|
REPUBLIQUE DU BENIN
MINISTERE D'ETAT CHARGE
L'ENSEIGNEMENT
SUPERIEUR ET DE LA RECHERCHE SCIENTIFIQUE
UNIVERSITE
D'ABOMEY-CALAVI
INSTITUT UNIVERSITAIRE DE TECHNOLOGIE
DE
LOKOSSA
DEPARTEMENT : Génie Mécanique et
Energétique
OPTION : Production
Mécanique
RAPPORT DE FIN DE STAGE POUR L'OBTENTION
DE LA LICENCE
PROFESSIONNELLE
Thème :
ETUDE ET CONCEPTION D'UN FILTRE
PRESSE D'HUILE DE JATROPHA CURCAS
Lieu de stage : PTAA /
BECCREMA
Rédigé par :
Aristide Toundé
GODONOU
Sous la Direction de :
Tuteur : Superviseurs :
Dr Roger AHOUANSOU Dr Gontrand BAGAN
Dr Roger AHOUANSOU
Année - Académique 2013-2014
10ème PROMOTION

REPUBLIQUE DU BENIN
MINISTERE D'ETAT CHARGE
DE L'ENSEIGNEMENT
SUPERIEUR ET DE LA RECHERCHE SCIENTIFIQUE
UNIVERSITE
D'ABOMEY-CALAVI
INSTITUT UNIVERSITAIRE DE TECHNOLOGIE
DE
LOKOSSA
DEPARTEMENT : Génie Mécanique et
Energétique
OPTION : Production
Mécanique
RAPPORT DE FIN DE STAGE POUR L'OBTENTIONDE LA
LICENCE
PROFESSIONNELLE
Thème :
ETUDE ET CONCEPTION D'UN FILTRE
PRESSE D'HUILE DE JATROPHA CURCAS
Lieu de stage : PTAA / BECCREMA
Rédigé par :
Aristide Toundé GODONOU
Sous la Direction de :
Tuteur : Superviseurs :
Dr Roger AHOUANSOU Dr Gontrand BAGAN
Dr Roger AHOUANSOU
Année - Académique 2013-2014
10ème PROMOTION
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page j
CAHIER DES CHARGES
Objectifs du TFE
Le Travail de Fin d'Etudes (TFE) a pour but de nous permettre
de :
4. confronter nos connaissances acquises en trois
années de formation aux réalités de la conception et de la
fabrication ;
4. déterminer les difficultés rencontrées
par les populations, trouver la source de ces difficultés, comparer les
solutions existantes et choisir la meilleure pour créer un objet
répondant aux attentes des différentes couches sociales ;
4. effectuer des recherches individuelles bien approfondies
sur un sujet pour apporter des solutions à un problème bien
défini et expertiser si possible la solution trouvée dans la
quête d'une amélioration future.
Contraintes et Moyens à disposition
La difficulté d'avoir des informations sur le TFE,
l'approvisionnement des graines de Jatropha pour l'étude de la presse et
l'indisponibilité momentanée du tour, de la perceuse à
main et du poste à souder furent les fondamentales contraintes
rencontrées lors de l'exécution du travail.
En plus de nos recherches antérieures sur le sujet, le
réseau Internet, la visite sur le terrain, ainsi que les informations
recueillies auprès des personnes ressources nous ont été
profitables.
Thème du Travail de Fin d'Etudes
Ce travail de fin d'études est lié au
biocarburant et en particulier à la filtration de l'huile de Jatropha
Curcas qui reste une des plus performante et utilisable sans mélange. Le
thème retenu est « ETUDE ET CONCEPTION D'UN FILTRE PRESSE
D'HUILE DE JATROPHA CURCAS».
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page ii
Résumé
Ce présent document est rédigé dans le
cadre du travail de fin d'études qui a été
réalisé lors de notre stage de fin de formation dans le but
d'obtenir notre diplôme universitaire qu'est la licence professionnelle.
Ce travail est consacré à la production du biocarburant à
base des graines de jatropha car l'usage de l'huile végétale au
lieu de l'huile fossile à plusieurs avantages. L'emploi de l'huile
végétale comme combustible dans les moteurs diesel est possible
quand l'huile respecte les paramètres définis par les producteurs
d'huile et motoristes. Le respect de deux de ces paramètres à
savoir : le taux de contamination en particule solide et le taux de
phospholipides sont possible via la filtration par filtre presse. C'est dans ce
contexte que la présente étude intitulée,
«Etude et conception d'un filtre presse d'huile de jatropha
curcas», est consacrée à la mise au point d'un
filtre presse pratique et adaptée aux réalités
socio-économiques de notre pays. L'extraction mécanique de
l'huile est possible grâce à des presses comme celle conçue
et réalisée par nos prédécesseurs qui
nécessite des améliorations. Pour y apporter notre part
d'amélioration une nouvelle cage est réalisée, elle
permettra une accessibilité facile et un entretien rapide de la vis.
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page iii
Abstract
This present document is compiled within the framework of the
work of end of studies which was carried out at the time of our training course
of end of formation with an aim of obtaining our university diploma which is
the professional license. This work is devoted to the production of
biocarburant at base of seeds of jatropha because the use of vegetable oil
instead of fossil oil with several advantages. The use of vegetable oil as
combustible in the diesel engines is possible when oil respects the parameters
preset by the producers of oil and motor mechanics. The respect of two of these
parameters to knowing: the rate of contamination in solid particle and the
phospholipids rate are possible via filtration by filter presses. It is in this
context that the present study entitled, "Study and design of a filter
press of oil of jatropha curcas ", is devoted to the development of a
filter presses practical and adapted to socio-economic realities of our
country. The mechanical extraction of oil is possible thanks to presses like
that conceived and carried out by our predecessors who require improvements. To
bring our share of improvement there a new cage is built, it will allow an easy
accessibility and a fast maintenance of the screw.
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page iv
DEDICACE
Je dédie cette oeuvre à :
mon père, M. Jean GODONOU, toi qui
m'as inculqué l'amour du travail bien fait, pour les multiples
sacrifices consentis, père, veuilles reconnaître ton oeuvre
à travers ce modeste travail qui t'es dédié. Ce n'est
qu'une petite réalisation de tes innombrables souhaits et un fruit non
négligeable de tes efforts. Reçois toutes mes profondes
gratitudes. ma mère, Mme
Antoinette GODONOU née AGBOKPENOU, je
te remercie pour la vie que tu m'as donné, pour ton assistance, tes
conseils, tes prières, ton soutien moral et matériel. Que Dieu
t'assistes dans tout ce que tu entreprends et t'accordes la
longévité afin que te puisses jouir des fruits de tes efforts.
mes frères et soeurs pour leur soutien et leur amour,
que Dieu vous bénisse tous.
tous mes ami(e)s, le vrai bonheur n'est pas dans le nombre de
ses amis, mais dans la valeur et le choix de ceux-ci. Que les
bénédictions du Tout-Puissant pleuvent sur nous.
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page v
Remerciements
« L'homme n'est rien sans les Hommes » ; dictons de
Seydou BADIAN. Ce document a vu jour grâce au concours de certaines
personnes physiques et morales auxquelles nous devons nos sentiments de
gratitude les plus distingués.
Nos sincères remerciements vont à l'endroit de :
Dr MOUSSA Djibril Aliou, Directeur de l'IUT de
Lokossa ;
Dr HOUNGAN Comlan Aristide, Directeur Adjoint
de l'IUT de Lokossa ;
Dr VISSOH Léandre, Chef
département de Génie Mécanique et Energétique ;
Dr BAGAN Gontrand, notre maître de
mémoire, pour sa disponibilité et qui par sa détermination
nous garantit une formation professionnelle équilibrée ;
Dr AHOUANSOU Roger, notre maître de
stage qui a assuré la supervision du travail. Nous le remercions une
fois encore pour n'avoir ménagé aucun effort pour apporter son
soutien matériel et moral. Hommage respectueux et profonde
reconnaissance ;
Dr QUENUM Alphonse, pour ses conseils et la
simplicité qui l'ont caractérisé depuis les premiers jours
de cette tâche ; à toute l'équipe pédagogique de
l'IUT de LOKOSSA nous disons merci pour leurs efforts et aussi à tous
nos professeurs qui ont fait de leur mieux pour nous donner la formation
attendue dont nous témoignons aujourd'hui ;
Dr FAGBEMI Latif, Dr KOSSOU Toussaint et
Ing ATIMBADA Réné pour leurs conseils ;
Toute l'équipe du PTAA et
BECRREMA, nous disons merci ;
Les membres du jury, pour avoir accepté d'apprécier
ce travail.
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page vi
Table des matières
CAHIER DES CHARGES i
Résumé ii
Abstract iii
DEDICACE iv
Remerciements v
Tables des illustrations viii
Liste des photos viii
Liste des figures ix
Liste des abréviations x
INTRODUCTION 1
1ère partie : Présentation de l'IUT et de la
structure d'accueil 3
1.1. Présentation de l'IUT 4
1.1.1. Situation géographique 4
1.1.2. Historique 4
1.1.3. Mission 5
1.1.4. Conditions d'admission 6
1.1.5. Offres de formation 6
1.1.6. Administration et organigramme 6
1.2. Présentation des structures d'accueil PTAA et
BECRREMA 8
1.2.1. Situation géographique du PTAA 8
1.2.2. Mission 9
1.2.3. Infrastructures et structure du programme 9
1.2.4. Principales activités du PTAA 9
1.2.5. Localisation et mission de BECRREMA 12
1.2.6. Les différents secteurs de BECRREMA 13
2ème partie : Déroulement du stage 14
2.1. Présentation du lieu visité
15
2.1.1. Le GERES 15
2.2. Les travaux effectués 17
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page vii
2.2.1. Etude et perfectionnement de la presse à huile
de jatropha 17
2.2.2. Description de quelques travaux effectués 20
3ème partie : Travail de Fin d'Etudes 24
Etude et conception d'un filtre presse d'huile de Jatropha
24
3.1. Généralités sur l'huile
Jatropha 25
3.1.1. Origine et variété du jatropha curcas
25
3.1.2. Description et caractéristiques du jatropha
curcas 26
3.1.3. Extraction de l'huile de jatropha curcas 27
3.1.4. Propriétés physico-chimique de l'huile de
Jatropha 30
3.1.5. Utilisation de l'huile de jatropha curcas 32
3.1.6. La filtration 34
3.2. Conception d'un filtre presse 39
3.2.1. Description 39
3.2.2. Fonctionnement de la machine 42
3.2.3. Calcul et dimensionnement 43
3.2.4. Etude des assemblages et ajustements 53
3.3. Etude de fabrication et exécution
graphique 56
3.3.1. Etude de fabrication 56
3.3.2. Ordre de montage 57
3.3.3. Entretien de la machine 58
3.3.4. Exécution graphique 59
CONCLUSION 60
Références bibliographiques
61
ANNEXES
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page viii
Tables des illustrations
Liste des photos
Photo 1 : Portail de l'IUT, Photo 2 : Atelier de mécanique
de l'IUT 5
Photo 3 : Vis à pas constant, Photo 4 : Vis à pas
variable 18
Photo 5 : Ancienne cage 21
Photo 6 : Nouvelle cage 21
Photo 7 : Poulie dans le mandrin du tour 22
Photo 8 : Liaison par cannelure 23
Photo 9 : Liaison par clavette 23
Photo 10 : Plante de jatropha 25
Photo 11 : Les graines de jatropha 27
Photo 12 : Presse hydraulique, adaptée au jatropha 28
Photo 13 : Presse Bielenberg 29
Photo 14 : Presse de l'IUT-Lokossa 30
Photo 15 : Huile de jatropha 33
Photo 16 : Savon à base de l'huile de jatropha 33
Photo 17 : Lampe à pétrole modifié pour
utilisation avec l'huile de jatropha 34
Photo 18 : Graines broyées et remontées dans la
trémie
Photo 19 : Vis démontée après bourrage.
Photo 20 : Graines dans le torréfacteur .
Photo 21 : Décortiqueuse manuelle d'acajou
Photo 22 : Capsuleuse manuelle de bouteille
Photo 23 : Torréfacteur d'amandes de karité
Photo 24 : Concasseuse de cossettes . V
Photo 25 : Presse
d'extraction de jus d'ananas
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page ix
Liste des figures
Figure 1 : Plan de situation de l'IUT-LOKOSSA 4
Figure 2 : Organigramme de l'IUT 7
Figure 3 : Plan de situation du PTAA 8
Figure 4 : Plan de situation de BECRREMA 12
Figure 5 : Nouvelle cage 20
Figure 6 : Schéma technologique du pressage
mécanique 29
Figure 7 : Presse à cylindre perforé 30
Figure 8 : Description du filtre presse 39
Figure 9 : Cadre, Figure 10 : Plateau de filtration 42
Figure 11 : Chaine cinématique 43
Figure 12 : Illustration de force pressante 47
Figure 13 : Axe sollicité par des charges reparties
51
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page x
Liste des abréviations
TFE : Travail de Fin d'Etudes
IUT : Institut Universitaire de Technologie
PTAA : Programme Technologie Agricole Alimentaire
LTA : Lycée Technique Agricole
INRAB : Institut National des Recherches Agricoles du
Bénin
URFMAN : Unité de Recherche et de Formation en Machinisme
Agricole
GERES : Groupe Energies Renouvelables, Environnement et
Solidarité
BECRREMA : Base d'Etude de Conception de Recherche et
Réalisation en Machinisme Agricole
HVP : Huile Végétale Pure
PVC : Polychlorure de vinyle
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page 1
INTRODUCTION
L'énergie de nos jours est devenue
l'élément moteur de modernisation des services sociaux. Elle est
nécessaire au développement des nations et indispensables
à l'atteinte des objectifs du développement [1].
Ce fait augmente de jour en jour la consommation énergétique
mondiale et les principales sources utilisées que sont
l'électricité et les hydrocarburants n'arrivent plus à
satisfaire la demande. Cette croissance exponentielle du besoin
énergétique dans le monde et les effets qu'engendrent les
principales sources d'énergie utilisées sur l'atmosphère,
ont fait que l'homme a commencé depuis des années à
recourir à une perspective de substitution des produits
pétroliers par les biocarburants.
Par ailleurs, parmi les biocarburants d'origines
végétales, les biodiesels sont destinés à tout type
de moteur diesel ayant des caractéristiques physico-chimiques
très proches de celles du gasoil. Ils peuvent se substituer à ce
dernier à 100% sans problème pour le moteur [2].
Produisant relativement peu de gaz à effet de serre (agent responsable
de la pollution atmosphériques), ils sont plus économiques et
leurs productions participent à la lutte contre la pauvreté par
la promotion et la valorisation d'autres secteurs d'activité et par la
création de nouvelles activités génératrices de
revenus.
Il existe plusieurs variétés de biodiesels en
raison de la diversité des plantes, on rencontre l'huile de tournesol,
l'huile de soja, l'huile de colza, l'huile de ricin, l'huile d'arachide,
l'huile de palme, l'huile de coprah, l'huile de coton et l'huile de jatropha
curcas. L'extraction rapide et économique de ces huiles étant
chose possible grâce à la fabrication des presses à huile,
même ci la plus part de ces presses n'ont pas encore un rendement
optimale. Et pour optimiser celle de l'IUT de LOKOSSA une nouvelle cage est
réalisée. Ces huiles étant utilisées comme
combustible dans les moteurs diesel. Le
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 2
respect des paramètres définis par les
producteurs d'huile et les motoristes passe par leur filtration via filtre
presse, qui permet le respect de deux de ces paramètres à savoir
: le taux de contamination en particule solide et le taux de phospholipides.
Cette filtration n'est pas encore rendue possible dans notre pays qui tarde
à se lancer dans la production de ces biocarburants à cause du
manque d'équipement répondant à l'attente des
différents transformateurs et transformatrices. Et pour remédier
à cela, une recherche innovante a été initiée et
c'est dans ce cadre que s'inscrit le thème de ce travail de fin
d'études qui est : « ETUDE ET CONCEPTION D'UN FILTRE PRESSE
D'HUILE DE JATROPHA CURCAS». Ce document est rédigé
en trois parties dont la première partie porte sur la
présentation de l'IUT de Lokossa et des lieux de stage. La seconde
partie présente le déroulement du stage avec le lieu
visité et les travaux effectués. La dernière partie a
rapport avec le TFE mentionnant sur les généralités sur
l'huile de jatropha et la filtration, l'étude fonctionnelle du filtre et
la détermination des paramètres caractéristiques pour sa
réalisation.
Rapport de fin de formation Licence Professionnelle
1ère partie : Présentation de l'IUT et de
la structure
d'accueil
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-PM/2014
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page
4
1.1. Présentation de l'IUT
1.1.1. Situation géographique
L'Institut Universitaire de Technologie de Lokossa
est une école de formation technique et professionnelle de
l'Université d'Abomey-Calavi. Il est implanté à Lokossa ;
dans le département du Mono comme l'illustre le plan de situation
ci-dessous :
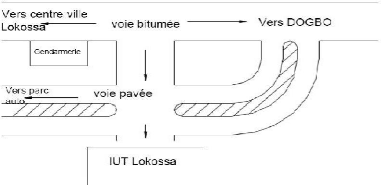
Figure 1 : Plan de situation de
l'IUT-LOKOSSA
1.1.2. Historique
Créé le 05 novembre 2001 et installé
à Lokossa, l'Institut Universitaire de Technologie (IUT)
est un établissement public national à caractère
administratif placé sous la tutelle de l'Université
d'Abomey-Calavi. Accueillant plus de 600 étudiants, l'IUT de Lokossa est
reconnu comme l'une des écoles de référence dans le
domaine de la technologie et forme à ce titre des techniciens
supérieurs en génies Mécanique, Civil, Electrique et
Informatique, Industriel et Maintenance, capables, à terme, de conduire
des projets d'étude, de conception et réalisation des
systèmes de tous genres, dans un environnement international.

Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 5
Photo 1 : Portail de l'IUT
Photo 2 : Atelier de mécanique de l'IUT
1.1.3. Mission
L'Institut Universitaire de Technologie de Lokossa a pour
vocation première de former, les meilleurs cadres dont les entreprises,
les administrations et autres organisations nationales et internationales ont
besoin pour participer effectivement et efficacement au développement
industriel du Bénin, des autres pays de la sous-région et de
toute l'Afrique.
L'Institut a pour mission de :
V' former des techniciens supérieurs,
véritables agents de changement au service des entreprises ;
V' dispenser l'enseignement supérieur
professionnel de l'Université d'Abomey-Calavi, notamment dans les
domaines technologiques ;
V' préparer aux divers examens et concours
professionnels par la production de documents ou de cours appropriés
;
V' participer à l'organisation et à
l'exécution des programmes de recherche en technologie.
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page
6
1.1.4. Conditions d'admission
L'admission à l'IUT se fait sur :
> études des dossiers après l'obtention de
l'un des BAC (C, D, E, F et DTI) par le Ministère de l'Enseignement
Supérieur et de la Recherche Scientifique pour les candidats nationaux
;
¾ examen de dossier tant pour les candidats
étrangers présentés par leur Gouvernement que pour les
candidats nationaux et ceci par un comité mis en place par
l'administration dudit institut.
1.1.5. Offres de formation
L'IUT de Lokossa forme des techniciens supérieurs en un
cycle de trois (03) ans dans les spécialités suivantes :
Génie Electrique et Informatique Industrielle (GEII) ;
Génie Civil (GC) ;
Génie Mécanique et Energétique (GME) ;
Génie Industriel et maintenance (GIM).
La formation est constituée d'enseignements
théoriques, de travaux pratiques et de stages en entreprises. Elle
s'achève par l'élaboration et la soutenance d'un projet de fin
d'études.
1.1.6. Administration et organigramme >
Administration
L'Institut est dirigé par une administration
constituée d'hommes et de femmes rompus à la tâche,
dynamiques qui ont à leur tête, Monsieur MOUSSA Djibril
Aliou, Docteur en Mathématiques, Maître Assistant des
Universités. Il est en étroite collaboration avec Monsieur
HOUNGAN Aristide Comlan, Docteur en Energétique et
environnement qui assure la fonction de Directeur Adjoint dudit institut. Ils
sont assistés dans leurs
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 7
missions par des chefs départements et un personnel
administratif très dévoués.
> Organigramme
Le graphique ci-dessous représente la structure
hiérarchisée de toute l'équipe administrative de l'IUT ;
ceci dans le but d'indiquer à la fois le rôle des divers
éléments du groupe et leurs relations mutuelles :
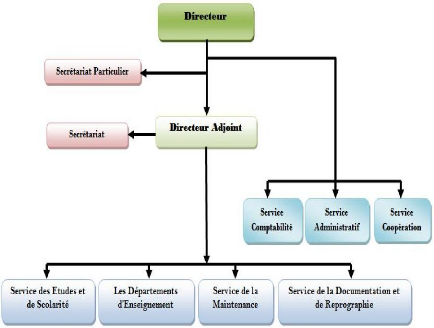
Figure 2 : Organigramme de l'IUT
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page
8
1.2. Présentation des structures d'accueil PTAA
et BECRREMA
Notre stage s'est déroulé au siège du
PTAA, sis à l'intérieur du Lycée
technique de Porto-Novo et à BECRREMA sis à Danto.
1.2.1. Situation géographique du PTAA
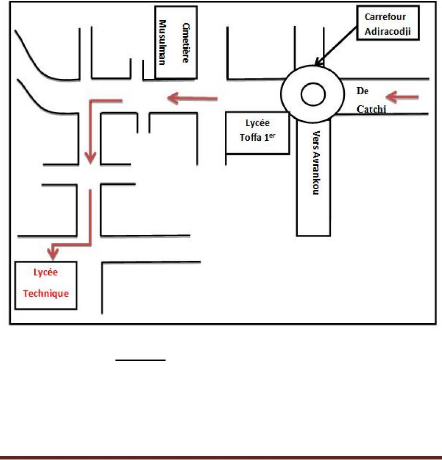
Figure 3 : Plan de situation du PTAA
Le Programme Technologie Agricole Alimentaire
(PTAA) (ex- LTA) est l'un des programmes de recherches
à vocation national de l'Institut des Recherches Agricoles du
Bénin (INRAB). Ce programme est créé avec
les statuts de l'INRAB adoptés en 1992. Il est
situé à Porto-Novo dans l'enceinte du Lycée Technique,
quartier Agbokou.
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page
9
1.2.2. Mission
Le PTAA a pour mission de :
· adapter les technologies agricoles existantes et
concevoir de nouvelles en vue d'augmenter les rendements, d'assurer la
conservation des sols ;
· d'améliorer les conditions de travail des
producteurs, mettre au point de techniques de conservation des produits pour
réduire les pertes post-récolte causées par les maladies
et dégâts qu'infligent les insectes et les rongeurs et par les
conditions de transport défectueuses ;
· améliorer les technologies de transformation
existantes et mettre au point de nouvelles pour une meilleure valorisation des
produits vivriers locaux.
1.2.3. Infrastructures et structure du programme
Le PTAA dispose d'un laboratoire au
siège à Porto-Novo équipé pour des analyses
physico-chimiques et microbiologiques sur les céréales,
oléagineux, fruits et légumes. Le PTAA dispose
également d'une Unité de Recherche et de Formation en
Machinisme Agricole (URFMAN) sis au centre de recherche de Niaouli.
Le PTAA est structuré en trois volets
à savoir :
y' stockage et conservation des produits agricoles vivriers ; y'
transformation des produits vivriers ; y' mécanisation pré et
post-récolte.
1.2.4. Principales activités du PTAA
y' Stockage et conservation des produits
Les activités consistent surtout à :
·
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 10
Rapport de fin de formation Licence Professionnelle
l'amélioration des technologies de stockage des
céréales et légumineuses adaptés aux
différentes zones agro-écologiques du Bénin ;
· le développement de technologies
améliorées de stockage / conservations des tubercules frais
d'igname ;
· l'amélioration des technologies de
séchage et de stockage de cossettes ;
· l'étude de mycotoxines dans les produits
vivriers ;
· le développement de technologies de
séchage des fruits et légumes. y' Transformations des
produits vivriers
Les activités dans ce domaine portent essentiellement
sur les produits tels que le manioc, le maïs, le riz, le
niébé, le fonio, les fruits et légumes, le karité,
le palmier à huile et l'arachide il s'agit de :
· l'introduction de la farine de manioc et du maïs
en remplacement de la farine de blé dans la production des friandises
(Atchonmon, Galette) ou en mélangeant ces farines avec celle de
blé pour la fabrication du pain et des gâteaux ;
· l'amélioration des technologies de production
des cossettes de manioc et d'igname ;
· l'amélioration des technologies de
décorticage du maïs ;
· le développement de technologies de fabrication
de purée de tomate ;
· le développement de technologies de
transformation du riz (battage, décorticage et étuvage) ;
· l'amélioration des technologies de
transformation du karité, du palmier à huile et de l'arachide
;
·
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 11
le développement de technologies de fabrication de
produits roulés à base de céréales, racines et
tubercules et niébé
V' Mécanisation pré et
post-récolte
Le PTAA dispose de l'Unité de
Recherche et de Formation en Machinisme Agricole (URFMAN), qui a pour
objectif de concevoir, d'expérimenter, de former et de conseiller en
matière de mécanisation agricole.
Pour atteindre cet objectif, l'URFMAN est
équipé de machines-outils performantes pour des fabrications des
divers équipements tels que :
· les équipements de transformations du manioc :
trancheuse de manioc, râpeuse, presse à vis, presse
motorisé ;
· les équipements de transformations du maïs
: égreneuses à main, calibreuse-vanneuse, rouleur-calibreur ;
· les équipements de transformation du
karité : complexe karité « Alafia »,
décortiqueuse, torréfacteur, séchoir,
· les équipements de transformation de l'arachide
: décortiqueuse d'arachide, moulin à mouture humide d'arachide,
malaxeur-extracteur d'huile d'arachide.
Prestations
· Assistance conseil, formation sur les technologies
post-récoltes ;
· formation équipementiers locaux sur fabrication
équipements post-récoltes ;
· formation mécaniciens sur dépannage moteurs
à essence et diesel ;
· conception d'équipements pré et
post-récolte.
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page
12
1.2.5. Localisation et mission de BECRREMA
L'atelier BECRREMA est situé à
Porto-Novo, quartier Danto en face de l'Ecole Primaire Publique de Danto. Cet
atelier est déterminé dans la recherche des solutions
adéquates et adaptées aux problèmes quotidiens des
producteurs.
Il a pour vocation :
l'étude, la conception et la fabrication des
équipements agricole ; la réalisation des pièces
mécaniques, etc.
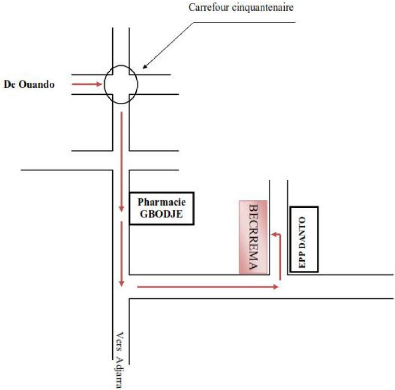
Figure 4 : Plan de situation de
BECRREMA
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page
13
1.2.6. Les différents secteurs de BECRREMA
Pour atteindre ces objectifs, BECRREMA est
subdivisé en deux secteurs à savoir :
y' le secteur de construction métallique qui regroupe
:
· la soudure à l'arc métallique ;
· la construction métallique ;
· la tôlerie.
y' le secteur de fabrication mécanique et entretien qui
regroupe :
· la fabrication des équipements pour divers
produits à savoir : les fruits et légumes, les
céréales, les oléagineux etc. ;
· la fabrication des pièces tournage,
ajustage.
Rapport de fin de formation Licence Professionnelle
2ème partie : Déroulement du stage
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-PM/2014
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page
15
2.1. Présentation du lieu visité
Au cours du stage, nous avons visité l'unité de
production d'huile de Jatropha du programme JATROREF-ALTERRE
de le GERES, dans le village de Banamè pour
assister à la production de l'huile de Jatropha Curcas.
2.1.1. Le GERES
Le GERES crée en 1976,
est une association à but non lucratif, dont les actions visent
à améliorer les conditions de vie des populations les plus
pauvres par la mise en oeuvre de projets qui réduisent la
précarité énergétique préservent
l'environnement et limitent les changements climatiques et leurs
conséquences. L'association déploie une ingénierie de
développement et une expertise technique spécifique menées
en partenariat avec les communautés et les acteurs locaux. Techniques
d'efficacité énergétique, extension de services
énergétiques favorisant le développement économique
local, développement de filières énergies renouvelables ou
de valorisation des déchets sont au centre de son activité.
Aujourd'hui plus de 185 collaborateurs conduisent près
de 40 projets de développement durable innovants en
France et dans 12 pays du sud.
Au Bénin, à Bohicon, GERES
travaille depuis 2007 dans le département du
Zou, sur l'accès à l'énergie en milieu rural,
essentiellement pour les besoins de transformation agro alimentaire locale. En
2013, l'équipe GERES Bénin
conduit deux programmes dans le département du Zou, dont le programme
ALTERRE Bénin.
Programme JATROREF-ALTERRE BENIN
Dans un contexte où l'énergie est de plus en
plus chère et représente souvent un frein au développement
rural en Afrique, les filières agro-carburants se présentent
comme une opportunité pour développer une offre de services
énergétiques de proximité et améliorer les
conditions de vie des
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 16
populations. L'action proposée par le programme
JATROREF-ALTERRE BENIN vise à mettre en oeuvre sur 7 communes rurales la
mise en place de filières agro-carburants de proximité qui
associent la production locale d'agro-carburant (Huile Végétale
Pure- HVP) à base de Jatropha Curcas et l'accès des populations
à des services de proximité alimentés en HVP
(mécanisation d'activités agricoles, recharge batterie, etc.). La
stratégie de mise en oeuvre de la production d'agro-carburant promue par
le programme se définit comme la mise en place d'une filière
Jatropha qui associe à l'échelle d'un même territoire : la
production de matière première agricole (graines de jatropha), la
transformation de la graine en carburant (HVP) et son usage par les services
énergétiques locaux pour la satisfaction des besoins productifs
des populations.
Sur ce site, nous avons pu assister à la production de
l'huile de jatropha, de l'extraction à la filtration.
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page
17
2.2. Les travaux effectués
Au cours du stage, une étude est faite sur la presse
d'huile de jatropha de l'IUT afin d'évalué ses performances.
Ainsi après étude, il y a eu la conception et la
réalisation d'une nouvelle cage.
L'atelier BECRREMA a reçu en commande
la fabrication des certains équipements agricole pour lesquels nous
avons eu a participé à leur réalisation.
Au nombre de ces équipements nous pouvons citer (Voir
Annexe 2):
V' décapsuleuse de fruits de jatropha ; V'
batteuse et vanneuse de riz ;
V' presse ananas ;
V' capsuleuse de bouteille ;
V' torréfacteur d'amande de karité ;
V' décortiqueuse manuelle d'acajou ; V' concasseuse de
cossettes.
Sans oublier la fabrication de quelques pièces à
savoir :
V' réalisation d'un axe et d'une bague ; V'
poulies à deux gorges ;
V' bagues pour la décortiqueuse d'acajou ;
V' cône pour presse ananas...
2.2.1. Etude et perfectionnement de la presse à
huile de jatropha
2.2.1.1. Les différents paramètres
à évaluer
Comme toute autre presse, la presse à huile de jatropha
est caractérisée
par :
·
Rapport de fin de formation Licence Professionnelle
le taux d'extraction : qui est le rapport de
la quantité d'huile extraite sur la quantité de matière
première mise en oeuvre, celui de la presse est 20,88%
[3];
· le rendement d'extraction : qui est
le rapport de la quantité d'huile extraite sur la quantité
d'huile présente dans la matière première mise en oeuvre,
il est de 59,64% pour la presse [3];
· la capacité horaire : qui
représente la quantité de matière pouvant être
traitée en une heure, pour la presse est de 6kg/heure
[3].
2.2.1.2. Moyens et méthodologie
Pour l'évaluation nous avons disposé d'un
certain nombre de matériels à savoir :
> la presse elle-même ;
> deux vis d'Archimède ;
¾ un récipient pour recueillir l'huile ;
¾ une quantité de graines.
L'objectif étant d'évaluer les performances de
la dite presse avec les deux vis dont nous disposons.
La méthodologie consiste à mettre une
quantité définie (3kg) de graines afin de recueillir d'huile
brute et les tourteaux.

