Amélioration du système de séchage artificiel des fèves de cacao dans les régions à forte pluviométrie au Cameroun : cas du bassin de production du sud-ouest.par Ignace Christian Bagnaka Institut panafricain pour le développement Afrique centrale (IPD-AC) - Master 2 2017 |

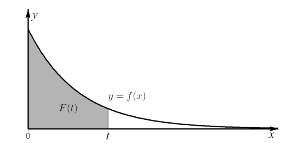
II. LES INFLUENCES DES DÉFAILLANCES DES ÉQUIPEMENTS SUR LA PRODUCTIONLa fonction de défaillance c'est la fonction F défini pour tout t = 0. t étant le temps. Le nombre F(t) représente la probabilité qu'un dispositif choisi au hasard ait une défaillance avant l'instant t. La figure 3 donne l'allure de cette fonction. (Bellaouar et Beleulmi ,2013). Figure 6 : Fonction de défaillance
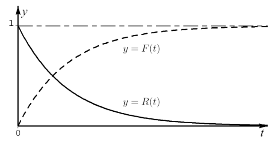
Source : BELLAOUAR et BELEULMI (2013) Cette fonction nous amène naturellement une fonction associée : la fonction de fiabilité vue dans le paragraphe précédent est R définie pour tout t =0 par : R(t)= 1-F(t). Le nombre R(t) représente la probabilité qu'un dispositif choisi au hasard dans la population n'ait pas de défaillance avant l'instant t. La figure 6 ci-dessous montre les deux fonctions associées. (Bellaouar et Beleulmi ,2013). Figure 7 : Fonction associée à la fonction de défaillance.
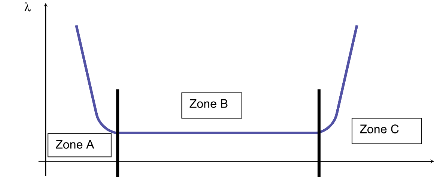
Source : BELLAOUAR et BELEULMI (2013). Le taux d'avarie moyen dans l'intervalle de temps [t, t+?t] est alors : [R(t)-R(t+?t) / R(t)] x 1/?t II.1 LES DÉFAILLANCES DANS UN ÉQUIPEMENT MULTI-TECHNOLOGIE Un équipement multi-technologie est un équipement qui est constitué de plusieurs sous-ensembles qu'il convient de segmenter. Il peut s'agir entre autres du domaine de l'électricité, l'électronique, la mécanique. Cette segmentation permettra la mise en place d'une politique de maintenance ou encore durant les phases d'intervention (diagnostic, entretien, réparation). La figure 2 illustre les courbes représentant les défaillances de trois types d'équipements dans les domaines précédemment évoqués. Il en ressort que pour chaque type d'équipement les défaillances surviennent différemment dans le temps. Lorsqu'un équipement est composé de plusieurs sous-ensembles et que la défaillance d'une pièce inter agit sur une autre on parle de système en série. Par ailleurs lorsque le dysfonctionnement d'un composant n'empêche pas le système de continuer à produire, on parle de système en parallèle. Plus il y a des composants en parallèle plus l'équipement est fiable. (Bellaouar et Beleulmi ,2013) II.1.1 LES PHASES DE VIE D'UN ÉQUIPEMENT Une défaillance sur un équipement est un dysfonctionnement aléatoire sur ce dernier et qui peut avoir pour conséquence : · Un arrêt de production ; · Un incident ou un accident ; · Une production non conforme. Le nombre de défaillances d'un équipement sur une période donnée permet d'en déterminer le taux de défaillance. Cette donnée permet de mettre sur pied un plan de maintenance sur son parc machine. Un équipement a une vie qui s'étale sur trois phases. Elle peut être représentée grâce à une courbe dite courbe en baignoire. Figure 8: Phases de vie d'un équipement
Source: http://jackadit.com/index.php?page=indus3 Sur la courbe l'axe des ordonnées représente l'évolution du taux de défaillance (ë) et l'axe des abscisses représente l'évolution du temps. Zone A : Elle représente la phase de jeunesse Zone B : Elle représente la période de maturité, fonctionnement normal, défaillance aléatoire indépendante du temps. Zone C : quant à elle, est une période de vieillesse, de défaillances, d'usure qui laisse apparaître les pannes de vieillesse. II.1.1.1 LA PHASE DE JEUNESSE DES ÉQUIPEMENTS Dans cette phase, le taux de défaillance est en faible. Les équipements sont prédisposés à tomber moins en pannes. Ce résultat est l'oeuvre de tout processus de fabrication depuis la conception. L'étape de conception est celle des études, du choix des matériaux, des notes de calculs et de l'ordonnancement des opérations de fabrication. Le fabricant quant à lui, va assurer la mise en forme des pièces constitutives de l'équipement, de