Etude du système Qualité Sécurité et Environnement au sein de la CBGN( Télécharger le fichier original )par Othmane HAMMANI Université Sidi Mohammed Ben Abdellah, Fés - Diplome universitaire technique 2009 |

UNIVERSITÉ SIDI MOHAMED BEN ABDELLAH ÉCOLE SUPÉRIEURE DE TÉCHNOLOGIE DE FÉS DEPARTEMENT DU GÉNIE DES PROCÉDÉS OPTION INDUSTRIES CHIMIQUES RAPPORT DE STAGE TÉCHNIQUE
Effectué au sein la CBGN sous le thème : Étude du système Qualité Sécurité et Environnement au sein de la CBGN PAR : HAMMANI Othmane (Etudiant à l'ESTF) A.U 2008/2009
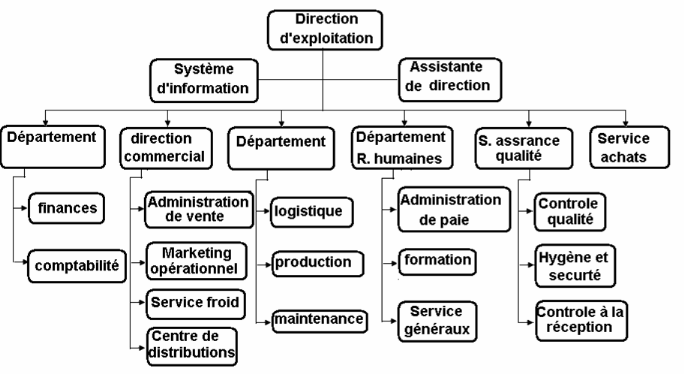
Dédicace Je dédie ce travail avec le plus grand plaisir à Mes Parents Mon frère et ma soeur Mes professeurs et mes encadrants Mes amis RemerciementsJ'adresse tout d'abord mes remerciements les plus sincères, à mon professeur Monsieur Abdellatif LOUKILI, et à Madame Hafida BENRAFAHALIA, qui ont très volontiers acceptés d'être mes encadrants pendant mon stage. * * * * * Mes remerciements s'adressent également au Directeur de l'ESTF, Monsieur Abdellatif SAFOUANE ainsi qu'au responsable de la filière génie des procédés Monsieur Abdelhak KHERBECHE. * * * * * Je me sentirais coupable d'ingratitude si je ne remerciais pas tous mes professeurs et tous le personnel de la CBGN. * * * * * SOMMAIRE Dédicaces.......................................................................2 Remerciements.................................................................3 Sommaire.......................................................................4 Introduction .....................................................................5 Première partie : Présentation de la CBGN..............................6 I. Historique ..........................................................6 II. Activités de la CBGN ...........................................7 III. Organisation de la CBGN .......................................7 IV. Description de l'usine ...........................................8 Deuxième partie : Procédé de fabrication................................9 I. Traitement de l'eau ...............................................9 II. Production de la boisson gazeuse.............................15 III. Conditionnement................................................19 Troisième partie : Etude du système qualité sécurité et environnement au sein de la CBGN.................................................26 I. Généralités.......................................................26 II. Qualité............................................................28 III. Sécurité...........................................................33 IV. Environnement..................................................51 Conclusion....................................................................54 Introduction Avant d'obtenir le DUT Génies des procédés option industries chimiques, l'étudiant doit effectuer un stage de deux mois au sein d'une entreprise ou d'une institution, le but est de permettre à l'étudiant de mettre en application les connaissances acquises durant ses études. Mon stage s'est déroulé du 27/04/2009 au 12/06/2009 : soit une période de sept semaines au sein de la Compagnie des Boissons Gazeuses du Nord CBGN situé à Fès. A l'issue d'une discussion que j'ai effectué avec mon professeur encadrant, nous avons déterminé un sujet qui représente un besoin pour toute entreprise, le choix s'est porté sur l'étude du système qualité sécurité et environnement sur la chaîne de production de la CBGN. Pour cela, j'ai été impliqué sur trois phases : 1. Bref présentation de la CBGN. 2. Suivie des procédés de production. 3. Etude du système QSE dans la CBGN. * * * * * * * * * * * * Présentation de la CBGN I. Historique La CBGN (Compagnie des Boissons Gazeuses du Nord) est une société qui a pour activité principale la fabrication et le conditionnement des boissons gazeuses. Voila un bref historique de la CBGN : Ø En 1952 : C'est la mise en place de la CBGN : embouteilleur franchisé de la compagnie coca-cola, elle a été située à la place actuelle de l'hôtel Sofia. Ø En 1971 : une nouvelle unité construite au quartier industriel Sidi Brahim. Ø De 1952 à 1987 : La CBGN ne fabriquait que Coca-Cola et Fanta orange, mais après, et pour augmenter sa part de marché, la compagnie a décidé la diversification de ses produits, elle a commencée de produire Fanta Florida, Fanta Lemon, Hawaï et Sprite, elle a lancée en 1992 les bouteilles plastique PET, elle a même achetée une nouvelle machine avec une grande capacité (plus de 6000 bouteilles par heure, rapide et qui effectue plusieurs taches au même temps (soufflage, rinçage, soutirage, bouchage et datage). Ø En 1997 : elle acquiert la SIM (Société industrielle marocaine) ; principal concurrent lui permettent ainsi d'augmenter sa capacité de production et d'élargir sa gamme de produits. Ø En 2002 : la CBGN devient filiale de l'ECCBC et par la suite de Coca- Cola Holding. La CBGN reste parmi les anciens embouteilleurs qui existent au MAROC. II. Activités de la CBGN L'activité de la société est autant industrielle que commerciale, elle se charge de la production des boissons gazeuses du nord et de la distribution dans son territoire assigné. Elle fabrique des boissons gazeuses de différents types (Coca-Cola, Fanta, Hawaï... etc.), formes (PET et verre), et de différents volumes (20, 25, 35, 35.5, 100, 150 et 200cl). En plus da la commercialisation de ses propres produits, la CBGN commercialise aussi les eaux de table (CIEL et BONAQUA), Coca-Cola light, Coca-Cola zéro et d'autres boissons gazeuses de formes PET et canettes, Miami, ces produits sont achetés des autres embouteilleurs appartenant au même groupe NABC. III. Organisation de la CBGN L'organigramme de la CBGN se présente de la façon suivante :
IV. Description de l'usine L'usine de Fès est située au quartier industriel Sidi Brahim, elle couvre une superficie globale d'environ un hectare. L'usine dispose de : Ø Une station pour le traitement des eaux. Ø Une ligne de production (siroperie). Ø Trois chaudières pour la production de la vapeur. Ø Ligne 1 et 2 des bouteilles en verre. Ø Ligne 3 et 4 des bouteilles soufflées « PET ». Procédé de fabrication
