Les tuyaux PEHD bénéficient d'une paroi
intérieure lisse en PEHD, offrant des performances hydrauliques
supérieures à celles des matériaux rigides tels que le
grès, l'acier, la fonte ou le béton. La rugosité des
parois des autres matériaux étant très
élevé, réduit leur performance hydraulique.
Figure 18 : performances hydrauliques des
PEHD
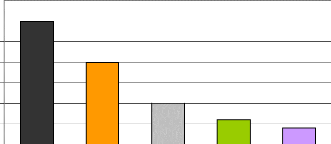
BETON
4
PE
30
GRES
20
ACIER
10
FONTE
6
PE GRES ACIER FONTE BETON
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 65
? Pertes de charge et écoulement
libre
On distingue 2 types de perte de charge : les
pertes de charge régulières et les
pertes de charge singulières. Selon la norme
752, deux équations sont recommandée pour calculer les
débits turbulents dans les branchements et collecteurs :
Colebrook et Manning Strickler, en tenant
compte des pertes de charges dans la conduite.
o Les pertes de charge
régulières
Elles se calculent de la façon suivante : ?H = J x
L

?H = perte de charge du
réseau (m de colonne d'eau)
J = perte de charge par frottement (m
colonne d'eau/m de tuyau) =
L = longueur de la
canalisation (m)
La démarche de calcul pour une conduite droite :
1° Calculer ë
2° Calculer J
3° Calculer ?H
La perte de charge peut également s'exprimer comme une
pression : ?P = w x ?H
Avec : ?P = perte de charge (Pa)
ù = poids volumique du fluide (N/m3)
o Diplôme d'Ingénieur des techniques des T.P.
Koffi Assômôly Emerson August kouassi, INPHB, 2013 Page 66
Les pertes de charge singulières
Ce sont celles induites par les changements de direction, les
variations de section, les croisements et les coudes.
? ?P1 = perte de charge due aux points
singuliers (bar)
? Vm = vitesse moyenne du fluide
(m/s) ? p = masse volumique du fluide (kg/m3)
? æ = coefficient de résistance
des points singuliers
2) APPLICATIONS PRATIQUES POUR NOS DIFFERENTS PRODUITS ?
1ère application Diamètre (Ø) 300 mm
- Les buses béton
Enoncé
On considère une conduite en béton de Ø=300
mm, de 0,012mm de rugosité et de 400m de long, véhicule un
débit d'eau de 150 L/s. Déterminons les pertes de charges
linéaires.
Notons que la viscosité cinématique varie avec la
température (T°). Supposons que l'eau s'écoule à
20°C, la viscosité cinématique est alors : õ
= 1,004.10-6m2/s .
Données : g=9,79 m/s ;
ñ=1005Kg/m3 ;
Résolution
Calculons les pertes de charges dans la buse en
béton ÄH.
ÄH = Hr + Hs
Nous pouvons calculer ces pertes de charges de plusieurs
manières. Utilisons la relation de
Darcy-Weisbach pour déterminer les
pertes de charges régulières:
Hr = A x (V2/ 2g) x L/D
o Calculons la vitesse moyenne de l'eau dans la buse
On a Q = ð.D2.V/4 => V = 4Q/ð.D2
Avec: Q = 150L/s = 0,15 m3/s
Alors : V = (4 x 0,15) / (ð x (0,3)2) =>
|
V = 2,12 m/s
|
|
o Calculons le nombre de Reynolds Re
Re = (VxD) / õ => Re = (2,12 x 0,3) /
1,004.10-6
? Re = 633466,1355 ? Re =
6,34.105
On en déduit alors que le régime est
turbulent car Re>2400. Prenons comme
coéfficient de perte de charges A= 3. Calculons le
coefficient de perte de charge.
Utilisons à présent la méthode
itérative de la formule de Colebrook-White afin de
déterminer A : coefficient de perte de charge
régulière
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 67
Posons ë0 = 0,316Re-0,25 =
0,01119863
? M = -2 log10 ( (k / (3,71 x Di) + 2,51/(Re x
vë0)))
? M = -2 log10 ( (0,012 / (3,71 x 300) +
2,51/(6,34.105 x v0,01119863))) M0 = 9,9014846
ë1= 1/(M0)2 =>
1 / (9,9014846)2 => ë1 =
0,01019998
er = (ë1- ë0) / ë1=
(0,01019998 - 0,01119863) / 0,01019998
er = 0,0981379 > 10-6
Alors pour ë1 = 0,01019998 ; on a :
? M1 = -2 log10 ( (k / (3,71 x Di) + 2,51/(Re x
?ë1)))
? M1 = -2 log10 ( (0,012 / (3,71 x 300) +
2,51/(6,34.105 x v0,01019998)))
M1 = 9,902973
ë2 = 1/(M1)2 =>
1 / (9,902973)2 => ë2 = 0,01019692
er = (ë2- ë1) /
ë2= (0,01019692 -
0,01019998) / 0,01019692 er
= 0,0003007 > 10-6
Continuons avec ë2 = 0,01019692 ; on a
:
? M2 = -2 log10 ( (k / (3,71 x Di) + 2,51/(Re x
?ë2)))
? M2 = -2 log10 ( (0,012 / (3,71 x 300) +
2,51/(6,34.105 x v 0,01019692)))
M2 = 9,9029776
ë3 = 1/(M2)2 =>
1 / (9,9029776)2 => ë3 = 0,01019691
er = (ë3- ë2) /
ë3= (0,01019691 -
0,01019692) / 0,01019691 er = 0,0000009435
< 10-6
on a donc ë = ë3 =
0,01019691
La relation de Darcy-Weisbach, nous donnes les
pertes de charges régulières :
Hr = ë x (V2/ 2g) x L/D => Hr =
0, 01019691 x (2,122/ 2 x 9,79) x 400/0,3
Hr =
3,1208017 m
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 68
*Déterminons les pertes de charges
singulières Hs
Notons que les pertes de charges singulières sont
évaluées à 10% des pertes de charges
régulières.
Hs = 10%Hr => Hs = 0,1 x 3,1208017
=> Hs =0,31208017m
Il ressort alors que les pertes de charges totales parcourues
dans la buse en béton s'évaluent comme suit :
ÄH = Hr + Hs => ÄHbuse =3,1208017
+ 0,31208017
=> ÄHbuse =3,43288187 m
- Les tuyaux annelés en PE
Les calculs sont les même que le béton à la
seule différence que la rugosité du tuyau annelé en
PEHD est 0,007. Données : Ø=300 mm ; k=0,007mm et
de 500m de long ; Q=150 L/s ; õ= 1,004.10-6m2/s ;
g=9,79 m/s ; ñ=1005Kg/m3. Déterminons les pertes de
charges linéaires.
Résolution (pertes de
charges dans le PEHD (ÄHpehd)).
ÄHpehd = Hr + Hs
Déterminons les pertes de charges
régulières par Darcy-Weisbach : Hr = A x
(V2/ 2g) x L/D
La vitesse moyenne de l'eau est la même que pour la buse :
V = 2,12 m/s
Le nombre de Reynolds (Re) également est le même
que dans la buse :Re = 633466,1355 D'où le
régime est turbulent, car Re>2400.
Calculons le coefficient de perte de charge A. Par la
méthode itérative de Colebrook-White on obtient
: A = A3 = 0,00933244
La relation de Darcy-Weisbach, nous donnes les
pertes de charges régulières Hr:
Hr = A x (V2/ 2g) x L/D => Hr
= 0, 00933244 x (2,122/ 2 x 9,79) x 400/0,3
Hr = 2,85622997 m
Nous obtenons également les pertes de charges
singulières Hs :
Hs = 10%Hr => Hs = 0,1 x 2,85622997
=> Hs = 0,285622997 m
Alors les pertes de charges totales parcourues dans le tuyau
annelés en PEHD s'évaluent comme suit :
ÄH = Hr + Hs => ÄHpehd
=2,85622997+ 0, 285622997
=> ÄHpehd =3,14185297 m
Rappelons que : ÄHbuse = 3,43288187 m
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 69
2ème application :Comparons
les débits des buses et des tuyaux PEHD Ø300 ; Ø600 ;
Ø1000mm
Ici on calculera un débit en fonction de la pente et
de la rugosité de la surface du tube. Le calcul du débit
gravitaire s'effectuera avec la formule de Manning STRICKLER :
Calculons d'abord la débitance

Avec :
? Ri = rayon intérieur du tube
? B = 2 x arccos(1 - 2 x taux de
remplissage)
? Coefficient de Strickler : on prendra pour
les buses béton ks=70 et pour les PEHD,
ks=90.
