élaboration d'un plan de maintenance en vue de l'optimisation du rendement des groupes turbo alternateurs d'EDEA 2.par Fotabong ETIZOCK Université de Maroua - Diplôme d'ingénieur de travaux 2017 |

Maintenance prédictive Figure 7:les types de maintenance [1] 7 II.2.Objectifs et missions de la maintenanceII.2.1.Les objectifs de la maintenanceLe rôle de la maintenance est d'assurer à l'outil de production le fonctionnement le plus fiable possible, dans les plages de disponibilité désirées par la production. Cet état de bon fonctionnement permet au moyen de processus opérationnel adéquat d'obtenir la qualité produite requise, de garantir la sécurité et de respecter l'environnement. La maintenance se donne comme objectifs prioritaires de réduire les temps d'arrêt et d'augmenter le temps de bon fonctionnement. [1] II.2.2.Missions de la maintenanceNous pouvons synthétiser les missions de la maintenance en les plaçant sur trois Plans interdépendants. [7] + Au plan technique : accroître la durée de vie des équipements, améliorer leur disponibilité et leurs performances. + Au plan économique : réduire les coûts de défaillance, donc améliorer la productivité et les prix de Revient, réduire le coût global de possession de chaque équipement sensible. + Au plan social : réduire le nombre des événements « fortuits », car moins d'interventions en urgence réduit le risque d'accidents, revaloriser la nature du travail : équipe, polyvalence, qualité, initiatives, anticipation II.3.Maintenance préventive II.3.1.Définition Maintenance exécutée à des intervalles
prédéterminés ou selon des critères prescrits
et II.3.2.Avantages de la maintenance préventiveLa mise en place d'une pratique de maintenance préventive présente un certain nombre D'avantages : > Une amélioration de la productivité de l'entreprise > Un coût de réparation moins élevé > La diminution des stocks de production 8 ? La limitation des pièces de rechange ? Une meilleure crédibilité du service maintenance ? Une plus grande motivation du personnel de maintenance
Figure 8:démarche pour établir un plan de maintenance préventive [1] II.4.Maintenance systématiqueC'est une maintenance préventive qui est effectuée selon un échéancier établi suivant le temps ou le nombre d'unités d'usage. Les principales opérations de maintenance systématique sont : ? Les remplacements ; ? Le graissage et la lubrification ; ? Les nettoyages ; ? La protection des surfaces ; ? Les réglages. C'est le cas qu'on effectue régulièrement lors de l'entretien et commutation des groupes. Lors de ce travail qui a lieu une ou deux fois par mois, on vérifie si le balai est correctement en contact avec l'induit. On procède également au nettoyage pour éviter que les débris de balai resté sur l'induit surchauffent et prennent feu. Ce type de maintenance représente la phase première de l'élaboration du plan car tout appareil aura besoin d'une maintenance de premier ordre (nettoyage, graissage etc....) II.5.Maintenance prévisionnelleMaintenance préventive basée sur une surveillance du fonctionnement du bien et/ou des paramètres significatifs de ce fonctionnement intégrant les actions qui en découlent. 9 La maintenance prévisionnelle (aussi appelée « maintenance prédictive » par calque de l'anglais prédictive maintenance ou encore « maintenance anticipée ») est, selon la norme NF EN 13306 X 60-319, une « maintenance conditionnelle exécutée en suivant les prévisions extrapolées de l'analyse et de l'évaluation de paramètres significatifs de la dégradation du bien ». C'est une maintenance conditionnelle basée sur le franchissement d'un seuil prédéfini qui permet de donner l'état de dégradation du bien avant sa détérioration complète. [3] Elle aura régulièrement lieu lors des visites hebdomadaires effectuées dans les compartiments les plus visités et critiques sans pour autant nuire ou causer l'arrêt du groupe. Elle nous sera utile dans notre travail dans le sens quel permettra grâce au fiche de suivi mis en place de faire les visites systématiques des différents aspects du groupe. Ainsi, la personne (employé) qui fera les inspections aura besoin d'une fiche de suivi (fiche de visite systématique et fiche d'évaluation) pour rapporter l'état des appareils (bon, mauvais, très mauvais etc...) ce qui facilitera le travail de l'ordonnancier des taches. II.6.Maintenance correctiveLa définition de la norme européenne est la suivante : « Maintenance exécutée après détection d'une panne et destinée à remettre un bien dans un état dans lequel il peut accomplir une fonction requise» (extrait norme NF EN 13306 X 60-319).[3] Ainsi on distingue deux types de maintenance corrective : ? la maintenance corrective immédiate (anglais : immédiate corrective maintenance), effectuée tout de suite après la panne ? la maintenance corrective différée (anglais : differed corrective maintenance), retardée en fonction de règles de maintenance données. II.7.Outils et processus d'élaboration d'un plan de maintenanceII.7.1.OutilsNous disposons de plusieurs outils pour élaborer un plan de maintenance à savoir le diagramme d'Ishikawa qui permet de déterminer toutes les causes pouvant produire un effet redouté, le digramme de Pareto utilisé pour faire une étude statistique soit sur le coût, sur la durée d'une panne etc... II.7.1.1.Diagramme d'IshikawaEncore appelé la méthode 5M, Ce diagramme permet de déterminer l'ensemble des causes qui produisent un effet étudié. Souvent, l'étape de recherche des causes est négligé ce qui engendre des erreurs de diagnostic qui a un impact direct sur le délai, la qualité, et sur les coûts engagés pour résoudre le problème. Il est souvent utilisé dans le cadre d'une résolution de problème. Il sera utile pour déterminer de façon pertinente sur quels composants on doit agir pour améliorer la situation. Ce diagramme, est composé d'un tronc principal au bout duquel est indiqué l'effet étudié et de 5 branches correspondant à 5 familles de causes [3] : ? Main d'oeuvre : (Connaissances, compétences, comportement, organisation de l'équipe de travail...) ? Milieu (Environnement de réalisation de la tâche : température, luminosité...) ? Matière (Matière première ou matière utilisée) ? Méthode : (Méthode de réalisation de la tâche : Systématique de travail, Marche à suivre, document de description de la tâche) ? Moyens (Outils utilisés pour la réalisation de la tâche : Machines, outils)
