|
République Algérienne Démocratique
et Populaire
MINISTERE DE L'ENSEIGNEMENT SUPERIEUR
DE LA
RECHERCHE SCIENTIFIQUE
UNIVERSITÉ DU 20 AOÛT 1955 -
SKIKDA
FACULTÉ DES SCIENCES DE
L'INGÉNIEUR
DÉPARTEMENT ELÉCTROMÉCANIQUE
MEMOIRE DE MAGISTER
Spécialité :
Électromécanique
Option :
Mécatronique
Thème
DIAGNOSTIC THERMIQUE AU LASER LORS
D'UNE OPERATION D'USINAGE
Présenté par : TABET ZOHIR
Soutenu publiquement devant le jury :
Président : Prof. DAOUD El-Aloussi Université de
Skikda
Rapporteur : Prof. MZAD Hocine Université de Annaba
Examinateur : Prof. HAIAHEM Ammar Université de Annaba
Examinateur : Dr KHOCHEMANE Lakhdar Université de
Skikda
Promotion : 2011
g4ril,eAr.e.-
Mes vifs et profonds remerciements a mon encadreur Monsieur
MZAD
Hocine, Docteur d'Etat en Genie mecanique et Maitre de
Conferences a
l 'Universite Badji Mokhtar de Annaba pour le present theme
qu'il a propose
et pour avoir accepte de me prendre en charge.
Je remercie Monsieur ELGUERRI Mohamed Enseignant en genie
mecanique a l'Universite Ibn Khaldoun de Tiaret qui m'a aide a
rediger ce
memoire.
Mes chaleureux remerciements a Monsieur KHOCHMAN Lakhdar au
departement de Genie mecanique a l 'Universite de Skikda,
Je n'oublierais pas de remercier Monsieur HAIAHEM Ammar
Professeur et Directeur du Laboratoire LMI a l 'Universite Badji
Mokhtar
de Annaba.
Je tiens a exprimer toute ma reconnaissance et mes remerciements
a
Monsieur le president du Jury : DAOUD Souleymane pour avoir
accepte de
presider ce Jury.
Je tiens egalement a remercier Messieurs les membres du Jury :
KHOCHMAN Lakhdar.
HAIAHEM Ammar
TABET ZOHIR


~~~~~~~~~
Je dédie ce modeste travail
A
Mon père pour ces encouragement et
sacrifices
A
M a mère pour s a tendresse et ces
prières qu'il sont l a source
de m a volonté et DJEDA * CHERIFA *
A
M a femme N assim a
A
Mon fils Abd-Elh aye Ch arffe-Eddine
A
Mes frères : Mohamed et s a femme Fouzi a, Salim
et s a
Femme S amir a, Karim et s a femme Nejoi a
Adel, Ch aker et m a seur Ibtisseme,
Et les enfants * Ala eddine, Adem, Ahmed,
Abde
El-moumen et Imene *
A
Mes amis : N abil, S am ad, moh amed, fou ad, mour ad,
adel,
fouzzi, s al ah, amm ar, ali, roudoi ane, rid a, et me
cousin
Fethi, Y acin, Y acin.m
TABET ZOHIR
3
Sommaire
NOMENCLATURE
LISTE DES FIGURES
LISTE DES
TABLEAUX
INTRODUCTION GENERALE . 11
Chapitre I : GENERALITES SUR
L'USINAGE
I-1. GÉNÉRALITÉS
I-2. HISTORIQUE
I-3. PROCEDE D'USINAGE
I-3-1. Procédés de coupe .
I-3-2. Procédés par abrasion
I-3-3. Procédés physico-chimiques
I-4. PRINCIPE DU PHENOMENE DE COUPE
I-4-1. Représentation
I-4-2. Zone de cisaillement primaire
I-4-3. Zone de cisaillement secondaire
I-4-4. Zone en dépouille
I-4-5. Zone morte
I-5. CRITERES SPECIFIQUES DU PROCEDE D'USINAGE
I-5-1. Copeau
I-5-2. Usinabilité .
I-5-2-1. Domaine d'usinabilité
I-5-2-2. Les additions
I-5-3. Dureté
I-5-4. Lubrifiants .
I-5-5. Imperfections .
I-6. FORMATION DU COPEAU .
I-7. PARAMETRES DE COUPE
I-7-1. Echelle macroscopique .
I-7-2. Echelle microscopique
I-7-2-1. Copeau continu
I-7-2-2. Copeau avec arête rapportée .
I-7-2-3. Copeau discontinu .
I-8. CARACTERISTIQUES DES SURFACES USINEES
I-8-1. Rugosité .
I-8-2. Ligne moyenne
15
16
17
17
17
18
18
18
19
20
21
22
22
24
25
25
26
28
28
28
29
30
33
33
34
35
35
36
38
39
I-9. ENDOMMAGEMENT DES OUTILS
I-9-1. Contacts pièce-outil-copeau .
I-9-2. Mécanismes d'endommageant des outils de coupe
I-9-2-1. Endommagement issu des dépôts .
I-9-2-2. Endommagement induit par les dépôts
microscopiques
I-9-2-3. Endommagement induit par les débris
I-9-2-4. L'abrasion .
39
39
41
41
42
45
45
Chapitre II : PHENOMENES THERMOMECANIQUE DE
L'USINAGE
II-1. INTRODUCTION
II-2. HISTORIQUE DE LA MODELISATION
II-3. MODELES MECANIQUES .
II-3-1. Modèle de Merchant
II-3-2. Modèle des lignes de glissement .
II-4. MODELES THERMOMECANIQUES
II-4-1. Modèle d'Albrecht
II-4-2. Modèle de Boothroyd
II-4-3. Modèle d'Oxley
II-4-4. Modèle de Gilormini et al.
II-3-5. Autres modèles de coupe
II-5. ANALYSE THERMIQUE DU PROBLEME DE COUPE
II-6. MESURE DE LA TEMPERATURE DE COUPE
II-6-1. Mesures indirectes de température .
II-6-2. Mesures directes
II-6-2-1. Mesures par un thermocouple
II-6-2-2. Mesures par la méthode optique
II-7. NOUVELLES APPROCHES DE LA COUPE DES METAUX
48
49
50
50
52
54
54
55
55
57
57
59
60
60
61
61
61
62
Chapitre III : DIAGNOSTIC EXPERIMENTAL DE
L'EFFET THERMIQUE EN USINAGE
III-1. INTRODUCTION .
III-2. MATERIEL UTILISE
III-3. CARACTERISTIQUES DE L'APPAREIL DE MESURE .
III-4. PROTOCOLE D'ESSAIS .
III-5. ESSAIS SUR L'ACIER DOUX .
III-6. ESSAIS SUR LE BRONZE
III-7. ESSAIS SUR L'ALUMINIUM
III-8. DETERMINATION DE LA DENSITE DE FLUX DE CHALEUR
III-9. RESULTATS ET DISCUSSION
66
66
68
69 69 74 78 82 85
CONCLUSION
GENERALE
BIBLIOGRAPHIE
RESUME
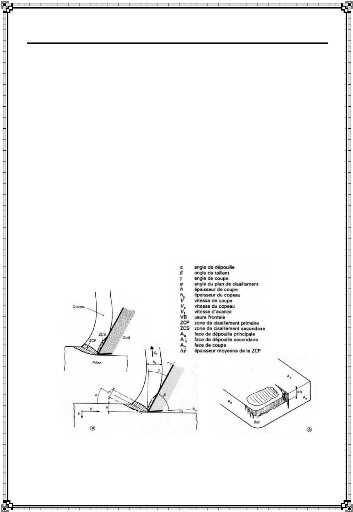
Nomenclature
Symbole Signification
K
P
D f0
f
râ
Fc
Ff
ã
â
ap,w f ,s Vc Vf
Ra
L
A, B Fn
Ft
F
ë,
?
Y
l
m
n C Ve l
á
: effort spécifique de coupe
: puissance
: volume de débit de copeau
: effet de taille
: avance ou épaisseur usinée
: arrondi de la pointe de l'outil
: angle de dépouille
: force de coupe
: force d'avance
: angle de coupe
: angle complémentaire de
: profondeur de passe (mm) ;
: avance par tour (mm)
: vitesse de coupe (m/min).
: vitesse d'avance (mm/min)
: écart arithmétique moyen (.im)
: longueur de l'échantillon de l'état de surface :
aires des surfaces à la ligne moyenne
: effort normale
: effort tangentiel
: effort appliqué à l'outil
: angle de frottement
: angle qui minimise la puissance : longueur de contact
: épaisseur du copeau
: coefficient de frottement de Tresca
: indice d'écrouissage de la loi de comportement
: constante empirique issue de l'expression de la vitesse de
déformation : est la vitesse d'écoulement du copeau
: est la longueur du plan de cisaillement primaire
ó
w h
T1
T2 Tw
â
ø
ÄTM
óeq
åeq
åeq
ÿå0eq
T Tf
TseiiA
B n m
C L T X t
d,b,c,d q
È
ë
ñ
w
c
t1
: largeur de coupe
: profondeur de passe
: contrainte de cisaillement
: largeur de coupe
: longueur de contact outil-copeau
: température moyenne dans le plan de cisaillement
primaire
: température à l'interface outil-copeau
: température initiale dans le modèle
: proportion de chaleur transmise à la pièce
: coefficient permettant à la température interne
d'être une valeur moyenne : variation maximale de la température
dans le copeau.
: contrainte d'écoulement [MPa]
: déformation plastique généralisée
;
: vitesse de déformation généralisée
[s-1]
: vitesse de déformation plastique équivalente de
référence [s-1]
: température de référence [K]
: température de fusion du matériau [K]
: température du matériau [K]
: limite d'élasticité statique [MPa]
: facteur d'écrouissage statique [MPa]
: coefficient d'écrouissage statique
: coefficient de sensibilité à la
température
: sensibilité à la vitesse de déformation
plastique.
: longueur de pièce d'essai
: température de l'environnement de travail
: Longueur usinée : temps d'usinage : coefficients du
polynôme
: densité du flux de chaleur
: variable intégrale de la température
: conductivité thermique
: chaleur spécifique : masse volumique
Liste des figures
Référence :
Intitulé
Figure I-1
Figure I-2
Figure I-3
Figure I-4
Figure I-5
Figure I-6
Figure I-7
Figure I-8
Figure I-9 Figure I-10
Figure I-11
Figure I-12 Figure I-13 Figure I-14 Figure I-15 Figure I-16
Figure I-17
: Représentation des différentes zones de la
coupe
: Zone de cisaillement primaire et sa représentation
a) formation du copeau b) schématisation
: Cisaillement secondaire
a) champ des vitesses, Laheurte (2004) b)
schématisation
: Zone en dépouille
a) zone en dépouille sur une arête b)
schématisation
rapportée, Venkatesh (1996)
: Interactions entre la machine-outil et les aspects
technologiques de la coupe : Principe et caractéristiques fondamentales
des procédés de coupe
: Diagramme d'usinabilité d'un acier à 0,4 % C (HV
200) [2]
a) outil en carbure WC + 0,6% Co b) outil en carbure Wimet XL
3
: Évolution de l'angle de coupe avec les caractéristiques du
matériau d'outil
râ : arrondi de la pointe de l'outil, f : avance, á
: angle de dépouille
Fc : force de coupe - Ff : force d'avance - ã : angle de
coupe (â = 90°+ã)
: Diagramme d'usinabilité avec outil carbure d'un acier
doux à usinabilité améliorée : Influence de la
dureté de l'acier usiné sur les avances et vitesse initiant
une
déformation plastique d'un outil carbure
: Observation de la formation du copeau par
(a) Tresca et (b) Mallock [5]
: Paramètre de coupe en tournage
: Zones de déformation lors de la formation d'un copeau en
coupe orthogonale
: Formes macrographiques de copeaux classées selon la
norme ISO DIS 3685[5,7] : Copeau continu (Vc = 100m/min, f = 0,2 mm/tr) Le
Calvez (1995)
: Copeau avec arête rapportée [Trent 1991]
: Copeau discontinu
a) cas d'un acier austénitique inoxydable usiné
avec un outil carbure (Vc = 130m/min, f = 0,1mm/tr)
b) cas d'un acier à roulement 100Cr6 à 62HRc
usiné avec un outil en céramique renforcé SIC
Figure I-18
Figure I-19 Figure I-20 Figure I-21 Figure I-22 Figure I-23
Figure I-24
: Copeau d'acier inoxydable de géométrie continue
(Outil cermet, Vc = 300 m/min, f = 0,05 mm/tr)
: Paramètres de l'état de surface d'un corps
solide
: Composition et aspect du corps : Composition et aspect du
corps : Composition et aspect d'un corps cylindrique
: Formation du copeau (a) et usure de l'outil (b) [15]
: Composition et aspect du corps 3 déposé sur
l'outil [17]
Figure II-1 Figure II-2 Figure II-3 Figure II-4 Figure II-5
Figure II-6 Figure II-7 Figure II-8 Figure II-9
Figure II-10
Figure II-11
: Chronogramme sur la modélisation de la coupe
: Modèle de Merchant : géométrie et
notations
: Diagramme des efforts
: Réseaux de lignes de glissement [21]
: Efforts de coupe selon Albrecht
: Zones de cisaillements
: Modélisation de Gilormini et al. des zones de
cisaillement
: Distribution des flux de chaleur générés
par en coupe orthogonale [7] : Modèle plan à cisaillement simple
(a)
et trois diagrammes de vitesse connus (b, c et d)
: Trois étapes distinctes dans un cycle de formation de
copeau
: Modèle pour la coupe orthogonale :
(a) modèle de la zone de cisaillement avec des
frontières parallèles
(b) diagramme de vitesse à la seconde étape
l'angle de coupe de l'outil est positif
(c) diagramme de vitesse à la seconde étape
l'angle de coupe de l'outil est négatif
(d) diagramme de vitesse à la troisième
étape l'angle de coupe de l'outil est positif
(e) diagramme de vitesse à la troisième
étape l'angle de coupe d'outil est négatif
Figure III-1 Figure III-2 Figure III-3 Figure III-4 Figure
III-5 Figure III-6 Figure III-7
: Vue de face de l'appareil
: Vue de profil de l'appareil
: Vue d'arrière de l'appareil
: Caractéristiques de l'appareil
: Acier doux : n= 400tr/min et ö=34 mm : Acier doux, n=
800tr/min et ö=32 mm : Acier doux, n= 1260tr/min et ö=30 mm
Figure III-8 Figure III-9 Figure III-10 Figure III-11 Figure
III-12 Figure III-13 Figure III-14 Figure III-15 Figure III-16 Figure III-17
Figure III-18 Figure III-19 Figure III-20 Figure III-21 Figure III-22
: Acier doux, n= 2000tr/min et ö=28 mm : Bronze, n = 400
tr/min et ö = 42 mm
: Bronze, n = 800 tr/min et ö = 40 mm
: Bronze, n = 1260 tr/min et ö = 38 mm : Bronze, n = 2000
tr/min et ö = 36 mm
: Aluminium, n= 500 tr/min et e=60 mm
: Aluminium, n= 1000 tr/min et e=58 mm : Aluminium, n= 1500
tr/min et e=56 mm : Aluminium, n= 2000 tr/min et e=54 mm
: Interpolation des relevés de température (Data) :
Densité de flux de chaleur pour l'acier doux
: Densité de flux de chaleur pour le bronze
: Densité de flux de chaleur pour l'aluminium
: Densité de flux de chaleur en chariotage de l'acier doux
et le bronze à 400 tr/min
: Densité de flux de chaleur en chariotage de l'acier doux
et le bronze à 2000 tr/min
Liste des tableaux
Référence :
Intitulé
Tableau III-1 Tableau III-2 Tableau III-3 Tableau III-4
Tableau III-5 Tableau III-6 Tableau III-7 Tableau III-8 Tableau III-9 Tableau
III-10 Tableau III-11 Tableau III-12
: Acier doux, n = 400 tr/min ; Ø = 34 mm : Acier doux, n =
800 tr/min ; Ø = 32 mm
: Acier doux, n = 1260 tr/min ; Ø = 30 mm : Acier doux,
n = 2000 tr/min ; Ø = 28 mm : Bronze, n = 400 tr/min ; Ø = 42
mm
: Bronze, n = 800 tr/min ; Ø = 40 mm
: Bronze, n = 1260 tr/min ; Ø = 38 mm : Bronze, n = 2000
tr/min ; Ø = 36 mm
: Aluminium, n = 500 tr/min ; e = 60 mm
: Aluminium, n = 1000 tr/min ; e = 58 mm : Aluminium, n = 1400
tr/min ; e = 56 mm : Aluminium, n = 2000 tr/min ; e = 54 mm
INTRODUCTION GENERALE
L'objectif de ce travail est de calculer la puissance
thermique mise en jeu lors des opérations d'usinage. Pour cela, il faut
connaître l'état de contraintes au sein du matériau, qui
est aussi lié au champ de températures et à
l'écoulement du métal. Tout d'abord, il faudrait disposer de
renseignements concrets sur les échauffements mis en jeu lors de la
coupe des métaux, c'est à dire la distribution de
température au niveau du copeau et l'interface copeau - outil.
L'aspect thermique joue donc un rôle important à
l'interface outil-copeau. En effet, dès qu'on contrôle la carte
thermique des composants de la coupe, on peut s'intéresser à
l'influence de celle-ci sur les caractéristiques de la pièce et
notamment sur les mécanismes d'usure des outils, puisque ce
problème était directement lié à la durée de
vie des outils que l'on cherchait à augmenter en optimisant les
conditions de coupe.
L'interface outil-copeau qui est générée
lors d'un processus d'usinage par enlèvement de matière est un
lieu d'interactions complexes entre phénomènes mécaniques,
thermiques et physico-chimiques. La surface de l'outil en contact avec le
copeau subit diverses formes d'usure qui sont le résultat de
mécanismes telles que l'adhésion, l'abrasion et la diffusion. La
qualité de la surface usinée ainsi que la durée de vie des
outils dépendent largement des conditions dans lesquelles s'effectue la
coupe. En particulier, l'emploi de fluides de coupe est un paramètre
important puisqu'il permet de limiter l'élévation de la
température dans les zones de coupe et d'établir la
présence d'un film fluide entre les différentes surfaces,
atténuant ainsi les effets du frottement. Cependant, dans le souci de
protection de l'environnement et de la santé des opérateurs, la
tendance actuelle est de limiter, et même de supprimer, l'emploi des
lubrifiants.