? Taux de remplissage H/D = 0,938 si on veut un
débit maximum
*Pour les buses béton (Ø300mm ;
pente 1%)
On en déduit que : Débitance =
(70 x B x 0,158/3 x (1-(sin B)/
B)5/3)/3,75 Avec B = 2 x arccos(1 - 2 x
0,938)
? = > B = 2 x arccos(-0,876) = >
B = 302,33 ° = 5,28 rad
D'où: Débitance = (70 x 5,28 x
0,158/3 x (1-(sin 5,28)/
5,28)5/3)/3,75
Débitance = 0,801405
m3/s
On obtient le débit est le suivant :

Q = débitance x vpente = > Q = 0,801405 x v0,01 = >
Qbuse= 0,0801405 m3/ s
= > Qbuse= 80,1405 litres/ s
*Pour les PEHD
La débitance du PEHD est la suivante :
Débitance = (90 x B x
0,158/3 x (1-(sin B)/
B)5/3)/3,75
Débitance = (90 x 5,28 x
0,158/3 x (1-(sin 5,28)/
5,28)5/3)/3,75 = > Débitance =
1,0304 m3/s
Qpehd= 0,10304 m3/ s
On obtient donc le débit suivant :
= >

Q = 1, 0304 x v0,01 = >
Qpehd= 103,04 litres/ s
Le calcul sera le même pour les diamètres 600mm et
1000mm avec la pente de 1%. Les resultats des débits calculés
sont consignés dans le tableau suivant :
Tableau 9 : débit d'eau dans les conduites en PEHD
et en béton(litre/s) et graphique
|
Q (litre/s)
|
|
Ø300 mm (1%)
|
Ø600 mm (1%)
|
Ø1000 mm (1%)
|
Buse béton
|
80,14
|
508,86
|
1987
|
PEHD
|
103,04
|
654,25
|
2554,7
|
|
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 70
Graphique : Débit Q(l/s) en
fonction des diamètres Ø(mm) pour 1% de pente
:
3000
2500
2000
1500
1000
500
0
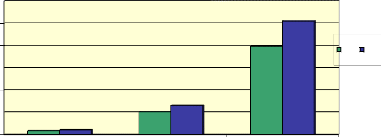
Buse PEHD
Ø300 mm Ø600 mm Ø1000 mm
Il ressort donc de ces calculs que le débit de l'eau
circulant dans les tuyaux annelés en PEHD est plus élevé
par rapport à celui du béton. Et cela est dûs à la
faible rugosité à l'intérieur des parois du PEHD. Cet
avantage, assure donc une meilleur circulation du fluide.
II. AVANTAGES ET INCONVENIENTS DES DEUX SYSTEMES
1) POUR LES BUSES EN BETON
Tableau 10 : Synthèse des
caractéristiques physiques des canalisations:
(Selon le guide d'aide aux choix des matériaux pour
les réseaux d'assainissement)
Matériau
|
Fournisseurs
|
Assainissem
ent (? en
mm)
|
Eau Brute (?
en mm)
|
Durabilité
|
Réhabilitat ion
|
Béton
|
BCL, Bonna Sabla,
Robin, Cimentub,
CRP, LPB,
Saint
Gobain Stradal,
Urvoy,
|
Oui
|
Oui
|
100 ans
|
Non sauf
Bonna
Ame Tôle
D 250
à
3200
|
|
?300 à 3200
|
|
Pipelife France, Ryb,
Glynwed,
Hydrotub,
Rehau,
Polypipe, Polieco,
Socotub,
Hegler,
Sotra-Separef,
Wavin,
|
Oui
|
Oui
|
50 ans
|
Oui
|
|
?110 à 1200
Pe à
paroi
structurée
|
|
Pipelife France, Ryb,
Rehau, Polieco,
Hegler,
Polypipe,
Ferrosystem,
Glynwed, Hydrotub
|
Oui (EP et
EU)
|
Oui
|
100 ans
|
Oui (EP et
EU)
|
|
?110 à 3000
|
|
Polyvinylchl
oride (PVC)
|
Pipelife France,
Rehau,
Sotra-Seperef, Wavin
|
Oui
|
Non
|
100 ans
|
Oui
|
|
|
Tableau 11 : Tableau Comparatif
des matériaux (selon la charte qualité de
l'assainissement
Version 2 : Mai 2012)
Caractéristiques ASSAINISSEMENT
200mm
à 500 mm
|
|
PRODUITS
|
|
MATERIAUX
|
BETON
|
|
PEHD
|
|
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 71
Verrouillage
|
Oui
|
PN6 ou PN10 ou PN20 ou
PN25 bars
|
Résistance à la pression
intérieure
(gamme usuelle)
|
1 (gravitaire) 6 et 10 bars
|
|
non
|
non
|
Résistance à la
dépression
|
Oui (-1.0b)
|
Non
|
Déviations angulaires ou rayon
de
courbure
|
Oui - DN 200 à 500 3°
|
PN6 : R=35D. -PN10 : R=25D
|
Charges de rupture
|
|
22MPA
|
Résistance tassement
différentiel
(précisez les conditions d'essai)
|
Oui - nécessité de
disposition
constructive,
type biellette au droit des
raccordements
|
Allongement+ rayon de
courbure. Le tube PEHD offre
la
meilleure résistance au
tassement différentiel
|
Résistance à la fissuration
|
Aucune fissuration jusqu'à
20% d'ovalisation
(voir
resultats essai d'ovalisation
adns avis technique)
|
Aucune fissuration
|
Rigidité diamétrale minimale
kN/m2
|
5000 et 10000 kN/m2
|
PN6=CR4. -PN10=CR8
8 kN/m2
|
Caractéristiques mécaniques
|
Déflexion diamétrale
|
Maximum 1% du DN
|
>3%
|
Ovalisation ou faux rond maximal)
|
3% à court terme et 5% à
long terme sont
tolérés
|
7% du diamètre
|
Limite d'élasticité
|
|
10%
|
Coefficient de rugosité de Manning
|
Manning = 104 rugosité
absolue = 0.013mm
|
0. 007mm
|
Agrément sanitaire
|
Oui
|
Uniquement pour AEP
|
Sensibilité à la perméation
de
substances
|
Non
|
Non aux hydrocarbures
|
Modalité de mise en oeuvre
|
Selon le fascicule 70
|
Fascicule 71
|
Développement durable (durée de
vie)
|
100 ans
|
Recyclable - garantie 100 ans
|
Pertes de charges (m)
|
0,012
|
0,007
|
|
Tableau 12: Classes de résistance et de
rigidité usuelles des matériaux (selon la charte
qualité de l'assainissement Version 2 : Mai 2012)
Type de matériau
|
Unités
|
Classes de résistance et de
rigidité
usuelles
|
Béton armé
|
KN/m2
|
90A-135A-165A-200A (250A) 1
|
Béton non armé
|
KN/m2
|
90B-135B
|
PEHD lisse
|
KN/m2
|
CR4-CR8-CR16
|
PEHD annelé
|
KN/m2
|
CR4-CR8-CR16
|
PVC
|
KN/m2
|
CR4-CR8-CR16
|
|
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 72
2) POUR LES TUYAUX ANNELES EN POLYETHYLENE
Nous pensons que les tubes en polyéthylène
fabriqués représentent actuellement la solution économique
la plus efficace et rationnelle à utiliser pour les infrastructures
urbaines et industrielles.
Dans la mesure où après toutes ces
propriétés sur-citées, il ressort que ces tuyaux sont plus
légers et plus faciles à transporter que les canalisations en
béton.
Par exemple, la livraison de 1km de canalisation
en Ø900 mm de PEHD nécessite seulement 17 camions alors qu'il
faudrait 29 camions pour livrer l'équivalent en
béton.
Cet avantage ralenti donc la production de carbone dans l'air
puisqu'il n'y a pas trop de déplacement de véhicule. Car le
nombre de livraisons nécessaires sur chantier réduit
drastiquement les émissions de CO2 mais réduit également
le nombre d'engins de levage et leur temps d'utilisation sur site.
