INTRODUCTION
La durabilité des ouvrages en béton armé
dépend de leur comportement face aux conditions climatiques et
environnementales qui existent dans les milieux où ils sont construits.
Ces ouvrages sont souvent exposés à de nombreuses agressions
physico-chimiques auxquelles ils doivent résister afin de remplir de
façon satisfaisante pendant leur période d'utilisation, toutes
les fonctions pour lesquelles ils ont été conçus.
Lorsqu'ils ne peuvent résister à ces agressions, des
désordres dont le plus fréquent est la corrosion des armatures
apparaissent dans le béton de ces structures. Ces désordres sont
généralement dus à des défauts de conception,
à une mauvaise mise en oeuvre ou à des causes accidentelles ; ils
hypothèquent la durabilité, la résistance et la
stabilité des ouvrages et peuvent entraîner leur
dégradation, leur ruine.
Bien conçu et mis en oeuvre suivant les règles
de l'art, le béton offre aux armatures une protection à la fois
physique et chimique. L'enrobage assure la protection physique en jouant un
rôle de barrière vis-à-vis de l'environnement. Sa
qualité (compacité, teneur en ciment,
imperméabilité, etc.) et son épaisseur (3 cm en milieu non
agressif et 5 cm en milieu marin) sont des facteurs essentiels à la
bonne tenue des armatures face à la corrosion.
L'alcalinité élevée du béton
assure la protection chimique en recouvrant, selon le phénomène
de passivation, les armatures d'un film extrêmement mince d'hydroxyde de
fer. Mais, en présence d'eau et d'oxygène, ce film est
détruit par différents agents tels que les chlorures, le dioxyde
de carbone etc. La corrosion pourrait donc apparaître avec comme
conséquences la réduction des sections d'acier et formation de
rouille, dont le volume, aux moins deux supérieur à celui du fer
initial, entraînera des fissurations du béton qui
accélèreront le processus de corrosion en facilitant la diffusion
de l'oxygène et des espèces corrosives.
Il existe actuellement plusieurs méthodes de protection
ou de réparation. Celles-ci agissent directement au niveau de l'acier
(revêtements organiques ou métalliques des armatures, inhibiteurs
de corrosion, protection cathodique) ou au niveau du béton, soit en
empêchant la pénétration d'éléments agressifs
(revêtement du béton par des peintures spéciales), soit en
réhabilitant la qualité du béton (changement des
parements, déchloruration, ré-alcalinisation).
Des études faites à travers le monde montrent
que la corrosion des armatures est responsable de la dégradation de 75%
des ouvrages en béton armé et absorbe la plus grande partie des
ressources financières destinées aux activités d'entretien
et de renouvellement des ouvrages de génie civil; ceci est la preuve que
ce phénomène doit être pris très au sérieux.
Que de nombreux ouvrages en béton armé dégradés par
la corrosion des armatures exigent de nouvelles interventions peu de temps
seulement après qu'ils aient été réparés
pour la même raison a attiré notre attention et nous a
amené à penser que la corrosion qui fait tant de mal à nos
ouvrages en béton armé n'est pas traitée avec tout le
sérieux qui doit lui être dû. Cela peut résulter du
fait que beaucoup d'ingénieurs et de techniciens ne procèdent
pas au préalable à des investigations sérieuses pour
évaluer l'ampleur des dégâts dans la structure avant
d'engager des travaux de réparation, soit par leur méconnaissance
du phénomène de la corrosion et de la démarche à
suivre pour résoudre les problèmes de corrosion, soit alors
qu'ils ne se fient uniquement qu'à l'apparition des dégradations
visuelles sur l'ouvrage telles que : les tâches de rouille, les
infiltrations d'eau, l'éclatement du béton, les fissures...Les
conséquences qui en découlent sont : la non détection
des dégradations cachées qui vont se propager avec le temps, le
risque de baser les travaux sur un concept erroné, la mauvaise
évaluation du coût des réparations.
Pour remédier à cette situation et oeuvrer
à la réhabilitation efficace et durable des ouvrages en
béton armé dont les armatures sont corrodées, nous avons
décidé de travailler pour notre mémoire de fin
d'étude, sur le thème « REHABILITATION DES
OUVRAGES EN BETON ARME DEGRADES PAR LA CORROSION DES
ARMATURES». Les objectifs visés par notre
étude sont :
- expliquer les mécanismes de la corrosion des
armatures du béton ;
- présenter les techniques d'investigation pour la
détection de la corrosion des armatures et l'évaluation de son
ampleur ;
- présenter et expliquer les méthodes de
réparation des ouvrages corrodés ;
- proposer une démarche à suivre pour
réhabiliter efficacement les ouvrages corrodés ;
- donner des mesures préventives pour empêcher ou
retarder le plus longtemps possible la corrosion des armatures
conformément à l'adage qui dit
que : »prévenir vaut mieux que
guérir »
CHAPITRE I
LE BETON ARME
I.1 - HISTORIQUE
L'apparition des premiers bétons se situe à la
fin du premier quart du XIXème siècle lorsque la chaux
hydraulique, liant utilisé jusqu'alors, est remplacée par le
ciment Portland.
C'est vers 1870 que l'on introduit des barres d'acier dans le
béton afin de compenser sa faible résistance à la
traction, donnant ainsi naissance au béton armé. Cependant, ce
n'est que vers 1900 que le béton armé remplace peu à peu
les structures métalliques dans la construction d'ouvrage de
génie civil. Les premières théories des calculs statiques
apparaissent 30 ans plus tard et les progrès réalisés au
XXème siècle ont fait du béton armé, le
principal matériau de construction utilisé aujourd'hui.
I.2 - LE BETON
Le béton est un matériau obtenu après
malaxage de ciment, d'eau, de granulats (sable, gravier, caillou...) et
éventuellement d'adjuvants dans des proportions bien
déterminées et en fonction des caractéristiques voulues.
L'ensemble doit être homogène et la pâte résultant
des réactions entre le ciment et l'eau est l'élément actif
du béton.
Parmi la grande variété de ciments, un des plus
couramment utilisé est le ciment Portland composé de clinker, de
gypse ( 5%) et éventuellement d'ajouts (< 5%). Le clinker, obtenu par
broyage d'une roche artificielle produite par calcination vers 1450°c d'un
mélange de calcaire et d'argile en proportion moyenne 80%-20%, est
composé de :
- Silicate tricalcique : 3Ca0. Si 02 ou
C3S ( 60-65%)
- Silicate dicalcique : 2Ca0.Si 02 ou
C2S ( 20-25%)
- Aluminate tricalcique :
3Ca0.Al203 ou C3A ( 5-10%)
- Ferro-aluminate tétracalcique:
4Ca0.Al203.Al203,
Fe203
ou C4AF ( 5-10%)
L'eau est avec le ciment l'ingrédient le plus
important du béton. Elle remplit à la fois une fonction physique
conférant au béton frais les propriétés
rhéologiques d'un liquide, et une fonction chimique contribuant au
développement de la réaction d'hydratation du ciment et par la
suite à la résistance mécanique du béton.
Les granulats, appelés aussi agrégats
sont des éléments inertes composés de roches
carbonatés (CaC03, MgC03, CaMg
(CO3)2) ou siliceuses (Si02) qu'on
ajoute à un liant pour former une pierre artificielle, ils constituent
dans les conditions normales, le squelette du béton, lui
conférant sa compacité et participant à sa
résistance mécanique.
Calcaire CaCO2
Argile si O2,
Al2O2
+
Cuisson à 1450°C
Trempe
Clinker
Gypse CaSO4 ;
2H2C
Ajouts éventuels
+
Dosage broyage
Ciment
Eau, granulats
Adjuvants
Béton
+
+
+
I.3 - L'ACIER
Le béton résiste bien à la compression
mais possède une faible résistance à la traction. C'est
pourquoi, pour lui conférer une bonne résistance à la
traction, on dispose dans la partie tendue des armatures. Les armatures pour
béton armé sont généralement des assemblages de
barres en acier à caractéristiques de forme, de résistance
et de section bien déterminées. On distingue :
- Les ronds lisses ou ronds à béton ;
- Les aciers, haute d'adhérence, qui possèdent
des nervures tout le long de la barre, améliorant l'adhérence
béton-acier ;
- Les aciers crénelés ;
- Les treillis soudés.
Les minerais de base de l'acier sont des oxydes
dont :
· L'oxyde magnétique ou magnétite :
Fe304
· L'oxyde ferrique anhydre :
Fe203
· L'oxyde ferrique hydrate :
2Fe203, 3H20
Les principales étapes conduisant à l'obtention
de l'acier sont :
§ Elaboration de la fonte à partir des oxydes. En
brûlant les oxydes en présence des carbures, on obtient :
- l'élimination des oxydes
- la fonte qui contient entre 2 et 5% de carbone
- la scorie qui est le résidu du haut fourneau
§ La fonte est ensuite affinée pour obtenir soit
du fer pur (élimination totale du carbone) soit de l'acier (fer + moins
1% de carbone)
La fonte qui sort du haut fourneau contient moins de 94%
de fer, 2 à 5% de carbone et le reste sous forme d'autres
éléments tels que : silicium, manganèse, phosphore,
soufre.
L'adhérence entre l'acier et le béton est
nécessaire. Celle-ci est fonction de la forme des armatures, de leur
surface, de la rugosité de l'acier et de la résistance du
béton. La qualité d'armatures et leur disposition, dictées
par la répartition des contraintes, résultent de calculs qui font
appel aux lois de comportement des matériaux. Les spécifications
concernant les barres sont détaillées dans les normes AFNOR NF
A35015 et NF A35016.
Vis-à-vis de la corrosion, l'acier inoxydable est bien
plus résistant qu'un acier ordinaire mais son coût très
élevé fait que, l'acier ordinaire, capable de durer assez
longtemps pour satisfaire une durée de service déterminée,
est utilisé dans la plupart des constructions en béton
armé (BA).
I.4 - DEFINITION DU BETON ARME
Le béton armé est l'intime assemblage
d'armatures (généralement en acier) et de béton afin de
compenser la mauvaise tenue de ce dernier à la traction. Cet assemblage
est rendu possible grâce à la dilatation comparable des deux
matériaux.
I.5 - LES PATHOLOGIES DU BETON ARME : CAUSES ET
CONSEQUENCES
Les principales causes de dégradation
des bétons proviennent des attaques physiques et chimiques
supportées dans le temps par les structures placées dans un
environnement plus ou moins agressif. Les dégradations peuvent provenir
de défauts initiaux dus soit à une conception mal adaptée,
soit à une mauvaise mise en oeuvre des bétons.
I.5.1 - Les causes physiques de dégradation
Abrasion : Usure
accompagnée d'une perte de matière consécutive au
frottement d'un élément par un abrasif ou par le passage
répétitif des piétons, véhicules et chariots
industriels, etc.
Erosion : Perte de
matière résultant du frottement d'un corps solide et d'un fluide
contenant des particules solides en suspension et en mouvement.
Cavitation : Usure d'une
structure hydraulique caractérisée par une perte de masse en
présence de bulbes de vapeur qui se forment lors d'un changement brusque
de direction d'un écoulement rapide de l'eau.
Chocs : Le béton
éclate sous l'effet de chocs produits par des engins de transport ou de
levage, des outils.
Surcharges : Il s'agit
d'ouvrages ayant supporté des charges trop importantes qui ont
entraîné des fissurations et des éclatements du
béton.
Le feu : Les très fortes
élévations de température lors d'un incendie par exemple,
entraînent un éclatement du béton.
Cycle gel/ dégel :
Après un nombre important de cycles gel/dégel, certains
bétons peuvent se déliter en surface et se
désagréger. C'est le cas des ouvrages de montagne, des chambres
froides.
I.5.2 - Les causes chimiques de dégradation
Alcali-réaction ou cancer du
béton : Réaction qui se produit entre la
solution interstitielle du béton, riche en alcalin, et certains
granulats lorsqu'ils sont placés dans un environnement humide .Des gels
gonflants apparaissent en développant des microfaïençages et
un éclatement du béton.
Réactions sulfatiques :
Les sulfates proviennent essentiellement du milieu extérieur. Ces ions
ne sont pas passifs vis-à-vis de la matrice cimentaire et conduisent
à la formation de certains composés chimiques expansifs tels
que : L'éttringite, le gypse et la thaumasite. Ces composés
provoquent le gonflement du béton créant en son sein des tensions
qui engendrent des fissurations.
Corrosion : Attaque des
matériaux par les agents chimiques. Sur les métaux, la corrosion
est une oxydation.
I.5.3 - Les autres causes de dégradation des
bétons
Nous avons vu que les bétons se dégradaient
à cause des milieux dans lesquels ils sont placés car ils y
subissent des agressions physiques et chimiques. Certaines causes,
essentiellement dues à une mauvaise mise en oeuvre, peuvent
également participer à la dégradation des
bétons.
- Mauvais positionnement des armatures
Les armatures (généralement en acier)
placées trop près du parement béton lors du coulage
provoquent à terme des fissurations de surface.
- Mauvaise qualité des bétons
employés
Un béton trop faiblement dosé en ciment, mal
vibré, présentera un aspect défectueux : nids
d'abeilles, faïençage, fissures superficielles, trous laissant les
armatures apparentes.
- Vibration trop importante
Une vibration trop longue peut entraîner une
ségrégation du béton et par conséquent une mauvaise
répartition des constituants. Les efforts mal répartis
entraînent alors des fissurations et des élancements du
béton.
- Absence de cure du béton
La cure du béton est indispensable par temps chaud
venté. Sans protection de surface, le béton se faïence en
surface.
- Cycle humidité / sécheresse
Les cycles répétés
d'humidité/sécheresse entraînent des variations
dimensionnelles du béton pouvant créer des fissures et par
conséquent la corrasion des aciers.
I.6 - LE BETON ARME EN MILIEU MARIN
L'eau de mer est constituée de sels chargés en
ions chlorures de composés sulfatiques contenant les ions sulfates ( ), etc. Ces ions sont nocifs au béton lorsqu'ils
pénètrent en son sein. ), etc. Ces ions sont nocifs au béton lorsqu'ils
pénètrent en son sein.
La grande particularité de l'eau de mer est que les
proportions relatives de ses constituants sont sensiblement constantes
(c'est-à-dire indépendante de la salinité (teneur en sels
dissous) ; cette propriété à été
établie par le chimiste écossais William
DITTMAR, et permet de considérer l'eau de mer comme une
solution des onze constituants suivants :
|
Anions
|
Cations
|
|
Cl-
|
0,5529
|
Na+
|
0,3075
|
|
0,0775
|
Mg2+
|
0,0370
|
|
0,0041
|
Ca2+
|
0,0118
|
|
0,0019
|
K+
|
0,0114
|
|
F-
|
0,000037
|
Sr2+
|
0,00022
|
|
Molécule non dissociée
|
H3B03
|
0,0076
|
Tableau n°1 : Masse du
constituant contenue dans un Kg d'eau de mer, rapportée à la
salinité
La salinité moyenne de l'eau de mer est 35g/l. Le pH
de l'eau de mer est proche de 8,2. Les gaz dissous comprennent
principalement : 64% d'azotes, 34% d'oxygène ; 1,8% de dioxyde
de carbone (soit 60 fois la proportion de ce gaz dans l'atmosphère
terrestre).

QUELQUES PHOTOS D'OUVRAGES EN BETON ARME DEGRADES
PAR CORROSION DES ARMATURES
Photo 1 : Poutre de tablier de pont
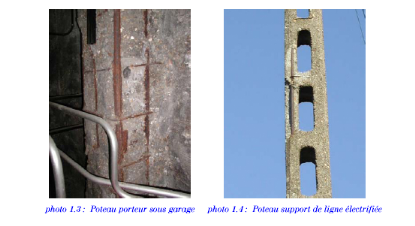

Photo 3 : Poteau support de ligne
électrique
Photo 2 : Pile de pont


Photo 5 : Pile en zone de marnage
Photo 4 : Tuyau en béton armé
CHAPITRE II
LA CORROSION
Le terme corrosion vient du latin "corrodere" qui
signifie ronger, attaquer. La corrosion affecte tous les métaux. Elle
résulte d'interactions physico- chimiques entre le matériau et
son environnent entraînant des modifications de propriétés
du métal souvent accompagnées d'une dégradation
fonctionnelle de ce dernier (altération de ses propriété
mécaniques, électriques, optiques, ex thétiques, etc.)
Evans puis WAGNER et TRAUD
sont les premiers à avoir défini la corrosion, en présence
d'une phase liquide, comme un processus électrochimique.
II.1 - GENERALITES
Il existe plusieurs types de corrosions :
- La corrosion uniforme : C'est une
perte de matière plus ou moins régulière sur toute la
surface. Cette attaque est observée sur les métaux exposés
aux milieux acides.
- La corrosion galvanique ou corrosion
bimétallique : Elle est due à la formation d'une
pile électrochimique entre deux métaux qui diffèrent par
leur potentiel de corrosion. Le métal ayant le potentiel de corrosion le
plus négatif, subit une corrosion accélérée
provoquée par l'autre métal.
- La corrosion caverneuse : Elle est due
à une différence d'accessibilité de l'oxygène entre
deux parties d'une structure, créant ainsi une pile
électrochimique. Cette attaque sélective du métal est
observée dans les fissures et autres endroits peu accessibles à
l'oxygène.
- La corrosion par piqûres : Elle
est produite par certains anions, notamment les halogénures, et plus
particulièrement les chlorures, sur les métaux
protégés par un film d'oxyde mince. Elle induit typiquement des
cavités de quelques dizaines de micromètres de
diamètre.
- La corrosion sous contrainte : C'est
une fissuration du métal qui résulte de l'action commune d'une
contrainte mécanique et d'une réaction électrochimique.
Dans la plupart des cas (corrosion galvanique, caverneuse, par
piqûres, etc.), c'est la formation d'une pile de corrosion qui est
à l'origine de la corrosion.
Une pile de corrosion est une pile électrochimique qui
se forme lorsque deux parties d'une structure possèdent un potentiel
électrique différent. La différence de potentiel
résulte souvent des hétérogénéités du
matériau ou du milieu environnant. La surface de l'acier est alors
constituée d'une multitude de micro-piles, elles-mêmes
constituées de zones dites anodiques où les électrons sont
libérés et de zones cathodiques où les électrons
sont consommés.
En milieu aqueux, le processus de corrosion
électrochimique de l'acier peut être décrit de
manière simplifiée par deux réactions
électrochimiques élémentaires simultanées.
Dans la zone anodique, l'acier se dissout :
Fe Fe2+ + 2e- (2)
Les ions ferreux Fe2+ passent dans la solution et
peuvent s'oxyder ultérieurement en ions ferriques Fe3+. Dans
la zone cathodique, les électrons produits sont consommés afin de
maintenir l'équilibre électronique. Les réactions
cathodiques correspondantes sont la réaction de l'oxygène dissous
dans l'eau (3a) ou la réduction du proton avec dégagement
d'hydrogène (3b) :
O2 + 2H2O + 4e-
4OH- (3a)
2H+ + 2e- H2 (3b)
Les ions hydroxyde OH- formés dans la
solution peuvent ensuite se combiner aux ions ferreux Fe2+ et
précipiter en hydroxyde ferreux à la surface de l'acier, lorsque
les concertations en ions ferreux et hydroxyde le permettent :
Fe2+ + 2OH- Fe (OH)2
(4)
Les réactions chimiques ci-dessus se produisent parce
que avant d'être placée dans le coffrage, une armature en acier
est rouillée puisqu'elle a d'abord été exposée
à l'atmosphère. Lorsque le béton frais est mis en place
autour de cet acier, l'eau de gâchage pénètre à
travers les pores de la rouille, où elle forme progressivement de la
ferrite de calcium hydraté (4 CaO, Fe203,
13H20). Mais surtout, cette eau réagit avec l'acier
métallique et forme sur celui-ci une fine couche d'hydroxyde de fer [Fe
(OH)2] et de calcium (Ca (OH)2].
Tous ces produits au voisinage de l'acier donnent à
la solution interstitielle du béton un PH élevé, de
l'ordre de 13.
L'eau de gâchage du béton permet donc de former
autour de l'acier des produits, qui le protégent par passivation. Plus
exactement, sous la rouille, une armature est recouverte d'une fine couche
protectrice de produits blancs, à base de ferrite et d'hydroxyde de
calcium.
Une telle protection disparaît si des agents agressifs
s'infiltrent dans le béton et provoquent de nouvelles réactions
chimiques qui diminuent le pH du béton.
I.2 - LA CORROSION DES ACIERS DANS LE BETON
II.2.1 - Présentation générale
Le béton, du fait de sa forte alcalinité,
apporte aux armatures une excellente protection face à la corrosion.
Dans ces conditions de pH, l'acier est protégé grâce
à la formation d'un film extrêmement mince et adhérent
appelé film passif pouvant être constitué de divers
oxydes.
En présence d'eau et d'oxygène, ce film est
détruit par différents agents tels que les chlorures, les
sulfates et le gaz carbonique. Le métal est alors
dépassivé et la corrosion devient possible avec formation de
nouveaux oxydes, dont le volume au moins deux fois supérieur
(jusqu'à six fois supérieur pour certains oxydes) à celui
du fer initial entraînera des fissurations du béton qui
accéléreront le processus de corrosion en facilitant la diffusion
de l'oxygène et des espèces corrosives.
La corrosion des armatures est issue d'un processus
électrochimique qui ne peut se produire que si certaines conditions sont
réunies. En effet pour qu'un acier se corrode, il doit y avoir
simultanément :
- un électrolyte ayant une conductivité ionique
non négligeable ;
- une quantité suffisante d'oxygène
accédant à la zone catholique ;
- la présence d'un agent agressif.
II.2.2 - Processus de la corrosion
Les processus fondamentaux de la corrosion des aciers dans le
béton sont illustrés sur les figures 3 et 4.
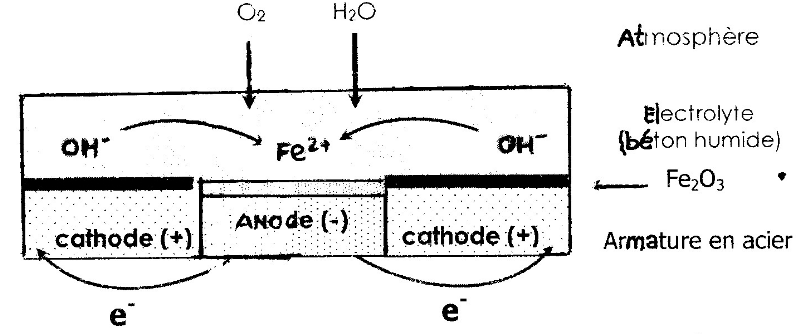
Figure 1 : Représentation
schématique de processus de base de la corrosion des aciers dans le
béton.
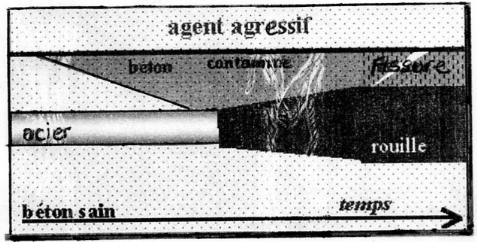
Figure 2 : Les étapes de la corrosion des
aciers dans les bétons, induite par des agents agressifs. L'agent
agressif pénètre dans l'entourage puis déclenche la
formation de rouille. Celle-ci se développe et peut fissurer
l'enrobage.
L'oxygène qui peut diffuser dans le béton via
le réseau poreux, se dissout dans la solution interstitielle et finit
par atteindre la surface de l'acier. Sur cette surface, dans la zone
catholique, l'oxygène est réduit en ion hydroxyde
(OH-) selon la réaction électronique (3a).
C'est, dans la plupart des cas, la réaction cathodique
associée à la corrosion des aciers dans le béton.
Cependant, dans le cas d'un béton carbonaté ayant un pH moins
élevé (8-9), l'eau peut être réduite en
dihydrogène selon la réaction (5) :
2H2 0 + 2e- ? H2 +
20H- (5)
Quelque soit la réaction cathodique mise en jeu, la
production d'ions hydroxyde fait augmenter le PH de la solution interstitielle
au niveau de la zone cathodique.
La réaction anodique correspondante est la dissolution
de l'acier conformément à la réaction (2). Celle-ci
entraîne une diminution de la section de l'acier qui peut finir par
rompre.
Les ions Fe2+, produits intermédiaires de
la corrosion, pouvant s'oxyder ensuite en Fe3+ sous certaines
conditions, s'accumulent à la surface de l'acier ou sont dissous dans la
solution interstitielle ou bien encore diffusent loin de l'armature en fonction
des caractéristiques du milieu.