EFFET 10 Figure 9: diagramme d'Ishikawa II.7.1.2.Diagramme de Pareto Le diagramme de Pareto permet de hiérarchiser les problèmes en fonction du nombre d'occurrences et ainsi de définir des priorités dans le traitement des problèmes. Cet outil est basé sur la loi de 80/20. Autrement dit il met en évidence les 20% de causes sur lesquelles il faut agir pour résoudre 80 % du problème. Il sera utile pour déterminer sur 11 quelles parties du groupe turbo-alternateur on doit agir en priorité pour améliorer de façon significative la situation (rendement). Le diagramme de PARETO est composé de deux axes : L'axe des abscisses représente les causes, l'axe des ordonnées représente les effets sur le problème. Il nous sera utile dans notre travail pour déterminer les groupes qui engendre le plus de défaillance et qui ont un impact important sur la baisse de production. Nous allons également l'exploiter pour voir les groupes responsables du plus grand coût de maintenance. L'analyse des résultats trouvés va permettre de proposer la méthode efficace appropriée pour la maintenance
II.8.Processus d'élaboration du plan de maintenance
et Méthodes
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Sous-système I |
||
|
Sous-système II |
Sous-système III |
Eléments
maintenables
Eléments
maintenables
Eléments
maintenables
Eléments
maintenables
13
Figure 10 :analyse structurelle descendante
C'est une démarche qui décrit complètement les fonctions et leurs relations, qui sont systématiquement caractérisées, classées et évaluées (NF X 50-100). [9]
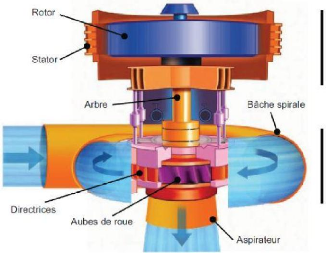
La structuration interne d'un groupe stipule que, la réalisation de la fonction souhaitée par cet équipement est issue de la transmission de l'énergie mécanique. Cette énergie est ensuite transformée en énergie électrique par l'opérateur qui réalise l'action. L'opérateur joue le rôle de convertisseur.
|
Energie transmise par L'Arbre du groupe |
||
|
Energie mécanique |
Energie électrique |
|
Figure 11:Diagramme énergétique du groupe
Les diagrammes de Pareto permettent de sélectionner des actions prioritaires à mettre en oeuvre, à partir de données statistiques objectives. Ils permettent également de communiquer grâce à leur facilité d'interprétation visuelle.
Dans cette partie, nous nous sommes intéressés aux groupes turboalternateurs d'Edéa II qui concerne notre étude. Nous avions fait le diagramme de Pareto en utilisant les données des années précédentes. Cela nous sera utile pour connaitre les parties qui ont un grand impact sur le coût de maintenance, les parties qui sont responsable du plus grand nombre de panne.
14
Cet outil a vocation à rechercher les causes potentielles d'un dysfonctionnement. Appliqué à la maintenance, il permet une investigation a priori menée à partir de cinq familles de causes de défaillance : les méthodes, la main-d'oeuvre, les moyens d'exploitation, le milieu environnant et les matières d'oeuvre. Il se prête bien à une recherche collective, menée par construction d'une arborescence construite de l'aval (le défaut) vers l'amont (les causes potentielles).dans notre travail, nous allons l'utiliser pour rechercher les causes pouvant provoquer l'arrêt du groupe TA.
II.5.Réalisation de l'Analyse des modes de défaillance de leurs effets et de leur criticité L'AMDEC est une méthode qualitative et inductive visant à identifier les risques de pannes potentielles contenues dans un avant-projet de produit ou de système, quelles que soient les technologies, de façon à les supprimer ou à les maîtriser. Elle est normalisée par la norme X 60-510 de décembre 1986. [7]
L'AMDEC a pour Finalité de favoriser l'identification des modes de défaillance potentiels et son traitement avant qu'elles ne surviennent, en vue de les éliminer ou d'en minimiser les conséquences. La méthode s'inscrit dans une démarche en huit étapes, comme dans plusieurs démarches, il y a une phase préparatoire qui consiste en une collecte de données pour réaliser l'étude, la mise sur pied d'un groupe de travail et la préparation des dossiers, tableaux, logiciels.
La construction d'un AMDEC respecte le plus souvent la méthode de travail ci-dessous :
> Constitution de l'équipe de travail
> Analyse fonctionnelle
> Etude qualitative : causes-modes-effets de défaillance
> Etude quantitative : Evaluation de la criticité
> Hiérarchisation par criticité
> Recherche et la prise des actions préventives
> La présentation des résultats
15
Un système critique est un système dont une panne peut avoir des conséquences dramatiques, tels des morts ou des blessés graves, des dommages matériels importants, ou des conséquences graves pour l'environnement. [3]
Cette étude a été élaborée avec le soutien des techniciens de maintenance de la centrale et en s'appuyant également sur les travaux effectués suite à une panne des deux dernières années (annexe II).elle est énuméré de la façon suivante :
? Criticité des équipements du groupe
Elle est fonction des arrêts dus à l'équipement et l'impact qu'elle peut avoir sur le rendement de production. Elle se calcule à l'aide de la formule ci-dessous [4] :
C= Fx Gx N (1)
C étant la criticité, F la fréquence (probabilité d'apparition de la défaillance), N la détectabilité (probabilité de non détection), G la gravité.