Dans le cas de l'usinage des structures en alliage
d'aluminium, la suppression des fluides de coupe est très néfaste
car l'outil voit sa géométrie modifiée par la
présence de dépôts d'aluminium sur la face de coupe. Le
transfert de matière qui se fait du copeau vers l'outil prend la forme
d'une arête rapportée ou d'une couche adhérente et affecte
de façon importante la qualité de l'usinage. L'usinage à
sec des alliages d'aluminium doit alors passer par le développement de
géométries d'outils optimisées, la recherche de conditions
de coupe optimales et/ou la réalisation de nouveaux revêtements
d'outils. Dans l'industrie, les méthodes d'optimisation sont encore
largement basées sur les connaissances acquises au cours des
années et sur des essais longs et coûteux. Mais avant de mettre en
place des solutions ou de développer des modèles, il est
nécessaire de caractériser de manière précise les
différents modes d'endommagement et de maîtriser tous les facteurs
qui conduisent à l'usure des outils. C'est dans cette optique que
s'inscrit le travail de thèse. Il s'applique en particulier à
l'usinage à sec de l'alliage d'aluminium aéronautique AA2024 T351
avec des outils carbure WC-Co non revêtu.
L'étude se propose de fournir les
éléments nécessaires à la compréhension des
mécanismes d'endommagement et se présente comme un travail
préparatoire aux méthodes d'optimisation. Les mécanismes
de dégradation de surface étant très sensibles aux
conditions de sollicitations, une large part de l'étude est
consacrée à la caractérisation des paramètres
tribologiques à l'interface outil - copeau (température, pression
de contact, glissement du copeau). Compte tenu des moyens d'observation
limités dans ce domaine, l'utilisation des modèles analytiques et
numériques a été privilégiée. Les analyses
seront effectuées à partir de la configuration simple de la coupe
orthogonale qui a l'avantage de réduire le nombre de paramètres
intervenant dans la formation du copeau. Par ailleurs, seule la coupe
orthogonale a fait l'objet de travaux aboutis dans le domaine de
l'expérimentation et de la modélisation.
Après un bref historique, le premier chapitre fourni
des généralités indispensables sur l'usinage des
métaux en présentant les différents procédés
existant dans l'industrie manufacturière et en décrivant
explicitement le procédé d'usinage. Ensuite il expose en
détail le principe du phénomène de coupe avec ces
différentes zones en passant aux critères spécifiques du
procédé d'usinage ainsi que la formation du copeau et les
paramètres de coupe. A la fin du chapitre on explique les
caractéristiques des surfaces usinées en terminant par fournir
les différents modes d'endommagement des outils de coupe.
Réservé à l'étude du
phénomène thermomécanique de la coupe des métaux,
le chapitre deux commence par une chronologie du développement du
processus de modélisation de la coupe des métaux en passant des
modèles mécaniques aux modèles thermomécaniques.
Une analyse thermique du problème de coupe des métaux a
été fournie suivie des différents modes de mesure de la
température de coupe vue son importance capitale. Le chapitre est
clôturé par un exposé d'une nouvelle approche de la
théorie de la coupe orthogonale présentée par Astakhov et
al.
Le troisième chapitre est consacré à
notre étude expérimentale qui comporte une introduction
permettant d'expliquer le but de notre investigation qui est basé sur un
diagnostic thermique a laser lors d'une opération de chariotage dans le
but de déterminer la densité du flux thermique dans un
matériau dans des conditions de coupe données. Après
exposition du matériel utilisé et explication du protocole
d'essais on a présenté nos résultat expérimentaux
par série de tests ensuite nous avons présenté la
méthode numérique dont nous nous somme basé pour
déterminer la densité de flux de chaleur. Finalement, on a
exposé nos résultats avec un leur discussion.
Nous clôturons ce mémoire par une conclusion
générale sur le travail qu'on a effectué pour fournir
à une petite contribution aux travaux effectués afin de
comprendre le phénomène thermique en coupe des métaux.
14
I-1. GÉNÉRALITÉS
L'usinage est un procédé très ancien qui
se base sur la coupe de métaux qui a connue une large expansion avec le
développement et la modernisation des ateliers de fabrication. L'usinage
est une opération de mise en forme par enlèvement de
matière destinée à conférer à une
pièce des dimensions et un état de surface (écart de forme
et rugosité) situés dans une fourchette de tolérance
donnée. Il concerne en premier lieu les matériaux
métalliques et la plupart des objets métalliques d'utilisation
courante qui ont subi une ou plusieurs opérations d'usinage. Ces
opérations s'insèrent dans la succession des opérations de
mise en forme à deux niveaux principalement : soit comme
opérations de découpe d'une ébauche destinée
à être laminée, forgée, filée, emboutie, etc.
; soit comme opérations de mise à la cote de pièces
préalablement moulées, frittées, filées, embouties,
forgées ou assemblées par soudage ; elles peuvent alors
précéder ou suivre des traitements thermiques et/ou de
surface.
La mise en forme par usinage concerne également, mais
de manière moins conséquente en général, toutes les
autres classes de matériaux (céramiques, polymères, bois
et matériaux dérivés, matériaux composites, verres,
semi-conducteurs...), selon des modalités spécifiques,
dépendant des caractéristiques du procédé et du
matériau.
Au cours des dernières décennies de nouvelles
techniques sont apparues et des progrès importants ont été
atteints dans ce domaine qui en réalité reste à l'heure
actuelle l'un des procédés les plus largement utilisés
dans le domaine industriel pour répondre aux exigences
économiques. La principale préoccupation à ce stade est la
recherche de la meilleure productivité dans le procédé
d'usinage qui puisse optimiser différents processus pour le rendre le
plus économiquement profitable. Le succès dans ces conditions ne
peuvent être réalisable qu'à partir d'études
approfondies qui reposent, plus ou moins directement sur la parfaite
connaissance des mécanismes physiques et des lois gouvernant le
procédé de coupe des métaux qui reste donc l'objectif
essentiel malgré le développement de nouveaux moyens d'usinage ou
de nouvelles techniques de commande et de programmation qui participent de
manière très importante au développement de la fabrication
mécanique et l'apparition de nouveaux procédés
dérivés tels que l'usinage à grande vitesse ou le tournage
dur, etc.
La connaissance approfondie du processus de coupe et la
maîtrise des paramètres qui le contrôlent repose sur une
mise en oeuvre rationnelle de ces techniques.
I-2. HISTORIQUE
En dépit de son importance économique et
technique évidente, l'usinage reste l'une des opérations de
fabrication les moins comprises dues à la capacité
prédictive inférieure des modèles d'usinage car les
spécialistes et les praticiens emploient toujours le modèle
à cisaillement-simple plan qui est considérablement
inférieur.
Astakhov [1] a spécialement présenté une
large note d'historique sur le développement de l'usinage à
partie du 19è siècles jusqu'à aujourd'hui, et selon lui,
bien que beaucoup d'examens des meilleures publications sur l'usinage discutent
des développements dans l'ordre chronologique indiquant et estimant les
publications qui supportent le point du critique (Komanduri, 1993 ; Merchant,
2003), les meilleurs examens du développement de l'usinage
précisent toujours les problèmes majeurs et/ou sont fixé
les buts pour des développements ultérieurs (Byrne et al., 1993 ;
Chisholm, 1958 ; Finnie, 1956 ; Jawahir et Van Luttervelt, 1993 ; Kobayashi et
Thomson, 1962 ; Kobayashi et al., 1960 ; Usui, 1988 ; Van Luttervelt et autres,
1998 ; Zorev, 1958). Analysant le développement de la coupe des
métaux pendant les 100 dernières années, Finnie (1956) a
précisé que les rapports fondamentaux entre beaucoup de variables
dans la coupe des métaux manquent toujours des solutions. Comparant les
résultats de divers modèles de coupe des métaux, Chisholm
(1958) a conclu qu'aucun d'eux n'est adéquat aux résultats
expérimentaux. Évaluant les résultats de l'essai d'usinage
multiple, Zorev (1958) a conclu qu'aucun modèle connu n'est
adéquat. Usui (1988) a argumenté que quoique notre
compréhension de la coupe des métaux ait été
approfondie à bien des égards, les seules théories
descriptives de capacité de prévision inférieure ont
été développées. Discutant la prédiction
contre la compréhension des modèles de coupe des métaux,
Shaw (1984) a conclu qu'il est impossible de prévoir le rendement de
coupe des métaux. Armarego (1996) a précisé qu'une
récente enquête par un principal constructeur d'outil indique
qu'aux Etats-Unis l'outil de coupe correct est sélectionné
à moins de 50% du temps, l'outil est employé seulement à
la vitesse de coupe évaluée 58% du temps et seulement 38% des
outils sont utilisés jusqu'à leur pleine capacité.
L'étude précise que l'une des raisons de cette mauvaise
prestation est le manque des modèles prédictifs pour
l'usinage.
I-3. PROCÉDÉ D'USINAGE
L'usinage des métaux intervient dans un ensemble de
procédés d'élaboration de pièces, par
enlèvement de matière en quantités pouvant
représenter une proportion notable par rapport au matériau brut.
Cet enlèvement de matière est réalisé par l'action
d'un outil possédant un ou plusieurs arrêtes tranchantes de
section appropriée animé d'un mouvement relatif par rapport
à la pièce. On utilise dans ces conditions une machine outil qui
fournit à la fois la puissance mécanique nécessaire et qui
réalise le contrôle du mouvement relatif, en considérant
plusieurs points de vue, cinématique, dynamique, commande, etc. Le
processus de coupe peut être utilisé à l'état
simple, ou bien avec une assistance techniques auxiliaires comme des
excitations vibratoires, des effets thermiques, etc. pour améliorer
certaines performances.
E. Felder [2] a classé les procédés
d'usinage qui sont extrêmement variés en procédés
mécaniques traditionnels et procédés d'usinage non
traditionnels qu'on peut classer selon les phénomènes physiques
correspondants, en trois catégories principales :
I-3-1. Procédés de coupe
Action mécanique d'un outil coupant mène
à l'enlèvement de matière ; la force appliquée
induit la formation, à échelle macroscopique, d'un ou plusieurs
copeaux. Il existe un grand nombre de procédés, dont les
principaux sont : les procédés à forte vitesse ( » 15
m/min) et grand débit de matière (fraisage, tournage,
perçage) ; les procédés de vitesse plus faible (sciage,
rabotage, mortaisage, brochage, taraudage et alésage...).
I-3-2. Procédés par abrasion
L'enlèvement de matière est dû à
l'action mécanique d'un grand nombre de grains d'abrasifs de petite
taille et de haute dureté. Deux modalités différentes
d'action des grains sont notés, soit liés à un support
solide (rectification, meulage), soit transportés par un milieu fluide
(rodage et polissage à la pâte abrasive), usinage par ultrason,
par un jet de fluide abrasif.
I-3-3. Procédés
physico-chimiques
Ils sont tous qualifiés de non traditionnels et
l'enlèvement de matière est réalisé (à
l'exception de l'impact d'un jet d'eau) par des actions non mécaniques :
action thermoélectrique d'un arc électrique
(électroérosion), d'un plasma ou d'un faisceau de lumière
cohérente (laser) ou d'électrons ; action thermochimique de la
flamme d'un chalumeau (oxycoupage) ; réaction électrochimique
dans un électrolyte (usinage électrochimique) ; réaction
chimique avec un liquide (usinage chimique).
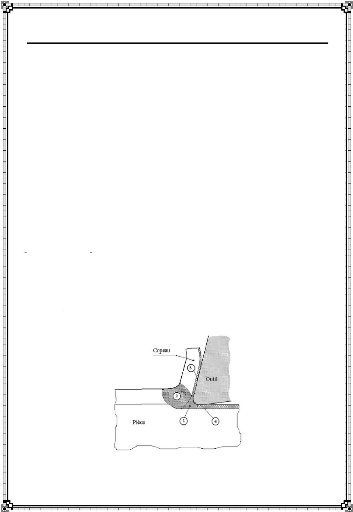
I-4. Principe du phénomène de
coupe
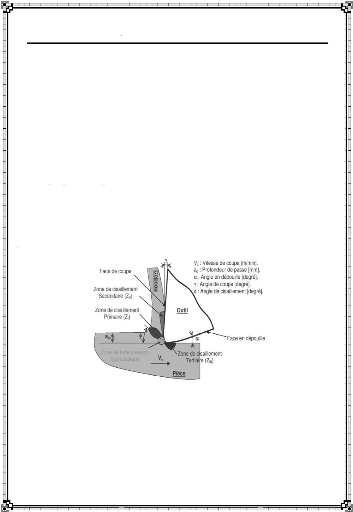
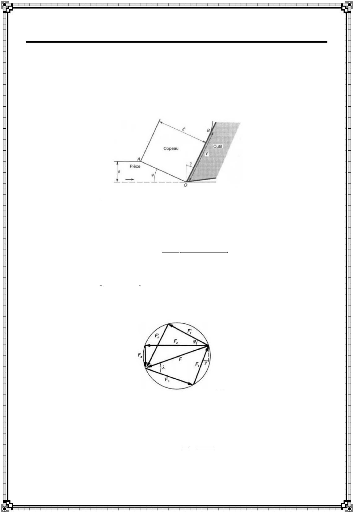
I-4-1. Représentation.
On représente généralement les
différentes zones de sollicitation lors de la formation du copeau dans
le plan orthogonal à l'arête de l'outil étudié
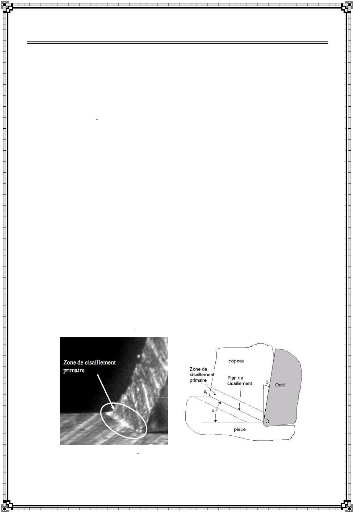
(Figure I-1). Le phénomène de formation du copeau s'identifie en
quatre zones Rech [3,4,5] :
1) Zone morte.
2) Zone de cisaillement primaire.
3) Zone de cisaillement secondaire.
4) Zone de cisaillement tertiaire ou de dépouille.
Figure I-1 : Représentation des
différentes zones de la coupe Chapitre I -
Généralités sur l'usinage
La plupart des modèles de coupe se basent sur cette
description et cherchent à représenter les
phénomènes présents dans les différentes zones et
chacune de ces zones a une influence sur la formation du copeau et elles sont
généralement modélisées séparément,
puis assemblées pour le calcule les actions de coupe.
I-4-2. Zone de cisaillement primaire
C'est dans cette zone que se forme le copeau. Sous l'action de
l'outil, une partie de la matière change brutalement de direction, elle
est alors détachée du reste de la pièce et forme le
copeau. Ce changement de direction provoque de fortes déformations de la
matière aux grandes vitesses. Ce phénomène brutal est
à l'origine d'une puissance mécanique importante, qui est
évacuée sous forme de chaleur dans un espace très
réduit, provoquant une augmentation importante de la température
de la matière.
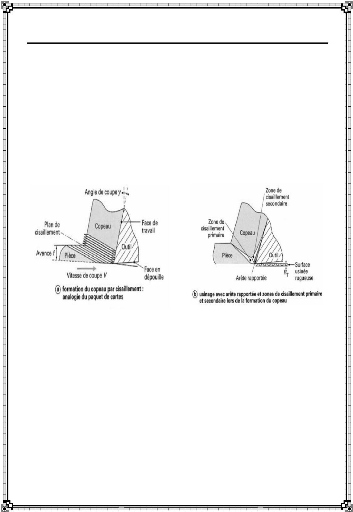
A l'observation de la formation du copeau, grâce
à des essais de coupe interrompue ou des images issues de films à
haute vitesse (Figure I-2a), il a été remarqué que le
copeau se forme parallèlement au plan de cisaillement primaire
[Merchant, 1945] (Figure I-2b), incliné d'un angle de cisaillement par
rapport à la vitesse de coupe, noté ö (Figure I-2b).
A la sortie de la zone de cisaillement primaire, le copeau n'est
pratiquement plus sollicité, en dehors d'une zone située à
l'interface outil-copeau : la zone de cisaillement secondaire.
a - Formation du copeau b
- Schématisation
Figure I-2 : Zone de cisaillement
primaire et sa représentation
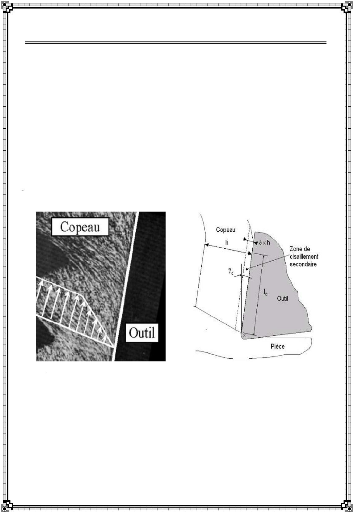
I-4-3. Zone de cisailement secondaire
A l'interface outil-copeau et sous l'effet des frottements
à de fortes pressions températures, se crée une zone de
déformation locale appelée zone de cisaillement secondaire
(Figure I-3). A cet endroit, il existe sur une faible épaisseur du
copeau, un gradient de vitesse. La vitesse d'un point du copeau augmente en
s'éloignant de l'interface jusqu'à atteindre la vitesse du
copeau. Le gradient de vitesse à l'intérieur de la zone de
cisaillement secondaire entraîne des déformations dans cette zone
du copeau, visibles sur la Figure I-3a. La détermination des actions de
la matière sur l'outil est issue de l'intégration des pressions
à l'interface outil/copeau. Cependant, dans la zone en dépouille,
il y a également contact entre l'outil et la matière.
a - Champ des vitesses [Laheurte,
2004]. b - Schématisation
Figure I-3 : Cisaillement secondaire
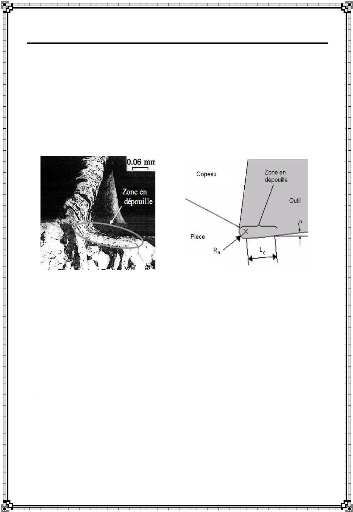
I-4-4. Zone en dépouille
Le raccordement entre la face de coupe et la face en
dépouille n'étant pas parfait, il existe un rayon, nommé
rayon d'acuité (Ra, Figure I-4b) entre ces deux surfaces. Du fait de
cette acuité non parfaite de l'outil, une partie de la matière
arrivant au contact avec l'outil ne va pas passer dans le copeau mais sous
l'outil (Figure I-4a) et subit une importante déformation.
a - zone en dépouille sur une
arête b - schématisation
rapportée [Venkatesh, 1996]
Figure I-4 : Zone en
dépouille
Après le passage de l'acuité d'arête,
l'élasticité du matériau génère une zone de
contact entre l'outil et le matériau sur la face en dépouille.