Dans la solution interstitielle du béton, normalement
riche en oxygène et possédant un pH élevé, les ions
Fe2+ peuvent rester sous la forme Fe
(0H)2 ou être oxydés en ions Fe3+, qui
hydrolysés se trouvent alors sous la forme Fe
(0H)3, formant ainsi un mince film passif à la surface
de l'acier, ce qui va retarder la dissolution du fer. Dans ce cas, l'acier est
bien protégé et il n'y aura pas de dommages détectables
dus à la corrosion.
Sous certaines conditions, le cas lorsque le béton a
été carbonaté et que le pH de la solution interstitielle
est descendu en dessous de 9 ou lorsqu'une qualité suffisante d'ions
chlorure (Cl-) a pénétré dans le béton,
saturé en eau, et atteint l'armature de ce fait, la section de l'acier
peut continuer de se réduire et la rupture de l'armature se produire. Ce
processus, préjudiciable à la durée de vie d'un ouvrage,
est favorisé lorsque le béton est saturé en eau car
l'évacuation des ions Fe2+ de la surface de l'acier est
facilitée. Ces ions peuvent alors migrer à la surface du
béton et y former des rouilles mais ce type de dommage dû à
la corrosion n'a pas d'impact significatif sur l'enrobage du
béton ; il améliore même l'adhérence du
béton sur l'acier.
La corrosion devient préjudiciable lorsque la vitesse
de corrosion de l'acier est très élevée et que les
produits de corrosion, ne pouvant être évacués de la zone
de corrosion, s'accumulent à la surface de l'acier. C'est le cas si la
solution interstitielle est riche en oxygène et en espèces
agressives, et si l'enrobage de béton n'est pas assez humide. Une partie
des ions Fe2+ dissous peuvent alors s'oxyder et être
transformés en oxydes ferriques hydratés
(Fe203, H20) qui se déposent ensuite,
avec des oxydes et hydroxydes ferreux, à l'interface acier béton.
Le volume des produits de corrosion étant 2 à 6 fois
supérieur à celui du métal, une contrainte d'expansion se
crée à cette interface plus acier est corrodé, plus cette
contrainte est importante, et lorsque celle-ci devient plus importante que la
résistance à la traction de l'enrobage, des fissures
apparaissent. Ces fissures vont accélérer la
pénétration des espèces agressives et de ce fait les
processus de corrosion. Un processus corrosion ? fissures ?
pénétration d'espèces agressives ? plus de corrosion ?
plus de fissures ? plus d'espèces agressives ... s'instaure.
Selon TUUTI, l'évolution de la
corrosion des armatures du béton s'effectue généralement
en deux étapes (figure 3).
- Au départ, l'acier est stabilisé par la couche
de passivation qui empêche la formation de rouille supplémentaire.
Puis, durant la phase d'amorçage (incubation), les espèces
néfastes vis-à-vis de la corrosion pénètrent dans
le béton et l'acier se dépassive alors progressivement. Cette
dépassivation peut être engendrée par de nombreux facteurs
dont la carbonatation et la pénétration des ions chlorures.
- Les oxydes et hydroxydes produits par des réactions
d'oxydation à la surface du métal s'accumulent. La formation de
ces produits d'oxydation va alors entraîner un gonflement qui finira par
provoquer la fissuration de l'enrobage de béton (point D).
Temps
D
II
Propagation
I
Amorçage
(Incubation)
Volume des produits
de corrosion
Figure 3 : Schéma de la cinétique de
corrosion des armatures dans le béton.
En pratique, il doit être fait en sorte que la
période d'amorçage (incubation) soit la plus longue possible.
Pour cela, il faut prévoir des épaisseurs d'enrobage suffisantes
et choisir une formulation de béton permettant de diminuer sa
perméabilité à l'eau et aux gaz.
II.2.3 - La dépassivation des armatures
Si un acier est préalablement recouvert de produits
passivants (cas du béton sain), cette protection est
altérée le plus souvent par l'introduction de deux agents pouvant
se présenter simultanément : le dioxyde de carbone
C02 (carbonatation) et l'ion chlorure Cl- (chloruration)
en excès au niveau des armatures. Il se produit alors une
dépassivation.
Les deux phénomènes de carbonatation et de
chloruration interagissent entre eux puisque la carbonatation, en changeant la
structure du réseau poreux, peut affecter la diffusion des chlorures au
sein du béton. En effet, après carbonatation, il a
été observé une réduction de la porosité
totale et une redistribution de la taille des pores, rendant plus difficile la
pénétration des chlorures ( ).
Le mécanisme de dépassivation comprend les
étapes suivantes :
- la couche passivante est détruite localement
là où la teneur en chlorure ou en dioxyde de carbone est
très forte ;
- de la rouille se forme là où la passivation a
disparu ;
- la rouille se transforme en des oxydes (ou hydroxydes)
poreux si la teneur en oxygène est assez élevée.
Lorsque le pH du béton est inférieur à
environ 9, les teneurs critiques en chlorures et en carbonates provoquant la
dépassivation de l'acier sont très faibles et correspondent
à des eaux naturelles, potables. C'est pourquoi, en pratique, ce PH est
souvent considéré comme étant la valeur critique de
dépassivation des aciers.
· La carbonatation
La carbonatation est engendrée par
réaction entre le dioxyde de carbone de l'air et certains constituants
du béton tel que le ciment. Le dioxyde de carbone gazeux
pénètre par diffusion dans le réseau poreux du
béton et réagit avec la portlandite Ca(OH)2 pour
former des carbonates tel que le calcite CaCO3, ce qui provoque un
abaissement du pH a 9 environ, suivant la réaction suivante en milieu
aqueux :
CO2 + Ca (OH)2
CaC03+ H2O (6)
En présence de bases alcalines, telles que Na0H ou
K0H, la solubilité de la chaux est relativement faible et la
réaction peut se ralentir. Cependant ces bases alcalines se carbonatent
elles aussi :
CO2 + 2X0H X2CO3 +
H2O (7)
Avec X= Na ou K
La carbonatation des bases alcalines augmente la
solubilité de la chaux qui peut alors se carbonater en plus grande
quantité :
X2CO3 + Ca (OH)2
CaCO3 + 2XOH (8)
Avec X = Na ou K
La carbonatation est un phénomène
progressif qui, avec le temps, atteint des couches de plus en plus
importantes.
La vitesse de carbonatation est fonction de nombreux
paramètres dont les plus importants sont la perméabilité
et le taux d'humidité relative du milieu ambiant. La vitesse de
carbonatation est maximale pour une humidité comprise entre 40% et 80%,
60% étant considéré comme la valeur la plus critique. Dans
les environnements secs, la quantité d'eau est insuffisante pour
dissoudre le CO2, alors que dans les environnements très
humides, le béton étant saturé, la diffusion de
CO2 est considérablement ralentie.
De très fortes teneurs, dans un béton, en
cendres volantes (>30%) et en laitiers (>50%) peuvent
accélérer significativement sa vitesse de carbonatation.
La carbonatation commence donc à la surface du
béton et concerne une certaine épaisseur (dite profondeur de
carbonatation) de ce matériau.
pH > 11
Béton non carbonaté
Béton carbonaté
Extérieur
Alimentation en CO2
pH < 9
Zone carbonatée
Intérieur
Le schéma de la figure 4 illustre le principe
de la formation de la carbonatation.
Figure 4 : Schéma de principe de la
formation de la carbonatation.
· Les ions chlorures
La corrosion des armatures
générée par les ions chlorures est la principale cause de
dégradation des structures en béton armé.
Les chlorures agissent dans les mécanismes de
corrosion en diminuant la résistivité de l'électrolyte et
en permettant un amorçage plus rapide de la corrosion en
dépassivant la couche superficielle. La corrosion qui en résulte
sous forme de piqûres à la surface de l'acier est une corrosion
localisée. Les chlorures agissent aux zones anodiques, de surface bien
plus petite que celles des zones cathodiques, et la vitesse de corrosion sur
les zones anodiques s'en trouve fortement augmentée. Une fois la
corrosion amorcée, il est bien plus difficile d'y remédier que
dans le cas de la carbonatation car le processus est autocatalytique.
Les chlorures présents dans le béton
peuvent provenir de deux sources différentes. Soit ils sont
présents au moment du gâchage : utilisation d'eau contenant
des chlorures ou agrégats contaminés. Soit ils proviennent de
l'environnement (atmosphère marine, sels de déverglaçage,
produits chimiques) et ont diffusés dans le béton. Les chlorures
existent sous deux formes dans le béton.
- Les chlorures libres qui sont dissous dans la solution
interstitielle ;
- Les chlorures piégés ou liés qui sont
combinés à des hydrates du ciment et à des
agrégats, ou absorbés physiquement sur les parois des pores.
Les ions chlorures qui pénètrent dans le
béton peuvent réagir chimiquement avec l'aluminate tricalcique
(C3A en nomenclature des cimentiers) et former des
monochloroaluminates hydratés (C3A. CaCl2.
10H2O), relativement stables dans le béton.
La concentration en hydroxydes dans la solution
interstitielle agit de façon significative sur la proportion des
chlorures liés : plus la concentration en hydroxydes est
élevée, moins il y aura de chlorures dans la solution. Une
élévation de température, quant à elle, diminue la
capacité de chlorures à se lier. Typiquement, 40 à 50% des
chlorures totaux sont liés.
Seuls les chlorures libres participent à la corrosion
des armatures.
Les chlorures ayant atteint l'armature attaquent l'acier
initialement passivé, en certains points localisés. Le film
passif est alors détruit localement et laisse apparaître des zones
anodiques où l'acier est dissout. Le reste de la surface qui est encore
passivée correspond aux zones cathodiques. La surface des zones
cathodiques étant bien plus importante que celle des zones anodiques, la
dissolution de l'acier croit en profondeur plutôt qu'en surface de
l'acier formant ainsi des piqûres ou des cavernes. Le mécanisme de
ce type de corrosion est complexe car la composition de la solution à
l'intérieur de la piqûre est modifiée par rapport à
celle de la solution interstitielle qui l'entoure.
Au sein de la piqûre, les ions chlorures s'associent
avec l'ion hydrogène de l'eau pour former de l'acide chlorhydrique.
Fe2+ + Cl- + H2O
Fe0H+ + H+Cl- (9)
H+Cl- H+ +
Cl- (10)
Ces réactions acidifient la solution dans la
piqûre, abaissant fortement le pH entre 3,8 et 5. Les ions chlorures
régénérés continuent d'être actifs pendant
tout le processus de corrosion qui est ainsi autocatalysé.
Les ions hydroxyde de la phase interstitielle du béton
se combinent alors avec les ions ferreux Fe2+ ayant diffusé
hors de la piqûre tandis que la réaction cathodique est la
même que dans le cas de corrosion en absence de chlorure.
Tant que la solution à l'intérieur de la
piqûre est acide, la dissolution de l'acier reste active et les
piqûres croissent en profondeur. Ce mécanisme est
schématisé (Figure 5) par le modèle de PAGE et
al. Les piqûres continuent de croître si la concentration
locale en ions chlorure est suffisante (la concentration des chlorures doit
augmenter tandis que celle des ions hydroxyde doit diminuer). Si ce n'est pas
le cas, la repassivation de l'acier est possible.
Métal
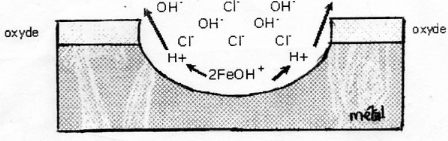
Figure 5 : Modèle de PAGE et al. Attaque de
l'acier par les ions chlorure
Ainsi, une trop faible concentration en ions chlorure dans la
solution interstitielle ne détruira pas le film passif. Il existe donc
une teneur critique en ions chlorure ou un rapport en concentration
chlorures/hydroxydes noté [Cl-] / [OH-].
Dès que le rapport [Cl-] / [OH-] dépasse le
seuil critique égal à 1, la solution est instable : elle
devient plus acide. Cette instabilité correspond à la formation
de produits de corrosion qui, en présence d'oxygène ne
protègent pas l'acier. Mais lorsque ce rapport est inférieur
à 1, les chlorures n'ont pas d'effet sur cette solution qui reste donc
stable.
Sur le plan pratique, les paramètres qui peuvent
influer sur cette teneur critique en chlorure sont : le dosage en ciment
(et le rapport Eau/Ciment), la valeur du pH, la nature du ciment (fixation de
chlorure, etc.) et celle des additifs éventuels (cendres, etc.), la
température moyenne, la teneur en oxygène et l'humidité du
béton. L'état d'enrouillement initial des armatures a
également un effet sur la valeur de la teneur critique en chlorure.
Le seuil critique est considéré atteint s'il y a
0,2 à 0,4% d'ions chlorure par rapport à la masse du ciment.
Il est à noter que la teneur en chlorure qui amorce
une corrosion n'est pas reliée à la vitesse de corrosion des
armatures, une fois dépassivées.
II.2.4 - Facteurs influents de la corrosion
La tenue, face à la corrosion des
armatures dans le béton est fonction des paramètres concernant
l'acier et le béton ainsi que des propriétés existantes
à leur interface. Cela est déterminé par la composition de
la solution interstitielle du béton et des caractéristiques
métallurgiques de l'acier. Les facteurs environnementaux
(humidité, température, dioxyde de carbone, ions chlorure) ne
peuvent affecter directement le processus de corrosion mais ils peuvent causer
des dégradations du béton et accélérer
l'entrée d'espèces agressives rendant la solution interstitielle
en contact avec l'acier plus corrosive.
Lorsqu'ils atteignent les armatures, les ions chlorure et le
dioxyde de carbone sont tenus pour responsables de la plupart des cas de
corrosion des structures en béton armé. La température et
l'humidité, tout comme les autres facteurs pouvant
détériorer le béton, jouent aussi un rôle important
dans la corrosion des armatures.
La corrosion de l'acier n'est donc pas dépendante d'un
unique paramètre mais de plusieurs dont les interactions concourent ou
non à la corrosion.
· Influence de l'enrobage
L'épaisseur de l'enrobage en béton
détermine le temps que vont mettre les espèces agressives pour
arriver à l'armature. Parfois, la durée de vie d'une structure
peut être fortement améliorée en augmentant
l'épaisseur de l'enrobage, barrière mécanique freinant,
voire stoppant la pénétration d'espèces participant
à la corrosion des armatures.
· Influence de la composition du
béton
Tout ce qui conditionne la solution interstitielle et la
porosité du béton est un facteur pouvant affecter ou non la
corrosion. Le type et la teneur en liant, les additions minérales et le
rapport E/C (Eau/ciment) déterminent la performance d'un béton.
Le choix de la formulation du béton et de la nature de ses principaux
constituants constitue une approche pour augmenter la résistance
à la corrosion du béton. Toutes modifications de la formulation
d'un béton produisant une augmentation de sa compacité ou une
réduction de sa perméabilité ont
généralement un effet favorable sur la résistance à
la corrosion.
Le rapport E/C a une très grande influence sur la
porosité du béton : plus il est important, plus la
porosité est grande, facilitant ainsi la pénétration des
espèces agressives puis la corrosion de l'acier. L'influence du rapport
E/C est bien plus importante que le type de liant utilisé.
Quant aux ajouts minéraux, en faibles quantités,
ce sont les cendres volantes et les fumées de silice qui ont
généralement une influence bénéfique puisqu'elles
produisent une très nette diminution de la perméabilité,
du coefficient de diffusion et de la conductivité du béton.
L'augmentation de la compacité provoquée par les ajouts
minéraux, utilisés en quantité suffisante, peut de plus
annuler largement les effets néfastes de la diminution du PH interne et
de la moins grande quantité d'aluminate tricalcique (C3A) qui
découlent de l'utilisation de ces ajouts.
· Influence de l'humidité
L'effet du taux d'humidité, ou degré de
saturation en eau, dans le béton est important car la vitesse de
corrosion dépend fortement de ce taux, celui-ci influençant
directement la conductivité, la résistivité
électrique et la diffusion de l'oxygène.
Pour des taux d'humidité inférieurs à
80%, l'oxygène atteint facilement les aciers mais la faible
conductivité du béton augmente mais la faible conductivité
du béton limite la vitesse de corrosion. Plus le taux d'humidité
augmente, plus la conductivité du béton augmente mais en
contrepartie la diffusion de l'oxygène vers les armatures se fait de
plus en plus difficilement. L'humidité relative la plus favorable
à l'apparition de la corrosion est de 70 à 80%.
La corrosion des aciers, dans le cas des structures ou des
parties de structures immergées, ne constitue généralement
pas un problème majeur puisque l'oxygène ne parvient que
très difficilement à atteindre les armatures.
· Influence de la résistivité du
béton
La résistivité électrique affecte de
manière significative la corrosion des armatures puisqu'il existe une
relation entre la corrosivité et la résistivité du
béton. La résistivité du béton est fonction de la
composition de la solution interstitielle, de la microstructure du béton
(taille et distribution des pores), de l'humidité et de la teneur en
sels ainsi que de la température.
La valeur de la résistivité du béton se
situe le plus souvent entre 103 et 107
ohm/centimètres.
Le tableau 2 présente la corrélation
établie entre la résistivité mesurée du
béton et la probabilité de corrosion des armatures.
Tableau 2 : Probabilité de
corrosion en fonction de la valeur de la résistivité
|
Résistivité du béton (RVL.
cm)
|
Probabilité de corrosion
|
|
< 5
|
Corrosion quasi-certaine
|
|
5 - 12
|
Corrosion probable
|
|
> 12
|
Corrosion improbable
|
· Effet de l'oxygène
Dissous dans la solution interstitielle, l'oxygène est
primordial dans la réaction cathodique du processus de corrosion des
armatures dans le béton.
Plus la teneur en oxygène est importante, plus la
vitesse de dissolution de l'acier augmente.
· Autres agents agressifs
Des sels, contenus dans l'eau pénétrant le
béton, peuvent contribuer à la formation de produits de corrosion
sur l'acier. Ainsi, les ions sulfate agissent qualitativement comme les ions
chlorures et certains sels solubles tels les perchlorates, les acétates,
les halogénures autres que les chlorures peuvent aussi être
corrosifs pour les armatures.
II.2.5 - Conséquences des désordres
provoqués par la corrosion des armatures
II.2.5.1 - L'aspect du parement de l'ouvrage
Les efflorescences et les tâches de
rouille qui sont la conséquence de la pénétration d'agents
agressifs dans l'enrobage du béton, altèrent l'aspect de
l'ouvrage. Parfois, ce point est considéré comme étant de
peu d'importance par le gestionnaire des ouvrages mais par contre ce sont les
fissurations et les fracturations du béton qui commencent à
inquiéter le gestionnaire car des éclats de béton peuvent
se produire.
II.2.5.2 - La sécurité vis-à-vis des
usagers
Les éclats de béton présentent un risque
pour les personnes qui circulent près de l'ouvrage ou l'exploitent. Leur
prévention et leur élimination doivent par conséquent
être traitées avec grand soin.
II.2.5.3 - La stabilité de l'ouvrage
Des essais effectués sur des éprouvettes ont
permis d'estimer les valeurs des forces d'adhérence pour des
éléments en béton dont les armatures sont
corrodées. Il est apparu que ni la qualité du béton ni le
rapport enrobage/diamètre d'armature n'influent sur la force
résiduelle d'adhérence, même si l'enrobage est
fissuré par la corrosion de l'armature sans qu'il ne soit détruit
par éclatement.
En ce qui concerne les moments fléchissants et les
efforts tranchants une recherche expérimentale a porté sur
l'effet de la corrosion sur ces grandeurs mécaniques. Elle a
montré que pour prévoir de façon conservatrice la tenue
des éléments en béton armé, il suffit d'appliquer
les modèles de calculs classiques, en considérant la section
réduite des armatures ainsi que la section réduite de
béton. Ainsi, tant que les diminutions de section des armatures restent
faibles et que l'enrobage reste cohésif, la corrosion des armatures ne
modifie pas significativement la tenue au moment fléchissant ou aux
efforts tranchants.
Mais lorsque la corrosion a atteint un stade avancé,
des calculs plus précis doivent être faits pour évaluer la
tenue résiduelle de l'ouvrage. Ce document ne traite que du
matériau et laisse de côté les problèmes de
structures.
CHAPITRE III
CARACTERISATION, DIAGNOSTIC
III.1 - INTRODUCTION, OBJECTIFS DU DIAGNOSTIC
III.1.1 - Place du diagnostic
Un diagnostic préalable de l'ouvrage constitue la base
nécessaire pour le choix d'une stratégie de réparation
adéquate et pour permettre une évaluation plus précise des
coûts.
Le processus conduisant à une action de
réparation et de protection des ouvrages en béton peut se
définir en six étapes. Le diagnostic intervient dans les deux
premières étapes de ce processus.
La première étape, appelée
« étape de mise en évidence de la
dégradation » peut être déclenchée
par une opération de surveillance (cas des ouvrages d'art par exemple),
une opération d'entretien, ou à la suite d'un
évènement accidentel (chute de morceaux de béton par
exemple). Elle débouche sur le transfert de l'information vers les
responsables qui sont ainsi sensibilisés au problème
observé.
La deuxième étape est le
« diagnostic » proprement dit, ou recherche d'une
pathologie à partir des symptômes. Il est demandé dans le
cadre :
· d'une étude spécifique ;
· de travaux de réfection ou de rénovation,
de renforcement ;
· d'une inspection régulière mettant en
évidence des désordres ;
· d'une expertise ;
· ou d'une démarche préventive...
III.1.2 - Cas particulier de la corrosion des
armatures
La corrosion des armatures a souvent pour conséquences
des symptômes visibles sur le parement, tels que des éclats,
épaufrures, tâches de rouille. Dans certaines circonstances,
toutefois, une délamination dans le lit des armatures peut se produire
sans signes apparents de corrosion.
La forme, l'étendue des désordres, leur
intensité dépendent à la fois de la position des armatures
(enrobage et espacement), de la qualité du béton d'enrobage
(compacité et homogénéité), et de l'environnement
(nature de l'agent agressif : chlorures, sulfates).
Ainsi, lorsqu'une corrosion se manifeste, il est raisonnable
de s'attendre à ce que le processus de dégradation
s'étende au-delà de la dégradation visible. Le graphique
de la figure 6 ci-dessous illustre les différents stades de
dégradation du béton :
Capacité structurelle affectée
Effondrement
Dégradation visible
Initiation
A1
A2
A3
A4
Temps
Dégradation
Figure 6 : Les différents stades de
dégradation du béton.
La plupart des méthodes d'investigation sont donc
orientées vers la détermination de caractéristiques
liées à ces paramètres.
II.1.3 - Objectifs du diagnostic de corrosion
Les objectifs d'un diagnostic de corrosion sont :
- l'identification de l'origine (carbonatation, chlorure
externes ou internes, autres) ;
- l'évaluation de l'étendue dans
l'espace ;
- la prédiction de l'évolution probable dans le
temps ou dans l'espaces ;
- l'estimation des conséquences sur la
sécurité de l'ouvrage ou des personnes ;
- la définition des suites à donner et entre
autre le principe des solutions de réparation.
Les considérations d'ordre esthétique sont par
ailleurs à prendre en compte dans de nombreux cas : bâtiment,
monuments historiques du fait de la nature des matériaux de base, de
leur texture, de leur couleur et de la nature du ciment. Ceci est à
prendre en compte dans l'établissement du programme d'investigations.
II.1.3 - Procédure à suivre
La procédure à suivre s'intègre dans une
démarche globale qui peut mener jusqu'à des travaux de
réparation.
La découverte des désordres sur une structure
entraîne généralement :
- la mise en oeuvre de mesures de sauvegarde si
nécessaires (purges, filet de protection...) ;
- la réalisation d'une visite préliminaire et de
certaines autres opérations dans le but d'établir un
pré-diagnostic ;
- la mise au point d'un programme d'investigation ;
- le lancement des opérations liées au
diagnostic...
L'ingénieur chargé des opérations de
diagnostic doit avoir des compétences sur la physico-chimie des
matériaux, l'instrumentation, les méthodes de réparation
et de traitement. Dans les cas délicats, il devra s'associer avec un
ingénieur spécialiste des structures (pour les problèmes
d'ordre mécanique), ou un ingénieur chimiste de la laboratoire
(pour les problèmes liés au gonflement du béton, etc.).
II.2 - VISITE PRELIMINAIRE
La visite préliminaire a pour objet d'améliorer
la compréhension de l'état et du fonctionnement de la structure,
de préciser les conditions environnementales, les désordres
visibles, l'accessibilité aux parties dégradées. Cette
inspection débouche sur un pré-diagnostic et sur un programme
d'investigation. Elle comprend :
- la collecte des informations nécessaires à la
compréhension de l'ouvrage : historique, documents, rapports,
implantation, orientation, date de construction, plans de coffrage et de
ferraillage, environnement (nature chimique, vents dominants), matériaux
(ciment, agrégats, dosage), etc.