Une fois la criticité déterminée, on pourra appliquer les actions répertorié dans le tableau ci-dessous :
Tableau 2: criticité et action à faire
|
Criticité |
Action |
|
C < 16 |
Ne pas tenir compte |
|
16= C< 32 |
Mise sous maintenance préventive à fréquence faible |
|
32= C< 36 |
Mise sous maintenance préventive à fréquence élevée |
|
36=C < 48 |
Recherche d'amélioration |
|
C=48 |
Reprendre la conception |
? Probabilité des pannes
C'est le nombre de fois qu'un élément de la machine ou la machine tombe en panne durant
une période donnée. Elle est représentée à travers sa fréquence et noté comme suit :
F?N/T (3)
Avec : N qui est le nombre de pannes pendant la période de temps T.
Si elle a lieu de façon exceptionnelle c'est 1, si c'est rare on a 2, si c'est occasionnel on a 3 et
si la panne est fréquente nous avions 4.
? La détectabilité
La détectabilité est un point important, si on ne peut pas prédire la panne, il y a un plus grand
16
risque d'arrêt à cause d'elle. On peut réduire la détectabilité et donc la criticité d'un équipement en lui affectant des capteurs ou en le remplaçant par un qui l'intègre.si la détectabilité est très bonne on écrit 1, bonne égale à 2, difficile c'est 3, pas détectable c'est 4
? La gravité
Pour une défaillance donnée, on a un effet. Cela peut être un arrêt de l'installation, d'une partie De l'installation, un risque pour l'opérateur, des rejets environnementaux, L'identification de l'effet de la défaillance permet de définir la gravité de celle-ci.si le risque est mineure on a 1, si c'est moyenne 2, importante 3 et catastrophique 4.
Nous nous sommes référés à la fiche historique (annexe II) pour repérer les incidents survenus pendant une année. Cela a été présenté comme suit :
Tableau 3: historique des pannes annuelles
|
Incidents Déclenchement disjoncteur(DD) |
Nombre de fois 15 |
|
Arrêt pompe et fermeture vanne accumulateur(APFVA) |
10 |
|
Echauffement palier turbine (EPT) |
7 |
|
Echauffement pivot (EP) |
4 |
|
Position anormale vanne de tête (PAVT) |
4 |
|
Surtension(ST) |
4 |
|
Surintensité(SI) |
3 |
|
Défaut régleur(DR) |
3 |
Ce tableau nous permettra de ressortir les pannes récurrentes à l'aide d'un classement de Pareto. Ce qui va nous donner une idée sur les décisions à prendre.
17
INTRODUCTION
Afin de pouvoir établir notre plan de maintenance pour contribuer à l'amélioration du rendement des groupes TA, nous avions dans un premier temps ressorti les parties importantes du groupe TA avec leurs rôles. Ensuite nous avions énuméré les défaillances pouvant survenir, fait une étude du calendrier annuel des interventions ce qui nous a été utile pour sortir le diagramme de Pareto. Enfin nous avions au vu de ce qui précède élaborer de fiches de suivi et proposer le plan de maintenance adéquat.
L'Analyse Structurelle est une méthode permettant de décomposer un système en structures fonctionnelles. On obtient à la fin de cette analyse un organigramme qui permet d'avoir une idée claire sur la structure du système. Pour établir cette analyse, on commence par inscrire le système à étudier comme étant le plus haut niveau de l'organigramme. Ce qui nous donne la figure ci-dessous :
GROUPE TURBO-
ALTERNATEUR

AUBES DIRECTRICES
PALIER TURBINE
TURBINE
ROUE
ALTERNATEUR
REGULATEUR
PALIERS
ARBRE

TIGE à BOULE
ASPIRATEUR
COUSSINETS
CERVEAU MOTEUR
INDUCTEUR
ENCOCOCHE
INDUIT
REFRIGERANT
POMPE à HUILE
PIVOT
MOTEUR VENTILATEUR
POMPES PUISARDS
THERMOSTAT
SYSTÈME DE PRODUCTION
D'AIR
Pompe à huile
GROUPE ELECTROGENE
AUXILIAIRES
COMPRESSEUR
TURBINETTE
REGULATEUR DE VITESSE
18
Figure 12: analyse structurelle descendante du groupe turbo-alternateur
Tableau 4: analyse fonctionnelle du groupe TA
|
Emplacement |
Désignation |
Rôle |
|
Turbine |
Palier turbine |
Support du coussinet |
|
Roue |
Permet de mettre la turbine en mouvement |
|
|
Aubes directrices |
Contrôle le débit d'eau passant dans la turbine en fonction de l'ouverture |
|
|
Aspirateur |
Permet d'aspirer l'eau non utilisé pour la rejeter en aval de la rivière |
19
|
Tige à boule |
Capteur qui permet de détecter le niveau d'eau dans l'enceinte turbine |
|
|
Coussinets |
Appui de l'arbre Il permet le guidage en rotation |
|
|
Cerveau moteur |
Permet la régulation de l'eau dans la turbine par l'ouverture et fermeture des vannes |
|
|
Alternateur |
Palier |
C'est le centre de rotation de l'arbre |
|
Arbre |
Permet de transmettre l'énergie à l'alternateur |
|
|
Inducteur |
Produire le champ magnétique |
|
|
Induit |
Créer le champ magnétique |
|
|
Pivot |
C'est sur lui que repose le groupe |
|
|
auxiliaires |
Compresseur |
Permet de produire de l'air |
|
Moteur ventilateur |
Assure le refroidissement de l'excitatrice |
|
|
Pompe puisard |
Permet d'évacuer les eaux usées |
|
|
Groupes électrogènes |
Permet d'alimenter les auxiliaires |
|
|
Pompes à huile |
Permet d'aspirer et refouler l'huile |
|
|
Système de production d'air |
Permet de produire l'air dans le groupe |
|
|
thermostat |
Régule la température de l'eau de refroidissement |
20
Pour mettre sur pieds notre diagramme de Pareto, nous avions utilisés les données groupés dans le tableau suivant qui récapitulent par fréquence les pannes sur une année, il ressort ainsi qu'il suit :
Tableau 5: statistique annuelles des fréquences des pannes de 2016
|
groupes |
fréquence(%) |
FCC(%) |
|
groupes 4 |
30 |
30 |
|
groupes 6 |
20 |
50 |
|
groupes 9 |
18 |
68 |
|
groupes 8 |
16 |
84 |
|
groupes 7 |
9 |
93 |
|
groupes 5 |
7 |
100 |
Ces valeurs regroupées à l'aide de la fiche historique des pannes nous ont été utiles pour établir le graphe suivant :
|
120 100 80 60 40 20 0 |
||||
|
FCC(%) |
panne |
|||
groupes groupes groupes groupes groupes groupes
4 6 9 8 7 5
groupes d'Edea II
Figure 13: courbes annuelles des pannes
Les analyses des différentes défaillances nous montre les éléments du TA qui son critique. Ainsi, on constate que 80% des pannes proviennent des groupes 4, 6 et 9 ce qui cause généralement leurs arrêts. Ceci dit, ces groupes nécessitent plus de maintenance que les autres groupes d'Edéa II.
