Activité zero panne sur ligne de production( Télécharger le fichier original )par Frédéric NIAMKE Institut National Polytechnique Houphouet Boigny - Ingénieur Généraliste 2012 |

7 Chapitre2:Etude des défaillances des équipementsL'étude de tous les équipements de la ligne serait exhaustif nous utiliserons donc le critère de choix Pareto pour une étude optimal et plus approfondi des équipements qui pose le plus de problème.Ces équipements ainsi identifié feront l'objet d'une étude AMDEC. 1. Données de base de l'étudev Engagement de la ligne : compte tenu de la forte demande du produit ligne de production fonctionne 24heures/24. v Période d'étude : notre période d'étude s'étend du 15 janvier 2011 au 1Juiellet 2012 environs 18 mois v Sources des données : Ø Cahiers PAMCO : cecahier enregistre toutes les défaillances quisurviennent sur les lignes de productions tout en précisant leur durée. Ø Expériences professionnelles : avis des mécaniciens et desopérateurs car chacun d'eux à une connaissance des équipements. Ø Documentation des équipements L'exploitation des sources des données nous permet d'établir l'historique suivant : : Tableau 6:Historique des pannes
Notons que les équipements absents de cette liste non pas enregistrés de pannes durant la période d'étude comme par exemple les déviateurs qui sont de nouveaux équipements en fonction sur la ligne. 2. Répartition des défaillances de la ligne en fonction deséquipementsL'étude des différentes défaillances de la ligne a été réaliséegrâce aux cahiersPAMCO6(*). Nous rappelons que lors de la production les opérateurs et agents de la maintenance utilisent ce cahier pour le recensement de toutes les activités de la ligne dont les pannes. Dans ces cahiers sont marqués la date, le type d'intervention, la durée de l'intervention et des observations Ainsi pour notre étude nous avons procédé au recensement des défaillances de la ligne de la période du 15 janvier 2011 au 1 juillet 2012 soit 18 mois environ. Ensuite nous avons utilisé le critère de choix Pareto pour nous orienter vers les équipements les plus pénalisants de la ligne selon les deux critères suivants : Ø Les temps d'arrêtsqu'occasionnent les défaillances : ce critère nous permettra de déterminer les équipements dont les défaillances causentle plus grands temps d'arrêts de la ligne. Ø La fréquence d'apparitiondes défaillances (c'est-à-dire le nombre defoisqu'un équipement tombe en défaillance) : ce critère nous permettra dedéterminer les équipements de la ligne qui tombent le plus endéfaillance. Notons que :
Le diagramme de Pareto est un outil statistique qui permet d'identifier l'importance relative de chaque catégorie dans une liste d'enregistrements, en comparant leur fréquence d'apparition. Un diagramme de Pareto est mis en évidence lorsque 20 % des catégories produisent 80 % du nombre total d'effets. Cette méthode permet donc de déterminer rapidement quelles sont les priorités d'actions. Si on considère que 20 % des causes représentent 80% des occurrences, agir sur ces 20 % aide à solutionner un problème avec un maximum d'efficacité. 2.1 Répartition de Pareto des temps d'arrêts qu'occasionnent lesdéfaillances des équipementsNous avons effectué une première analyse de Pareto en prenant comme critèred'analyse les temps d'arrêts. Les résultats de l'analyse sont consignés dans tableau suivant. Tableau 7:Temps d'arrêts
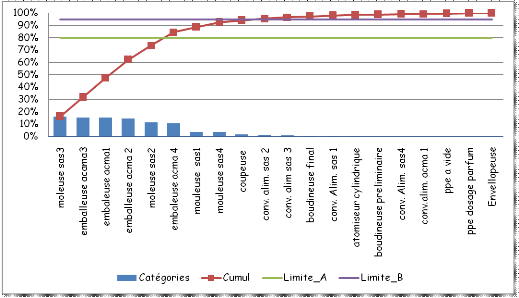
On obtient le diagramme de Pareto suivant : Ø Figure 12: Courbe Pareto des temps d'arrêts Interprétation des résultats L'étude Pareto nous montre que 80% des longs temps d'arrêtde la ligne sont dusaux équipements suivant : · Mouleuse SAS 3 · Emballeuse ACMA 3 · Emballeuse ACMA 1 · Mouleuse SAS 2 · Emballeuse ACMA 4 Les mouleuses et les emballeusessontles équipements les plus pénalisants selon les temps d'arrêts. * 6PAMCO: Plaints And Machines Controls |
|