III.2. Procédure expérimentale:
III.2.1. Planification des expériences et
équipements utilisés :
Cette série d'expérience concerne l'usinage d'un
tube en HDPE-80, par un outil en carbure métallique. Les variables
considérées sont la vitesse de coupe (Vc), l'avance par tour (f)
et la profondeur de passe (ap). Les paramètres de sortie sont les
composantes de l'effort de coupe et les critères de rugosité de
la surface usinée.
Les essais sont planifiés suivant la méthode
unifactorielle et multifactorielle.
III.2.1.1. Plan des essais unifactoriels :
Dans ces essais il est question d'étudier
l'évolution de la rugosité de la surface usinée et des
efforts de coupe en fonction de la vitesse de coupe (Tableau IV), de l'avance
par tour (Tableau V) et de la profondeur de passe (Tableau VI ) , suivant les
plans suivants :
|
f, [mm/tr]
|
0.14
|
0.24
|
0.36
|
0. 40
|
0.56
|
|
Vc, [m/min]
|
35
|
|
ap, [mm]
|
3
|
Tableau IV : Variation de l'avance
par tour.
|
f, [mm/tr]
|
0.14
|
|
Vc, [m/min]
|
30
|
65
|
90
|
125
|
180
|
|
ap, [mm]
|
3
|
Tableau V : Variation de la vitesse de
coupe.
|
f, [mm/tr]
|
0.14
|
|
Vc, [m/min]
|
35
|
|
ap, [mm]
|
2
|
3
|
4
|
Tableau VI : Variation de la profondeur
de passe.
III.2.1.2. Plan des essais multifactoriels :
Dans cette série d'essais nous avons
étudié la variation des efforts de coupe et de la rugosité
de la surface usinée en fonction de la vitesse de coupe (Vc), l'avance
par tour (f) et la profondeur de passe (ap), simultanément par la
méthode multifactorielle suivant les règles de construction du
plan de Taguchi [19]. Une série d'essais de 9 expériences suivant
la table orthogonale standard L9(3)3 est
réalisée.
|
N°
|
Vc, [m/min]
|
f, [mm/tr]
|
ap, [mm]
|
|
1
|
30
|
0.14
|
2
|
|
2
|
180
|
0.36
|
2
|
|
3
|
90
|
0.56
|
2
|
|
4
|
90
|
0.14
|
3
|
|
5
|
30
|
0.36
|
3
|
|
6
|
180
|
0.56
|
3
|
|
7
|
180
|
0.14
|
4
|
|
8
|
90
|
0.36
|
4
|
|
9
|
30
|
0.56
|
4
|
Tableau VII : Plan des essais
multifactoriels de TAGUCHY
III.2.2. Equipements
utilisés :
- Machine-outil :
L'usinage est réalisé sur un tour à
charioter et fileter de la société Tchèque
« TOS-TERENCIE »; modèle SN40 de puissance sur la
broche égale à 6,6 KW (figure 15).

Figure 15 : Tour universel SN40C
- Matériau à usiner :
Nous avons utilisé comme matière usinée,
le polyéthylène de haute densité
« HDPE-80 », dont les caractéristiques chimiques et
mécaniques sont résumées dans le chapitre I.
La pièce est sous forme de tube de diamètre
extérieur D= 90 mm, d'épaisseur e= 10 mm et de longueur L = 200
mm.
- Outil de coupe utilisé:
La plaquette de coupe utilisée est de forme
carré en carbure de désignation GC3015(K10), fourni par Sandvik.
Le porte outil est de désignation CSBPR2525M12 avec une
géométrie de la partie active matérialisée par les
angles suivants: á= +5°; ÷r= 75°; ã= +7°,
ayant un rayon du bec de 0,8mm.
- Mesure des efforts de coupe:
Depuis plus de 35 ans, Kistler utilise le système de
mesure piézoélectrique des forces (Figure 16), au profit d'une
technique innovatrice, apportant une contribution exemplaire à la
sécurité et à la rentabilité, ce système de
mesure se distingue beaucoup des autres méthodes de mesure, les forces
agissant sur l'élément en quartz sont converties en charges
électriques proportionnelles.