Nous avions également réalisé un Pareto en tenant compte du groupe ayant le plus d'impact sur le coût de maintenance. Cela a été possible grâce au tableau ci-dessous :
21
Tableau 6: statistiques annuelles des machines subissant le plus grand coût de maintenance
|
groupes |
minutes d'arrêt |
fréquence(%) |
FCC(%) |
|
groupes |
112974 |
52,5 |
52,5 |
|
7 |
|||
|
groupes |
97920 |
45,1 |
97,6 |
|
5 |
|||
|
groupes |
1267,4 |
0,8 |
98,4 |
|
9 |
|||
|
groupes |
1228,4 |
0,7 |
99,1 |
|
4 |
|||
|
groupes |
1074,8 |
0,5 |
99,6 |
|
8 |
|||
|
groupes |
775,2 |
0,4 |
100 |
|
6 |
|||
|
total |
215239,8 |
Ce tableau nous a été utile pour réaliser le graphe ci-dessous.

FCC(%)
40
20
groupes 7 groupes 5 groupes 9 groupes 4 groupes 8 groupes 6
120
100
80
60
0
groupes 7groupes 5groupes 9groupes 4groupes 8groupes 6
Figure 14: courbe annuelle présentant le groupe ayant plus de coût de maintenance
22
L'analyse du résultat montre que 80% du coût de maintenance est déployé pour l'entretien du groupe 7.en se référant également à la fiche historique des pannes, on a ressorti le graphe ci-dessous illustrant l'énergie perdue.

40000000
35000000
30000000
25000000
20000000
15000000
10000000
5000000
0
groupes 4 groupes 5 groupes 6 groupes 7 groupes 8 groupes 9
30000
5000
0
25000
20000
15000
10000
Figure 15:courbe annuel illustrant l'énergie perdue
Son analyse nous montre que les groupes 5 et 7 sont responsables des plus grandes pertes d'énergie. Ce qui est énorme en termes de rendement perdu dans la chaine de production. Cependant, lorsqu'on s'intéresse de plus près aux incidents qui arrivent régulièrement sur le groupe et ses auxiliaires, on obtient les résultats suivant :
|
16 14 12 10 8 6 4 2 0 |
|||
|
DD APFVA EPT EP PAVT ST SI DR |
|||
|
DD APFVA EPT EP PAVT ST SI DR |
|||
Figure 16: statistique des incidents de 2016
23
Lorsqu'on observe le graphique ci-dessus présenté, on constate que le DD (déclenchement disjoncteur) est responsable du plus grand nombre d'incident et que les incidents liés à la surintensité(SI) et le défaut régleur (DR) on moins d'impact sur la production. Cependant, lorsqu'on réalise le graphe des incidents en fonction des fréquences cumulées, on obtient les résultats suivant :
|
120 100 80 60 40 20 0 |
|||
|
incidents annuels fréquences cumulées |
|||
Figure 17:graphe des incidents en fonction de la fréquence cumulée
L'analyse du graphe ci-dessus, montre que le Déclenchement disjoncteur(DD), Arrêt pompe et fermeture vanne accumulateur(APFVA), Echauffement palier turbine (EPT), Echauffement pivot (EP), Position anormale vanne de tête (PAVT) sont responsable de 80% des incidents des groupes TA. Ce qui imposera une plus grande surveillance sur ces différentes parties du groupe TA.
Dans cette section il a été question de ressortir les défailles pouvant empêcher le groupe de fonctionner (produire le rendement sollicité). Alors nous les avions présentés de deux façons à savoir les causes principales et secondaires
Causes principales
Il s'agit des causes directement visibles ou détectables dès la première approche ou pendant les inspections de contrôle.