La synthèse des cette étude nous fait
comprendre de manière explicite les avantages et inconvenients des
différents systèmes dans le tableau ci-dessous :
? INCONVENIENTS
Tableau 13 : Synthèse des
inconvénients pour chaque matériau
|
PE-HD
|
Buse en béton
|
Etanchéité
|
Étanchéité garantie à l'air et
à l'eau jusqu'à 0,5 bar
|
Venues d'eau, résurgences
|
Inertie chimique et
électrique
|
- Dilatation thermique
|
Pose non recommandée à
basse
température (-5° joints intégrés,
-
15° joints coulissants mobiles)
|
propriétés mécaniques
|
- Percement, poinçonnement
|
Friabilité des parois
|
Flexibilité
|
- Ovalisation
|
|
Manutention
|
Taitement avec soin
|
- Manutention, déchargement, stockage
- Transport délicat (poids, calage)
|
légèreté et
grande
longueur
|
- Déformation longitudinale (effet banane)
|
|
Coefficient de rugosité
|
|
Rugosité très élévée
|
fiabilité des réseaux
|
- Lit de pose soigné
|
- Épaufrures et armatures
apparentes, écaillage
- Risque de fissuration
circulaire et/ou longitudinale
|
Respect de
l'environnement
|
Site de production ne sont pas
repartis sur l'ensemble
du
territoire
|
Sous dimensionnement ou absence de protection hydraulique
|
Usure/abraision
|
Plus importante avec un pH de 4.0 et les armatures seraient
exposées
|
-
|
|
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 73

Essai de rigidité annulaire Essai de flexibilité
du tube Vérification de la rigidité
Essai de fluage Essai d'étanchéité
hydraulique sous
pression et à la dépression
? AVANTAGES
Les avantages sont repartis dans ce tableau selon leurs
catégories structurales :
Tableau 14 : Synthèse des avantages pour
chaque matériau
|
PE-HD
|
Buse en béton
|
Longévité
|
o coûts d'exploitation réduits
o Jusqu'à 100 ans (durée de vie)
|
o durée de vie : 100 ans
o pérennité des ouvrages réalisés
|
Inertie
chimique
et
électrique
|
o stabilité du réseau en milieu agressif
o Résistance à l'érosion
o Faible dilatation pou les réseaux
entérés, compte tenu de la stabilité de la
température à 1m de profondeur.
o Résistance totale à l'oxydation
o résistance exceptionnelle à l'abrasion
|
Résistance à l'abrasion
|
propriétés
mécaniques
|
o résistance aux chocs, gel,
o tenue aux U.V
o résistance à l'écrasement
o Résistance aux poinçonnements
|
grande capacité
structurale
|
Température
|
Résistance à la chaleur
|
|
Propriétés
hydrauliques
|
Perte de charge faible
|
Perte de charges élevés
dues à la
rugosité
|
flexibilité
|
aptitude à suivre les mouvements du terrain
|
Très Rigide
|
Etanchéité
et
soudabilité
|
o Étanchéité garantie à l'air et
à l'eau jusqu'à 0,5 bar.
o réseau continu et homogène.
o totale étanchéité à +0,5 bars
et -0,3 bars (norme NF
EN 1277)
|
Bonne étanchéité, si la
pose à
été bien réalisée
|
légèreté
et
grande
longueur
|
o mise en oeuvre facile et mécanisable
o Très légers, installation rapide, facile et
sure.
o réaliser de réelles économies sur les
postes "réseaux gravitaires"
o faciles à stocker, à déplacer et à
poser
|
Extrêmement lourde et
mise en oeuvre difficile
|
|
|
Coefficient de
rugosité
|
- Rugosité faible (plus facilement utilisable pour des
faibles pentes)
- pertes de charge réduites
|
Augmentation des pertes de charge
|
|
fiabilité des
réseaux
|
jonctions adaptées à l'application
|
- Sites de production
répartis sur l'ensemble
du
territoire
|
|
respect de
l'environnement
|
- Alliés de l'environnement et recyclables - Reduction de
gaz à effets de serres - Les PEHD sont non toxiques
|
- Matériau classique et
connu (expérience
de
mise en oeuvre, etc...)
|
|
Coût
|
- Faible coût pour les tuyaux
- Réduction du coût relatif à
l'exécution de l'ouvrage.
|
Coût élevé
|
|
Coefficient de
rugosité
|
0,007
|
0,012
|
|
Usure/abraision
|
Jusqu'à 10 fois inférieur au béton et
à l'acier
|
-
|
À la différence du PVC, le PE est
constitué simplement de carbone et d'hydrogène. Lors de sa
combustion complète, il se transforme donc en CO2 et en vapeur d'eau.
Son bilan énergétique est
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 74
bon. Non mélangé, le PE est recyclable.
Translucide, inerte, facile à manier et résistant au froid, ce
matériau est en outre un excellent isolant électrique. Un de ses
inconvénients : il ne résiste pas aux températures
supérieures à 80°C.
Les avantages des matières plastiques du types PE par
rapport au PVC sont donc qu'elles sont non toxiques, leur écobilan est
assez bon, leur élimination ne pollue pas beaucoup, et surtout ils sont
recyclables en produits de haute qualité.
NB : Nous vous rappelons que la mise
en oeuvre des tubes annelés doit se faire conformément aux
recommandations du fascicule 70. Pour une bonne utilisation, il faut s'assurer
que l'installation répond aux règles de l'art et aux
règlements locaux et il n'enlève aucunement la
responsabilité du concepteur de déterminer la meilleure
méthode de pose pour le type d'utilisation et le type de sol.
? Essais effectués sur les tubes annelés
en polyéthylène
Pour le mode d'exécution, les essais sont en premier
lieu établis pour vérifier les caractéristiques du
matériau et de son aptitude à être posé.
b. Essai de validation
De très nombreux essais ont été
réalisés sur les tubes. Ainsi notamment, la déformation
à court et à long terme (rigidité annulaire, creep
ratio...), l'étanchéité des raccordements ou l'abrasion
ont pu être longuement étudiée.
c. Essai de chargement
Afin de pouvoir valider le calcul théorique des
déformations et des contraintes (généralement
établi pour des tuyaux à paroi lisse), des essais de
résistance à la charge (statique et dynamique) ont
été menées à l'Université Technique de
Munich. Les résultats obtenus ont permis la bonne adéquation
entre les déformations et les contraintes théoriques et celles
réellement observées. Un essai grandeur nature sur deux ans a
démontré la très bonne tenue à l'ovalisation des
tuyaux aux chargements les plus défavorables (charges de chantier,
charges roulantes avec faible couverture et charges induites par un remblai
important).
Tableau 15 :Tableau de quelques essais sur le
PEHD
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 75
III. RENTABILITE ECONOMIQUE
1) Au plan humain
- davantage d'emplois
- renforcement de capacités
2) Au plan social
- plus de fluidité dans le trafic rural
- plus de ponts et de digues construits au profit des paysans
- de plus en plus et de produits agricoles sont acheminés
vers les marchés
3) Au plan politique
- les gouvernements construisent de plus en plus de routes, de
ponts, de retenues d'eaux,
barrages, de digues... à l'avantage des populations ;
donc facteur de paix et de stabilité
4) Rendement optimisé
- gain en temps de réalisation des ouvrages
- durabilité et résistance de l'ouvrage aux
intempéries
- économie substantielle
- finition de plus en plus achevée,
- de plus de contrats...
5) Au plan économique
PRIX D'ACHAT :
En ce qui concerne le prix des canalisations
utilisées de nos jours, les tuyaux annelés en
Polyéthylène PEHD, offre un grand avantage
économique, depuis l'achat jusqu'à la mise en oeuvre pour
l'assainissement.
PRIX FOURNITURE : Pour les buses
béton
L'acheminement se fait en fonction de la distance à
parcourir, et aussi en fonction du tonnage. Comme dans l'exemple de la page 73,
la livraison de 1km de canalisations en Ø900 mm de PEHD
nécessite seulement 17 camions alors qu'il faudrait 29 camions pour
livrer l'équivalent en béton sur une distance de 100
km.
Le voyage revient pour le transport des buses à
150.000f/voyage. Ce qui nous amène à calculer le
coût de l'acheminement pour livrer ces 1km de buses béton.
Cach = 150.000 x 29 = 4.350.000f
Pour les PVC
Les charges sont plus légères et de moindre volume.
polyéthylène
Pour les PEHD
L'aceminement revient Voir le tableau des prix d'achats
Les références des prix des deux systèmes
sont récapitués dans le tableau suivant :
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 76
Tableau 16 : prix des buses et tuyaux PEHD au mètre
linéaire
|
Tableau récapitulatif des prix
|
|
Diamètre
|
Buse béton FCFA (HT/ml)
|
Polyéthylène FCFA
(HT/ml)
|
|
Fourniture
|
Pose
|
Fourniture
(5,8m) &
acheminement
|
Pose
|
|
Achat
|
Acheminement
|
|
|
|
160
|
15000
|
2 FCFA
|
19.440 FCFA
|
3 850
|
10.060 FCFA
|
|
200
|
20000
|
4 950
|
|
250
|
|
7 500
|
|
315
|
31500
|
10 780
|
|
400
|
45000
|
17 490
|
|
500
|
50000
|
30 260
|
|
630
|
62500
|
44 856
|
|
800
|
80000
|
36.760 FCFA
|
97 900
|
12.100 FCFA
|
|
1000
|
100000
|
P.D
|
|
1200
|
130000
|
|
1500
|
155000
|
|
2000
|
215000
|
NB : P.D = pas disponible Calcul et
prix de pose :
NB :Les poses sont
référencés pour une longueur de 150 m pour le creusement
et la pose des canaux.
? Pour les buses béton
En ce qui concerne les diamètres allant de 200 mm à
600mm, les tuyaux ne peuvent pas être deplacé et mis en oeuvre
à la main. Il faut des engins adéquats pour le faire. Les engins
pourront assurer le creusement des fouilles. Certains travaux
nécessitent un béton de propreté.
