ANNEXES
Rapport de fin de formation Licence
Professionnelle
Annexe 1 : Constats des essais sur la presse à
huile de Jatropha de l'IUT-
Lokossa

Photo 18 : Graines broyées et
remontées dans la trémie

Photo 19 : Vis démontée
après bourrage
Photo 20 : Graines dans le
torréfacteur
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence Professionnelle
Annexe 2 : Quelques machines réalisées
par BECRREMA au cours de mon stage

Photo 21 : Décortiqueuse
manuelle d'acajou

Photo 22 : Capsuleuse manuelle de
bouteille
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014

Rapport de fin de formation Licence Professionnelle
Rapport de fin de formation Licence Professionnelle
Photo 23 : Torréfacteur
d'amandes de karité

Photo 24 : Concasseuse de cossettes
Photo 25 : Presse d'extraction de jus
d'ananas
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Annexe 3: Méthode graphique de la gamme
d'usinage
Méthode graphique de la gamme
d'usinage
Elle est une méthode qui s'appuie constamment sur la
cotation du dessin de définition; elle est donc logique puis que
précisément la pièce ne sera bonne au contrôle que
si les côtes fonctionnelles sont satisfaites. La cotation constitue donc
le fil conducteur.
Voici en quelques lignes les différentes étapes
à suivre pour aboutir à un ordre logique d'usinage.
Etudier sérieusement le dessin de
définition
Et notamment:
> pour bien comprendre les formes de la pièce
(représentation
spatiale) ;
> pour bien juger les côtes et tolérances
à satisfaire ;
> pour mettre en évidence les côtes et
tolérances de liaisons au brut
en les entourant d'un trait de couleur par exemple.
Décider des surfaces à usiner tout
d'abord
Pour cela, il faut appliquer les règles suivantes:
Règle 1 : La ou les
premières surfaces usinées doivent satisfaire au minimum
une spécification de liaison au brut, plusieurs de
préférence, et même toutes si
possible.
Règle 2 : La
1ère phase d'usinage doit permettre d'usiner au minimum
une
surface de reprise de bonne qualité:
> grande si possible, pour servir d'appui plan au 3 point, ou
de
centrage 4 points ;
> qui soit le siège du plus grand nombres de
côtes les plus précises,
ou de tolérances de position précises (pour
pouvoir réaliser
ultérieurement ces côtes et tolérances en
évitant les transferts de
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence Professionnelle
côtes).
Décider de la suite logique de
l'usinage
Ce problème est un des premiers à
résoudre dès l'étude du dessin car une suite logique mal
choisie peut conduire à des impossibilités d'usinage ou
d'ablocage, à des déformations non éliminées (donc
à des rebuts) ou encore à l'augmentation inutile du prix de
revient. Ainsi elle doit être établie, en suivant de près
la cotation fonctionnelle.
Voici en quelques points l'essentiel des étapes
à suivre pour aboutir à l'ordre logique d'usinage:
> Indentification des surfaces
Elle consiste à identifier les différentes surfaces
qui participent à l'usinage d'une autre surface à savoir les
surfaces brutes désignées par les lettres (B1, B2,...), les
surfaces de départ notées SD et les surfaces usinées. >
Les liaisons
Cette partie permet de déterminer les relations qui
existent entre deux surfaces. On distingue trois types de liaisons :
- les liaisons aux surfaces brutes ou aux
surfaces de départ;
- les liaisons entre surfaces usinées;
- et les liaisons géométriques.
> Choix d'antériorité
Le choix d'antériorité détermine entre
deux surfaces en liaisons lesquelles seront usinée en première
position. Ce choix porte surtout sur la spécification des
tolérances géométriques, des tolérances de forme et
priorise les surfaces usinées liées directement aux surfaces
brutes et les surfaces usinées les plus larges.
> Polygone de liaisons
Le polygone de liaisons est un graphe qui lie les surfaces
entre elles par une flèche en considérant les choix
d'antériorité. Il a pour objet d'identifier les
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence Professionnelle
surfaces les plus liées afin de les prioriser dans l'ordre
d'usinage.