Collecteur
défectueux
Courant d'excitation
élevé
Sous-vitesse
Rotor bloqué
Rotor vieillissant
Aspirateur défectueux
Servomoteur défectueux
Groupe en arrêt
Des paliers turbine Socle brisé
Patin défectueux
Lame brisé ou
usé
Lentille défectueuse
Joints brisés
Courant d'excitation
faible
Aubes directrices
bouchés
Charbons défectueux
Disfonctionnement
De la roue
survitesse
Stator défaillant
échauffement
24
Figure 18: Ishikawa des causes principales
? Causes secondaires
Ce sont les causes pouvant provoquer une panne mais dont la détection se fait suite à une analyse minutieuse. Elles peuvent être parfois à l'origine de la panne principale si elle n'est pas détectée très rapidement. Elles sont représentées dans le diagramme ci-dessous :

Mauvaise étanchéité
Mauvais refroidissement
Disfonctionnement
Circuit électrique
Disfonctionnement
Circuit hydraulique
Encoche brisée
Mauvais refroidissement
Mauvaise lubrification
Groupe en arrêt
Rhéostat défectueux
Aspirateur bouché
Roulement défectueux
Charbon épuisé
Aspirateur déréglé
Charbon en mauvais
état
Pales brisées
Bobinage endommagé
Figure 19:Ishikawa des causes secondaire
25
Nous nous sommes basés sur la décomposition de notre groupe TA faite par l'analyse structurelle et des informations recueillies auprès des agents pour élaborer L' AMDEC. Elle
nous permet de connaitre la fonction de chaque élément, les défaillances possibles que peut
avoir chaque élément, leur criticité ainsi que les actions correctives à entreprendre sur le
Tableau 7: AMDEC du groupe TA
|
équipement s |
rôle |
Modes de défaillances |
causes |
effets |
Criticité |
Actions à faire |
|||||||
|
F |
G |
N |
C |
prév entiv e |
correc tive |
||||||||
|
Palier turbine |
Support du coussinet |
échauffeme nt |
Mauvais refroidisse ment |
Arrêt du groupe |
4 |
2 |
2 |
1 6 |
OUI |
NON |
|||
|
Roue |
Permet de mettre la turbine en mouvemen t |
bloqué |
Roulement endommag é é |
Arrêt turbine |
2 |
1 |
3 |
6 |
|||||
|
Aubes directrices |
Contrôle le débit d'eau passant dans la turbine en fonction de l'ouverture |
bloqué |
Roulement défectueux |
Non contrôle de l'eau d'entrée |
2 |
1 |
3 |
6 |
|||||
|
aspirateur |
Permet d'aspirer l'eau non utilisé pour la rejeter en aval de la rivière |
Bloqué, desserré |
Mauvais connexion |
Pas d'évacuatio n d'eau |
1 |
1 |
3 |
3 |
|||||
|
Tige à boule |
permet de détecter le niveau d'eau dans l'enceinte turbine |
Choc mécanique |
fissuré |
Noyade de l'enceinte turbine |
2 |
3 |
3 |
1 8 |
OUI |
NON |
|||
|
Cerveau moteur |
Permet de faire le vannage |
Fonctionne ment anormal |
Manque |
Arrêt de l'activité |
1 |
2 |
2 |
4 |
|||||
|
Palier |
C'est le |
Echauffeme |
Mauvais |
Baisse du |
3 |
3 |
2 |
1 |
OUI |
NON |
|||
26
|
centre de rotation de l'arbre |
nt des paliers |
refroidisse ment |
rendement |
8 |
||||||
|
Arbre |
transmettre l'énergie à l'alternateu r |
déformatio n |
Vibration usure |
Arrêt de fonctionne ment |
2 |
2 |
2 |
8 |
||
|
inducteur |
Produire le champ magnétiqu e |
grillé |
Court- circuit |
Arrêt de fonctionne ment |
1 |
1 |
3 |
3 |
||
|
induit |
Créer le champ magnétiqu e |
Court- circuit |
surcharge |
Arrêt de fonctionne ment |
1 |
1 |
3 |
3 |
||
|
Compresseu |
Permet de |
Ne produit |
Mauvaise |
Non |
3 |
2 |
3 |
1 |
OUI |
NON |
|
r |
produire de l'air |
plus |
connexion des câbles |
refroidisse |
8 |
|||||
|
Moteur |
Assure le |
Ne refroidit |
Bobinage |
Echauffeme |
2 |
3 |
3 |
1 |
||
|
ventilateur |
refroidisse ment de l'excitatrice |
plus |
défectueux |
nt excitatrice |
2 |
|||||
|
Pompe |
Permet |
N'évacue |
Pompe |
Présence |
3 |
3 |
2 |
1 |
OUI |
NON |
|
puisard |
d'évacuer les eaux usées |
plus |
endommag é |
d'eau dans l'usine |
8 |
|||||
|
Groupes électrogènes |
Permet d'alimenter les auxiliaires |
3 |
1 |
2 |
6 |
|||||
|
Pompes à |
Permet |
Débit |
Composant |
Echauffeme |
2 |
2 |
4 |
1 |
OUI |
NON |
|
huile |
d'aspirer et refouler l'huile |
insuffisant |
endommag é |
nt des enceintes |
6 |
|||||
|
Système de production d'air |
Permet de produire l'air dans le groupe |
Ne produit plus |
endommag é |
Surchauffe du groupe |
2 |
2 |
2 |
6 |
||
|
thermostat |
Régule la températur e de l'eau de refroidisse ment |
Ne régule plus |
Composant vieillissant |
Admission d'une températur e anormale |
2 |
2 |
2 |
6 |
||
|
thermomètr |
Mesure la |
Valeur |
Composant |
Indication |
3 |
3 |
2 |
1 |
OUI |
NON |
|
e |
températur e d'huile des pivots |
anormale |
vieillissant |
de la mauvaise valeur |
8 |
Nous avions élaboré notre plan de maintenance en s'inspirant de l'historique des pannes, du calendrier de maintenance de la structure et à travers les expériences des ouvriers dans les chantiers.l'AMDEC nous a permis de connaitre les parties critiques du groupe et d'établir les actions à faire. Ainsi, nous proposons le plan suivant constitué des opérations comme : Petit entretien, Inspection Contrôle, Remplacement systématique, Nettoyage technique
Contrôle périodique réglementaire pour maintenir la machine dans son état de bon fonctionnement. L'objectif de l'élaboration de notre plan de maintenance étant de : diminuer les heures d'arrêts du groupe, Assurer la sécurité des biens et personnes diminuer les coûts de maintenance, Optimiser le rendement.
? Plan de la maintenance préventive proposé
Tableau 8: plan de maintenance
|
N° 1 |
Désignation Sous-ensemble |
Définition Partie de l'ensemble sur lequel on agit |
|
2 |
Élément |
Composant du sous ensemble sur lequel on agit |
|
3 |
Tache à effectuer |
Désignation de la tâche à effectuer |
|
4 |
Temps prévu |
Temps estimé de la tache |
|
5 |
durée |
Intervalle entre deux opérations |
|
6 |
Etat de l'appareil |
MHT : machine hors tension MEP : machine en production |
|
7 |
qualification |
ME : mécanicien EL : électricien |
|
8 |
inspection |
Observation Analyse, suggestion |
|
9 |
autres |
27
? EXEMPLE DE PLAN
28
Pour mettre en application notre plan de maintenance, nous avions proposé un exemple sur lequel nous spécifions quelques interventions à faire ainsi que la fréquence en termes de jour de travail, avec les remarques que les agents doivent mentionner lors du travail.