l'assemblage et du conditionnement. L'objectif étant de fournir au client une machine fiable dès le début de son exploitation. Pendant et en fin de processus de fabrication, les machines sont soumises à un dévernissage afin d'éliminer les non-conformités éventuelles. Généralement durant cette phase, en cas de défaillance observée, l'équipement est retourné chez le fabricant ou le concessionnaire pour le service après-vente. Les clients sont obligés de subir une baisse de production du fait de l'indisponibilité non planifiée de son équipement. Le fabricant en plus de perdre de la crédibilité supporte des frais qui viennent amoindrir le profit. En cas d'usure anormale constatée des pièces de rechange, il est recommandé aux utilisateurs des équipements de retourner l'équipement au fabricant ou au concessionnaire. En cas d'indisponibilité soudaine de l'équipement, l'utilisateur peut se faire rembourser ou l'équipement peut être remplacé suivant les conditions d'acquisition. II.1.1.2 LA PHASE DE MATURITÉ DES ÉQUIPEMENTS La phase de jeunesse terminée, l'équipement entre dans la phase de maturité. Généralement dans cette phase le taux de défaillance est constant ou sensiblement croissant. Elle est également appelée la période utile pendant laquelle le rythme de défaillance est considéré comme aléatoire et par conséquent imprévisible. Toutes les composantes des équipements ne présentent aucun signe de fatigue ni d'usure. En cas de défaillance aléatoire, il ne peut y avoir des causes systématiques. Toutefois l'utilisateur veillera à respecter les notices d'utilisation et à d'appliquer sa politique de maintenance avec rigueur. Les mauvaises conditions d'utilisations telles que la surutilisation, un environnement agressif peuvent générer une variation en hausse du taux de défaillance. La politique de maintenance dans une phase dite utile doit être axée sur la prévention permanente des incidents. Les opérateurs devront être sensibilisés sur les bonnes pratiques en termes d'utilisation. En cas d'indisponibilité de l'équipement dans cette phase, l'utilisateur est contraint d'investir pour une nouvelle machine avec des risques d'arrêt de production. II.1.1.3 LA PHASE DE VIEILLISSEMENT DES ÉQUIPEMENTS Dans cette phase le taux de défaillance croît sans cesse. Cette accélération annonce une usure normale des composants de l'équipement à la suite d'une maintenance approximative ou à un non-respect des conditions d'utilisations. Cette défaillance peut entrainer la mise en place d'une maintenance conditionnelle23(*) ou de conduire à la mise au rebu des composants avariés ou encore de conduire à un investissement sur un équipement neuf. Ces deux dernières options sont envisagées à la suite de l'évaluation du taux de défaillance d'un composant réalisée dans des conditions données par observations statistiques. On peut noter deux formes de vieillissement des équipements. Le vieillissement naturel qui le résultat de l'exploitation de l'équipement dans le temps. Nous avons également le vieillissement prématuré qui peut être le résultat de déformations, rupture suite à une sollicitation excessive, frottement (déficit de maintenance), corrosion (environnement d'utilisation inapproprié). II.1.2 AMÉLIORATION DE LA QUALITE DES ÉQUIPEMENTS L'enjeu des prochaines années sera la généralisation et l'extension de garantie à deux ans minimums des produits de grande consommation. Cette démarche rentre dans l'harmonisation européenne et est favorisée par une directive de la communauté européenne (Directive 1999/44/CE). Ainsi, pour évaluer la qualité de leurs produits, les entreprises doivent mettre en oeuvre des méthodes d'évaluation appropriées : · À partir de banques de données de fiabilité de composants connaissant l'architecture du système, et éventuellement de la simulation de son fonctionnement. Cette méthode donne de bons résultats dans le domaine de l'électronique, mais de résultats moins satisfaisants dans le domaine de la mécanique, d'autant que certains composants ne figurent pas dans les recueils de données