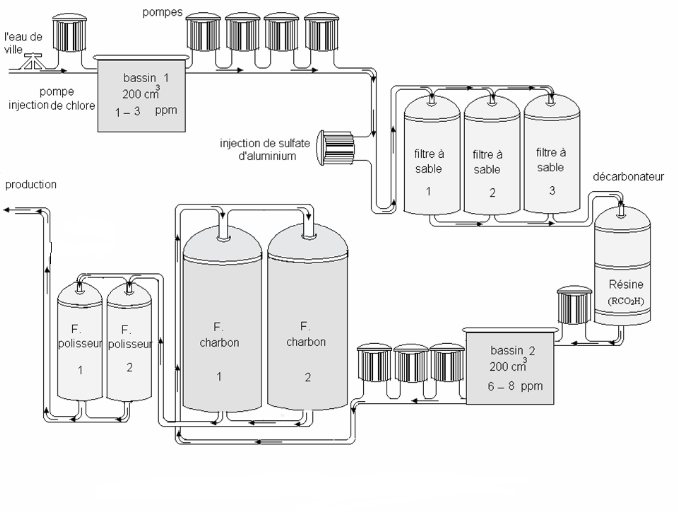
I.1. Nécessité du traitement de l'eau L'eau constitue l'élément majoritaire dans la boisson gazeuse, donc il peut influencer son goût, son odeur ainsi que son apparence, c'est pour cela qu'il faut traiter l'eau de ville avant son utilisation pendant la production du sirop, cette eau contient pas mal de substance qui peut influencer la boisson : Ø MES (matière en suspension) : De nombreuses particules peuvent constituer les impuretés d'une eau. Les techniques analytiques nécessaires à leurs déterminations dépendent des dimensions de ces particules, les impuretés présentes dans l'eau ont pour origine soit des substances minérales, végétales ou animales. Les matières décantables sont les matières de grandes tailles, entre 40 micromètres et 5 millimètres et qui se déposent sans traitement physique ou chimique. Ø Les matières colloïdales : ce sont des matières de même origine que les MES, leurs diamètres est généralement inférieure à 5 micromètres. La duré décantation naturelle de ces matières a été estimé entre 2 et 200 ans pour sédimenter dans une colonne de 1 mètre d'eau, il faudra donc les précipiter pour contribuer à leur décantation, c'est l'objectif de la coagulation-floculation. Ø Composés phosphorés : Le phosphore est l'un des composants essentiels de la matière vivante. Ø L'alcalinité: les bicarbonates, les carbonates ou les hydroxydes, peuvent donner un goût anormal au produit fini. Afin de transformé l'eau de ville en une eau convenable à la production de la boisson, il faut la faire passé par plusieurs étapes de traitement. I.2. Procédé de traitement de l'eau dans la CBGN I.2.a. Traitement de l'eau de la production La CBGN dispose d'une installation importante qui est destiné au traitement de l'eau, cette installation comprend : Ø Des bassins de chloration. Ø Des filtres à sable. Ø Un décarbonateur. Ø Des filtres à charbons. Ø Des filtres polisseurs. Ø Et des pompes pour la circulation de l'eau. Flow sheet de cette installation.
Mode de fonctionnement de l'installation Bassin 1 : Ce bassin est destiné à la fois au stockage de l'eau et à sa chloration par l'injection d'une quantité de chlore comprise entre 1 et 3 ppm. La capacité de ce bassin et d'environ 200 m3, le niveau d'eau à l'intérieur est contrôlé au moyen des sondes de niveau. A noter que la teneur en chlore et les paramètres (goût, odorat et apparence) GOA, sont analysés quotidiennement. Filtre à sable : L'eau sortante du bassin 1 est transportée via des pompes vers les filtres à sable après avoir reçue une dose de sulfate d'aluminium qui représente l'agent coagulant, qui va déstabiliser les particules colloïdales pour former des flocs qui vont être éliminer au niveau de ces filtres. Bien évidemment, après un certain temps estimé à 3 jours, les filtres à sables vont être chargés par les flocs, ce qui va déranger son bon fonctionnent, pour les débarrassés de ces particules, il sera lavé tous les 3 ou 4 jours par l'injection de l'eau à contre courrant. L'efficacité de ces filtres est vérifiée par l'analyse des GOA, et la turbidité, il faut aussi vérifié l'état du sable, cette vérification peut conduire au changement du sable si nécessaire.
Le décarbonateur : Il s'agit d'une grande cuve remplie par un lit de résines cationiques, un solide organique insoluble qui au contacte de l'eau échange les cations qui contient avec les cations provenant de la solution. Dans notre cas, la résine utilisée est de type RCO2H, le but étant de réduire l'alcalinité de l'eau, le mécanisme consiste à échanger les ions Ca2+ et Mg2+ provenant du bicarbonate de sodium et de magnésium avec la formation du gaz carbonique suivants les réactions : 2RCO2H + Ca(HCO3)2 Ca(RCO2)2 + 2CO2 + 2H2O 2RCO2H + Mg(HCO3)2 Mg(RCO2)2 + 2CO2 + 2H2O Il faut mesurer périodiquement l'efficacité de la résine qui est caractérisée par la teneur de l'effluent en carbonates et hydrogénocarbonates, lorsque cette quantité dépasse les 85 mg/l, il faut régénéré la résine par de l'acide chlorhydrique concentré qui va substituer les ions Ca2+ et Mg2+ par des protons. Après une certaine durée, la régénération ne peut rénover les résines, dans ce cas il faut changer carrément le remplissage. Bassin 2 : Le bassin 2 est un bassin qui reçoit l'eau sortante du décarburateur, avec une capacité de 200 m3, une quantité de chlore est ajouté de telle manier à obtenir une concentration de 6 à 8 ppm afin de désinfecter l'eau. Le niveau dans ce bassin doit être contrôlé toutes les 4 heures, ainsi que la teneur du chlore dans l'eau sortante qui doit rester dans l'intervalle de 6 à 8 ppm. Filtre à charbon : Les filtres à charbon sont des cuves remplies par du charbon actif qui représente un agent adsorbant visant à éliminer le chlore et tous les substances pouvant donner un goût ou une odeur anormal à la boisson, ainsi que les substances organiques et les micro polluants. A la sortie du filtre à charbon, plusieurs paramètres doivent être vérifiés Ø GOA Ø Le titre alcalimétrique qui ne doit pas dépasser les 2 mg/l. Ø Le titre alcalimétrique complet qui ne doit pas dépasser les 85 mg/l. Ø La teneur en chlore doit être nul. Ø Le pH doit être supérieure à 5. Ø La TDS ne doit pas dépasser 500 ppm. (taux de solide dissous) Ø La turbidité doit rester dans la limite de 0.5 NTU. Lorsque ces paramètres dépassent ces limites, le charbon devient saturé, et nécessite d'être changé. Filtres polisseurs : La station renferme deux filtres polisseur, chaque filtre se compose d'un support pour filtre en papier ou cartouche en fibre chargé d'éliminer les particules de charbon actif éventuellement présentes dans l'eau à la sortie du filtre à charbon. Les filtres polisseurs doivent être nettoyés avec une solution chlorée à chaque changement de papier ou de cartouche.