T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 18
Photo 3 : Vis à pas constant
Photo 4 : Vis à pas variable
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 19
Rapport de fin de formation Licence Professionnelle
2.2.1.3. Constats
Au cours de l'étude, il a été
constaté ce qui suit :
> pendant les tests il y a eu broyage des graines et une
remontée des graines broyées dans la trémie. Cela est
dû à la qualité des graines qui sont un peu humide. Pour la
suite, des essais les graines ont été torréfiées
à cause du climat qui n'est pas favorable au séchage, afin
d'atteindre la teneur en eau recommandée qui est de 2 à 4%
[4] ;
¾ avec les vis il s'est posé un problème
d'alignement de la vis avec le réducteur au niveau de la liaison par
cannelure ;
¾ au niveau du système de réglage, la vis
de réglage pose de problème une fois que les roulements sont
démontés, les filets sont endommagés en recevant les couts
de maillet ;
¾ au niveau de la cage, l'huile extraite ne trouve pas
de sortie facile, l'interstice entre les barreaux est très faible et
même quasi inexistant, ce qui fait qu'il y a encore d'huile dans la cage
enfin d'extraction ;
> après quelques heures de fonctionnement, il y a
eu bourrage dans la cage.
2.2.1.4. Propositions de solutions
Après analyse des constats des approches de solutions
sont trouvées. Ainsi donc :
> pour éviter, la remonter des graines dans la
trémie, il faut sécher ou torréfier les graines;
> pour résoudre le problème d'alignement, la
liaison par cannelure a été remplacée par une liaison par
clavetage ;
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 20
> pour pallier à la sortie difficile de l'huile, les
barreaux trapézoïdaux ont été remplacés en
barreaux carrés de coté 10mm intercalés par des lamelles
de 1mm d'épaisseur ;
> pour éviter le bourrage une nouvelle cage est
réalisée et elle est en deux parties afin d'avoir un accès
facile à la vis.
En considérant les solutions préconisées
ci-dessus, les actions ci-dessous citées sont exécutées en
vue de l'amélioration de l'équipement. Il s'agit de :
> la fabrication des barreaux ;
> la réalisation d'un axe et d'une bague pour
changer la liaison par cannelure ;
> la conception et réalisation d'une nouvelle cage.
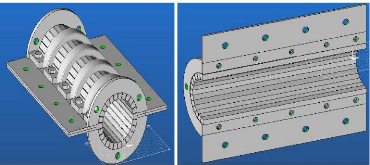
Figure 5 : Nouvelle cage
2.2.2. Description de quelques travaux
effectués
2.2.2.1 Réalisation d'une nouvelle cage pour la
presse de l'IUT
Après étude sur les imperfections de l'ancienne
cage, une nouvelle cage est réalisée afin de relever les
imperfections de l'ancienne. Contrairement à l'ancienne cage
composée de barreaux de forme trapézoïdale et qui sont
montés dans des ceintures ne permettant pas la sortie facile de l'huile,
la nouvelle cage est en deux éléments avec des barreaux de forme
carré qui sont
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 21
montés dans des demi-cylindres qui servent de ceinture
et sont intercalés par des lamelles de 1mm d'épaisseur ce qui
veut dire que c'est à travers ces intervalles de 1mm laissés par
les lamelles que passent l'huile pressée.
Le grand avantage que présente cette nouvelle cage est
cette facilité qu'elle offre à se faire ouvrir pour qu'on ait
accès directement à la vis d'Archimède. Cette
facilité permet aussi de faire un entretien rapide de la vis en cas de
bourrage ou d'entretien générale de la presse.

Photo 5 : Ancienne cage

Photo 6 : Nouvelle cage
2.2.2.2. Décapsuleuse de fruits secs de
Jatropha Présentation de la décapsuleuse
· Description
La décapsuleuse est une machine conçue pour
décapsuler les fruits secs de jatropha afin d'en sortir les graines de
jatropha.
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 22
Elle est composé d'un moteur thermique
(caractéristiques : 4,84kW ; 2600tr/min), d'une vis d'Archimède,
d'une trémie, d'un disque perforé, d'une vanneuse, de trois
passoir de différents diamètres, d'une goulotte de sortie des
graines et d'un support qui soutient l'ensemble.
2.2.2.3. Réalisation des poulies à
gorge
La réalisation des poulies a été faite
sur le tour à l'aide d'un outil à gorge dont nous avons
affûté la partie active donnant une forme trapézoïdale
ce qui nous a permis d'obtenir la forme de la gorge.

Photo 7 : Poulie dans le mandrin du
tour
2.2.2.4. Réalisation de la liaison par clavette
entre la vis d'Archimède et le réducteur de la presse de
l'IUT
Pour les essais nous avons remarqué que liaison par
cannelure qui a entre la vis et réducteur n'est plus fonctionnelle, pour
cela il faut la remplacer. La solution trouvée est de remplacer cette
liaison par une liaison par clavette qui joue le même rôle que la
liaison par cannelure mais moins résistante que cette
dernière.

Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 23
Photo 8 : Liaison par cannelure

Photo 9 : Liaison par clavette
Rapport de fin de formation Licence Professionnelle
Etude et conception d'un filtre presse d'huile de
Jatropha
3ème partie : Travail de Fin d'Etudes
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-PM/2014
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 25
3.1. Généralités sur l'huile
Jatropha
3.1.1. Origine et variété du jatropha
curcas
3.1.1.1 Origine
Le jatropha curcas est originaire du Mexique et de
l'Amérique Centrale mais s'est répandu dans le monde tropical. Il
abonde dans plusieurs régions tropicales et subtropicales comme
l'Amérique du sud, l'Afrique et l'Asie. Il se répand rapidement
à cause des projets commerciaux qui abondent sous forme de petites et
grandes plantations du jatropha curcas dans les pays tels
que le Brésil, l'Inde, le Mali, la Tanzanie, le
Sénégal, le Ghana, la
Mozambique, la Chine, Nicaragua et
beaucoup d'autres encore [4].
C'est un arbuste produisant des graines non comestibles
riches en huile utilisable en tant qu'agro carburant, il est cultivable sous un
climat tropical. Cette plante connue comme «or vert»
est présentée comme une culture miraculeuse, poussant sur des
sols marginaux, très pauvres et donnant des rendements de 5 tonnes
à l'hectare [4].

Photo 10 : Plante de jatropha
curcas
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page
26
3.1.1.2. Variétés de jatropha
La famille du jatropha compte environ 177 espèces,
dont les plus connues sont: le Jatropha curcas; le Jatropha gossypifolia; le
Jatropha podagrica ; le Jatropha phyllacanta; le Jatropha integerrima; le
Jatropha mahafalensis; le Jatropha multifida.
En Afrique, le jatropha curcas est appelé
Pourghère, au Bénin Bukatunu en Dendi, Botuje en Yoruba,
Gbaguidikpotin en Goun, Nyikpotin en Fon, Bakatu en Bariba, Kpantaa ou Poribu
en Waama.
3.1.2. Description et caractéristiques du jatropha
curcas
Le jatropha curcas se présente souvent sous la forme
d'un grand arbuste aux branches plus ou moins serrées, ou d'un arbre
relativement petit pouvant atteindre une taille de 6mètres. Les feuilles
lobées mesurent entre 6 cm et 25 cm et sont alternées. Les fleurs
se développent à l'extrémité des branches, en de
complexes inflorescences de type cyme.
La croissance du jatropha curcas est rapide : l'arbre atteint
en moyenne une taille de 100 cm quatre mois après la plantation et de
150 cm au bout de quinze mois, avec six branches entre 30 cm et 50 cm de
longueur portées par un tronc de 75 mm à 82 mm de
diamètre.
La graine de jatropha curcas, parfois appelée noix des
Barbade (Barbados nut en anglais), contient 27 à 40 % [4]
d'une huile appelée huile de jatropha. Elle est noire
marbrée ou brune foncée marbrée. Elles mesurent entre 1,5
cm et 2,5 cm de long, pour une épaisseur comprise entre 0,8 cm et 1,2 cm
[4]. Le poids moyen de la graine sèche est de 720
grammes pour 1000 graines [4].
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 27
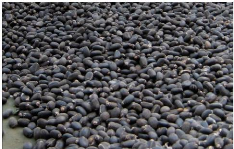
Photo 11 : Les graines de jatropha
curcas
Elle fournit une huile qui peut avoir des utilisations
diverses. C'est une plante d'une durée de vie de 40 à 50 ans. Ce
qui signifie que les agriculteurs n'auront pas à la replanter à
chaque saison. La plante est facile à propager, pousse rapidement et
résiste à la sécheresse. De bonnes récoltes de 2
à 4 kilos de graines par plante, par saison peuvent être obtenues
avec un peu d'effort, bien que la méthode de récolte demande un
travail intensif. Dès que la plante atteint sa maturité,
(après la 4ème ou 5ème année de sa plantation) sa
production en graines est stable.
A cause de la toxicité de ses feuilles, le Jatropha
curcas n'est pas brouté. Traditionnellement, il sert de clôture
vivante (haie) autour des jardins, champs et maisons contre les animaux errants
et sauvages. En plus, les clôtures sont souvent utilisées pour
lutter contre l'érosion.
3.1.3. Extraction de l'huile de jatropha curcas
Traditionnellement, l'huile de jatropha curcas est extraite
par des procédés simples: les graines sont d'abord
décortiquées, puis les amandes bouilles dans l'eau. L'huile
surnageant dans le récipient est alors facile à
récupérer.
Pour l'extraction de graines oléagineuses à des
fins commerciales, on utilise le pressage mécanique ou l'extraction par
solvant. Nous parlerons de la première méthode, qui permet
d'extraire entre 90 et 95% [4] de l'huile de
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 28
la graine avec une presse.
3.1.3.1. Le pressage mécanique
Le processus d'écrasement de graines
oléagineuses pour en extraire l'huile est très ancien.
Aujourd'hui, on distingue deux types de pressages mécaniques : le
pressage en continu et le pressage en discontinu.
> Le pressage discontinu
Les presses agissent par écrasement des graines
placées dans une chambre de compression munie d'orifices pour permettre
l'écoulement de l'huile. Après le pressage, la chambre est
vidée de son contenu. Ce sont souvent des presses hydrauliques, elles
fonctionnent grâce à un vérin qui écrase les graines
disposées dans la chambre de compression. La pression est de l'ordre de
400-500 bars [4].
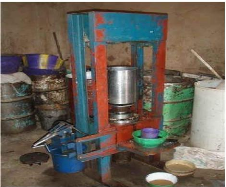
Photo 12 : Presse hydraulique,
adaptée au jatropha
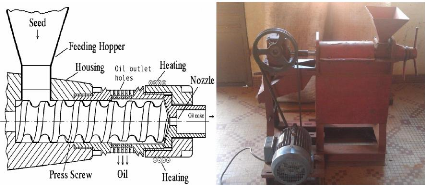
> Le pressage continu
Contrairement au système d'extraction
précédant, ce système assure l'alimentation de la presse
en matières premières et l'expulsion automatique des tourteaux
issus du pressage par un orifice autre que celui de l'approvisionnement. Ce
système a l'avantage d'être manuel ou motorisé. La presse
Bielenberg est un type de presse manuelle développée dans le
début des années 1980 par Karl Bielenberg pour une utilisation
artisanale dont les
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 29
performances sont respectivement 45.59%, 18.55% et 1.94
[3] pour le rendement, le taux d'extraction et la
capacité horaire. Dans le rang des presses motorisées nous avons
les presses à vis qui peuvent être divisées en deux
modèles : les presses à barreaux comme celui
réalisée par les étudiants de l'IUT de Lokossa et les
presses à cylindre perforé [4].

