Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
REPUBLIQUE DEMOCRATIQUE DU CONGO
Enseignement
Supérieur et Universitaire
Institut Superieur des techniques
appliquées de Kolwezi
Département de Chimie et
Métallurgie Appliquées
ISTA/ KOLWEZI
B.P. 299
E- mail :
istakolwezi2006@yahoo.fr

Approche d'un paramétrage des
conditions
optimales d'un circuit lixiviation -
extraction
par solvant du cuivre à l'usine à cuivre
de
Kolwezi sur base du minerai oxydé de cuivre
du
gisement de Kilamusembu
Par Koji Muzand IBRAHIM
Travail de fin de cycle graduat, présenté
et défendu en vue de l'obtention du grade d'Ingénieur Technicien
en techniques appliquées dans l'option Chimie et Métallurgie
appliquées
Directeur : Miji Ngomi Emmanuel
Ingénieur civil métallurgiste.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
SOMMAIRE:
Intitulés Pages
Introduction.......................................................................................................................3
PREMIERE PARTIE: Quelques concepts
fondamentaux
Chap. 1 Aperçu sur l'usine à cuivre de
Kolwezi...............................................6 Chap. 2 Notions sur la
lixiviation cuivre............................................................9
Chap. 3 Notions sur l'extraction par solvant du
cuivre.............................10 DEUXIEME PARTIE : Essais
expérimentaux en laboratoire et étude du
paramétrage
optimal d'une usine lixiviation et extraction par solvant
du cuivre en vue d'une
faisabilité à l'échelle
industrielle.
Chap. 4 Essais de
lixiviation.......................................................................................14
Chap. 5 Essais d'extraction par solvant du
cuivre.........................................23 Chap. 6 Essais de stripage du
cuivre......................................................................35
Chap. 7 Simulation à l'échelle
industrielle................................. ..........40 Chap. 8 Calcul du
flow
sheet........................................................................................46
Conclusions
Générales........................................................................................................52
Bibliographie..........................................................................................................................54
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
INTRODUCTION :
L'usine à zinc de Kolwezi s'est reconvertie en
usine à cuivre de Kolwezi depuis la fermeture de la mine de Kipushi qui
fournissait un minerai sulfuré de zinc comme alimentation et lequel
minerai arrivait à l'usine à zinc après calcination
préalable (grillage à mort) aux Usines Shituru de
Likasi.
L'usine à cuivre de Kolwezi fonctionne
actuellement en utilisant comme alimentation, le minerai oxydé de cuivre
du gisement de Kilamusembu localisé dans le district de
Kolwezi.
L'implantation de la nouvelle filière
`fragmentation - lixiviation - extraction par solvant- électrolyse' dans
les nouvelles entreprises installées dans le district de Kolwezi, et le
remplacement de la filière ` fragmentation - concentration par
flottation à la mousse - lixiviation - purification par
précipitation sélective -
électrolyse ` par la nouvelle filière dans
les entreprises anciennement installées, nous a amené à
étudier la faisabilité de l'implantation de cette nouvelle
filière dans l'infrastructure de l'usine à cuivre de Kolwezi sur
base du minerai du gisement de Kilamusembu.
Ce gisement est encaissé par le Katanguien qui
comprend les métaux du groupe du cuivre, du cobalt, du zinc, du cadmium
et du germanium. Ce gisement est constitué souvent par du
stérile. Le cuivre est dans l'ore body inferieur seulement. Le cobalt y
est relativement abondant.
Nous avons fait l'approche d'un paramétrage des
conditions optimales d'un circuit lixiviation - extraction par solvant du
cuivre à l'usine à cuivre de Kolwezi sur base du minerai de
Kilamusembu pour esquisser l'étude de faisabilité d'une
infrastructure métallurgique de production du cuivre métallique
par électrolyse dans ce concept et dans cet environnement
particulier.
Cette approche n'est pas une fin en soi elle n'est qu'une
porte ouverte à d'autres approches similaires, car un tel système
si complexe de production du cuivre métallique englobe un nombre
innombrable des paramètres susceptibles d'etre fixés.
La nécessité d'évoluer dans les
conditions d'équilibre nous a contraint de baser notre approche sur des
essais discontinus effectuées en laboratoire tant pour la lixiviation
que pour l'extraction par solvant dans ses étapes d'extraction et de
stripage.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
line simulation industrielle du calcul du flow sheet a
été enfin établie.
Ce travail comprend donc deux parties, une partie
théorique dans laquelle quelques concepts fondamentaux ont
été émis et une partie expérimentale qui comprend
tous essais effectués et leurs interprétations. La simulation de
l'infrastructure basée sur les résultats des essais au
laboratoire dans les conditions d'équilibre sont également
l'apanage de la seconde partie.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Première partie :
Quelques concepts fondamentaux.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
CHAPITRE 1 : APERCU SUR L'USINE A CUIVRE DE KOLWEZI.
L'usine à cuivre de Kolwezi est l'ancienne usine
à zinc de Kolwezi.
Cette usine est située à 15 kilometres au
nord ouest de Kolwezi à mi chemin entre l'usine hydro
métallurgique de Luilu et le concentrateur de Kolwezi.
Devant l'importance croissante des tonnages des
concentrés produits à partir de la mine de Kipushi et du
concentrateur de Kipushi, il fut décidé de constituer le 30 juin
1948 la société métallurgique du Katanga en
abrégé `METALKAT' dont le rôle était de traiter la
blende (sulfure de zinc) grillée à la division acide des usines
Shituru de Likasi.
L'industrie de production du zinc électrolytique
étant une grosse consommatrice de courant électrique (5000
kilowatt heure par tonne de zinc), le fonctionnement de la nouvelle usine
était conditionné par la construction de la centrale de Nzilo
mise en service en 1952 et plus tard celle de Nseke opérationnelle en
1956.
Le site de l'usine avait été choisi
à l'époque de manière à être le plus
près possible de la source d'alimentation en courant électrique
pour réduire le coût d'investissement du transport de
l'énergie électrique et etre à coté d'une source
d'eau suffisante.
L'extraction et la production du zinc à partir de
la blende crue exige que le zinc contenu soit sous forme lixiviable dans les
conditions de marche de l'usine à zinc de Kolwezi, choix
économique porté sur la forme de l'oxyde de zinc pour le besoin
en acide sulfurique dans usines hydro métallurgiques de Shituru à
Likasi.
Avant d'être livré à l'Usine
à zinc, la blende subit, à la division acide des usines de
Shituru, un grillage à mort qui permet de transformer le sulfure de zinc
insoluble en oxyde de zinc soluble en milieu acide sulfurique.
Le gaz sulfureux qui se dégage lors du grillage
à 930 degré centigrade ( la réaction ZnS + 3/2 O2 ZnO +
SO2 s'amorce à 800 degré centigrade) est cycloné,
filtré, débarrassé des poussières avant d'entrer
dans le circuit propremendit de la fabrication de l'acide
sulfurique.
L'oxyde de zinc (blende grillée) ainsi obtenu
reste encore associé, en proportions variables, aux diverses
impuretés telles que le cuivre, le cadmium, l'antimoine, le germanium,
le cobalt,...
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Toutes ces impuretés qui sont, plus nobles que le
zinc sont susceptibles de se déposer à l'électrolyse avant
le zinc et de compromettre ainsi l'extraction métallurgique de ce
métal.
Il faut donc purifier au maximum avant
l'électrolyse, la solution de sulfate de zinc obtenue par lixiviation
acide de l'oxyde de zinc impur.
La purification est effectuée par les
méthodes classiques de précipitation
sélective.
Cette purification qui s'opère par étapes
avec ajout des morceaux de cathodes et la poudre de zinc, de l'antimoine et du
permanganate de potassium permet d'écarter au maximum possible du
circuit direct de production de zinc des éléments tels que le
cuivre, le cobalt, le cadmium et le fer.
Etant donné que le cuivre et le cadmium sont en
proportions élevées dans le calciné alimenté et
partant dans les éléments écartés, il a
été conçu un petit circuit de production du cadmium
(cathodes électrolytiques fondues sous forme des baguettes de 250
grammes par pièces et de pureté 99,99%) et un four de production
de cuivre métallique en lingot de 3 à 4 tonnes à 95,96% de
cuivre par fusion des céments obtenus lors de l'élimination du
cuivre.
Le cuivre métallique produit servait
généralement à la fabrication des anodes solubles pour les
usines de Luilu et de Shituru.
La première tonne de zinc électrolytique a
été produite en juin 1953 par METALKAT. En 1962, fut crée
la société métallurgique Katangaise MTK qui devint en 1971
la société métallurgique de Kolwezi, qui finalement le 30
septembre 1974 intégra la Gecamines sous le nom de l'Usine à Zinc
de Kolwezi (UZK).
De 1955 à 1966, cette usine traitait pour le
compte de l'UMHK (Union Minière du Haut Katanga), les poussières
des filtres à sacs des Usines Pyrometallurgiques de Lubumbashi (UL) et
en extrayait du cadmium et des hydrates de Germanium.
Finalement en 2008, suite à l'arrêt de la
mine de Kipushi et à la baisse du coût de zinc par rapport
à celui du cuivre, UZK fut transformé en Usine à Cuivre de
Kolwezi (UCK) traitant le minerai de cuivre de ramassage dans les rails et dans
les bassins du concentrateur de Kamoto (KTC) et du concentrateur de Kolwezi
(KZC).
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
A l'heure actuelle, avec la relance de la mine de
Kilamusembu, sous le projet Kilamusembu, UCK porte deux types d'alimentation :
le minerai ramassé et le minerai de Kilamusembu préalablement
concentré au niveau de KZC
Le gisement de Kilamusembu est encaissé par le
Katanguien qui comprend les métaux du groupe du cuivre, du cobalt, du
zinc, du cadmium et du germanium. Ce gisement est constitué souvent par
du stérile. Le cuivre est dans l'ore body inferieur seulement. Le cobalt
y est relativement abondant.
Le minerai de Kilamusembu subit une concentration par
flottation à la mousse au concentrateur de Kolwezi pour atteindre une
teneur de 17% en cuivre afin de rentabiliser le processus de production afin
d'atteindre dans l'électrolyte destiné à
l'électrolyse du cuivre les teneurs compatibles à cet
opération de production du cuivre métallique.