La stérilisation du filtre polisseur s'effectue deux fois par semaine ou selon les résultats des analyses microbiologiques. I.2.b Traitement de l'eau utilisé pour le lavage des bouteilles Les laveuses des bouteilles et bien d'autres machines consomment des quantités importantes d'eau sous des températures relativement élevés, donc si on utilise l'eau de ville, ça va provoquer du tartre qui va empêcher le bon fonctionnement de ces équipements, pour cela il faut traités ces eaux afin d'éviter la formation du tarte. C'est l'opération d'adoucissement de l'eau, ça consiste en une permutation des ions Mg2+ et Ca2+ par Na+, pour ce faire, on fait circuler l'eau à travers des résines cationiques de type Na2R selon les réactions suivantes : Ca(HCO3)2
NaHCO3 Après une certaine durée d'utilisation, la résine se retrouve saturée, et nécessite par conséquent une régénération par une solution concentré de NaCl. Remarque :
Ce même traitement est appliqué pour les eaux utilisées dans les chaudières.
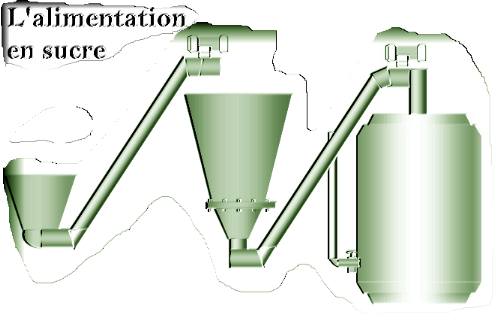
Après avoir traiter l'eau, il reste une deuxième étape qui est la production de la boisson gazeuse, c'est la siroperie, cette opération peut être subdivisé en deux grandes parties, la préparation du sirop simple, puis du sirop fini. II.1. Préparation du sirop simple Cette étape commence par l'injection du sucre granulé, approvisionné par COSUMAR et contrôler dans le laboratoire de la CBGN qui veille sur sa qualité et sur le respect des normes prescrites. L'opération à lieu au niveau d'un tamis permettant d'arrêter les grands grains et de laisser passer les particules ayant la granulométrie désirée, à l'aide d'une vis, le sucre est ensuite transporter vers un silos de stockage qui assure l'alimentation de circuit et évite toute rupture probable pendant la fabrication. En bas du silo, est installé une vanne munie de vérins pneumatiques qui permettent un ajustement automatique de l'alimentation du sucre selon les besoins en aval. Une deuxième vis sans fin amène le sucre vers une cuve de dissolution qui contient de l'eau traitée à la température de 60 °C.
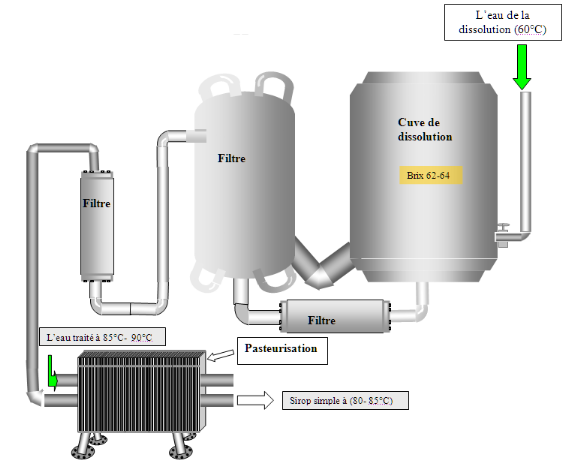
Alimentation du tamis et acheminement du sucre vers la cuve de dissolution A la sortie, on récupère une solution de sucre, c'est le sirop qui va traverser dans un premier temps un filtre horizontal puis l'autre qui est vertical au sein duquel s'effectue l'agitation de la solution, les particules non dissoutes précipitent et sont recyclées dans la cuve de dissolution, le brix de la solution se fait à la sortie du filtre à l'aide du visio brix.
Traitement du sucre par des filtres et sa pasteurisation au niveau de l'échangeur. L'échangeur thermique est alimenté par la vapeur d'eau provenant de l'atelier des chaudières. La vapeur permet le chauffage de la solution à environ 85 °C, la température ne dois pas dépasser ce degré, sinon on risque de caraméliser le sucre, cette élévation de température permet la pasteurisation qui consiste à enlevé les bactéries, les germes ainsi que les autres micro-organismes existant dans la solution, ensuite une partie du mélange est envoyée vers la cuve au charbon actif, cette dernier est remplie de la solution du sucre à laquelle vient s'ajouter le charbon actif en poudre, deux sonde installées au niveau de la cuve, l'une en bas permet de contrôler le niveau maximum de la solution, et ce en injectant du charbon et de la solution du sucre via une pompe agitateur, une fois celle-ci atteint ce niveau, l'autre sonde installée en haut bloc l'alimentation de la cuve une fois le niveau maximum est atteint. Il est à noter que le sirop obtenu à la sortie de l'échangeur ne traverse pas en entier la cuve du charbon actif, mais juste une partie qui est à son tour injectée dans la canalisation en provenance de l'échangeur et acheminée vers la cuve de réaction. Dans la cuve de réaction et au bout de 30 minutes environ est effectuée la réaction entre le sirop et le charbon actif, la réaction a pour but d'enlever la mauvaise odeur du sucre, de virer son apparence du jaune au blanc et d'assurer un bon goût. Pour éliminer les matières en suspension et les impuretés qui restent dans le mélange, ce dernier subit une autre phase de traitement, celle-ci commence par l'injection de la célite (terre diatomée) sous forme de poudre au niveau d'une cuve adjuvant qui va être déposée sur des plaques métalliques horizontales installées au niveau d'une cuve formant ainsi un filtre dit à gâteaux, le passage du sirop, à une température de 85 °C à travers ce filtre, permet sa purification. La circulation du mélange entre l'entrée et la sortie de la cuve est contrôlée par des manomètres qui permettent le réglage de la pression dans les deux positons. Chaque fois qu'il y a un colmatage du filtre on procède à l'évacuation du gâteau. Par ailleurs le mélange doit subir une succussion d'étapes de refroidissement pour arriver à un sirop simple avec une température convenable :
La première étape utilise l'eau traitée à la température ambiante et permet de ramener la température du sirop à 60 °C environ. Cette eau à une telle température peut servir à dissoudre le sucre d'où elle est recyclée vers la cuve de dissolution permettant ainsi une économie d'énergie.