Préparations des graines
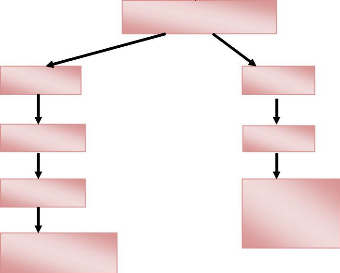
Huile brute
Décantation
Stockage et
conditionnement
Filtration
Pressage
Tourteau
Séchage
Utilisation
comme
fertilisant
Figure 6 : Schéma technologique
du pressage mécanique

Photo 13 : Presse Bielenberg
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 30
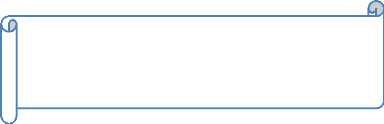
Figure 7 : Presse à cylindre
perforé Photo 14 : Presse de l'IUT-Lokossa
3.1.4. Propriétés physico-chimique de
l'huile de Jatropha
L'huile de jatropha curcas est jaune. Sa couleur vire au
rougeâtre par chauffage ou exposition prolongée à l'air.
Son odeur dépend du procédé d'extraction et de son
âge, sa saveur est douceâtre et son goût se rapproche celui
de l'huile de ricin.
3.1.4.1. Propriétés physiques [4]
La densité de l'huile de jatropha curcas,
de 0.920, est dans la moyenne des huiles végétales.
Principalement liée à la composition de l'huile en tri
glycérides et acides gras.
La viscosité cinématique, de
75 mm2/s en moyenne à 20°C, est bien supérieure
à celle du gazole, ce qui rend plus difficile l'utilisation de l'huile
de jatropha curcas dans les moteurs à injection directe. Elle est mal
adaptée à la lubrification, contrairement à ce qui est
souvent annoncé.
Le point d'écoulement est la
température à partir de laquelle le produit commence à
s'écouler. On remarque que l'huile de jatropha curcas, avec une valeur
de -3°C, similaire à l'huile de colza, est bien placée. Son
utilisation comme carburant en pays chaud ne doit pas poser de problème,
par rapport à l'huile de palme ou de coprah que l'on doit
impérativement réchauffer.
Le point éclair de l'huile de
jatropha curcas est de 236°C. C'est la
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 31
température à partir de laquelle se produit
l'inflammation des vapeurs en présence d'une flamme. Bien au-dessus du
gazole ou du méthyle ester de colza, le point éclair l'huile de
jatropha curcas fait partie des plus faibles des huiles
végétales.
Le pouvoir calorifique, (de 38.8 MJ/kg) est
parmi les plus hauts des huiles végétales.
Ces caractéristiques physiques permettent d'envisager
son utilisation comme huile carburant en climat chaud.
3.1.4.2. Composition chimique [4]
D'une façon générale, les huiles
végétales sont des mélanges complexes dont la composition
varie avec la nature de l'huile. Elles sont constituées de 95% de tri
glycérides (tri esters des acides gras et du glycérol)
mélangés à 5% de constituants minoritaires (acides gras
libres, stérols de cires et autres composants minoritaires). Elles
peuvent être saturées, mono ou poly insaturées. Elles se
divisent en quatre grands groupes déterminés par leur indice
d'iode (quantité d'iode fixée par 100g du corps gras
analysé). L'indice d'iode donne une image globale de l'insaturation de
l'huile: plus une huile est insaturée, plus l'indice d'iode est
élevé. L'huile de Jatropha a un indice d'iode autour de 100, ce
qui la situe dans la moyenne des huiles, comme le colza.
L'huile de jatropha curcas comprend autour de 80% d'acides
gras insaturés (acide oléique et acide linoléique en
quantité voisine) et le reste en acides gras saturés (acide
palmitique et stéarique). Cette forte proportion d'acides
insaturés a tendance à la rendre instable et à faciliter
oxydation et acidification (par comparaison, l'huile de colza, bien qu'ayant un
indice d'iode équivalent, contient plus d'acides gras insaturés,
plus de 90%, et surtout près de 10% d'acide linoléique
tri-insaturé).
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page
32
3.1.5. Utilisation de l'huile de jatropha curcas
3.1.5.1. L'huile de jatropha curcas comme
biocarburant
D'une façon générale, les huiles
végétales sont de bons carburants pour les moteurs diesel, comme
l'avait affirmé au début du 20ème
siècle Rudolf Diesel [1], inventeur du moteur qui porte
son nom et conçu pour fonctionner avec des huiles
végétales. La viscosité importante et les mauvaises
propriétés d'écoulement à froid des huiles
végétales cantonnent cependant leur utilisation aux climats
chauds sinon, en climat tempéré à froid, il faut un
dispositif de réchauffement adapté.
L'aptitude à l'auto-inflammation est un aspect
à prendre en compte dans l'évaluation d'un carburant. Elle en
gendre un délai d'inflammation plus ou moins long du carburant
injecté dont il faut tenir compte dans le réglage des moteurs.
Cette aptitude peut être représentée par l'indice de
cétane (plus il est élevé, plus le délai sera
court). Celui du gazole est de 50, celui des huiles végétales
varie entre 30 et 50, celui du jatropha curcas est de 40 [1].
Le point éclair des huiles végétales est
élevé. Celui de l'huile de jatropha curcas, bien que parmi les
plus bas des huiles végétales, induit des difficultés pour
sa vaporisation et implique un environnement chaud, supérieur à
500°C, au niveau de la chambre de combustion, sous peine de provoquer des
dépôts importants.
Plus l'huile est saturée, plus elle est apte à
être un bon carburant (indice d'iode faible). Mais les huiles
saturées présentent des températures de solidification
élevées et posent des problèmes pratiques d'utilisation.
Pour une utilisation plus aisée, il faudra donc une proportion d'huiles
insaturées. Mais une mauvaise stabilité à l'oxydation
entraîne une détérioration de la qualité, tant des
huiles que de leurs esters.
En prenant en compte ces contraintes, on remarque que l'huile
de jatropha curcas est plus proche de l'huile idéale.

Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 33
Photo 15 : Huile de jatropha curcas
3.1.5.2. Utilisation de l'huile dans la savonnerie
Le procédé de fabrication de savon à
partir d'huile est facilement maîtrisable, bien connu et fort
répandu en Afrique. Au vues des exemples lus, cette utilisation semble
au niveau local la plus rentable économiquement.
Photo 16 : Savon à base de
l'huile de jatropha curcas
3.1.5.3. Eclairage avec l'huile de jatropha curcas
L'éclairage est un service de première
nécessité en milieu rural et le pétrole n'étant pas
toujours disponible, l'huile de jatropha curcas trouve également une
utilisation comme pétrole lampant.

Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 34
Rapport de fin de formation Licence Professionnelle
Photo 17 : Lampe à pétrole
modifié pour utilisation avec l'huile de jatropha
curcas
3.1.6. La filtration
La filtration permet d'éliminer les particules solides
ou trop visqueuses entraînées lors du pressage. La taille des
pores du filtre dépend directement de l'utilisation de l'huile :
· 5um pour une huile végétale alimentaire;
· 10um pour une huile végétale
utilisée comme carburant,
· 200um pour une huile qui sera
estérifiée, puisque la suite du procédé permettra
d'éliminer le reste des impuretés, que l'on retrouvera dans la
glycérine.
Les résidus de coques et de graines sont riches en
phospholipides et en cires (les cires cristallisent à froid dans les
moteurs). Il convient de les extraire assez rapidement de l'huile par pression
pour qu'ils n'augmentent pas les taux de ces composés
indésirables. La qualité dépend du type
d'oléagineux traité (par exemple une huile de colza ne contient
pas de cires mais des phospholipides, pour le tournesol c'est l'inverse), et du
procédé d'extraction utilisé : les huiles brutes
industrielles sont chargées de phosphore et de cires, ce qui n'est pas
le cas des huiles artisanales.
3.1.6.1. Les différents procédés
de filtration
On distingue :
la filtration par gravité: le
mélange est soumis uniquement à la
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 35
pression atmosphérique. Le liquide passe à
travers le support filtrant, qui peut être du sable par exemple, tandis
que le solide est récupéré sur le support filtrant ;
la filtration par surpression: la suspension
(2 à 50 bars) [5] arrive sous pression dans le filtre
;
la filtration sous pression réduite:
le mélange est soumis d'un côté du filtre à
la pression atmosphérique, et de l'autre côté, où
sort le filtrat, à une dépression réalisée
grâce à une pompe à vide.
Lors du passage d'une suspension à travers un milieu
filtrant, le fluide
circule à travers les ouvertures tandis que les
particules sont arrêtées. En s'enchevêtrant, ces
dernières finissent par former un second milieu filtrant pour les autres
particules qui se déposent d'une manière continue sous forme de
gâteau dont l'épaisseur va en croissant au fur et à mesure
de l'écoulement de la suspension.
3.1.6.2. Les modes de filtration
La différence de pression entre l'amont et l'aval
(perte de charge) a une grosse importance car elle règle la vitesse de
filtration. On peut distinguer deux modes de filtration :
filtration à pression constante: on
régule la différence de pression amont-aval à une valeur
constante. L'épaisseur du gâteau augmentant au cours du temps, la
vitesse de filtration va donc diminuer sous l'effet de l'augmentation de la
perte de charge. C'est la filtration la plus utilisée dans l'industrie.
Notre conception a ce type de filtration. filtration à
débit constant: on augmente au cours du temps la
différence de pression amont-aval pour garder un débit constant
malgré l'augmentation de perte de charge.
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 36
3.1.6.3. Les différentes méthodes de
filtration
Deux méthodes existent : une filtration directe en
sortie de presse et une décantation suivie d'une filtration.
> Filtration direct à chaud
La filtration à chaud bénéficie de la
faible viscosité de l'huile chaude en sortie de presse (50-60°C).
Elle nécessite un grand filtre. Cette solution d'un coût plus
élevé à l'investissement peut correspondre à des
projets d'une dimension importante. L'huile peut être "tamisée"
afin d'éliminer les résidus de graines qui restent après
le pressage (presses à barreaux notamment). Cette filtration permet
d'avoir une qualité constante de l'huile filtrée. Ensuite, seule
une opération de nettoyage du filtre sera nécessaire.
> Décantation puis filtration
L'huile est d'abord décantée pendant une
durée déterminée (une semaine à un mois) dans des
cuves opaques, propres et chimiquement neutres. Cette opération permet
d'éliminer à moindre frais certaines impuretés, qui
tombent en fond de cuve. La décantation ne doit pas être faite
dans des cuves en PVC non traitées, ni dans des cuves
métalliques, car les phospholipides se fixent aux métaux et
catalysent des réactions d'oxydation et d'acidification de l'huile.
Après la décantation, l'huile est
filtrée par un procédé mécanique (pompe +
système de filtration) ou par simple gravité à travers des
filtres papiers. Il est conseillé de filtrer à une
température inférieure à 14°C, car les cires se
cristallisent et sont faciles à piéger (les cires sont des
impuretés qui posent problème à froid dans les moteurs).
Cependant, à des températures trop basses, la viscosité de
l'huile peut rendre la filtration difficile.
3.1.6.4. Les différents types de machine
à filtrer
Le procédé de filtration peut être continu
ou discontinu.
Filtre discontinu: dans les filtres
discontinus, l'opération a lieu
Rapport de fin de formation Licence Professionnelle
par charge, c'est- à-dire que l'alimentation de la
suspension et le chargement du solide se font par intermittence. La filtration
est arrêtée quand la capacité au-dessus de la surface
filtrante est remplie ou que le colmatage du filtre atteint une valeur limite.
Comme filtre discontinu nous avons :
y' filtre presse : c'est le plus répandu. Les
éléments du filtre (plateaux et cadres) sont serrés avec
une presse. Les toiles filtrantes séparent les plateaux et les cadres.
Le filtre fonctionne sous pression (2 à50 bars) [5]. Le
gâteau se dépose entre les toiles.
Filtre continu : dans les filtres continus,
la surface filtrante fermée sur elle-même se déplace
lentement devant l'alimentation; le gâteau atteint une certaine
épaisseur et dès qu'il sort de la partie filtrante il est
détaché par un système raclant. Un cycle de lavage puis
d'essorage est souvent adjoint. Ces filtres constituent un investissement plus
important mais ils ont un coût de fonctionnement moindre : ils
conviennent donc aux productions importantes. Comme filtre continu nous pouvons
:
y' filtre rotatif à tambour : il est constitué
par deux tambours cylindriques coaxiaux ; le tambour extérieur supporte
une toile filtrante. Il est divisé en plusieurs zones :
· zone de filtration : le liquide est aspiré et le
gâteau se dépose sur le filtre ;
· zone de lavage : le gâteau est lavé
grâce à un arrosage par de l'eau ;
· zone d'essorage du gâteau ;
· zone de séchage et décollage : l'air
comprimé est introduit par les canalisations ; le gâteau est donc
séché et décollé du filtre puis
détaché à
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 37
Rapport de fin de formation Licence Professionnelle
l'aide d'un racloir.
'( filtre à bande sans fin : une bande sans fin
horizontale en caoutchouc synthétique tourne sur deux tambours dont l'un
est moteur. La bande de caoutchouc est perforée à intervalles
réguliers d'orifices allongés qui passent au fur et à
mesure du déroulement devant des chambres sous dépression. Elle
est revêtue d'une toile de filtration adaptée au mélange
liquide-solide à séparer. On retrouve les zones de filtration,
lavage et séchage. Le gâteau est parfois détaché
à l'aide d'un racloir.
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 38
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page
39
3.2. Conception d'un filtre presse
3.2.1. Description
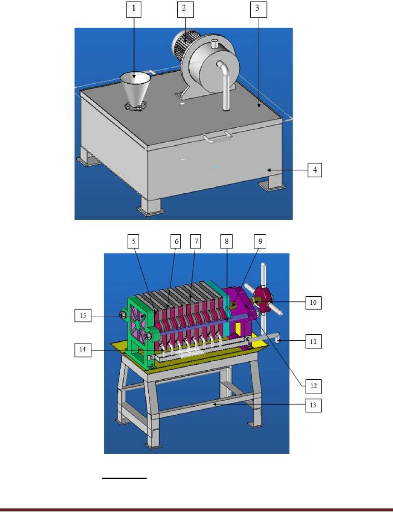
Figure 8 : Description du filtre
presse
Cet objet technique conçu pour filtrer l'huile de jatropha
extraite avec une presse, est destiné à être utilisé
dans toute unité de transformation d'huile de jatropha curcas.
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 40
(1)-Trémie (9)- Vis de pression
(2)- Motopompe (10)- Contre-écrou
(3)- Couvercle (11)- Tuyau de remplissage
(4)- Réservoir (12)- Support écrou de serrage
(5)- Cadre (13)- Bâti
(6)- Plateau de filtration (14)- Robinets
(7)- Tissu de filtration (15)- Trou d'admission
(8)- Axe
Il est manoeuvré par une motopompe et est
constitué essentiellement de deux parties.
La partie électrique
Elle est constituée d'un groupe hydraulique dont les
caractéristiques sont énumérées dans la suite du
document.
La partie mécanique
Elle est composée d'une table de filtration comportant
un plateau d'admission, neuf cadres, huit plateaux de filtration munies de
robinets et d'un plateau de serrage tous en appui sur deux axes, d'un
système de blocage des plateaux constitué d'une vis, d'un
écrou et d'un contre écrou qui assure le maintien en position et
l'étanchéité les plateaux au cours du filtrage.
> Le réservoir de la pompe de
renvoi
Il est séparé en deux chambres dont celle
d'arrivée d'huile et celle de la pompe. La séparation de ce
réservoir en deux chambres permet à la pompe d'aspirer une huile
plus propre que celle d'arrivée (1ère chambre : c'est
la décantation).
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 41
Rapport de fin de formation Licence Professionnelle
> La table de filtration
Elle assure la stabilité des éléments de
filtrage et est constitué des pièces suivantes :
- Les cadres et les plateaux de filtration
Elles sont en aluminium et obtenues à la fonderie.
Elles sont compressées ensemble pour former des chambres de filtrage.
- Les tissus de filtration
Ils assurent la filtration proprement dite et sont
disposés entre les plateaux et les cadres. Ils sont en coton ou en nylon
et permettent d'obtenir une précision de filtration dans l'ordre de 10
micromètre.
- Les robinets de sortie
Ils sont au nombre de huit et permettent de régler,
d'ouvrir ou de fermer une ou plusieurs chambres de filtration en fonctionnement
normal de la machine en cas de bouchage d'un ou plusieurs tissus.
- Les axes
Ils sont fixés de manière à permettre la
translation des plaques en cas débouchage des tissus de filtration ;
chacun d'eux possède de filetage à chaque
extrémité.
- Le système de blocage des plateaux et des cadres
Constitué des éléments suivants :
o Vis de pression
Elle assure de serrage constant et par suite de
l'étanchéité des cadres et des plateaux au cours du
filtrage.
o T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-PM/2014 Page 42
Ecrou principal
Il est fondé dans le support écrou et en
liaison hélicoïdale directe avec la vis de blocage
o Contre écrou Il maintient le serrage
de la vis constant.
3.2.2. Fonctionnement de la machine
Juste après l'extraction, l'huile est reversée
avec les particules solides qu'elle contient dans le réservoir à
partir de la trémie. Grâce au tamis interne de la trémie,
les grosses particules sont retenues. L'huile est filtrée une seconde
fois grâce à la séparation du réservoir. Une fois
que l'huile atteint le niveau moyen du réservoir (orifice de la pompe),
mettre en marche cette pompe de renvoi qui refoule l'huile (avec les particules
solides) sous pression vers les cadres et les plateaux filtration par l'orifice
A c'est-à-dire dans les chambres de filtration. L'huile sous pression
passe au travers des tissus filtrants dans les chambres de filtration pour
sortir par les robinets (canaux C) qui sont ouverts durant tout le processus.
C'est l'étape de filtrage proprement dit.
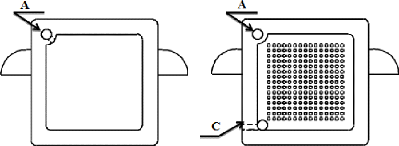
Figure 9 : Cadre Figure
10 : Plateau de filtration
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page
43
3.2.3. Calcul et dimensionnement
3.2.3.1. Etude cinématique
3.2.3.1.1. Choix de pompe
La filtration sera à pression constante. Ce choix est
basé sur le fait que ce mode de filtration a un moindre coût
d'investissement et d'entretien. La pression pour une filtration à
pression constante est comprise entre 2 et 50 bars [5]. Pour
notre conception nous choisissons une pression de 9 bars, soit 9.105
Pa à un débit de 25l/min au début de filtration.
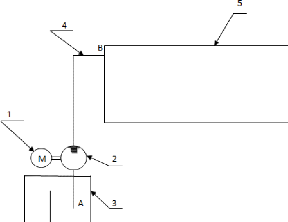
Figure 11 : Chaine
cinématique
(1)- Moteur (3)- Réservoir (5)- Ensemble filtrant
(2)- Pompe (4)- Tuyau flexible
> Calcul de la puissance théorique de la pompe
Soit P cette puissance [6]
P = HMT×p×g×Q (1)
|
?
HMT + ?A + h? + ?A
2g = ?B
pg + h? + ?B
2
2g + HT
pg
|
(2)
|
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 44
|
HMT =
(?????)
??
|
? ?
+ ??? ? ???+ Z
+ HT (3)
??
|
Avec :
HMT : hauteur manométrique théorique
PA = Patm : pression atmosphérique
Q : débit
PB : pression dans le filtre presse
Z : hauteur
HT : perte de charges totale = hs (perte de charge
statique) + hd (perte de charge dynamique) [7]
VA : vitesse dans le réservoir = 0
VB : vitesse dans le filtre presse
p : masse volumique du jatropha
h? = ????
??? (4) h? = ???
?? [7] (5)
Hypothèse :
Le système d'envoi est composé d'un composé
d'un tuyau flexible de 2 mètres, d'un coude de 90° au niveau de la
pompe.
? le coefficient de frottement est fonction de
l'écoulement. > Détermination du nombre de Reynolds
Re
??
Re = (6)
?
avec ?: vitesse de
l'écoulement; d : diamètre hydraulique ; V : viscosité
cinématique
Rapport de fin de formation Licence Professionnelle
dans (6) donne
AN : Q = 25l/min =
0,025m3/min; d = 0,02m; V =75mm2/s =
4500m2/min
Re = 353,85
Re < 2300, donc l'écoulement est laminaire alors,
[7]
64
Y = Re
64V
= (9)
Bd
(8) dans (3) donne
hs = 32"V
(10)
(10)
gd?
HMT = (PB -- Patm)
Pg
O2 32LOV
+ 2g + Z + gd2 +
KO2 2g
K est la constante de pertes dynamique
AN: K = 0,53; PB = 9.105 Pa;
Patm=100.103Pa; d = 0,02; p =
0,920.103kg/m3; Z = 0,40m; g = 9,81m/s2,
y = 2,75m/s; v = 75.10-6m2/s
2,752 2 x 9,81
9. 105 -- 100.103
HMT =
0,920. 103 x 9,81 + 0,40 +
0,53 x 2,752
+
2 x 9,981
32 x 2 x 2,75 x 75.10-6
+
9,81 x 0,02
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 45
HMT = 89,89 m De (1)
Rapport de fin de formation Licence Professionnelle
P = HMT×p×g×Q
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 46
AN:
P =
89,89×0,920.103×9,81×4,17.10-4 P =
338,30 Watts
La pression de pompe
|
Q × p
P = 600 = p =
|
600 P
|
|
Q
|
|
600 × 0,338
p =
25 ; p = 8.11bars
Conclusion : Avec le catalogue de sélection du
constructeur LEROY SOMER [8], nous choisissons une pompe
centrifuge qui a pour code « LSMH 2-7 T » (Voir Annexe 4) avec les
caractéristiques suivantes :
V' Pression d'aspiration : 6 bars V' Pression
de service : 10 bars V' Débit 2m3/h soit
33,33l/min
La pompe est alimentée par un moteur électrique qui
a pour caractéristiques :
V' Puissance : 0,55kW
V' Fréquence : 50Hz
V' Nombre de tour : 3000min-1
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page
47
3.2.3.2. Etude dynamique
3.2.3.2.1 Calcul de la force pressante
La force pressante est la force exercée par l'huile sur
la paroi des plateaux de filtration. Elle est illustrée sur la figure
ci-après :