Moyens mécanique (Engins)
Pour les engins on pourra utiliser une pelle hydraulique ou une
tractopelle, des camions benne, une bétonnière et un
compacteur.
Moyen humain : 2 maçons poseurs, 4
manoeuvres
Soit 20.000 CFA/jr, donc environ pour les 3
semaines on a : 400.000 FCFA NB : Le nombre de
personnes est fonction du diamètre des tuyaux
Les matériaux utilisés
Le sable : pour une tranchée de 150x0,7x1, on se devra de
fournir 105m3. Considerons que le transport du
sable est facturé à environ : 5 500f /m3. On a alors
comme total pour les 105 m3 de sable : 577.500
f.
Le gravier pour le béton de propreté (s'il est
utilisé à défaut du sable comme lit de pose) revient
à : 265.000f/voyage pour un camion de 12m3.
Moyen matériel
Location engins : une pelle hydraulique
(200 000f/jr ) ; un compacteur (190 000f/jr) ; bétonnière
(120000/jr) ; Camion benne (24 500/m3)
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 77
Tableau 17 : prix de pose pour les buses béton (Ø
200 à Ø 600 mm)
|
Ø 200 à
Ø 600 mm
|
Fouille :
Moyens
mécaniques
(Engins)
|
Mise en oeuvre :
Moyens
humains
|
Matériaux
bétonnage
(Sable,graviers...)
|
Compactage
|
|
1Pelle hydraulique,
bétonnière
|
2 Maçons ;
4 manoeuvres
|
camions benne
(sable, graviers)
|
Compateur
(rouleau vibrant)
|
|
Prix
|
600.000 f
|
200.000 f
|
1.121400 f
|
190.000 f
|
|
Prix total
|
2.111.400 f
|
|
Pour 1ml
|
4000 f
|
1500 f
|
10680 f
|
1260 f
|
|
Total (1ml)
|
19.440 FCFA
|
Pris en considération, les diamètres
supérieurs à 600mm, offrent ces volumes suivants :
Une fouille de 150x2,5x2,5, soit un volume de 937,5
m3 à extraire.
Le sable : pour une tranchée de 150x0,7x2,5 ; on se devra
de fournir alors 262,5m3 de sable sachant bien
qu'un m3 de sable fera environ :5 500f. D'où : le volume de
sable à apporté sélèvera à 262,5x5 500 =
1.443.750 FCFA
Le transport de graviers est estimé à
24.500/m3. Soit environ : 2.175.600f pour un volume
de 148x(0,15x 2 x 2) = 88,8 m3
Tableau 18 : prix de pose pour les buses
béton (>Ø 600 mm)
|
>Ø 600 mm
|
Fouille :
Moyens
mécaniques
(Engins)
|
Mise en oeuvre :
Moyens
humains
|
Matériaux
bétonnage
(Sable,graviers...)
|
Compactage
|
|
1Pelle hydraulique,
bétonnière
|
2 Maçons ;
4 manoeuvres
|
camions benne
(sable, graviers)
|
Compateur
(rouleau vibrant)
|
|
Prix
|
600.000 f
|
200.000 f
|
3.619.350 f
|
190.000 f
|
|
Prix total
|
4.609.350 f
|
|
Pour 1ml
|
4000 f
|
1500 f
|
30000 f
|
1260 f
|
|
Total (1ml)
|
36.760 FCFA
|
? Pour les PVC Identique au PEHD
? Pour les PEHD
Moyen humain :
Pour une exécution de travaux d'une durée de 3
semaines. Evaluons le coût de la réalisation des travaux pour une
distance évaluée à 150 m. Concernant les diamètres
allant de 200 mm à 600mm les tuyaux peuvent être
transportés à la mains, nécessitant des bras valides.
Au-delà de 600 mm de diamètre, il faut nécessairement
avoir recours aux engins de levage. On a aussi besoin pour le creusement des
fouilles, de manaoeuvres.
Considerons le prix par m3 de la fouille : il nous
reviens à 2000f/m3. Sachant que nous creuserons environ 2
mètre de profondeur.sur les 150 m de distance (2x150x1=
300m3).
Soit une somme de 2000 x 300m3 =
600.000f
La pose de tuyaux s'élève à 150.000 fcfa:
Les moyens humains nous reviennent donc à :
315.000 FCFA
Moyens mécanique (Engins)
Contairement aux buses béton, pour les diamètre
allant de 200 à 600 mm, on aura à utiliser que des camions bennes
et un compacteur. Les fouilles peuventr être faites à la main.
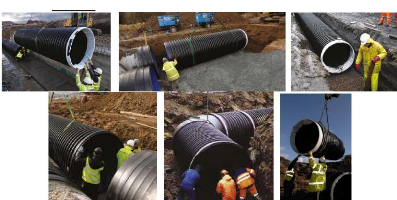
Figure19 : mise en oeuvre des PEHD par le
système de levage
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 78
Tableau 19 : prix de pose pour les PEHD (Ø 200 à
Ø 600 mm)
|
Ø 200 à
Ø 600 mm
|
Fouille : Moyens humains
|
Mise en oeuvre
|
Matériaux (Sable)
|
Compactage
|
|
Manoeuvres
|
Maçons ;
manoeuvres
|
camions benne
(10 roues)
|
compacteur
|
|
Prix total
|
600.000 f
|
200.000 f
|
577.500 f
|
190.000 f
|
|
Prix total
|
1.567.500 f
|
|
Pour 1ml
|
2000 f
|
1300 f
|
5500 f
|
1260 f
|
|
Total (1ml)
|
10.060 FCFA
|
Les matériaux utilisés
En considerant les diamètres 200 mm à 600mm Le
sable : pour une tranchée de 150x0,7x1, on se devra de fournir
105m3 sachant bien que un Voyage de sable fera environ : 85000f : le
transport de gravier est estimé à 24.500/m3. Soit
environ : 543 900f pour un volume de 148 x (0,15x 1 x 1) =
22,2 m3
Au dela des diamètres 600mm considérés,
la mise en oeuvre se fait par un système de levage, nécessitant
l'emploi d'engins, tels que la pelle hydraulique ou une camion de levage.
Moyens matériels
Location engins : une pelle
hydraulique si possible pour levage (200 000f/jr ) ; un compacteur (190
000f/jr) ; Camion benne (24 500/m3)
Tableau 20 : prix de pose pour les PEHD (>Ø 600
mm)
|
>Ø 600 mm
|
Fouille :
Moyens
mécaniques
(Engins)
|
Mise en oeuvre
|
Matériaux
(Sable)
|
Compactage
|
|
1Pelle
hydraulique
|
1Pelle hydraulique
Maçons ; manoeuvres
|
camions benne (10 roues)
|
compacteur
|
|
Prix
|
400.000 f
|
400.000 f
|
577.500 f
|
190.000 f
|
|
Prix total
|
1.567.500 f
|
|
Pour 1ml
|
2670 f
|
2670 f
|
5500 f
|
1260 f
|
|
Total (1ml)
|
12.100 FCFA
|
Les images ci-dessous nous montre une exécution de levage
et pose en europe.
Diplôme d'Ingénieur des techniques
des T.P. Koffi Assômôly Emerson August kouassi, INPHB, 2013 Page
79
CHAPITRE V :
BILAN, SUGGESTIONS ET
PROPOSITIONS
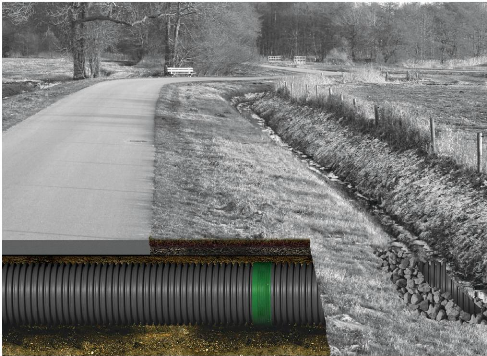
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 80
I. SYNTHESES
Jusqu'à ce jour, seul la SODECAF importe et vend ces
tuyaux annelés. Et les prix indiqué dans ce tableau bilan, sont
issu des prix auquels la SODECAF vend sur le territoire ivoirien
La synthèse de cette étude comparative, nous permet
de présenter le tableau suivant, sur la rentabilité que nous
obtenons en utilisant un diamètre quelconque de PEHD.