Les déformations élastoplastiques subies par la matière
dans la zone en dépouille (acuité et face en dépouille)
seront à l'origine d'un effort sur l'outil et des contraintes
résiduelles, d'origines mécanique et thermique, présentes
en surface de la pièce après usinage
I-4-5. Zone morte
En avant de l'arête de l'outil, existe une zone dans
laquelle la matière coupée stagne (zone 1, Figure I-1). En
fonction des conditions de coupe et du matériau, les dimensions de la
zone morte peuvent varier et engendrer la formation d'une arête
rapportée à la pointe de l'outil. Cette arête
rapportée occasionne une modification des conditions de coupe ainsi
qu'un déplacement de la partie coupante et est instable. L'arête
rapportée va s'évacuer soit en passant du côté
du copeau, soit en passant du côté de la pièce,
avec pour conséquence une détérioration de la
qualité de la surface réalisée.
Pour le cas des différentes modélisations de la
coupe qui seront présentées, l'influence de la zone morte sur la
coupe est négligée, par hypothèse.
I-5. CRITERES SPECIFIQUES DU PROCEDE
D'USINAGE
L'opération de coupe consiste à transformer une
ébauche, constituée d'un certain matériau, en une
pièce par l'action d'outils animés d'un mouvement relatif par
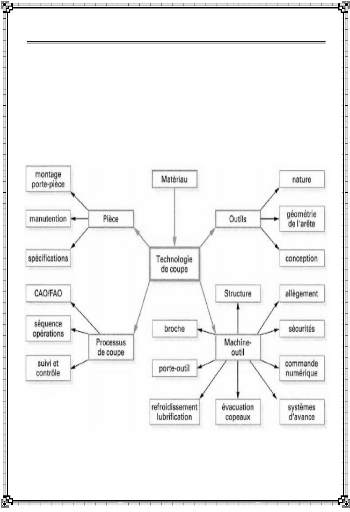
rapport à la pièce par la machineoutil. E. Felder [2]
décrit de manière synthétique ce processus et ses
caractéristiques principales dans la figure I-5.
Le processus de formation du ou des copeaux absorbe de
l'énergie sous forme de puissance P pour produire un débit
volumique de copeaux D sous l'effet d'un l'effort spécifique de coupe K
; qui est, en première approximation, proportionnel à la
dureté Vickers HV du matériau usiné ; il est aussi
fonction de l'épaisseur usinée ou de l'avance f (figure I-6a) et
est donné par [2] :
K = P / D ( 0 , 2
à 0,7)HV(f 0/f) n (1)
où f0 = 1 mm et n 0,4 traduit un effet de taille et
pour être exploitable, ce coefficient doit être associé
à un ensemble de paramètres (technologie, matériaux
usiné et usinant, type d'outil utilisé, vitesse...). Des banques
de données, informatisées ou non, permettent son
évaluation.
Chapitre I - Généralités sur
l'usinage
Même si leur mise en oeuvre a fortement
évolué, les phénomènes physiques présents
dans les procédés de coupe demeurent dans une
large part inchangés, mais ne sont pas toujours clairement
perçus. C'est pourquoi il faut les présenter
succinctement, ainsi que leurs conséquences sur le choix
des conditions de coupe. L'usinage avec formation de copeaux
présente un paradoxe qu'illustre bien
-
l'expression de l'effort spécifique [éq. I
1] : la simplicité de son principe et la complexité des
phénomènes physiques impliqués.
Figure I-5 : Interactions entre la
machine-outil et les aspects technologiques de la
coupe
23
I-5-1. Copeau
La coupe consiste, en effet, à séparer de
la pièce un
copeau à l'aide de l'arête tranchante
d'un outil à l'instar d'une palette soulevant un paquet
de cartes et les faisant glisser les unes sur les autres (figure I-
6a). Toutefois, pour les alliages métalliques,
la matière donne naissance au copeau par passage dans
la zone de cisaillement primaire (figure I-
6b) où elle subit en un temps très bref
une déformation plastique et un échauffement
considérables. En outre, le frottement quasi sec du copeau
sur l'outil crée, au voisinage de l'interface à basse
vitesse de coupe, une arête rapportée (figure I-6b).
Figure I-6 : Principe et caractéristiques
fondamentales des procédés de coupe
La rugosité totale Rt de la pièce
usinée augmente avec les dimensions de l'arête
rapportée et devient inacceptable pour une grande arête
rapportée dont les dimensions (épaisseur, longueur) sont
du même ordre de grandeur que l'avance. À grande
vitesse, cette arête rapportée est remplacée par
une zone de cisaillement secondai
re qui élève très fortement la
température de l'outil et conditionne directement sa
dégradation (par abrasion, déformation plastique, réaction
chimique, diffusion...) et sa
de déformation
durée de vie. Le comportement des alliages
métalliques dans ces conditions extrêmes
plastique, de vitesse de déformation et de
température est encore l'objet de multiples travaux
scientifiques depuis ceux de Merchant (1994). Néanmoins, le
praticien doit choisir au mieux ses paramètres de coupe
dont les principaux sont l'avance f et la vitesse de coupe V (figure
I-6a).
Chapitre I - Généralités sur
l'usinage
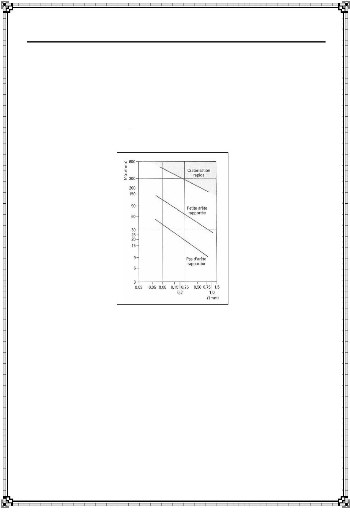
I-5-2. Usinabilité
Etablis à l'aide d'essais de coupe, ils illustrent
bien les conséquences pratiques de ces
phénomènes et peuvent servir de guide.
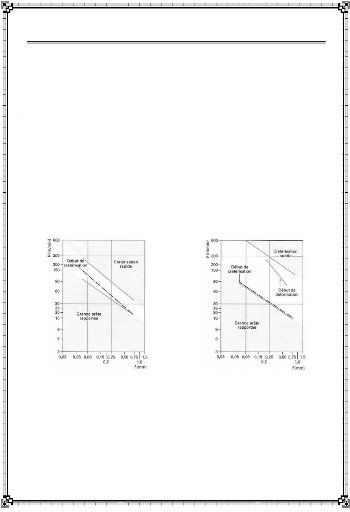
I-5-2- 1. Domaine d'usinabilité
Le domaine d'un acier mi-
dur usiné avec un outil carbure (de
tungstène lié cobalt) se situe entre le domaine
de formation d'une arête rapportée qui dégrade
l'état de surface de la pièce, pour des avances
et vitesses faibles, et le domaine de creusement par cratérisation de
la face de travail de l'outil qui conduit à une ruine
prématurée, pour des avances et vitesses
élevées (figure I-
7a) ; toutefois, l'optimisation de la nuance de carbure
permet d'élargir notablem ent ce domaine (figure
I-7b).
a) outil en carbure WC + 0,6% Co b)
outil en carbure Wimet XL 3
Figure I-7 : Diagramme d'usinabilité d'un
acier à 0,4 % C (H V 200) [2]
L'augmentation régulière des vitesses de
coupe a ainsi été rendue possible par
l'utilisation de matériaux d'outil de plus en plus durs [aciers
rapides, carbures, céramiques, matériaux
ultra-durs (carbure de bore et diamant polycristallins)], mais de
fragilité croissante.
25
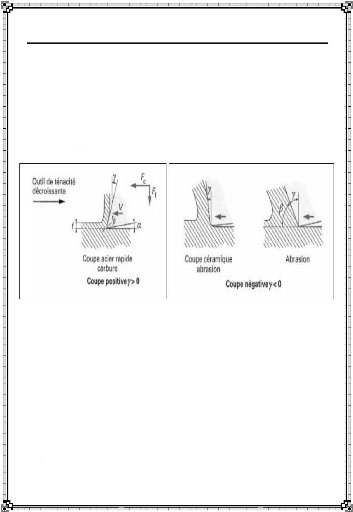
Parallèlement, on a diminué l'angle de
coupe ã (figure I-
8) jusqu'à des valeurs d'un
matériau très fortement négatives, seules
compatibles avec une tenue correcte de l'arête
dur et fragile. Une solution particulièrement
intéressante et très employée consiste à utiliser
des outils revêtus de films minces (épaisseur de
quelques micromètres) pour concilier, tout en
conservant un coût raisonnable, les impératifsde
ténacité en volume élevée et de forte
résistance superficielle à l'abrasion, corrosion,
diffusion...
Figure I-8 : Évolution de l'angle de
coupe avec les caractéristiques du matériau
d'outil
râ : arrondi de la pointe de l'outil
- f : avance, á : angle de dépouille
- Ff : force d'avance - ã : angle de coupe (â
Fc : force de coupe = 90°+ã)
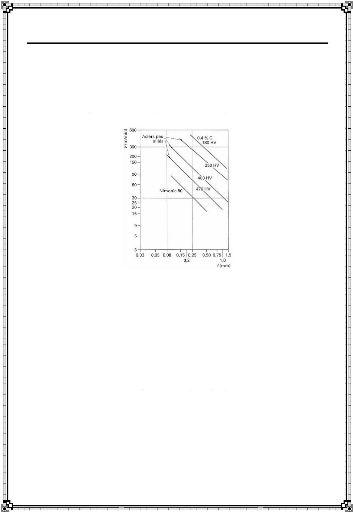
I-5-2-2. Les additions
Au cours d'élaboration d'alliages
métalliques des éléments d'addition sont ajoutés
tels que le plomb dans
les alliages cuivreux, le soufre et le
manganèse dans les aciers, ce qui permet
d'élargir le domaine d'usinabilité vers les basses
avances en réduisant la taille des arêtes
rapportées (figure I-
9) [2] ; il importe néanmoins de
vérifier que l'incorporation de tels additifs
d'usinabilité est compatible avec les autres phases de la mise
en forme de la pièce et ses propriétés en
service.
27
Chapitre I - Généralités sur
l'usinage
Même les matériaux (céramiques) et
les métaux durs ont actuellement leurs théories et
critères et sont usinables le plus normalement avec
l'utilisation de désignations spécifiques des
matériaux usiné et usinant présentés par
Poulachon [8] comme les superalliages et les
-
matériaux à revêtement dur pour les
pièces et le c BN pour les outils qui permet de quadrupler
les vitesses normalement adoptées avec les outils en
carbures.
Figure I-9 :
Diagramme d'usinabilité avec outil carbure d'un
acier doux à usinabilité améliorée
I-5-3. Dureté
La figure I-
10 montre que l'augmentation de dureté de
l'alliage usiné réduit considérablement intuitive
de l'équation I-1.
les avances et vitesses praticables une
conséquence
Figure I-10
: Influence de la dureté de l'acier
usiné sur les avances et vitesse initiant une
déformation plastique d'un outil carbure
I-5-4. Lubrifiants
Le lubrifiant joue un rôle important dans les
opérations de
coupe. A grandes vitesses d'usinage,
sur l'outil et sa
il assure le refroidissement de l'arête de coupe et
réduit les arêtes rapportées résiduelles
vitesse de dégradation ; aux vitesses de coupe
plus modérées, il diminue le frottement du copeau sur
l'outil
et facilite son extraction dans des
procédés comme le perçage, le brochage ou le taraudage.
Mais la formulation du lubrifiant reste encore pour une large
part empirique.
I-5-5. Imperfections
La coupe modifie les propriétés
mécaniques, chimiques et
métallurgiques de la pièce sur
une
profondeur non négligeable et laisse subsister des
bavures qu'il importe de réduire et d'éliminer.
I-6. FORMATION DU COPEAU
Pratiquement beaucoup de chercheurs abordant le
problème d'usinage en thèses touchent au problème de
formation du copeau comme par exemple Remadna [6], Habak [7], d'autres
consacrent des publications spécialement dédiés à
ce sujet, Himed [5], Poulachon [8], Astakhov & al. [10,11,12], Zemzemi
[13], List [14] et Soldani [15].
La compréhension des différents
phénomènes qui interviennent lors du tournage est complexe et pas
encore maîtrisée. L'enlèvement de matière se fait
par action mécanique d'un outil coupant (Figure I-11). Dans le cas de la
coupe orthogonale en régime stationnaire, la force exercée par
l'outil lors de son engagement dans la matière provoque, à
l'échelle mésoscopique, une forte compression de la
matière (une déformation plastique et un échauffement
considérable) et engendre une zone de cisaillement intense entre la
pointe de l'outil et la surface externe du copeau. Cette zone est
appelée zone de cisaillement primaire (ZI) et c'est aussi la zone de
formation de copeau Merchant (1945). En outre, le copeau formé
s'écoule et frotte sur la face de coupe de l'outil. Ce frottement
intense génère la zone de cisaillement secondaire (ZII) Pomey
(1971). Cette dernière est constituée d'une fine bande de
frottement intense entre le copeau et l'outil et d'une autre bande d'influence
du frottement du copeau sur l'outil (cisaillement secondaire) Gilormini (1995)
et Puigsegur (2002). De plus, pendant l'avance de l'outil, la face en
dépouille de ce dernier frotte sur la nouvelle surface et produit une
troisième zone de cisaillement nommée zone de cisaillement
tertiaire (ZIII).
a) b)
Figure I-11 : Observation de la
formation du copeau par
Tresca (a) et Mallock (b) [5]
I-7. PARAMETRES DE COUPE
De nombreux paramètres influencent la formation du
copeau et son écoulement le long de la face de coupe : la vitesse de
coupe, l'avance, les angles de coupe, le comportement intrinsèque du
matériau usiné, le frottement à l'interface outil-copeau,
la lubrification, etc. Soldani [15] a critiqué et présenté
quelques uns de ces paramètres en citant :
- La vitesse de coupe, indique le mode d'usinage : usinage
conventionnel ou à grande vitesse.
Des études ont montré qu'une augmentation de la
plage des vitesses conventionnellement utilisées permet de
réduire les efforts de coupe, de limiter la longueur de contact
outil-copeau (en segmentant le copeau) ou encore d'accroître la
qualité des surfaces finales obtenues. Par contre, en augmentant la
vitesse de coupe, on observe une élévation de la
température à l'interface outil-copeau et par la même
occasion, une usure prématurée des outils.
- L'avance, est la longueur de déplacement de l'outil
pendant un tour de la pièce à usiner. Sa
valeur peut alors varier de quelques microns, pour une
opération de finition, à quelques dixièmes de
millimètres pour des opérations d'ébauche.
- L'angle de coupe á, mesuré dans le plan normal
à l'arête de coupe, est l'angle entre la face de
coupe de l'outil et la perpendiculaire à la direction
de coupe. Sa valeur est directement liée au niveau de déformation
dans le copeau. Les angles de coupe négatifs ou nuls induisent des
déformations plus importantes que les angles positifs.
- Le comportement du matériau, à savoir sa
capacité à se déformer dans les conditions
particulières apparaissants en usinage est un autre
paramètre important lié à la formation du copeau. En
effet, le processus d'usinage à grande vitesse se fait sous des
conditions extrêmes de déformations, de températures et de
vitesses de déformation. Les premiers modèles analytiques
(Merchant, 1945 - Lee et Schaffer, 1951) supposaient, comme première
approximation, le matériau parfaitement plastique. Par la suite,
Gilormini (1982), Oxley (1989) ou Molinari et al, (1992) ont pris en compte
dans leur modèle respectif, les effets dynamiques et thermiques sur le
matériau au travers de lois de comportement thermo/viscoplastiques.
- Le frottement à l'interface outil-copeau est la
conséquence à la fois des paramètres de coupe
cités précédemment et des affinités
chimiques entre l'outil et le matériau usiné. C'est une
donnée primordiale dans la détermination du champ de
température le long de la face de coupe, ainsi que des efforts
lors de l'usinage. Dans la plupart des modèles analytiques et
numériques, il est supposé être constant sur toute la face
de coupe et décrit par une loi le Coulomb.
Les techniques d'usinage n'ont pu se développer que
grâce à l'augmentation des performances des matériaux pour
outils de coupe, à l'amélioration de la rigidité des
machines-outils et à la détermination des conditions de coupe
optimales sur la base des paramètres caractéristiques des couples
outil-matière mis en oeuvre.
L'opération d'usinage par enlèvement de
matière met en présence un outil et la pièce à
usiner. La figure I-12 représente le couple outil/matière dans le
cas de l'opération de tournage qui est considérée comme
référence avec les principaux paramètres de coupe. La
productivité dans l'opération d'usinage est liée au taux
d'enlèvement de matière défini dans le cas du tournage
par:
a
p .f.Vc
(2)
ap : profondeur de passe (mm) ; f : avance par
tour (mm) ; Vc : vitesse de coupe (m/min).