- un examen succinct de l'intégralité de la
structure, et le relevé de tous les symptômes avec prise de
photographies.
On utilisera les moyens d'accès les plus
adaptés : il est nécessaire de voir de près les
surfaces dégradées. Quelques tests simples (profondeur de
carbonatation, présence de chlorures, Alcali-réaction dont le but
est de déterminer le niveau de dégradation, pourront être
envisagés à cette étape afin d'orienter le programme
d'analyse futur.
Lors d'une visite préliminaire, l'ingénieur doit
se poser les questions suivantes :
- pourquoi les armatures se sont-elles corrodées ?
- quelle est l'incidence de la corrosion sur la
sécurité de la structure ?
- les armatures se corrodent-elles également aux zones
ne présentant pas de dégâts visibles ?
- quelle stratégie de réparation adopter et
selon quelle urgence ?
Après cette visite, l'ingénieur doit être
capable :
- d'émettre un pré-diagnostic sur les causes
probables des désordres ;
- d'effectuer la mise au point du programme des
investigations. Ce dernier tiendra compte de toutes les suggestions relatives
à l'accès, l'environnement, la présence d'énergie
électrique etc. ;
- d'évaluer si la mise en jeu des
responsabilités et garantie est nécessaire ;
- et de faire évaluer les mesures de sauvegarde
(limitation du trafic, mise sous surveillance renforcée.)
Il doit également estimer le coût probable et la
durée des investigations si celles-ci sont raisonnables au vu de la
valeur vénale de l'ouvrage.
III.3 - INSPECTION DETAILLEE
L'inspection visuelle de la totalité de la structure
est mise en oeuvre afin de détecter tous les signes de
détérioration, et d'identifier toutes les sources potentielles de
désordres. Elle comprend les deux phrases suivantes :
III.3.1 - Préparation de l'inspection
Il s'agit tout d'abord de vérifier et compléter
les informations recueillies lors de la visite préliminaire, de
rechercher des documents de synthèse déjà établis,
tels que les précédents rapports d'expertise, etc.
Les moyens d'accès seront recensés et
définis au préalable, et toutes les dispositions prises
(sécurité, accès, nettoyage, etc.).
III.3.2 - Inspection
L'inspection proprement dite comprend le relevé,
éventuellement sur plan, de tous les désordres visibles, et de
tous renseignements utiles quant à l'aspect du parement :
- la présence d'anciens revêtements ou de produit
d'imprégnation
- l'apparence de la surface du béton, stalactites,
efflorescences, traces de rouille ;
- la présence de fissures (ouverture,
réseau) ;
- la détérioration de la peau du
béton ;
- les armatures apparentes et les épaufrures ;
- la déformation de la structure ;
- la détection des zones sonnant creux ;
- les traces d'humidité.
Ce relevé sera effectué en se
référant à un guide de défauts.
III.4 - INVESTIGATION IN SITU
Une investigation type se compose d'une série de tests
différents suivie d'une phase d'analyse permettant le choix de la
stratégie optimale de réparation. La réalisation du
même genre de tests est également un moyen de contrôle de
qualité pour les ouvrages récents.
Le programme des investigations est établi en tenant
compte des contraintes et impératifs suivants :
- l'importance de la structure ;
- la nature, la gravité et l'intensité des
phénomènes, la sécurité des personnes ;
- les délais et les coûts ;
- l'accessibilité ;
- l'environnement, etc.
III.4.1 - Mesures relatives aux armatures
III.4.1.1 - Mesure de l'enrobage des
armatures
L'enrobage des armatures est un facteur
déterminant dans les phénomènes de corrosion. La technique
de mesure de l'enrobage fait appel à de nombreux appareils disponibles
sur le marché, basé sur des principes magnétiques ou
réflectométriques (radar géophysique). Toutefois, les
précisions et sensibilités varient fortement d'une technique
à l'autre, notamment en fonction de la densité du ferraillage.
Ces techniques, dont les performances sont fonction de leur principe de base,
permettent d'accéder aux informations suivantes :
- enrobage (profondeur) ;
- estimation du diamètre des armatures ;
- présence d'armatures adjacentes ;
- reconnaissance du profil de l'acier.
L'objectif de ces mesures est de localiser
géographiquement les armatures faiblement enrobées (en relation
avec les dispositions réglementaires d'une part et les
spécifications particulières d'autre part), d'estimer les
surfaces concernées et enfin d'apporter des éléments
quantitatifs pour une modélisation de l'évolution possible des
phénomènes (en relation avec la profondeur de carbonatation ou de
pénétration des chlorures.
· Méthode magnétique
La localisation d'une armature consiste à
repérer et à estimer son épaisseur d'enrobage. Il s'agit
d'un électro-aimant alimenté en courant continu et dont la
tension aux bornes est maximale à l'aplomb d'une armature. A valeur de
ce maximum dépend entre autres l'épaisseur d'enrobage.
· Autres méthodes
Il existe d'autres méthodes d'estimation de
l'enrobage de béton autour des armatures. Elles sont plus
récentes et souvent en cours de développement.
Une première méthode pour
caractériser l'épaisseur d'enrobage est la radiographie (ou la
radioscopie) qui permet de détecter des armatures sous des enrobages
épais. Elle permet de localiser les armatures, détecter les vides
et les ruptures franches d'acier de fort diamètre.
Une deuxième méthode qui est encore au
stade du laboratoire est celle de l'écho de l'impact provoqué par
un marteau spécial placé à la surface du béton et
renvoyé vers cette surface par des discontinuités (face
arrière du béton, armatures, etc.) Elle devrait permettre de
localiser les armatures et de détecter les vides.
La troisième méthode utilise des ondes
électromagnétiques de très haute fréquence (radar).
Elle est difficile à exploiter, son objet est surtout de localiser les
armatures.
La quatrième méthode est la
détection des rayons infrarouges émis à travers le
béton par les armatures qui sont préalablement
« chauffées ». Elle est peu exploitée, son
objet est de localiser les armatures.
N.B : Ces méthodes ne
font pas encore l'objet de norme.
III.4.1.2 - Estimation des surfaces corrodées et
évaluation des risques de corrosion : mesures de potentiel
Parmi les méthodes électrochimiques pouvant
être appliquées à la détection du risque de
corrosion des armatures, dans le béton, les mesures de potentiel sont
les plus utilisées et les plus connues, du fait de leur
simplicité et de leur caractère non destructif. Cette
méthode permet une évaluation des risques de dépassivation
des armatures.
Dès le contact de l'armature avec le béton, il
s'établit à l'interface acier-béton, une différence
de potentiel dépendant à la fois des réactions dites
anodiques (Oxydations : transformation du métal en oxydes) et des
réactions dites cathodiques (réduction de l'oxygène). Ce
potentiel est complexe et sa valeur dépend de l'état de corrosion
des aciers). Le potentiel tend vers des valeurs négatives dès
qu'il y a amorce de corrosion), mais aussi de la teneur en eau du béton,
de la teneur en éléments agressifs, de la profondeur de
carbonatations de la compacité du béton, etc. Il ne
peut-être relié à ces facteurs par aucune loi, ni aucune
formule mathématique, et la valeur absolue de ce potentiel n'aura donc
que peu de signification.
Néanmoins, les mesures effectuées sur des
surfaces représentatives permettent d'établir une cartographie
des probabilités de corrosion et de localiser les zones à risque
au maximum.
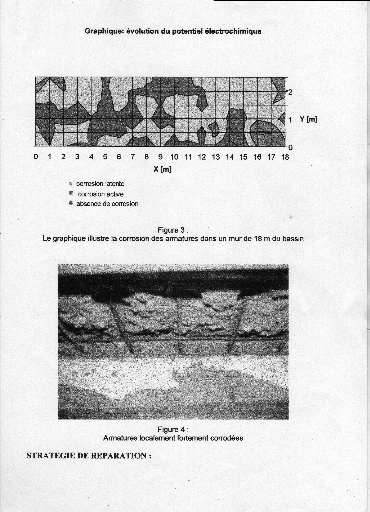
Le graphique de l'évolution du potentiel
électrochimique de la figure8 ci-dessous est celui d'un mur de 18m du
bassin d'une piscine. Il illustre la corrosion des armatures dans ce mur.
Figure 7 : Corrosion des armatures dans un
mur de 18m du bassin d'une piscine
Les mesures de potentiel sont utilisées en phase
diagnostic (elles permettent la localisation des prélèvements ou
de tests complémentaires), mais également pendant les
opérations de réparation (localisation de zones à
réparer). En surveillance continue, elles permettent également la
détection d'un phénomène, bien avant qu'un désordre
ne soit visible en surface, et ainsi de mieux planifier les réparations
(mesures préventives). Elles ne permettent pas la détermination
de la position des armatures (on utilisera pour cela des méthodes
magnétiques ou de réflectométrie radar), ni leur vitesse
de corrosion (perte d'épaisseur).
Elles ne s'appliquent pas :
- Aux éléments enterrés ou
immergés, à moins d'adapter la méthodologie à ces
cas particuliers (par exemple, mettre hors sol, par affouillement,
l'élément de structure, le temps de la dépolarisation
pouvant demander plusieurs jours) ;
- Au béton revêtu d'un produit
électriquement isolant ; celui-ci devra être retiré au
droit des points de mesure ;
- Aux armatures actives du béton précontraint,
car la présence de la gaine en matière plastique ou
métallique ne permet pas de récupérer le signal
correspondant aux câbles. Dans le cas des fils adhérents par
contre, la méthode est applicable.
La méthode nécessite la mise à nu d'une
armature, sa connexion à une borne d'un millivoltmètre à
haute impédance dont l'autre borne est reliée à une
électrode de référence place sur le parement.
La jonction entre le béton et l'électrode doit
être humide, et si ce n'est pas le cas, cette humidité doit
être assurée (pulvérisation d'eau légèrement
alcaline, coton imbibé, etc.). L'électrode de
référence est une électrode dont le potentiel est
constant, et défini par une suite d'équilibres
électrochimiques.
Le tracé des cartographies, et l'étude des
gradients de potentiel associés au développement des
méthodes informatiques (stockage des données) permettent
maintenant des interprétations plus fiables et plus précoces, et
ont conduit au développement de ce type de mesure. Le matériel
peut comprendre une ou plusieurs électrodes, ou des roues
électrodes.
N.B : il existe pas encore de
norme sur la méthodologie de mesure mais il y a une recommandation
RILEM.
III.4.1.3 - Estimation de la vitesse de
corrosion
Une autre méthode
électrochimique permet d'estimer la vitesse de corrosion
instantanée des armatures en une zone donnée.
Cette méthode est basée sur la
linéarité des courbes intensité/potentiel au voisinage du
potentiel libre. La pente de la droite  exprime la résistance de polarisation Rp, qui est reliée
au courant de corrosion par Icorr = exprime la résistance de polarisation Rp, qui est reliée
au courant de corrosion par Icorr =  ou B est une constante et A la surface concernée par la
polarisation. Malgré plusieurs restrictions d'origine théorique,
en mesurant Rp périodiquement, il est possible de contrôler
l'évolution du processus de corrosion, d'identifier les zones à
forte activité corrosive, et de prédire une durée de vie
résiduelle pour la structure considérée. ou B est une constante et A la surface concernée par la
polarisation. Malgré plusieurs restrictions d'origine théorique,
en mesurant Rp périodiquement, il est possible de contrôler
l'évolution du processus de corrosion, d'identifier les zones à
forte activité corrosive, et de prédire une durée de vie
résiduelle pour la structure considérée.
Les appareils permettant ce type de mesure possèdent
leur propre système d'étalonnage.
III.4.2 - Mesures relatives à la qualité du
béton ou à son vieillissement
III.4.2.1 - Détermination de la profondeur de
carbonatation
Elle constitue une détermination du degré
de vieillissement naturel du béton (mais surtout sa profondeur de
neutralisation par le gaz carbonique).
Parmi les méthodes de détermination de
la profondeur de carbonatation, la plus simple à mettre en oeuvre est le
test à la phénophtaléine. Celui-ci consiste à
mesurer le front de coloration de cet indicateur sensible au pH, que l'on
pulvérise sur une coupe fraîche de béton. D'autres
indicateurs colorés, ayant des plages de virage différents (bleu
de bromothymol, par exemple), peuvent être utilisés.
Des précautions sont toutefois
nécessaires pour établir la représentativité d'une
mesure de profondeur de carbonatation. Il faut faire un nombre suffisant de
déterminations, tenant compte des conditions locales d'exposition, de
l'hétérogénéité possible du
matériau.
Il n'existe pas à l'heure actuelle de
méthode non destructive de détermination de la profondeur de
carbonatation.
III.4.2.2 - Mesures de
résistivité
La corrosion étant un phénomène
électrochimique, et le béton étant un conducteur, la
résistivité électrique de ce dernier constitue un
paramètre significatif de l'intensité des échanges.
Celle-ci dépend toutefois d'un certain nombre de
paramètres : teneur en eau du béton, composition chimique de
la solution interstitielle (présence de sels), etc.
Les mesures de résistivité sur site ont
été utilisées en parallèle avec les mesures de
potentiel pour affiner le diagnostic de la corrosion. En effet, la vitesse de
corrosion est contrôlée par la facilité avec laquelle les
ions en solution passent au travers du béton, d'une zone anodique
à une zone cathodique. Ainsi, de larges gradients de potentiel
associés à de faibles résistivités seront
caractéristiques de fortes vitesses de corrosion.
Les mesures peuvent être influencées par la
présence d'armatures à proximité du point de mesure, par
l'effet d'échelle, ou par la présence d'une couche de surface
ayant une résistivité différente de celle du coeur du
béton. Par ailleurs, le principe même de la mesure (méthode
de WENNER à 4 électrodes), possède ses
limites.
III.4.2.3 Mesures de
perméabilité
Les propriétés physiques du béton dont
sa perméabilité influencent la durée de la période
d'amorçage de la corrosion. Une mesure de perméabilité
à partir de la surface est particulièrement
intéressante.
Toutefois, ce type de mesures in-situ est influencé par
la teneur en eau du béton qui limite son application.
Perméabilité à l'air : sa
détermination consiste en la mise en pression d'une enceinte, et la
mesure de la décroissance de la pression.
Perméabilité à l'eau : dans ce cas,
l'essai consiste en la mise en pression d'eau d'une enceinte et la mesure du
débit d'eau par avancement d'un piston destiné à la
pression.
La localisation des zones de mesure de
perméabilité doit être parfaitement définie pour
éviter les défauts de surface du béton (nids d'abeilles,
fissures, etc.) qui la perturbent.
En l'absence de normes ou de spécification, ces
mesures restent comparatives
III.4.2.4 Cohésion superficielle
Cette détermination a son intérêt afin
par exemple de définir la nature du revêtement ultérieur
à mettre en place, dans le cas notamment d'enduit friable ou en
présence d'autre revêtement.
Elle se détermine à partir d'essais
d'adhérence sur les pastilles collées sur la surface du
béton (de section carrée 5 x 5 cm2 circulaire de
diamètre 5 cm). La traction est effectivement à l'aide d'un
appareil spécifique. Plusieurs mesures sont nécessaires dans une
zone (3 cm minimum). Les valeurs sont rapportées en Mpa. A titre
indicatif, l'application d'un revêtement sur un support béton
nécessite un minimum de 0,5 Mpa.
III.5 - ANALYSES ET ESSAIS DE LABORATOIRE
III.5.1 - Méthodes de prélèvements
Les prélèvements sont effectués, si
nécessaire, dans des zones représentatives des états de
dégradation par carottage ou forage.
Le forage est utilisé, par exemple, pour estimer la
pénétration des chlorures. Dans ce cas, il concerne des
profondeurs successives de l'ordre du centimètre.
III.5.2 - Caractérisation chimique
Les caractéristiques chimiques du béton
d'enrobage sont déterminées sur les
prélèvements.
- analyse chimique globale : Elle comprend l'analyse de
la fraction soluble du résidu insoluble. Elle a pour objet de
déterminer les caractéristiques du béton, le dosage en
ciment, l'absence d'anomalie ;
- dosage des chlorures totaux et des chlorures libres
(solubles dans l'eau). Les teneurs en chlorures s'expriment par rapport au
béton ou par rapport au dosage en ciment. Ce dernier peut être
connu ou évalué en laboratoire à partir de la mesure de la
silice soluble du ciment préalablement identifiée (dans le
dossier chantier ou par examen microscopique). L'interprétation des
résultats doit tenir compte non seulement des valeurs absolues
mesurées, mais aussi de l'allure des profils de concentration ;
- dosage des sulfates ;
- autres déterminations particulières (par
exemple, les sulfures).
III.5.3 - Caractérisation
minéralogique
Les caractéristiques minéralogiques du
béton sont déterminées par :
- microscope optique (lumière transmise ou
réfléchie) pour la détermination de la nature du ciment,
microscopie électronique MEB avec microanalyse
élémentaire ;
- diffraction des rayons X pour la recherche et la
caractérisation des phases cristallines.
III.5.4 - Caractérisation physique
Les caractéristiques physiques du béton
d'enrobage sont surtout liées à leur résistance à
la pénétration (transfert des fluides) :
- porosité à l'eau (éventuellement au
mercure) ;
- perméabilité ;
- diffusivité des corps tels que les
chlorures ;
- adsorption capillaire ;
- résistance mécanique et éventuellement
d'autres caractéristiques
N.B. : Le béton peut
également être affecté par d'autres pathologies telles que
l'alcali-réaction, les réactions sulfatiques ou le gel. En cas de
doute, des investigations supplémentaires sont nécessaires pour
identifier l'origine de la pathologie.
III.6 - RAPPORT DE DIAGNOSTIC
Le rapport de diagnostic présente l'ensemble des
résultats et leur interprétation, mais doit être
compréhensible même par un profane, un non initié.
Il comprend :
- l'identification de la structure, le nom du
demandeur ;
- l'identification du laboratoire (ou de l'ingénieur)
chargé de l'étude, la date ;
- une brève description de la structure ;
- le rappel des objectifs de l'étude ;
- la liste des documents consultés ;
Les résultats de l'inspection
détaillée ;
- les résultats des essais in- situ et de
laboratoire ;
- une discussion sur l'origine des désordres, leur
étendue, leur évolution probable et leur incidence sur la
sécurité ;
- des conclusions claires sur les désordres
constatés et des propositions éventuelles de complément
d'étude ;
- une liste des priorités des réparations et
travaux à effectuer ;
- des recommandations relatives aux méthodes de
réparation les plus adaptées.
CHAPITRE IV
CONTRAINTES ET EXIGENCES
Ce chapitre dresse une liste non exhaustive de
critères pouvant guider l'ingénieur qui doit préconiser
une réhabilitation du béton armé dégradé par
la corrosion des armatures. En effet, le choix de la méthode ou des
produits de réparation est soumis à des contraintes et exigences
qui sont liées au type de réhabilitation ainsi qu'à la
nature et à l'environnement de l'ouvrage à réparer.
IV.1 - CONTRAINTES STRUCTURELLES
L'une des conséquences de la corrosion des armatures
du béton armé est un affaiblissement de la structure.
L'ingénieur chargé d'étudier la réparation doit
toujours avoir présent à l'esprit, le respect de la
sécurité de service de l'ouvrage, donc de sa stabilité. Il
doit avant même d'envisager des solutions de traitement de cette
corrosion, estimer l'état général de la structure et en
comprendre le fonctionnement.
Il doit prendre en compte, comme pour un projet nouveau, les
contraintes de service d'exploitation, de charges et d'environnement de la
structure
Une visite approfondie de la structure permettra de
déceler les indices révélateurs de la perte de
résistance de la structure tels que les fissures, les écaillages
et écrasements locaux de béton etc. Quelquefois, cette inspection
révèlera que la corrosion est d'abord due à un
dysfonctionnement de la structure et qu'elle n'est en fait qu'un facteur
aggravant.
Les structures visitées sont en général
en service et soumises à des chargements, leur âge et leur
état général permettent à l'ingénieur
d'apprécier les qualités de la conception d'origine et leur
fonctionnement structurel. Il ne convient pas de modifier
systématiquement les structures quand leur comportement est
satisfaisant. Mais le traitement de la corrosion qui sera envisagé
respectera en général le projet, en lui redonnant ses
caractéristiques originelles.
IV.1.1 - Respect du fonctionnement de la structure en
l'état
La corrosion des armatures du béton armé peut
entraîner un appauvrissement des capacités portantes de la
structure. Cette perte de résistance se manifeste par des
altérations des matériaux qui sont les suivantes :
IV.1.1.1 - Pertes de section du
béton
Le foisonnement des oxydes de fer développe des
contraintes qui peuvent endommager le béton, allant jusqu'à
l'éclater. Il en résulte que les sections résistantes du
béton diminuent, les contraintes s'organisent, et transitent par les
zones adjacentes. La simple reconstitution de ces sections par un produit de
ragréage n'est pas toujours suffisante pour retrouver le fonctionnement
originel de la structure. Il faudra quelque fois avoir recours à des
techniques de vérinage pour soulager la structure avant de reconstituer
la section altérée. Cela peut être le cas dans des zones
comprimées, la nature des produits de reconstitution devra alors tenir
compte de la composition du béton en place et de son module
d'élasticité. La forme de la découpe pour curer les zones
altérées devra prendre en compte l'angle des joints de
bétonnage de la zone à reconstituer pour que les contraintes
transitent correctement lors du rechargement.
IV.1.1.2 - Pertes de section des armatures
La corrosion métallique est une dissolution, donc une
perte de section des armatures. Le facteur de sécurité pris en
compte dans les calculs de dimensionnement s'en trouve réduit.
L'ingénieur chargé de la réhabilitation de la structure
devra estimer ces pertes.
Cette tâche n'est pas facile, l'estimation se fait
généralement de façon statique après une
série de mesures des diamètres résiduels effectuées
dans des sondages. Pour les visites d'évaluation, il est très
rare de disposer des moyens d'accès utilisés pour
l'exécution du chantier. Les sondages d'évaluation sont
généralement réalisés dans des zones d'accès
faciles, où les sections ne sont pas toujours les plus
sollicitées. Il faut donc se garder la possibilité
financière de faire exécuter de nouveaux sondages dans les
sections les plus sollicitées et prévoir un éventuel
renforcement d'armature.
Si la perte de section est supérieure à 10%, il
convient de renforcer les armatures. Il faut, bien entendu, s'assurer que les
charges de services n'ont pas évolué et que
réglementairement, les armatures en place correspondent aux
sollicitations. L'apport de nouvelles armatures peut alors se faire dans la
masse, après démolition des zones et reconstitution du
béton soit par un apport externe enrobé dans un béton
projeté connecté à la surface soit par des armatures
additionnelles collées sous forme de plaques de tôle ou de tissus
de carbone. Mais lorsqu'une armature est fortement corrodée, il faut la
couper ou la remplacer.
IV.1.1.3 - Ancrage et entraînement des armatures
Les oxydes de fer forment autour des armatures une gaine qui,
à partir d'une certaine importance, peut diminuer leur adhérence
au béton. Cette perte d'entraînement des barres conduit alors
à une perte générale de la résistance de la
structure. La mobilisation des efforts par les barres en traction peut
être modifiée par un glissement relatif de l'ancrage lors de
sollicitations, la mobilisation des efforts se fait alors avec de plus grandes
déformations.
Il faut alors quelque fois dégarnir les enrobages de
béton altérés pour les reconstituer ; ces
opérations libèrent totalement les ancrages de barres. Quand ils
ne sont pas accompagnés d'un étaiement soigné de la
structure avant le repiquage, ces dégarnissages modifient
profondément son fonctionnement et peuvent présenter un
réel danger lors de l'exécution.
IV.1.2 - Respect des matériaux en place
Les traitements de corrosion des armatures du béton
armé sont réalisés soit par des apports de
matériaux en surface, soit par des reconstitutions de forme après
purge, soit par des procédés agissant en profondeur. Le choix des
techniques doit être fait en considérant les matériaux
constitutifs de la structure tant sur un plan physique que technique. Ainsi, le
traitement de la corrosion des armatures ne doit pas entraîner une
dégradation du béton en place qui serait due à
l'incompatibilité de deux produits en présence. L'action des
produits de protection des armatures ne doit pas engendrer, vis-à-vis du
béton, des actions secondaires préjudiciables au bon
fonctionnement de la structure.