Tableau 21 : Prix final par diamètre au ml
|
Achat + fourniture + pose
(pour
1ml)
|
DIAMETRE
Ø(mm)
|
PEHD
|
BUSE
|
|
160
|
13 910 F
|
34 442 F
|
|
200
|
15 010 F
|
39 442 F
|
|
250
|
17 560 F
|
P .D
|
|
315
|
20 840 F
|
50 942 F
|
|
400
|
27 550 F
|
64 442 F
|
|
500
|
40 320 F
|
69 442 F
|
|
630
|
54 916 F
|
81 942 F
|
|
800
|
107 960 F
|
116 762 F
|
|
1000
|
|
|
|
1200
|
|
|
|
P.D
|
P.D
|
|
1500
|
|
|
|
2000
|
|
|
NB : P.D = pas disponible
II. SUGGESTIONS
Nos suggestions vont à l'endroit des maîtres
d'ouvrages, maîtres d'oeuvres, entreprises, organismes de contrôle,
afin que ces réflexions menées puissent faire échos. Nous
suggérons pour notre part : - Qu'il y ait davantage de
contrôle qualité dans la fabrication de nos
ouvrages
- Que l'utilisation expérimentale d'autres
matériaux de relais aux buses traditionnelles puisse être
autorisés et mis en oeuvre dans tous les travaux de construction qui on
en besoin
- Que cette technique puisse être
approfondie et connue de tous. Afin d'être enseignée,
voire
même dans des années à venir
envisager la fabrication sur place ici en Côte d'Ivoire.
Cela est possible si nous voulons entrer et faire partie de ce
monde en plein essor technique. Les tuyaux annelés en
polyéthylène, se vaut une technologie révolutionnaire
rentable à expérimenter et à pérenniser en zone
tropicale.
Procurons nous cette connaissance et avançons dans ce
développement accéléré.
Diplôme d'Ingénieur des techniques
des T.P. Koffi Assômôly Emerson August kouassi, INPHB, 2013 Page
81
CONCLUSION
Au terme de notre étude, nous concluons que les tubes
annelés en PERD représentent actuellement la
solution économique, la plus efficace et rationnelle à utiliser
pour les infrastructures urbaines et industrielles.
Bien-que les buses traditionnelles servent toujours pour
faciliter le transport de l'eau, les tuyaux annelés en
polyéthylène (PEHD), sont dotés de caractéristiques
meilleures qui leur assurent une meilleur qualité d'assainissement et
une rentabilité économique considérable.
Aussi cette études va à l'endroit de l'ensemble
des acteurs, jouant un rôle dans la qualité des travaux et la
fiabilité des ouvrages : maîtres d'ouvrages, maîtres
d'oeuvre, entreprises, organismes de contrôle. Leur appropriation et leur
mise en oeuvre doivent concourir à la réalisation d'ouvrages
d'assainissement répondant aux exigences accrues de qualité et de
l'usager.
Il faut surtout retenir qu'en fonction du type terrain, le
choix revient au maître d'oeuvre d'utiliser le matériel le plus
approprié à l'application, à la nature du sol et aux
conditions climatiques. Ces tuyaux annelés en polyéthylène
répondent à des considérations structurales qui ont permis
la vérification à la résistance et la fiabilité de
ce matériau.
Ainsi ces techniques dejà émisent, auquels nous
nous joignons, complètent ou apportent des évolutions importantes
afin d'améliorer la fiabilité des réseaux
d'assainissement, neufs ou réhabilités.
Alors, il va s'en dire que si notre patrimoine doit être
renouvelé, il faut que les ouvrages construits tiennent compte d'un
certain nombre de paramètres afin de garantir le long terme ; De ce
faite, le développement des canalisations plastiques propose des
alternatives qui nécessitent de prendre en compte les
caractéristiques spécifiques et leur mise en oeuvre.
C'est donc pour cela que, les réseaux d'assainissement
modernes doivent à la fois satisfaire à des exigences rigoureuses
et être durables.
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page
82
SIGLES ET ABREVIATIONS
· INPHB : Institut National
Polytechnique Houphouet Boigny de Yamoussoukro
· EFCPC : Ecole de Formation Continue
et de Perfectionnement des Cadres;
· ENSA : Ecole Nationale
Supérieure d'Agronomie
· ESA : Ecole Supérieure
d'Agronomie ;
· ESCAE : Ecole Supérieure de
Commerce et d'Administration des Entreprises ;
· ESI : Ecole Supérieure
d'Industrie ;
· ESMG : Ecole Supérieure des
Mines et Géologie ;
· ESTP : Ecole Supérieure des
Travaux Publics;
· SODECAF : Société de
Développement Commercial en Afrique
· VRD : Voirie Réseaux Divers
· PVC : Polychlorure de Vinyle
· PE : Polyéthylène
· PEHD : Polyéthylène
Haute Densité
· DETIMBRAGE : Facteur
correctif inférieur à 1 qui s'applique à la PN d'un
réseau lorsque les conditions de fonctionnement diffèrent des
conditions standard (température, nature du fluide, conditions
mécaniques).
· DN : Diamètre
Nominal. Diamètre extérieur pour le PE
(Polyéthylène).
· DP : Design Pressure,
pression de calcul en régime permanent. C'est la pression maximale de
fonctionnement du réseau qui prend en compte les développements
ultérieurs mais pas le coup de bélier.
· MDP : Maximum Design
Pressure, pression maximale de calcul du réseau fixée par le
prescripteur. Elle doit prendre en compte le coup de bélier et les
développements ultérieurs.
· MRS : Minimum Required Stress ou
contrainte minimum requise dont la valeur obtenue est pondérée
par un coefficient de sécurité (C=1.25 pour l'eau) pour calculer
la contrainte hydrostatique a utilisée dans les calculs
· PFA : Pression hydrostatique maximale
à laquelle un composant est capable de résister lorsqu'il y est
soumis de façon intermittente en service.
·
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 83
PERTES DE CHARGE : Chute de pression entre
deux points du réseau dans lequel circule un fluide, conséquence
des frottements du fluide lors de son écoulement.
· PMA : Pression Maximale Admissible
d'un élément de canalisation, susceptible d'être atteinte
dans une installation dans les conditions de service.
· PN : Pression Nominale,
exprimée en bar. Pression d'eau maintenue constante à
l'intérieur d'un élément de canalisation à
10°C. Désignation conventionnelle relative à la
résistance mécanique d'un composant de tuyauterie et
utilisée à des fins de référence.
· SDR : Standard Dimension Ratio, c'est
une valeur arrondie qui exprime le rapport entre le diamètre
extérieur et l'épaisseur minimale. Cette constante est
désignée sous le sigle « SDR » qui se traduit par
« Rapport Dimensionnel Standardisé » :
· STP : System Test Pressure, pression
hydrostatique d'épreuve du réseau. Appliquée à une
conduite, elle permet de s'assurer de son intégrité et de son
étanchéité.
· UNITES USUELLES DE PRESSION : 1 atm =
760 mm de mercure = 10,33 m d'eau = 1 bar = 0,1 MPa = 1,013
daN/cm2
· J : Perte de charge en mètres
de hauteur du fluide circulant dans la conduite par mètre de celle-ci -
Sans dimension
· ë : Coefficient de perte de
charge - Sans dimension
· D : Diamètre intérieur
de la conduite en mètres L
· V : Vitesse moyenne du fluide dans la
section considérée, en mètres par seconde LT-1
· g : Accélération de la
pesanteur en mètres par seconde LT-2
· k : Coefficient de rugosité
équivalente en mètres (formule de Colebrook) L
· Re : Nombre de Reynolds - Sans
dimension
· í : Viscosité
cinématique en mètres carrés par seconde L2T-1
· R : Rayon hydraulique en
mètres L
· S : Section mouillée en
mètres carrés L2
· P : Périmètre
mouillé en mètres L
· n : Coefficient de rugosité
dans la formule de Manning - Sans dimension
· Cwh : Coefficient de perte de charge
dans la formule de Williams et Hazen - Sans dimension
Diplôme d'Ingénieur des techniques des T.P.