Figure 12 : Illustration de force
pressante
Si Pm est la pression de service de l'électropompe P m =
1000 kPa La pression atmosphérique P atm = 100 kPa
La pression effective P eff = P m + P atm = 1100 kPa
La force pressante F = P eff × S (section occupée par
l'huile) (12)
P eff = 1100 kPa et S = 361 cm2
F = 1100 × 361
F = 397100 daN (dans la chambre de filtration)
3.2.3.3. Dimensionnements de la vis de pression
Nous calculons notre circuit à la pression de 1100 kPa
[9]. Soit Pv = 1100 kPa, la pression agissant sur la vis
Fv = Pv × Sp (13)
Sp = 7,06 cm2 ; Pv = 1100
kPa
Rapport de fin de formation Licence Professionnelle
Fv = 7766daN ; Fv = 77660 N
La vis est en C 22 et sa résistance à la rupture
sous un effort d'extension R 410 N/mm2 [10].
Prenons un coefficient de sécurité s = 4.
> Condition de résistance
|
Rpg ? ? or ?
=
|
T
Sv avec T = Fv et Sv =
|
? x D?
4 (14)
|
|
? Rpg ?
|
Fv
(15)
Sv
|
|
or Rpg = Rpet Rp =
2
|
R s
|
? Rpg =
|
R
(16)
2s
|
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 48
(15) et (16) ?R?
2s Sv Fv (17)
D'où D ?
??x?x??
?x?
8 x 4 x 77660
? ?
3.14 x 410
D ? 43,93mm; D = diamètre noyau de la
vis
En tenant compte du manoeuvrage régulier de cette vis
à chaque entretien, nous avons choisi un diamètre de 45 à
pas trapézoïdale de 8.
D'où D = Tr 50 × 8 [11]
Avec Fv= effort agissant sur la vis
Sp = section soumise à cet effort
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 49
s = coefficient de sécurité Rpg = résistance
au glissement R = résistance à la rupture Sv = section de la
vis
3.2.3.4. Dimensionnement des deux axes
3.2.3.4.1. Calcul du poids des cadres et plateaux de
filtration
Les cadres et plateaux de filtration sont en alliage
d'aluminium ; soit p = 2,7.103kg/m3, la masse volumique
de l'aluminium.
Supposons que les cadres sont des
parallélépipèdes creux de coté extérieure
Ce= 250mm, de coté intérieure Ci = 190mm et de hauteur h =25mm.
Calculons le poids d'un cadre :
P, = p. V,. g
V, = Ve -- V;
V, = (C?
2 -- C; 2?h
V, = (0,2502 --
0,1902)0,025
V, = 6,6. 10-4m3
P, =
2,7.103 x 6,6.10-4 x 9,81
P, = 17,5N
Supposons que les plateaux de filtration sont des
parallélépipèdes de coté C = 250mm et de hauteur h
= 25mm. Calculons le poids d'un plateau de filtration :
Ppf = p. Vpf. g
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 50
Vpf = C2 x h
Vpf = 0,252 x
0,025
Vpf = 1,5625.10-3mm
Ppf = 2,7. 103 x 1,5625.
10-3 x 9,81
Ppf = 41,4N
Dans la conception nous avons neuf cadres et dix plateaux de
filtration. Donc le poids total P des dix-huit plaques est :
P = (9 x Pc) + (10 x Ppf)
P = (9 x 17,5) + (10 x 41,4)
P = 571,5N
Hypothèses :
En ramenant l'effort sollicité sur chaque axe au centre
d'équilibre des deux axes on a :
ü le poids des cadres et des plateaux de filtration qui est
réparti uniformément sur les axes sur une longueur de 435 mm ;
ü les axes sont soumis à la flexion et sont
encastrés aux extrémités.
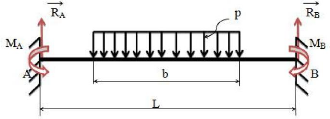
Partant de ces hypothèses, nous aurons le cas de la figure
ci-dessous :
Rapport de fin de formation Licence Professionnelle
|
M
|
??? =
|
PLb
24 ?? ? 3b L +
b? L??
|
Figure 13 : Axe sollicité par des
charges reparties > Les réactions aux appuis
Le système étant un système
hyperstatique, en se basant sur le formulaire de résolution des
systèmes hyperstatique on a [12] :
pb
R? = R? = 2
p x L x b
24 ?? ? b?
M? = M? ? ?
L??
AN: p = 1, 3 N/mm, L = 615mm; b = 435mm;
RA = RB = 282,75N
|
M? =
|
1,3 x 615 x 435
24 ?? ? 435?
615??
|
|MA| = |MB| = 36223,03 N.mm
Le moment maximal est au milieu de la poutre.
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 51
Rapport de fin de formation Licence Professionnelle
AN :
|
M
|
??? =
|
1,3 × 615 × 435
|
3 × 435 435?
? 615 + 615??
|
|
24
|
Mmax = 19973,
52N.mm
Mmax? 19974N. mm
> Condition de résistance à la
flexion
???? ? Rp (18)
|
???? =
|
M???
|
avec I? =
|
?D?
32 et v =
|
D
|
|
I?
|
2
|
v
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 52
Donc ???? = ?????? (19)
???
De (18) et (19) ??????
??? ? Rp ?
?D?Rp ?
16M???
16M???
? D? ?
?Rp
D ??16M???
?
(20)
?Rp
Rp = R/s (21)
(21) dans (20) donne D ? ???????.?
?
??
D'après la norme un axe en acier d'usage
général a une résistance minimale à la rupture par
extension R comprise entre 290 et 670 N/mm2
[10].
Prenons R = 570 N/mm2 avec un coefficient de
sécurité s = 2.
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 53
AN: Mmax =
19974N.mm, R= 570N/mm2, s=2
|
D ~
|
?16x 19974 x 2 ? ?
x 570
|
D ~ 7,1mm
Conclusion : En tenant compte de
translation des cadres et des plateaux de filtration sur les axes au cours du
fonctionnement et de la maintenance nous choisissons un diamètre D =
30mm.
3.2.4. Etude des assemblages et ajustements
3.2.4.1. Etude des assemblages
Etude des liaisons
V' Pompe de renvoi - plateaux/cadres
V' Plateaux/cadres - tirants
V' Plateaux - robinets de sortie
V' Support écrou - écrou
V' Vis - écrou - contre écrou
· Pompe de renvoi - plateaux/cadres
La pompe est liée aux plateaux/cadres grâce
à l'effort de serrage d'un collier. Cette liaison est
démontable.
· Plateaux/cadres - axes
Les plateaux et cadres sont liées aux axes par les
oreilles de guidage en translation. Cette liaison est rigide
démontable.
· Plateaux - robinets de sortie
Les plateaux sont liés aux robinets de sortie par un
système de vis-écrou. Cette liaison est étanche, rigide et
démontable.
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 54
. Support écrou- écrou
La table est liée à l'écrou par fonderie.
C'est une liaison par obstacle, rigide et non démontable.
. Vis - écrou - contre-écrou
Cette liaison est hélicoïdale, rigide et
démontable.
3.2.4.2. Etude des ajustements
Par définition un ajustement est l'assemblage de deux
pièces de même dimension nominale. Il est désigné
par cette dimension nominale suivie des symboles correspondant à chaque
pièce en commençant par l'alésage.
De par la position relative des tolérances, on
distingue trois types d'ajustements :
> ajustement avec jeu, exemple 44 H8g6
> ajustement incertain, exemple 60 J8j7
> ajustement avec serrage, exemple 12H7p6
Exemples d'ajustements utilisés dans la conception.
Ajustement avec jeu 30H7
A = vis de serrage, B = corps levier de serrage
JM = BM - Am = 0.025
Jm = Bm - AM = 0
La côte nominale étant égale à 30,
prenons :
AM = Bm = 30
ITJ = 0.025 = Ja + Jb = 0,002 + 0,023
Par conséquent,
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 55
Ja = 0,002 et Jb = 0,023 BM = Jb + Bm = 30,023 Am = 30 - 0,002 =
29,998
|
+0
A =30 ?0,0?? donc B =
30
|
+0,025
+0
|
D'après la norme (dans le guide du dessinateur) on peut
prendre A= 30h6 et B = 30H7.
Cet ajustement sera désigné par : 30H h6
[10].
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page
56
3.3. Etude de fabrication et exécution
graphique
3.3.1. Etude de fabrication
L'étude de fabrication a pour objet l'organisation
d'une suite logique chronologique de toutes les opérations et
groupements d'opérations nécessaires et suffisants pour la
réalisation d'une pièce.
Cette organisation est établie en tenant compte
d'un contrat dimensionnel ; des limites techniques ; du programme
de production ; du parc machine ; du budget prévisionnel.
Cette étude comprend les phases, les sous-phases et les
opérations qui se traduisent par la gamme d'usinage.
3.3.1.1. Etude de fabrication des principaux
éléments
Cette étude représente la gamme d'usinage de
chacune des pièces en vue de leur réalisation. Certes, elle est
théorique mais sert de guide pour la phase pratique et permet ainsi de
réduire le temps de fabrication tout en respectant les contraintes
géométriques et dimensionnelles imposées par tout dessin
de définition.
Cette étude est enfin un ensemble qui oriente le
fabricant sur une logique d'usinage tout en précisant les phases, les
sous-phases, les opérations, les passes d'usinage, les outils
utilisés, les machines correspondant à la fabrication d'une
pièce, les conditions de mise et de maintien en position d'une
pièce au cours de l'usinage.
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 57
> La phase
Elle indique l'ensemble du travail effectué sur un
même poste de travail. Elle est désignée par les
numéros 10, 20, 30....
> La sous-phase
Elle représente le travail effectué sans
démontage de la pièce ou de la
porte pièce. La sous-phase est désignée par
les lettres A, B, C
> L'opération
Elle définit l'usinage d'une ou plusieurs surfaces
isolées ou associées, sans démontage de la pièce et
sans changement de l'outil au des outils.
> La passe d'usinage
C'est l'action d'enlever une certaine épaisseur de
matière lors du passage d'un seul outil tranchant unique ou multiple.
L'élément étudié est le plateau
filtrant. (Voir Annexe 4 pour gamme)
3.3.2. Ordre de montage
Notre conception est composée de deux sous ensemble (la
pompe de renvoi et son réservoir et la table de filtration),
l'assemblage de chacun suit l'ordre suivant :
> pompe de renvoi et son réservoir
o monter le tamis et la trémie sur le couvercle au moyens
des boulons ;
o monter la pompe avec son joint
d'étanchéité sur le couvercle de réservoir au moyen
des boulons ;
o déposer le couvercle sur le réservoir.
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 58
> table de filtration
o mettre le support de la table de filtration en place ;
o mettre la cuve de récupération de gâteaux
;
o monter le plateau d'admission (fixer les deux boulons de
maintien de position) sur le support ;
o monter le support de l'écrou de serrage (fixer les
deux boulons de maintien de position) sur le support ;
o monter les deux axes de guidage en translation des plateaux
et cadres (maintenir en position avec les rondelles et écrous) ;
o disposer les plateaux et cadres dans l'ordre suivant :
tissu filtrant, cadre, plateau filtrant, ainsi de suite et mettre à la
fin le plateau de serrage sur lequel s'appuie la vis de pression ;
o mettre la vis de pression;
o monter le contre-écrou sur la vis ;
o mettre la clavette sur la vis ensuite monter le corps du
levier (fixer avec rondelle et écrou) ;
o brancher les conduits d'alimentations en huile (tuyaux
flexibles et raccords) ;
o presser énergétiquement la vis de pression
contre les plateaux et cadres et bloquer le contre-écrou (pour maintenir
le serrage).
3.3.3. Entretien de la machine
Une machine ne saurait donner un rendement optimal si elle
n'est pas entretenue de façon après un temps d'utilisation.
Concernant le nôtre, il lui faut un entretien
périodique même si elle fonctionne normalement jusqu'au terme de
la périodicité.
Cette périodicité ne peut être absolue
car elle fonction de l'huile et surtout du degré de colmatage des tissus
par les particules en suspension.
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 59
Après une semaine de marche, l'entretien doit
être fait. Mais en cas de bouchage de trois chambres de filtration au
plus, arrêter systématiquement la machine pour ne pas chauffer
l'électropompe et procéder ensuite au nettoyage des tissus
filtrant et des plateaux filtrants, même si la durée de
l'entretien n'est pas à son terme.
Cet entretien consiste à :
nettoyer les tissus et plateaux de filtration, en
débloquant totalement la vis de pression et en démontant chaque
plaque ;
nettoyer les conduits ;
remonter l'équipement dans l'ordre
précédemment indiqué ;
vérifier l'étanchéité des plaques
et des conduits après l'entretien et avant chaque utilisation de
l'équipement.
3.3.4. Exécution graphique
Ce paragraphe illustre les dessins de définitions des
pièces du filtre presse. (Voir Annexe 5).
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014 Page 60
CONCLUSION
Le biodiesel est l'un des éléments essentiels
dans le fonctionnement des machines à moteur diesel. Actuellement le
marché des biodiesels est spéculatif. Les graines de jatropha
curcas contiennent une huile comparable au biodiesel. L'obtention de cette
huile nécessite beaucoup de moyens, la recherche de solution à
l'extraction et la filtration de l'huile extraite nous a conduits à la
réalisation d'une nouvelle cage en vue de l'amélioration de la
presse à l'huile et la conception un filtre presse motorisé pour
l'obtention de l'huile pure répondant aux caractéristiques des
huiles en vigueur.
Cette machine répond aux objectifs visés par le
cahier de charge ; car :
o elle est conçue avec des matériaux que l'on
retrouve facilement sue le marché local ;
o elle peut être utilisé à tout moment,
en ville comme en campagne ;
o elle contribue alors à une meilleure utilisation des
ressources à l'échelle locale propre à promouvoir le
développement industriel.
Notre souci majeur étant la recherche permanente de la
perfection, et puisque aucune oeuvre humaine n'étant pas parfaite, nous
prions tous ceux qui liront ce document de nous faire parvenir leurs critiques
et suggestions pouvant nous aider à l'améliorer.
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 61
Références bibliographiques
[1] - Vaitilingom, G. 2007. Extraction,
conditionnement et utilisation des huiles végétales pures
carburant. Enjeux et perspectives des biocarburants pour l'Afrique. 54p.
[2] - Blin, R. ; Dabat, M-H. ; Faugere, G. ; Hanff,
E. et Weinsma, N. 2008. Opportunités de développement
des biocarburants au Burkina-Faso.130p.
[3] - Lantan, J et Fianto, F. 2011. Etude
pour l'amélioration d'une presse mécanique d'huile de Jatropha :
performances techniques. Licence professionnelle. Institut Universitaire de
Technologie de Lokossa. 97p.
[4] - Domergue, M. et Pirot R.
2008. « Jatropha curcas L. Rapport de
synthèse bibliographique ». URL :
http://www.formad-
environnement.org/cirad-Jatropha-biblio-2008.pdf,
consulté en juin 2014
[5] -
www.choquenet.com/filtre-presse,
consulté le 10 juin 2014.
[6] - Bleux, J-M et Fanchon, J-L.
Génie Mécanique Automatisme industriels, Paris :
NATHAN
[7] - Fanchon, J-L.1998.
Guide de Mécaniques Sciences et technologies industrielles, Paris :
NATHAN. 480p.
[8] - Leroy Somer. Pompes Catalogue
Technique.319p.
[9] - Akiyemi, P.S. 1997. Etude et
réalisation d'un filtre presse des huiles alimentaires. Diplôme
d'Ingénieure des travaux. Collège Polytechnique
Universitaire.90p.
[10] - Chevalier, A. 2004. Guide du dessinateur
industriel, Paris : HACHETTE Technique.335p.
[11] - Hazard, C. 1993.Memotech dessin
industriel. Paris: Editions CASTEILLA. 432p.
[12]
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-PM/2014
Page 62
- Delaplace, A. ; Gatuingt, F. et Ragueneau, F.
2008. Mécanique des structures Résistance des
matériaux. Paris : Dunod. 216p.
[13] - Barlier, C. et Bourgeois, R. 1995.
Memotech Productique-Conception et dessin. Paris : Editions CASTEILLA, 560p.
[14] - Hugot, E.1970. La sucrerie de cannes.
Paris : Dunod. 652p
[15] - Branger, G. 1985. Guide du bureau des
méthodes. Paris : Editions DESFORGES. 271p.
[16] - Deltreil, J-P. 2003 « La
déshydratation mécanique sur filtre presse ». URL :
http://www.faureequip.com/FILTRE_PRESSE/EXTRAS/cours_fp.pdf,
consulté le 08 juillet 2014.
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-FM/2014
ANNEXES
Rapport de fin de formation Licence
Professionnelle
Annexe 1 : Constats des essais sur la presse à
huile de Jatropha de l'IUT-
Lokossa