Tableau 9: exemple de plan proposé
|
Intervention |
fréquence |
Remarque |
|||
|
jour |
semaine |
mois |
année |
||
|
Groupes 4, 6, 9 V' Visite et inspection |
X |
||||
|
Groupes 5 et 7 V' inspection |
X |
||||
|
Contrôle V' température V' niveau d'huile V' régleur V' balais |
X |
||||
|
Moteur ventilateur V' contrôle la ventilation |
X |
||||
|
Cerveau moteur V' contrôle circuit d'alimentation V' contrôle circuit |
X |
||||
|
Tige à boule V' vérification d'état |
X |
||||
|
Compresseur V' vérification du coffret de commande V' vérification du bruit |
X |
||||
|
V' contrôle pompe puisard |
X |
||||
|
V' contrôle pompe à huile |
X |
||||
|
V' contrôle thermomètre |
X |
||||
L'analyse de la fiche historique des pannes de la centrale d'Edéa nous a permis de constater que le groupe 7 d'Edéa II à lui seul nécessite 80% du coût alloué pour la maintenance. Raison pour laquelle il est en arrêt depuis un certain temps pour la rénovation. Par ailleurs, 80% des pannes proviennent des groupes 4, 6 et 9 d'où un temps de travail plus élevé lors de la planification du calendrier de maintenance. En termes d'énergie perdue, on se rend compte
29
que les groupes 5 et 7 sont responsables des pertes plus énormes en ce qui concerne le rendement sur la chaine de production. Ceci étant si on prend la valeur du kilowatt à 100 FCFA, on a une perte nette de 702980 FCFA rien que pour ces deux groupes. Pour ce qui est
des incidents répertoriés sur une année entière, on constate que le Déclenchement disjoncteur(DD), Arrêt pompe et fermeture vanne accumulateur(APFVA), Echauffement palier turbine (EPT), Echauffement pivot (EP), Position anormale vanne de tête (PAVT) sont responsable de 80% des incidents lorsque le groupe est en production. Cependant, lorsqu'on effectue une analyse ressortant les paramètres pouvant causer l'arrêt du groupe à l'aide du diagramme d'Ishikawa, on se rend compte que le courant d'excitation faible causé par le mauvais état du charbon et l'échauffement palier turbine sont les causes pouvant causer l'arrêt du groupe qui figurent respectivement dans le calendrier de maintenance et sur la fiche historique des incidents de la centrale.
30
Le travail présenté dans ce mémoire traite de l'élaboration d'un plan de maintenance en vue de l'optimisation du rendement des groupes turboalternateurs d'Edéa II. Pour le faire, nous avions commencé définir au préalable et présenté les parties du groupe dont on a fait l'étude, par la suite on a fait un recensement des différentes défaillances pouvant ralentir la production : cela a été possible grâce au diagramme d'Ishikawa. nous avons également fait l'analyse des données historiques de la centrale à l'aide du diagramme de Pareto, ce qui nous a permis de savoir les machines qui demande un plus grand coût de maintenance (groupe 7), celles nécessitant un plus grand temps de maintenance (groupes 4, 6,9) et ceux qui causent la plus grande perte d'énergie sur la chaine de production. Ainsi, nous avions récapitulé dans un tableau le plan de maintenance à suivre pour que les équipements ne se trouvent plus dans des états de non productivité et présenté un exemple de maintenance. Par ailleurs, Nous recommandons à l'entreprise de rappeler aux agents intervenant sur les chantiers d'avoir toujours à leurs dispositions une fiche de visite systématique pour rapporter auprès du responsable de maintenance l'état des machines, que les équipes travaillant sur chaque appareil ne s'intéresse pas uniquement à la panne qu'il resout.pour une sécurité à long terme, nous proposons de faire également un AMDEC approfondi prenant en compte tous les aspects du groupe TA, ainsi que ses auxiliaires cela permettra de mieux cerner les défaillances et d'établir avec précision le calendrier de maintenance. Il faut Mettre également des capteurs de niveau (huile) respectant la nouvelle technologie pour avoir une grande précision dans les mesures effectuées au quotidien.