Le chemin de mesure est de quelques millièmes de
millimètre.
En tournage la pièce à usinée est
animée d'un mouvement de rotation, l'outil de coupe doit être
solidement fixé au dynamomètre, qui est monté sur le
chariot de la machine-outil.
La force ainsi produite lors du processus de tournage est
alors directement exprimée par 3 composantes grâce au
dynamomètre multi-composantes à savoir:
- Force axial : Fx (Fa).
- Force radial : Fy (Fp).
- Force tangentiel : Fz (Fv).
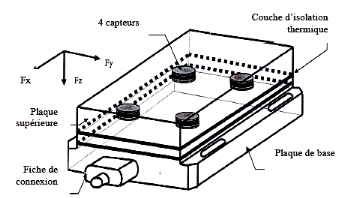 
Figure 16 : Plate forme de mesure des
efforts « Kistler »
Chaîne de mesure :
Dynamomètre à 3 composantes (9257 B) : Le
porte outil type 9403 est employé pour des outils de tournage avec une
section maximum de 26x26 (figure17).
v Grande rigidité, fréquence propre très
élevée.
v Large gamme de mesure.
v Bonne linéarité, sans
hystérésis.
v Faible interaction (<1%).
v Utilisation simple (prêt à l'emploi).
v Construction compacte.
v Résistant au lubrifiant selon mode de protection IP
67.
v Câble spécial à haute isolation de la
connexion entre le dynamomètre et l'amplificateur (5 m de longueur; 8 mm
de diamètre).
v Amplificateur multi canaux; destiné aux mesures des
efforts de coupe.
v Oscilloscope.
v Ordinateur personnel PC.
 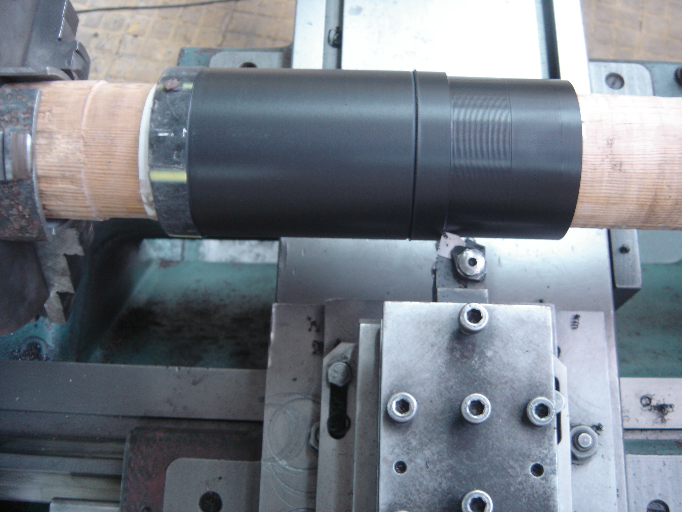
Figure 17 : Chaîne de mesure des
efforts de coupe.
- Rugosimètre :
Pour la mesure des différents critères de
rugosité (Ra, Rt et Rz), nous avons utilisé un rugosimètre
(2D) Surftest 301(Mitutoyo), équipé d'une imprimante de profil de
rugosité (fig18.). Ce dernier est
constitué d'une pointe en diamant (palpeur), avec un rayon de pointe de
5ìm se déplaçant linéairement sur la surface
mesurée. Afin d'éviter les erreurs de reprise et pour plus de
précision, la mesure de la rugosité a été
réalisée directement sur la machine et sans démontage de
la pièce.
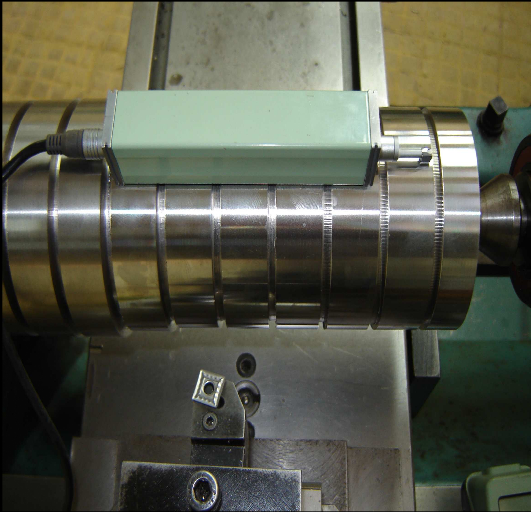 
Fig18. Dispositif pour mesurer la
rugosité sans démonter la pièce
III.3. Résultats
expérimentaux :
III.3.1. Influence des paramètres du
régime de coupe, en chariotage, sur l'état de surface
obtenue :
Pour cette étude la caractérisation de la
qualité de la surface usinée a été limitée
aux trois critères de rugosité (Ra, Rt et Rz).