La deuxième exploite l'eau adoucie en provenance de la tour de refroidissement à une température de 15°C afin de ramener le sirop, de l'étape précédente, à une température de 50 °C, l'eau adoucie chaude est renvoyée à la tour de refroidissement pour la porter à sa température initiale. La troisième étape se contente de l'eau glycolée (eau à une température moins de 0 °C mélangée avec une substance (glycol) pour éviter sa congélation à cette température), ce qui permet d'abaisser la température du sirop obtenu au niveau de la deuxième étape à l'environ de 22°C, cela grâce à une sonde qui ajuste le débit de l'eau glycolée et par la suite contrôle son refroidissement. L'eau chaude est pompée à une tour de refroidissement pour lui rendre sa température initiale. Le sirop obtenu est envoyé à la cuve de sirop simple où il repose pendant une heure pour qu'il soit désaéré. A la fin de cette étape on obtient un mélange appelé sirop simple. II.2. Préparation du sirop fini Le sirop fini est un mélange de sirop simple et de sirop concentré appelé aussi extrait de base, qui son tour un mélange complexe d'arômes, d'acidifiants et de colorants, ce dernier est reçu, sous licence, dans de grands flacons. La préparation du sirop fini commence par le contrôle des ingrédients du produit par un opérateur qui les introduit dans un récipient où se fait le mixage avec l'eau traitée, le mélange est ensuite envoyé à la cuve de sirop fini dans lequel s'effectue le mixage avec le sirop simple à l'aide d'une pompe qui maintient l'agitation pendant 30 min. le produit obtenu repose dans les environs de 15 min afin d'assurer sa désaération puis contrôlé par l'opérateur qui veille sur sa conformité en réglant tous les paramètres en question à savoir la température, les degré brix et bien d'autres paramètres. Le sirop fini va être envoyé vers le mixeur. II.3. Mixage Le mixage constitue la dernière phase de production de la boisson, cette étape consiste à mélanger le sirop fini avec l'eau traitée refroidie par l'eau glycolée et du gaz carbonique dans des proportions bien définies.
Mixeur
Comme il a été déjà indiqué dans le début de ce rapport, la compagnie contient quatre lignes, deux pour les bouteilles en verre, les autres pour les bouteilles en plastique. III.1. Bouteilles en verre III.1.a. dépalettisation
Cette machine représente un système presque automatisé concernant la mise en caisses sur convoyeurs, ces caissiers sont placés les uns sur les autres sous forme d'un parallélogramme de six caissiers sur quatre caissiers pour le volume de 1L et six caissiers pour le volume de 35 cl 20 cl, ce parallélogramme est posé sur une planche appelée palette.
Dépalettiseur III.1.b. décaisseuse C'est une machine qui enlève les bouteilles vides des caisses et les pose sur le convoyeur qui alimente la laveuse des bouteilles et laisse échapper les caisses en destination de la laveuse des caisses. La pose des bouteilles se fait à l'aide d'une ventouse qui souffle de l'air et crée une force de pression.
Décaisseuse
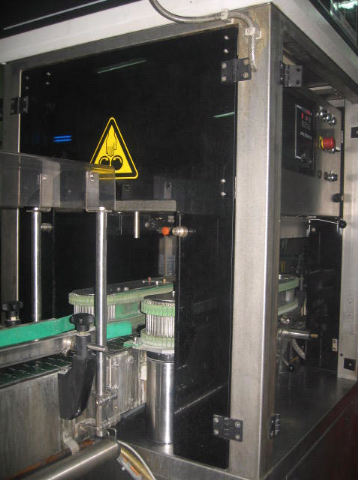
III.1.c. Lavage des bouteilles Le lavage s'effectue selon plusieurs étapes : Ø La pré-inspection : c'est l'opération qui consiste à la sélection des bouteilles conformes, effectué par un opérateur. Ø Le prélavage : est assurer par une eau adoucie tiède qui réchauffe légèrement la bouteille, permettant par la suite l'élimination des matières adhérant aux parois. Ø Le lavage à la soude caustique : s'effectue à une température de 82 °C combiné au triphosphate de sodium dont le rôle est d'empêcher le passage de la mousse en provenance de NaOH et de permettre la brillance des bouteilles. Ø Le pré-rinçage : est une opération de rinçage des bouteilles afin d'éliminer les traces de détergent, se fait dans trois bains contenant une adoucie chaude, tiède et froide. Le rinçage final est réalisé par l'eau froide chlorée de 1 à 3 ppm pour éliminer les résidus caustiques et refroidir les bouteilles jusqu'à la température ambiante. Ø L'inspection visuelle par les mireurs : à pour but d'éliminer les bouteilles mal lavées et ébréchées. Ø L'inspection électronique : s'effectue avant le soutirage, dans le but de retirer les bouteilles contenant des matières étrangères.
Laveuse des bouteilles Inspectrice
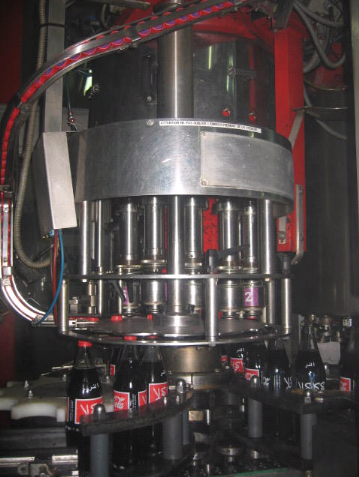
III.1.d. Soutirage et bouchage C'est le remplissage des bouteilles lavées par la boisson à l'aide d'une soutireuse qui seront par la suite fermées hermétiquement au niveau de la visseuse. Les bouteilles ainsi remplies et fermées sont contrôlées visuellement par un appareil électronique, afin de retirer les bouteilles mal remplies ou mal bouchées.
Soutireuse Visseuse III.1.e. étiquetage et codage : Après l'inspection visuelle, les bouteilles remplies sont étiquetées et codées sur le bouchon, (date, heure et lieu de production, date de péremption, ligne concernée).
Etiqueteuse
III.1.f. Palettisation C'est la mise en palettes des caisses pleines de bouteilles remplies.