Le flow sheet actuel du processus de traitement est sur
le schéma suivant :

STOCKAGE DU CONCENTRE

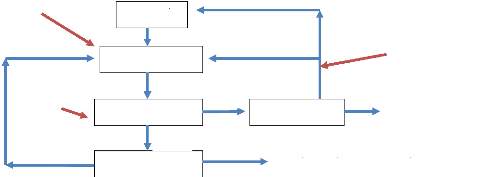
CATHODES CUIVRE
H2SO4 FRAIS
FILTRAT
UF
GATEAU VERS BROUSSE
FILTRATION
ELECTROLYSE
LIXIVIATION
PULPAGE
ELECTROLYTE EPUISÉ
FLOCULANT
OF
DECANTATION
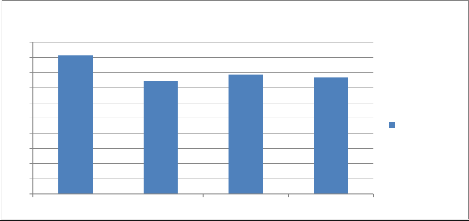
Ainsi, en travaillant avec ce circuit de production, les
usines à cuivre de Kolwezi ont fait la production suivante :
|
MOIS
|
JANVIER
|
FEVRIER
|
MARS
|
AVRIL
|
|
PRODUCTION
|
131,779
|
147,9
|
176,1
|
187,78
|
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
CHAPITRE 2 : NOTIONS SUR LA LIXIVIATION DU CUIVRE
La lixiviation généralement utilisée
dans les industries minières du district de Kolwezi est la lixiviation
par agitation. Le minerai broyé ou le concentré est
lixivié dans des tanks munis d'un système d'agitation pneumatique
et/ou mécanique. Pour obtenir un liqueur claire après
lixiviation, une séparation solide liquide est
appliquée.
La séparation solide liquide peut se faire par
décantation à contre courant, par filtration au filtre à
bande, par filtration au filtre à tambour ou à disque ou par la
combinaison de la décantation contre courant suivi de la
filtration.
L'alimentation pourrait être un minerai
oxydé (lixiviation acide dans des tanks agités), un minerai
sulfuré (lixiviation bactérienne ou sous pression). Le minerai
concassé et broyé, est lixivié dans des réservoirs
agités. La récupération du cuivre se fait en peu de temps
(quelques heures à quatre jours). La liqueur claire issue de la
lixiviation peut contenir environ deux à quatre vingt grammes de cuivre
par litre.
Les principaux agents de lixiviation sont l'acide
sulfurique, l'acide sulfurique et le sulfate ferrique; et
l'oxygène.
2.1. Les minerais oxydés de cuivre facilement
lixiviables par l'acide sulfurique :
Nous citerons l'azurite,
O O ) O O O O
La chrysocolle,
IO O O O 1O ) O
La malachite,
O O ) O O O O
La tenorite,
O O O O
La cuprite,
O O e O ) O O e O
Le cuivre natif,
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
e O ) 0 e O
2.2. Lixiviation oxydante des minerais sulfurés
de cuivre :
On peut mener une lixiviation directe des minerais
sulfurés par action bacterienne. Les bacteries se fixent et peuvent
directement attaquer le minerai en utilisant probablement le fer contenu dans
une gaine autour de la bacterie.
Nous citerons la chalcosine,
0 O O 0

0 O O 0
La covellite,
0 O O 0
La digénite,
9 0 O 9 O 0
La chalcopyrite,
e 0 O O e O ) 0
La bornite,
e 0 O 0 e O ) 0
La chalcosine se dissout rapidement, la covellite et la
bornite moderement, mais la chalcopyrite se dissous très lentement,
à moins d'une catalysation par l'argent.
CHAPITRE 3 : NOTION SUR L'EXTRACTION PAR SOLVANT DU
CUIVRE :
Les extractants les plus utilisés en
hydrométallurgie du cuivre en milieu sulfate sont les agents
chélatants. L'équilibre d'extraction-strippage est
représentée
par : EXTRACTION

) )
STRIPAGE
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Les premiers extractants à être
commercialisés sont des hydroxyoximes dénommés LIX
développés par la société Henkel Corporation
aujourd'hui Cognis. Le LIX 64, composé du LIX 65 et d'une petite
quantité de LIX 63, a été le premier à être
utilisé industriellement par la société Ranchers
Exploration and Development Corporation. Mais, actuellement le plus
utilisé dans les installations industrielles mondiales est le LIX 984N
qui est un mélange à volume égal de LIX 84 et Lix 860
(Henkel, 1991 ; Charles 1994).
Les compositions de quelques extractants du cuivre
développés par Cognis (anciennement Henkel) sont :
LIX 84 : Ketoxime Mélange de 5-nonylacetophenone
oxime et d'une petite quantité de 5- dodecylsalicylaldoxime dans le
kérosène
LIX 860 : Aldoxime Mélange de
5-dodecylsalicylaldoxime et d'une petite quantité de 5-nonylacetophenone
oxime dans le kérosène
LIX 984N : Mélange à égal volume de
LIX 84 et LIX 860
LIX 622 : salicylaldoxime Mélange de 5-
dodecylsalicylaldoxime et tridecanol dans le
kérosène
D'autres extractants ayant des caractéristiques
chimiques similaires ont été commercialisés par Cytec
Industries : ACORGA (M5640, M5850, PT5050, ...). Ces produits sont très
sélectifs pour le cuivre lorsqu'on fait l'extraction à un pH <
2 (1,5 à 1,9). Le Fe3+ qui est un élément gênant
à l'électrolyse n'est pas extrait.
L'extraction par solvant est une méthode de
séparation et de
concentration des ions métalliques en solution
aqueuse. La méthode est basée sur l'utilisation d'un extractant
organique dilué dans un solvant organique mis en contact avec la phase
aqueuse qui contient le métal à extraire. Par mélange des
deux phases non miscibles, l'ion métallique se lie à l'extractant
par formation d'un complexe et est ainsi transféré dans la phase
organique. Les deux phases sont ensuite séparées par
décantation. Le métal est ensuite ré extrait dans une
nouvelle phase aqueuse sous une forme raffinée et concentrée.
Cette deuxième opération est nommée strippage.
L'extraction et le strippage utilisent la même
réaction chimique dont l'équilibre est contrôlé
principalement par le pH du milieu. L'extraction est réalisée
à un pH plus élevé qu'au strippage.
L'extraction par solvant est utilisée en
hydrométallurgie pour la purification et/ou la concentration des
solutions. Combinée à l'électrolyse, elle est largement
utilisée pour la production de cuivre cathodique de haute pureté.
La première application industrielle remonte à 1950 avec
l'extraction de l'uranium en Afrique du Sud. Ensuite la technologie a
été développée pour l'extraction du cuivre par la
société
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Ranchers Exploration and Development Corporation. On
compte aujourd'hui plus de 30 installations d'extraction par solvant dans le
monde (Gerald et Jergensen, 1999 ; Kathryn et al., 2005, Gorgon,
2006).
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Deuxième partie:
Essais expérimentaux en laboratoire et
étude du
paramétrage optimal d'une usine lixiviation
et
extraction par solvant du cuivre en vue d'une
faisabilité à l'échelle
industrielle.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
CHAPITRE 4 : ESSAIS DE LIXIVIATION
Ces essais sont réalisés pour faire
l'approche du comportement du minerai du gisement de Kilamusembu lors de la
lixiviation acide en faisant varier différents paramètres (temps,
granulométrie, acidité,...) et en utilisant comme solution
lixiviante, une solution d'acide sulfurique.
Les conditions donnant une solubilisation maximale du
cuivre devront être corrélées aux conditions permettant une
extraction idéale du cuivre à l'étape d'extraction par
solvant et à celles donnant un stripage du cuivre dans les conditions
les plus favorables que possible.
Les conditions donnant une solubilisation maximale du
cuivre, une extraction idéale du cuivre par solvant organique et un
stripage favorable peuvent être approchées et extrapolées
au niveau industriel pour permettre la détermination des types et des
quantités des machines et équipements nécessaires
permettant à l'industriel d'approcher le coût de la technologie et
équipements requis.
Faudra-t-il finalement avoir à l'esprit que la
rentabilité d'un processus de production dépend enfin de compte
du volume des coûts d'investissement et de production.
4.1. Minerai, matériel et réactifs
utilisés :
4.1.1. Caractérisation du minerai :
Le minerai provient du gisement de Kilamusembu. Ce
gisement est encaissé par le Katanguien qui comprend les métaux
du groupe du cuivre, du cobalt, du zinc, du cadmium et du germanium. Ce
gisement est constitué souvent par du stérile. Le cuivre est dans
l'ore body inferieur seulement. Le cobalt y est relativement abondant
(1).
Le minerai a été prélevé au
remblai R 454 et l'analyse chimique du minerai a donné les
résultats qui sont consignés dans le tableau 1.
Tableau 1 : Teneurs en différents
éléments constitutifs du minerai de Kilamusembu.
|
Eléments
|
Cu
|
Co
|
Mn
|
MgO
|
Fe
|
SiO2
|
CaO
|
Cu ox
|
CuS
|
|
Teneurs %
|
4.42
|
0.99
|
0.10
|
9.50
|
0.86
|
54.50
|
1.75
|
4.40
|
0.02
|
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
4.1.2. Préparation du minerai :
Le minerai a été préparé
de manière à obtenir à la fin des opérations une
prise homogène de 10 kilogrammes représentative de l'ensemble du
minerai prélevé au remblai R 454.
De cette prise de 10 kilogramme sont
élaborés des échantillons destinés aux essais de
laboratoire.
Les opérations pour la constitution de cette prise
sont : 4.1.2.1. Prélèvement :
Le prélèvement d'environ 150 kilogrammes de
minerai a été effectué au remblai 454 à l'aide
d'une bèche et des sacs. Et cela d'une manière aléatoire
de façon que la prise soit représentative de l'ensemble du
remblai.
4.1.2.2. Concassage :
Le concassage a été effectué au
concasseur à mâchoires de laboratoire du type Arbed.