Les Figures 19,20 et 21 expriment l'influence des
éléments du régime de coupe (Vc, ap et f) sur la
rugosité obtenue.
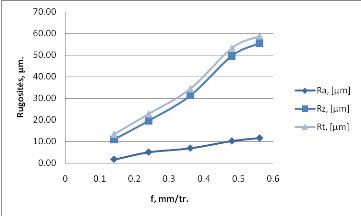
Figure 19 : Evolution de la
rugosité en fonction de l'avance (Vc=30m/min ; ap=3mm)
L'avance par tour possède l'effet le plus
significatif, en effet sur la courbe d'évolution de la rugosité
en fonction de l'avance (Figure 19), on constate une augmentation importante
des trois critères de rugosité avec l'augmentation de l'avance
dans le cas du polyéthylène HDPE comme dans le cas de plusieurs
autres matériaux tels que les aciers et les composites à base
polymérique,... etc. Ceci est principalement dû à la
cinématique de coupe. Les résultats des essais (Figure 20)
montrent que la profondeur de passe apporte une légère
augmentation des critères de rugosité. La vitesse de coupe
possède une influence significative sur la rugosité de surface,
les résultats obtenus (Figure 21) montrent, aussi, que l'état de
surface du tube s'améliore lorsque la vitesse de coupe augmente.
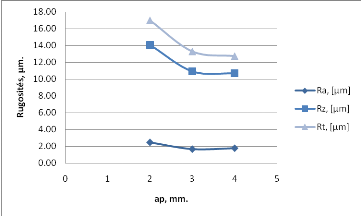
Figure 20 : Evolution de la
rugosité en fonction de la profondeur de passe
(Vc=30m/min ; f=0,14mm/tr)
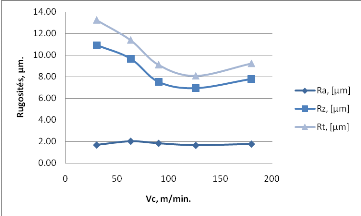
Figure 21 : Evolution de la
rugosité en fonction de la vitesse de coupe
(f=0,14mm/tr; ap=3mm).
Les résultats de la variation des composantes des
efforts de coupe pour les différentes combinaisons des
éléments du régime de coupe (Vc, f, ap), établis
selon les règles de construction du plan de Taguchi (la
table orthogonale standard L9(3)3), sont
représentés sur le tableau XIII :
|
N°
|
Vc, [m/min]
|
f, [mm/tr]
|
ap, [mm]
|
Ra, [um]
|
Rz, [um]
|
Rt, [um]
|
|
1
|
30
|
0.14
|
2
|
2.47
|
14.08
|
16.99
|
|
2
|
180
|
0.48
|
2
|
8.55
|
41.69
|
43.28
|
|
3
|
90
|
0.56
|
2
|
10.78
|
50.60
|
51.95
|
|
4
|
90
|
0.14
|
3
|
1.84
|
7.53
|
9.12
|
|
5
|
30
|
0.48
|
3
|
10.18
|
49.59
|
53.26
|
|
6
|
180
|
0.56
|
3
|
11.34
|
50.65
|
52.23
|
|
7
|
180
|
0.14
|
4
|
1.69
|
6.99
|
8.43
|
|
8
|
90
|
0.48
|
4
|
8.91
|
42.05
|
45.16
|
|
9
|
30
|
0.56
|
4
|
12.06
|
57.09
|
60.00
|
Tableau XIII : Résultats des
essais des rugosités.
| 