Un outil est constitué d'une partie active et d'un
corps qui supporte l'arête de coupe. Son aptitude à l'emploi
dépend de sa conception, de la géométrie de la partie F. 1
- Paramètres de coupe en tournage.
ap : profondeur de passe (mm) ; f : avance par tour
(mm) ; Vf : vitesse d'avance (mm/min), soit f × n ; Vc : vitesse de coupe
(m/min) active et de la nature du matériau constituant cette partie
active.
Figure I-12 : Paramètre de coupe
en tournage
Yallese &
al. [18] ont présenté les résultats
théoriques et expérimentaux d'une étude qui
concerne la mesure des efforts de coupe générés
lors de l'usinage de l'acier trempé 100Cr6 à
mise en évidence
roulements avec un outil en nitrure de bore cubique CBN
7020. L'étude a permis la
de l'influence des conditions de coupe (vitesse de
coupe, avance et profondeur de passe) sur les composantes de
l'effort de coupe. Le traitement des résultats obtenus a permis la
détermination des différents modèles qui
expriment la relation entre les paramètres d'usinage
étudiés et les composantes de l'effort de coupe.
L'influence de l'usure en dépouille de la partie active de l'outil sur
l'évolution des
l'effort de coupe
efforts de coupe permettant à conduit à la
proposition d'une relation puissance entre
et l'usure puisque ces deux paramètres
s'influencent mutuellement.
Comme le montre la figure I-
13 [7], la formation du copeau peut être
décrite en définissant
e, une zone de forte
différentes zones d'absorption de l'énergie
mécanique apportée lors de la coup
pression hydrostatique au niveau de la pointe de l'outil
et les trois zones de cisaillement citées
précédemment.
Figure I-13 :
Zones de déformation lors de la formation d'un
copeau en coupe orthogonale
En plus des paramètres cité
précédemment, le phénomène complexe de formation de
copeau dépend aussi fortement de :
- La rhéologie du matériau usiné
(matériau dur, matériau à usinabilité
amélioré, etc.) ; - Les propriétés thermo-physiques
du matériau usiné et usinant ;
- La nature et la géométrie de l'outil ;
- La nature du contact outil-copeau ;
- La nature de l'opération effectuée (coupe
orthogonale, chariotage, etc.) ;
- Procédé d'usinage utilisé (usinage dur,
usinage avec assistance etc.).
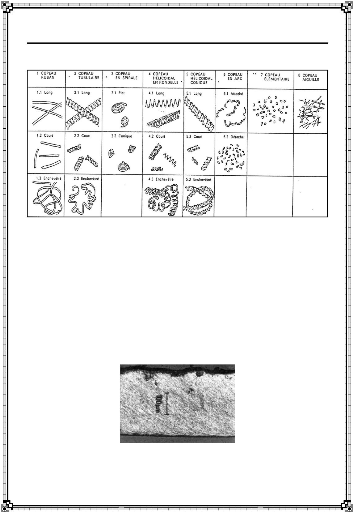
I-7-1. Echelle macroscopique
La forme des copeaux varie d'un point de vue macrographique et
dépend des conditions d'usinage et du couple outil/matière. La
Figure I-14 présente les différentes formes macrographiques de
copeaux obtenus en usinage, classées selon la norme ISO DIS 3685.
I-7-2. Echelle microscopique
Plusieurs auteurs Trent (1991), MSaoubi (1998) et Poulachon
(1999) ont eu recours à des essais de coupe interrompue pour mieux
comprendre les mécanismes de génération de copeaux. Ce
type de test permet à la fin de l'essai de conserver la racine du copeau
attaché à la pièce, et de donner ainsi des informations
sur le mécanisme mis en jeu lors de la génération du
copeau.
Les mécanismes de génération de copeaux
et les phénomènes thermomécaniques intervenant conduisent,
à l'échelle micrographique, à la formation de copeaux de
natures et de morphologies très différentes. Les copeaux peuvent
être classifiés suivant trois grands groupes : copeau continu,
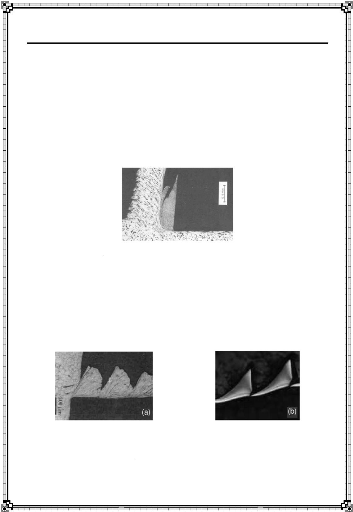
copeau avec arête rapportée, copeau discontinu.
Figure I-14 : Formes macrographiques de copeaux
classées selon la norme ISO DIS 3685[5,7]
I-7-2-1. Copeau continu
Généralement, le copeau continu est obtenu
pour de faibles
vitesses de coupe et/ou
-
d'avance (MSaoubi 1998). La figure I 15 donne un
exemple de copeau continu obtenu par Le Calvez (1995)
pendant l'usinage d'un acier. Lors de la génération d'un copeau
continu, la valeur de la contrainte de cisaillement que subit
la matière à la traversée de la zone primaire
n'atteint pas la limite de rupture du métal et ce dernier
s'écoule de manière continue le long de l'outil.
Figure I-15 :
Copeau continu (Vc = 100m/min, f = 0,2 mm/tr) Le Calvez
(1995)
I-7-2- 2. Copeau avec arête
rapportée
Pendant la coupe et pour de faibles vitesses de coupe,
une arête rapportée peut se former
lle arête,
par accumulation de la matière à la pointe
de l'outil de coupe générant ainsi une nouve qui déplacera
le contact outil-copeau (figure I-
17) Trent (1991). Les dimensions de
l'arête rapportée, conditionnent la
rugosité totale de la surface usinée et sont d'autant plus
grandes que les dimensions sont élevées, Felder
(1997).
Figure I-16 : Copeau avec arête
rapportée [Trent 1991]
I-7-2-3. Copeau discontinu
Dans ce cas, la contrainte de cisaillement dans la zone
primaire atteint la limite de
du matériau.
rupture du métal usiné et le copeau se
casse sous l'effet de cette rupture finale
Cette morphologie est souvent observée dans
l'usinage des aciers inoxydables austénitiques (Figure I-
17a), des aciers durs (Figure I-17b) et des aciers
fragiles.
a) cas d'un acier austénitique inoxydable
usiné b) cas d'un acier à roulement 100Cr6 à
62HRc
f = 0,1mm/tr)
avec un outil carbure (Vc = 130m/min, usiné avec
un outil en céramique renforcé SIC
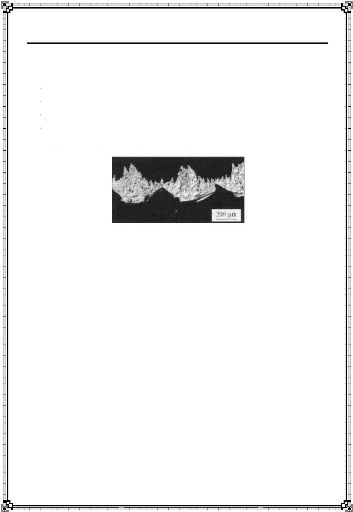
Figure I-17 : Copeau discontinu
Les différentes morphologies
présentées ci-
dessus, représentent les trois grandes
familles
de formes de copeaux obtenus en coupe. Il existe le
copeau de transition qui est l'intermédiaire
es beaucoup plus
entre un copeau continu et un copeau discontinu et
d'autres géométri
-
complexes, à titre d'exemple celle
présentée dans la Figure I 18. D'après Changeux
(2001), cette géométrie est le résultat
des vibrations, observées pour de faibles avances, qui se
superposent à la segmentation spontanée des
copeaux.
Figure I-1 8 : Copeau d'acier
inoxydable de géométrie continue
(Outil cermet, Vc =
300 m/min, f = 0,05 mm/tr)
I- 8. CARACTERISTIQUES DES SURFACES USINEES
L'état de surface d'une pièce
usinée inclut d'une part, l'état géométrique de la
surface : écarts géométriques d'une
pièce réalisée en fabrication par rapport à celle
géométriquement idéale et d'autre part,
l'état physico-
chimique de la surface : nature de la couche
superficielle de la pièce. Les paramètres
d'état de surface sont des paramètres importants pour le
fabricant. Il doit en connaître la signification pour
pouvoir choisir les moyens de fabrication adéquats.
Marin & al. [16] proposent des modèles
analytiques et géométriques pour des calculs
thermiques et mécaniques et démontrent que la
microstructure extérieure obtenue par tournage a un
rôle important dans l'évaluation des performances
tribologique après processus et comportement en fatigue.
Chapitre I - Généralités sur
l'usinage
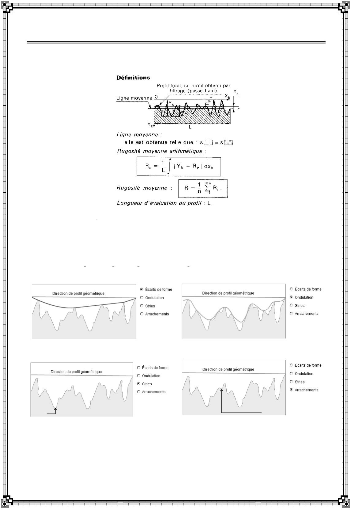
Figure I-19 : Paramètres de
l'état de surface d'un corps solide
Si l'on coupe normalement une surface par un plan, on
obtient une courbe appelée profil de la surface. On
classe les défauts géométriques en quatre ordres de
grandeur :
Figure I-20 : Composition et aspect du
corps
37
I-8-1. Rugosité
Parmi l'ensemble des critères d'état de
surface, Ra et Rt (exprimés en um) sont souvent utilisés
pour caractériser la rugosité des surfaces usinées
[6] :
-
Rt : rugosité totale (profondeur ou amplitude
maximale de la rugosité),
-
Ra : rugosité arithmétique (écart
arithmétique moyen).
Ó + Ó
A ahe B
ahe
R =
a
L
(I-2)
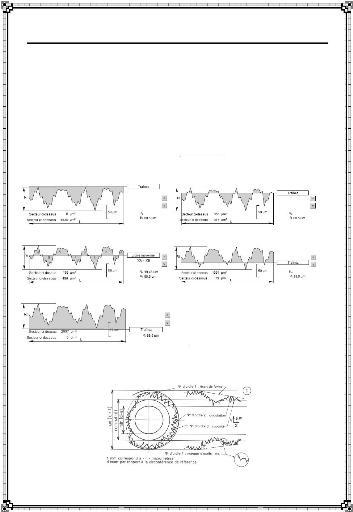
Figure I-21 : Composition et aspect du
corps
Figure I-22 : Composition et aspect
d'un corps cylindrique
I-8-2. Ligne moyenne
Óahe A = ÓaheB (I-3)
L'état de surface est déterminé par
plusieurs facteurs :
- les paramètres de coupe (vitesse de coupe, avance) ;
- la géométrie de l'outil (angle, acuité
d'arête, rayon de bec...) ;
- le matériau de l'outil coupant ;
- la rigidité du montage et de la machine, la formation
des copeaux, les efforts, etc.
I-9. ENDOMMAGEMENT DES OUTILS
La géométrie des outils de coupe est
généralement complexe obtenue de mises au point d'atelier
purement empiriques, quelquefois d'études plus analytiques à
partir de divers critères (résistance à l'endommagement ou
qualité de la surface générée), rarement d'une
véritable optimisation qui nécessiterait une modélisation
de l'écoulement du ou des copeaux, Leroy [17].
I-9-1. Contacts pièce-outil-copeau
La géométrie des outils quelle que soit la
technique d'usinage employée comprend :
1) zone (s) tranchante (s) : que l'on peut
décrire comme des dièdres élémentaires (figure
I-23) définis par des faces Aa et
Ay et une arête d'intersection. La face
Aa est appelée face de dépouille et
la face Ay face de coupe. La
géométrie des zones tranchantes est souvent plus complexe que
celle d'un dièdre simple. Notons, enfin, qu'en règle
générale l'outil est en contact avec la pièce sur la
face de dépouille principale Aa, sur la face de
dépouille secondaire Aa et sur la partie
arrondie intermédiaire appelée bec ;
2) zones de guidage du copeau :
soit pour faciliter son évacuation, soit pour le
stocker provisoirement ;
3) zones de résistance mécanique de
l'outil : l'angle á (quelques degrés)
conditionne le choix du matériau usiné, tandis les
critères de résistance déterminé l'angle â
entre les faces Aa et
Ay et voisin de 90°.
L'angle de coupe défini par :
ã = 90° - á - â
Si ã est positif, on parle de coupe positive ; dans le
cas contraire, l'outil a une coupe négative. Un angle de coupe positif
assure l'action tranchante la plus efficace. Il est généralement
compris entre 0 et 10° pour les matériaux ferreux. On peut
travailler avec un angle ã allant jusqu'à 20° si le
matériau usiné est mou, collant (aluminium par exemple) et si le
matériau usinant résiste bien aux chocs. Le principal avantage
d'une géométrie d'outil avec angle de coupe négatif est la
robustesse de l'arête.
Figure I-23 : Formation du copeau (a)
et usure de l'outil (b) [15]
Zemzemi & al. [19] ont conçu un nouveau
tribomètre dans le but de simuler le contact aux interfaces
pièce-outil-copeau lors d'une opération d'usinage, ce qui a
permis de caractériser des frottements dans des conditions très
sévères. Leu objectif est de présenter une approche
numérique utilisée pour dissocier les grandeurs liées
à la déformation de la pièce et celles liées
à l'adhésion en vue d'identifier une loi de frottement. Cette
démarche est appliquée au cas de l'usinage de l'acier 42CrMo4
traité par un outil de coupe en carbure revêtu TiN. Cette
étude a montré que le coefficient de labourage dans le cas de
rayage de l'acier 42CrMo4 par une sphère ne dépasse pas le 10% du
coefficient apparent. Elle nous a également permis de déterminer
les températures moyennes de contact pour chaque condition. Une loi de
frottement reliant le coefficient de frottement, la température et la
pression de contact a été développée.
I-9-2. Mécanismes d'endommageant des outils de
coupe
Il existe une très grande gamme des vitesses de coupe,
de la géométrie des copeaux et de leurs conditions
d'évacuation, de la rigidité du contact pièce/outil, de la
nature et de la géométrie des outils. Dans une telle
variété de configurations de coupe, il n'est pas surprenant
d'observer une grande variété de faciès de
dégradation qui font que les mécanismes d'endommagement soient
maintenant bien connus, notamment :
I-9-2-1. Endommagement issu des
dépôts
Lors de l'usinage la surface interne du copeau frotte sur
l'outil sans corps étranger. La surface de l'outil est
systématiquement nettoyée par le copeau. Il peut donc se produire
des soudures par friction après écrasement des
aspérités des deux antagonistes, à moins qu'un film
lubrifiant ne vienne s'interposer. Trois cas peuvent se produire :
1) Effet nul d'endommagement : la plupart des
soudures qui se sont constituées n'ont
aucune résistance mécanique ; il en est
notamment ainsi si une pollution autogénérée est
réalisée. Des matériaux tels que les laitons, les aciers,
etc. peuvent être élaborés de telle manière qu'ils
contiennent des particules métalliques de métaux à bas
point de fusion (plomb, bismuth, etc.) qui jouent le rôle de poisons des
soudures de contact ; les sulfures peuvent avoir une efficacité
équivalente.
2) Résistance : les soudures
constituées résistent plus que les aspérités des
deux
antagonistes. La rupture des jonctions conduit à
déposer des fragments du matériau le plus doux sur le plus dur.
Il y a transfert de l'un sur l'autre. Compte tenu de la nature des corps 1 et
2, c'est pratiquement toujours sur l'outil que se dépose le corps 3,
constitué du corps 1 très écroui. Quand la zone de contact
C - O est recouverte, des particules du matériau usiné peuvent
continuer à se déposer sur lui-même : un dépôt
macroscopique se constitue. La géométrie de la zone de coupe
évolue (perte d'acuité de l'arête) et un effort plus
important doit être appliqué à l'outil pour poursuivre la
coupe. Le dépôt atteint une épaisseur et une forme qui
dépendent de la rigidité de la liaison outil - pièce et de
la résistance au cisaillement du matériau
déposé.
La géométrie des dépôts
macroscopiques dépend :
· de la dureté, du polyphasage et de
l'écrouissabilité à chaud du matériau usiné
;
· de la température dans la ZCS et par
conséquent de la vitesse de coupe.
Un régime vibratoire peut être, très
souvent, la conséquence des morceaux des dépôts
macroscopiques qui sont évacués : l'outil se courbe, puis se
relâche, ce qui peut altérer la qualité des surfaces
usinées et endommager l'outil soumis à des surcharges
importantes.
3) Evacuation de dépôt macroscopique :
le dépôt se réalise par arrachement d'une partie
de la couche superficielle de l'outil (en particulier une arête
rapportée très instable en régime vibratoire).
I-9-2-2. Endommagement induit par les
dépôts microscopiques
Dans les conditions d'usinage à vitesses de coupe
élevées (et par conséquent températures
élevées dans la ZCS), un dépôt du matériau
usiné qui se formerait ne serait pas écroui et n'atteindrait pas
une taille capable de modifier les efforts de coupe.
Seuls peuvent être obtenus :
1) soit des dépôts (corps 3 d'un
frottement sec) du matériau usiné ou d'éléments
inclus
dans le matériau usiné, dont l'ordre de grandeur
d'épaisseur est celui de la micro géométrie de l'outil
;
2) soit des dépôts un peu plus
épais du matériau usiné ou d'éléments inclus
dans le
matériau usiné, dont la rhéologie à
la température du contact copeau-outil rend possible une lubrification
hydrodynamique.
Dans un cas ou dans l'autre de ces deux types de
dépôts qui ne font pas croître les efforts de coupe (et par
conséquent ne génèrent pas un endommagement
mécanique), deux situations peuvent être rencontrées :
· ou bien ces dépôts sont réactifs avec
le matériau de l'outil : ils contribuent alors à un endommagement
chimique ;
· ou bien ces dépôts ne sont pas
réactifs avec le matériau de l'outil et leurs effets
endommageants sont assez modestes : étant non durcis, ils ne sont pas
abrasifs. Leur évacuation peut toutefois donner lieu à des
arrachements de particules de l'outil.