4.1.2.3. Homogénéisation et
échantillonnage du concassé :
L'homogénéisation et
l'échantillonnage du concassé a été effectué
par la méthode de cône et couronne. Le concassé est
étalé sous forme d'un cône. Le cône est
détruit et transformé en une couronne. La couronne est
retransformée en un cône. L'homogénéisation est
obtenue par répétition successive de cette
opération.
Pour prélever un échantillon de
concassé de 10 kilogrammes représentatif de l'ensemble du
concassé la méthode par division d'un tas conique a
été utilisée.
Un tas conique, constitué par la totalité
du concassé, est transformé en une couronne. La couronne est
divisée en quatre secteurs. Deux secteurs opposés sont
prélevés. L'opération est recommencée
jusqu'à ce que la prise ait un poids de 10 kilogrammes de
concassé.
Cette prise de 10 kilogrammes constitue la
quantité sur laquelle les essais de lixiviation seront
effectués.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
4.1.2.4. Etuvage :
La prise est étuvée pendant 24 heures pour
faire partir l'humidité.
4.1.2.5. Broyage à sec :
La prise subit un broyage à sec sur un broyeur
à cylindre de Laboratoire. 4.1.2.6. Tamisage aux tamis de 60 mesh et
de 100 mesh :
Après broyage à sec, deux types
d'échantillons de granulométries différentes sont
préparés en effectuant un tamisage à sec aux tamis de 60
et de 100 mesh et en retenant les passants. Ces échantillons sont
stockés pour des essais ultérieurs.
4.1.3. Réactifs utilisés :
Le réactif chimique utilisé est une
solution aqueuse d'acide sulfurique de concentration en acide variable selon la
finalité des essais.
4.2. Essais effectifs:
4.2.1. Indications :
La suivie des essais et la variation des
paramètres s'effectuant selon la méthodologie suivante
:
Dans la première série d'essais, le temps
est maintenu constant, la température ambiante, l'acidité de la
solution lixiviante variable ; la lixiviation étant appliquée sur
un minerai de granulométrie -100 mesh.
Dans la deuxième série d'essais, le temps
est variable, la température ambiante, la granulométrie constante
(- 100 mesh), l'acidité est de 25 grammes d'acide libre par litre dans
tous les essais.
Dans la troisième série d'essais, le temps
est maintenue constant, la température est maintenue constante
(température ambiante), l'acidité variable, la lixiviation
étant appliquée sur un minerai de granulométrie (-60 mesh)
granulométrie un peu grossière par rapport à la
granulométrie de la première série.
4.2.2. Matériel et produits nécessaires :
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
4.2.2.1. Matériel :
Béchers de 500 millilitres, agitateur
magnétique, plaque chauffante, PH mètre, spatule, balance,
chronomètre, entonnoir, papier filtre, pipettes, poire, étuve,
pans.
4.2.2.2. Produits :
Solutions aqueuses d'acide sulfurique de concentration
différente, minerai de Kilamusembu de granulométrie - 60 mesh et
de granulométrie - 100 mesh.
4.2.3. Mode opératoire :
- Peser 20 grammes de minerai de Kilamusembu de
granulométrie passant au tamis de 100 mesh et/ou de 60 mesh.
- A l'aide d'une spatule, mettre le minerai pesé
dans le bécher de 500 millilitre.
- A l'aide d'une pipette, ajouter dans le bécher
200 millilitre de la solution aqueuse d'acide sulfurique de concentration en
acide indiquée.
- Déclencher l'agitateur magnétique et
chronométrer le temps .
- A la fin du temps indiqué, arrêter
l'agitateur, effectuer la filtration, recueillir le filtrat et le
résidu.
- Sécher le résidu à
l'étuve.
- Envoyer au laboratoire d'analyse le résidu
séché et le filtrat pour analyse du
cuivre.
4.3. Effet de l'acidité de la solution
lixiviante sur la solubilisation du cuivre contenu
dans le minerai de Kilamusembu.
4.3.1. Conditions opératoires :
Les conditions opératoires sont
représentées dans le tableau 2.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Tableau 2 : Tableau des conditions opératoires
des essais de lixiviation tenant compte de la variation de l'acidité de
la solution lixiviante :
|
Essai
|
Temps de
lixiviation
(heure)
|
Température
(degré
Celsius)
|
Granulométrie
(mesh)
|
Acidité
solution
lixiviante
(gramme
d'acide libre
par litre)
|
|
1
|
2
|
21
|
-100
|
100
|
|
2
|
2
|
21
|
-100
|
80
|
|
3
|
2
|
21
|
-100
|
50
|
|
4
|
2
|
21
|
-100
|
25
|
|
5
|
2
|
21
|
-100
|
20
|
|
6
|
2
|
21
|
-100
|
15
|
4.3.2. Résultats obtenus :
Les résultats obtenus sont consignés dans
le tableau 3.
Tableau 3 : Tableau des résultats obtenus
découlant des essais dont le paramètre variable est
l'acidité de la solution lixiviante.
|
Essai
|
Poids résidu
(gramme)
|
% cuivre dans
le résidu
|
Rdt lixiviation
cuivre (%)
|
Acidité
solution
lixiviante
(gramme
d'acide libre
par litre).
|
|
1
|
17
|
0.25
|
95.2
|
100
|
|
2
|
19
|
0.26
|
94.4
|
80
|
|
3
|
18
|
0.34
|
93.08
|
50
|
|
4
|
18.3
|
0.38
|
92.8
|
25
|
|
5
|
19.5
|
0.45
|
90.0
|
20
|
|
6
|
20.1
|
0.49
|
88.9
|
15
|
4.3.3. Conclusions partielles :
Plus l'acidité de la solution lixiviante augmente,
plus le rendement de lixiviation augmente.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Lorsque la teneur en acide libre de la solution
lixiviante est faible, la lixiviation sera incomplète, le rendement de
lixiviation sera faible.
Lorsque la teneur en acide libre est
élevée. La lixiviation est complète et on solubilise
même les insolubilisables et la solution lixiviante aura un degré
d'acidité élevé après lixiviation ; degré
pouvant être incompatible avec l'extraction du cuivre par le solvant
organique à l'étape suivante.
Ainsi avec le minerai de Kilamusembu, nous avons retenu
une acidité de 25 grammes d'acide libre par litre avant lixiviation
correspondant à un rendement de lixiviation de 92,8%, tout en ayant
après lixiviation une acidité de 4,3 à 5 grammes d'acide
libre par litre.
4.4. Etude cinétique de la lixiviation :
Cet étude a pour but de voir l'évolution de
la solubilisation du cuivre en fonction du temps dans les conditions
opératoires retenues. Ces résultats permettront, connaissant le
débit de la pulpe à lixivier de prévoir le nombre des
réacteurs de lixiviation à installer de façon que le temps
de séjour de la pulpe dans les réacteurs de lixiviation soit
supérieur au temps de lixiviation.
Si le temps de lixiviation est supérieur au temps
de séjour de la pulpe dans les réacteurs, la lixiviation va
continuer dans les décanteurs et on effectuera une décantation en
surface.
Les conditions opératoires sont consignées
dans le tableau 4 :
Tableau 4 : Tableau des conditions opératoires
des essais de l'étude cinétique.
|
Paramètres
|
Temps de
lixiviation
(minutes)
|
Températures
(degré
centigrade).
|
Granulométrie
(mesh)
|
Acidité solution
avant
lixiviation
(gramme
d'acide libre
par litre)
|
|
Valeurs
|
120
|
21
|
-100
|
25
|
Des échantillons de la solution lixiviante sont
prélevés toutes les quinze minutes pour analyse et suivie de
l'enrichissement de la solution lixiviante en cuivre en fonction du
temps.
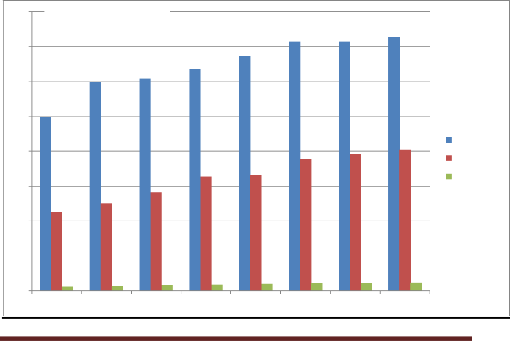
15' 30' 45' 60' 75' 90' 105' 120'
Temps
Teneurs en métaux ( g/l)
4
3.5
3
2.5
2
1.5
1
0.5
0
Cuivre (g/l) Cobalt (g/l) Fer (g/l)
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Les résultats des analyses sont contenus dans le
tableau 5. Tableau 5 : Tableau des résultats de l'étude
cinétique :
|
Temps (minutes)
|
Teneurs métaux dans la solution
lixiviante
|
|
Cu ++ (g/l)
|
Co ++ (g/l)
|
Fe++ (g/l)
|
|
15
|
2.49
|
1.13
|
0.06
|
|
30
|
2.99
|
1.25
|
0.07
|
|
45
|
3.04
|
1.41
|
0.08
|
|
60
|
3.18
|
1.64
|
0.09
|
|
75
|
3.36
|
1.66
|
0.10
|
|
90
|
3.57
|
1.89
|
0.11
|
|
105
|
3.57
|
1.96
|
0.11
|
|
120
|
3.64
|
2.02
|
0.12
|
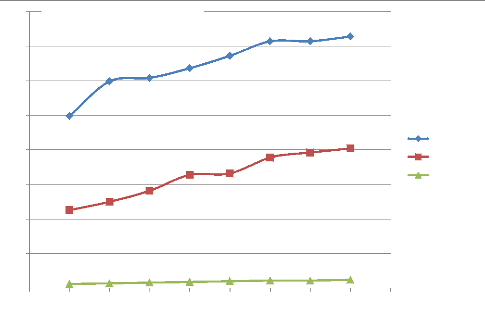
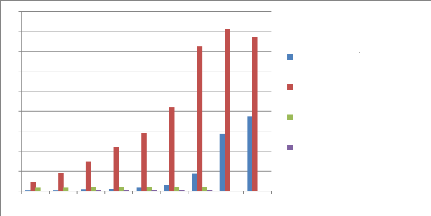
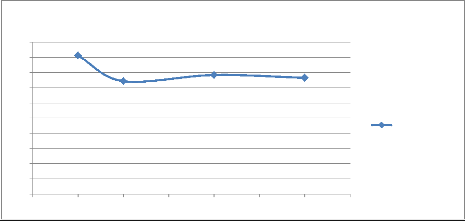
Ces résultats sont aussi représentés
sur le graphique 1 :
Graphique 1 : Graphique des résultats de la
cinétique de lixiviation du cuivre, du cobalt, et du fer.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Graphique 2 : Courbes d'évolution exprimant la
cinétique de lixiviation du cuivre, du fer et du cobalt.