Avant la préconisation du traitement,
l'ingénieur s'assurera que la solution choisie est en adéquation
avec les conditions de fonctionnement et le milieu ambiant de la structure. Les
effets d'un traitement peuvent être de trois types.
IV.1.2.1 - Les actions irréversibles sur la
nature des matériaux
L'application de produits peut changer de façon
irréversible la structure interne ou superficielle des matériaux
traités. Certains produits de surface bloquent totalement les
porosités du béton et « piègent »
l'humidité dans les structures, ils les rendent ainsi plus sensibles aux
cycles gel/dégel. Des produits d'imprégnation qui créent
des minéraux peuvent modifier l'équilibre chimique du
béton en place ou le module d'élasticité des zones
fortement imprégnées en surface. D'autres produits peuvent
empêcher à jamais la pose de revêtements ultérieurs,
etc.
IV.1.2.2 - Les effets secondaires après
traitement
Certains traitements peuvent avoir des effets secondaires
après leur application sur certains bétons. Par exemple, les
traitements électrochimiques qui augmentent le pH du béton
d'enrobage, peuvent déclencher des réactions d'alcali-granulats.
De même, l'utilisation de produit à effet gonflant (à long
terme) peut créer des contraintes importantes pouvant aller
jusqu'à des fissurations ou des éclatements.
IV.1.2.3 - Les conséquences du choix des
matériaux de remplacement
Le choix des matériaux de remplacement ou de
substitution des zones dégradées doit donc tenir compte de
l'état de vieillissement des matériaux en place. Si certaines
parties doivent être partiellement reconstruites, on devra s'assurer de
la bonne compatibilité des matériaux entre eux. Certains produits
utilisés en ragréages, faciles d'emploi, rapides et compatibles
avec des armatures, ne sont pas toujours compatibles avec les bétons
adjacents. Cela peut être le cas des produits dont le liant est à
base de ciment alumineux au contact avec des bétons à base de
ciment portland CEMI.
IV.2 - CONTRAINTES DE SITE ET D'EXPLOITATION
Le choix des produits et des procédés de
réparation à préconiser influe fortement sur le
caractère pérenne de la réparation. Il doit aussi tenir
compte des contraintes d'exploitation et du respect de l'environnement pendant
l'exécution.
Pour satisfaire aux exigences liées au site,
l'ingénieur devra considérer au moins la localisation de la
structure, ses caractéristiques et son ambiance.
IV.2.1 - Localisation de l'ouvrage (agressivité du
milieu, situation)
IV.2.2.1 - En site fluvial et maritime
Les sites maritimes et fluviaux sont
caractérisés par la présence d'eaux plus ou moins salines
et par une atmosphère humide, avec des embruns en bord de mer. La
composition chimique de ces milieux les rend agressifs vis-à-vis du
béton armé, surtout en présence de vent.
Par ailleurs, les chantiers de réparation ou de
réhabilitation doivent être conçus d'une façon telle
que les eaux d'évacuation ne soient pas polluées.
IV.2.1.2 - En site industriel
Sur un site industriel, il est difficile de dresser
la liste des polluants et de leurs interactions.
Outre le choix de la solution technique compatible avec les
produits présents sur le site, il faut souvent considérer
l'enchaînement des phases de travaux avec les contraintes de
l'exploitant. Comme les pertes d'exploitation dues aux travaux sur des
installations de production sont importantes, il est souvent
préférable de prévoir des opérations courtes et
partielles, se déroulant pendant des périodes d'arrêt de
l'usine, plutôt que des traitements complets qui bloqueraient l'outil de
production.
IV.2.1.3 - En site urbain
L'atmosphère urbaine contient des polluants qui
sont principalement des gaz d'échappement ou d'origine industrielle. Les
eaux de précipitation sont également agressives.
Par ailleurs, les sels de déverglaçage
répandus sur les chaussées sont entraînés par les
véhicules dans les parkings souterrains ou pénètrent dans
le sol et finissent par agresser les canalisations enterrées.
Les réalisations des travaux sont plus
contraignantes : elles prennent en compte les contraintes de circulation,
la sécurité des usagers dans les endroits publics, etc.
IV.2.1.4 - En rase campagne
L'ambiance en rase campagne est relativement peu agressive.
Il convient de considérer les difficultés d'approvisionnement en
continu pour certains « fluides » tels que
l'électricité.
IV.2.2 - Structures en service
Le traitement d'ouvrages en cours d'exploitation doit
être choisi en fonction des nuisances temporaires qu'il peut
générer lors de sa réalisation telles que :
- les vibrations ;
- le bruit ;
- les odeurs ;
- les poussières.
IV.2.3 - Ambiance (milieu ambiant lors de
l'application)
La qualité d'une réhabilitation dépend
non seulement du produit ou du procédé de traitement mais aussi
des conditions de leur mise en oeuvre. Des produits ou procédés
performants mais nécessitant des conditions de mise en oeuvre
délicates, risquent de mener à un échec si toutes les
spécifications ne sont pas respectées. Les procédés
ou produits ont chacun leur limite d'application dans un milieu ambiant
donné. Les notices techniques et recommandations pour la mise en oeuvre
doivent être minutieusement étudiées au
préalable.
Il convient de vérifier en particulier, pour un site
donné :
- l'hygrométrie ;
- le point de rosée ;
- la température ;
- si l'espace est clos ou ouvert (gaz, ventilation, produit,
phase solvant)
Pour ce dernier point, les risques d'explosion et ceux pour la
santé des applicateurs doivent être pris en compte.
IV.3 - EXIGENCES A PRENDRE EN COMPTE POUR LES
REPARATIONS
L'objet principal d'une réhabilitation est
d'arrêter ou d'éviter la corrosion des armatures du béton
armé. Mais le traitement choisi doit aussi répondre aux attentes
du client qui peuvent être d'ordre fonctionnel ou esthétique, avec
le respect du caractère originel ou historique de la structure.
Ces exigences sont traitées au coup par coup. En
général, le cahier des clauses techniques particulières
fixera les critères de réalisation. Il est recommandé de
demander à l'entreprise chargée du chantier, des planches
d'essais pour valider les traitements à mettre en oeuvre. Il peut aussi
être demandé de réaliser in situ, une partie de structure
qui servira d'essai de convenance. Cette dernière procédure offre
l'avantage de pouvoir valider en une seule fois le matériel, les
matériaux et la mise en oeuvre de la « planche » de
convenance. Ces validations peuvent concerner des exigences :
- de forme ;
- de couleur ;
- d'aspect ;
- de respect de l'environnement.
IV.4 - DURABILITE
La durabilité d'une réhabilitation correspond
au fait qu'elle ne doit pas être renouvelée avant un certain
délai, qui est précisé dans une garantie. Cette
durabilité dépend de la pertinence du choix de la technique
retenue, de sa mise en oeuvre et des sollicitations après traitement.
La pérennité de l'ouvrage correspond à
son aptitude à remplir les fonctions prévues (mécaniques,
esthétiques, etc.) Elle peut être allongée, après
traitement de réhabilitation, quand les parements sont de plus
revêtus d'un écran protecteur contre les agents agressifs.
La notion de garantie est une notion contractuelle dont la
durée est liée au traitement choisi, pour une structure dans des
conditions d'exploitation données. La garantie prend effet après
la réception des travaux. La réception des travaux est un acte de
fin de travaux qui atteste que la réhabilitation est conforme au
contrat. Avant cette réception, l'efficacité du traitement doit
être vérifiée.
IV.4.1 - Les contrôles du résultat des
traitements
Certaines vérifications sont simples, comme par
exemple les couleurs, les formes, la rugosité, etc. D'autres demandent
des analyses beaucoup plus fines qui sont préconisées au chapitre
III. Il faut souvent faire appel à des laboratoires
spécialisés par effectuer ces contrôles.
IV.4.2 - Le contrôle des revêtements de
protection des bétons
Les produits de protection du béton ne sont pas
toujours exigés, bien qu'ils constituent une barrière contre les
agents agressifs contenus dans le milieu environnant.
La vérification des revêtements se limite
généralement à des contrôles de leur
adhérence au support, de leur aspect et de leur épaisseur.
CHAPITRE V
LES METHODES DE REHABILITATION
V.1 - RECONSTITUTION DE L'ENROBAGE
De nombreuses méthodes existent pour réparer
durablement un parement en béton, arrêter la progression des
dégradations et éviter de nouveaux désordres. Leur
utilisation suppose une mise en oeuvre attentive, un contrôle des
résultats et une surveillance adaptée.
V.1.1 - Principes et définitions
L'objectif de la reconstitution du parement est non seulement
de restaurer l'apparence du béton mais aussi d'arrêter le
processus de corrosion tout en rendant à la structure son
intégrité. Il s'agit de réparations à
caractère discontinu, ponctuel et superficiel pour lesquelles plusieurs
précautions doivent être prises :
- si les zones dégradées sont visuellement
identifiables (béton décollé, fissures, épaufrures,
etc.), l'état des zones adjacentes (avoisinantes) n'est en
général connu qu'après un diagnostic
généralisé. Ainsi, les surfaces à dégarnir
sont en général sous estimées lors de leur première
évaluation ;
- si des zones présentent un risque de corrosion
(béton carbonaté ou pollué par les chlorures), celles-ci
peuvent se déclarer après un délai de quelques
années, à côté de la réparation, par
l'apparition d'un couple galvanique entre la surface réparée et
la surface adjacente.
Une attention particulière devra être
apportée aux points suivants :
- l'apport de matériaux en surépaisseur peut
modifier la section des éléments de la structure. Il est donc
nécessaire de prendre en compte les charges qui en
résultent ;
- l'enlèvement du béton dégradé ou
pollué risque d'affaiblir ou de déséquilibrer la
structure. Un phasage précis doit être mis en oeuvre. Le recours
à un étaiement peut s'avérer nécessaire ;
- des remplacements d'armatures seront à envisager
selon des critères de décision (diamètre résiduel,
longueur) décrits plus loin. L'objectif sera de rétablir la
section d'origine.
Des étapes essentielles sont à respecter dont la
préparation de la surface du support.
V.1.2 - Elimination des zones dégradées
Avant de réparer les zones dégradées
(armatures apparentes, éclatements de béton, traces de rouille,
etc.), les revêtements en place doivent être retirés sur
toute la surface par un moyen mécanique ou chimique. Les produits de
démolition doivent être mis en décharge ou recyclés,
en conformité avec les textes réglementaires en vigueur sur la
protection de l'environnement.
Pour traiter les armatures corrodées, il convient de
les dégager par burinage, repiquage ou bouchardage, jet d'eau ou
sablage. Le dégarnissage doit être effectué jusqu'à
ce qu'un acier sain apparaisse (sans trace de rouille) et la longueur de cet
acier doit être dégagé sur toute sa
périphérie, selon la norme NF P95 95.101 (un dégagement
d'un minimum de 2 cm derrière l'armature est conseillé). Lorsque
les armatures qui ne sont pas parallèles au parement sont
corrodées à leurs extrémités, le béton
avoisinant doit être enlevé et ces extrémités
doivent être amputées de 2 cm, pour rétablir un enrobage
suffisant.
La phase d'élimination de la zone sous corrosion
constitue l'une des tâches les plus délicates à
réaliser. La bonne tenue dans le temps des réfections de parement
dépend directement de la qualité d'exécution de ces
travaux. Il est donc impératif d'éliminer
l'intégralité de cette altération, qu'elle soit
foisonnante ou de surface et ceci sur toute la périphérie de
l'acier par décapage et brossage soigné ou par des moyens
mécaniques (sablage, hydrosablage, etc.) Cette opération doit
être plus particulièrement soignée en milieu marin car la
rouille y est chargée de chlorures acides. Les surfaces de bétons
sont ensuite nettoyées afin de faire disparaître toute
poussière ou toute souillure subsistant après élimination
des bétons dégradés. Ce nettoyage peut être
réalisé par voie humide ou sèche (brossage et soufflage),
mais dans le cas du lavage à l'eau, celle-ci doit être
éliminée par soufflage ou par aspiration.
V.1.3 - Remplacement des armatures
A cette étape des travaux, un contrôle du
diamètre résiduel des armatures les plus fortement
attaquées sera effectué (à l'aide d'un pied à
coulisse par exemple).
Les armatures supplémentaires de même nature
seront mises en place par scellement ou soudure afin de restituer la situation
initiale avec une tolérance de 5%, en tenant compte des longueurs
d'ancrage et de recouvrement, et des armatures de couture. Dans le cas de
soudure, celles-ci devront être effectuées selon les normes en
vigueur après que la soudabilité de l'acier ait été
vérifiée.
V.1.4 - Protection des armatures
La protection des armatures consiste à appliquer sur
toute la surface de celles qui sont dégagées
(périphérie complète), un produit assurant une protection
vis-à-vis de la corrosion. Ce traitement n'est réellement
nécessaire que si, pour des raisons techniques ou esthétiques,
l'enrobage ne peut pas avoir la valeur prévue dans les règlements
(BAEL 91 révisé 99, par exemple), pour un fonctionnement
donné. Il est également fonction de la nature du produit de
reconstitution du parement. On devra également d'assurer de la
compatibilité avec les traitements ultérieurs (électriques
notamment).
Cette application doit suivre immédiatement le
décapage car l'oxydation des armatures risque de s'amorcer et de
compromettre la bonne tenue de la réparation.
V.1.5 - Etape de la réfection des bétons
La réfection des bétons consiste à
rétablir l'enrobage des armatures par la mise en oeuvre de mortier. Ce
dernier doit respecter les critères :
- de tenue verticale sans coffrage ;
- de montée en résistance rapide et de
résistance mécanique supérieure au béton
support ;
- d'adhérence supérieure ou égale
à la cohésion du support ;
- d'imperméabilité à l'eau et aux agents
agressifs ;
- de coefficient de dilatation thermique et de module
d'élasticité dynamique équivalent au béton
support ;
- de bonne protection des aciers.
Les produits de protection seront, de préférence
choisis dans la famille des produits à base de liants hydrauliques avec
ajouts ou modifiés. Ils doivent être conforme à la norme
NFP 18-840 ou être admis à la marque « NF produits
spéciaux destinés aux constructions en béton
hydrauliques ».
Cette marque définit notamment, pour les produits de
réparation de surface, les caractères normalisés garantis
(classe d'adhérence, tenue aux chocs, etc.)
Lorsque pour des raisons d'esthétique, des produits
préformulés ne peuvent pas être appliqués, il
conviendra d'étudier un mortier spécifique, de même
texture, couleur et aspect de surface que le béton en place. Les
mortiers doivent être peu sensibles au retrait, résister au gel et
être durables. Une autre approche consiste à appliquer une
première couche de produit certifié NF ou équivalent, afin
d'assurer l'accrochage sur le béton support et une couche de finition
pour l'aspect.
Enfin, il faut noter qu'il est difficile de masquer totalement
des zones réparées localement. Parfois, ces zones
réapparaissent sous forme de fantômes du fait des
différences de comportements entre le béton support et le produit
de réparation. Une solution peut consister à appliquer un produit
de protection sur toute la surface.
V.1.6 - Précautions particulières à
prendre
D'une façon générale, une structure
réparée se trouve de nouveau exposée aux conditions
d'environnement qui ont déjà créés la corrosion. Il
faut donc s'assurer que les surfaces traitées ne vont pas engendrer de
nouveaux désordres notamment sur les zones adjacentes.
Il est malheureusement souvent constaté que des
réparations locales sont responsables de nouvelles pathologies :
- la zone réparée éclate et les armatures
se corrodent de nouveau ;
- les zones avoisinantes se fissurent et se sont les armatures
non réparées qui se corrodent.
Ainsi à proximité d'une réparation
locale, la corrosion se caractérise par l'apparition possible des zones
anodiques (dissolution) à bas potentiel et de zones cathodiques (acier
protégé). Le couplage entre ces surfaces se traduit par le
passage d'un courant de corrosion sortant de la surface anodique. La
préparation de surface et la reconstitution du parement ont pour effet
de modifier les conditions électrochimiques des armatures.
D'une façon générale, les zones
réparées sont protégées d'une future corrosion.
Toutefois :
- leur potentiel croît (l'armature se trouve
progressivement de nouveau dans un état de passivité) ;
- de nouvelles anodes se créent autour de cette
zone.
Des courants de corrosion vont se créer, la
densité de courant qui correspond à la vitesse de corrosion sera
d'autant plus importante que :
- la différence de potentiel est importante ;
- les surfaces anodiques sont plus petites ;
- La résistance électrique est plus faible
(dépendant fortement de l'humidité et de la présence de
sels) ;
- Les polarisations à la fois des zones anodiques et
cathodiques sont plus faibles. Ces polarisations dépendent
essentiellement des conditions électrochimiques régnant à
l'interface acier/béton. Dans la zone anodique, plus le milieu sera
pollué par les chlorures ou rendu voisin de la neutralité par la
carbonatation, plus faible sera cette polarisation et plus grand sera le
courant de corrosion.
L'étendue des surfaces touchées par ces courants
de corrosion dépend principalement de l'état d'humidité du
béton pollué. En général, la surface de cette zone
ne dépasse pas quelques centimètres carrés au-delà,
c'est la corrosion (naturelle) qui est le mécanisme principal de la
dégradation.
En fait, plusieurs cas sont à
considérer :
a) La réparation est effectuée
correctement
Les zones adjacentes sont passivées (absence de
carbonatation, de chlorures). Les risques d'amorçage et
d'évolution de corrosion localisée sont faibles. La corrosion
était due à un défaut local (enrobage ou béton
défaillant)
b) La réparation est effectuée
correctement
Les surfaces adjacentes sont protégées (zone
sans carbonatation ou à faible teneur en chlorures), mais ces deux
agents agressifs atteindront les armatures dans un délai de quelques
années.
c) La réparation est effectuée
correctement
Les armatures sont exemptes de produit de corrosion et elles
sont protégées par l'alcalinité du produit de
réparation (s'il est à base de ciment) ou par la résine
(par l'effet isolant de celle-ci), mais les surfaces adjacentes sont en
état de corrosion (c'est-à-dire que le béton y est
carbonaté ou pollué par les chlorures).
d) La réparation n'est pas effectuée
correctement
L'armature n'a pas été dégagée
puis enrobée de produit de réparation.
Dans les cas b, c et d, les risques de corrosion sont
importants, dans un délai difficile à déterminer mais
pouvant être inférieur à dix ans après la
réparation (voir la partie V.3 : inhibiteurs).
e) La réparation est effectuée à
l'aide d'un mortier de résine
Par principe non conducteur. Les mécanismes
anode/cathode ne peuvent s'appliquer. Toutefois, il apparaît à
l'interface mortier de résine/armature/ancien béton un
interstice, en cas de manque de continuité, dans lequel, la corrosion
s'amorce par aération différentielle, puis des modifications
chimiques se créent, en l'absence d'alcalinité
(béton/carbonate), ou en présence de chlorures. Dans
l'interstice, le milieu devient rapidement acide du fait de l'hydrolyse des
produits de corrosion et l'attaque progresse rapidement.
Ainsi, il ne faut pas négliger plusieurs points
essentiels dans les phases de la réparation :
- le diagnostic (cf. chapitre III) ;
- la préparation de surface de l'armature qui, si des
traces de produits de corrosion subsistent, risque de participer à
l'amorçage de corrosion ;
- la liaison produit de réparation - béton
ancien, qui risque d'engendrer des interstices responsables d'amorçage
de corrosions localisées.
V.1.7 - Normes
Les principales normes relatives aux produits de
réparation sont les suivantes :
|
Produits spéciaux destinés aux
constructions en béton hydraulique
|
|
N° de normes
|
Titres
|
Nature du liant
|
Années
|
|
NF P18-800
|
Définitions, classification, conditionnement, marquage,
conditions de réception
|
H - R
|
1989
|
|
NF P 18-802
|
Contrôle sur chantier
|
H - R
|
1992
|
|
Produits ou systèmes de produits destinés
aux réparations de surface du béton durci
|
|
NF P 18-840
|
Caractères normalisés garantis normes d'essais
garantis - Normes
|
|
1993
|
|
NF P 18-852
|
Essais d'adhérence sur surfaces sciées
|
H - R
|
1993
|
|
NF P 18-853
|
Essais d'adhérence après cycles thermiques sur
surfaces sciées
|
H - R
|
1993
|
|
NF P 18-853
|
Essai de tenue aux chocs répétés sur
surfaces sciées
|
H - R
|
1993
|
|
NF P 18-855
|
Essai de perméabilité aux liquides avec surfaces
sciées
|
H - R
|
1993
|
|
NF P 18-856
|
Essai de tenue aux rayonnements ultra violets
|
R
|
1993
|
|
NF P 18-857
|
Essai de tenue aux chocs sur surfaces sciées
après cycles
|
H - R
|
1993
|
|
NF P 18-858
|
Essai d'adhérence sur surfaces rugueuses
|
H
|
1993
|
|
NF P 18-859
|
Essai d'adhérence après cycles thermiques sur
surfaces rugueuses
|
H
|
1993
|
|
NF P 18-860
|
Essai de tenue aux chocs répétés sur
surfaces rugueuses
|
H
|
1993
|
|
NF P 18-861
|
Essai après cycles de gel/dégel, de tenue aux
chocs répétés sur éprouvettes à surface
rugueuse
|
H
|
1993
|
|
NF P 18-862
|
Essai de perméabilité aux liquides sur
éprouvette à surface rugueuse
|
H
|
1993
|
|
Ouvrages d'arts, normes sur les techniques de
réparations
|
|
NF P 95-101
|
Réparation et renforcement des ouvrages en béton
et maçonnerie, reprise du béton dégradé,
spécification relative à la technique et aux matériaux
utilisés
|
1990
|
H : Produits hydrauliques
R : Résine de synthèse
V.1.8 - Essais, contrôle et réception
V.1.8.1 - Essai de convenance
Une épreuve de convenance est nécessaire, il
faut définir ses modalités : la surface, la longueur ou le
type d'élément nécessaires.
V.1.8.2 - Mortiers de réparation
Si les mortiers bénéficient du droit d'usage de
la marque NF, aucun essai n'est à effectuer. Dans le cas contraire, il y
a lieu d'effectuer un ou plusieurs des essais prévus dans la norme
(essais de convenance) qui devront donc être planifiés avant le
démarrage du chantier.
V.1.8.3 - Contrôles et réception des
produits
Ces contrôles ont pour but de vérifier que les
produits livrés sont conformes aux identifications du cahier des clauses
techniques particulières (CCTP) ou conforme aux normes si elles existent
aux certificats de qualification et aux avis d'aptitude à l'emploi.
V.1.8.4 - Contrôles de l'application
Ces contrôles ont pour but de vérifier
qu'à tout instant du chantier, l'exécution est conforme au CCTP.
Les étapes les plus importantes sont les suivantes :
· Réception du support après
préparation de surface
A ce stade, il faut s'assurer que les caractéristiques
du support préparé (V.1.2 et V.1.3) sont conformes aux
hypothèses prises en compte pour la réparation et le
renforcement.
La réception repose d'une part sur l'examen visuel de
la surface traitée, sur un contrôle sonique (sondage au marteau)
et enfin sur un contrôle du diamètre résiduel de
l'acier.
Ce contrôle a pour objectif de vérifier :
- la bonne préparation de toutes les surfaces
prévues ;
- l'absence d'amorces de décollement ou de
fissuration ;
- la compatibilité de la texture de surface avec
l'application du produit de réparation ;
- l'absence de traces de rouille sur les armatures ;
- l'absence de pollution du support par des agents agressifs
vis-à-vis des armatures (chlorures) ;
- la nécessité ou non d'un renforcement.
Un essai de cohésion superficielle par traction directe
est également souhaitable. Il peut s'avérer nécessaire
dans le cas d'une forte pollution du support par les sulfates et les chlorures
(risque de réaction avec le ciment du produit de réparation).
· Réception et contrôle des armatures de
remplacement
· Contrôle de réception après
application du mortier de réparation.
Ce contrôle se fait par examen visuel et essai de
cohésion superficielle par traction directe. Les paramètres
importants de cet essai sont : le mode de rupture (dans le produit de
réparation, adhésif à l'interphase ou dans le support), la
valeur de résistance à la traction. Les conditions de l'essai et
son interprétation sont contractuelles.
· Réception des supports avant mise en oeuvre des
revêtements.
Il s'agit d'un examen visuel.
V.1.8.5 - Réception finale des
travaux
Les essais de réception des travaux sont prévus
dans les cahiers des charges qui tiennent compte des normes ou des
recommandations.
Leur objectif est de valider enfin d'exécution, le
respect des cahiers des charges par l'entrepreneur : caractères
géométriques, mécaniques, etc.