> Association de phases
Dans le but de réduire le temps d'usinage,
d'économiser l'énergie et d'amoindrir le coût de
fabrication de la pièce, il est nécessaire de réduire les
phases d'usinage. Ainsi, on associe les surfaces qui peuvent être
usinées simultanément ou en une phase.
Cette partie est la plus délicate, mais la plus
intéressante et la plus culturelle aussi car le préparateur doit
faire preuve de méthode et de stratégie. Il doit envisager tour
à tour, le plus grand nombre possible de solutions différentes
d'association de surfaces, et pour chacun des projets, il doit vérifier
très sérieusement :
9 que le type de gamme concerné, et que les principes
d'exécution chronologique des surfaces sont respectés;
9 que les dispersions à craindre pour chaque ablocage,
chaque outil, chaque machine, ne sont pas excessives par rapport aux
tolérances à satisfaire.
9 que la cotation fonctionnelle est satisfaite, que les
éventuels transferts de côtes (à calculer) conduisent
à des usinages encore réalisables normalement.
Finalement, le préparateur écarte les solutions
risquant de provoquer des rebuts ou des aléas, et adopte parmi les
solutions acceptables, celles qui minimisent le plus possible le prix de
revient compte tenu de l'importance de la série; ceci peut
nécessiter des calculs et des comparaisons de temps et prix.
Mise au net de la gamme
Les croquis de phases doivent être très complets
et bien lisibles, pour éviter les longues écritures. Adopter un
code de couleur : surfaces usinées (trait fort rouge) autres contours de
la pièce (trait noir moyen) symbole d'ablocage entrait bleu moyen outil
de coupe en vert, la solution des silhouettes découpées et
collées fait gagner du temps. Bien vérifier que la
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence Professionnelle
cotation est celle nécessaire et suffisante que toutes
les tolérances sont exprimées y compris pour les côtes
débauche et de demi-finition. Détaillé les
opérations de manière brève et concise.
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence Professionnelle
|
Nom : GODONOU Toundé Aristide Elément : Plateau
centrale
Ensemble : Filtre presse
|
Matière : A5
Brut : 255×255×30 Nombre : 8
|
|
N°
de
phase
|
Montage, Ablocage,
Désignation des Sous-phases
et
Opérations
|
Machines-outils
Outils
d'exécution
Outils de
contrôle
|
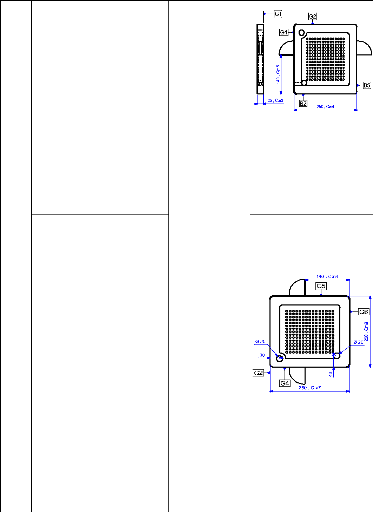
Schéma de phase
|
|
10
|
CONTROLE DU BRUT
|
PC
|
|
|
20
|
FRAISAGE
A-
Mise en position
- Appui plan 3N (1, 2,
3) sur B1
- Appui linéaire 2N (4,
5) sur B2
- Appui ponctuel 1N (6)
sur B3
Immobilisation de la pièce en
B4
a) Fraiser G1, ébauche, demi-finition, finition
Cm1 = 27,5mm
b) Fraiser G2, finition,
Cm2 = 252,5mm
|
FRAISEUSE
UNIVERSELLE
Fraise 2T
Ø100mm
PC
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
B-
Mise en position
- Appui plan 3N (1, 2, 3) sur G1
|
|
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence Professionnelle
- Appui linéaire 2N (4, 5) sur G2
- Appui ponctuel 1N (6) sur B5
Immobilisation de la pièce en B2
a) Fraiser G3 Ebauche, demi-finition ; finition Cm3 = 25mm
b) Fraiser G4 finition Cm4 = 250mm et Cm5 = 140mm
C-
Mise en position
- Appui plan 3N (1, 2, 3) sur G1
- Appui linéaire 2N (4,5) sur G2
- Appui ponctuel 1N (6) sur G4
a) Fraiser G5 finition Cm6 = 250mm et Cm8 = 140mm
b) Fraiser G6 finition Cm7 =250mm
c) Aléser 0 20mm; Cm = 30mm, Co = 0 20mm ;
Fraise 2T Ø100mm
Fraise 2T Ø20mm
PC
Fraise 2T Ø20mm
Alésoir 0 20 mm
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence Professionnelle
|
Cm = 40mm, Co = 0 20mm
|
PC
|
|
|
30
|
TARAUDAGE
A
Mise en plan
- Appui plan 3N (1, 2, 3)
sur G3
- Appui linéaire 2N (4, 5)
sur G2
- Appui ponctuel 1N (6)
sur G5
a) Centrer 0 4mm
b) Percer 0 10 finition Co = 10 mm
c) Taraudage M12,
ébauche, demi-finition, finition ; Co = M 12
|
FRAISEUSE
UNIVERSELLE
Forêt à
centrer 0 4mm
Forêt à 0
10 mm
Taraud M12
PC
Jauge de pas
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
40
|
EBAVURAGE ET
CONTROLE FINAL DE LA PIECE FINIE
|
PC
|
|
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-FM/2014
| 