3.5
3
2.5
2
1.5
Cuivre (g/l) Cobalt (g/l) Fer (g/l)
Teneurs en métaux (g/l)
1
0.5
4
0
0 1 2 3 4 5 6 7 8 9
Fraction
de temps.
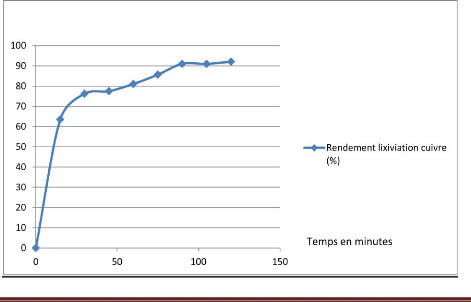
Nous pouvons tracer la courbe cinétique pour la
lixiviation du cuivre à partir du tableau 6, le courbe exprimant
l'évolution du rendement de lixiviation en fonction du
temps.
Tableau 6 : Tableau des valeurs du rendement de
lixiviation en fonction du temps
|
Temps
(minutes)
|
0
|
15
|
30
|
45
|
60
|
75
|
90
|
105
|
120
|
|
Rendement
de
lixiviation
(%)
|
0
|
63.48
|
76.23
|
77.5
|
81.07
|
85.66
|
91.01
|
91.01
|
92.08
|
Le graphique cinétique de la lixiviation du cuivre
est représenté sur le graphique 3.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Graphique 3 : Graphique cinétique de la
lixiviation du cuivre :
Rendement (%)
Re
Rendement lixiviation cuivre (%)
Temps (Minutes)
|
100 90 80 70 60 50 40 30 20 10 0
|
|
|
|
0' 15' 30' 45' 60' 75' 90' 105' 120'
|

La courbe cinétique est représenté
sur le graphique 4.
Rendement (%)
Graphique 4 : Représentation de la courbe
cinétique Temps (minutes)
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Conclusions partielles :
Pour un débit de pulpe de x (m3/h), il faudra
monter en série y réacteurs de lixiviation de capacité z
(m3) tel que z.y/x > 2 afin d'obtenir une solution lixiviante de teneur
cuivre 3,63 grammes de cuivre par litre avec un rendement de 92,8%.
De la courbe cinétique, on remarque que la
solubilisation du cuivre s'effectue rapidement pendant les premières
minutes de la lixiviation, et elle est trop lente pendant les dernières
minutes et qu'après deux heures de lixiviation, la solubilisation
devient faiblement effective.
CHAP. 5 ESSAIS D'EXTRACTION PAR SOLVANT DU CUIVRE:
Ces essais d'extraction par solvant du cuivre ont
été menés sur base d'une solution que nous avons obtenue
en lixiviant le minerai de Kilamusembu dans les conditions retenues
L'extractant organique utilisé est le LIX 984 NC.
Cet extractant est spécifique pour l'extraction du cuivre contenu dans
une solution aqueuse d'acide sulfurique dans laquelle le cuivre est sous forme
de sulfate de cuivre, comme diluant nous avons utilisé le pétrole
qui a comme rôle de solubiliser l'extractant pour le rendre effectif et
de baisser sa viscosité en vue de permettre après extraction du
cuivre une bonne séparation entre la phase aqueuse et la phase
organique.
5.1. Caractéristiques de la solution
utilisée :
Les caractéristiques de la solution
utilisée sont consignées dans le tableau 6. Tableau 6 :
Tableau des caractéristiques de la solution utilisée
:
|
Eléments
analysés
|
Cu ++
|
Co ++
|
Fe total
|
Mn ++
|
|
Teneurs
(grammes par
litre)
|
4,50
|
0,23
|
0,10
|
0,05
|
5.2 Mode opératoire :
1. Préparer la solution organique dont la
proportion en extractant est y % (v/v) et la proportion en diluant est (1-y)%
(v /v).
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
2. Connaissant la composition de la solution
utilisée comme PLS (Prégnant Leach Solution, Solution
imprégnant la pulpe lors de la lixiviation). Solution dont les
caractéristiques sont données dans le tableau 6. Mélanger
la solution aqueuse sulfurique contenant le sulfate de cuivre à la
solution organique dans les proportions voulues dans une ampoule à
décanter.
3. Y ajouter une solution de sulfate de sodium
(Na2SO 4) faisant office d'agent tensioactif ayant des effets
à l'interface phase organique - phase aqueuse. Cette solution facilitant
la sédimentation de la phase aqueuse lorsque la continuité est
organique et facilitant la remontée de la phase organique lorsque la
continuité est aqueuse.
4. Secouer pendant trois minutes et laisser la phase
aqueuse décanter.
5. Drainer la phase acidulée aqueuse (raffinat)
et mesurer son acidité.
6. Prélever un échantillon de 30
millilitres de la phase aqueuse pour les analyses chimiques.
5.3. Matériel et Réactifs Utilisé
:
5.3.1. Matériel Utilisé :
- Burettes graduées de 25 millilitres, 10
millilitres et 50 millilitres.
- Pipettes graduées de 25 millilitres -
Pipettes jaugées de 200 millilitres - Poire d'aspiration (pro
pipette)
- Ampoules à décanter de 250, 500, et 1000
millilitres.
- Ballons jaugé.
5.3.2. Réactifs Utilisés.
- Une solution PLS dont les caractéristiques sont
consignées dans le tableau 6.
- L'extractant Lix 984 NC.
- Le diluant, pétrole
- L'agent tensio - actif, le sulfate de sodium dans une
solution acidulée 0,5 M.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
5.4. Impact des proportions en volume (V/V) du
mélange extractant - phase organique sur l'efficacité de
l'extraction.
5.4.1. Conditions opératoires :
Nous mélangeons 60 millilitres de la solution
sulfurique aqueuse contenant le cuivre sous forme de sulfate à 60
millilitres d'organique, donc dans le ratio 1. Le temps d'agitation
étant de 3 minutes, comme paramètre nous faisons varier la
proportion extractant/phase organique. (10%, 15%, 20%, 25%, 30%).
5.4.2. Résultats obtenus :
Les résultats obtenus sont contenus dans le
tableau 7 : Tableau 7 : Tableau de la constitution du Raffinat :
|
% (v/v)
|
Cu ++ (g/l)
|
Co ++ (g/l)
|
Fe total (g/l)
|
Mn ++ (g/l)
|
Rdt Cu (%)
|
|
10%
|
0.50
|
0.20
|
0.05
|
0.05
|
88.8
|
|
15%
|
0.28
|
0.20
|
0.06
|
0.05
|
95.77
|
|
20%
|
0.18
|
0.21
|
0.06
|
0.05
|
96.00
|
|
25%
|
0.17
|
0.22
|
0.06
|
0.05
|
96.22
|
|
30%
|
0.14
|
0.21
|
0.05
|
0.05
|
96.88
|
cuivre (g/l) cobalt (g/l) Fe total (g/l) Manganese (g/l)
|
0.6 0.5 0.4 0.3 0.2 0.1
0
|
|
|
|
|
|
|
10% 15% 20% 25% 39%
Ces résultats sont traduits dans le graphique 5 :
Graphique 5 : Graphique des résultats :
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Ces résultats sont également traduits par
les courbes données par le
graphique 6 :
Graphique 6 : Courbes traduisant les
résultats :
|
0.6 0.5 0.4 0.3 0.2 0.1
0
|
|
|
|
|
|
|
cuivre (g/l) cobalt (g/l) Fe total (g/l) Manganese (g/l)
|
0% 10% 20% 30% 40% 50%
Le rendement d'extraction du cuivre en fonction de la
proportion extractant - phase organique est traduite dans la graphique 7
:
10% 15% 20% 25% 39%
Graphique 7 : Graphique exprimant la variation du
Rendement d'extraction Cuivre en fonction de la variation de la proportion
extractant - diluant :
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
La variation du rendement d'extraction du cuivre en
fonction de la proportion extractant - diluant dans la phase organique est
également traduite par les courbes du graphique 8 :
Graphique 8 : Graphique des courbes traduisant la
variation du rendement d'extraction en fonction de la proportion extractant -
diluant dans la phase organique.
|
98 97 96 95 94 93 92 91 90 89 88
|
|
|
|
|
|
0% 5% 10% 15% 20% 25% 30% 35% 40% 45%
5.4.3. Conclusions partielles :
Le rendement d'extraction du cuivre par la phase
organique en fonction de la variation du rapport en volume extractant - phase
organique connaît une variation croissante rapide entre les valeurs 10%
et 17% pour ce rapport. La courbe montre une variation régulière
moins prononcé par la suite.
Nous retiendrons donc pour un ratio unitaire phase
organique - phase acidulée aqueuse contenant le cuivre à extraire
par l'extractant, les valeurs de mélange en volume Lix 984 NC et
pétrole, les valeurs 17% pour l'extractant et 83% pour le pétrole
utilisé comme diluant.
5.5. Impact du rapport volume phase organique sur
volume phase aqueuse sur le rendement d'extraction cuivre par la phase
organique :
5.5.1. Conditions opératoires :
Nous Travaillerons dans les conditions 17% pour
l'extractant et 83% pour le pétrole comme composition de la phase
organique, et comme paramètre variable le
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
ratio en volume de la phase organique sur la phase
aqueuse. Le temps de contact et d'agitation dans l'ampoule à
décanter étant toujours de trois minutes. Le paramètre
variable étant le rapport phase organique- phase aqueuse. Ces conditions
opératoires sont représentées dans le tableau
8.