Koffi Assômôly Emerson August kouassi, INPHB, 2013 Page
84
TABLEAUX ET FIGURES
FIGURES:
Figure1 : Densité du réseau routier (km pour
100km2)/région page 16
Figure2 : Densité du réseau bitume (km pour
100km2)/région page 16
Figure3 : Processus de fabrication page 28
Figure4 : Extrusion page 29
Figure5 : Filière double paroi page 29
Figure6 : Finitions et emballages de longueurs page
30
Figure7 : Calibrage page 31
Figure8 : Tuyau à paroi interne blanche page
38
Figure9 : Définition générale des
différentes zones page 40
Figure10 : Intéraction tubes flexibles / tubes
rigides page 43
Figure11 : Charges appliquées aux tubes flexibles
et aux tubes rigides page 43
Figure12 : Déformation d'un tuyau flexible page
44
Figure13 : Charges appliquées et transmises par les
remblais page 46
Figure14 : Comportement après application de
charges page 47
Figure15 : Etapes de remblai de la tranchée page
52
Figure16 : Dégradations des buses( carrefour de la
riviéra II) page 60
Figure17 : Exécution de travaux de pose de buses
sur l'autoroute singrobo-yamoussoukro page 62
Figure18 : Performances hydrailiques des PEHD page
66
Figure19 : Mise en oeuvre des PEHD par le système
de levage page 77
TABLEAUX :
Tableau 1 : Prescription sur la matière de base (PEHD
page 27
Tableau 2 : Caractéristiques physiques page 30
Tableau 3 : Caractéristiques mécaniques page
32
Tableau 4 : La perte d'épaisseur en fonction d'une
abrasion (test du Dr Gabriel) page 34
Tableau 5 : Code de résistance du PEHD page 35
Tableau 6 : Types de conduites page 42
Tableau 7 : Etapes et choix du compactage page
53
Tableau 8 : Longueur, épaisseur et kilogramme des Tuyaux
en béton (selon MEHAT
préfabrication) page 61
Tableau 9 : Débit d'eau dans les conduites en PEHD et
en béton page 69
Tableau 10 : Synthèse des caractéristiques
physiques des canalisations page 69
Tableau 11 : Tableau Comparatif des matériaux (selon
la charte qualité de l'assainissement
Version 2 : Mai 2012) page 70
Tableau 12 :
Classes de résistance et de rigidité usuelles des
matériaux (selon la charte qualité de
l'assainissement Version 2 : Mai 2012) page 70
Tableau 13 : Synthèse des inconvénients pour
chaque matériau page 71
Tableau 14 : Synthèse des avantages pour chaque
matériau page 72
Tableau 15 : Tableau de quelques essais sur le PEHD page
73
Tableau 16 : Prix des buses et tuyaux PEHD au mètre
linéaire page 75
Tableau 17 : Prix de pose pour les buses béton
(Ø 200 à Ø 600 mm) page 76
Tableau 18 : Prix de pose pour les buses béton (
>Ø 600 mm) page 76
Tableau 19 : prix de pose pour les PEHD (Ø 200 mm
à Ø 600 mm) page 77
Tableau 20 : prix de pose pour les PEHD (>Ø 600 mm)
page 77
Tableau 21 : Prix final par diamètre au ml page
79
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 85
GLOSSAIRE
Le polyéthylène : c'est
La norme : c'est le référentiel
technique
La certification à la norme (marque NF ou autre
marque) : c'est la vérification par un organisme tiers de la
conformité au référentiel technique de la norme.
L'avis technique est le référentiel
technique (lorsqu'il n'y a pas de norme).
La certification à l'avis technique (marquage
CSTBât ou autre) est la certification par un organisme tiers de la
conformité au référentiel technique de l'avis
technique.
Thermoplastique :
Abrasion : Usure accompagnée d'une perte de
matière consécutive au frottement d'un élément par
un abrasif ou par le passage répétitif des piétons,
véhicules et chariots industriels, etc.
Erosion : Perte de matière résultant du
frottement d'un corps solide et d'un fluide contenant des particules solides en
suspension et en mouvement.
Cavitation : Usure d'une structure hydraulique
caractérisée par une perte de masse en présence de bulbes
de vapeur qui se forment lors d'un changement brusque de direction d'un
écoulement rapide de l'eau.
Chocs : Le béton éclate sous l'effet de
chocs produits par des engins de transport ou de levage, des outils.
Surcharges : Il s'agit d'ouvrages ayant supporté
des charges trop importantes qui ont entraîné des fissurations et
des éclatements du béton.
Le feu : Les très fortes
élévations de température lors d'un incendie par exemple,
entraînent un éclatement du béton.
Cycle gel/ dégel : Après un nombre
important de cycles gel/dégel, certains bétons peuvent se
déliter en surface et se désagréger. C'est le cas des
ouvrages de montagne, des chambres froides.
Corrosion : Attaque des matériaux par les agents
chimiques. Sur les métaux, la corrosion est une oxydation.
Régime laminaire : chaque particule fluide se
déplace parallèlement à l'axe du tube et avec une vitesse
constante. Le nombre de Reynold Re est
inférieur à 2400
Régime turbulent : les diverses particules
fluides se déplacent dans des directions et à des vitesses
variables et il se forme des tourbillons. Le nombre de Reynold Re
est supérieur à 2400
Diplôme d'Ingénieur des techniques
des T.P. Koffi Assômôly Emerson August kouassi, INPHB, 2013 Page
86
BIBLIOGRAPHIE
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 87
SITES WEB
v Le site du groupe ferrosystems :
www.ferrosystems.com
v
www.canalisation.org
(avantages du polyethylene)
v Le site du groupe polieco :
www.polieco.com
v Le goupe FLB :
www.flb-plast.fr
- E-mail : commercial@
flb-plast.fr
v Manuel sur les canalisations hydrotub
XLwww.polypipe.fr
v Le groupe ECOPAL,
www.ecopal.com
v Le groupe TUYPER :
www.tuypergrupo.com
v Polypipe France
www.polypipe.fr
/ E-mail : wms@
polypipe.fr
v Le groupe STPM CHIALI :
www.stpm-chiali.com
email: info@stpm-chiali.com
v Le groupe INTERPLAST :
www.interplast.mc
- E-mail : contact@
interplast.mc
OUVRAGES
v Mémoire online de NDZANA AKONGO
Grégoire & TCHOUMI Samuel Université de Douala
(Ecole Normale Supérieure de l'Enseignement Technique) ENSET - DIPET2
(Diplôme des Professeurs des lycées d'Enseignement Technique
2ème grade) Génie Civil, Option: Bâtiment et Travaux 2007.
Sur le Thème : Réhabilitation des ouvrages en
béton arme degrades par la corrosion des armatures
v Préface du Président de la
République Félix Houphouët Boigny, dans la
revue du Ministère des travaux, des transports, de la construction et de
l'urbanisme (N°1 - Novembre 1977).
v Guide de pose des réseaux
d'assainissement du GROUP POLIECO
v Document sur les règles de certification
de la marque NF selon AFNOR CERTIFICATION, sur les tuyaux
polyéthylène pour l'assainissement sous pression
v Fasicule 70
v L'ouvrage du groupe SOLENO intitulé
:Transport conduites résistantes à raccordements
performents
v Manuel de polypipe WMS / décembre 2012,
sur les canalisations gravitaires de grand diamètre
v Le guide d'aide aux choix des matériaux
pour les réseaux d'assainissement
v La charte qualité de l'assainissement
Version 2 : Mai 2012
v Le catalogue du fabricant
INTERPLAST
v Catalogue CONDUSAN du goupe TUYPER
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 88
DOCUMENTS DIVERS
+ Guide d'aide aux choix des matériaux pour
les réseaux d'assainissement / version 2 : Mai 2012
+ Cahier des clauses techniques
particulières (CCTP) Travaux de canalisations d'assainissement
page 12 version 11 Novembre 2004
+ Ministère des Transports du Québec
(MTQ), pour la Direction des Structures. Étude sur la dégradation
des ponceaux routiers de polyéthylène, Étude
effectuée par M. Jocelyn Cloutier
ing. stag. et M. Pierre F. Lemieux ing.
M.S. (MIT) Ph.D (Waterloo), Université de Sherbrooke, Sherbrooke,
Février, 1999, Canada.
+ Bureau national d'études techniques et de
developpement (BNETD)
+ Entetien à la Société
Ivoirienne de Béton Manufacturé (SIBM)
+ Entretien avec M.GNAN-Kouassi,
enseignant-Hydraulique-environnement à l'INPHB +
Entretien avec M.Gogoua Habib,
enseignant-Hydraulique-environnement à l'INPHB
Diplôme d'Ingénieur des techniques
des T.P. Koffi Assômôly Emerson August kouassi, INPHB, 2013 Page
89
ANNEXES
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 90
ENTREPRISES QUI FABRIQUENT CES TUYAUX
EN EUROPE
+ Le groupe SOLENO, The Structural
Performance Of S O L F L O M A X ® 345 kPa HDPE Pipe. When Buried In
Soil, rédigé par A.P. Moser, Ph.D., Buried structures
laboratory, College of Engineering, Utah State University, USA, Avril 2000.