V.2 - IMPREGNATIONS
V.2.1 - Principes et définitions
D'une façon générale, les produits
appliqués par imprégnations sont des consolidants ou des
hydrofuges. Ils se distinguent par leur fonction principale :
Un produit consolidant confère à une zone peu
profonde altérée, une cohésion identique à celle du
même matériau d'origine. Il ne s'agit donc pas d'une consolidation
structurale à l'échelle d'un ouvrage.
Un hydrofuge constitue une barrière interne au
matériau, vis-à-vis de la pénétration de l'eau
liquide, sans trop affecter la perméabilité à la vapeur
d'eau. Un hydrofuge est dit de surface lorsqu'il est appliqué sur le
béton durci.
Par sa fonction principale, un produit hydrofuge n'est ni un
imperméabilisant, ni un antigraffiti. Certains produits ont des
fonctions secondaires (antisalissure, etc.). Les consolidants et les hydrofuges
n'ont pas d'action directe sur la protection contre la corrosion des armatures.
Mais ils peuvent être utilisés comme traitement
complémentaire.
Par la suite, seuls les hydrofuges de surface seront
traités dans ce document. Il est noté que certains points ne sont
donnés qu'à titre indicatif.
V.2.2 - Domaine et limites d'emploi
Une hydrofugation se justifie si le béton subit
une altération liée à un contact avec de l'eau liquide
provenant de l'atmosphère (et non pas du sol ou d'une fuite d'eau). Ce
traitement est appliqué à titre préventif ou curatif.
L'altération du béton n'affecte
généralement que les zones soumises aux pluies battantes, au
ruissellement ou jaillissement. Il est donc inutile d'hydrofuger des zones qui
sont, par exemple, à l'intérieur d'un bâtiment.
Les dégradations liées aux sels solubles
s'intensifient après hydrofugation. Pour assurer une bonne
durabilité au traitement, il est important de limiter les risques de
pénétration d'eau et de sels par l'arrière de la surface
traitée.
Les surfaces sur lesquelles l'eau stagne ne peuvent non plus
être traitées efficacement.
Enfin, les traitements hydrofuges s'insèrent dans une
procédure globale de réparation. La comptabilité entre les
diverses techniques de réparation doit être assurée et
surtout les objectifs à long terme doivent clairement être
définis (les possibilités
de « retraitement », notamment pour les
imprégnations d'inhibiteurs de corrosion ou d'application
postérieure de tout autre produit destiné à migrer en
phase liquide, etc..).
V.2.3 - Etat de l'art, normalisation
V.2.3.1 - Normalisation
Selon la norme P84-403, un hydrofuge de classe D1 permet de
maintenir l'aspect d'origine du parement de la façade ou de lui donner
un aspect peu différent. Cette norme ne définit aucun
critère ni spécification.
Selon le projet de norme Européenne pour EN 1504-2, une
imprégnation hydrophobe du béton est « destinée
à produire une surface hydrofuge, caractérisée par le fait
que les pores ne sont pas remplis mais seulement couverts. Aucun film ne se
forme à la surface et l'aspect n'est pratiquement pas
modifié ». Cette norme définira les méthodes
d'essai avec des spécifications auxquelles répondre les
hydrofuges.
V.2.3.2 - Produits hydrofuges
Les produits hydrofuges peuvent être classés en
fonction de la nature chimique de leur constituant de base. Les produits les
plus répandus sont les silicones et leurs dérivés
(siliconates, silanes, siloxanes). Mais il existe des hydrofuges acryliques,
des résines fluorées et d'autres.
La classification des hydrofuges tient compte de la taille des
molécules. Pour une application donnée, il convient de choisir le
produit qui est adapté à la porosité du béton
à traiter.
V.2.4 - Procédure de choix et d'application
Le choix de produit, comme le choix de la procédure
d'application ne pourront être réalisés qu'après un
diagnostic et les essais préliminaires.
V.2.4.1 - Diagnostic
Avant de traiter le béton par un hydrofuge, il est
indispensable de définir si cette opération est utile et
compatible aussi bien avec le matériau à traiter qu'avec son
environnement. La première étape du traitement consiste à
préciser dans le diagnostic :
· la nature et l'étendue des altérations
qui affectent le matériau ;
· l'absence de fissure ou de délamination du
béton ;
· l'origine des dégradations ;
· les caractéristiques principales du béton
à traiter (notamment sa porosité) ;
· et enfin si aucune contre-indication ne s'oppose au
béton.
V.2.4.2 - Choix du produit et essais
préliminaires
Le choix d'une famille hydrofuges est
réalisé :
· seulement après une caractérisation
préalable du support ;
· mais aussi après avoir clairement défini
les conditions de la mise en oeuvre sur chantier (saisons, traitements
préliminaires envisagés, mise en peinture
postérieure...).
L'efficacité et la durabilité du traitement
hydrofuge sont optimisées en sélectionnant un produit
particulièrement adapté au support et à ses
propriétés physiques (tailles de pores, couleur, etc....).
L'optimisation est faite à partir d'essai de convenance. Elle concerne
la concentration du produit et sa consommation, en tenant compte de la
procédure d'application.
V.2.4.3 - Procédure d'application
La durabilité du traitement est conditionnée
par la profondeur de pénétration.
Les principales techniques d'application sont : le
pinceau, le rouleau et les pulvérisateur pour les silicones et le
pulvérisateur ou le pistolet « airless ».
En général, le produit doit avoir une bonne
répartition dans le support, c'est pourquoi l'utilisation du
pulvérisateur (ou de « l'airless ») est souvent
privilégiée.
Les conditions climatiques sont particulièrement
importantes pour le processus de polymérisation. C'est pourquoi, il
convient de respecter les notices techniques, afin d'éviter une
polymérisation trop rapide par temps trop chaud ou trop lente par temps
trop froid et humide (généralement, les températures
limites conseillées se situent entre 5 et 30°c).
Enfin, le support doit être réparé et
propre. Mais en plus, les indications de la fiche technique du produit
concernant l'humidité du support, doivent être
respectées.
V.2.5 - Contrôle du traitement
Le contrôle du traitement à pour objectif de
vérifier :
· que les produits et les conditions de mise en oeuvre,
définis dans la procédure d'application, ont été
respectés ;
· et que le traitement a été efficace
Par ailleurs, certains essais sont proposés pour
caractériser un traitement d'hydrofugation et se font soit sur site soit
sur des prélèvements de béton (voir tableau
ci-dessous).
Mais, il est aussi important de vérifier que ce
traitement ne modifie pas trop d'autres propriétés du
béton, telles que :
· des propriétés structurelles
(porosité, etc.) ;
· des propriétés de transfert
(perméabilité à la vapeur d'eau, etc.) ;
· ou des propriétés esthétiques
(couleur, brillance).
Exemples d'essais de convenance pour caractériser un
traitement par imprégnation d'hydrofuge.
|
Essai sur site
|
Profondeur de pénétration
|
Effet hydrofuge
|
|
Effet parlant
|
Oui
|
Oui
|
|
Essai de perméabilité
|
Non
|
Oui
|
|
Essai sur prélèvements
|
Profondeur de pénétration
|
Effet hydrofuge
|
|
Frange d'imbibition
|
Oui
|
Non
|
|
Mouillage microgoutte
|
Oui
|
Oui
|
|
Attaque acide
|
Oui
|
Non
|
|
Angle de contact
|
Oui
|
Oui
|
|
Test d'imbibition
|
Non
|
Oui
|
V.2.6 - Essais de réception
Les essais de réception des travaux sont prévus
dans les cahiers de charges.
Le seul essai non destructif peut être effectué
pour la réception d'une imprégnation est la mesure de la
perméabilité du béton traité. Il s'agit soit de la
perméabilité à l'eau, soit de la
perméabilité à l'air.
V.2.7 - Durée et efficacité du
traitement
L'efficacité d'un traitement par imprégnation
est en général de deux ans. Elle porte à la fois sur la
tenue à la pénétration d'agents agressifs dans le
béton et sur l'aspect du parement.
V.3 - INHIBITEURS DE CORROSION
V.3.1 - Principes et définitions
Un inhibiteur de corrosion est un composé chimique
qui, ajouté en faible concentration au milieu corrosif ralentit le
processus de corrosion d'un métal placé dans ce milieu.
Ses fonctions essentielles sont les suivantes :
· de pénétrer une couche de béton
très hétérogène par nature (variations de
compacité notamment) ;
· d'abaisser la vitesse de corrosion du métal,
sans affecter ses propriétés (ni celles du milieu
environnant) ;
· d'être stable dans le milieu
considéré et compatible avec celui-ci, à la
température d'utilisation ;
· d'être efficace à la concentration
recommandée ;
· de ne pas être toxique.
Par ailleurs, la teneur en inhibiteur doit être
réglée, en tenant compte de divers paramètres tels que les
facteurs géométriques ou la bonne forme des matériaux,
leur état de surface, etc.
La corrosion étant un processus électrochimique,
l'action de l'inhibiteur se fait au niveau de l'une des réactions
élémentaires du mécanisme de cette corrosion, et plus
particulièrement au voisinage immédiat de la surface :
transport des espèces réactives, formation
d'intermédiaire, absorption, etc.
Le mécanisme d'action d'un inhibiteur peut être
divers. L'inhibiteur recouvre (adsorption) la surface du métal, et
réduit les surfaces de réactions élémentaires. Il
peut former également des composés avec le métal et le
liquide environnant et modifier les réactions d'interface. Dans les deux
cas, la vitesse de corrosion peut être ralentie voire annulée.
Les inhibiteurs de corrosion sont classés selon
leur mode d'action :
Les inhibiteurs anodiques ont une
action sur la diminution du courant sur la partie anodique de la surface du
métal. Si ce blocage n'est que partiel, il peut entraîner
localement une augmentation de la densité de courant sur ses surfaces.
Il peut conduire à un processus de corrosion localisé, plus
intense qu'en l'absence d'inhibiteur, d'où l'importance de la teneur en
élément actif au droit de l'acier.
Les inhibiteurs cathodiques induisent
une augmentation de la surtension cathodique et réduisent donc le
courant de corrosion. Si ces inhibiteurs ne stoppent jamais complètement
la réaction de corrosion, ils ne présentent pas par contre le
danger de corrosion localisée. Ces inhibiteurs précipitent
souvent les sels ou hydroxydes, du fait de l'accumulation d'ions OH-
sur les cathodes.
Les inhibiteurs mixtes ont à la
fois les propriétés des inhibiteurs anodiques et cathodiques.
V.3.3 - Etat de l'art
Le système de maîtrise de l'efficacité du
traitement est propre à chacun des composants chimiques de base.
Lors de l'utilisation pour le béton armé d'un
inhibiteur appliqué sur le parement, il est demandé au
produit :
· d'avoir une action rapide et
vérifiable ;
· d'être performant pendant plusieurs
années ;
· d'être efficace en milieu basique, neutre
(carbonatation), voire acide (en présence de chlorures, la surface
métallique en voie de corrosion dans les cellules occluses, est au
contact d'acide chlorhydrique).
V.3.3 - Domaine et limites d'emploi
La délimitation précise du champ d'application
dépend de l'inhibiteur considéré.
Les paramètres d'efficacité à prendre en
compte lors d'une étude sont les suivantes :
a) L'influence de l'état de surface de
l'acier : (absence de discontinuité
acier/béton) : l'utilisation des inhibiteurs de corrosion permet de
protéger l'ensemble des aciers en situation de risque de corrosion, sans
avoir à purger le béton contaminé ou carbonaté,
à condition qu'aucun phénomène d'épaufrure ou de
décollement acier/béton n'ait débuté.
b) La pénétration du
produit : La pénétration des inhibiteurs à
l'intérieur d'un béton dépend de nombreux
paramètres : porosité du béton, humidité,
degré de carbonatation, etc. Ainsi, cette pénétration ne
peut pas, à ce stade des connaissances, faire l'objet d'une
modélisation précise. Par conséquent, il est toujours
nécessaire de vérifier la pénétration de
l'inhibiteur par les test de validation in- situ.
c) La concentration minimale efficace au droit des
armatures.
Celle-ci doit être précisée par le
fabriquant, sur la base de résultats d'essai représentatifs, en
tenant compte notamment de la teneur en chlorures dans le béton au droit
des armatures (limite d'efficacité).
Le recours aux inhibiteurs permet de conserver au maximum
l'aspect initial de l'ouvrage et de réduire les zones à
dégarnir.
V.3.4 - Procédure d'application
Avant d'appliquer un inhibiteur, la surface du béton
doit être préparée. Il s'agit d'éliminer la peinture
ou autre revêtement par sablage ou hydro sablage. Il est à noter
qu'un traitement par inhibiteur n'est pas possible si la surface a
été préalablement traitée avec un hydrofuge.
Un inhibiteur qui est sous forme liquide s'applique
directement à la surface du béton. Afin de respecter les
consommations prescrites par la notice technique ou par les procédures
définies pendant la phase de validation, l'application s'effectue en
plusieurs passes.
Les solutions gélifiées s'applique en une
fois.
V.3.5 - Les inhibiteurs utilisés pour le
béton armé.
Le tableau_ présente de manière non exhaustive
les résultats obtenus pour certains inhibiteurs, ajoutés au
gâchage, vis-à-vis de la corrosion générée
par les chlorures.
Tableau n°3 : Inhibiteurs
de corrosion générée par les chlorures
|
Inhibiteurs
|
Corrosion en présence de chlorure
|
Référence
|
|
Nitrite de sodium
|
Retardée
|
TREADAWAY & RUSSEL (1968)
|
|
CRAIG & WOOD (1970)
|
|
BHASKARA RAO & Al (1988)
|
|
Nitrite de calcium
|
Retardée
|
ROSENBERG & Al (1977)
|
|
ANDRADE & Al (1986)
|
|
HOPE & IP (1989)
|
|
BERKE & ROSENBERG (1990)
|
|
TOMASAWA & Al (1990)
|
|
Chromate de potassium
|
Inchangée
|
CRAIG & WOOD (1970)
|
|
Benzoate de sodium
|
Inchangée
|
CRAIG & WOOD (1970)
|
|
Chlorure stanneux
|
Résultats contradictoires
|
ARBER & VNIAN (1961)
|
|
HOPE & IP (1987)
|
|
-glycérophosphate de sodium
|
Retardée
|
MONTICELLI (1992)
|
|
Mélange d'amines et d'esters
|
Retardée
|
NMAI & Al (1992)
|
N.B : Le nitrate de sodium n'est
plus utilisé car il entraînait une faible résistance du
béton à la compression et de possibles alcali- réactions
à cause du cation sodium. Par contre, le nitrite de calcium est
préféré par les utilisateurs puisqu'il ne modifie pas les
propriétés mécaniques du béton et est plus
compatible avec les fumées de silice.
Le monofluorophosphate de sodium (MFP) est un inhibiteur de
corrosion appliqué à la surface du béton. Son
efficacité en ce qui concerne le ralentissement de la corrosion a
été prouvée par le Dr Véronique NOBEL
PUJOL-LESUEUR. Les figures suivantes l'illustrent :
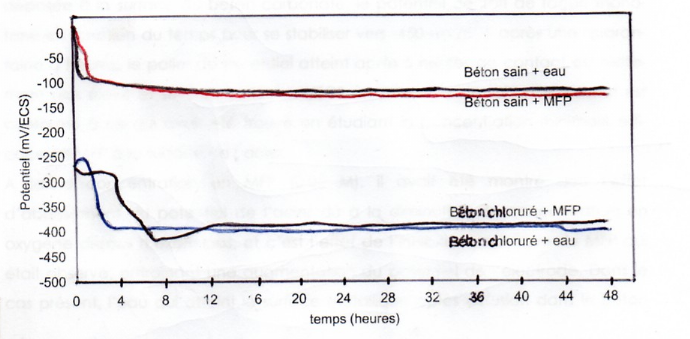
Figure 8 : Evolution du potentiel libre d'un acier
enrobé dans des béton non carbonaté durant 48 heures
après l'application d'une solution aqueuse contenant ou non du MFP.
Ces courbes présentent, à partir du potentiel
initial, une zone à potentiel constant plus ou moins étendue, la
présence d'ions chlorure ayant tendance à étendre cette
zone, puis une brusque chute de potentiel, d'une amplitude d'une centaine de
millivolts en l'absence d'ions chlorure, et de 150 millivolts environ en
présence d'ions chlorure. Puis le potentiel reste ensuite à peu
près stable durant 48 heures, durée totale de
l'expérience.
Il est remarqué par ailleurs que les potentiels
mesurés sont plus négatifs lorsque le béton contient des
ions chlorures.
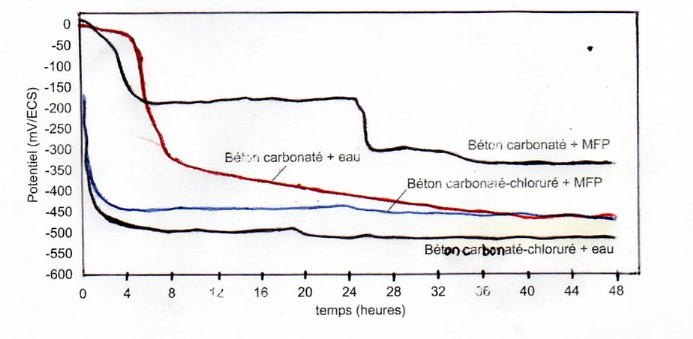
Figure 9 : Evolution du potentiel libre d'un acier
enrobé dans des bétons carbonatés durant 48 heures
après l'application d'une solution aqueuse contenant ou non MFP.
En présence de MFP, les courbes d'évolution du
potentiel sont cette fois modifiées significativement par rapport
à celles tracées en l'absence de MFP.
D'une manière générale, les potentiels
atteints en présence de MFP sont moins négatifs (figure 8). La
courbe la plus significative à ce sujet est celle obtenue en absence
d'ions chlorure dans le béton. Alors qu'en l'absence de MFP dans l'eau
déposée à la surface du béton carbonaté, le
potentiel décroît de façon monotone en fonction du temps
pour se stabiliser vers -450 mV/ECS après une quarantaine d'heures, le
palier de potentiel atteint après 5 heures de contact est nettement plus
élevé et se situe à 190 mV/ECS en présence de
MFP.
V.3.6 - Contrôle de la mise en oeuvre
V.3.6.1 - Mise en oeuvre
Le système qualité de l'applicateur doit
permettre, tout au long de la mise en oeuvre du traitement, de contrôler
le respect :
· des consommations ;
· de la procédure d'application retenue lors des
tests de validation.
Dans l'état actuel des connaissances, il apparaît
indispensable de procéder à l'évaluation de la
qualité de produit dans le béton et à la
détermination de sa concentration au droit de l'armature, à des
échéances définies contractuellement, sur la base des
essais de convention (validation de la procédure). Cette concentration
doit être conforme aux spécifications du fabricant, concernant la
concentration minimale efficace (voir V.3.3c).
V.3.6.2 - Essais de réception
L'application est considérée comme acceptable
lorsque la qualité minimale d'inhibiteur au niveau des armatures
à traiter est atteinte, et démontrée par l'analyse
d'échantillons représentatifs de l'ouvrage.
En outre, les documents de suivi qualité de la mise en
oeuvre du traitement doivent être remis au fur et à mesure de
l'avancement des travaux.
V.3.7 - Durée - efficacité -
Normalisation
Le retour d'expérience sur les ouvrages traités
par inhibiteur d'imprégnation est actuellement d'une dizaine
d'années. La durabilité du traitement peut être
vérifiée :
· par les mesures de teneur en inhibiteur au niveau de
l'acier après quelques années ;
· par le suivi dans le temps des mesures potentiels
(cartographie) ou de courant de corrosion (résistance de
polarisation).
Aucune norme ne définit les classes d'inhibiteur
permettant de juger de leur efficacité intrinsèque. Il n'existe
pas non plus pour l'instant de procédure de qualification des
produits.
V.4 - REVETEMENTS DE SURFACE
V.4.1 - Revêtements pour le génie civil
La mise en peinture des ouvrages de génie civil en
béton a en général pour principaux objectifs :
- d'améliorer l'esthétique de l'ouvrage par la
mise en couleur ou la création de motifs décoratifs, en vue de
lui donner un aspect particulier ou d'homogénéiser lorsque
nécessaire, la teinte de ses parements ;
- d'augmenter le confort et la sécurité des
usagers, tout en facilitant le nettoyage (exemple : revêtement des
tunnels) ;
- de participer à la sécurité de
l'ouvrage (exemple : balisage des pylones) ;
- de contribuer à la protection du béton :
la mise en place d'un système de peinture en couche mince, dans la
mesure où il apporte une amélioration de
l'imperméabilité du support peut permettre de ralentir la
pénétration de l'humidité extérieure et
d'améliorer ainsi la durabilité du béton.
Ainsi les ouvrages concernés sont essentiellement les
tunnels, les murs de soutènement, les écrans anti-bruit et dans
certains cas les ponts.
Il existe une procédure de qualification concernant les
systèmes de peinture pour béton de génie civil. Elle porte
sur des critères d'adhérence, d'aspect et plus
généralement sur des considérations d'ordre
esthétique et non pas sur des critères visant à
apprécier la capacité effective des systèmes testés
à remplir une fonction de protection.
Lorsque c'est principalement une fonction de protection qui
est recherchée (protection contre la pénétration des
chlorures, protection contre la pénétration du gaz carbonique
laquelle entraîne une carbonatation progressive de la peau du
béton, etc.) d'autres types de revêtements peuvent être
envisagés. Ils seront désignés ci-après par
revêtements minces. Il convient de préciser toutefois qu'il
n'existe actuellement aucun référentiel technique permettant de
qualifier ces produits et d'orienter le choix d'un produit en fonction du
problème.
V.4.1.1 - Principes, définitions, état
de l'art.
V.4.1.1.1 - Les peintures
La « mise en peinture » désigne la
protection par système de peintures ou lasure dans des épaisseurs
sèches comprises entre 20 et 600 um.
Les systèmes de peinture s'appliquent dans des
quantités humides totales allant de 300 à 1500 g/m2,
selon la densité et l'extrait sec, les lasures dans les quantités
restantes inférieures à 300 g/m2, mais pouvant varier
selon l'absorption du support. Un système de peinture est
constitué d'une succession de couches, qui ont chacune un rôle
spécifique, en vue d'obtenir un revêtement final présentant
les caractéristiques escomptées.
Une peinture est constituée :
- d'un liant (aussi appelé résine ou
polymère) : la nature chimique du liant permet de désigner
la peinture ; il s'agit, par exemple, de peinture époxydique,
polyuréthane, vinylique, acrylique ou hydraulique modifiée par
des résines ;
- de matières de charge : elles confèrent
à la peinture des caractéristiques physiques particulières
(rhéologie, aspect...) ;
- de pigments : ils apportent la couleur,
l'opacité ;
- d'additifs : il peut s'agir d'agents mouillants,
thixotropes, fongicides ;
- d'un véhicule : eau (peinture dite en phase
aqueuse), ou solvant (peinture en phase solvant). Il existe aussi des peintures
avec très peu, voire sans véhicule.
Le plus souvent, un système de peinture comporte 3
couches :
- la couche primaire qui assure l'adhérence du
système sur le support ;
- la couche intermédiaire qui assure la
compatibilité entre la couche primaire et la couche de finition et donne
au système une épaisseur suffisante ;
- la couche de finition qui apporte la fonction
esthétique et assure la résistance du système aux
agressions extérieures.
La performance d'un système de peinture dépend
de l'épaisseur de chaque couche et du respect de ces
épaisseurs.
Les peintures peuvent être mono ou bi-composants ;
dans ce dernier cas, la peinture est obtenue à partir d'un
mélange base - durcisseur ou ciment et latex.
V.4.1.1.2 - Les lasures
Les lasures sont utilisées pour conserver ou mettre en
valeur la texture superficielle d'un parement en béton. Elles sont
incolores ou colorées et contrairement à une peinture, elles ne
sont pas opacifiantes.
Une lasure est composée :
- de liant (généralement de type acrylique ou
polyuréthane) ;
- d'un véhicule (eau, solvant) ;
- de pigments ou colorants ;
- éventuellement de matières de charge.
Une lasure est généralement appliquée en
deux couches, la première étant diluée.
V.4.1.1.3 - Les revêtements minces
Les revêtements minces peuvent être :
- des revêtements plastiques mais épais contenant
généralement des charges grossières et à base de
résines acryliques ou polyuréthanes ;
- des revêtements d'imperméabilité
à base de résine acrylique ;
- des revêtements divers à base de
polyuréthane ou LMH.
Selon leur nature, ces produits sont appliqués à
l'aide de spatules ou de machines spéciales.