Tableau 8 : Tableau des conditions
opératoires
|
Volume phase
organique Vo (ml)
|
Volume phase
aqueuse Va (ml)
|
Vo/Va
|
Temps de contact
(minutes)
|
|
60
|
6
|
10
|
3
|
|
60
|
12
|
5
|
3
|
|
60
|
20
|
3
|
3
|
|
60
|
30
|
2
|
3
|
|
60
|
40
|
1,5
|
3
|
|
60
|
60
|
1
|
3
|
|
30
|
60
|
0,5
|
3
|
|
12
|
60
|
0,2
|
3
|
|
6
|
60
|
0,1
|
3
|
5.5.2. Résultats obtenus :
Les résultats des essais sont consignés
dans le tableau 9 :
Tableau 9 : Résultats des essais d'extraction
par solvant dans les conditions du tableau 8.
|
Rapport phase Vo/Va
|
Vo (ml)
|
Va (ml)
|
Cu++/aq. (g/l)
|
Co++/org (g/l)
|
Cu++/org (g/l)
|
Fe
total (g/l)
|
Rdt Cu (%)
|
|
10
|
60
|
6
|
0,03
|
0,19
|
0,45
|
-
|
99,3
|
|
5
|
60
|
12
|
0,04
|
0,19
|
0,89
|
-
|
99,1
|
|
3
|
60
|
20
|
0,08
|
0,20
|
1,47
|
0,07
|
98,2
|
|
2
|
60
|
30
|
0,11
|
0,20
|
2,20
|
0,06
|
97,6
|
|
1,5
|
60
|
40
|
0,17
|
0,20
|
2,89
|
0,07
|
96,2
|
|
1
|
60
|
60
|
0,31
|
0,20
|
4,19
|
0,07
|
93,1
|
|
0,5
|
30
|
60
|
0,88
|
0,21
|
7,24
|
0,07
|
80,4
|
|
0,2
|
12
|
60
|
2,88
|
-
|
8,1
|
-
|
36
|
|
0,1
|
6
|
60
|
3,73
|
-
|
7,7
|
-
|
17,1
|
Ces résultats sont dans le diagramme du graphique
9 :
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Graphique 9 : Diagramme des résultats du
tableau 8 :
9
8
7
6
5
4
3
2
1
0
Teneur cuivre phase aqueuse (g/l)
Teneur cuivre phase organique (g/l)
Teneur cobalt phase aqueuse (g/l)
Teneur fer phase aqueuse (g/l)
0.1 0.2 0.5 1 1.5 2 3 5 10
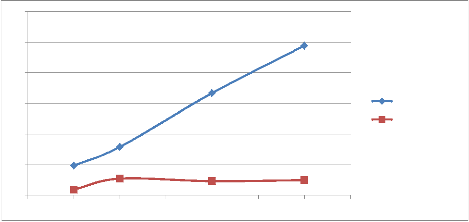
Les courbes traduisant l'évolution des teneurs
cuivre dans les phases aqueuse et organique en fonction du rapport de phase
sont dans le graphique 10.
Graphique 10 : Evolution des teneurs cuivre dans les
phases aqueuse et organique en fonction du rapport de phase.
Teneur cuivre phase aqueuse (g/l)
Teneur cuivre phase organique (g/l)
0 2 4 6 8 10 12
5.5.3. Quantité de cuivre transféré de
la phase aqueuse à la phase organique :
Les quantités cuivre transféré de la
phase aqueuse à la phase organique sont dans le tableau 10.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Tableau 10 : Quantité de cuivre
transféré de la phase aqueuse à la phase organique
:
|
Rapport de phase
Vo/Va
|
Vo (ml)
|
Va (ml)
|
Quantité cuivre
transféré
(gr)
|
|
10
|
60
|
6
|
0.0268
|
|
5
|
60
|
12
|
0.0535
|
|
3
|
60
|
20
|
0.0884
|
|
2
|
60
|
30
|
0.1317
|
|
1.5
|
60
|
40
|
0.1732
|
|
1
|
60
|
60
|
0.2514
|
|
0.5
|
30
|
60
|
0.2172
|
|
0.2
|
12
|
60
|
0.0972
|
|
0.1
|
6
|
60
|
0.0462
|
|
0
|
0
|
60
|
0
|
Ces quantités sont traduites dans le graphique
11
Graphique 11 : Quantité cuivre
transféré en fonction du rapport de phase Vo/Va.
|
0.3 0.25 0.2 0.15 0.1 0.05
0
|
|
|
|
|
|
|
Quantité cuivre transferé (gr)
|
0 0.1 0.2 0.5 1 1.5 2 3 5 10
La courbe représentative de cette fonction est sur
le graphique 12.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Graphique 12 : Courbe exprimant l'évolution de
la quantité du cuivre transféré en fonction du rapport de
phase Vo/Va.
|
0.3 0.25 0.2 0.15 0.1 0.05
0
|
|
|
|
|
|
|
|
Quantité cuivre transferé (gr)
|
0 2 4 6 8 10 12
5.5.4. Conclusions partielles :
Le rendement d'extraction cuivre par la phase
organique est directement proportionnel au ratio (Vo/Va). Plus la valeur du
ratio augmente, plus le rendement d'extraction du cuivre par la phase organique
est élevé.
Plus la continuité est organique, plus le
rendement d'extraction cuivre par la phase organique est élevé,
cependant la teneur en cuivre de la phase organique chargée devient de
plus en plus faible. Aussi à l'échelle industrielle les frais
d'investissement pour l'acquisition des grandes quantités d'organique
sont une limitation.
Plus la continuité est aqueuse, plus le rendement
d'extraction cuivre par la phase organique est basse. Ce qui n'est pas
intéressant du point de vue industrielle.
Quant à la quantité cuivre
réellement transféré de la phase aqueuse à la phase
organique, cette quantité diminue lorsque la continuité devient
de plus en plus organique ou aussi de plus en plus aqueuse. Elle connaît
une valeur maximale lorsque le rapport de phase est unitaire, ce qui est
intéressant industriellement car l'idéal est de transférer
dans la phase organique une grande quantité de cuivre pour le
stripage.
Nous adopterons alors ce rapport de phase pour toute la
suite de nos essais.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
5.6. Optimisation de la configuration du circuit
d'extraction :
5.6.1. Détermination du nombre d'étage
d'extraction possible à l'aide du diagramme de Mc Cabe
Thièle.
En pratique, le nombre d'étapes d'extraction et de
stripage se détermine par la construction du diagramme de McCabe
Thièle. Ce graphique est construit en déterminant au laboratoire
l'isotherme d'équilibre d'extraction ou de stripage en mélangeant
la solution aqueuse et la solution organique à différents
rapports de phase (A/O) jusqu'à ce que l'équilibre soit
atteint.
Après la séparation des phases, la
concentration en métal dans la phase aqueuse est analysée et
celle de la phase organique est calculée par
différence.
L'isotherme d'équilibre d'extraction est obtenue
en reportant sur un graphique les concentrations à l'équilibre du
métal dans la phase organique en fonction de la concentration dans la
phase aqueuse.
L'isotherme de stripage est obtenue en reportant sur un
graphique les concentrations du métal dans la phase aqueuse en fonction
de la concentration dans la phase organique.
Pour construire le diagramme en escaliers de McCabe
Thièle, une ligne de travail doit être ajoutée à
l'isotherme d'équilibre et sa pente dépend du rapport de phase
(PO/PA) pour le processus d'extraction désirée. Chaque escalier
représente une étape d'extraction ou de stripage.
Dans un circuit industriel SX-EW, l'extraction et le
stripage s'effectuent en continu. L'extraction est réalisée avec
une phase organique qui vient du stripage et le stripage s'effectue avec un
électrolyte riche en acide qui vient de l'électrolyse à
une température le plus souvent de 40 à 50°C. Ces
deux opérations sont effectuées rapidement (2-3 minutes) de sorte
qu'on n'atteint pas des équilibres parfaits. En tenant compte des
rendements qui sont souvent de 90 à 98 %, les diagrammes de McCabe
Thièle doivent être corrigés.
Les valeurs des coordonnés de l'isotherme
d'extraction sont établies à partir du tableau 9. Ces valeurs
sont consignées dans le tableau 11.
Tableau 11 : Tableau des coordonnés de
l'isotherme d'extraction.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
|
Cu ++ phase organique (g/l))
|
0.45
|
0.89
|
1.47
|
2.20
|
2.89
|
4.19
|
7.24
|
8.1
|
7.7
|
|
Cu ++ phase aqueuse
(g/l))
|
0.03
|
0.04
|
0.08
|
0.11
|
0.17
|
0.31
|
0.88
|
2.88
|
3.73
|
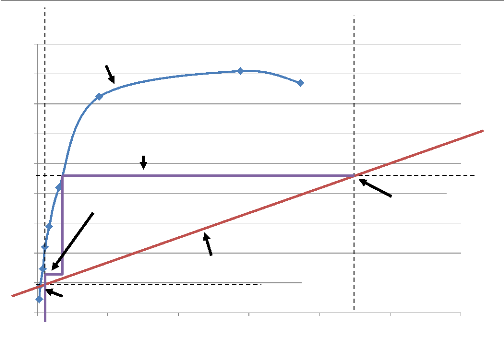
Le tracé de l'isotherme d'extraction est sur le
graphique 13. Graphique 13 : Graphique de l'isotherme
d'extraction
Phase organique g/l de cuivre
4
9
8
0
7
6
5
3
2
1
0 1 2 3 4 5 6
ISOTHERME D'EQUILIBRE
( 0,02 : 0,99 )
2ème ETAGE ( 4,50 : 4,48 )
1er ETAGE
DROITE OPERATOIRE
Phase aqueuse g/l de cuivre
Ce diagramme montre que l'optimisation d'extraction
pourra s'effectuer en deux stades d'extraction.
5.6.2. Optimisation expérimentale du circuit
d'extraction :
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Aussi nous annexerons un deuxième étape
d'extraction par solvant organique sur le raffinat issus du premier stade
d'extraction dont les caractéristiques sont de 0.32 grammes de cuivre
par litre et 0.20 grammes de cobalt par litre.
Les conditions opératoires du deuxième
stade d'extraction sont dans le tableau
12.