Les phénomènes de réactivité chimique
sont très fréquents et multiformes. Chaque couple
outil-matière usinée est un cas particulier.
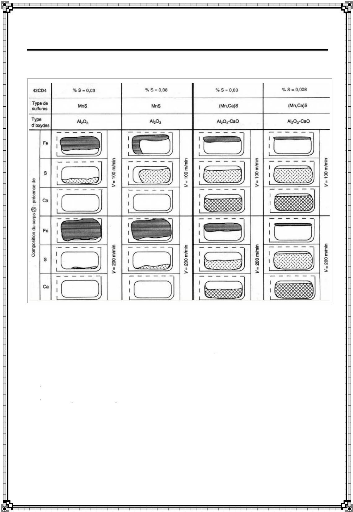
La figure I-24, due à G. Bittes, illustre le rôle
de la stabilité des divers corps 3 possibles sur l'endommagement
chimique au cours de l'usinage d'aciers de construction mécanique avec
des outils en carbure de tungstène.
Si l'on examine après usinage la face de coupe d'outils
ayant usiné à des vitesses V de 100 à 200 m/min un acier
42CD4 standard, on observe la présence d'un dépôt de fer
sur toute la surface du cratère. Un examen plus approfondi en coupe
permet de voir que ce fer porté à haute température
diffuse aux joints des carbures et altère la résistance à
l'abrasion de l'outil.
Figure I-24 : Composition et aspect du
corps 3 déposé sur l'outil [17]
Si l'on usine un acier resulfuré, on observe un double
dépôt de fer et de sulfures.
Si l'on usine un acier contenant des sulfures moins fluides
à chaud que le sulfure de manganèse, on observe un
dépôt de sulfures qui interdit tout dépôt de fer et,
par conséquent, empêche un endommagement chimique de l'outil.
Il n'y a pas de réactivité chimique directe
entre les outils en céramique et le fer des aciers. Leur usure chimique,
mise en évidence par Le Maitre, peut résulter de l'oxydation du
dépôt microscopique de fer et de la réactivité de
cet oxyde avec la céramique de l'outil.
I-9-2-3. Endommagement induit par les
débris
L'usure abrasive des outils de coupe (deuxième corps)
résulte de l'arrachement de petits morceaux par l'impact sur leur
surface de particules ayant une dureté équivalente ou
supérieure à la leur. Ces débris peuvent provenir
du matériau usiné, de grains de l'outil arrachés par
rupture de microsoudures, de morceaux d'arêtes rapportées
évacués, de morceaux de l'outil arrachés au moment de
l'évacuation de parties de dépôts (phénomène
d'attrition, de morceaux de l'outil abrasés par l'impact des autres
débris, etc).
I-9-2-4. L'abrasion
L'abrasion donne lieu à de nombreuses études,
notamment consacrées à l'usinage par meulage (rectification,
affûtage, etc.).
· La nature de l'abrasif est le premier
paramètre à prendre en compte. Si l'on se place du
côté de l'outil, l'échelle de résistance à
l'abrasion est sensiblement celle de sa dureté à chaud, soit dans
l'ordre croissant : carbure de tungstène ; cermet ; carbure de titane ;
alumine ; nitrure de bore cubique ; diamant. Cette échelle des
matériaux de coupe n'est pas nécessairement le critère
essentiel pour sélectionner un outil. En général, plus une
nuance a une grande dureté, plus sa ténacité est faible et
plus le coût de fabrication de l'outil est élevé. La
dureté à chaud des phases écrouies du matériau
usiné détermine, de manière très symétrique,
la vitesse d'usure par abrasion des outils. La nature des débris
réfractaires inclus dans le matériau usiné peut parfois
être contrôlée.
· La taille des particules abrasives,
qu'elles proviennent des outils ou des matériaux usinés, est le
deuxième paramètre dont dépend la vitesse d'abrasion :
celle-ci est d'autant plus faible que les particules abrasives sont plus
petites. Le contrôle de la taille des inclusions dures d'un
matériau usiné est souvent très déterminant. Il en
est en particulier ainsi dans le cas d'usinage de matériaux
moulés alliés riches en éléments
carburigènes.
· D'autres paramètres peuvent modifier
l'endommagement par abrasion. La possibilité d'enrober des inclusions
dures dans le matériau usiné par d'autres particules plus molles
est utilisée par des aciéristes dans le cas de la fabrication
d'aciers resulfurés : la maîtrise du processus
d'élaboration peut permettre d'enrober les oxydes par des sulfures et
par conséquent de réduire l'efficacité abrasive des
oxydes. La quantité de phases dures est également importante,
mais ce paramètre est moins discriminant que leur nature et leur taille.
Ainsi, il ne serait pas pertinent d'utiliser la teneur en oxygène d'une
coulée d'acier pour juger de son usinabilité en condition d'usure
abrasive
47
II-1. INTRODUCTION
La prédiction de l'intensité de la distribution
de la chaleur mise en jeu lors d'une opération d'usinage est très
difficile à cause de la complexité des phénomènes
physiques des effets mécaniques et thermiques extrêmement
couplés générant de fortes non linéarités
induites du processus. Du point de vue mécanique, cette
complexité est relative aux grandes déformations et vitesses de
déformation et à la nature des contacts aux interfaces
outil-copeau et outil-pièce. À ces effets mécaniques
viennent s'ajouter la génération locale de chaleur et le fort
gradient de température dus à la conversion d'énergies de
déformation plastique et de frottement.
Lors du processus d'usinage il y a création et
évacuation d'un copeau faisant intervenir deux mécanismes
physiques de base, une déformation plastique au sein du copeau et un
contact de ce dernier avec l'outil. La modélisation de la formation du
copeau repose essentiellement sur la compréhension de ces deux
mécanismes et a pour objet la prévision de la
géométrie du copeau, des efforts de coupe et des
échauffements de la pièce et de l'outil à partir des
conditions de coupe et des propriétés thermomécaniques du
matériau usiné et de l'outil. Elle devrait donc apporter une aide
à la gestion rationnelle des banques de données sur la coupe et
fournir des éléments d'appréciation de divers
problèmes pratiques :
- déformation élastique de l'ensemble outil -
porte-outil - machine-outil ;
- interprétation des modes d'usure et d'endommagement des
outils ;
- qualité de surface de la pièce usinée
(rugosité, écrouissage, structure métallurgique,
contraintes résiduelles).
Un objectif simple que la modélisation peut être
fixé, qui consiste à utiliser un certain nombre de grandeurs
relativement faciles à observer, par exemple l'épaisseur du
copeau, les efforts de coupe, pour en déduire des quantités plus
difficiles d'accès comme les échauffements.
Partant de la présentation des analyses purement
mécaniques pour arriver aux approches thermomécaniques
décrivant les phénomènes physiques réaliste mis en
jeu dans la formation du copeau.
En général, les modélisations d'une
opération d'usinage nécessitent d'après Al-
Ahmad [20] dans un premier temps de définir
l'échelle à laquelle l'étude est envisagée. Ces
modèles traduisent un certain nombre de comportements comme :
- ceux des matériaux usinés (contraintes
résiduelles, efforts de coupe...)
- ou usinant (usure) en fonction des phénomènes
mécaniques, physico-chimiques en jeux; - de la géométrie
voire de la topographie des surfaces usinées ;
- des trajets et stratégies d'usinage
(génération de processus d'usinage) ; - le respect des cadences
et productivité (durée de vie).
Cependant, les modèles en usinage qui sont
prédominants, sont encore aujourd'hui essentiellement issus de
l'expérimentation. Néanmoins, la problématique
d'industrialisation (procédé et processus), selon Le Calvez
(2005) est de prédire le comportement à la fois dimensionnel,
géométrique, ainsi que les propriétés
mécaniques de la pièce.
II-2. HISTORIQUE DE LA MODELISATION
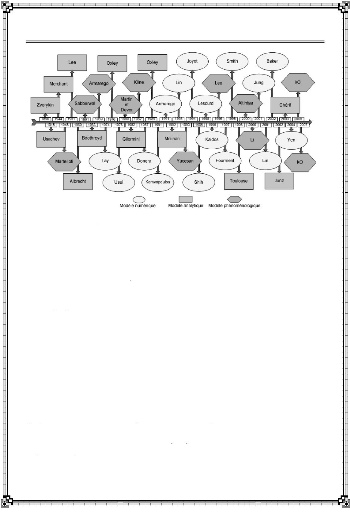
Laheurte (2004) [20] présente l'état de l'art
sur la modélisation de la coupe. Le chronogramme fait par cet auteur est
présenté en Figure II-1. Il résume les différents
modèles analytiques et numériques et
phénoménologiques de la coupe tout en mettant l'accent sur les
différentes améliorations apportées par chaque auteur. Le
premier modèle réaliste développé le fut par Taylor
au début du 20ème siècle.
Chapitre
II - Phénomène thermomécanique
de l'usinage
Figure II-1 : Chronogramme sur la
modélisation de la coupe
II-3. MODELES MECANIQUES
Les modélisations purement mécaniques sont
à l'origine de la
théorie de coupe des métaux
où
on néglige les effets thermiques.
Gilormini [21] précise qu'en général
le comportement mécanique
lors de l'usinage est supposé plastique sans
écrouissage c'est-à-
dire non élastique caractérisé par
une
donnée unique qui est la contrainte maximale de
cisaillement admissible du matériau.
II-3-1. Modèle de Merchant
Merchant (1945) a été l'auteur de la
première modélisation en coupe orthogonale permettant de
prévoir les efforts de coupe en considérant que la
formation du copeau s'effectue par un simple OA
cisaillement le long d'une ligne droite partant de la
pointe de l'outil et inclinée d'un angle ? appelé
-2). La résultante F
angle de cisaillement primaire (figure II des efforts
appliqués par l'outil à la pièce
peut se décomp
oser en effort de coupe Fc et effort
d'avance Fa
. À noter que l'effort spécifique
de coupe, grandeur fondamentale des banques de données
d'usinage, est :
Fs = Fc / w.s
(1)
avec w profondeur de passe et s
l'avance.
50
En supposant que les composantes : normale Fn et
tangentielle Ft de l'effort - F appliqué à l'outil sont
reliées par une loi de Coulomb caractérisée par un angle
de frottement ë, l'effort de coupe s'écrit :
Fc = F.cos(ë - ã) (2)
Figure II-2 : Modèle de Merchant
: géométrie et notations
l'effort de coupe :
k.s .w cos( )
ë ã
-
Fc = (3)
sin ? cos( ? ë ã
+ - )
L'effort d'avance déduit à partir du diagramme des
efforts :
Fa = Fc.tan(ë - ã)
(4)
F orts
Le modèle de Merchant suppose que l'angle ? est tel qu'il
minimise la puissance fournie au système, ce qui revient à
minimiser l'effort de coupe et aboutit finalement à :
ð -
? = - (5)
4 2
ë ã
donc :
ð ë - ã
Fc k.s.w. tan (
= 2 - ) (6)
4 2
L'épaisseur du copeau est liée à l'avance s
selon le modèle de Merchant :
l
s. cos( / ( / ))
ð 4 - +
ë ã 2
= (7)
sin( / ( / ))
ð 4 - -
ë ã 2
La longueur de contact Y entre le copeau et l'outil :
s ð ë ã
-
Y = î tan( + ) (8)
cosë 4 2
Si l'interface copeau-outil est le siège d'un frottement
de Tresca et non pas de Coulomb, l'angle de frottement de Coulomb ë et le
coefficient de frottement m de Tresca sont liés par :
m
=
cos(
sin
ë
2 ë (9)
-
ã
)
II-3-2. Modèle des lignes de
glissement
Méthode appliquée au problème de la
formation du copeau par plusieurs auteurs dont nous ne citons que le
modèle le plus simple, celui de Lee et Shaffer représenté
par la figure II-4 a montre l'allure du réseau de lignes de glissement
considéré. Composé de segments de droites et
déterminé par les deux angles ? et ç et associé
à un état de contrainte uniforme et ses trois composantes sont
aisément déduites des conditions aux limites du réseau :
contrainte de cisaillement égale à k le long de OA (cisaillement
primaire) et soit égale à (frottement de Tresca), soit
liée à la composante normale par l'angle ë (frottement de
Coulomb) le long de OB, et enfin vecteur contrainte nul le long de AB, le
copeau étant libre au-delà. Ces trois conditions sont
exprimées dans un cercle de Mohr. On établit ainsi la
correspondance entre les conditions de frottement de Tresca et de Coulomb
menant à des résultats identiques :
m = sin2ë (10)
Fc
1
- ë -
tan(
2 k.s.w (11)
ã
)
l
sin( /
ð
s. cos((ð
4 - -
( ))
ë ã
/ ) )
4 - ë (12)
La longueur de contact Y entre le copeau et l'outil :
s
Y = (13)
2 cos sin(( / )
ë ð - ë + ã
4 )
Les figures II-4 b et c présentent l'allure du
réseau de lignes de glissement considéré dans d'autres
modèles par lignes de glissement, plus complexes, proposés par
Kudo et Dewhurst [21].
Figure II-4 : Réseaux de lignes
de glissement [21]
II-4. MODELES THERMOMECANIQUES
Les approches thermomécaniques de la formation du
copeau sont apparues plus récemment, car leur complexité exige le
recours au calcul par ordinateur. Elles prennent en compte plus de
phénomènes physiques mis en jeu dans la coupe que les approches
antérieures, comme les échauffements et les grandes vitesses de
déformation. Basées sur des observations expérimentales,
elles entrent encore dans le cadre de modèles simplifiés, car
elles mettent en jeu peu d'inconnues, contrairement à ce que serait une
méthode utilisant une discrétisation par éléments
finis ou par différences finies, par exemple.
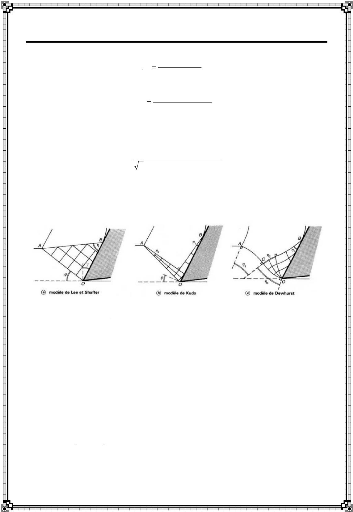
Les composantes d'un modèle thermomécanique de
la formation du copeau sont, d'une part, une cinématique
simplifiée mais réaliste, dépendant de peu de
paramètres et jouant un rôle central et,d'autre part, une analyse
thermique approchée associée à cette cinématique
et, enfin, un ensemble de données assez étendu pour pouvoir
décrire convenablement le comportement thermomécanique du
matériau dans les gammes de température, déformation et
vitesse de déformation mises en jeu.
II-4-1. Modèle d'Albrecht
Dans son approche, Albrecht (1960) s'est inspiré du
modèle de Merchant, sans pour autant prendre en compte un outil de coupe
parfaitement aigu. Il considère un outil avec un rayon de courbure au
niveau du raccordement entre sa face de dépouille et sa face de coupe
(Figure 17). Ce rayon pourrait provenir soit de la géométrie,
soit de l'usure de l'outil. Dans ce dernier cas, Il distingue alors deux zones
différentes suivant le contact outil/matériau. Une zone (AB)
à laquelle il associe une résultante des efforts Q, située
au milieu de l'arc (AB), et une deuxième zone (BC) composée de
deux portions (BE) et (EC) avec une résultante des efforts P,
située, elle aussi, au milieu de l'arc (BC), en supposant que la
répartition des efforts le long de cet arc est uniforme. Chacune de ces
zones a son propre coefficient de frottement, les différences
étant accentuées s'il y a un copeau adhérant au cours de
la coupe.
A travers cette présentation, il est possible de
calculer séparément P en faisant varier l'avance et le rayon
d'acuité et Q en variant l'avance et l'angle de coupe. Grâce
à cette présentation des efforts, Albrecht (1960) prouve que la
composante de l'effort P n'est pas négligeable comme dans la
modélisation de Merchant (1945 a et b).
Figure -II-5 : Efforts de coupe selon
Albrecht
II-4-2. Modèle de Boothroyd
Durant les années 50, Lee et Schaffer (1951) basent
leur modélisation sur la théorie des lignes de glissements tout
en gardant un comportement du matériau parfaitement plastique. Quelques
années plus tard, Boothroyd (1963) a mis en place le premier
modèle thermomécanique permettant d'évaluer la forme de la
source de chaleur dans le copeau et ce dans le cas de la coupe orthogonale.
Dans son modèle, Boothroyd considère que toute la puissance
mécanique nécessaire au cisaillement est transformée en
puissance calorifique et est dissipée par la coupe. Ainsi, il met en
évidence la présence de deux sources planes de chaleur uniformes,
une au niveau de la zone de cisaillement primaire et la deuxième au
niveau de la zone de cisaillement secondaire.
II-4-3. Modèle d'Oxley
Oxley (1989) modélise la formation du copeau en
utilisant un modèle thermomécanique. L'auteur prend en compte la
vitesse de déformation et la température
générée par la coupe. Dans le modèle de Merchant
(1945b), le cisaillement se fait suivant un plan et il est calculé d'une
façon géométrique. Par contre, dans l'approche d'Oxley, le
cisaillement primaire se fait dans un volume et dépend de la
géométrie d'écoulement du copeau. De plus, cette approche
prend en compte la présence d'une zone de cisaillement secondaire
générée par le frottement outil-copeau. En tenant compte
du comportement du matériau et de l'équilibre des moments,
l'angle de cisaillement 0 s'exprime alors par l'équation I-5.
ð
tan( ö ë ã
+ - = +
) 1 2 - ö - nC (14)
4
n : indice d'écrouissage de la loi de comportement
n
ó = ó 0
.å ; C : constante empirique issue de l'expression de la vitesse de
déformation dans le plan de cisaillement primaire ; dã / dt
= C.V e / l ("Ve" est la vitesse d'écoulement du copeau
par rapport à la pièce et "l" est la longueur du plan de
cisaillement primaire).
Les expressions des efforts de coupe Fc et d'avance
Fa sont ainsi exprimées par les éqs. 16 et 17.
Fc
3 . sin . cos(
ö ë - ã +ö
t1 .w. ó.
(15)
cos( ë-ã)
)
Fa
3.sin ö .cos(ë- ã
+ö
t1 .w.6.