31
[1]BERRADA CHAIMAE, élaboration d'un plan de maintenance préventive et un tableau de bord de la performance industrielle d'une nouvelle unité de production d'acide SULFURIQUE, mémoire de fin d'étude, université SIDDI MOHAMED. 2015.99pages
[2] HASSANI SOULAIMANE (2014), Mémoire de fin d'étude : Elaboration d'un plan de maintenance préventive de la tour de refroidissement de la nouvelle unité sulfurique à Jorf Lasfar/OCP, 121pages
[3] www.wikipedia.com consulté le 22 juillet 2017 à 14h30
[4] BAPIO BAYALA (2015). Cours sur les machines électrique, machines asynchrones, 53pages
[5] FRANTZ SINAMA, (2011). Etude de la production d'électricité à partir de l'énergie thermique des mers à l'île de la réunion : modélisation et optimisation du procédé, 169pages
[6] www.google.com consulté le 21juillet 2017 à 12h30
[7] FRANÇOIS MONCHY et JEAN-PIERRE VERNIER, (2010). Maintenance méthodes et organisations, 3eme édition DUNOD, 532pages
[8] http// :www.google.image.com consulté le 26 juillet 2017 à 13h30
[9] RIDOUX MICHEL, (2008). Élaboration de l'amdec, techniques de l'ingénieur, génie mécanique B342, 23pages
[10] Dr TCHAYA GUY Bertrand, (2017). Cours de maintenance industrielle, institut supérieur du sahel, 40pages
32

|
EQUIPEMENTS |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ENEO Cameroon S.A. |
PLANNING ANNUEL DE MAINTENANCE PREVENTIVE 2017 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
EDEA HYDRO |
MISE A JOUR DU 10 AVRIL 2017 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
A: ANNUEL |
B/b: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
S: SEMESTRIEL |
BIMENSUEL/bimestrie |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
M: MENSUEL |
l H: HEBDOMADAIRE |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
TRAVAUX MIXTES TRAVAUX |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
NIQUES |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
TRAVAUX |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ELECTRIQUES |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
EQUIPEMENTS/ORGNES |
ACTIVITES |
1 2 |
3 4 |
5 6 |
7 8 |
9 10 |
11 12 13 14 |
15 16 |
17 18 |
19 20 |
21 22 |
23 24 |
25 26 |
27 28 |
29 30 |
31 32 |
33 34 35 36 |
37 38 |
39 40 |
41 42 |
43 44 |
45 46 |
47 48 49 50 |
51 52 |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
DE PRODUCTION |
JANVIER |
FEVRIER |
MARS |
AVRIL |
MAI |
JUIN |
JUILLET |
AOUT |
SEPTEMB |
OCTOBRE |
NOVEMBRE |
DECEMBR |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1 1 2 2 |
Groupe 09 Groupe 08 |
Maintenance ciblée Maintenance ciblée |
A 80 A 160 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3 3 4 4 |
Groupe 07 Groupe 05 |
Maintenance ciblée Remplacement système |
A 280 X 920 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
5 5 6 6 |
Groupe 13 Edéa 1 |
d'excitation Maintenance ciblée Maintenance ciblée 0801/7 15/017 22017 2901/7 027 épuisementetutesif |
A 80 A 24 02/ 03/ 61X |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
7 7 |
Groupe 14 |
contrôle commande Réfection point d'ancrage aspirateur |
X 120 |
61 A |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
8 8 9 9 10 10 |
Groupe 11 et 14 Groupe 10 Groupe 06 Groupe03 |
Expertise fuites d'huile Maintenance ciblée Maintenance ciblée 0/0/17 1/0/1 2/0/1 0/0/1 3/0 refroidissement |
X 80 A 80 A 120 2 2 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
33
|
Contrôle et inspection |
|||||||||||||||||||||||||||||
|
18 |
1 |
Groupes |
Relevé usure joint plan |
H |
4 |
G |
G |
G |
G |
G |
G |
G |
G |
G |
G |
G |
G |
G |
G |
G |
G |
G |
G |
G |
G |
G |
G |
G |
G |
|
19 |
2 |
Groupes |
Inspection des fuites chapeau de réglage |
H |
1 |
E3 |
E3 |
E3 |
E3 |
E3 |
|||||||||||||||||||
|
20 |
3 |
Groupes |
Entretien de la commutation |
b |
2 |
E2 |
E3 |
E2 |
E3 |
E2 |
E3 |
||||||||||||||||||
|
21 |
4 |
Groupes |
Entretien des boîtes à eau réfrigérants alternateurs |
M |
2 |
E2 |
E2 |
E2 |
E2 |
E2 |
E2 |
||||||||||||||||||
|
22 |
5 |
Groupes d'Edéa 2 et 3 |
Edéa 2 Inspection commutation |
H |
2 |
||||||||||||||||||||||||
|
23 24 |
6 7 |
Groupes d'Edéa I Groupes d'Edéa I |
Contrôle mensuelle |
B M |
3 4 |
||||||||||||||||||||||||
|
25 26 |
8 9 |
Groupes d'Edéa I Groupes |
Contrôle semestrielle Dégrillage des prises d'eau |
S B |
1 4 |
||||||||||||||||||||||||
|
27 |
10 |
Groupes |
Nettoyage des alvéoles |
B |
4 |
||||||||||||||||||||||||
|
28 29 |
11 12 |
Groupes Groupes |
Contrôle des vibrations et bruit Visite des clapets à |
M M |
2 2 |
||||||||||||||||||||||||
|
30 |
13 |
Groupes |
boule et à battant Contrôle des niveaux et |
J |
2 |
||||||||||||||||||||||||
|
appoints Essai des |
S |
2 |
|||||||||||||||||||||||||||
|
31 |
14 |
Groupes |
hydroéjecteurs et pompes |
||||||||||||||||||||||||||
|
32 |
15 |
Groupes |
Prise des échantillons d'huile et analyse Traitement huile |
T S |
4 72 |
||||||||||||||||||||||||
|
33 33 |
16 17 |
Groupes Groupes |
régulateur et pivot G1 à 14 Contrôle des déshumidificateurs |
T |
2 |
||||||||||||||||||||||||
|
34 35 |
18 19 |
Groupes Groupes |