V.4.1.2 - Procédure d'application - Acteurs de la
mise en oeuvre et matériels
V.4.1.2.1 - Procédure
Différentes conditions doivent être
nécessairement réunies pour obtenir un bon accrochage des
produits et une durabilité suffisante des revêtements :
- qualité de préparation des supports ;
- choix de la nature du revêtement et de ses
composants ;
- application sèche globale déposée et
régularité ;
- âge du support béton (2 mois minimum).
V.4.1.2.2. - Matériels
Les matériels utilisés pour la
préparation du support doivent être identiques à ceux
utilisés lors de l'épreuve de convenance. Selon l'état et
le type du support et en fonction du but final recherché, les modes de
préparation du support sont multiples :
- brossage, dépoussiérage ;
- ponçage ;
- lessivage ;
- projection d'abrasifs : la récupération
et le traitement de l'abrasif avant la mise en charge doivent être
prévus ;
- Projection d'eau sous pression, le respect de la valeur de
pression retenue pour les essais de convenance est fondamental.
Les matériels utilisés pour l'application des
produits sont conformes à ceux de l'épreuve de convenance et aux
éléments indiqués dans les fiches techniques produits. Les
fiches techniques précisent le cas échéant pour chaque
moyen d'application possible, un taux de dilution et une quantité de
produits déposable.
V.4.1.3 - Processus d'exécution et
contrôles
V.4.1.3.1 - Essai préalable
Dans le cas particulier d'un béton avec des
défauts de surface apparents et pour lequel l'application d'un
système de peinture risque de ne pas être suffisant pour masquer
l'ensemble des défauts, un essai préalable doit être
réalisé. Cet essai préalable permet de vérifier que
le choix technique envisagé répond bien aux résultats
attendus.
V.4.1.3.2 - Mise en oeuvre
La mise en oeuvre d'un revêtement s'effectue selon un
processus d'exécution auquel sont attachés différentes
étapes de contrôle. Il s'agit des étapes
suivantes :
a) Les opérations préalables au
chantier
Avant le démarrage des travaux, doit être
organisée une réunion regroupant l'ensemble des acteurs
concernés à savoir : le maître d'oeuvre, le chef de
chantier, le contrôle externe de l'entreprise et l'agent de l'organisme
chargé des contrôles extérieurs.
Cette réunion a pour principaux objectifs :
- d'examiner en commun la consistance des travaux, leur mode
d'exécution et les contrôles prévus ;
- d'examiner les solutions aux difficultés
particulières (zones à ragréer, zones difficiles
d'accès, etc.) ;
- d'organiser l'épreuve de convenance ;
- de définir le programme des travaux liés en
particulier au déplacement de l'échafaudage et aux conditions
d'application et de séchage des couches ainsi que le programme des
contrôles.
b) L'épreuve de convenance
L'épreuve de convenance, à ne pas confondre avec
l'essai préalable et rendue obligatoire par le CCTE permet de
vérifier, après passation du marché, que dans les
conditions du chantier, sur une surface représentative de l'ouvrage, les
modalités retenues répondent bien aux objectifs.
Réalisée avec les moyens, le personnel et les produits du
chantier, elle porte à la fois sur la préparation du support et
sur l'application. Elle permet de vérifier que les moyens de
l'entreprise sont bien adaptés pour réaliser le travail
prévu et de juger de l'aspect du revêtement appliqué sur le
béton de l'ouvrage.
c) Le contrôle de la préparation du
support
Il porte sur :
- la liste des produits utilisés (les abrasifs par
exemple) ;
- la conformité du matériel ;
- la réception des surfaces ;
- l'adéquation du revêtement à la fonction
exigée ;
- la cohésion superficielle du support
(supérieure ou égale à 0,5 MPa) ;
- la conformité de l'abrasif.
d) Le contrôle des produits
Les principaux points à vérifier
concernent :
- l'identité des produits utilisés sur le
chantier, il s'agit de vérifier par l'échantillonnage (selon la
norme NF EN 21512) la conformité des produits ;
- l'étiquetage des récipients qui doit comporter
le nom du produit, le numéro de lot de fabrication, la
dénomination base ou durcisseur, le poids, la date limite d'utilisation,
l'étiquetage de sécurité, etc. ;
- les conditions de stockage (température et
hygrométrie convenables) ;
- le suivi des quantités livrées.
e) Le contrôle juste avant
l'application
Il y a lieu avant de procéder à l'application de
vérifier :
- l'humidité du béton ;
- la température et l'hygrométrie de l'air
(adéquation de tous ces critères par rapport aux produits
à appliquer) ;
- la température du support (elle doit être de
3°C supérieure au point de rosée).
En ce qui concerne les produits, le contrôle avant
application porte sur :
- l'identification et l'étiquetage des
produits ;
- les proportions et mélanges des
constituants ;
- la nature et la quantité de diluant
utilisé ;
- l'homogénéisation ;
- le respect du temps de malaxage, de mûrissement et de
la durée pratique d'utilisation du mélange.
Il faut également vérifier :
- la conformité des techniques et matériels
utilisés aux solutions retenues ;
- pour les nouvelles couches, le respect des phases de
séchage minimal et délais de recouvrements entre
séchages.
f) Les contrôles lors de
l'application
Ces contrôles consistent essentiellement à
mesurer les consommations de produit pour chaque couche du système. Ces
mesures peuvent être réalisées :
- par pesée de la quantité de produit en pot
avant et après son application sur une surface connue et
délimitée de l'ouvrage ;
- par comptage des récipients qui contiennent le
produit et qui sont préalablement marqués et utilisés pour
une surface définie de l'ouvrage ;
- par mesure de l'épaisseur humide.
V.4.1.4 - Domaines d'application et limites
d'emploi
Dans le cas d'une recherche de l'amélioration sur le
plan esthétique, l'aspect du support béton avant revêtement
est essentiel pour la qualité du résultat final : un
revêtement de 20 à 60um ne peut pas masquer complètement
les imperfections de surface.
Un revêtement par peinture permet de masquer des
différences de couleur, voire de texture, dans la mesure où les
défauts restent limités.
Si les défauts sont plus importants (bullage, nids de
d'abeilles ou éclats), il faut préalablement utiliser des
produits de réparation de surface qui permettent de faire
disparaître ces irrégularités, la peinture étant
ensuite destinée à ré-uniformiser la teinte de l'ensemble
du parement.
V.4.1.5 - Essais de réception
Les contrôles de réception portent sur :
- l'épaisseur du film sec : elle peut être
évaluée à partir de l'épaisseur humide
mesurée lors des applications et de la valeur de l'extrait sec de la
peinture, elle peut être également mesurée à l'aide
d'un microscope (incision à 45° dont on mesure la largeur selon la
norme NFT 30123) ou par exemple à la loupe micrométrique sur un
carottage en surface.
- l'aspect : il s'agit de détecter des
défauts tels que coulures importantes, surépaisseurs,
faïençages, cloquages ;
- l'adhérence : le contrôle de
l'adhérence sur chantier est réalisé par un essai
d'arrachement conformément à la norme NFT 30062 ; cet essai
est délicat et doit être répété en un nombre
suffisant de points représentatifs ;
- la couleur : le contrôle de la couleur s'effectue
selon la norme NFT 34 554-2.
V.4.1.6 - Durée et efficacité du
procédé
La mise en peinture réalisée selon les
règles de l'art, permet d'obtenir, pour la plupart des ouvrages (ponts,
tunnels), des durabilités de revêtement de l'ordre de 15 ans.
Cette durabilité est variable selon les
épaisseurs sèches du revêtement, la nature des peintures
(mono ou bi-composante) et leur aptitude ou non à être
lessivées (cas des tunnels).
Il convient de distinguer divers types de garantie :
- celle relative aux fonctions principales attendues en terme
de protection du béton ;
- celle relative au décollement ou au cloquage du
revêtement ;
- celle relative à la couleur ;
- celle relative à la fissuration si cette
caractéristique est spécifiée.
L'attention est attirée sur le fait que dans la
pratique, cette dernière exigence complémentaire ne peut
généralement être satisfaite que par des systèmes
dont l'épaisseur est supérieure à 600 um.
Le tableau ci-dessous précise les durées de
garantie contractuelle à mentionner dans le marché, pour les
différentes fonctions visées, selon la gamme d'épaisseur
du revêtement :
|
Epaisseur du film sec
|
Fonctions principales
|
Décollement, cloquage
|
Fissuration
|
Uniformité et constance de la couleur
|
|
50um à 300um
|
2 ans
|
2 ans
|
-
|
2 ans
|
|
300um à 3mm
|
10 ans
|
10 ans
|
10 ans
|
2 ans
|
Tableau n°4 : Durées
de garantie contractuelle pour les différentes fonctions visées
selon la gamme d'épaisseur du revêtement.
V.4.2 - Revêtements pour le bâtiment
V.4.2.1 - Principes et définitions
Les fonctions d'un revêtement pour le bâtiment
diffèrent sensiblement de celles d'un revêtement pour le
génie civil. Il s'agit de :
· la fonction esthétique sur les surfaces nues ou
vieillies (couleur, aspect de brillance, etc.) ;
· la correction des défauts de surface
(porosité, fissurés) ;
· la fonction technique, par la protection du support
vis-à-vis de l'environnement. Les produits de revêtement sur
béton doivent en effet empêcher l'eau et ses
éléments agressifs de pénétrer dans le béton
et assurer des fonctions d'étanchéité à l'eau,
à la vapeur d'eau ou au gaz carbonique.
Les produits doivent être conformes aux normes qui les
concernent.
V.4.2.2 - Classification des
revêtements
La finition est destinée à augmenter la
protection des réparations et des surfaces non réparées.
Elle peut être constituée de plusieurs produits classés
selon leurs performances attendues pour le bâtiment :
· Revêtements à vocation essentiellement
décorative : entre dans cette catégorie, trois classes de
revêtements D1, D2. D3 ;
· Revêtement d'imperméabilité,
appliqué à titre curatif pour pallier les désordres
susceptibles d'affecter le clos (fissures infiltrantes), classés en
fonction de leur aptitude à résister au support :
I1, I2, I3, I4.
V.4.2.2.1 - Revêtement à vocation
décorative
· Revêtement de classe
D1 : se sont pour la plupart des produits incolores
qui maintiennent l'aspect d'origine du parement, mais améliore le
comportement à l'eau et aux salissures du support. Ce sont les
hydrofuges et les lasures.
· Revêtement de classe
D2 : ce sont les peintures. Elles sont toutes
constituées de liant (composant filmogène), de pigment (fonction
à la fois protectrice et couvrante), de charges (pouvoir opacifiant et
d'un solvant. Plusieurs classes de peintures existent, selon leur nature
chimique ou celle de leur solvant :
· Phase solvant : ce dernier en
général constitué d'hydrocarbures, de
dérivés chlorés, d'alcools, d'esters, de cétones,
d'aldéhydes ;
· Phase aqueuse : le solvant est
l'eau, ce qui est favorable vis-à-vis de l'environnement, mais ces
peintures sèchent difficilement par temps froid. Les peintures siloxanes
qui ont un caractère hydrofuges et une forte perméance à
la vapeur sont des peintures en phase aqueuse.
· Peintures minérales :
elles sont à base de silicates ou de chaux éteinte et de
colorant. Intéressantes par l'aspect décoratif final obtenu et
leur forte perméance à la vapeur d'eau, elles sont plus
vulnérables à l'eau de pluie.
Les peintures microporeuses pour façades doivent
être conforme à la norme NFT 30-804.
· Revêtements de classe
D3 : les revêtement plastiques épais
(RPE) en font partie. Ils ont une fonction de correction de l'état de
surface, soit en améliorant la planéité, soit en
créant un aspect structuré et une fonction de complément
d'imperméabilisation. Ils sont constitués d'une résine de
copolymère vinylique ou acrylique en dispersion aqueuse de charges, de
pigments et d'adjuvants. Ils sont appliqués en forte épaisseur (2
à 3 kg/m2). Toutefois, ils n'ont pas
d'élasticité suffisante pour résister à une
fissuration du support.
V.4.2.2.2 - Revêtement
d'imperméabilité
Ce sont des systèmes multicouches (sauf la classe
I1), appliqués à titre curatif, pour pallier des
désordres affectant le clos. Ils possèdent une réelle
fonction technique d'imperméabilité à l'eau liquide. Ils
sont constitués d'une couche d'impression et d'une ou de plusieurs
produits de peinture (copolymères en dispersion aqueuse),
présentant une élasticité suffisante pour résister
à la fissuration du support existant (I1 et I2) ou
à venir (I3 et I4). Le système
I4 comprend en plus une armature incorporée dans la couche de
finition.
Les produits doivent être choisis en fonction des
défauts de surface constatés selon la norme NF 84-401-3. Les
produits doivent satisfaire à la norme NF 84-403 quant à leurs
caractéristiques (maintien de l'aspect, imperméabilité,
isolation thermique). Une étude préalable de reconnaissance est
nécessaire pour sélectionner la nature des travaux
préliminaires à effectuer (décapage ou conservation des
anciens revêtements).
V.4.2.2.3 - Enduits de façade
Les enduits de façade sont à base de liants
hydrauliques et ou de chaux aérienne. Ils appartiennent à deux
catégories :
· les enduits traditionnels, exécutés en
trois couches distinctes ;
· les enduits mono-couches prêts à
l'emploi.
V.4.2.3 - Garanties
Des garanties contractuelles peuvent être
proposées par le fabricant (pour un chantier donné avec des
conditions particulières) mais les garanties légales sont :
· la garantie biennale dite de bon
fonctionnement, qui s'applique au revêtement de classe D (D1,
D2, D3). La bonne tenue (norme NFT 36-001) est l'absence
de cloquage, de craquelage, d'écaillage, de décollement
au-delà de 5% de la surface de l'élément de
référence.
· la garantie décennale qui
s'applique aux revêtements de classe I. Elle porte uniquement sur la
fonction imperméabilité (le cloquage, l'encrassement, le farinage
ne sont pas pris en compte car ils ne portent pas préjudice au clos).
Enfin, la fonction décorative sera
appréciée par rapport à une surface de
référence qui devra comporter toutes les opérations
prévues au descriptif.
V.5 - BETON PROJETE
V.5.1 - Principes et définitions
V.5.1.1 - Définition
Un béton projeté est constitué d'un
mélange de granulats, de ciment et d'eau avec parfois des ajouts,
projeté grâce à de l'air comprimé, sur une paroi.
Il y'a deux techniques de projection suivant le norme
d'introduction de l'eau dans chaîne :
· Par voie sèche avec ou sans pré-
mouillage : l'eau est introduite au niveau de la lance ;
· Par voie mouillée : l'eau est introduite au
malaxage du béton.
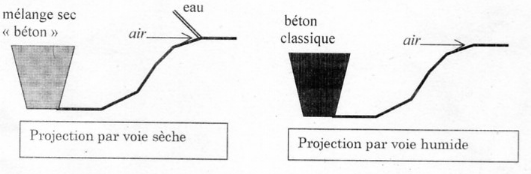
V.5.1.2 - Rôle des adjuvants, des fibres et des
fumées de silice
Un béton projeté peut aussi contenir des
adjuvants, des fibres et des fumées de silice.
a) L'utilisation des adjuvants confère au béton
des propriétés spécifiques lors de la mise en
oeuvre :
- obtention et maintient de la fluidité, grâce
à des stabilisateurs de prise introduits à la sortie de la
centrale pour une optimisation des conditions de transport ;
- obtention de la consistance initiale grâce à
des activateurs introduits quelques mètres avant la lance;
- mise en oeuvre efficace grâce à des
accélérateurs (raidisseurs) introduits en bout de lance, mais
entraînant parfois une baisse de résistance mécanique
à long terme.
b) L'adjonction des fibres confère au béton
projeté des propriétés complémentaires qui
dépendent de la qualité et du type de fibres :
- cohésion améliorée du béton
frais ;
- limitation des effets du retrait ;
- amélioration possible des caractéristiques
mécaniques (résistance accrue au cisaillement et à la
flexion).
Le comportement de post-fissuration confère au
matériau une ductilité.
c) L'utilisation de fumée de silice améliore
l'aptitude à la projection (béton plus collant) ainsi que la
durabilité (béton plus dense).
N.B. : L'adjonction d'armateurs
permet les renforcements ou les réparations de structure.
V.5.2 - Etat de l'art. Normes
La réalisation des travaux de béton
projeté doit se faire conformément à des normes (NF
P95 102, NF EN 934-2) et à des recommandations sur la
prévention, l'hygiène et la sécurité lors des
projections de béton.
V.5.3 - Procédure d'application du béton
projeté
La procédure d'application doit justifier les
matériaux et les moyens choisis pour leur mise en oeuvre.
V.5.3.1 - Préparation du chantier :
études
Les études portent sur la formulation du béton
avec notamment la technique de projection et le choix des constituants ainsi
que les caractéristiques attendues.
a- Pour les renforcements structurels, la voie sèche
ou éventuellement la voie mouillée à flux dilué est
préférable et les dosages en ciment doivent être
minimaux.
b- Les études prennent en compte, le plus en amont
possible, les sujétions de chantier liées :
- à l'environnement (bruit - pollution) ;
- à l'accès (aménagement et plate-forme
de travail suffisante pour que le porte-lance puisse effectuer le travail
convenablement, distance entre lance et surface de 0,50m à 1,50m
environ) ;
- à la signalisation (sécurité, à
la circulation (vibration du support).
Les études précisent :
- la conception des travaux (phasage, type
d'échafaudage, matériel de projection, mode transport et distance
maximum, etc).
- les caractéristiques du béton projeté
(durée pratique d'utilisation, épaisseur à projeter,
nombre de passes, délai entre passes) ;
- la qualité du support de projection (degré de
propreté, humidité, etc.) ;
- la cure du béton projeté ;
- le délai nécessaire de travaux hors
circulation...
V.5.3.2 - Exécution du chantier
La commande du béton tient compte des résultats
de l'étude et de la convenance en intégrant les sujétions
de transport et de mise en oeuvre (cadences, programmes). Les adjuvants
utilisés doivent être admis à la marque NF lorsqu'elle
existe ou équivalent.
L'approvisionnement est fonction du mode de projection
choisi. Dans le cas d'une fabrication de chantier, l'approvisionnement des
matières premières se fait soit en vrac, soit en sac
(mélange sec prêt à l'emploi). L'identification et le
contrôle de qualité s'effectuent dans le cadre du contrôle
interne en procédant par lots (liés le plus souvent aux phases de
chantier).
Le stockage doit permettre d'avoir la quantité
suffisante pour éviter une rupture de bétonnage et de conserver
les matières premières sans détérioration de leur
qualité (pollution...).
En voie sèche, le contrôle de l'humidité
des matériaux est un point important à contrôler.
La qualité d'une réparation par béton
projeté est fortement liée aux conditions d'exécution et
notamment à la qualification du porte-lance. L'essai de convenance
réalisé, conformément à la norme NF P 95102, permet
de s'assurer que toutes les conditions (personnel, moyen, choix des
matériaux) sont réunies pour une bonne exécution des
travaux.
V.5.3.3 - Choix des matériels
Les machines sont identifiées : elles doivent
correspondre à l'utilisation attendue (capacité, puissance,
débit (air, eau), résistance). Une attention particulière
doit être portée pour le choix des équipements et notamment
sur les adaptations qui conditionnent le bon déroulement de la
projection.
Toutes les bascules ou balances nécessaires au dosage
pondéral doivent être étalonnées. Les doseurs en
adjuvants doivent être asservis au débit de la machine à
projeter et agréé par un essai de convenance.
Certains matériels doivent être prévus en
réserve, pour éviter l'interruption de chantier qui serait de
nature à nuire à la qualité finale de l'ouvrage.
V.5.3.4 - Qualification du personnel
L'équipe (porte-lance, aide porte-lance et machiniste)
doit être qualifiée, c'est-à-dire ayant des
références certifiées pour des travaux similaires ou ayant
suivi une formation sanctionnée par un certificat de qualification
obtenu après contrôle des connaissances théoriques ou
pratiques. Le nombre de personnel est adapté à l'importance du
chantier.
V.5.3.5 - Procédure
opératoire
- préparation du support ;
- scellements éventuels des connecteurs ;
- mise en place éventuelle du ferraillage et des piges
de contrôle d'épaisseur (non oxydable) ;
- projection du béton en respectant le phasage (de bas
en haut sur des bandes de largeur déterminée) ;
- passes successives (respect du nombre et délai entre
passes) ;
- arrêt de bétonnage en fin de lot ou de
journée, suivant les règles de l'art ;
- couche de finition éventuelle (toujours distincte de
la couche structurelle) ;
- protection par cure, si nécessaire.
V.5.4 - Contrôle de la mise en oeuvre
V.5.4.1 - Contrôle intérieur
Il porte sur :
- les épreuves d'étude et de
convenance ;
- la vérification de la conformité de la
livraison à la commande pour le béton (cas du béton
prêt à l'emploi (BPE), les matériaux (ciment, granulats,
adjuvants, ajouts, eau ou les sacs pré-dosés, dans le cas du
béton fabriqué sur place), les armatures, les produits de
cure ;
- la vérification de l'état du support et des
surfaces de reprises entre couches ;
- la vérification de la mise en place du
ferraillage ;
- le contrôle d'exécution et de la qualité
du béton projet ;
- le contrôle d'épaisseur du béton
projeté ;
- le contrôle de cure ;
- le contrôle d'adhérence au support.
V.5.4.2 - Contrôle extérieur
Il porte sur les points d'arrêt suivants :
- la validation de l'épreuve d'étude ;
- la validation de l'épreuve de convenance ;
- la vérification de l'état du support, de la
mise en place du ferraillage et des piges de profondeur ;
- le contrôle d'adhérence au support ;
- la vérification de la qualité du béton
projeté (texture, épaisseur, résistance).
V.5.5 - Domaine et limites d'emploi
V.5.5.1 - Béton projeté par voie
sèche
Avantages
Les avantages du béton projeté par voie
sèche sont les suivants :
- grande souplesse d'utilisation : il est facile
d'arrêter le travail et de redémarrer sans avoir à se
livrer à des nettoyages fastidieux ;
- grandes distances de transport : il est possible
d'installer la machine à projeter à quelques centaines de
mètres du lieu de travail. Dans des cas précis, des installations
spécialement étudiées permettent un transport sur plus
d'un kilomètre, sans reprise ;
- possibilité de projeter de fortes épaisseurs
en une seule couche même sans accélérateur ;
- résistances élevées : l'effet de
compaction exercée par les graviers projetés à grande
vitesse et le faible E /C tendent à améliorer les
résistances ;
- obtention aisée de béton à hautes
performances ;
- robotisation possible pour augmenter les cadences et les
conditions de travail.
Domaines d'emploi privilégiés
Ils sont les suivants :
- réparation et renforcement de structure ;
- réalisation de voiles minces avec armatures ;
- projection immédiate de terrain avec activité
discontinue et volume restreint ;
- projection en falaise ;
- rénovation d'ouvrages souterrains, etc.
Limites d'emploi et inconvénients
Ce sont :
- une capacité de production limitée ;
- un dégagement de poussière à la machine
et à la lance (pouvant être réduit en humidifiant les
granulats) ;
- une appréciation visuelle de la teneur en eau par le
porte-lance ;
- une perte par rebond importante ;
- dans le cas de béton fibré, un appauvrissement
en fibres dans le béton placé ;
- un risque de détérioration des supports
fragiles, etc.
V.5.5.2 - Béton projeté par voie
mouillée
Les avantages du béton projeté par voie
mouillée sont les suivants :
- capacité de production élevée,
atteignant le double ou le triple de la voie sèche ;
- diminution des poussières, améliorant les
conditions de travail ; diminution des pertes par rebond ;
- meilleur contrôle de la qualité du
béton ;
- composition du béton en place homogène dans
l'épaisseur de la couche ;
- dans le cas de béton fibré, dosage en fibres
du béton en place proche du dosage initial ;
- robotisation, améliorant les conditions de
travail.
Domaines d'emploi privilégiés
Ils sont les suivants :
- travaux en espace confiné ;
- soutènement en tunnel nécessitant des cadences
importantes de projection ;
- projection sur support fragile, etc.
Limites d'emploi et inconvénients
Ce sont :
- moins de souplesse, formulation exigeant une mise au point
rigoureuse (fluidité, stabilisation, etc.) et une
régularité de la consistance ;
- Un transfert sur de grandes distances difficile ;
- des adjuvants raidisseurs ou accélérateurs
obligatoires pour compenser la fluidité et la stabilisation du
béton projeté ;
- l'usage recommandé d'un stabilisateur pour permettre
un temps d'utilisation suffisant du béton gâché pour
minimiser les nettoyages lors des arrêts ponctuels de la machine à
projeter ;
- un compactage et une adhérence plus faible ;
- la nécessité d'un dosage initial en ciment
élevé (minimum 400 kg/m3) pouvant entraîner des
retraits importants.