(16)
sin ( ë-ã)
)
w : largeur de coupe ; t1 : profondeur de passe ; ó :
contrainte de cisaillement.
Pour la longueur de contact outil-copeau (h) il fait intervenir
des paramètres (C et n) liés au comportement du matériau
et il l'exprime par l'équation 8.
cos
2
·
sinö
h = 1. [1+ 2( j- 2
1
nC
1 (17)
tcos(ö
+ë-ã)
4 3
En plus, ce modèle a permis de déterminer la
température moyenne dans le plan de cisaillement primaire (T1) et la
température à l'interface outil-copeau (T2) dont les formules
correspondantes sont données par les équations 18 et 19.
T T
= + .
1 w
t 1 cos(ö-ã
ñp.C p .w.
( 1 -â) F .cosã
s
(18)
)
T2 = T1 +ø
.ÄTM (19)
Tw : température initiale dans le modèle
; â : proportion de chaleur transmise à la pièce ; ø
: coefficient permettant à la température interne d'être
une valeur moyenne ; ÄTM : variation maximale de la température
dans le copeau.
Figure II-6 : Zones de cisaillements
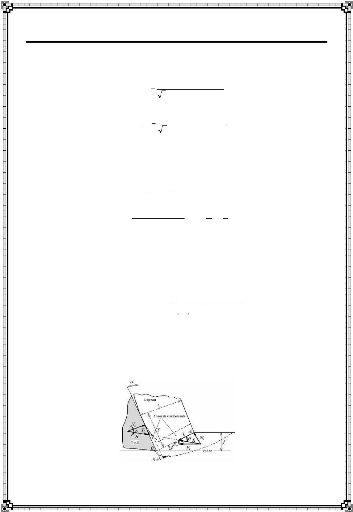
II-4-4. Modèle de Giormini et al.
Dans son étude, Gilormini (1982) [4] modélise la
zone commune entre le cisaillement primaire et secondaire. Grâce à
un profil des vitesses original, il calcule la puissance dissipée sur le
segment AOB et montre que l'influence de la zone commune (OB, Figure II-) est
négligeable (inférieure à 2%) si l'épaisseur du
cisaillement secondaire est faible devant celle du copeau. Il calcule la
contrainte d'écoulement plastique pour le cisaillement primaire en
tenant compte de la température. Le champ des températures en
amont de la zone de cisaillement primaire et dans le copeau est
déterminé à partir de résultats théoriques
sur la quantité de chaleur passant de chaque coté d'une source
plane en déplacement. Dans ce modèle, la température est
implicitement fonction d'elle-même puisque dans le cas d'un couplage, la
contrainte d'écoulement est aussi fonction de la température.
Figure II-7 : Modélisation de
Gilormini et al. des zones de cisaillement
II-4-5. Autres modèles de coupe
Différentes modélisations et méthodes de
mesure ont été développées pour caractériser
les transferts thermiques dans la zone de coupe Hahn (1951), Trigger et al.
(1951), Loewen et al. (1954), Chao et al. (1995), Molinari et al. (1992) et
Dudzinski et Molinari (1997) ont modélisé le processus de
formation du copeau continu en coupe orthogonale en régime stationnaire.
Le cisaillement stationnaire est décrit par une loi
thermo-visco-plastique. Ce modèle focalise l'étude sur
l'écoulement dans la zone de cisaillement primaire supposée
être une bande avec une épaisseur constante et uniforme. Il
prédit une diminution de la largeur de contact outil-copeau et de
l'effort de coupe avec une élévation de la vitesse de coupe. Ce
modèle a été généralisé au cas de la
coupe oblique (la direction d'écoulement du copeau
déterminée pour un couple outil-matière donnée) en
utilisant une loi dépendante de la
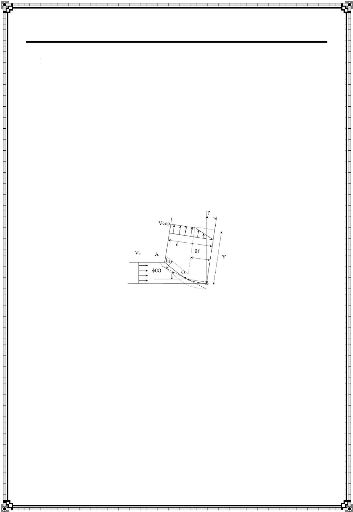
température pour définir le frottement
généré par le contact outil-copeau Moufki (1998,2000),
(Komanduri et al. (2001) [24,25,26], Puigsegur (2002) et Karpat et al.
(2006).
Tous les modèles analytiques présentés
ci-dessus ne sont valables que pour des copeaux continus. Il existe d'autres
modèles analytiques et numériques permettant de modéliser
la coupe orthogonale. En coupe, l'identification des lois est très
difficile car elle doit être représentative du comportement du
matériau, en grande déformation et en grande vitesse de
déformation avec des températures élevées. Pour
résoudre ce problème une méthode plus ou moins souple est
mise en place par Changeux (2001). Ce dernier identifie la loi Johnson-Cook
dans des conditions proches de celle de la coupe par des essais de
cisaillements dynamiques réalisés sur un banc de Hopkinson avec
des éprouvettes de géométrie particulière
permettant de développer une zone de cisaillement.
å ~ T T
- seuil
ó = +
[ ]
A B . 1 C. ln 0 . 1
å n eq
+ -
eq eq å ~ T T
f seuil
-
eq
m
(20)
óeq : contrainte d'écoulement [MPa] ; åeq
: déformation plastique généralisée ;
ÿåeq : vitesse de déformation
généralisée [s-1] ;
ÿå0eq : vitesse de déformation
plastique équivalente de référence [s-1]
souvent fixée à 1 ; T : température de
référence [K] ; T : température de fusion du
matériau [K] ; T : température du matériau [K] ; A limite
d'élasticité statique [MPa] ; B : facteur d'écrouissage
statique [MPa] ; n : coefficient d'écrouissage statique ; m :
coefficient de sensibilité à la température ; C :
sensibilité à la vitesse de déformation plastique.
Cette loi a fait l'objet de plusieurs études. Des
modifications peuvent être apportées. Joyot (1993) supprime
l'influence de la température. Il considère que la
déformation engendrée lors du passage de la matière dans
la zone de cisaillement primaire s'effectue en un temps très court et
ceci ne permet pas à la matière de subir les effets de
l'élévation de la température consécutive dans ce
cas. Dans son étude, après avoir montré que la
dureté a un effet non négligeable sur le comportement du
matériau, Umbrello (2004) apporte des modifications à cette loi
en ajoutant un autre terme qui fait intervenir la dureté du
matériau étudié.
Il existe bien d'autres modèles telles que celui de
Toulouse Laheurte et al. Et bien d'autres.
II- 5. ANALYSE THERMIQUE DU PROBLEME DE COUPE
Il est supposé durant le processus d'usinage
qu'une grande partie de la puissance mécanique
développée
se transforme en effet thermique. Les zones de
cisaillement (primaire, secondaire, et tertiaire)
générées par la coupe sont le lieu de production de
chaleur. Les flux de chaleur produit dans ces zones sources sont
dissipés, d'une façon non équivalente, dans la
pièce, l'outil de coupe, le copeau,
-8).
et une infime partie est évacuée à
l'air (figure II
Figure II-8 : Distribution des flux de chaleur
générés par en coupe orthogonale [7]
Pendant le processus de coupe, des
phénomènes thermiques induits
doivent être définis pour la
compréhension du phénomène de coupe et pour
améliorer l'usinabilité de certains matériaux.
Les effets thermiques influent systématiquement sur le
produit final (contraintes résiduelles, états de
surfaces, tolérances géométrique
s ...). En l'occurrence, il est indispensable de
présenter l'importance d'une analyse thermique du
processus ainsi que les différents modèles
thermomécaniques
- mécanique
précédemment établis pour expliquer
le problème de l'influence du couplage thermique sur le
processus.
L'analyse de température dans la zone de coupe
est très complexe et difficile puisque les
échauffements sont très liés à la
durée de vie des outils, la nature du contact entre les
premières analyses thermiques de la formation du copeau
sontapparues dès que l'on a disposé de modèles
mécaniques permettant d'estimer efforts et vitesses. Nous ne
ferons ici que rappeler les faits observés et esquisser les
raisonnements menant aux analyses thermiques simplifiées du processus,
avec pour objectif l
'évaluation des températures dans les
zones de déformation (afin d'y estimer l'adoucissement
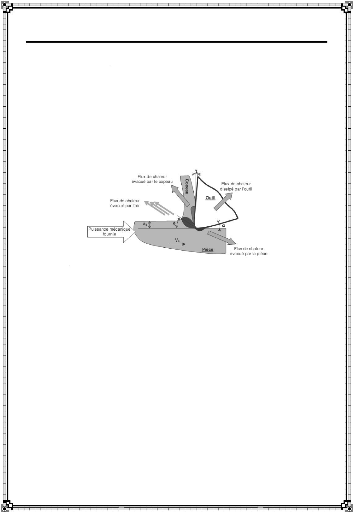
de la contrainte d'écoulement plastique) et à la
surface de l'outil (en liaison avec l'usure de celui-ci). Les méthodes
expérimentales qui ont été mises en oeuvre pour obtenir la
température moyenne à l'interface copeau-outil, son profil le
long de cette interface, voire sa distribution au sein du copeau, sont diverses
: effet de couple thermoélectrique direct entre l'outil et le copeau,
insertion de couples dans le porte-outil et extrapolation au niveau de
l'interface copeau-outil à l'aide d'une méthode numérique,
insertion de petits couples ou de pyromètres optiques directement dans
l'outil, observation de transformations structurales dans l'outil, photographie
en infrarouge. Ces mesures ont montré les très forts
échauffements atteints au niveau du contact, qui vont croissant avec la
vitesse de coupe et avec l'avance. Lorsqu'elles ont pu déterminer le
profil de température à la surface de l'outil, les mesures ont de
plus montré que le maximum ne se situait pas à la pointe de
l'outil, mais plus en aval dans la zone de contact copeau-outil.
II-6. MESURE DE LA TEMPERATURE DE COUPE
II-6-1. Mesures indirectes de
température
En 1971, Rosseto et al. [7] ont mesuré la
température de coupe à l'aide d'un vernis thermosensible. Ce
dernier est déposé sur l'outil et change de couleur à
partir d'une valeur de température bien définie. La
frontière entre deux couleurs présente l'isotherme. Lo Casto
(1989) a utilisé une méthode inspirée de celle mise en
place par Rosseto et al. qui consiste à introduire une poudre, dont on
connaît le point de fusion, entre deux parties d'une plaquette. Lorsque
la température de fusion de la poudre est atteinte, l'essai est
arrêté. Les points où la poudre a atteint son point de
fusion matérialisent l'isotherme.
Dans le cas des aciers rapides, la cartographie de la
température de l'outil peut être décrite par la mesure des
microduretés dans le matériau. Après une calibration
préalable duretés/températures, cette méthode
propose de remonter à la distribution de la température dans
l'outil par les mesures de microduretés à la fin des essais
Wright (1978). Dans la même logique que cette dernière, Trent
(1981) propose de relier l'apparition de phases caractéristiques en
fonction de la température sur le copeau et l'outil.
II-6-2. Mesures directes
II-6-2-1. Mesures par un thermocouple
La mesure de la température peut se faire par un
thermocouple se base sur le principe suivant : si deux métaux sont
soudés à leurs extrémités et si une de ces soudures
est portée à une température bien
déterminée, l'autre étant maintenue à une
température différente, on observera alors une force
électromotrice entre les deux jonctions. L'évaluation de cette
force, qui dépend des matériaux utilisés, symbolise la
température mesurée. L'avantage des thermocouples est la
simplicité et la flexibilité de réalisation et
d'utilisation pour de simple acquisition et ce à moindre coût. Il
existe plusieurs types de thermocouples, les plus répandus sont les
thermocouples standard et dynamique.
Les thermocouples dynamiques sont généralement
utilisés en tribologie. Les thermocouples incorporés (standards)
les plus utilisés pour l'évaluation de la température.
Leur utilisation en usinage, nécessite des perçages de trous dans
lesquels les thermocouples sont insérés. Pour estimer la
température dans la zone de coupe et d'établir la cartographie
thermique dans l'outil.
II-6-2-2. Mesures par la méthode
optique
L'utilisation thermocouples est une technique très
couteuse en plus elle ne permet pas d'effectuer des mesures de la
température à l'interface outil-copeau en plus du problème
d'usure de l'usure de l'outil. Il est donc nécessaire d'utiliser
d'autres systèmes de mesure de température directes qui
permettent une acquisition locale et au cours du temps au niveau de la zone de
coupe (outil/pièce/copeau), voir même au niveau des zones de
cisaillement ZI, ZII, ZIII). Les seules méthodes permettant de faire des
relevés de températures de la zone de coupe sur lesquelles
l'évolution du contact pièce-outil-copeau n'influe pas, sont
celles basées sur l'émission d'onde
électromagnétique d'un corps lorsqu' il est chauffé. Les
techniques les plus répandues sont le pyromètre optique, la
caméra infrarouge et la caméra proche infrarouge.
Le pyromètre est une technique basée sur
l'émission d'onde électromagnétique, son principe consiste
à comparer deux énergies (dans la même bande de longueur
d'onde): celle émise par le corps chauffé à celle
émise par une source étalon. Il existe plusieurs types de
pyromètres tels que les pyromètres mono et bi chromatique.
II-7. NOUVELLES APPROCHES DANS LA COUPE DES
METAUX
Astakhov & al. [30] ont réalisé une
étude se basant sur une nouvelle approche qui a permis la
réévaluation des mécanismes fondamentaux de la coupe
orthogonale des métaux reposant sur le diagramme de vitesses,
l'équation du travail virtuel et le théorème de la limite
supérieure. Bien que les relations de vitesse connues dans la coupe
orthogonale constituent le coeur même de la théorie de coupe des
métaux, elles sont en contradictions évidentes avec les
résultats des simples observations et des principes de
déformation. Ceci peut être l'une des causes principales de
l'irrégularité grave entre les résultats théoriques
et expérimentaux.
L'approche système pour l'étude de la coupe des
métaux proposée auparavant a été étendue
pour étudier les rapports de vitesse dans la coupe orthogonale des
métaux. Le processus de formation de copeau est considéré
comme ayant une nature cyclique. Chaque cycle se compose de trois étapes
distinctes (figure II-9).
Figure II-9 : Modèle plan
à cisaillement simple (a)
et trois diagrammes de vitesse connus (b, c
et d)
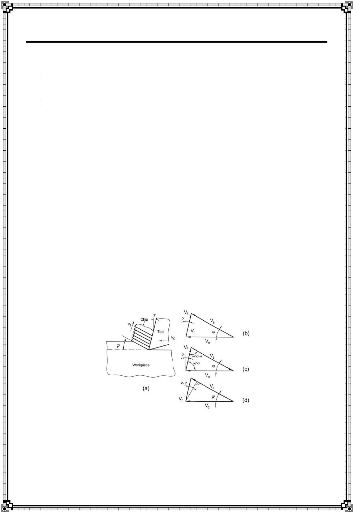
Il est argumenté que les rapports de vitesse,
exprimés d'habitude sous forme de diagramme de vitesse, semblent
raisonnables seulement aux deuxièmes et troisième étapes.
De nouveaux diagrammes de vitesse sont proposés pour ces étapes
(figure II-10). De nouveaux diagrammes de vitesse sont proposés pour ces
étapes.
Figure II-10 : Trois étapes
distinctes dans un cycle de formation de copeau
Il est démontré que la discontinuité de
la vitesse tangentielle a lieu dans la zone de déformation et il est
expliqué pourquoi le tau de contrainte n'est pas infini même avec
un plan de glissement simple. En soi, cette zone peut être
considérée comme divisé en deux régions. La
première partie peut s'appeler la région large, où la
déformation en plastique a lieu à un à bas taux. La
seconde est la région étroite, où cette déformation
a lieu à un tau élevé.
Figure II-11 : Modèle pour la
coupe orthogonale :
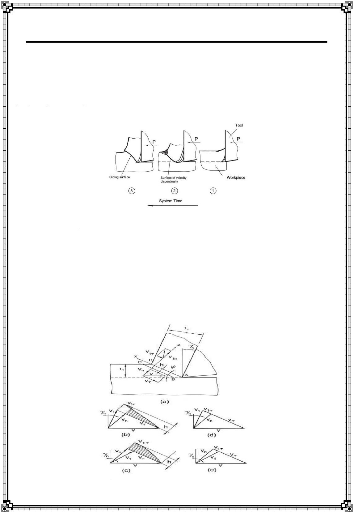
(a) modèle de la zone de cisaillement avec des
frontières parallèles;
(b) diagramme de vitesse à la seconde étape quand
l'angle de coupe de l'outil est positif;
(c) diagramme de vitesse à la seconde étape quand
l'angle de coupe de l'outil est négatif;
(d) diagramme de vitesse à la troisième
étape quand l'angle de coupe de l'outil est positif;
(e) diagramme de vitesse à la troisième
étape quand l'angle de coupe d'outil est négatif.
Puisque le procédé de formation de copeau est
considéré comme cyclique, la fréquence de formation de
copeau a été étudiée et avérée
dépendant de la vitesse de coupe et du matériau de pièce.
Il est montré expérimentalement que quand les expériences
sont entreprises correctement, c.-à-d., quand le bruit dû à
de diverses inexactitudes dans le système d'usinage est
éliminé de la réponse du système et ainsi du signal
de mesure, et quand ce signal alors est correctement traité, l'amplitude
de la crête à la fréquence de la formation de copeau est la
plus grande dans les auto spectres correspondants (figure II-11).
Utilisant les résultats obtenus, Astakhov & al.
présentent de nouvelles expressions du théorème pour le
cycle entier de formation de copeau et pour l'équation de travail
virtuel.