Manoeuvre des distributeurs d'air Graissage groupe et |
T T |
2 4 |
||||||||||||||||||||||||
|
36 |
20 |
Groupes |
soupape à air Rinçage contre courant des réfrigérants pivot et |
S |
8 |
||||||||||||||||||||||||
|
alternateur Contrôle des fuites |
|||||||||||||||||||||||||||||
|
37 |
21 |
Groupes |
d'eau sur les réfrigérants et tuyauteries |
M |
4 |
||||||||||||||||||||||||
|
38 |
22 |
Groupes |
Entretien des filtres régulateur (Cuve et |
B |
4 |
||||||||||||||||||||||||
|
régleur) Nettoyage des filtres |
|||||||||||||||||||||||||||||
|
39 |
23 |
Groupes |
éjecteurs et contrôle |
H |
6 |
||||||||||||||||||||||||
|
pression giffards |
|||||||||||||||||||||||||||||
|
40 |
24 |
Groupes |
Nettoyage des |
M |
4 |
||||||||||||||||||||||||
|
41 |
25 |
Groupes |
débimètres Houdec Essai des turbinettes secours |
B |
8 |
||||||||||||||||||||||||
|
Contrôle des fuites |
|||||||||||||||||||||||||||||
|
42 |
26 |
Groupes |
d'huile Groupes, station |
H |
|||||||||||||||||||||||||
|
43 |
27 |
Groupes |
Graissage Vanne de |
S |
|||||||||||||||||||||||||
|
44 |
28 |
Bouches d'incendie |
Purge |
B |
|||||||||||||||||||||||||
|
45 46 |
29 30 |
Motopompes incendie Filtre Degremont |
Essai Rinçage |
B H |
|||||||||||||||||||||||||
|
Nettoyage du local et de la |
|||||||||||||||||||||||||||||
|
47 |
31 |
Filtre Degremont |
grille du canal |
B |
|||||||||||||||||||||||||
|
Eclairage cité |
pompage et VDT
4
tête
8
4
4
1
d'évacuation
2
48
32
Inspection
M
8
49
33
Eclairage usine
Inspection
H
4
50
34
Batteries et chargeurs
Essai d'autonomie
M
8
51
35
Batteries et chargeurs
Contrôle
H
2
52
36
Transformateurs
Essai du diélectrique
S
40
53
37
Puisards
Contrôle
H
2
54
38
Chariot élévateur
(HYSTER)
Contrôle
H
1
55
39
Groupes secours
Contrôle
H
2
56
40
Décanteurs
Nettoyage des grilles
J
2
57
41
Compresseurs
Contrôle
J
2
ANNEXE 2 : historique des pannes des groupes de 2016
34
Groupe_4
|
Contrôle et Commande |
20000 |
I |
21429 |
26/06/2017 |
19:24:00 |
26/06/2017 |
21:10:00 |
1,77 |
35 333 |
Déclenchement du disjoncteur par ouverture disjoncteur arrivée ALUCAM |
|
|
Groupe_4 |
Excitatrice principale |
20000 |
I |
21435 |
01/07/2017 |
11:26:00 |
01/07/2017 |
16:21:00 |
4,92 |
98 333 |
Arrêt par arrêt d'urgence ( flash important à l'excitatrice principale ) |
|
15,17 |
303 333 |
engagement verrou. |
|||||||||
|
Groupe_5 |
Contrôle et Commande |
20000 |
I |
10/07/2017 |
02:06:00 |
10/07/2017 |
03:56:00 |
1,83 |
36 667 |
Arrêt du groupe par fermeture intempestive de la vanne de tête |
|
|
Groupe_5 |
Contrôle et Commande |
20000 |
I |
10/07/2017 |
04:00:00 |
10/07/2017 |
04:07:00 |
0,12 |
2 333 |
Arrêt du groupe par position anormale de la vanne accumulateur |
|
|
Groupe_5 |
Contrôle et Commande |
20000 |
I |
12/07/2017 |
11:20:00 |
12/07/2017 |
12:40:00 |
1,33 |
26 667 |
Arrêt du groupe par fermeture intempestive de la vanne de tête |
|
|
Groupe_5 |
Contrôle et Commande |
20000 |
I |
12/07/2017 |
14:48:00 |
12/07/2017 |
15:08:00 |
0,33 |
6 667 |
Arrêt du groupe par fermeture intempestive de la vanne de tête |
|
|
Groupe_5 |
Contrôle et Commande |
20000 |
I |
21/07/2017 |
09:31:00 |
21/07/2017 |
10:56:00 |
1,42 |
28 333 |
Arrêt du groupe par fermeture intempestive de la vanne accumulateur |
|
|
Groupe_5 |
Contrôle et Commande |
20000 |
P |
20/07/2017 |
11:24:00 |
20/07/2017 |
11:33:00 |
0,15 |
3 000 |
Travaux programmés |
|
|
Groupe_5 |
Contrôle et Commande |
20000 |
P |
23/07/2017 |
11:24:00 |
23/07/2017 |
11:31:00 |
0,12 |
2 333 |
Baisse de charges et decouplage pour actionner la remontée de la VDT |
|
|
Groupe_5 Groupe_6 |
Contrôle et Commande Contrôle et Commande |
20000 20000 |
I I |
21428 21429 |
26/06/2017 26/06/2017 |
18:50:00 19:24:00 |
27/06/2017 26/06/2017 |
10:00:00 20:10:00 |
0,77 |
15 333 |
Arrêt du groupe par non Déclenchement du disjoncteur par ouverture disjoncteur arrivée ALUCAM |
|
Groupe_6 |
Contrôle et Commande |
20000 |
I |
21430 |
26/06/2017 |
20:34:00 |
26/06/2017 |
20:55:00 |
0,35 |
7 000 |
Déclenchement du disjoncteur par ouverture disjoncteur arrivée ALUCAM |
|
Groupe_7 |
Contrôle et Commande |
20000 |
P |
26/06/2017 |
00:00:00 |
25/07/2017 |
00:00:00 |
720,00 |
14 400 000 |
Travaux programmés |
|
|
Groupe_8 |
Contrôle et Commande |
20000 |
I |
21429 |
26/06/2017 |
19:24:00 |
26/06/2017 |
20:16:00 |
0,87 |
17 333 |
Déclenchement du disjoncteur par ouverture disjoncteur arrivée ALUCAM |
|
Groupe_8 |
Contrôle et Commande |
20000 |
I |
21431 |
26/06/2017 |
20:34:00 |
26/06/2017 |
21:04:00 |
0,50 |
10 000 |
Déclenchement du disjoncteur par ouverture disjoncteur arrivée ALUCAM |
|
Groupe_8 |
Régulateur de vitesse |
20000 |
I |
24/07/2017 |
09:45:00 |
24/07/2017 |
10:06:00 |
0,35 |
7 000 |
Ordre d'arrêt après fermeture intempestive du vannage |
|
|
Excitatrice principale |
20000 |
P |
19/07/2017 |
09:26:00 |
19/07/2017 |
10:51:00 |
1,42 |
28 333 |
Travaux programmés |
||
|
Groupe_9 |
Contrôle et Commande |
20000 |
I |
21429 |
26/06/2017 |
19:24:00 |
26/06/2017 |
20:38:00 |
1,23 |
24 667 |
Déclenchement du disjoncteur par ouverture disjoncteur arrivée ALUCAM |
35