Palettiseur III.2. Bouteilles en plastiques III.2.a. Soufflage des préformes Les préformes sont conduites vers la machine de fabrication par un élévateur en escalier, à l'entrée de la machine, les préformes subissent un chauffage dans un four qui contient des lampes à infrarouge, qui fixent les préformes et les fait tournés tout au long du four, pour qu'elles se ramollissent. A la sortie du four, une pince attrape la tête de la préforme et la conduit vers le moule muni d'une tige d'élongation qui entre dans la préforme pour lui donner la hauteur prévue. La préforme subit ensuite un pré-soufflage avec une pression de 7 bars, pour préparer la matière à subir une haute pression (40 bars) lors du soufflage. A la fin, les bouteilles sortent du moule et subissent un dégazage à l'air libre, et une fois soufflées, elles seront acheminées par un convoyeur vers la rinceuse. III.2.b. Rinçage
Une fois les bouteilles soufflées PET sont obtenues, elles sont acheminées par le convoyeur à l'air comprimé vers la rinceuse ou elles subissent un rinçage par l'eau traité chlorée. III.2.c. Carbonatation et refroidissement III.2.d. Soutirage et bouchage III.2.e. Etiquetage et codage
III.2.f. Mise en pack et stockage Les bouteilles en PET étiquetés et codées passent dans une fardeleuse qui les enveloppe d'un film rétractable pour être stockées et distribuées sous forme de pack vers les dépôts et les centres régionaux rattachés à la CBGN. III.3. Nettoyage et sanitation
Les opérations de sanitation des équipements de mixage et de remplissage des produits sont des opérations de nettoyage et de stérilisation qui consiste à débarrasser ces équipements des traces de produits. Ces opérations s'effectuent en des étapes : Nettoyage/ Sanitation 3 étapes eau chaud : -Prélavage -Lavage à l'eau chaude. -Rinçage à l'eau traitée. Nettoyage 3 étapes à la soude : -Prélavage. -Lavage à la soude. -Rinçage à l'eau traitée.
Nettoyage 5 étapes à la soude : -Prélavage. -Lavage à la soude. -Rinçage à l'eau traitée. -Lavage à l'eau chaude. -Rinçage à l'eau traitée. Nettoyage/ Sanitation 6étapes (à chaque arrêt de 24h) : -Prélavage. -Lavage à la soude. -Rinçage à l'eau traitée. -Lavage à l'eau chaude. -Rinçage à l'eau traitée. -Utilisation de désinfectant (NaOH ou HCL). Etude du système qualité sécurité et environnement au sein de la CBGN I. Généralités. I.1. Les normes Une norme (du latin `norma', « équerre, règle ») désigne un état habituellement répandu ou moyen considéré le plus souvent comme une règle à suivre. Ce terme générique désigne un ensemble de caractéristiques décrivant un objet, un être, qui peut être virtuel ou non. Tout ce qui entre dans une norme est considéré comme « normal », alors que ce qui en sort est « anormal ». Ces termes peuvent sous-entendre ou non des jugements de valeur. Définition de l'ISO : L'ISO est un réseau d'instituts nationaux de normalisation de 156 pays, selon le principe d'un membre par pays, dont le Secrétariat Central, situé à Genève, Suisse, assure la coordination d'ensemble. L'ISO est une organisation non gouvernementale : ses membres ne sont pas, comme le système des Nations Unies, des délégations des gouvernements nationaux. L'ISO occupe néanmoins une position privilégiée entre les secteurs public et privé. La raison à ce que l'ISO compte dans ses membres de nombreux instituts faisant partie de la structure gouvernementale de leur pays ou mandatés par leur gouvernement et d'autres organismes issus exclusivement du secteur privé, établis par des partenariats d'associations industrielles au niveau national. L'ISO peut donc agir en tant qu'organisation de liaison permettant d'établir un consensus sur des solutions répondant aux exigences du monde économique et aux besoins de la société, notamment ceux de parties prenantes comme les consommateurs et les utilisateurs. Remarque : Parce que le nom de l'Organisation Internationale de Normalisation donnerait lieu à des abréviations différentes selon les langues (ISO anglais et OIN en français), il a été décidé d'emblée d'adopter un mot dérivé du grec isos, signifiant "égal". La forme abrégée du nom de l'organisation est par conséquent toujours ISO. I.1.a. ISO 9001 La norme ISO 9001 fait partie de la série des normes ISO 9000, relatives aux systèmes de gestion de la qualité, elle donne les exigences organisationnelles requises pour l'existence d'un système de gestion de la qualité. I.1.b. OHSAS 18001 Cette norme permet de mettre en place un système de management de santé et de sécurité au sein de l'entreprise pour assurer un développement durable. I.1.c. ISO 14001 La norme ISO 14001 est la plus utilisée des normes de la série des normes ISO14000 qui concernent le management environnemental. I.2. La qualité La qualité dans une entreprise c'est l'ensemble des propriétés et caractéristiques d'un produit ou d'un service qui lui confèrent l'aptitude à satisfaire des besoins exprimés ou implicites. Dans le cadre de la gestion de la qualité, plusieurs appellations avec leurs nuances se sont succédées au fil des évolutions. · Démarche qualité : mise en oeuvre de la politique qualité ; · Cas particulier de la qualité total · Le système qualité : description du dispositif de la politique qualité. · Contrôle qualité : vérification des conformités des produits. Et les outils, dont : · le système de management de la qualité ; · Les processus ; · Un cercle de qualité est un groupe de réunion décisionnel. II. La qualité dans la CBGN. La CBGN veille principalement sur deux volets pour le contrôle de la qualité à savoir le contrôle à la réception et le contrôle au cours de la production.