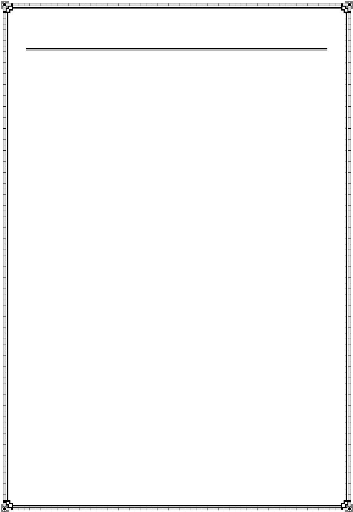

65
III-1. INTRODUCTION
Le but des essais est d'effectuer un diagnostic thermique a
laser lors d une opération de chariotage dans le but de
déterminer la densité du flux thermique pour un matériau
dans des conditions de coupe données. A cet effet, nous avons
utilisé trois matériaux différents, l'acier doux, le
bronze et l'aluminium, avec deux procédés d'usinage
conventionnels, le tournage et le fraisage. Pour le tournage on a
procédé à de simples opérations de chariotage avec
un outil conventionnel et pour le fraisage on a utilisé une fraise
ordinaire.
III-2. MATERIEL UTILISE
Le Matériel utilisé durant ces essais est
composé de :
- un pied à coulisse,
- une règle métallique,
- un chronomètre,
- machines à usiner (un tour conventionnel et une
fraiseuse),
- outillage de fixation, démontage et contrôle,
- un appareil de mesure de la température au laser
présenté par les images des figures III-1, III-2 et III-3
permettant d'avoir les différentes vues de l'appareil.
Figure III-1 : Vue de face de
l'appareil
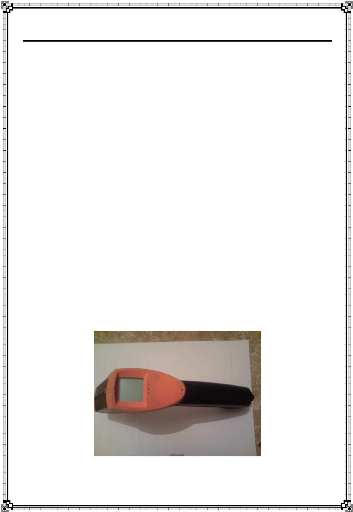
67
Chapitre III - Diagnostic expérimental de
l'effet thermique en usinage
Figure III-2 : Vue de profil de
l'appareil
Figure III-3 : Vue d'arrière de
l'appareil
Figure III-4 : Caractéristiques de
l'appareil
III-3. CARACTERISTIQUES DE L'APPAREIL DE
MESURE
Cet appareil est un outil idéal pour diagnostiquer,
inspecter et vérifier n'importe quelle température, avec
l'avantage de mesurer sans contact. Il est ainsi possible de mesurer en toute
sécurité et sans risque de contamination, les températures
de surfaces d'objets brûlants, dangereux ou difficiles d'accès.
C'est un thermomètre portable à infrarouge avec
visée laser. Seul, il permet de mesurer des objets aussi petits que 1 mm
et de traiter les applications de maintenance les plus diverses sur des
distances évaluées en mètres. Il permet donc une prise de
mesure facile et précise de petites cibles éloignées. Son
étendue de mesure -35 à 900 °C, il permet une utilisation
aussi bien dans les contrôles et les mises au point de
procédés qu'en recherche ou en analyse de pannes de composants.
Le concept authentifié de la visée laser permet une
définition très exacte de la taille du spot mesuré. Les
performances et les qualités de l'ensemble système optique /
visée laser apportent le confort et surtout la certitude à
l'utilisateur.
Laser Class II : standard focus - Laser crosshair
breveté (taille du crosshair = taille du spot IR quelque soit la
distance) close focus: Double pointage laser convergent (à la
convergence = le spot IR à distance focale, soit 1 mm à
62 mm).
Les avantages de l'appareil sont :
- 1 seul appareil, 2 types de mesures : Spot de 13
à 200 mm, éloignées rapport optique 75/1
- Visée laser crossX pour définition exacte du spot
mesuré
- Entrée thermocouple
- Interface USB et logiciel graphique / 20 acquisitions
par seconde
- Afficheur à basculement automatique en fonction de la
position
- Précision du système : #177; 0,75 % de
la lecture ou #177; 0,75 °C
III-4. PROTOCOLE D'ESSAIS
Après avoir pris toutes les mesures (longueur,
diamètre ou épaisseur, température) de
l'échantillon préparé pour l'opération d'usinage on
le fixe sur le mandrin du tour qui est préalablement réglé
à une fréquence de rotation et une vitesse d'avance (profondeur
de passe) données, ensuite on remet le chrono à zéro et on
démarre la machine et on commence l'opération de chariotage en
même temps en déclanchant le chronomètre.
On laisse l'opération s'effectuer jusqu'à la
longueur prévue et on arrête le comptage du temps
simultanément avec l'arrêt de l'opération. En ce moment
là, on mesure la température qui correspond à un temps et
une longueur d'usinage.
Tous de suite après, on remet la machine en marche et on
reprend la même opération (sans remettre le compteur du chrono
à zéro) jusqu'à ce qu'on termine la longueur de la
pièce.
Et pour remplir les trois autres tableaux on prend la même
pièce après refroidissement et on enregistre son nouveau
diamètre (ou épaisseur) puis on change la vitesse de la
machine.
Remarque : Le même travail est
effectué pour chaque matière. III-5. ESSAIS SUR L'ACIER
DOUX
Des essais ont été effectués au
laboratoire de mécanique industrielle (LMI) au département de
génie mécanique de la faculté des sciences de
l'ingénieur de l'université Badji Mokhtar Annaba, en date du 25
janvier 2009 à 10 heure.
Le matériau utilisé lors d'une opération
de chariotage est l'acier doux (S235),constituant la pièce de travail de
caractéristiques géométriques : L = 165 mm ; Ø = 34
mm , la vitesse d'avance choisie est 0,6 mm/s et la profondeur de passe est de
2 mm. La température de l'environnement de travail est à T = 13
°C.
Chapitre III - Diagnostic expérimental de
l'effet thermique en usinage
En effectuant plusieurs essais on a pu obtenir les
résultats suivants :
|
X [mm]
|
0
|
5
|
15
|
25
|
35
|
45
|
55
|
65
|
75
|
85
|
95
|
|
Temps [s]
|
0
|
20
|
40
|
60
|
80
|
100
|
120
|
140
|
160
|
180
|
200
|
|
Température [°C]
|
16
|
19
|
19.2
|
19.8
|
20
|
21
|
21.4
|
21.6
|
22
|
22.8
|
22.6
|
Tableau III-1 : Acier doux, n = 400 tr/min ;
Ø = 34 mm
|
X [mm]
|
0
|
5
|
15
|
25
|
35
|
45
|
55
|
65
|
75
|
85
|
95
|
|
Temps [s]
|
0
|
10
|
20
|
30
|
40
|
50
|
60
|
70
|
80
|
90
|
100
|
|
Température [°C]
|
17,0
|
19,6
|
19,8
|
20,4
|
20,6
|
21,6
|
21,4
|
22,0
|
22,4
|
22,8
|
22,6
|
Tableau III-2 : Acier doux, n = 800 tr/min ;
Ø = 32 mm
|
X [mm]
|
0
|
5
|
15
|
25
|
35
|
45
|
55
|
65
|
75
|
85
|
95
|
|
Temps [s]
|
0
|
7
|
14
|
21
|
28
|
35
|
42
|
49
|
56
|
63
|
70
|
|
Température [°C]
|
17,0
|
20,0
|
20,8
|
21,4
|
21,6
|
22,0
|
22,4
|
22,6
|
22,8
|
23,0
|
22,8
|
Tableau III-3 : Acier doux, n = 1260 tr/min
; Ø = 30 mm
|
X [mm]
|
0
|
5
|
15
|
25
|
35
|
45
|
55
|
65
|
75
|
85
|
95
|
|
Temps [s]
|
0
|
4
|
8
|
12
|
16
|
20
|
24
|
28
|
32
|
36
|
40
|
|
Température [°C]
|
17,0
|
20.4
|
21.6
|
22.8
|
24,0
|
25.6
|
26.2
|
27.4
|
28.2
|
29.4
|
30,0
|
Tableau III-4 : Acier doux, n = 2000 tr/min
; Ø = 28 mm
70
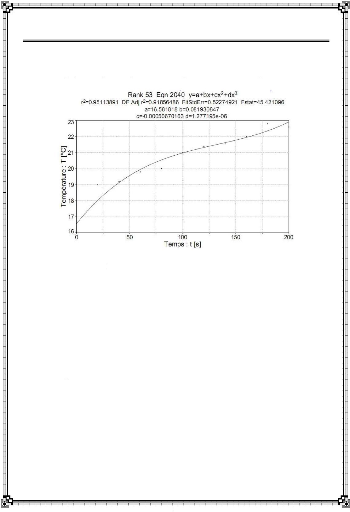
Après les relevés expérimentaux on
traçe le graphe de la variation de la température en fonction du
temps pour chaque essai par le biais du logiciel TableCurve2D, ce permettra
d'obtenir :
Figure III-5 : Acier doux : n= 400tr/min et
ö=34 mm
Comme c'est indiqué sur la figure la distribution de la
température (T) est une fonction du temps (t)
exprimés par une fonction polynomiale d'ordre 3 de la forme :
T = a + b.t + c.t2 + d.t3 (1)
En utilisant les coefficient de l'interpollation obtenue par le
logiciel TableCurve2D on obtien la fonction de température suivante :
TAcier(34,400) = 16,582 + 0,082.t -
5,067.10-4.t2 +
1,277.10-6.t3
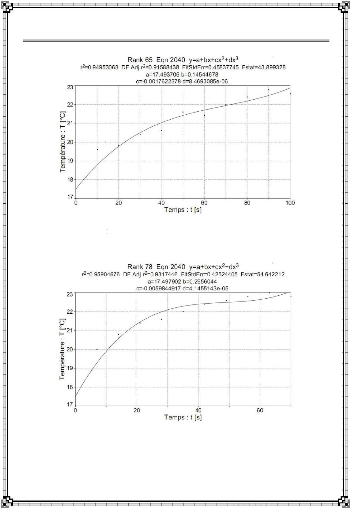
72
Chapitre III - Diagnostic expérimental de
l'effet thermique en usinage
Figure III-6 : Acier doux, n= 800tr/min et
ö=32 mm
Figure III-7 : Acier doux, n= 1260tr/min et
ö=30 mm
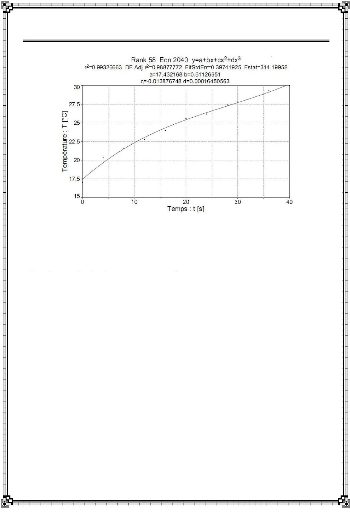
Figure III-8 : Acier doux, n= 2000tr/min et
ö=28 mm
De la même manière, on peut déterminer la
température comme fonction polynomiale interpolée pour chaque
groupe de conditions de coupe :
TAcier(32,800) = 17,494 + 0,146.t -
1,762.10-3.t2 +
8,470.10-6.t3
TAcier(30,1260) = 17,498 +
0,296.t - 5,985.10-3.t2 +
4,146.10-5.t3
TAcier(28,2000) = 17,432 +
0,611.t - 1,388.10-2.t2 +
1,645.10-4.t3
Chapitre III - Diagnostic expérimental de
l'effet thermique en usinage
III-6. ESSAIS SUR LE BRONZE
Cette série a été aussi effectuée au
laboratoire LMI précédemment cité, à la même
date.
Diagnostique thermique au laser lors d'une opération de
chariotage pour un matériau en bronze (95Cu5Al) de
caractéristiques géométriques : L = 95 mm ; Ø = 42
mm ; à une vitesse d'avance 0,6 mm/s, une profondeur de passe 2 mm et
température extérieure T= 13 °C.
Plusieurs essais ont permis d'établir les tableaux
suivants pour différents paramètres indiqués
|
X [mm]
|
0
|
5
|
15
|
25
|
35
|
45
|
55
|
65
|
75
|
|
Temps [s]
|
0
|
20
|
40
|
60
|
80
|
100
|
120
|
140
|
160
|
|
Température [°C]
|
17,0
|
20,8
|
23,4
|
23,6
|
25,0
|
25,4
|
26,0
|
26,6
|
27,2
|
Tableau III-5 : Bronze, n = 400 tr/min ;
Ø = 42 mm
|
X [mm]
|
0
|
5
|
15
|
25
|
35
|
45
|
55
|
65
|
75
|
|
Temps [s]
|
0
|
10
|
20
|
30
|
40
|
50
|
60
|
70
|
80
|
|
Température [°C]
|
17,2
|
22,4
|
23,8
|
24,4
|
25,2
|
26,4
|
27,8
|
28,8
|
29,4
|
Tableau III-6 : Bronze, n = 800 tr/min ;
Ø = 40 mm
|
X [mm]
|
0
|
5
|
15
|
25
|
35
|
45
|
55
|
65
|
75
|
|
Temps [s]
|
0
|
7
|
14
|
21
|
28
|
35
|
42
|
49
|
56
|
|
Température [°C]
|
17,6
|
23,0
|
25,4
|
25,8
|
28,0
|
28,4
|
29,0
|
30,0
|
30,2
|
Tableau III-7 : Bronze, n = 1260 tr/min ;
Ø = 38 mm
74
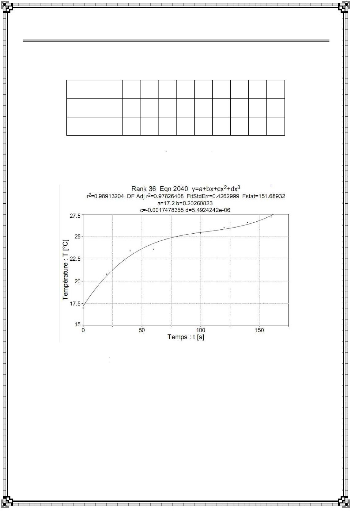
|
X [mm]
|
0
|
5
|
15
|
25
|
35
|
45
|
55
|
65
|
75
|
|
Temps [s]
|
0
|
4
|
8
|
12
|
16
|
20
|
24
|
28
|
32
|
|
Température [°C]
|
17,8
|
23,4
|
25,8
|
26,4
|
28,8
|
29,6
|
30,2
|
31,0
|
31,6
|
Tableau III-8 : Bronze, n = 2000 tr/min ;
Ø = 36 mm
Figure III-9 : Bronze, n = 400 tr/min et
ö = 42 mm
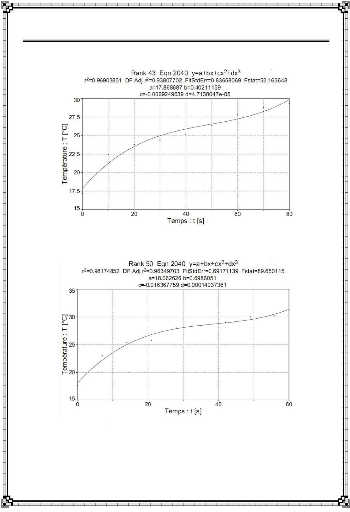
76
Chapitre III - Diagnostic expérimental de
l'effet thermique en usinage
Figure III-10 : Bronze, n = 800 tr/min et
ö = 40 mm
Figure III-11 : Bronze, n = 1260 tr/min et
ö = 38 mm
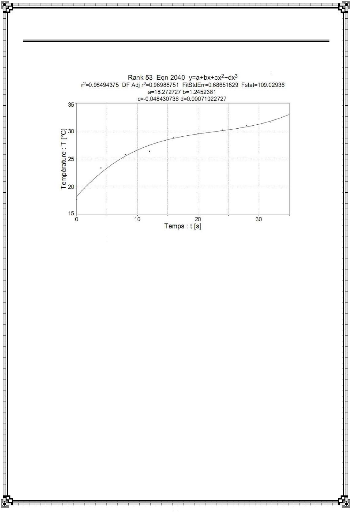
Figure III-12 : Bronze, n = 2000 tr/min et
ö = 36 mm
Comme pour l'acier, on déterminer la fonction polynomiale
interpolée de la température pour chaque groupe de conditions de
coupe :
TBronze(42,400) = 17,2 + 0,203.t -
1,748.10-3.t2 + 5,492.10-6.t3
TBronze(40,800) = 17,869 + 0,402.t - 6,925.10-3.t2 +
4,714.10-5.t3 TBronze(38,1260) = 18,063 +
0,697.t - 1,637.10-2.t2 +
1,404.10-4.t3 TBronze(36,2000) = 18,273 + 1,245.t -
4,843.10-2.t2 +
7,102.10-4.t3
Chapitre III - Diagnostic expérimental de
l'effet thermique en usinage
III-7. ESSAIS SUR L'ALUMINIUM
Dans ce cas les essais a été réalisée
dans l'atelier de technologie de l'Université 20 Août 1955 de
Skikda, en date du 9 février 2009.