V.5.6 - Essais de réception
Les essais de réception sont définis dans les
normes, les recommandations ou les procédures contradictoires.
Leur objet est de valider en fin d'exécution, les
engagements de l'entrepreneur qui a accepté de satisfaire aux exigences
du marché : : caractères géométriques
(formes, finition, etc.), caractères esthétiques (teintes,
texture, etc.), caractéristiques mécaniques (résistance
à la compression, adhérence, etc.), caractères
physico-chimiques, etc.
V.5.7 - Durée et efficacité du
procédé
La projection du matériau sur un support lui
confère des caractéristiques mécaniques et
physico-chimiques intéressantes, surtout par voie sèche, du fait
de la très grande vitesse :
- richesse élevée en ciment du mélange
projeté, au voisinage de la surface réceptrice, du fait des
rebonds des plus gros granulats ;
- compaction dans l'épaisseur de la couche.
Les propriétés attendues sont les
suivantes :
- adhérence au support ;
- résistances mécaniques précoces
élevées ;
- module élastique voisin de celui du support ;
- fissuration maîtrisée : l'ajout de fibres
améliore encore cette propriété ;
- protection du support vis-à-vis des agents agressifs
et des actions gel/dégel avec des précautions
particulières : (formulation, mise en oeuvre) ;
- possibilité de projeter des couches épaisses
en une seule passe.
V.5.8 - Normes
- NF P 95102 « Réparation et renforcement des
ouvrages en béton et en maçonnerie- béton
projeté »
- NF EN 934-2 « Adjuvants pour bétons.
Définitions, exigences »
V.6 - TRAITEMENTS ELECTROCHIMIQUES
V.6.1 - Traitements électrochimiques de
ré-alcalinisation et
D'extraction des chlorures
V.6.1.1 - Principe
Le principe de ces traitements consiste à polariser
l'armature la plus proche du parement, à l'aide d'une anode
placée sur ce parement et enrobée d'une pâte saturée
d'un liquide convenablement choisi (électrolyte). Le courant de
polarisation circule de l'anode vers l'armature (cathode). Les armatures plus
profondes doivent être reliées électriquement à
celle qui est directement polarisée.
Ces traitements électrochimiques sont dits temporaires
parce qu'ils durent généralement entre une et six semaines.
Deux techniques de traitements temporaires sont
distinguées :
- une technique pour laquelle un générateur
électrique (technique du courant imposé) est placé entre
l'anode et l'armature ;
- une technique pour laquelle l'anode en alliage
judicieusement choisi est directement relié à l'armature (courant
galvanique).
Leur objectif est de redonner au béton d'enrobage, sa
capacité à protéger les armatures. Il s'agit soit
d'augmenter le PH du béton qui a été carbonaté
(ré-alcanisation), soit d'extraire les ions chlorures qui ont
pénétrés cet enrobage (déchloruration). L'aspect du
béton traité est respecté.
V.6.1.2 - Expertise et travaux avant
application
V.6.1.2.1 - Expertises
Avant de mettre en oeuvre ces traitements, il est
nécessaire d'effectuer un diagnostic complet des désordres (Cf.
chapitre III diagnostic), pour :
- rechercher les causes des désordres ;
- déterminer les susceptibilités
éventuelles à l'alcali-réaction, liée à la
teneur en alcalin (équivalent en Na20) du béton
contenant des granulats réactifs ;
- effectuer l'analyse quantitative des paramètres
permettant de contrôler ensuite l'efficacité du traitement.
V.6.1.2.2 - Travaux avant traitement
Il s'agit de :
- vérifier la continuité électrique des
armatures. Au besoin, relier électriquement (pontages) les armatures
isolées ;
- reconstruire éventuellement les parements en
utilisant un mortier à base de ciment aussi proche que possible du
ciment d'origine, sans passiver les aciers : les traitements de
passivation sont une source d'hétérogénéité
et isolent électriquement les armatures.
V.6.1.3 - Conception
Les expertises préalables permettent de
délimiter les zones à traiter. Les groupes d'armatures qui ne
sont pas reliées électriquement sont considérés
comme étant des zones distinctes.
Les dimensions des anodes et la capacité du
générateur de courant sont définies en fonction des
dimensions des armatures (diamètres, longueurs) et des surfaces à
traiter.
*
V.6.1.4 - Procédure d'application
Un traitement s'applique en plusieurs étapes
· Système à courant
imposé
- Projection d'une première couche de pâte
(cellulose ou laine de roche) avec une solution électrolytique
adaptée (carbonate alcalin pour la ré-alcalinisation ou eau de
chaux pour la déchloruration) ;
- mise en place du treillis anodique métallique (acier
ou titane) sur des baguettes isolantes, fixées au parement ;
- connexion des fils d'anode sur le treillis ;
- projection d'une deuxième couche de
pâte ;
- raccordements électriques au générateur
de courant continu ayant une tension réglable de 10 à 48
volts ;
- humidification périodique de la pâte par
l'électrolyte ou par de l'eau ;
- suivi des tensions et courants, prélèvement
d'échantillons de béton en cours de traitement pour analyses
(alcalinité, taux de chlorures) ;
- dépose de l'ensemble de l'installation ;
- rinçage à l'eau basse pression.
· Système à courant
galvanique
- projection ou extrusion d'une couche de pâte
saturée d'électrolyte et déposée sur le
béton ;
- mise en place de l'anode (grille) métallique qui est,
d'une part, fixée sur une baguette qui l'isole du parement béton
et d'autre part, au contact de la pâte ;
- connexion de l'anode au circuit électrique, à
partir de ce moment le traitement est actif ;
- humidification périodique de la pâte avec de
l'eau ;
- suivi des tensions et courants, prélèvement
d'échantillons de béton en cours de traitement pour analyses
(alcalinité, taux de chlorures) ;
- dépose de l'ensemble de l'installation ;
- rinçage à l'eau basse pression.
Dans ce cas, l'électrolyte choisi permet de
réaliser en même temps une déchloruration et une
ré-alcalinisation.
V.6.1.5 - Contrôle de la mise en
oeuvre
Les applicateurs des traitements ont la responsabilité
globale de la mise en oeuvre et du résultat.
V.6.1.6 - Limites d'emploi et domaines
Les procédés de traitements
électrochimiques temporaires s'appliquent aux seuls cas de béton
armé dégradé :
- par carbonatation jusqu'à une profondeur au plus
égale à l'épaisseur d'enrobage ;
- ou par chloruration d'origine externe, limitée entre
le parement et le premier lit d'armature.
Ils ne sont pas adaptés pour les autres pathologies
telles que les attaques sulfatiques, l'alcali-réaction, etc. Dans le cas
d'un béton potentiellement réactif à cette dernière
altération, des essais préalables doivent être
effectués.
V.6.1.7 - Essais de réception
Les résultats des traitements électrochimiques
temporaires s'évaluent quantitativement.
Pour la ré-alcalinisation, l'application d'un
réactif coloré (généralement la
phénophtaléine) permet de déterminer les parties du
béton de pH assez élevé.
Pour la déchloruration, des dosages en chlorures
effectués avant et après traitement, permettent de quantifier le
résultat.
V.6.1.8 - Durée et efficacité du
procédé
· Ré-alcalinisation
Les effets de ré-alcalinisation persistent après
10 ans si l'épaisseur de béton ré-alcalinisé autour
de l'armature est supérieure à 10 mm.
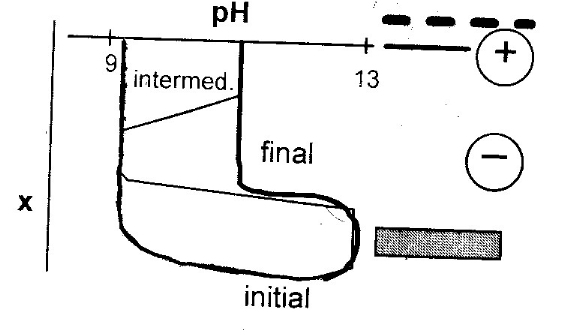
Il est possible d'appliquer après traitement un
revêtement pelliculaire sur la surface du béton.
Figure 10 : Zone où le béton est
ré-alcalinisé après traitement.
La polarisation permet de ré-alcalinisé le
béton qui est au contact de l'armature.
· Déchloruration
Une extraction est efficace si la teneur en chlorure au
voisinage d'une armature est inférieure au seuil habituellement admis
pour éviter la corrosion métallique. Ceci correspond souvent
à un rendement de 80 à 90% pour l'extraction des ions
chlorures.
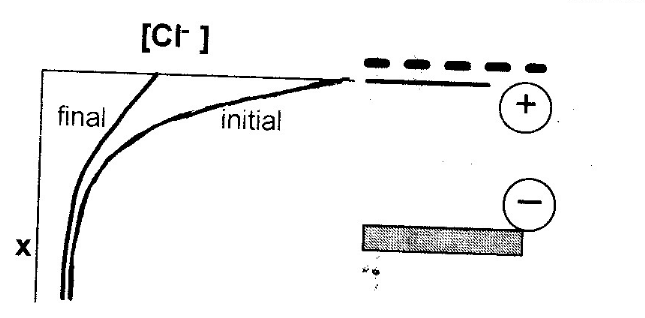
Figure 11 : Profils de concentration en chlorure
avant et après traitement d'extraction.
Il est recommandé de protéger la surface du
béton pour éviter une nouvelle arrivée de ces ions. Tout
système de protection classique est applicable.
V.6.2 - Traitement de protection cathodique
V.6.2.1 - Principe de la protection
cathodique
La protection cathodique des armatures métalliques
dans un béton est un traitement appliqué de façon
permanente qui permet de ralentir voire d'arrêter leur corrosion. Elle
consiste à abaisser le potentiel électrochimique de l'armature
jusqu'à une valeur seuil appelée potentiel de protection qui est
telle que la vitesse de corrosion de l'acier devient négligeable.
Le principe de la protection cathodique consiste à
polariser l'armature dans le béton à l'aide d'une anode
placée de façon permanente sur le parement ou parfois dans
l'enrobage. Le courant de polarisation qui circule de l'anode vers l'armature
se situe entre 2 et 50 mA par mètre carré de surface
d'armature.
Il existe deux techniques de protection cathodique :
- par courant imposé : un générateur
électrique est placé entre l'anode et l'armature ;
- par anode sacrificielle (courant galvanique) : l'anode
en alliage correctement sélectionné est directement relié
à l'armature.
La protection cathodique de l'acier dans le béton fait
l'objet de la norme européenne NF-EN 12696 « Protection
cathodique de l'acier dans le béton ». Elle doit être
étudiée, mise en oeuvre et appliquée par un personnel
compétent.
V.6.2.2 - Expertises et travaux avant application
La protection cathodique est nécessaire lorsque les
armatures du béton armé se corrodent ou sont susceptibles de se
corroder. Un diagnostic de l'état du béton et des armatures de la
structure permet de préciser la nécessité d'un
renforcement ou d'une réparation, avant la mise en place d'un
système de protection cathodique.
L'état de la structure, son intégrité
structurelle et la nécessité de certaines réparations font
l'objet d'une évaluation par un spécialiste.
Toutes les informations disponibles doivent être
exploitées et complétées par un examen du site et
éventuellement par des essais pour déterminer la nature et
l'ampleur des désordres et des réparations à
effectuer :
- examen visuel et recherche des délaminages ;
- épaisseur d'enrobage et localisation des
armatures ;
- analyse des chlorures (profil des teneurs) ;
- profondeur de carbonatation ;
- continuité électrique des armatures ;
- potentiel d'armature ;
- résistivité électrique du
béton.
Des analyses complémentaires sont utiles, comme la
résistivité de surface et la vérification de l'absence de
risque d'alcali-réaction.
Des travaux préalables peuvent être
nécessaires avant application de la protection cathodique :
- élimination du béton dégradé
ainsi que du béton de réparation, présentant une
résistivité significativement différente ;
- préparation des armatures : enlever la rouille
non adhérente et rétablir la continuité électrique
(si besoin) ;
- reconstitution de l'enrobage pour avoir une distance
minimale de 20 mm entre l'armature et le parement extérieur ;
- reconstitution du parement avec un matériau à
base de ciment.
V.6.2.3 - Conception
Les expertises préalables permettent de
délimiter les zones à traiter. Les groupes d'armature qui ne sont
pas reliés électriquement sont considérés comme
étant des zones distinctes.
Les dimensions des anodes et la capacité du
générateur de courant sont définies en fonction des
dimensions des armatures (diamètres, longueurs) à traiter.
Le calcul de dimensionnement a pour but de définir les
caractéristiques de l'installation type (type et quantité
d'anodes à mettre en place, courant total nécessaire et tension
correspondante, nombre de zones de contrôle et par conséquent,
nombre d'électrodes de référence à implanter,
connexion cathodes (sur armatures) ainsi que chemin de câblage).
L'étude détallée de l'installation de la
protection cathodique conduit à l'établissement d'un plan
qualité comprenant :
Une note de calcul, détaillée
indiquant notamment :
- le nombre et l'emplacement de zones anodiques ;
- la consommation en courant [mA/m2 (acier)] pour
chaque zone ;
- le type d'anode choisi ;
- le nombre et l'emplacement des capteurs de surveillance et
contrôle.
Des plans d'installation
détaillés portant sur :
· l'emplacement des anodes et des connexions
anodiques ;
· le câblage (boîtiers de raccordement et
câbles positifs et négatifs);
· le positionnement du transformateur-redresseur
(courant imposé) ;
· le détail des connexions (aux anodes, capteurs,
etc.) ;
· l'emplacement et le câblage des capteurs.
Les spécifications
détaillées relatives aux matériaux d'installations
Les déclarations ou spécifications
détaillées relatives :
- à la méthode d'installation,
- aux essais ;
- à la mise sous tension ;
- à la mise en service ;
- à l'exploitation.
V.6.2.4 - Procédure d'application
Une installation de protection cathodique se met en
place en plusieurs étapes.
V.6.2.4.1 - Installation des anodes
Des trous sont forés dans le parement de
béton pour mettre à nu les armatures et les connecter au
réseau électrique. Ces trous sont ensuite bouchés.
Les anodes sont généralement
plaquées à la surface du parement mais elles peuvent aussi
être enfouies dans le béton. Chaque type d'anode a son mode
d'installation particulier, comme l'indique la norme européenne NF EN
12.696.
Toutes les surfaces en béton destinées à
recevoir les anodes superficielles doivent être
préparées.
Ces anodes sont généralement en titane
(activé), en zinc, des peintures conductrices, etc. après leur
mise en place, les anodes en titane enrobées de mortier ( d'une
épaisseur supérieur à 20 mm).
Les anodes sous forme de peintures peuvent être
recouvertes d'une autre couche (de finition) pour des raisons
d'esthétique et pour améliorer leur tenue à
l'atmosphère.
Les anodes placées à l'intérieur du
béton sont enrobées de matériau à base de
ciment.
V.6.2.4.2 - Installation des capteurs
Des capteurs sont à placer dans le béton pour
permettre le suivi de l'installation. Ils sont installés dans les zones
les plus fortement soumises à la corrosion. Il s'agit
d'électrodes de référence et de sonde de
température. Mais d'autres types de capteurs peuvent être
installés (sonde pour caractériser le courant de polarisation,
etc.)
V.6.2.4.3 - Mise en service
La mise en service comporte les étapes
suivantes :
Avant la mise sous tension
a)- Inspection visuelle
- des circuits électriques (polarisation et mesures)
pour confirmer que tous les composants et câbles sont correctement
installés, étiquetés et si nécessaire,
protégés des possibilités de dommages dus à
l'environnement, à l'homme ou aux animaux.
- du recouvrement des anodes et sondages au marteau pour
vérifier que l'adhérence est correcte en tout point.
· Vérification
- de la polarité de tous les circuits,
- de la continuité de tous les circuits ;
- de l'insolation de tous les circuits
électriques ;
- du matériel de mesure centralisée
électronique et/ou de transmission des données faisant partie du
système de surveillance.
· Mesure des grandeurs
suivantes :
- potentiel de l'acier par rapport aux électrodes de
référence installées de manière permanente et aux
capteurs de dépolarisation ;
- potentiel de l'acier par rapport à des
électrodes de référence portables ;
- différence de potentiel entre l'armature et
l'anode ;
- toutes les données de base des autres capteurs
faisant partie du système de surveillance.
Mise sous tension initiale
· La première mise sous tension comporte
de préférence les étapes suivantes :
- une polarisation appliquée progressivement et par
palier pour chaque zone individuelle (courant imposé) ;
- enregistrement à chaque palier de l'intensité
I de l'alimentation et du potentiel de structure Ec pour
déterminer le courant de protection I0.
- maintien du courant de protection Io sur une durée
suffisante pouvant aller jusqu'à 28 jours ou plus.
· La performance initiale s'évalue en
mesurant :
- la tension de sorties
- l'intensité du courant dans chaque zone avec calcul
de la résistance du circuit ;
- les potentiels instantanés à courant
coupé au niveau de toutes les électrodes de
référence installés de manière permanente ;
- la dépolarisation après coupure permanente de
l'alimentation ;
- les paramètres de tous les autres capteurs comme
éléments de surveillance.
Mise sous tension
définitive
Le réglage définitif du courant de polarisation
Io est effectué après un délai de l'ordre de 28 jours ou
plus.
V.6.2.4.4 - Exploitation et maintenance
Le fonctionnement d'une installation de protection cathodique
se contrôle en continu, surtout par mesure du courant de polarisation
pour chaque zone d'anode. Les données des autres capteurs sont
relevées suivant une périodicité qui est indiquée
dans le plan qualité.
Le contrôle du fonctionnement de cette installation est
consigné dans un procès-verbal pour les actions
suivantes :
- les inspections de routine (avec enregistrement) qui
permettent de vérifier le bon fonctionnement de la protection cathodique
et d'évaluer la performance des éléments et analyse des
résultats ;
- le suivi de l'installation qui reprend toutes les
données des anciennes inspections de routine et englobe un examen visuel
de l'installation, une nouvelle inspection de routine. Il est à noter
que si l'installation est équipée d'un système de gestion
à distance, le déplacement sur le site n'est nécessaire
que pour le suivi de l'installation, sauf si des évènements
anormaux ont été détectés ;
- le contrôle de l'efficacité à 5 ans par
observation visuelle d'armatures dégagées pour la circonstance,
ainsi qu'un essai de coupure de courant.
V.6.2.5 - Contrôle de la mise en
oeuvre
Le contrôle interne à l'entreprise porte sur
l'ensemble des phases énumérées ci-avant.
V.6.2.6 - Limites d'emploi et domaines
La protection cathodique s'applique aux structures en
béton armé, exposées à l'atmosphère, dont
les armatures se corrodent ou risquent de se corroder. Elle s'applique aux
armatures en acier non revêtu et aux armatures en acier recouvert par un
revêtement organique.
Elle peut s'appliquer aux armatures de
précontrainte du béton si le potentiel des aciers n'est pas plus
négatif que-1100mVAg_AgCl , seuil au dessous duquel l'hydrogène
peut fragiliser les aciers à haute résistance
mécanique .Dans ce cas,les armatures de précontrainte
doivent obligatoirement être reliées aux cages d'armatures
passives.
Il ne faut pas appliquer une protection cathodique
lorsque le béton risque des dégradations par
alcali-réaction, principalement lorsque les armatures sont fortement
polarisées.
V.6.2.7 - Essais de réception
Les essais de réception sont ceux qui sont faits
lors de l'installation du système et lors de la première mise
sous tension de l'installation.
Tous les essais font, conformément au plan
qualité, l'objet d'un rapport d'essais qui est inséré au
dossier de l'ouvrage.
V.6.2.8 - Durée et efficacité du
procédé
Une installation de protection cathodique, tant que
les critères (potentiel sous courant coupé, etc.) sont
vérifiés. Parmi tous les composants des circuits
électriques, les composants les moins durables sont les
électrodes de référence qui sont facilement
remplaçables et les anodes. Une anode en titane est donnée pour
une durée de 20 ans minimum. Certains compléments permettent de
rallonger la durée de vie des anodes.
V.7 - RECAPITULATIF
Plusieurs procédés existent pour
réhabiliter les ouvrages en béton armé
dégradés par la corrosion des armatures.
Aucun d'eux n'est applicable dans tous les cas. Leurs
caractéristiques sont résumées dans les tableaux
ci-dessous.
Chaque procédé ou traitement doit comporter les
étapes suivantes :
· évaluation de la structure ;
· nature et cause des éventuelles
dégradations ;
· choix entre les solutions possibles sur le plan
technique ;
· compatibilité entre les procédés
et les exigences diverses. En effet, la plupart du temps, plusieurs options
différentes sont possible : la solution retenue doit être
compatible avec les exigences diverses, les choix techniques et le coût
supportable.
Reconstitution de l'enrobage
|
Domaine d'action
|
Restauration de l'apparence du parement
|
|
Mise en oeuvre
|
Enlèvement du béton dégradé.
Brossage, remplacement d'armatures si nécessaire protection
éventuelle. Application de produit NF ou assimilé.
|
|
Limites et précaution d'emploi
|
Phasage précis des opérations (risques de
déséquilibre de la structure).
|
|
Efficacité. Contrôle et durée
|
Réception des armatures de renforcement contrôle
des renforcements, réception des supports.
|
|
Effets secondaires. Incidences sur l'ouvrage. Commentaires
|
Risques de récidive si la partie corrodée n'est
pas parfaitement enlevée, attention aux effets cathodiques adjacents
|
Béton projeté
|
Domaine d'action
|
Réparations, renforcements structurels
|
|
Mise en oeuvre
|
Projection sur la paroi à l'aide d'air comprimé
selon deux techniques ; voie sèche et voie mouillée
|
|
Limites et précautions d'emploi
|
Respecter la norme NF 95102 pour la composition comme pour les
épaisseurs
|
|
Efficacité. Contrôle et durée
|
Réception des armatures, contrôle
d'adhérence, confection des caisses de convenance avec carottage pour le
contrôle des caractéristiques
|
|
Effets secondaires. Incidences sur l'ouvrage. Commentaires
|
Surcharges
|
Produits protecteurs : Hydrofuges de
surface
|
Domaine d'action
|
Action hydrophobe sur le parement
|
|
Mise en oeuvre
|
Application sur la surface par rouleau ou
pulvérisation. La préparation du support est fondamentale.
|
|
Limites et précautions d'emploi.
|
Emploi lorsque l'altération est due à un contact
avec de l'eau liquide provenant de l'atmosphère.
Ne pas appliquer sur des surfaces horizontales.
|
|
Efficacité contrôle et durée
|
Contrôle de l'efficacité par l'essai perlant
(qualitatif).
|
|
Effets secondaires. Incidences sur l'ouvrage. Commentaires
|
Mauvaise compatibilité des hydrofuges avec les sels
solubles et certains produits de traitement.
|
Produits protecteurs : Inhibiteurs de
corrosion
|
Domaine d'action
|
Ralentissement ou arrêt du processus de corrosion des
armatures
|
|
Mise en oeuvre
|
Par pulvérisation en plusieurs passes (forme liquide)
sur la surface du béton ou application directe sur la surface (forme
gélifiée) ou sur l'acier.
|
|
Limites et précautions d'emploi
|
Incompatibilité avec les éléments
déjà traités par hydrofuges.
Limites liées à des teneurs en chlorures trop
élevées.
|
|
Efficacité. Contrôle et durée
|
Efficacité dépendante de la nature du produit et
de la quantité disponible au niveau des aciers (dosage de
l'inhibiteur)
Contrôle par mesures de potentiels ou de courants de
corrosion.
|
|
Effets secondaires. Incidences sur l'ouvrage. Commentaires
|
Certains inhibiteurs minéraux interagissent avec le
béton.
Risque d'apparition d'efflorescence devant être
nettoyées.
|
Revêtements de surface : Peintures,
lasures et autres revêtements
|
Domaine d'action
|
Amélioration du parement : action
esthétique, limitation de l'encrassement, action protectrice du
béton.
|
|
Mise en oeuvre
|
Application en plusieurs couches sur un support ne
présentant pas d'imperfections trop importantes.
|
|
Limites et précautions d'emploi
|
Protection superficielle, non curative. L'Etat du support au
moment de l'application a un rôle déterminant
|
|
Efficacité. Contrôle et durée
|
L'efficacité est liée à la qualité
de l'adhérence entre le support et le revêtement, risque de
cloquage, craquelage, écaillage.