+ Le groupe POLIECO (Industrie
Polieco - M.P.B. S.r.l. - Via E. Mattei 49 - 25046 Cazzago S.Martino
(BS) - Italy P.IVA: 00584520985 - Registro Imprese Brescia e C.F.: 00873510176
R.E.A. BS 215960 - Mecc. BS 001633. / Http:
www.polieco.fr
POLIECO France 50 rue de Buizonne - B.P. 6 -
Z.I. Feillens Sud 01570 FEILLENS Tél. (33) 03 85 23 91 60 - Fax. (33) 03
85 23 92 99
+ Le groupe FERRO SYSTEM: Paseo
Marítimo c/Acalde Francisco Vazquez, 63 Plaza Interior 15002 A
Coruña (España). Marque de qualité AENOR
Tél: (+00 34) 981 010 060 Fax: (+00 34) 981 010 061
Http :
www.ferrosystems.com
Email:
info@ferrosystems.com
+ Le groupe FLB (Zone Quadraparc - Rue Robert
Fulton - 62800 LIEVIN
Tél. : +33 (0)3 21 45 80 00 - Fax : +33 (0)3 21 45 10
15 R.C.S. Arras 401 560 693 - Siret 401 560 693 000 53 - n° TVA FR 00 401
560 693
Site :
www.flb-plast.fr
- E-mail : commercial@
flb-plast.fr
V' Le groupe STPM CHIALI (voie A zone
industrielle - BP 160. SIDI BELABBES - 22000 - Algérie
Tel :( LG) 00 213 (0)48 55 11 90 Fax: 00 213 (0) 48 56 92 70
Http: //
www.stpm-chiali.com
email: info@stpm-chiali.com
V' Le groupe ECOPAL,
www.ecopal.com
V' Le groupe REHAU SA ; Siège social
REHAU Western Europe : Place Cissey, 57343 MORHANGE Cede x, FRANCE
Tel. +33 (0)3 87 05 51 00, Fax +33 (0)3 87 05 50 91,
Http:
www.rehau.fr
email: morhange@rehau.com
V' Le groupe HELGER, certifié ISO 9001 :2000 /
Herlger France / BP 16 F-53400 craon.
Tél : (0) 243 09 35 00 Télécopie :
(0) 243 09 35 00
V' Le groupe INTERPLAST, S.A.M. CIDEP
Société Anonyme Monégasque au capital de 225 000 €.
R.C.I. Monaco 87 S 2253 - SSEE 515 F 06675 «Athos Palace» - 2, rue de
la Lüjerneta - 98000 Monaco ; Tél. : +377 93 10 11 22 - Fax :
+377 92 05 99 88
Site web .
·
www.interplast.mc
- E-mail .
·
contact@interplast.mc
V' Le groupe TUYPER
TUBERÍAS Y PERFILES PLÁSTICOS,
S.A.U.
Tel.: 00 34 945 33 22 00 | Fax: 00 34 945 33 28 48/
www.tuypergrupo.com
Polígono Industrial de Lantarón ; 01213 Salcedo
(Álava, Espagne) ; Apdo. Correos 258 - 09200
Miranda de Ebro (Burgos, Espagne)
V' Polypipe France
Direction Commerciale WMS ; 359, avenue du Douard ; Z.I. Les
Paluds CS 41037 F-13781
Aubagne cedex Tél. : 04.42.82.40.50 Fax :
04.42.82.40.41
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 91
E-mail : wms@
polypipe.fr /
site :
www.polypipe.fr
EN COTE D'IVOIRE
Le temps qui nous a été impartis pour notre
travail nous a permis de conclure avec réserve que actuellement il n'y a
aucun fabricant de ces types de tuyaux ici en Côte d'Ivoire ; et seul la
SODECAF vend et importe les tuyaux annelés en
polyéthylène haute densité.
? Aperçu de quleques dégradations dues
aux mauvais état des ouvrages d'assainissement

? Aperçu du système d'assainissement
avec les tuyaux annelés en polyéthylène
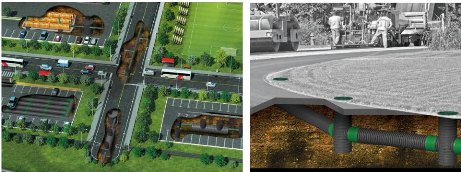
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 92
Quelques chantiers de construction de la SODECAF
depuis
2006
|
Immeuble R+1 à Yamoussoukro
|
Immeuble R+2 à Bonoumin
|
|
Immeubles RDC à M'Batto Bouaké - Bingerville.
|
|
|
Bibliothèque au Cours Lamartine
|
Villa à la Riviera III
|
|
Pharmacie à la Riviéra
|
Siège de l'Université des Lagunes
|
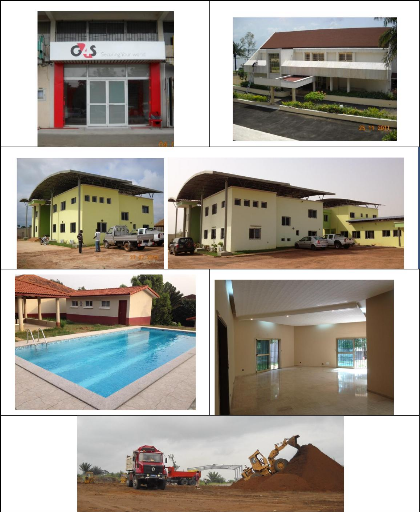
Agence de G4S à Biétry
Siège de Pefaci à Yamoussoukro
Villa à Cocody
Villa à cocody
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 93
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 94
Entrepot SODECAF
|
Construction d'un duplex à la Riviera Bonoumin
|
|
|
Dispensaire à Toumbokro
|
|
Exécution des tuyaux en polyéthylène
|
|
VRD de SCI « les familles » à abatta
|
|
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 95
LES NORMES FRANÇAISES CONCERNANT L'UTILISATION
DES
TUYAUX.
? LA NORME EN 13476-1
TUBE PEHD ANNELÉ DOUBLE PAROI
(Intérieur lisse pour réseaux d'assainissement
gravitaires selon la norme EN 13476-1) selon le fabricant
INTERPLAST
|
Diamètre
extérieur OD*ep
|
Diamètre intérieur ID
|
Longueur (mm)
|
Palette (ml)
|
Pré
manchonné
|
Joints mortés
|
|
160 x 12.5
|
135
|
6
|
198
|
*
|
*
|
|
200 x 15
|
170
|
6
|
120
|
*
|
*
|
|
250 x 20
|
210
|
6
|
72
|
*
|
*
|
|
315 x 24
|
267
|
6
|
42
|
*
|
*
|
|
350 x 25
|
300
|
6
|
36
|
*
|
*
|
|
400 x 30
|
340
|
6
|
36
|
*
|
*
|
|
465 x 32.5
|
400
|
6
|
30
|
*
|
*
|
|
500 x 37.5
|
425
|
6
|
12
|
*
|
*
|
|
580 x 40
|
500
|
6,1
|
2 barres
|
*
|
*
|
|
630 x 47.5
|
535
|
6,1
|
2 barres
|
*
|
*
|
|
700 x 50
|
600
|
6,1
|
1 barre
|
*
|
*
|
|
800 x 62.5
|
675
|
6,1
|
1 barre
|
*
|
*
|
|
1000 x 77.5
|
845
|
6,1
|
1 barre
|
*
|
*
|
Le tube est livré avec un manchon CR8 en PEHD
injecté et thermo-soudé en usine à une
extrémité, du diamètre 160 au 500. Pour les
diamètres 630, 800 et 1000 : livraison avec un manchon extrudé en
même temps que le tube.
Notons bien que les prix pour ces diamètres 160 à
500 diamètres 630 à 1000 se font sur consultation
? LA NORME EN 1555 : dans les systèmes de
canalisation plastique pour la distribution des combustibles gazeux -
polyéthylène
? LA NORME EN 12201 : dans les systèmes
de canalisation plastique pour
l'alimentation en eau - polyéthylène
? LA NORME EN 13244 : dans les systèmes
de canalisation plastique pour
l'industrie et eau non potable
? LA NORME NF EN 1277
? LA NORME NF EN 13476 À 1 ? La norme
NF EN 13476 - 3
? La norme NF EN 1610, définie les
règles de pose en tranchée des tubes PEHD
annelés
NORMES DES PRODUITS ET DES METHODES D'ESSAIS ET DE
CONTROLES.
|
Numéros
|
Descriptions
|
|
NQ 3624-001
|
Tuyauteries de plastique - Définitions,
désignations et dimensions.
|
|
NQ 3624-110
|
Tuyaux et raccords en polyéthylène (PE)- Tuyaux
semi-rigides ou flexibles pour l'évacuation des eaux de ruissellement,
le drainage des sols et les ponceaux - caractéristiques et
méthodes d'essais
|
|
NQ 3624-115
|
Tuyaux et raccords en polyéthylène (PE)- Tuyaux
annelés flexibles pour le drainage - caractéristiques et
méthodes d'essais
|
|
NQ 3624-120
|
Tuyaux et raccords en polyéthylène (PE)- Tuyaux
à profil ouvert ou fermé à
paroi intérieure lisse pour l'égout pluvial et
le drainage des sols -
caractéristiques et méthodes
d'essais
|
|
CSA B 181.1
|
Tuyaux de plastique pour drainage et égout et
accessoires
|
|
CSA B 182.6
|
Tuyaux d'égout à paroi profilée et raccords
Polyéthylène.
|
|
CSA B 182.8
|
Tuyaux d'égout pluvial et de drainage à paroi
profilée et raccords Polyéthylène.