II.1. Contrôle à la réception Chaque étapes du processus de fabrication de boisons gazeuses subit un contrôle minutieux afin de s'assurer de sa conformité selon les normes prédéfinis pour garantir la sécurité du consommateur. II.1.a. Contrôle des matières premières Ø Sucre : goût, odeur, apparence et turbidité. Ø Concentré, extrait de base et additif. Ø CO2 : Pureté, odeur et goût. II.1.b. Contrôle des matières d'emballage et de conditionnement Ø Préformes PET et bouteilles en verre. Ø Bouchons, étiquettes : épaisseur, longueur, largeur, et impression. Ø Films rétractable et étirables. Ø Palettes et casiers. II.1.c. Contrôle des produits chimiques Ø La soude caustique utilisée pour le nettoyage des bouteilles. Ø Le chlore pour la désinfection des bouteilles et le traitement des eaux. Ø Le chlorure de sodium de régénération des adoucisseurs. Ø L'acide chlorhydrique pour la régénération du décarbonateur. II.2. Contrôle au cours de la production Plusieurs paramètres doit être contrôlés au cours de la production de la boisson gazeuse, voila un tableau qui résume ces différents contrôles :
Désignation des abréviations : Ø Brix : c'est le pourcentage massique du saccharose dans la solution, est mesuré après décarbonatation de l'échantillon pendant 3 min. Ø GOA : goût, odeur, apparence : c'est tout simplement un test qui consiste à goûter la boisson et la sentir et essayai de détecter une anomalie au goût à l'odeur ou à l'apparence. Ø Torque mètre : c'est un appareil qui sert à contrôler la pression d'ouverture du bouchon. Ø Codage : Vérification du bon établissement du jet d'encre ainsi de sa clarté. Ø Etiquetage : c'est voir si les étiquettes sont bien appliqués sur les Bouteilles. II.3. Amélioration de la qualité La qualité de tous les paramètres contrôlés qu'on vient de citer dépend directement de la qualité et de la méthode de manipulation des différents outils et machines utilisés dans la chaîne de la production. C'est pour cela qu'il faut bien former les opérateurs pour qu'ils atteignent le niveau désiré afin d'utiliser correctement les machines et d'éviter les petits fautes qui ont des influences sur la qualité du produit fini ainsi qu'ils peuvent provoquer des pertes au niveau de l'entreprise. Dans ce paragraphe, on va donner quelques instructions de travail relatif à certaines machines dans le but d'améliorer leur efficacité. II.3.a. La souffleuses des bouteilles PET L'opérateur de la souffleuse doit : Ø Respecter les procédures et exigences QSE. Ø Assurer le réglage du convoyer lors des changements de taille. Ø Assurer l'arrêt du convoyeur à air à chaque arrêt prolongé de la production. Ø Assurer l'arrêt du convoyeur à air à chaque fin de production. Ø Veuillez au bon fonctionnement du convoyeur à air. L'opérateur de nettoyage doit : Ø Assurer le nettoyage du convoyeur à air suivant les prescriptions préalables. Ø Assurer le nettoyage et les changements des filtres d'air. Ø Assurer le nettoyage des trémies des préformes. Ø Respecter les instructions de sécurité des produits de nettoyage. Ø Informer le responsable hiérarchique de toutes les anomalies constatées et veillez à leur élimination. Ø Nettoyer immédiatement des fuites d'huile. Ø Poser les chiffons souillés dans les poubelles destinées à cet effet. II.3.b. Laveuses des bouteilles L'opérateur de la laveuse doit : Ø Respecter les procédures et exigences QSE. Ø Contrôler les niveaux des bains de soude le chef d'équipe en cas de problème. Ø Contrôler le niveau des bains de rinçage. Ø Au cours de la production contrôler le fonctionnement et l'alignement des injections à travers les fenêtres de la laveuse. Ø Contrôler la pression de l'eau de rinçage le long de l'opération. Ø Contrôler l'état de l'eau au niveau des bains de rinçage ; changer cette eau si nécessaire. Ø Veuillez à l'élimination des bouteilles trop sales, ébréchés et étrangers avant l'entré à la laveuse. Ø Mettre les lunettes de protection et les gants antiacides lors du nettoyage des bains de soude. Ø Porter ses EPI (les équipements de protection individuels) Ø Actionner les arrêts d'urgence avant chaque intervention. Ø Respecter les instructions de sécurité liées aux produits chimiques utilisés (soude caustique, eau de javel, synergique). Ø Veuillez à la chasse des fuites, d'eau et de soude. Ø Optimiser la consommation de l'eau de la laveuse des bouteilles. Ø Contrôler l'alimentation de l'eau recyclée à l'entrée de la laveuse. Ø Vérifier le bon fonctionnement de glisseurs de rinçage. Ø Informer le responsable hiérarchique de toutes les anomalies constatées et veillez à leur élimination. II.3.c. Rinceuse L'opérateur de la rinceuse doit : Ø Enlever tout corps étranger éventuel à l'intérieur. Ø Nettoyer le tapis de caisse avec une brosse afin d'enlever les matières telles que des éclats de verre ou autre, qui peuvent provoquer une usure prématuré de la chaîne plate à charrier. Ø Nettoyer le dispositif et retirer des obturations éventuelles existantes. Ø Vérifier les circuits pneumatiques, des bruits sifflants signalent une défectuosité. Ø Arrêter la machine en cas des défauts qui mettent en danger la sécurité de fonctionnement. Ø Ne porter pas de bijoux, bague chaîne ou autre avec le quels vous pouvez accrocher à la machine. Ø Porter ses EPI. Ø Informer le responsable hiérarchique de toutes les anomalies constatées et veillez à leur élimination. II.3.d. Mixeur starblend
Ø Respecter les procédures et exigences QSE. Ø S'assurer que le branchement sur le panneau de distribution du starblend est correct. Ø S'assurer que la pression du CO2 à l'entré du starblend est correct. Ø Faites entré la recette du produit a soutirer en respectant de démarrages affichés. Ø S'assurer que la réfrigération est adéquate. Ø S'assurer après lancement de l'opération drainage que le starblend est complètement vide. Ø Suivre le déroulement de la première production et apporter la correction des paramètres si nécessaires. Ø Contrôler le fonctionnement des flotteurs des réservoirs d'eau du sirop et du mélange. Ø Fermer les vannes d'eau, de sirop et de CO2 lors de tout arrêt prolongé. Ø Actionner les arrêts d'urgence avent chaque intervention. Ø Surveiller et agir en cas de fuite d'eau glycolée ou de produit. Ø Informer le responsable hiérarchique de toutes les anomalies constatées et veillez à leur élimination. II.3.e. La siroperie. L'opérateur de la siroperie doit respecter les points suivant avant toute opération : Ø Veillez au respect des règles d'hygiènes QSE. Ø Vérifiez l'état des vannes au niveau des circuits de préparation du sirop. Ø Vérifiez l'état des vannes au niveau des panneaux de distribution. Ø Vérifiez l'état des commandes au niveau des postes de commandes. Ø Mettre le sectionneur de courant des postes de commande en position I. Ø Démarrer les pompes d'agitation du sirop 30 min avant le démarrage. Ø Préparer les sirops à brancher pour les mesures de brix. Ø Préparer les circuits de branchement des sirops selon le besoin. Ø Remettre les compteurs de sirop à la sortie des pompes de refoulement à zéro. Ø Respecter les procédures, les instructions de travail et les instructions de préparation du sirop. Ø Respecter les fréquences et les protocoles des opérations d'entretient des équipements. Ø Respecter la tenue de tous les enregistrements. Ø Veuillez à porter les EPI systématiquement prescrits. Ø Veuillez à ce que la tenue de travail soit correcte et propre. Ø Ne pas déverser les produits dans les égouts. Ø Ne pas déverser le gâteau de filtration dans les égouts. Ø Garder son poste de travail. Ø Respecter les instructions de sécurité liées aux produits utilisés. Ø Informer le responsable hiérarchique de toutes les anomalies observées, veiller à leur limitation et à l'enregistrement d'accès à la siroperie.