Tableau 12 : Conditions opératoires du
deuxième stade d'extraction :
|
Caractéristique
|
Volume du
Raffinat 1
(ml)
|
Volume de
L'organique
(ml)
|
Temps
(minutes)
|
Cu++ (g/l) dans le
raffinat 1
|
|
grandeurs
|
60
|
60
|
3
|
0.31
|
Les résultats obtenus sont consignés dans
le tableau 13.
Tableau 13 : Résultats obtenus après le
deuxième stade d'extraction
|
Cu++ dans alimentation (g/l)
|
Cu++ dans le raffinat (g/l)
|
Co++ dans le raffinat (g/l)
|
Rdt cuivre (%)
|
|
1er stade
|
4.50
|
0.31
|
0.20
|
93.13
|
|
2e stade
|
0.31
|
0.02
|
0.20
|
93.54
|
Ces deux étages d'extraction donneront comme
rendement d'extraction global un rendement obtenu en effectuant la sommation de
la quantité de cuivre récupéré par l'organique au
premier stade et de la quantité de cuivre récupéré
par l'organique au deuxième stade comparativement à la
quantité de cuivre apporté par l'alimentation du premier stade
d'extraction par solvant.
Rdt = 99
5.6.3. Conclusions partielles :
Les essais d'extraction du cuivre par solvant appliques
sur le minerai de Kilamusembu dans le concept de l'usine à cuivre de
Kolwezi, appuyé par les constructions de Mc Cabe Thièle ont
montré qu'il est possible de maximiser le rendement d'extraction du
cuivre en combinant l'extraction en deux stades.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Cette approche au niveau de laboratoire peut
être appliquée au niveau industriel à condition de
respecter la productivité des effets sur le débit des solutions
alimentées et sur les caractéristiques des machines à
installer.
CHAP.6 ESSAIS DE STRIPAGE DU CUIVRE
6.1. Indications
Industriellement les opérations de stripage du
cuivre consiste à mettre en contact l'organique chargé de cuivre
en provenance de l'étape d'extraction avec l'électrolyte
épuisée en cuivre, retour cellules d'électrolyse ayant une
acidité d'environ 150 grammes d'acide libre par litre.
Pour cette partie nous utiliserons la phase organique
chargé obtenue suivant les conditions optimisées à
l'étape précédente d'extraction par solvant.
6.2. Mode opératoire :
1. Préparer V millilitre d'une solution contenant
X grammes d'acide libre par
litre.
2. Mélanger dans une ampoule à
décanter M millilitres de la solution organique chargé provenant
de l'étape précédente d'extraction par solvant avec N
millilitres de la solution acidulée préparée au point 1 de
la mode opératoire.
3. Agiter durant trois minutes pour permettre les
échanges cuivre entre deux phases puis attendre que les deux solutions
puisse se séparer complètement.
4. Drainer la phase aqueuse acidulée pour
réaliser la séparation des phases.
5. Prélever 30 millilitres de solution sur la
phase aqueuse et expédier au laboratoire pour les analyses qualitatives
des éléments métalliques et la détermination de
l'acidité.
6.3. Caractéristiques des phases
utilisées pour les essais de stripage.
Ces caractéristiques sont consignées dans
le tableau 14.
Tableau 14 : Caractéristiques des phases
utilisées pour les essais de stripage
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
|
Phase
|
Eléments analysées
|
|
Cu++ (g/l)
|
Co++ (g/l)
|
Fe total (g/l)
|
Mn++ (g/l)
|
|
P.L.S.
|
4.50
|
0.13
|
0.20
|
0.05
|
|
Raffinat
|
0.25
|
0.15
|
0.06
|
0.06
|
|
Organique
Chargé
|
4.25
|
-
|
-
|
-
|
6.4. ESSAIS PROPREMENDITS :
6.4.1. Influence du rapport de phase sur le stripage du
cuivre :
Les essais ont été effectués sur
base de la mise en contact de la phase organique et de la phase aqueuse
acidulée dans des proportions de phase différentes et en adoptant
comme acidité initiale de la phase aqueuse acidulée 160 grammes
d'acide libre par litre.
Les conditions opératoires sont consignées
dans le tableau 15 :
Tableau 15 : Conditions opératoires des essais
de stripage dont le paramètre est le rapport des phases (Vo/Va) :
|
Vo/Va
|
Vo (ml)
|
Va (ml)
|
Temps de
contact
(minutes)
|
Acidité de la
phase
aqueuse
(g/l)
|
|
3
|
30
|
10
|
3
|
160
|
|
2
|
30
|
15
|
3
|
160
|
|
1
|
30
|
30
|
3
|
160
|
|
0.5
|
30
|
60
|
3
|
160
|
Les résultats obtenus sont consignés dans
le tableau 16.
Tableau 16 : Résultats des essais de stripage
du cuivre avec comme variable le rapport des phases
|
Vo/Va
|
Vo (ml)
|
Va (ml)
|
Cu++/a
(g/l)
|
Cu++/o
(g/l)
|
Rdt Cu
(%)
|
Qté Cu
transféré
(g)
|
|
3
|
30
|
10
|
9.77
|
0.99
|
76.6
|
0.098
|
|
2
|
30
|
15
|
6.67
|
0.92
|
78.5
|
0.100
|
|
1
|
30
|
30
|
3.16
|
1.09
|
74.4
|
0.095
|
|
0.5
|
30
|
60
|
1.94
|
0.37
|
91.3
|
0.116
|
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Les teneurs en cuivre dans les phases aqueuse et
organique après stripage sont représentées sur les
graphiques 14 et 15.
Graphique 14 : Diagramme d'évolution des
teneurs cuivre dans les phases aqueuse et organique en fonction du rapport des
phases.
|
12 10 8 6 4 2 0
|
|
|
|
|
|
|
cuivre aq. (g/l) cuivre org. (g/l)
|
0.5 1 2 3
12
10
4
0
8
6
2
0 0.5 1 1.5 2 2.5 3 3.5
cuivre aq. (g/l) cuivre org. (g/l)
Graphique 15 : Courbes d'évolution des teneurs
cuivre et cobalt dans les phases aqueuse et organique en fonction du rapport
des phases.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
L'évolution du rendement de
récupération cuivre dans la phase aqueuse acidulée est
représentée dans les graphiques 16 et 17.
Graphique 16 : Diagramme d'évolution du
rendement de récupération cuivre par la phase aqueuse
acidulée en fonction du rapport des phases.
0.5 1 2 3
100
90
80
70
60
50
rendement (%)
40
30
20
10
0
Graphique 17 : Courbe d'évolution du rendement
de récupération cuivre par la phase aqueuse acidulée en
fonction du rapport des phases.
100
0 0.5 1 1.5 2 2.5 3 3.5
rendement (%)
90
80
70
60
50
40
30
20
10
0
L'évolution de la quantité cuivre
récupérée par la phase aqueuse acidulée en fonction
du rapport des phases est représentée dans les graphiques 18 et
19.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Graphique 18 : Diagramme de l'évolution de la
quantité cuivre récupérée par la phase aqueuse
acidulée en fonction du rapport des phases.
cuivre récuperé (gr)
|
0.14 0.12 0.1 0.08 0.06 0.04 0.02
0
|
|
|
|
0.5 1 2 3
|
cuivre récuperé (gr)

Graphique 19 : Courbe de l'évolution de la
quantité de cuivre récupérée par la phase aqueuse
acidulée en fonction du rapport des phases.

cuivre récuperé (gr)
0.14
0.12
0.1
0.08
cuivre récuperé (gr)
0.06
0.04
0.02
0
0 0.5 1 1.5 2 2.5 3 3.5
6.5. Conclusions partielles :
L'étape de stripage présente une similitude
dans tous les cas quelque soit le type de minerai. Elle met en contact toujours
une phase organique chargée de cuivre et l'électrolyte
épuisé retour cellules de la salle
d'électrolyse.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Dans les procédés d'extraction du cuivre
métallique comprenant la méthode d'extraction par solvant
à l'étape suivant le stade de lixiviation, l'électrolyte
épuisé est exempte d'impuretés et est d'acidité
fixé. Pour permettre un bon stripage lorsque l'extractant est le Lix 984
NC, l'électrolyte épuisé contient environ 150 grammes
d'acide libre par litre et 35 à 40 grammes de cuivre par litre qu'il
faut enrichir pour atteindre des valeurs allant jusqu'à 50 grammes de
cuivre par litre.
La teneur cuivre dans la phase aqueuse acidulée
augmente avec l'augmentation de la valeur du rapport des phases
Vo/Va.
Par contre le rendement de récupération
cuivre par la phase aqueuse acidulée n'accuse pas une variation
prononcée avec l'augmentation de la valeur du rapport des phases
Vo/Va.
Ainsi au stripage nous retiendrons un rapport de phase
unitaire, pour un temps de contact de 3 minutes à l'appui d'une solution
aqueuse acidulée dont l'acidité a été fixée
à 160 grammes d'acide libre par litre et le stripage pouvant être
effectué en un seul stade.
Nous noterons que pendant ces essais, nous avons
évolué avec un électrolyte non chargé en cuivre,
mais ayant l'acidité voulue pour que le stripage soit effectif. Ce qui
nous a donné un électrolyte chargé dont la teneur cuivre a
été de 3,16 grammes. Pour une simulation industrielle, il faudra
réadapter ces essais sur base d'un électrolyte
préparé qui devra contenir 30 à 35 grammes de cuivre par
litre et une acidité de 160 grammes d'acide libre par litre.
CHAPITRE 7 : SIMULATIONS A L'ECHELLE INDUSTRIELLE.
7.1. Simulation du stade d'extraction :
Pour ce stade, il y'a eu similitude entre les
caractéristiques des phases utilisées expérimentalement
à l'échelle du laboratoire et à l'échelle de
l'industrie. Nous retiendrons donc une étape d'extraction à deux
phases et leurs caractéristiques à tous les stades
transitoires.
7.2. Simulation du stade de stripage :
Pour ce stade, une réadaptation s'impose pour la
phase aqueuse acidulée qui devra être ramenée aux
conditions généralement admises à l'échelle
industrielle.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
7.2.1. Préparation de l'électrolyte
d'acidité 32 ,16 grammes de cuivre par litre et ayant une acidité
de 160 grammes d'acide libre par litre.