Photo 18 : Graines broyées et
remontées dans la trémie

Photo 19 : Vis démontée
après bourrage
Photo 20 : Graines dans le
torréfacteur
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence Professionnelle
Annexe 2 : Quelques machines réalisées
par BECRREMA au cours de mon stage

Photo 21 : Décortiqueuse
manuelle d'acajou

Photo 22 : Capsuleuse manuelle de
bouteille
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014

Rapport de fin de formation Licence Professionnelle
Rapport de fin de formation Licence Professionnelle
Photo 23 : Torréfacteur
d'amandes de karité

Photo 24 : Concasseuse de cossettes
Photo 25 : Presse d'extraction de jus
d'ananas
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Annexe 3: Méthode graphique de la gamme
d'usinage
Méthode graphique de la gamme
d'usinage
Elle est une méthode qui s'appuie constamment sur la
cotation du dessin de définition; elle est donc logique puis que
précisément la pièce ne sera bonne au contrôle que
si les côtes fonctionnelles sont satisfaites. La cotation constitue donc
le fil conducteur.
Voici en quelques lignes les différentes étapes
à suivre pour aboutir à un ordre logique d'usinage.
Etudier sérieusement le dessin de
définition
Et notamment:
> pour bien comprendre les formes de la pièce
(représentation
spatiale) ;
> pour bien juger les côtes et tolérances
à satisfaire ;
> pour mettre en évidence les côtes et
tolérances de liaisons au brut
en les entourant d'un trait de couleur par exemple.
Décider des surfaces à usiner tout
d'abord
Pour cela, il faut appliquer les règles suivantes:
Règle 1 : La ou les
premières surfaces usinées doivent satisfaire au minimum
une spécification de liaison au brut, plusieurs de
préférence, et même toutes si
possible.
Règle 2 : La
1ère phase d'usinage doit permettre d'usiner au minimum
une
surface de reprise de bonne qualité:
> grande si possible, pour servir d'appui plan au 3 point, ou
de
centrage 4 points ;
> qui soit le siège du plus grand nombres de
côtes les plus précises,
ou de tolérances de position précises (pour
pouvoir réaliser
ultérieurement ces côtes et tolérances en
évitant les transferts de
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence Professionnelle
côtes).
Décider de la suite logique de
l'usinage
Ce problème est un des premiers à
résoudre dès l'étude du dessin car une suite logique mal
choisie peut conduire à des impossibilités d'usinage ou
d'ablocage, à des déformations non éliminées (donc
à des rebuts) ou encore à l'augmentation inutile du prix de
revient. Ainsi elle doit être établie, en suivant de près
la cotation fonctionnelle.
Voici en quelques points l'essentiel des étapes
à suivre pour aboutir à l'ordre logique d'usinage:
> Indentification des surfaces
Elle consiste à identifier les différentes surfaces
qui participent à l'usinage d'une autre surface à savoir les
surfaces brutes désignées par les lettres (B1, B2,...), les
surfaces de départ notées SD et les surfaces usinées. >
Les liaisons
Cette partie permet de déterminer les relations qui
existent entre deux surfaces. On distingue trois types de liaisons :
- les liaisons aux surfaces brutes ou aux
surfaces de départ;
- les liaisons entre surfaces usinées;
- et les liaisons géométriques.
> Choix d'antériorité
Le choix d'antériorité détermine entre
deux surfaces en liaisons lesquelles seront usinée en première
position. Ce choix porte surtout sur la spécification des
tolérances géométriques, des tolérances de forme et
priorise les surfaces usinées liées directement aux surfaces
brutes et les surfaces usinées les plus larges.
> Polygone de liaisons
Le polygone de liaisons est un graphe qui lie les surfaces
entre elles par une flèche en considérant les choix
d'antériorité. Il a pour objet d'identifier les
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence Professionnelle
surfaces les plus liées afin de les prioriser dans l'ordre
d'usinage.
> Association de phases
Dans le but de réduire le temps d'usinage,
d'économiser l'énergie et d'amoindrir le coût de
fabrication de la pièce, il est nécessaire de réduire les
phases d'usinage. Ainsi, on associe les surfaces qui peuvent être
usinées simultanément ou en une phase.
Cette partie est la plus délicate, mais la plus
intéressante et la plus culturelle aussi car le préparateur doit
faire preuve de méthode et de stratégie. Il doit envisager tour
à tour, le plus grand nombre possible de solutions différentes
d'association de surfaces, et pour chacun des projets, il doit vérifier
très sérieusement :
9 que le type de gamme concerné, et que les principes
d'exécution chronologique des surfaces sont respectés;
9 que les dispersions à craindre pour chaque ablocage,
chaque outil, chaque machine, ne sont pas excessives par rapport aux
tolérances à satisfaire.
9 que la cotation fonctionnelle est satisfaite, que les
éventuels transferts de côtes (à calculer) conduisent
à des usinages encore réalisables normalement.
Finalement, le préparateur écarte les solutions
risquant de provoquer des rebuts ou des aléas, et adopte parmi les
solutions acceptables, celles qui minimisent le plus possible le prix de
revient compte tenu de l'importance de la série; ceci peut
nécessiter des calculs et des comparaisons de temps et prix.
Mise au net de la gamme
Les croquis de phases doivent être très complets
et bien lisibles, pour éviter les longues écritures. Adopter un
code de couleur : surfaces usinées (trait fort rouge) autres contours de
la pièce (trait noir moyen) symbole d'ablocage entrait bleu moyen outil
de coupe en vert, la solution des silhouettes découpées et
collées fait gagner du temps. Bien vérifier que la
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence Professionnelle
cotation est celle nécessaire et suffisante que toutes
les tolérances sont exprimées y compris pour les côtes
débauche et de demi-finition. Détaillé les
opérations de manière brève et concise.
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence Professionnelle
|
Nom : GODONOU Toundé Aristide Elément : Plateau
centrale
Ensemble : Filtre presse
|
Matière : A5
Brut : 255×255×30 Nombre : 8
|
|
N°
de
phase
|
Montage, Ablocage,
Désignation des Sous-phases
et
Opérations
|
Machines-outils
Outils
d'exécution
Outils de
contrôle
|
Schéma de phase
|
|
10
|
CONTROLE DU BRUT
|
PC
|
|
|
20
|
FRAISAGE
A-
Mise en position
- Appui plan 3N (1, 2,
3) sur B1
- Appui linéaire 2N (4,
5) sur B2
- Appui ponctuel 1N (6)
sur B3
Immobilisation de la pièce en
B4
a) Fraiser G1, ébauche, demi-finition, finition
Cm1 = 27,5mm
b) Fraiser G2, finition,
Cm2 = 252,5mm
|
FRAISEUSE
UNIVERSELLE
Fraise 2T
Ø100mm
PC
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
B-
Mise en position
- Appui plan 3N (1, 2, 3) sur G1
|
|
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence Professionnelle
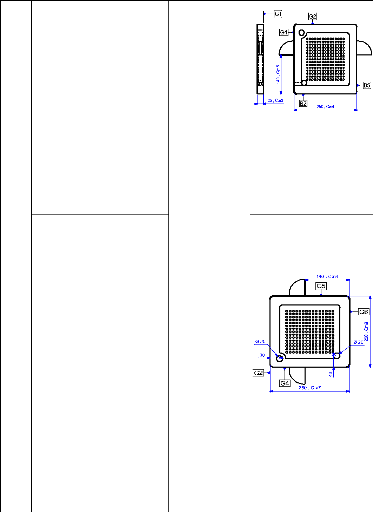
- Appui linéaire 2N (4, 5) sur G2
- Appui ponctuel 1N (6) sur B5
Immobilisation de la pièce en B2
a) Fraiser G3 Ebauche, demi-finition ; finition Cm3 = 25mm
b) Fraiser G4 finition Cm4 = 250mm et Cm5 = 140mm
C-
Mise en position
- Appui plan 3N (1, 2, 3) sur G1
- Appui linéaire 2N (4,5) sur G2
- Appui ponctuel 1N (6) sur G4
a) Fraiser G5 finition Cm6 = 250mm et Cm8 = 140mm
b) Fraiser G6 finition Cm7 =250mm
c) Aléser 0 20mm; Cm = 30mm, Co = 0 20mm ;
Fraise 2T Ø100mm
Fraise 2T Ø20mm
PC
Fraise 2T Ø20mm
Alésoir 0 20 mm
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence Professionnelle
|
Cm = 40mm, Co = 0 20mm
|
PC
|
|
|
30
|
TARAUDAGE
A
Mise en plan
- Appui plan 3N (1, 2, 3)
sur G3
- Appui linéaire 2N (4, 5)
sur G2
- Appui ponctuel 1N (6)
sur G5
a) Centrer 0 4mm
b) Percer 0 10 finition Co = 10 mm
c) Taraudage M12,
ébauche, demi-finition, finition ; Co = M 12
|
FRAISEUSE
UNIVERSELLE
Forêt à
centrer 0 4mm
Forêt à 0
10 mm
Taraud M12
PC
Jauge de pas
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
40
|
EBAVURAGE ET
CONTROLE FINAL DE LA PIECE FINIE
|
PC
|
|
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-FM/2014
Annexe 4 : Choix de la pompe
Rapport de fin de formation Licence
Professionnelle
T. Aristide GODONOU UAC/IUT-LOKOSSA/GME-FM/2014
Annexe 5 : Exécution graphique
Rapport de fin de formation
Licence Professionnelle
|
|
|
0 0 O.. 0
|
A-a
|
|
1/
00,
|
Pr
IP
ii _I
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
,R
|
|
|
|
|
|
|
|
|
|
|
vi
|
|
Y
|
|
|
|
|
|
|
|
|
|
|
BI
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
NINEN
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
r
|
|
|
|
|
|
|
|
|
|
|
|
'ilk
|
|
|
|
|
|
|
|
|
|
|
ile
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ia
|
|
|
0 0 O 0
|
Ir V. !t
|
|
A
|
|
|
|
U
VA A
|
B i1
|
i
|
|
fr/r Ag," Acir IJ!/X/.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
i !. w w FAR
|
â
|
|
5
|
1
|
PARTIE INFERIEURE
|
I acler
|
-
|
|
4
|
10
|
vis Fi Gr A enkierernent lakes M8-35
|
acier
|
-
|
|
3
|
1
|
PARTIE SUPERIEURE
|
acier
|
-
|
|
2
|
26
|
LAMELLE
|
acier
|
-
|
|
1
|
26
|
BARREAU
|
acier
|
-
|
|
REPERE
|
NB.
|
DESIGNATION
|
. MATIERE
|
OaSERVATIONs
|
|
_LE
0.35CCI--
{i.
|
CAGE
|
Talla AUT
G'DDOf OU Arisside
|
|
|
|
|
|
6ATE.
30/072014
|
|
|
|
IUT-LOK - Gh1E+FM
|
|
|
|
|
|
A4
|
N°00
|
|
|
T. Aristide GODONOU UAC/ IUT-LOKOSSA/ GM E-FM/
2014
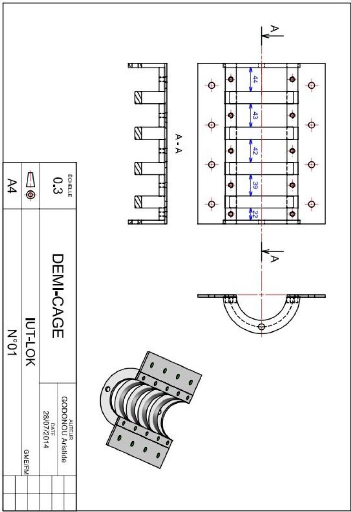
Rapport de fin de formation Licence Professionnelle
Rapport de fin de formation Licence Professionnelle
Rapport de fin de formation Licence Professionnelle
Rapport de fin de formation Licence Professionnelle
Rapport de fin de formation Licence Professionnelle
Rapport de fin de formation Licence Professionnelle
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
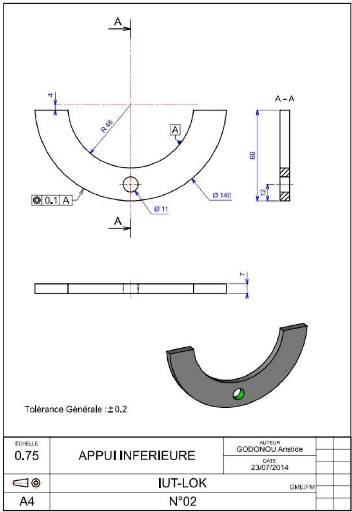
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
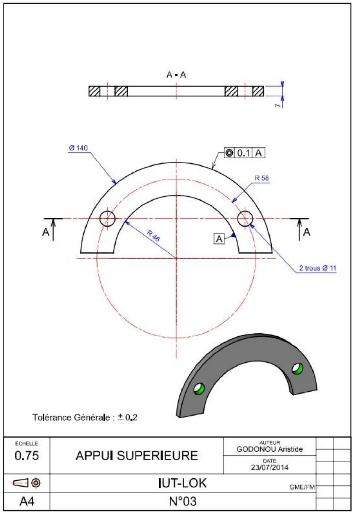
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
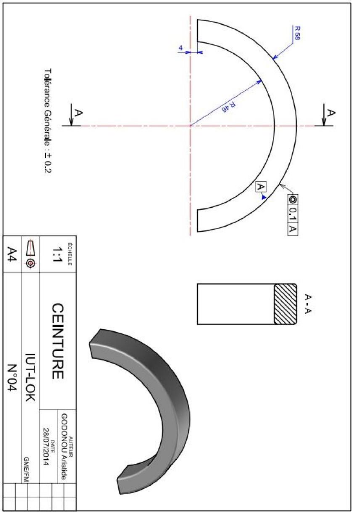
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
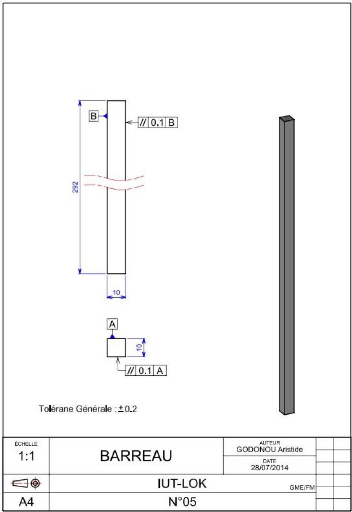
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
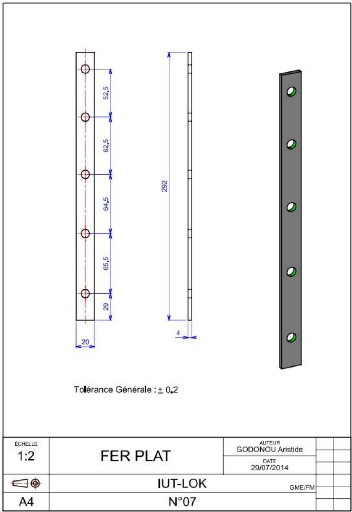
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
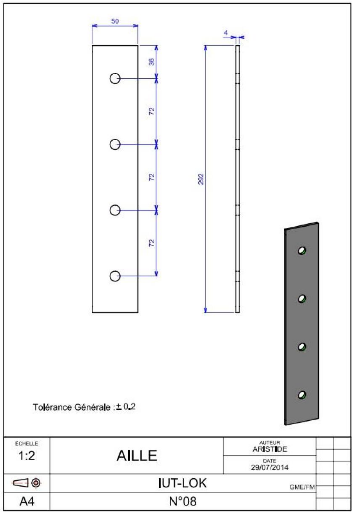
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
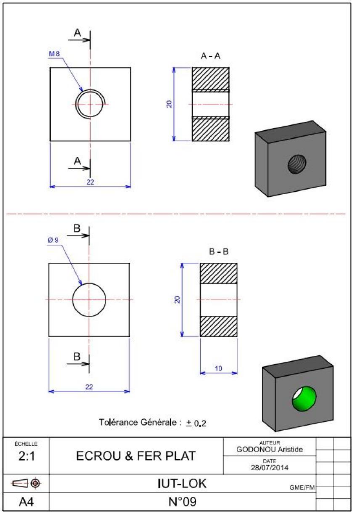
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
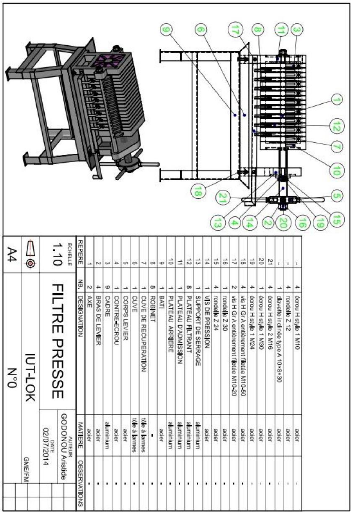
Rapport de fin de formation Licence Professionnelle
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
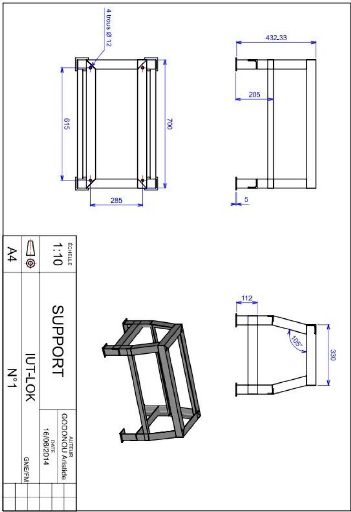
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence Professionnelle
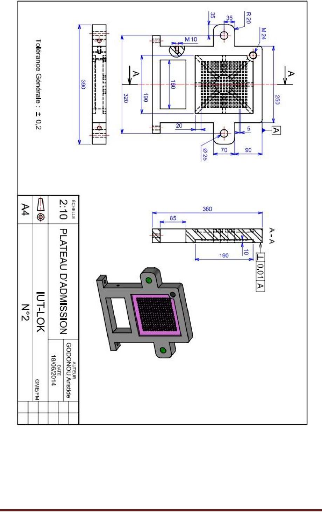
flym
JL~I.}y n
r.
6O
Ir 1
\L`
L 190
Z'D + = ale,9.uo ao.uealul
20
i
N
L)
35
f4 I:
M u+
r~ re 7 .
·a cn
90
Y
Rapport de fin de formation
Licence Professionnelle
T. Aristide GODONOU UAC/ IUT-LOKOSSA/ GM E-FM/
2014
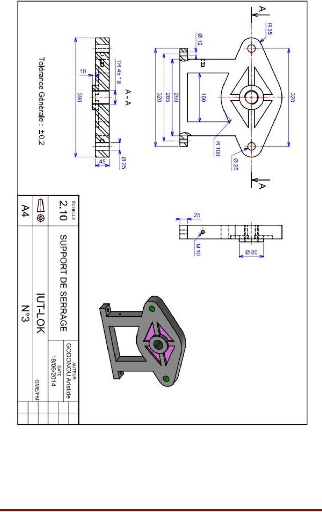
Y
`o7.: afe.iaupe aDueJ fol
080
25
I I
44.
3 V kI S 3.0 18Odd f1 S
Zr
0
O
G)
o
o z
OA
r
ô
m
T. Aristide GODONOU UAC/ IUT-LOKOSSA/ GM E-FM/
2014
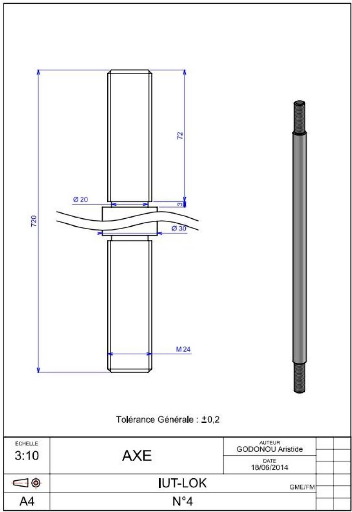
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence Professionnelle
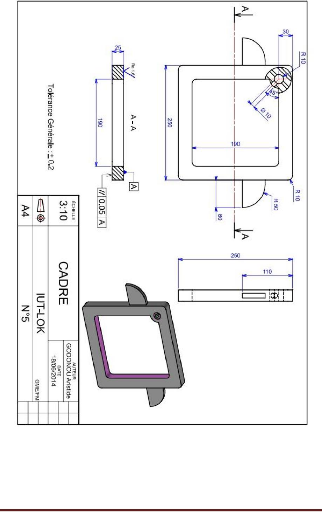
3.10
V07: alEJ9U0O 931.1E1910i
250
11D
14F~1 M
8
f,
L
1
}
m
T. Aristide GODONOU UAC/ IUT-LOKOSSA/ GM E-FM/
2014