Remarque : Les instructions de travail qu'on vient de citer contiennent au fur et à mesure des mesures de sécurité que l'opérateur doit respecter. III. La sécurité dans la CBGN Les différentes opérations de production des boissons gazeuses comme il est déjà cité dans la deuxième partie de ce travail, utilisent souvent des machines et des équipements présentant divers risques. En effet, la sécurité des opérateurs et l'une des priorités visées par la compagnie. III.1. Notion d'accident du travail
III.1.a. Définition La notion d'accident de travail désigne un événement violent et soudain qui cause un dommage corporel. Le droit du travail désigne comme accident du travail « tout accident survenu par le fait ou à l'occasion du travail quelle qu'en soit la cause, à tout travailleur soumis aux dispositions du code du travail. Sont également considérés comme accident de travail, l'accident survenu à un travailleur pendant le trajet de sa résidence au lieu de travail et vice versa, dans la mesure où le parcours n'a pas été interrompu ou détourné pour un motif dicté par l'intérêt personnel ou indépendant de son emploi, et l'accident survenu pendant les voyages dont les frais sont mis à la charge de l'employeur. » III.1.b. Classification des accidents de travail L'extrême diversité des accidents de travail rend difficile l'élaboration d'une méthode de classification et d'enregistrement qui permette, sans être trop compliquée, de réunir les renseignements essentiels pour la prévention. La 10ème conférence internationale des statisticiens du travail en 1962 réunie au BIT a recommandé 4 formes de classification : Ø la classification selon la forme de l'accident. Cette forme de classification est basée sur la manière dont s'est produit l'accident. Elle permet de déterminer l'événement dont la lésion de la victime est la conséquence directe ; elle indique comment l'objet ou la substance qui a provoqué la lésion est entré en contact avec la victime. Ainsi les différents types d'accidents sont : § Les chutes de personnes § Les chutes d'objets § Marche sur, choc contre, heurt par, des objets § Coincement dans un objet ou entre des objets § Effort excessif ou faux mouvements § Exposition à ou contact avec des températures extrêmes § Exposition ou contact avec le courant électrique § Exposition ou contact avec des substances nocives ou des radiations § Autres formes d'accidents non classés ailleurs Ø la classification d'après l'agent matériel. L'agent matériel est l'objet qui a occasionné la lésion. Cette forme de classification se fait en fonction de cet objet. Elle peut être appliquée soit en relation avec la lésion, soit en relation avec l'accident lui-même. On distingue les accidents causés par les objets suivants :
Ø la classification selon la nature de la lésion. Cette classification se fonde sur la nature du dommage corporel dont est victime le travailleur : les fractures, luxations ; entorses et foulures, les commotions et autres traumatismes internes, les amputations et énucléations etc. Ø la classification selon le siège de la lésion. Elle se fait selon la partie du corps où est localisée le dommage corporel : § Tête § Cou § Tronc § Membres inférieurs et membres supérieurs § Sièges multiples § Lésions générales § Siège non précisé III.2. Coûts des accidents du travail III.2.a. Coûts directs et coûts indirects Une manière fréquemment utilisée pour classer les coûts des accidents du travail est de distinguer les coûts selon qu'ils sont directs ou indirects. Trois typologies les plus connues seront évoquées dans cette section. Les coûts directs représentent généralement les frais qui sont enregistrés dans le système comptable de l'entreprise, c'est-à-dire les sommes qui doivent être engagées à la suite d'accidents alors que les coûts indirects décrivent les pertes subies par l'entreprise à la suite d'un accident de travail, mais qui ne sont pas nécessairement comptabilisées comme telles. Bon nombre d'auteurs ont évalué ces coûts en adoptant cette distinction sans toutefois utiliser une définition commune des termes coûts directs et coûts indirects. HEINRICH (1931) a été l'un des premiers à mettre en évidence la présence de coûts cachés non comptabilisés par l'employeur. Il a identifié les événements entourant un accident et ayant des répercussions économiques permettant ainsi d'identifier et de comparer les coûts directs et indirects. Les composantes de ces deux types de coûts figurent au tableau 1. Heinrich parvient à la conclusion que les coûts indirectement générés par les accidents de travail sont quatre fois plus élevés que les coûts directs. Mais, ce ratio coûts indirects/directs de 4 / 1 n'est qu'une moyenne de sommes (des coûts directs et indirects) sans aucune autre analyse statistique ce qui ne permet pas de vérifier la stabilité du ratio par exemple, selon le secteur de l'entreprise ou le type d'accidents. Typologie des coûts de Heinrich :
LaBelle (2000) distingue lui aussi les coûts directs des coûts indirects comme l'illustre le tableau suivant. Selon lui, les coûts directs sont des charges monétaires actuelles attribuables aux accidents alors que les coûts indirects représentent des coûts en termes de temps et de ressources non monétaires. Tous les éléments figurant dans ce tableau entrent en ligne de compte pour déterminer le coût total des accidents de travail.
III.2.b. Coûts économiques et sociaux Les accidents de travail présentent plusieurs coûts économiques et sociaux, que regroupe le tableau ci-dessous.
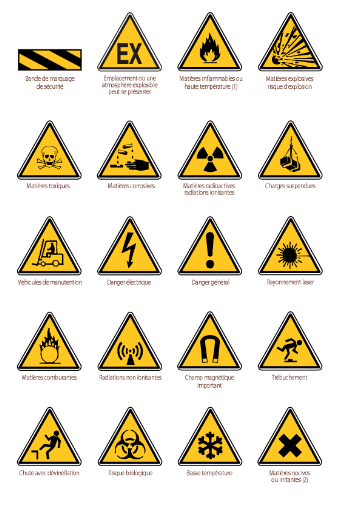
III.3.Panneaux de signalisation de santé et de sécurité au travail En fonction du risque relatif à chaque machine et chaque produit chimique existant dans la CBGN, des panneaux de signalisation doivent être placé pour que les opérateurs prennent leurs précautions nécessaires.
III.3.a. signalisations d'obligations.
III.3.b. Signalisations d'interdictions
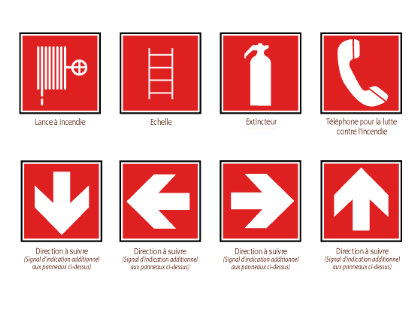
III.3.c. signalisation matériel incendie
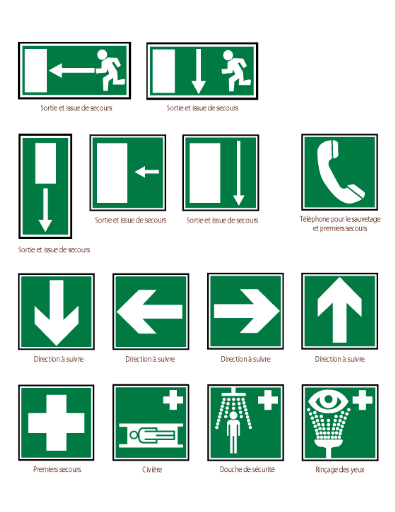
III.3.d. Sauvetage et Secours
III.3.e. signalisation avertissement
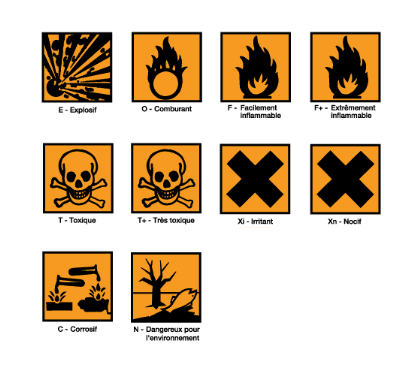
III.3.f. signalisation risques produits chimiques
III.3.g. Phrases R et S La caractérisation des risques se fait également par l'indication des symboles de danger avec des désignations de danger, des phrases de risque (phrases R) et des conseils de prudence (phrases S).