La préparation a été faite sur base
de la limaille de cuivre et à l'aide de l'acide nitrique et l'acide
sulfurique selon le mode opératoire suivant:
- Peser 70 gramme de limaille de cuivre
- Dissoudre dans 100 millilitres d'acide nitrique
à chaud jusqu'à la dissolution complète.
- Chasser l'acide nitrique par ajout de 50 millilitres
d'acide sulfurique jusqu'à la
formation d'une fumée blanche et
précipitation des cristaux de sulfate de cuivre.
- Dissoudre les cristaux de sulfate de cuivre à
l'aide d'eau distillée jusqu'à plus ou moins un
litre.
- Déterminer l'acidité du sulfate
obtenue pour prévoir le volume d'acide sulfurique concentré
à ajouter pour avoir deux litres de sulfate de cuivre à 160
grammes d'acide sulfurique libre par litre.
- Mettre au trait de jauge, refroidir la solution puis
prélever 30 millilitres pour les analyses.
7.2.2. Préparation de l'organique
épuisé
L'organique épuisé a été
obtenu sur base de l'organique chargé obtenu dans les conditions du
tableau 14.
L'organique chargé est mis en contact avec
l'électrolyte épuisé dont les caractéristiques sont
au paragraphe 7.2.1.
L'organique chargé est mis en contact pendant
trois intervalles de temps successifs d'une minute chacun avec
l'électrolyte épuisé fraîche selon les conditions
opératoires du tableau 17.
Tableau 17 : Conditions opératoires de
préparation de l'électrolyte épuisé :
Premier intervalle de temps :
|
Vo / Va
|
Vo (ml)
|
Volume
électrolyte
épuisé
(ml)
|
Temps
(minutes)
|
Phase
organique
obtenue
|
Phase
aqueuse
obtenue
|
|
1
|
250
|
250
|
1
|
O1
|
A1
|
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Deuxième intervalle de temps :
|
Vo / Va
|
Vo1 (ml)
|
Volume
électrolyte
épuisé
(ml)
|
Temps
(minutes)
|
Phase
organique
obtenue
|
Phase
aqueuse
obtenue
|
|
1
|
250
|
250
|
1
|
O2
|
A2
|
Troisième intervalle de temps :
|
Vo / Va
|
Vo2 (ml)
|
Volume
électrolyte
épuisé
(ml)
|
Temps
(minutes)
|
Phase
organique
obtenue
|
Phase
aqueuse
obtenue
|
|
1
|
250
|
250
|
1
|
O3
|
A3
|
Les caractéristiques de l'organique
épuisé sont obtenues sur base des caractéristiques des
phases aqueuses obtenues après ces trois phases de stripage. Les
caractéristiques sont sur le tableau 18.
Tableau 18 : Caractéristiques des phases
aqueuses obtenues après stripage
|
Phases aqueuses obtenues
|
Teneur cuivre
|
|
OA1
|
2,71
|
|
OA2
|
0, 388
|
|
OA3
|
0,0431
|
Il ressort de ces caractéristiques que l'organique
épuisé admet comme teneur cuivre la teneur de 1,0686 grammes de
cuivre par litre. Ceci est l'image de l'organique épuisé devant
être recyclé, dans la simulation industrielle, aux étapes
d'extraction.
7.2.3. Détermination du Ratio Vo/Va pour le
stripage.
Les essais de stripage dans la simulation à
l'échelle industrielle se sont effectués avec un
électrolyte épuisé ayant 32,16 grammes de cuivre par litre
en contact avec l'organique chargé titrant 5,233 grammes de cuivre par
litre. L'organique chargé a été élaboré sur
base de l'organique épuisé contenant 1,0686 gramme de cuivre par
litre enrichi par le contact avec la solution P.L.S. à 4,5 grammes par
litre et ayant cédée du cuivre à l'organique
épuisé qui s'est enrichi en cuivre en devenant organique
chargé de teneur 5,233 grammes de cuivre par litre. L'organique
chargé est mis en contact
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
avec l'électrolyte épuisé dans des
rapports de phase différents selon les conditions opératoires du
tableau 18.
Tableau 18 : Conditions opératoires pour la
détermination du ratio à utiliser :
|
Vo / Va
|
Vo (ml)
|
Va (ml)
|
Temps de contact
(minutes)
|
|
10
|
60
|
6
|
3
|
|
5
|
60
|
12
|
3
|
|
3
|
60
|
20
|
3
|
|
1
|
60
|
60
|
3
|
|
0.5
|
30
|
60
|
3
|
|
0.2
|
12
|
60
|
3
|
|
0.1
|
6
|
60
|
3
|
Les résultats obtenus sont consignés dans
le tableau 19 Tableau 19 : Résultats obtenus
|
Vo/Va
|
Vo(ml)
|
Va(ml)
|
Cu++(g/l)/aq
|
Cu++(g/l)/org.
|
Mn++aq(g/l)
|
|
10
|
60
|
6
|
48
|
3,65
|
0.01358
|
|
5
|
60
|
12
|
48.8
|
0,90
|
0.01502
|
|
3
|
60
|
20
|
45.04
|
0,93
|
0.01502
|
|
2
|
60
|
30
|
38.84
|
1,90
|
0.01388
|
|
1
|
60
|
60
|
38.26
|
0,233
|
0.0143
|
|
0.5
|
30
|
60
|
35.06
|
2,33
|
0.01288
|
|
0.2
|
12
|
60
|
32.82
|
4,57
|
0.01408
|
|
0.1
|
6
|
60
|
33
|
4,40
|
0.01282
|
Les quantités de cuivre réellement
transférées de la phase organique chargée vers la phase
aqueuse sont reprises dans le tableau 20 :
Tableau 20 : Quantité de cuivre
transférée
|
Vo/Va
|
Vo (ml)
|
Va (ml)
|
Cu++ org (g/l)
|
Cu transféré
(gr)
|
|
10
|
60
|
6
|
48
|
0,095
|
|
5
|
60
|
12
|
48,8
|
0,260
|
|
3
|
60
|
20
|
45,04
|
0,258
|
|
2
|
60
|
30
|
38,84
|
0,200
|
|
1
|
60
|
60
|
38,26
|
0,300
|
|
0,5
|
30
|
60
|
35,06
|
0,174
|
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
|
0,2
|
12
|
60
|
32,82
|
0,040
|
|
0,1
|
6
|
60
|
33
|
0,050
|
Les diagrammes des résultats obtenus sont
consignés dans le graphique 20. Graphique 20 : Diagrammes des
résultats de stripage
Grammes par litre.
60
50
|
40 30 20 10 0
|
|
Cu++/aq (g/l) Cu++/org (g/l)
|
|
0.1 0.2 0.5 1 2 3 5 10
|
Vo/Va
|
Les courbes représentatives des résultats
de stripage sont transcrite sur le graphique 21.
Graphique 21 : Courbes représentatives des
résultats de stripage
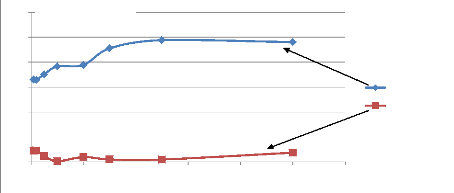
0
Vo / Va
0 2 4 6 8 10 12
Grammes par litre
Cu++/aq (g/l) Cu++/org (g/l)
10
60
50
40
30
20
Le diagramme de la quantité cuivre
récupérée est sur le graphique 22.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Graphique 22 : Diagramme de la quantité cuivre
récupérée
|
0.35 0.3 0.25 0.2 0.15 0.1 0.05
0
|
|
|
|
|
|
|
Quantité Cuivre recuperé
|
0.1 0.2 0.5 1 2 3 5 10
La courbe d'évolution de la quantité cuivre
récupérée est sur le graphique
23.
|
0.35 0.3 0.25 0.2 0.15 0.1 0.05
0
|
|
|
|
|
|
|
Quantitee Cuivre recuperé (grammes)
|
0 2 4 6 8 10 12
Graphique 23 : Courbe d'évolution de la
quantité cuivre récupérée en fonction du rapport de
phase.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
7.3. Conclusions partielles
En analysant les diagrammes et les courbes
représentatives des résultats, nous remarquons qu'au rapport
Vo/Va = 3 la teneur du cuivre dans l'électrolyte chargé est de
45,04 grammes par litre.
La quantité du cuivre
récupérée est maximale pour le rapport Vo/Va = 1,
cependant pour ce rapport la teneur du cuivre dans l'électrolyte
chargé est de 38,26. Cette teneur est non compatible avec la valeur
exigée pour une bonne électrolyse.
Pour le rapport Vo/Va = 5, la quantité de cuivre
récupérée est comparable à celle du rapport Vo/Va =
3, mais les quantités d'organique utilisées sont
onéreuses.
Nous adopterons donc un rapport de phase Vo/Va de
3.
CHAPITRE : 8 CALCUL DU FLOW SHEET
Comme base de calcul, nous prendrons le triple de la
production du mois de mai 2011 des usines à cuivre de Kolwezi qui est de
187,78 tonnes.
Partant des nos essai au laboratoire, en optant pour
un rapport de phase O/A=3, notre électrolyte aura une concentration en
cuivre de 45,04 g/l, et que si l'on suppose que l'épuisée
après électrodéposition revient à 32
,16g/l.
La récupération du cuivre sera
de:
45,04- 32,16=12,88g/l de cuivre.

Si 12,88g cuivre 1 litre d'électrolyte
563,34.106
563,34. 106 g cuivre 12,88 =
43 ,74.106
litres/moi soit environs 60
,75m3/h
8.1. AU STRIPAGE
Détermination du débit de l'organique au
stripage Le rapport de phase au stripage : O/A=3
Le débit aqueux : 60,75 m3
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Le débit de la phase organique au stripage sera :
Qo = 60,75 X 3=182, 25m3/h le débit total au stripage sera :
Qts = Va+Vo
Qts =182,25+60,75=243m3/h
Le volume dans le mélangeur (Vmx) pour un temps de
contact de 3 minutes est donnépar la relation :
Vmx=Qts X 3/60
Vmx=243 X 3/60=12 ,15 m3 .c est le volume
utile du mixer.