Rapport de fin de formation
Licence Professionnelle
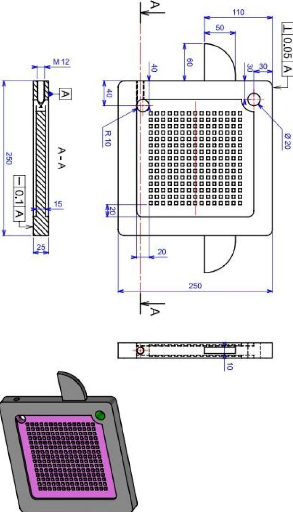
250
J
P-rd-
1-c>
M12
#11##1144OU0t$4#044#
soon U onus
A4#4444t4##OSSIMA ô
oanosonosnsns
qqammTkumnplin umum 7Rb4A04n4m
25
3
11D
haaaoan ooaanaa
o c0000a ooancoo
o a0000u ooaaaao
o oaaooU UOUAUI]U ouaan u oouncirm aac000ndanunann
oc0000apooanano
o cooDDQ ooaa000 rmann j pDDUA47U47
CIntJtitltlttiat7UttIititlt1
o naaoaa ooaaaao
o c0000a ooacaoo oaa000atrooaaaoo
o naaoauôooaaUU pmccoacr
nnannua
H
C b
L
`o } : le.9upti aoueJa,oj
44.
l'1l1I fVA1V1d
b
m O
T. Aristide GODONOU UAC/ IUT-LOKOSSA/ GM E-FM/
2014
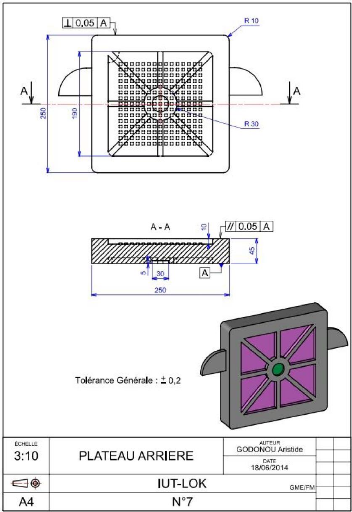
Rapport de fin de formation Licence Professionnelle
Rapport de fin de formation Licence Professionnelle
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
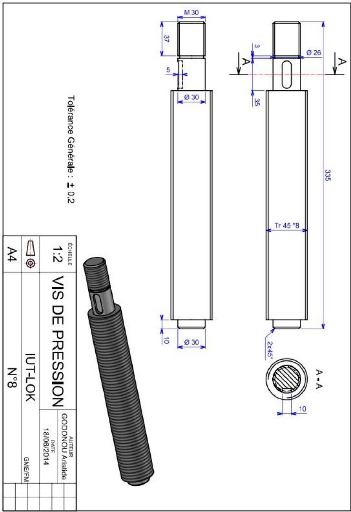
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
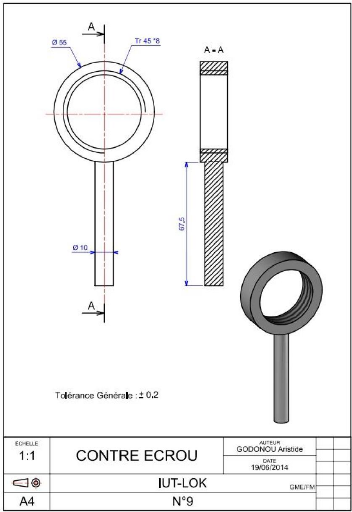
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
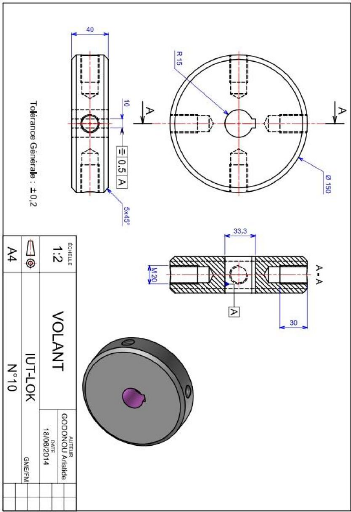
Rapport de fin de formation Licence Professionnelle
Rapport de fin de formation Licence Professionnelle
Rapport de fin de formation Licence Professionnelle
Rapport de fin de formation Licence Professionnelle
Rapport de fin de formation Licence Professionnelle
Rapport de fin de formation Licence Professionnelle
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
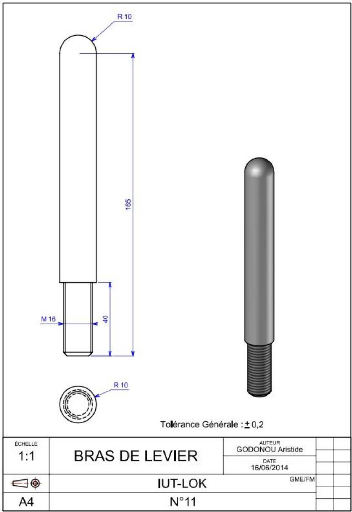
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
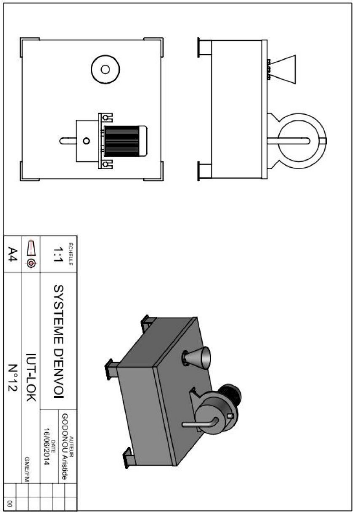
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
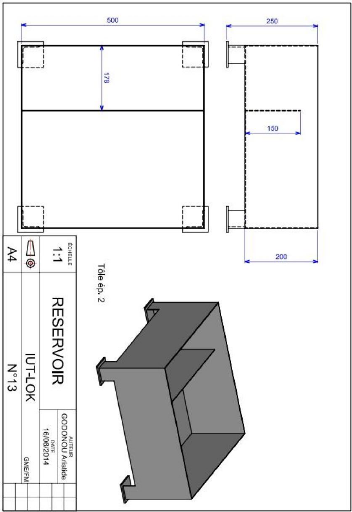
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
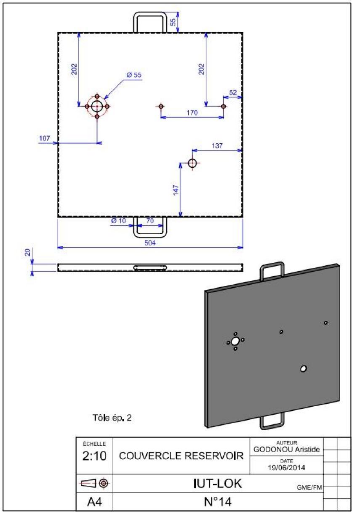
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
T. Aristide GODONOU
UAC/IUT-LOKOSSA/GME-FM/2014
Rapport de fin de formation Licence Professionnelle
| 