III.4. Les équipements de protection
III.4.a. Protection collectives Les protections collectives sont votre meilleure assurance contre les accidents du travail et les maladies professionnelles. Assurez-vous toujours : Ø De leur mise en place correcte, en particulier de celle des écrans prévus sur les machines (souffleuses, laveuses...etc.) pour vous protéger des pièces en mouvement et du bruit ; Ø De leur bon fonctionnement, en particulier de celui des installations d'aspiration, de pulvérisation et d'humidification qui réduisant le taux d'empoussièrement. III.4.b. Les équipements de protection individuelle GANTS
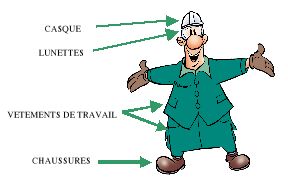
Un équipement de protection individuelle (EPI) est une protection concernant un individu contre un risque donné, et selon l'activité qu'il sera amené à exercer. D'une manière générale, l'ensemble du corps peut et doit être protégé, l'opérateur dans la CBGN doit porter ces EPI relatives à la tache qu'il exécute.
Les opérateurs dans la CBGN doivent être protégés en portant : Ø Un casque et des chaussures de sécurité toujours et partout ; Ø Des lunettes de protection ; Ø Des gants ; Ø Un casque antibruit ou des bouchons d'oreille à tous les postes bruyants ; Ø Un masque antipoussières pour intervenir dans les atmosphères empoussiérées ; Ø Un harnais de sécurité pour certains travaux en hauteur, en observant les conditions d'utilisation définies par leur responsable ; Ø Un gilet de sauvetage pour les travaux sur l'eau. Les opérateurs dans la CBGN doivent être protéger en portant : Ø Un casque et des chaussures de sécurité toujours et partout. Ø Des lunettes de protection. Ø Des gants. Ø Un casque antibruit ou des bouchons d'oreille à tous les postes bruyants : Ø Un masque antipoussières pour intervenir dans les atmosphères empoussiérées. Ø Un harnais de sécurité pour certains travaux en hauteur, en observant les conditions d'utilisation définies par votre responsable. Ø Un gilet de sauvetage pour les travaux sur l'eau. III.5. Précautions d'utilisation de certains produits chimiques utilisés au niveau de la CBGN. III.5.a. Eau de javel Avertissement :
Stockage et manutention : Ø Stocker le récipient bien fermé à l'abri de la lumière. Ø Température de stockage moins de 15 °C, risque de décomposition avec formation de produits gazeux, surtout en cas de stockage prolongé. Ø Fermer les récipients de façon à permettre à la pression intérieure de s'échapper (par exemple valve de suppression). Ø Pas de récipient en métal. Protection individuelle : En cas normale :
En cas de déversement :
Premiers secours : Ø En cas d'inhalation, faire respirer l'air frais, consulter un médecin. Ø En cas de contacte avec la peau, laver abondamment avec l'eau, tomponner au polyéthylène glycol 400, enlevé immédiatement tous vêtements souillé. Ø En cas de contacte avec les yeux, rincer abondamment avec de l'eau durant au moins 10 min, en maintenant les paupières écartées, consulter immédiatement un ophtalmologiste. Ø En cas d'injection, faire boire du jus de citron, du
vinaigre ou des oeufs crus mélangés avec du lait, puis beaucoup
d'eau, ne pas tenter de faire vomir. III.5.b. charbon actif Avertissement : Produit non considéré comme dangereux. Stockage et manutention : Ø Bien fermé à l'abri de l'humidité, température de stockage sans limites. Ø N.B : lors du changement du filtre s'assurer est aérée et la personne de deux personnes est obligatoire. Protection individuelle :
Premiers secours : Ø Eviter la formation de poussière, ne pas inhaler les poussières. Ø Lors du nettoyage, récupérer à l'état sec, acheminer vers l'alimentation, nettoyer. III.5.c. hyflo supercel (la celite) Avertissement :
Protection individuelle :
Premiers secours : Ø En cas de contacte avec le peau, laver avec de l'eau et du savon et laver soigneusement. Ø En cas de contacte avec les yeux laver abondamment et longuement à l'eau courante, si des spytrômes persistant, consulter un médecin. Ø En cas d'ingestion, rincer la bouche puis boire de l'eau. Ø En cas d'inhalation, amener le sujet à l'air libre, boire de l'eau et se moucher pour évacuer la poussière. Ø En cas de déversement éviter la formation des poussières et utiliser les aspirateurs ou balayer après humidification. III.6. Précaution d'emploie de certaines machines Voir paragraphe (II.3. Amélioration de la qualité) Remarques : Ø Les ouvriers dans la CBGN ne sont pas bien formés au niveau de la sécurité. Ø Les accès limité dans l'entreprise ne sont pas vraiment inaccessibles. Ø Les stagiaires ne sont pas bien protégés contre les risques et ne reçoivent pas des EPI suffisants. IV. Environnement Notre environnement a énormément changé depuis la révolution industrielle. La technologie a amélioré la vie de l'homme de plusieurs façons, mais elle a causé d'autres problèmes dont les effets ne furent apparents qu'après bien des années. La disparition d'espèces animales, la pollution...etc. La protection de l'environnement occupe une place de choix dans la stratégie de la CBGN. Cette préoccupation majeure a conduit l'entreprise à mettre en place une politique volontariste destinée à maîtriser l'impact de son activité industrielle sur le milieu naturel, à mettre en oeuvre des conditions d'exploitation sans risque pour le personnel et la population, et à se mettre en conformité avec les standards nationaux et internationaux. IV.1. quelques problèmes environnementaux IV.1.a. Effet de serre. L'effet de serre est un processus naturel de réchauffement de l'atmosphère, sur terre il intervient dans le bilan radiatif, il est du aux gaz à effet de serre (GES) contenus dans l'atmosphère. IV.1.b. pollution de l'eau La pollution de l'eau peut se présenter sous différentes formes : chimique, bactériologique, thermique, et les eaux ou masses d'eau concernées peuvent être douces, saumâtres ou salées, souterraines ou superficielles. Il peut même s'agir de la pluie ou des rosées. IV.1.c. Couche d'ozone |
|