Comme industriellement on travail avec deux mixer,
dont un primaire et un secondaire de même capacité. le volume des
mixers vaut alors : Les mélangeurs étant montés en
série, leur volume est équivalent à 12,15 m3
chacun.
Détermination du volume réel du
mélangeur :
Le volume réel (V réel) du mixer est donne
par l'expression :
V réel = V utile / coefficient de remplissage Avec
un coefficient de remplissage de 80%, le volume réel sera :
V réel= 12,15 X (100/8) = 15,1875 m3, le volume
réel du mélangeur est de 15 m3.
Détermination du volume du décanteur au
stripage
Sachant que la plupart des contacteurs ont des
décanteurs d'un volume de
2 ,5 à 3(rapport du temps de décantation et
du temps de stripage) plus que celui du mixer.
En considérant le maximum qui est égal
à 3, le volume du décanteur sera : V déc.=15 X 3= 45
m3
Le volume du contacteur par étage est
:
15 + 45 = 60 m3
Détermination du volume réel du
décanteur au stripage
Le volume réel du décanteur est donne par
la relation :
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
V réel = V utile /coefficient de
remplissage
V réel déc. = 38,25 x (100/80)=47,81
m3
8.2. A L'EXTRACTION
Détermination du débit total a
l'extraction
Supposons qu'il n'a pas perte de l'organique par
entraînement vers l'électro wining
après stripage; le volume de l'organique dans le
circuit est :
Qo=182,25 m3 /h
Partant de nos assai effectues au laboratoire, nous
savons que le rapport de phase à l
extraction est de 1
Alors le volume de la phase aqueuse(PLS) est
:
Qpls=Vo=182,25 m3/h
Le volume total sera :
Qtot=182,25 m3/h x 2 =364,5 m3 /h
Détermination du volume du mixer
V utile mélangeur = Qtot x (3/60)
=364,5 x (3/60)
=18,225m3
Le volume réel du mixer sera en tenant compte du
coefficient de remplissage qui est de 80%
V réel = 18,225 x (100/80) = 22,8 m3
Détermination du volume du décanteur à
l'extraction
Partant des mêmes hypothèses que
précédemment, le volume utile dans le décanteur est
:
V utile déc.=18 ,225 x 3=54,675 m3 Le volume utile
dans le contacteur par étage est
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
18,225+54,675=72,9 m3
Le volume utile total pour l'extraction avec le nombre
d'étage à l'extraction : égal à 2 partant bien sur
de nos essais effectues au laboratoire sera :
V utile ext = 72,9 m3
Partant des relations définies
précédemment, le volume réel du décanteur est en
tenant compte du coefficient de remplissage qui est de 80% :
72,9 x (100/80) = 91,125 m3. Détermination de
l'alimentation de l'usine
Pour un débit de PLS (solution imprégnant
du résidus de lixiviation après lixiviation) de débit
182,25 m3/ heure titrant 4,5 grammes de cuivre par litre après une
lixiviation dont le rendement est de 92,8% traduit un débit massique du
cuivre de
4,5 x 182,25. = 0,82 Tonne de cuivre/ heure.
Le rendement de lixiviation étant de 92,8% ; le
débit massique cuivre amené par le minerai est de :
T e e iv e e e
9
Le débit massique du minerai titrant 4,42% cuivre
contenant cette quantité de cuivre sera :
9 9 T e e i e l e e
Sur base d'une densité solide de 2,6 nous
aurons
9 9 --
e e
Soit une pulpe avec pourcentage solide dans la pulpe
de
9 9 - ) 9 9
La densité de la pulpe issue de la lixiviation
sera de
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Avec e i e e 9
Détermination du nombre des réacteurs de
lixiviation :
L'usine à cuivre de Kolwezi utilise des
réacteurs de lixiviation à agitation pneumatique de type Pachuca
de capacité 36 m3. Le débit global de la pulpe en mouvement
à travers les réacteurs de lixiviation est de :
182,25 + 7,342 = 189,592 m3/ heure
Le nombre des réacteurs de lixiviation est
donné par la relation suivante :
Pour un débit de pulpe de x (m3/h), il faudra
monter en série y réacteurs de lixiviation de capacité z
(m3) tel que z.y/x > 2 afin d'obtenir une solution lixiviante de teneur
cuivre 3,63 grammes de cuivre par litre avec un rendement de 92,8%.
~
9 9 avec y > 9 9
Soit on peut adopter 11 réacteurs de lixiviation
montés en série.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
8.3. Récapitulatif du schéma de
l'infrastructure proposée.
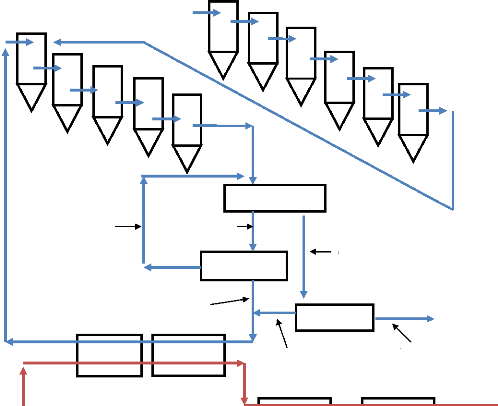
OF
UF
Filtration
Raffinat






16 REACTEURS DE LIXIVIATION
Particules Solides
DEUX ETAPES D'EXTRACTION
Solution Claire
Clarification
Décantation
DEUX ETAPES DE STRIPAGE
Filtrat Gâteau vers brousse
ELECTROLYSE
Tank à organique
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
Conclusions générales :
L'approche d'un paramétrage des conditions
optimales d'un circuit lixiviation - extraction par solvant du cuivre à
l'usine à cuivre de Kolwezi sur base du minerai oxydé de cuivre
de Kilamusembu sur base des essais discontinus de laboratoire dans les
conditions d'équilibre a abouti aux recommandations suivantes
:
Pour la lixiviation du minerai de Kilamusembu, nous avons
retenu une acidité de 25 grammes d'acide libre par litre avant
lixiviation correspondant à un rendement de lixiviation de 92,8%, tout
en ayant après lixiviation une acidité de 4,3 à 5 grammes
d'acide libre par litre.
De la courbe cinétique adaptée à la
lixiviation du minerai de Kilamusembu, on remarque que la solubilisation du
cuivre s'effectue rapidement pendant les premières minutes de la
lixiviation, et elle est trop lente pendant les dernières minutes et
qu'après deux heures de lixiviation, la solubilisation devient
faiblement effective.
Utilisant comme extracteur le LIX 984 NC, le
pétrole comme diluant solubilisateur de l'extractant et le sulfate de
sodium comme agent tensio-actif permettant une bonne séparation de la
phase aqueuse et de la phase organique, les proportions de l'extracteur et du
diluant dans la phase organique sont de 17 % pour l'extractant et de 83% pour
le diluant.
Le ratio en volume de la phase organique sur la phase
aqueuse donnant une quantité de cuivre maximale transféré
de la solution imprégnant le résidu de lixiviation après
lixiviation vers la phase organique à l'étape d'extraction est le
ratio unitaire.
L'isotherme d'extraction à l'équilibre
de Mc Cabe Thiele et la droite opératoire nous ont montré que
l'extraction menée en deus étages permet des transferts de plus
en plus élevés du cuivre de la phase aqueuse vers la phase
organique.
Les essais de stripage du cuivre sur la phase organique
chargé par l'électrolyte épuisé ont montré
que le rapport Vo/Va = 3, est favorable pour l'obtention d'un
électrolyte chargé titrant 45,05 grammes de cuivre par litre,
valeur compatible avec l'étape ultérieur de
l'électroextraction du cuivre métallique. Aussi avons-nous
adopté au stripage deux étapes de stripage.
La base de calcul pour la détermination des
équipements métallurgiques principaux à prévoir
comme composantes de l'infrastructure de production au niveau de la lixiviation
et de l'extraction par solvant du cuivre a été établie en
s'appuyant sur
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
une production mensuelle de 187,78 tonnes et les
recommandations suivantes ont été émis :
- La lixiviation pourra s'effectuer dans 11
réacteurs à agitation pneumatique de capacité 36 m3
montés en série. Ces réacteurs de la marque Pachuca
existent déjà dans l'infrastructure actuelle de production de
l'usine à cuivre de Kolwezi.
- Ces réacteurs sont traversés par un flux
de pulpe de densité 0,934 ; de pourcentage solide dans la pulpe de
10,68% à un débit de 189,592 m3/heure.
- L'introduction d'un stade de clarification de
l'overflow du décanteur recevant la
pulpe venant de la lixiviation est nécessaire pour
éviter que les particules solides n'arrivent à l'extraction par
solvant enfin de minimiser la formation des cruds.(émulsion stable
composée de phase organique, de phase aqueuse et des solides). Les cruds
sont provoqués par la présence des solides, produits chimiques et
floculants incorrectement ajoutés à la solution imprégnant
les résidus de la lixiviation. Les étapes de purification et de
filtration envoient à l'extraction par solvant un débit de
solution métallifère de 182,25 m3 par heure.
- Le stade d'extraction du cuivre par solvant pourra
s'effectuer en deux étapes
dans des mélangeurs de volume 22,8m3 chacun et
dans des décanteurs de volume 91,125 m3 chacun.
- Le stade de stripage du cuivre par l'électrolyte
épuisé pourra également s'effectuer en deux étapes
dans des mélangeurs de volume 15 m3 chacun et dans des décanteurs
de volume 45 m3 chacun.
Approche d'un paramétrage des conditions optimales
d'un circuit lixiviation - extraction par solvant du cuivre à l'usine
à cuivre de Kolwezi sur base du minerai oxydé de cuivre du
gisement de Kilamusembu.
BIBLIOGRAPHIE
1. Emmanuel Miji Ngomi, 2010, Cours de complément
de génie métallurgique, syllabus de cours, ISTA
KOLWEZI.
2. Ek, C. et Masson, A, 1973, Cours de
minéralurgie, préparation des minerais, Ed. Derouaux, Liege, p.p.
209-306,
3. Cognis, Conduite des usines d'extraction par solvant,
vue d'ensemble par Cognis,2005
4. lire, A.M.,1996, Single extraction schemes for soil
analysis and related applications. The science of the total
environment.