Le diagnostique thermique au laser lors d une opération
de fraisage utilisant l'aluminium (96Al4Cu) de caractéristiques
géométriques : longueur L = 175 mm ; épaisseur
e = 60 mm, de vitesse d'avance 160 mm/s et une profondeur de
passe 2 mm. La température environnante est T = 14
°C.
|
X [mm]
|
0
|
10
|
20
|
30
|
40
|
50
|
60
|
70
|
80
|
90
|
100
|
|
Temps [s]
|
0
|
3
|
6
|
9
|
12
|
15
|
18
|
21
|
24
|
27
|
30
|
|
Température [°C]
|
17,0
|
45,6
|
56,0
|
56,8
|
58,2
|
59,2
|
59,0
|
58,6
|
59,2
|
59,0
|
58,8
|
Tableau III-9 : Aluminium, n = 500 tr/min ;
e = 60 mm
|
X [mm]
|
0
|
10
|
20
|
30
|
40
|
50
|
60
|
70
|
80
|
90
|
100
|
|
Temps [s]
|
0
|
3
|
6
|
9
|
12
|
15
|
18
|
21
|
24
|
27
|
30
|
|
Température [°C]
|
18,0
|
56,2
|
64,4
|
66,0
|
67,8
|
69,2
|
69,8
|
69,8
|
70,2
|
70,0
|
70,2
|
Tableau III-10 : Aluminium, n = 1000 tr/min
; e = 58 mm
|
X [mm]
|
0
|
10
|
20
|
30
|
40
|
50
|
60
|
70
|
80
|
90
|
100
|
|
Temps [s]
|
0
|
3
|
6
|
9
|
12
|
15
|
18
|
21
|
24
|
27
|
30
|
|
Température [°C]
|
18,0
|
57,0
|
65,4
|
69,8
|
71,6
|
71,8
|
72,2
|
72,0
|
72,4
|
72,2
|
72,2
|
Tableau III-11 : Aluminium, n = 1400 tr/min
; e = 56 mm
78
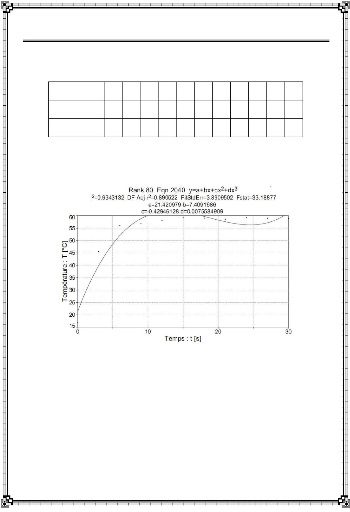
|
X [mm]
|
0
|
10
|
20
|
30
|
40
|
50
|
60
|
70
|
80
|
90
|
100
|
|
Temps [s]
|
0
|
3
|
6
|
9
|
12
|
15
|
18
|
21
|
24
|
27
|
30
|
|
Température [°C]
|
18,0
|
58,2
|
67,6
|
70,2
|
71,2
|
72,6
|
73,4
|
73,8
|
74,0
|
74,4
|
74,8
|
Tableau III-12 : Aluminium, n = 2000 tr/min
; e = 54 mm
Figure III-13 : Aluminium, n= 500 tr/min et
e=60 mm
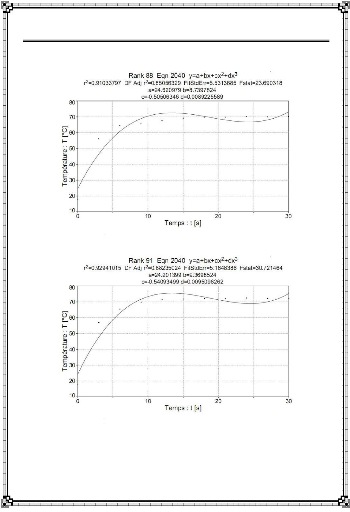
80
Chapitre III - Diagnostic expérimental de
l'effet thermique en usinage
Figure III-14 : Aluminium, n= 1000 tr/min et
e=58 mm
Figure III-15 : Aluminium, n= 1500 tr/min et
e=56 mm
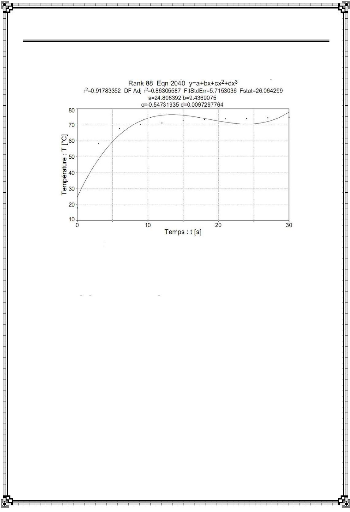
Figure III-16 : Aluminium, n= 2000 tr/min et
e=54 mm
Pour le fraisage, les fonctions polynomiales interpolées
de la température dans chaque groupe de conditions de coupe peuvent
être obtenues par :
TAluminium(60,500) = 21,421 + 7,409.t - 0,43.t2
+ 7,56.10-3.t3 TAluminium(58,1000) = 24,621 +
8,74.t - 0,505.t2 + 8,923.10-3.t3
TAluminium(56,1500) = 24,201 + 9,37.t - 0,541.t2 +
9,51.10-3.t3 TAluminium(54,2000) = 24,808 + 9,437.t -
0,547.t2 + 9,73.10-3.t3
III-8. DETERMINATION DE LA DENSITE DE FLUX DE
CHALEUR
On se propose de déduire l'expression de la
densité de flux de chaleur q(t) sur la surface de
l'espace, conducteur de chaleur, semi infini. La température de surface,
au cours du temps, mesurée sur cet espace (data) peut être
estimée approximativement par un polynôme de degré m [35].
Supposons l'évolution de la température de surface
f(ti), i = 1,2, ..., N rapportée au
polynôme
y( t) A A t A t A t , m N
m
= + + + + = - 1 (2)
0 1 2 m
Les coefficients de ce polynôme peuvent être
déterminés par la méthode des moindres carrés
N
[ y(t i ) f i
-
]2 =min
(3)
i=1
Où fi est la mesure de température de
surface du point i du semi-conducteur dans le temps ti. Pour
la détermination des coefficients Aj, j = 0, ...,
m on utilisera le programme commercial TableCurve.
L'évolution temporelle de la température de
surface mesurée sur l'espace semi infini est obtenue par interpolation
en utilisant des segments brisés. La densité de flux de chaleur
q(t) à la surface d'un espace semi infini est
déterminée par l'expression suivante [36] :
t
ëcñ df ( )
È 1
q( t)
~ = d È (4)
ð d È t-È
0
f (t) étant la température de
surface mesurée au cours du temps (figure).
f(È)
fi+1
fi
Ati
1 2 i M
t1 t2
ti ti+1
tM tM+1
Figure III-17 : Interpolation des
relevés de température (Data)
Les approches des températures de surface mesurées
dans les espaces délimités par les polygones, sont
calculées par les intégrales dans l'expression ci-dessous
qYtM
+
1
)
M t i + 1
ë c ñ df( )
È 1
ð t i dÈ tM
+
1
È
dÈ
(5)
La dérivée dans le temps df
(È)/dÈ peut être exprimée par le rapport
suivant
df( È)
f f
-
+ 1
i i
=
dÈ t i+1 - ti
(6)
Compte tenu de l'équation (2), l'expression de la
densité de flux de chaleur à la surface (Eq. 4) s'écrit
comme suit
4( t) =
t
ëcñ r dy(È ) 1
dÈ t -ÈdÈ (7)
0
Soit après substitution
t
q( t) = ëcñ
( A 1+2
A2È + ...+ mApm- 1)
1 (8)
0
p t - È
En posant z2 = t - È
et en utilisant le modèle binomial usuel de l'algèbre, à
savoir
( )
a b
+ =
n
j= 0
n n! a b
, n , , ...
n j j
- = 1 2
j! (n j) !
-
(9)
L'équation (8) est obtenue après transformation de
l'équation suivante [38] :
ëcñm 2i-1
4( t)= 2 A1 t + LiAit 2
× 1+(i -1)!E
ð i i=2 k=1 (2 k +
1)k! (i -1-k) !
i
1
(-1)
k
(10)
Dans le cas particulier où m = 7, il
résulte, de l'équation (10), l'expression suivante pour la
densité de flux thermique q(t)
4(
t)
=
2
ëcñ
ð
A1 t
+
4
3
A2
t 3 + 8 A3
t 5 +
5
64
35
At
4
128
7 + A5 t 9+
63
(11)
512
+ At 11+
6
231
1024
429
A7 t
13
Ce modèle (Eq. 11) peut également être
utilisé pour un polynôme de degré inférieur. Par
exemple pour m = 3, il suffit de poser A4 = A5 =
A6 = A7 = 0.
Dans le cas d'un polynôme de degré
élevé (m > 5) l'attention devrait être
accordée à la possibilité de l'apparition
d'oscillations.
Chapitre III - Diagnostic expérimental de
l'effet thermique en usinage
III-9. RESULTATS ET DISCUSSION
Dans notre cas m=3 donc la densité de flux
thermique ÿq(t) devient :
t4( t) = 2 (A1 + 3
Acp 4 A2 3 +8 A3 t
5)
(12)
ð 5
En considérant le cas de l'acier de la fonction de la
figure III-6 on peut déterminer la densité du flux de chaleur
pour ce matériaux dans ces conditions :
TAcier doux(34,400) = 16,582 + 0,082.t -
5,067.10-4.t2 +
1,277.10-6.t3
(0, 082 t - 6, 756.
10-4 . t 3 + 2, 043.10-6
t5
ð
qacier douxt) = 2
ëcñ
Les densités de flux de chaleur pendant l'opération
de chariotage de l'acier doux de propriétés thermo-physiques
suivantes :
- conductivité thermique ë = 54 W/m.K, -
chaleur spécifique c = 465 J/kg.K
- masse volumique ñ = 7830 kg/m3 -
à température normale de 20°C
en considérant les conditions de coupe données,
sont déterminée après calculs comme suit :
4Acier doux(
34 , 400 , t) = 1297, 398 t -
10, 689. t 3 + 0,032 t5
4Acier doux(
32 800 2310 0 37 166 3 0 214 5
, , t) = , . t , . t , . t
- +
4Acier d(30 , 126Q t) =
4683,29 . t - 126,26. t 3
+1,0 5 . t5
4Acier doux(
28 2000 9667 196 300 617 3 4 164 5
, , t) = , . t - , . t , . t
+
Chapitre III - Diagnostic expérimental de
l'effet thermique en usinage
240000
200000
Chariotage de l'acier doux
ö = 34 mm, n = 400 tr/min
ö = 32 mm, n = 800 tr/min ö = 30 mm, n = 1260 tr/min
ö = 28 mm, n = 2000 tr/min
160000
gooier doux (Wm-2J
120000
80000
40000
0
0 20 40 60 80 100
t [s]
Figure III-18 : Densité de flux de
chaleur pour l'acier doux
On remarque pour le chariotage de l'acier doux, la
densité de flux de chaleur prend des valeurs stables entre 5,5
et 7,5 kW/m2 pour les régimes d'usinage 400
et 800 tr/min et commence à être instable pour 1260
tr/min (6,5 et 11,5 kW/m2) et diverge
complètement pour 2000 tr/min en notant à 40
secondes 27 kW/m2 et augmente rapidement pour
dépasser 225 kW/m2 à 100s.
L'instabilité et divergence sont à l'origine de la solution
adoptée pour le degré du polynôme choisit qui est dans
notre cas d'ordre 3.
Chapitre III - Diagnostic expérimental de
l'effet thermique en usinage
86
Les densités de flux de chaleur pendant l'opération
de chariotage du bronze pour lequel, les propriétés
thermo-physiques sont :
- conductivité thermique ë = 83 W/m.K, -
chaleur spécifique c = 410 J/kg.K,
- masse volumique ñ = 8666 kg/m3 -
à température normale de 20°C
En tenant compte des conditions de coupe, sont calculées
ainsi :
qBronze ( , , t) , . t , . t , . t
~ 42 400 3933 611 45 162 3 0 1 7
= - +
5
qBronze ( , , t)
~ 40 800 7789 712 178 918 3 1 462
= , . t - , . t , . t
+
5
qBronze( ~
38 1260 13506 044 422 944 3 4 353 5
, , t) = , . t - , . t , . t
+
qBronze ( ~
36 2000 24124 856 1251 126 3 22 019 5
, , t) = , . t - , . t + , .
t
1200000
1000000
Chariotage du bronze
ö = 42 mm, n = 400 tr/min ö = 40 mm, n = 800 tr/min
ö = 38 mm, n = 1260 tr/min ö = 36 mm, n = 2000 tr/min
800000
qbronze I"W M-2.1
600000
400000
200000
0
0 20 40 60 80 100
t [s]
Figure III-19 : Densité de flux de
chaleur pour le bronze
Chapitre III - Diagnostic expérimental de
l'effet thermique en usinage
Le chariotage du bronze donne des valeurs instables des
densités de flux de chaleur aux trois grands régimes d'usinage,
à 800 tr/min on relève une oscillation entre
17,5 et 22 kW/m2qui est entre 20 et
80s pour diverger aussitôt à plus de 45
kW/m2 à 100s. Pour 1260 tr/min la
densités de flux de chaleur oscille également entre 10
et 60s à des valeurs entre 22,5 et 32 kW/m2
et monte rapidement à 145 kW/m2 à
100s mais à 2000 tr/min on voie clairement une
divergence à partir de 35s pour sauter à environ
1200 kW/m2 à 100s, par contre pour le bas
régime de 400 tr/min on obtient une valeur stable autour de
13 kW/m2.
De la même manière que pour le tournage on peut
déterminer les densités de flux de chaleur durant le fraisage de
l'aluminium qui possède les propriétés thermo-physiques
suivante :
- conductivité thermique ë = 169 W/m.K, -
chaleur spécifique c = 881 J/kg.K,
- masse volumique ñ = 2790 kg/m3, -
à température normale de 20°C,
en tenant compte des conditions de coupe, sont calculées
ainsi :
q Alu min ium ( , , t)
~ 60 500 170391 552 13185 471 3 278 183
5
= , . t - , . t + , t
qAluminium( ~
58 1000 201001 777 15485 263 3 328 337 5
, , t) = , . t - , . t + , .
t
qAluminium( ~
56 1500 215490 464 16589 163 3 349 936 5
, , t) = , . t - , . t + , .
t
q Alu min ium ( , , t)
~ 54 2000 271031 324 16773 146 3 358 032
5
= , . t - , . t + , . t
Chapitre III - Diagnostic expérimental de
l'effet thermique en usinage
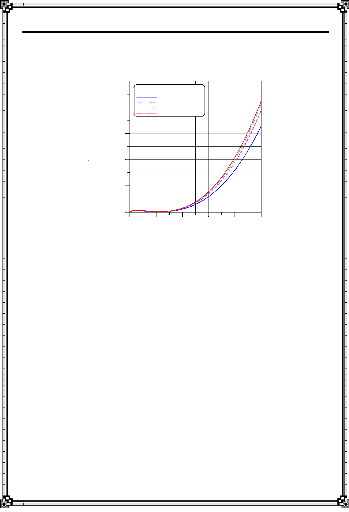
25000000
Fraisage de l'aluminium
20000000
e = 60 mm, n = 500 tr/min e = 58 mm, n = 1000 tr/min e = 56
mm, n = 1500 tr/min e = 54 mm, n = 2000 tr/min
qauminium (w nr1
15000000
10000000
5000000
0
0 20 40 60 80 100
t [s]
Figure III-20 : Densité de flux de
chaleur pour l'aluminium
Pour le fraisage de l'aluminium on constate pleinement la
divergence à partir de 35s. Les valeurs des densités de
flux de chaleur pour tous les régimes de fraisage oscillent entre 60
et 320 kW/m2 pour diverger à partir de
40s avec un énorme saut allant de 16000 à 21500
kW/m2 à 100s.
89
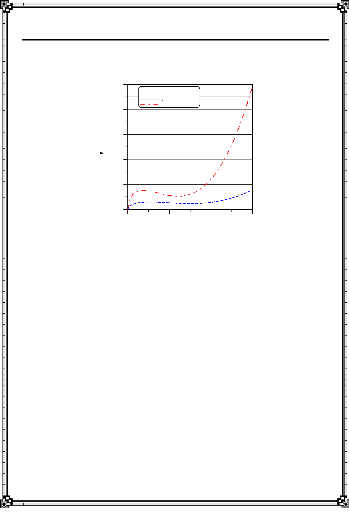
Chapitre III - Diagnostic expérimental de
l'effet thermique en usinage
100000
n = 400 tr/min
Acier doux : ö = 34 mm Bronze : ö = 42 mm
80000
60000
[w ,7,2]
40000
20000
0
0 100 200 300
t [s]
Figure III-21 : Densité de flux de
chaleur pour le chariotage de l'acier doux et le bronze à 400
tr/min
Sur la figure III-21 on peut noter que pour le même type
d'opération d'usinage et à même régime les
densités de flux de chaleur sont différentes en fonction du
matériau (5 kW/m2 pour l'acier doux et autour de
13 kW/m2 pour le bronze) cela est dû d'une part aux
propriétés thermo-physiques du matériau et d'autre part
aux conditions de coupe.
La densité de flux de chaleur présente une
stabilité pour l'acier jusqu'à un peu plus de 200s avec
une légère oscillation entre 4,7 et 5,9
kW/m2 et un peu moins pour le bronze à environ
170s oscillant entre 10,5 et 15,2 kW/m2.
Et malgré la stabilité des valeurs obtenue, même à
100s, il serait plus intéressant de voir d'autres
paramètres de coupe fixé pour suivre leurs évolutions et
influences sur la densité de flux de chaleur.
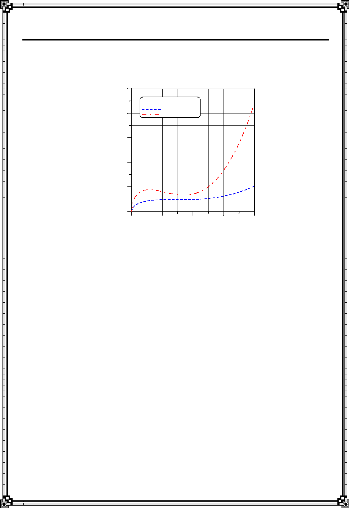
Chapitre III - Diagnostic expérimental de
l'effet thermique en usinage
250000
n = 2000 tr/min
200000
Acier doux : ö = 28 mm Bronze : ö = 36 mm
150000
i Iwnr2.1
100000
50000
0
0 15 30 45 60
t [s]
Figure III-22 : Densité de flux de
chaleur pour le chariotage de l'acier doux et le bronze à 2000
tr/min
La figure III- 22 montre que pour le même type
d'opération d'usinage et à même régime mais
élevé, la densité de flux de chaleur n'a pas bien
sûr la même valeur et présente des intervalles de temps plus
courts, n'arrivant même pas à 25 pour l'acier et
35s pour le bronze après quoi les fonctions de cette
densité manifestent des divergences notables. La valeur moyenne qu'elle
peut atteindre est de l'ordre de 23,8 kW/m2 pour l'acier
doux et entre 33 et 44 kW/m2 pour le bronze.
Il serait plus intéressant de jouer sur d'autres
paramètres de coupe d'un côté et de l'autre
côté voir l'ordre du polynôme pour pouvoir définir
des solutions stables et appréciables de la densité de flux de
chaleur en fraisage.
91
| 