|
|
AASHTO M252
|
Corrugated Polyethylene Drainage Pipe
|
|
AASHTO M294
|
Corrugated Polyethylene Pipe, 300- to 1200-mm Diameter
|
|
ASTM D 618
|
Conditioning Plastics and Electrical Insulating Materials for
Testing
|
|
ASTM D 1693
|
Test Method - Environmental Stress Cracking of Ethylene
Plastics
|
|
ASTM D 2122
|
Test Method - Determining Dimensions of Thermoplastic Pipe and
Fittings
|
|
ASTM D 2412
|
Test Method - Determination of External Loading
Characteristics of Plastic Pipe by Parallel-Plate Loading
|
|
ASTM D 2444
|
Test Method - Impact Resistance of Thermoplastic Pipe and
Fittings by Means of a Tup (Falling Weight)
|
|
ASTM D 3350
|
Standard Specification for Polyethylene Plastics Pipe and
Fittings Materials
|
|
ASTM D 4218
|
Test Method - Determination of Carbon Black Content in
Polyethylene Compounds by the Muffle-Furnace Technique
|
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 96
*Réf: soleno, chapitre 3; fabrication et essais ;
édition 8 (04-07)
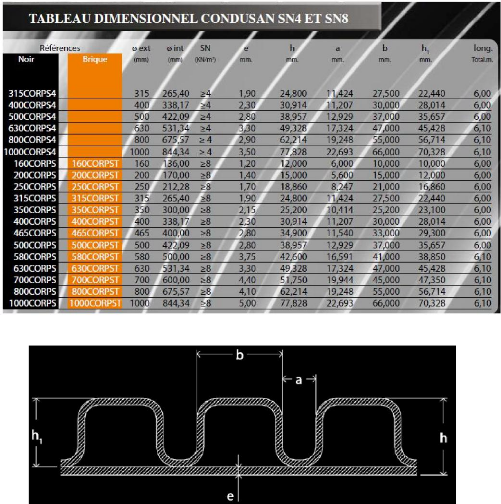
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 97
...........................................................................................
*Réf: Catalogue CONDUSAN du goupe TUYPER
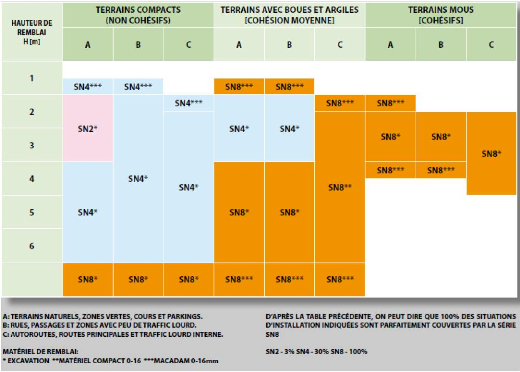
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 98
...........................................................................................
*Réf: Catalogue CONDUSAN du goupe TUYPER
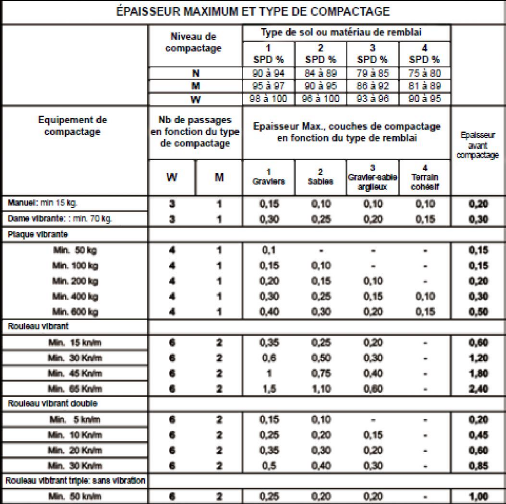
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 99
...........................................................................................
*Réf: Catalogue CONDUSAN du goupe TUYPER
Un exemple d'attestation de conformité lors
d'un contrôle qualité de livraison Selon
le
fabricant soleno
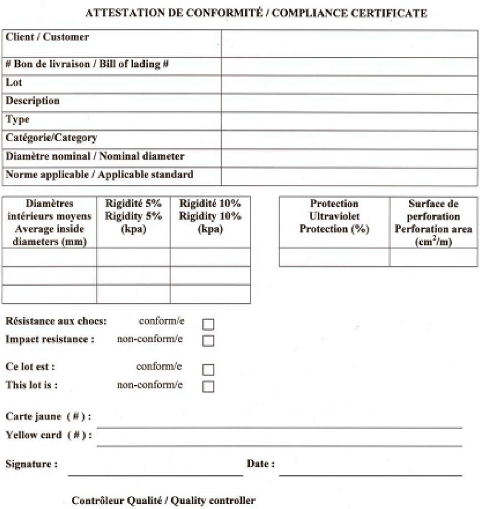
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 100
*Réf: soleno, chapitre 3; fabrication et essais ;
édition 8 (04-07)
Diplôme d'Ingénieur des techniques des T.P.
Koffi Assômôly Emerson August kouassi, INPHB, 2013 Page
101
DEDICACE .. page 5
REMERCIEMENTS page 6
7
AVANT PROPOS . page 7
9
NOTE DE SYNTHESE page 8
INTRODUCTION GENERALE page 9
11
CHAPITRE I : SPECIFICATION DE LA PROBLEMATIQUE
page 12
I- JUSTIFICATION DU SUJET page13
1) Raison personnelle et motivation page13 19
19 6
2) Intérêt scientifique page13
19
3) Intérêt social page13
II- IDENTIFICATION ET FORMULATION DU PROBLEME
.. page 14
18
III- GENERALITES SUR L'ASSAINISSEMENT ROUTIER
. page 14
1) Définition page14
2) Réseau routier ivoirien actuel page15
19
3) Description des techniques de drainage routier page16
19
19
IV- QUESTIONS DE RECHERCHE page 17
V- OBJECTIFS DE L'ETUDE page 17
1) Objectif général page17
2) Objectifs spécifiques page17
19 19
VI- HYPOTHESES DE RECHERCHE page 18
CHAPITRE II: LES CONSIDERATIONS D'ORDRE METHODOLOGIQUE
page 19
I- PRESENTATION DE LA STRUCTURE D'ACCUEIL ..
page
20
1) Historique page20
2) Approche définitionnelle page22
19
II- RECHERCHE DOCUMENTAIRE page 23
6) Les techniques de recherche page23
7) Recension des écrits pertinents page23
19
8) Traitement et analyse des données page24
19
9) Difficultés rencontrées page24
19
CHAPITRE III : CARACTERISTIQUES DES DEUX SYSTEMES
page 25
I- PRESENTATION DU CADRE DE L'ETUDE page 26
II- TUYAUX ANNELES EN POLYETHYLENE HAUTE DENSITE (PEHD)
page 26
1) Présentation du tuyau page 26
2) Caractéristiques techniques ( selon le fascicule 70)
page 31
9
3) Avantages et inconvénients page 37
19
19
Diplôme d'Ingénieur des techniques des T.P. Koffi
Assômôly Emerson August kouassi, INPHB, 2013 Page 102
III- TECHNIQUES DE MISE EN OEUVRE DU TUYAU PEHD
page 40
1) Caractéristique de sol et de pose (extrait du
fascicule 70) page 40
2) Considérations structurales (évaluation des
contraintes applicables sur le matériau) ... page 41
3) Processus d'acquisition et mise en oeuvre du POLYETHYLENE
page 48
4) Mode d'emploi page 51
5) Description de Mise en oeuvre des tuyaux en
polyéthylène page 54
IV- FABRICATION ET MISE EN OEUVRE DES BUSES EN BETON
SELON LES NORMES page 58
1) Définition page 58
2) Processus de fabrication de buses béton page
58
3) Avantages et inconvénients des buses page
59
4) Mise en oeuvre et applications page 62
CHAPITRE IV : ETUDES COMPARATIVES DES DEUX SYSTEMES
page 64
I- EVALUATION HYDRAULIQUE DES DIFFERENTS SYSTEMES
page 65
1) Calcul des pertes de charges page 65
2) Applications pratiques pour nos différents produits
page 67
II- AVANTAGES ET INCONVENIENTS DES DEUX SYSTEMES
page 70
1) Pour les buses en béton page 70
2) Pour les tuyaux annelés en Polyéthylène
page 71
III- RENTABILITE ECONOMIQUE page 75
1) Au plan humain page 75
2) Au plan social page 75
3) Au plan politique page 75
4) Rendement optimisé page 75
5) Au plan économique page 75
CHAPITRE VI : BILAN, SUGGESTIONS ET PROPOSITIONS
page 78
I- SYNTHESES page 79
II- SUGGESTIONS page 79
CONCLUSION page 80
SIGLES ET ABREVIATIONS page 81
TABLEAUX ET FIGURES page 83
GLOSSAIRE page 84
BIBLIOGRAPHIE page 85
ANNEXES page 88
TABLE DES MATIERES page 100
| 