Contrôle de la perméabilité de surface.
|
|
Effets secondaires. Incidences sur l'ouvrage. Commentaires
|
Attention à la tenue aux rayons UV/ultraviolet) dans le
choix des produits, Risque d'incompatibilité avec certains traitements
du béton.
|
Revêtements de surface : Enduits
pour le bâtiment
|
Domaine d'application
|
Amélioration de la surface du béton :
esthétique, correction des irrégularités de surface
(porosité, fissurés), protection vis à vis de
l'environnement.
|
|
Mise en oeuvre
|
Selon la nature du produit
|
|
Limites et précautions d'emploi
|
Protection superficielle, non curative
|
|
Efficacité. Contrôle et durée
|
L'efficacité est liée à la qualité
de l'adhérence entre le rapport et le revêtement, risques de
cloquage, craquelage, écaillage
|
|
Effets secondaires. Indices sur l'ouvrage. commentaires
|
|
Traitements
électrochimiques : Ré-alcalinisation des
bétons, extraction des chlorures
|
Domaines d'action
|
Ré-alcalinisation pour les bétons
carbonatés
Extraction des chlorures pour les bétons pollués
en chlorures.
|
|
Mise en oeuvre
|
Polarisation des armatures à l'aide d'une
électrode placée sur le parement et enrobée d'une
pâte saturée d'un électrolyte
Durée : quelques semaines
|
|
Limites et précautions d'emploi
|
Continuité électrique des armatures.
Béton non susceptible à l'alcali-réaction.
Incompatibilité avec les armatures revêtues
Incompatibilité avec les revêtements
|
|
Efficacité contrôle et durée
|
Vérification par indication de pH
(Ré-alcalinisation) ou détermination de la teneur en chlorures
(déchloruration)
Traitement éventuellement à renouveler, à
terme.
|
|
Effets secondaires.
Incidences sur l'ouvrage.
Commentaires
|
Déséquilibre de la solution interstitielle du
béton.
Risque d'apparition d'efflorescences devant être
nettoyées.
|
Traitement
électrochimiques : Protection cathodique
|
Domaine d'application
|
Protection des aciers par abaissement de leur potentiel
électrochimique
|
|
Mise en oeuvre
|
Polarisation des aciers à l'aide d'une électrode
placée de façon permanente sur le parement ou dans l'enrobage
|
|
Limites et précautions d'emploi
|
Continuité électrique des armatures
Préparation éventuelle de la surface
Béton non susceptible à
l'alcali-réaction
Incompatibilité avec les armatures revêtues
Incompatibilité avec les revêtements
imperméabilisants
|
|
Efficacité. Contrôle et durée
|
Efficace si le potentiel de l'acier est maintenu à la
valeur exigée.
Remplacement des électrodes de
références
|
|
Effets secondaires.
Incidences sur l'ouvrage.
Commentaires
|
Déséquilibre de la solution interstitielle du
béton.
Risque de fragilisation dans le cas de aciers de
précontrainte
Modification de l'apparence du parement
Suivi électrique indispensable durant la durée
de vie de l'ouvrage.
|
V.7 - MESURES PREVENTIVES-DEMARCHE A SUIVRE POUR
REHABILITER UN OUVRAGE EN BETON ARME DONT LES ARMATURES SONT CORRODEES
V.7.1 - Mesures préventives
Très souvent, il n'y a intervention sur un
ouvrage qu'à partir du moment où les désordres deviennent
nettement visibles et que les morceaux de béton qui se détachent
mettent en jeu la sécurité des usagers et des tiers. Les
réparations à effectuer sont donc lourdes et coûteuses
(élimination du béton pollué, reconstitution de l'enrobage
des armatures,...). Pour remédier à une telle situation, des
mesures préventives doivent être prises dans un premier temps lors
de la mise en oeuvre de l'ouvrage puis dans un second temps durant la vie de
l'ouvrage sous réserve d'effectuer périodiquement quelques
campagnes de mesures. Une telle attitude a pour avantages :
- d'empêcher les agents agressifs de
pénétrer dans le béton ;
- de détecter les désordres et les
défauts que peut présenter le béton ;
- de permettre à l'ouvrage de remplir convenablement
les fonctions pour lesquelles il a été conçu pendant
longtemps ;
Plusieurs stratégies sont disponibles pour
prévenir les ouvrages de la corrosion et une attention
particulière doit leur être portées car comme dit un adage
populaire, « prévenir vaut mieux que
guérir ».
V.7.1.1 - Enrobage des armatures
L'enrobage assure la protection physique en jouant un
rôle de barrière vis-à-vis de l'environnement. Sa
qualité (compacité, teneur en ciment, etc.) et son
épaisseur (3 cm en milieu non agressif et 5 cm en milieu marin) sont des
facteurs essentiels à la bonne tenue des armatures face à la
corrosion.
Le tableau ci-dessous donne les exigences sur le béton
en fonction des classes d'exposition, d'après la norme ENV 1992.1.1
« Eurocode 2 »
|
Environnement
|
Classe d'exposition
|
Dosage minimal en ciment
(kg/m3)
|
Minimum du Eau/ciment (E/C)
|
|
Sec
|
1
|
280
|
0,65
|
|
Humide
|
Avec gel
|
2a
|
280
|
0,60
|
|
Sans gel
|
2b
|
280
|
0,55
|
|
Humide et gel avec emploi de sel anti-verglas
|
3
|
300
|
0,50
|
|
Marin
|
Avec gel
|
4a
|
300
|
0,55
|
|
Sans gel
|
4b
|
300
|
0,50
|
|
Chimique
|
Légèrement agressif
|
5a
|
280
|
0,55
|
|
Moyennement agressif
|
5b
|
300
|
O, 50
|
|
Fortement agressif
|
5c
|
300
|
0,45
|
Tableau n°5 : Exigences sur
le béton en fonction des classes d'exposition, d'après la norme
ENV 1992.1.1 « Eurocode 2 »
V.7.1.2 - Prévision de la
carbonatation
La carbonatation correspond à une valeur
particulière de la teneur en dioxyde de carbone dans le béton.
Cette pénétration de la carbonatation correspond à une
diffusion de dioxyde de carbone.
Pour déterminer la diffusivité D de la
carbonatation, la profondeur Xc est mesurée à divers
âges t. Dans une première approximation, ces grandeurs sont
reliées par la loi de FICK qui donne :
Xc = k (11 ) (11 )
Cette approximation n'est pas rigoureuse car la loi de FICK ne
convient pas en présence de réaction chimique (ici, de
carbonatation). Toutefois dans la pratique, c'est cette loi qui est
utilisée, surtout pour un béton qui est assez
âgé.
Ainsi, pour prévoir l'évolution de la
profondeur de carbonatation, il faut déterminer D à une date
donnée car la carbonatation est un phénomène progressif
qui, avec le temps, atteint des couches de en plus importantes.
La progression de la carbonatation peut être
également ralenti en :
- augmentation le dosage en ciment ;
- diminuant le rapport eau/ciment (E/C) ;
- en augmentant le temps de cure (traitement du béton
au jeune age pour éviter par exemple la dessiccation.)
V.7.1.3 - Prévision de la
pénétration des chlorures
La pénétration des chlorures est un
processus de diffusion, lorsque le béton est saturé d'eau et que
le ciment ne réagit pas trop avec ces sels. Les armatures sont dans un
béton pratiquement saturé d'eau, lorsque leur enrobage est assez
épais et se dessèche peu (cas des structures en sites maritimes
ou montagneux)
Ainsi, la prévision de la pénétration
des chlorures dans le béton utilise les lois de la diffusion (de FICK)
qui nécessite la connaissance de la diffusivité D ou coefficient
de diffusion.
L'équation de FICK :
 (12) permet de déterminer D. (12) permet de déterminer D.
Dans l'équation ( ), C est la teneur en chlorure
à une profondeur x et à l'instant t.
Ce coefficient de diffusion D des chlorures dans le
béton varie, en toute rigueur au fur et à mesure que ce
matériau vieillit. Mais du point de vue, cette grandeur peut être
considérée comme constante, surtout lorsque le béton est
âgé de plus de six mois.
V.7.1.4 - Revêtements organiques
Parmi les revêtements organiques, le revêtement
époxydique (ou époxy) convient le mieux pour protéger les
armatures. Ce processus donne un film épais de 150 à 300 mm.
Une autre méthode consiste à immerger dans un
lit fluidisé de poudre de résine époxydique, des cages
d'armatures, qui peuvent être placées dans le coffrage pour
béton immédiatement après leur traitement. Elle permet
aussi des revêtements plus épais.
Un revêtement époxydique diminue
l'adhérence entre l'armature et le béton, surtout pour les barres
de gros diamètres, ou lisses.
Par ailleurs, les spécifications d'utilisation des
armatures revêtues d'époxy recommandent de limiter le nombre et la
taille des défauts sur le revêtement et de les réparer.
Il est rappelé qu'un revêtement organique est un
isolant électrique qui rend difficile, voire impossible, l'application
de techniques électrochimiques de diagnostic (mesure de potentiel
d'électrode, de vitesse de corrosion) ou de traitement contre la
corrosion (protection cathodique, ré-alcalinisation,
déchloruration).
V.7.1.5 - Le revêtement par
galvanisation
Le revêtement par galvanisation est obtenu en trempant
l'acier préalablement nettoyé et décapé, dans un
bain de zinc à une température voisine de 450°. A
l'immersion de l'acier dans le zinc fondu, il se produit une réaction
entre les deux métaux (diffusion entre fer et zinc) qui entraîne
de couches d'alliages.
Un revêtement de galvanisation augmente la
durabilité des armatures dans un béton qui subit une
carbonatation. Par ailleurs, la mise en place des armatures galvanisées
est moins critique que celle des aciers nus lorsque l'épaisseur
d'enrobage ne peut pas satisfaire les exigences réglementaires.
La teneur en chlorures qui amorce la corrosion des armatures
est plus élevée dans le cas des aciers galvanisés que dans
celui des aciers nus, mais cet effet protecteur cesse si le taux de chlorures
est trop élevé.
La surface des armatures galvanisées est
différente de celle des aciers ordinaires. Ainsi, le diagnostic de leur
état de conservation ne peut pas se faire par des mesures de potentiel
d'électrode. Par ailleurs, il n'est pas conseillé d'appliquer des
traitements électrochimiques de déchloruration ou de
ré-alcalinisation du béton qui pourraient dégrader le
revêtement de galvanisation.
V.7.1.6 - L'utilisation des armatures en acier
inoxydable
L'acier inoxydable peut être utilisé soit comme
un revêtement d'armatures en acier non allié, soit comme
matériau constitutif de l'armature.
En ce qui concerne la corrosion, un acier inoxydable risque
de se corroder par piqûre en présence de chlorures, surtout si la
nuance a été mal choisie. Les nuances les plus couramment
utilisées sont alliées au chrome et au nickel : Z 6CN18-09
à 18% de Ni (d'après AISI 304), et Z2CND17-13 à 17% de cr
et 13% de Ni (selon AISI 3/6L). Ces aciers particuliers tolèrent une
concentration en cl- au moins 10 fois plus grande que celle pouvant amorcer la
corrosion de l'acier ordinaire.
On pourrait utiliser l'acier inoxydable seulement aux
endroits qui présentent un risque élevé de corrosion et
l'acier ordinaire dans les zones à faible risque. On éliminerait
ainsi la nécessité de recourir à d'autres
stratégies préventives.
L'acier inoxydable est plus coûteux que l'acier
ordinaire mais il peut durer 3 à 4 fois plus longtemps que ce
dernier.
V.7.2 - Démarche à suivre pour
réhabiliter un ouvrage en béton armé dont les armatures
sont corrodées
Il convient de suivre la démarche
développée ci-après lorsqu'un ouvrage en béton
armé est dégradé par corrosion.
La méthodologie à appliquer pour
déterminer la ou les techniques de réhabilitation comprend les
quatre étapes suivantes.
Le diagnostic : il a pour but de
déterminer la nature des désordres, l'origine de celle-ci et son
étendue. Il permet de savoir si la corrosion est localisée ou
généralisée ce qui a une très grande importance
dans le choix des techniques de réparation.
Les exigences et les contraintes : le
maître de l'ouvrage doit préciser dans « son
programme » ses exigences (s'agissant d'une réhabilitation,
l'ouvrage doit être livré dans son état originel, en tenant
compte de son état de conservation (force portante, etc.) Le
maître d'oeuvre devra respecter le programme à la lettre sauf
impossibilité technique avérée.
Il doit aussi recenser ou faire recenser les contraintes
imposées durant les travaux (maintien en service partiel ou total de
l'ouvrage etc.), d'environnement (pollution, bruit, hygiène,
sécurité etc. et techniques pour la mise en oeuvre de la
méthode de réhabilitation( condition de température et
d'hygrométrie à respecter, prise en compte des chocs et
vibrations dus au trafic, aux engins de démolition et incidence sur la
tenue des produits de réparation en cours d'application,
détermination des matériels nécessaires pour
accéder à l'ouvrage et pour effectuer les travaux etc...)
L'étude
technico-économique : cette étude comparative
concerne le choix des actions à entreprendre (fermeture
définitive, réparation, remplacement, maintien en
état,...) avec leur incidence économique. La décision
finale incombant au maître de l'ouvrage. Si cette étude aboutit
à la décision d'une étude réhabilitation, elle doit
alors permettre de choisir la ou les techniques les mieux adaptées.
La mise au point du marché de
réparation : le maître d'oeuvre doit préciser
les hypothèses sur l'état de l'ouvrage si cela est
nécessaire (contractualisation partielle ou totale des résultats
des études effectuées pendant les phases
précédentes, visite contradictoire de l'ouvrage avec chacun des
candidats de la consultation, état des lieux avec le candidat
désigné...), les différentes contraintes imposées,
les variantes et les propositions techniques autorisées.
En outre, le maître d'oeuvre doit indiquer quelles
garanties ou responsabilités seront demandées à
l'entrepreneur (par exemple, responsabilité civile en cours de travaux
contre les dommages causés à l'ouvrage à réparer,
à d'autres ouvrages, aux usagers et aux tiers, etc.) garanties
particulières de durée fixée sur certains travaux de
réparation (par exemple, revêtement de protection, inhibiteur de
corrosion, etc.).
QUELQUES SOLUTIONS PRATIQUES POUR PROTEGER LES
FONDATIONS CONTRE LA CORROSION
Figure n°13 : Principe du drain
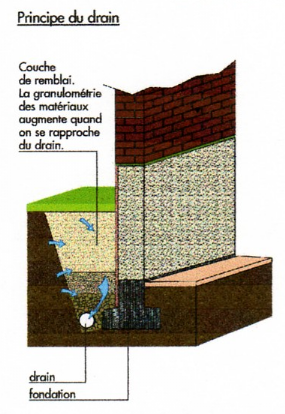
Figure n°14 : Dégagement de la coupure
de capillarité

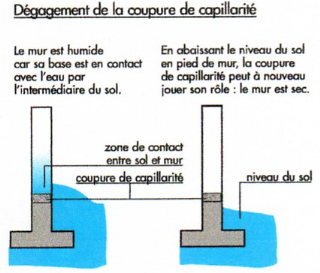
CONCLUSION
La corrosion est la principale cause de dégradation
des ouvrages en béton armé et pour cela, elle doit être
prise très sérieux. De nombreux ouvrages nécessitent
très souvent de nouvelles interventions contre cette pathologie alors
qu'ils venaient d'en être traités. Cette situation peut être
imputée soit à la non maîtrise du phénomène
de corrosion par les techniciens et les ingénieurs, soit à une
mauvaise démarche adoptée lors des réparations ou au choix
d'une méthode de réhabilitation inadéquate inefficace.
L'objectif visé ici était de mettre à la
portée des techniciens et ingénieurs un document pouvant leur
permettre d'aborder avec compétence et savoir-faire, le problème
de corrosion des ouvrages en béton armé, d'adopter une
démarche appropriée pour une réhabilitation durable et
efficace des ouvrages en béton armé dégradés par la
corrosion des armatures.
Pour y parvenir, nous avons jugé indispensable :
- de présenter le matériau béton
armé et les différentes pathologies dont il peut être
atteint car on ne peut pas prétendre soigner un mal dans un corps si on
ne connaît pas bien le corps en question ;
- d'expliquer le mécanisme de la corrosion et les
dommages qu'elle peut causer aux structures ;
- de donner les étapes à suivre pour pouvoir
établir un diagnostic fiable sur un ouvrage en béton
armé ;
- de présenter les contraintes et les exigences dont il
faut tenir compte lors d'une réparation ;
- de présenter les méthodes de
réhabilitation des ouvrages en béton armé
dégradés par la corrosion des armatures, leur mise en oeuvre et
leur limite ;
- de donner quelques mesures préventives contre la
corrosion, prévenir valant mieux que guérir.
Ce document,nous l'espérons,sera un précieux
outil pour les techniciens et les ingénieurs en ce qui concerne la
« REHABILITATION DES OUVRAGES EN BETON ARME DEGRADES PAR
LA CORROSION DES ARMATURES ».Les maîtres
d'ouvrages pourront également y trouver leur compte afin de mieux
orienter leurs exigences et dépenser objectivement leur argent. Il
pourra aussi être utile à toute structure qui s'occupe de la
maintenance et du renouvellement des équipements quelque soit son
domaine d'intervention, dans la mesure où elle adopterait la
démarche suivie ici.
BIBLIOGRAPHIE ET SITES INTERNET
· Bibliographie
1. CALGARO J.A et LACROIX R., Maintenance
et réparation des ponts, Presses de l'E.N.P.C., 1997.
2. MAILVAGANAM N.P, Repair and protection
of concrete structures, CRC Press, Boca Raton, FL, 1992.
3. MAILVAGANAM N.P et TAYLOR D.A,
Compatibility of repair systems for concrete structures, CANMET/IRC
Symposium on advanced materials, Ottawa. 1994.
4. NOBEL P-L., Etude du mécanisme
du monofluorophosphate de sodium comme inhibiteur de la corrosion des armatures
métalliques dans les bétons, LCPC, 2004.
5. RAHARINAIVO A., ARLIGIE G., CHAUSSADENT T.,
GRIMALDI G., POLLET V. et TACHE G., La corrosion et la protection
des aciers dans le béton, Presse Ecole Nationale des Ponts et
Chaussées, 1998.
6. RESSE C. et VENUAT P., Projection des
mortiers, bétons et plâtres, Techniques et applications
Bâtiment et T.P, 1981.
7. VIGAN D.J., Mini Dicobat, Editions
ARCATURE, 2004.
· Sites Internet
1. www.anah.fr
2. www.cerdecam.be
3. www.concretecorrosion.net
GLOSSAIRE
Abraser : User par le frottement
répété d'un abrasif.
Abrasif : Qualifie toute
substance dont la dureté permet d'abraser, de poncer, de polir ou
d'aiguiser par le frottement.
Accélérateur :
Adjuvant qui réduit le délai entre l'hydratation des liants et
leur prise.
Adhérence : Liaison d'un
matériau avec un autre.
Adhésif : Se dit d'un
matériau qui peut adhérer spontanément et sans
préparation particulière : ruban adhésif.
Adjuvant : Produit qui est
incorporé en faible proportion dans les bétons et mortiers pour
modifier, pour améliorer ou compléter certaines
caractéristiques.
Adsorption :
Pénétration superficielle d'un liquide ou d'un gaz à la
surface d'un matériau.
Alcalin : Relatif aux
alcalis ; par extension, qualifie divers produits basiques.
Airless : (de l'anglais sans
air) : Qualifie un pistolet de projection des peintures à deux
composants.
Ancrage : Ouvrage de
stabilisation, destiné à empêcher deux parties ou
éléments de se désolidariser, de s'écarter l'un de
l'autre.
Anode : Electrode positive
d'accumulateur ou de dispositif électrolytique.
Antirouille : Qualifie tout
produit qui s'oppose à l'oxydation (rouille) des métaux ferreux
ou qui la détruit.
Barbacane : Orifice
aménagé dans un soutènement pour l'évaporation des
eaux pluviales infiltrées.
Barrière : Peut
désigner une étanchéité : une coupure de
capillarité dans un mur, un masticage à la
périphérie d'un vitrage isolant, etc.
Basicité : Ensemble des
caractéristiques propres aux bases chimiques ; parmi elles, le
caractère alcalin, mesuré par l'acido-alcalimétrie et
exprimé en pH.
Capillarité : Ascension au
mouvement de l'eau dans les pores du sol sous l'action des forces capillaires
dues à la tension superficielle de l'eau.
Carbonatation : Réaction
entre le dioxyde de carbone de l'air et certains constituants du béton.
Elle se caractérise par la baise du pH dans le béton.
Cathode : Electrode
négative d'un accumulateur ou d'un dispositif d'électrolyse, par
opposition à l'anode.
Corrosion : Attaque des
matériaux par les agents chimiques : sur les métaux, la
corrosion est une oxydation, évitée par un traitement
électrolytique, zingage, chromage...
Dégel : Fonte de la glace,
de la neige par suite de l'élévation de température.
Dépassivation :
Altération de la couche de passivation (couche naturelle de protection
entourant les aciers) par l'introduction d'un excès d'agents
agressifs.
Dégradation :
Dégât fait à un édifice, à un
ouvrage.
Dilatation : Augmentation des
dimensions d'un corps sous l'effet de la chaleur, sans altération de la
nature de ce corps.
Durabilité : Aptitude d'un
ouvrage à remplir une fonction dans des conditions données
d'utilisation et de maintenance jusqu'à ce qu'un état limite soit
atteint.
Electrochimie : Science et
technique des applications de l'énergie électrique à la
chimie (conversion de l'énergie chimique en énergie
électrique dans les piles et les accumulateurs ; conversion inverse
dans l'électrolyse)
Expansif : Qui tend à se
dilater.
Expansion : Augmentation de
volume ou de surface.
Hydrofuge : Produit
imperméabilisant, qui interdit ou ralentit le cheminement de l'eau ou sa
pénétration dans les matériaux.
Hygrométrie : Etude et
mesure des taux d'humidité de l'air.
Imbue : Première couche
d'une peinture appliquée sur un fond absorbant (plâtre, bois) et
absorbée par celui-ci.
Imperméabilisant : Produit
destiné à améliorer l'imperméabilité
superficielle des parois.
Imperméabilisation :
Protection contre le passage d'eau à travers une paroi ou un
revêtement. Par opposition à l'étanchéité,
l'imperméabilisation n'empêche pas le passage de l'air ou de la
vapeur d'eau.
Imperméable : Qui ne se
laisse pas traverser par de l'eau, sans être cependant étanche aux
migrations des gaz et de la vapeur d'eau.
Imprégnation :
Pénétration d'un produit en profondeur ou dans l'épaisseur
d'un matériau, d'une paroi, d'un panneau, etc.
Incubation : Période
comprise entre la contamination et l'apparition des premiers symptômes de
la maladie.
Ingélif : Se dit d'un
matériau insensible au gel.
Inhibiteur : Produit qui ralentit
une réaction chimique, telle que la corrosion des métaux.
Injection : Introduction d'un
produit fluide sous pression dans un ouvrage ou un matériau à
l'aide d'un dispositif spécial : seringue, tube injecteur.
Inoxydable : Qualifie un alliage
protégé contre les risques de corrosion (oxydation), tel que
l'acier inoxydable (au chrome et au nickel) dit inox
Intempéries : Ensemble de
manifestations climatiques auxquelles sont soumises les constructions :
pluies, brouillards, neige, gel, vent...)
Interface : Surface commune
à deux matériaux de nature distincte, appliqués l'un
contre l'autre : par exemple, surface de liaison entre deux couches de
peintures.
Gel : Abaissement de la
température atmosphérique entraînant la congélation
de l'eau.
Module d'élasticité :
Rapport E des forces de traction exercées à
l'allongement subi sans rupture par un corps, par unité de section de ce
corps. Il mesure la rigidité du matériau.
Passivation :
Phénomène électrochimique rendant insensible à la
corrosion un métal ou un alliage par formation d'une couche protectrice
à la surface.
Perméabilité :
Capacité d'un matériau à laisser passer des liquides ou de
substances gazeuses.
Polarisation :
Phénomène du à une accumulation d'ions, à un
dégagement d'hydrogène ou à la formation d'une pellicule
résistante sur les électrodes d'une pile et qui se traduit par
une augmentation de la résistance interne et une diminution du courant
débité.
Réhabilitation : Travail
de mise en état d'un ouvrage dégradé (bâtiments,
ponts,..) dans le respect du caractère originel ou historique de la
structure.
Rénovation : Travail
consistant à remettre à neuf un ouvrage dégradé.
Restauration :
Réhabilitation ou reconstitution avec les matériaux d'origine,
d'un ouvrage dégradé présentant un intérêt
artistique ou historique.
| 