disponibles (Doyle, 1992 ; Leemis, 1994 ; BT-HRD, 1995 ; EIREDA, 1998 ; MIL-HDBK-217 F, 1995) ; · À partir des retours garantis. Cette méthode permet d'obtenir une bonne estimation de la fiabilité, mais uniquement sur des produits déjà en vente (fiabilité opérationnelle). On ne peut corriger les fautes qu'a posteriori, ce qui peut donner une mauvaise image de l'entreprise. Ce retour d'expérience riche en information participe au développement de futurs produits, non seulement pour éliminer les défaillances constatées sur les produits antérieurs, mais également dans l'évaluation du niveau de fiabilité prévisionnelle. (Directive 1999/44/CE, 1999) ; · À partir de l'avis d'experts quand on n'a aucune connaissance sur la fiabilité d'un nouveau composant ou système. En effet, à défaut d'autres informations utiles, ces experts donnent par exemple un intervalle approximatif contenant le taux de défaillance ou le temps moyen avant la première défaillance du matériel, désigné par le MTTF ou encore émettent un avis sur son fonctionnement ou pas au bout d'une période donnée. (Lannoy et Procaccia, 2001); · En réalisant des essais de qualification ou de détermination sur le nouveau produit afin de vérifier ses performances avant de lancer la production. Si le nombre d'essais est suffisant, cette méthode permet d'obtenir une bonne estimation de la fiabilité. Cependant, le contexte économique actuel ne permet pas de tester suffisamment de produits et de consacrer suffisamment de temps pour observer des défaillances de moins en moins probables. Les industriels ne peuvent plus se permettre de tels coûts financiers. À l'extrême, certains systèmes se fabriquent à l'unité, ce qui rend les politiques d'essai difficiles. Ainsi, cette problématique a été la source, pour la communauté scientifique, de nombreuses voies de recherche (Afnor, 1981), (Afnor, 1988), (Birolini, 1997), (Nelson, 1990), (Crowe and Feinberg, 2001), (ASTE, 1993). Que le système soit simple ou complexe, qu'il s'agisse d'une automobile ou d'une centrale nucléaire, la connaissance des caractéristiques de fiabilité est essentielle : elle conditionne la maintenance, les durées de vie et un niveau de sécurité acceptable (Tebbi, 2005). Toutes les démarches sus évoquées concourent à la satisfaction du consommateur d'une part et aussi à améliorer les processus de production. C'est donc le point de départ de la mise en place des méthodes d'optimisation des processus. II.1.2.1 L'APPORT DES APPROCHES D'OPTIMISATION DES PROCESSUS Optimiser un processus pour une entreprise revient à améliorer la manière d'exécuter chacun de ces processus. Aujourd'hui, on compte presqu'autant d'approches que d'entreprises. Chacune se façonne un nom accrocheur et des particularités tant sur le découpage des étapes que sur les outils utilisés. Pour comprendre les motivations de ces entreprises, une définition du processus est indispensable. Harrington (tel que cité dans Jasmin, 2013), définit le processus comme toute activité ou ensemble d'activités qui utilise un intrant, y ajoute une certaine valeur, et le livre sous forme d'extrant à un client interne ou externe. Pour les ordonner facilement, les entreprises déclinent les processus en trois grandes catégories : opérationnel, de support et de gestion. Les actions visant à optimiser les processus sont plurielles : · Mieux prendre en compte les attentes des bénéficiaires pour améliorer les services fournis ; · Permettre aux différents acteurs de s'impliquer dans le fonctionnement du processus ; · Clarifier les rôles et responsabilités des acteurs, définir les marges de manoeuvre et les cohérences nécessaires, simplifier les interfaces entre entités ; · Transformer ou créer un nouveau processus pour répondre à de nouvelles attentes ; · Diminuer les coûts, les délais d'un processus, augmenter sa performance au regard d'indicateurs définis ; · Dieux réagir aux aléas ; · Viser une certification via la mise en place d'un système qualité ; · Accompagner la mise en place d'un progiciel de gestion. Le succès de ces actions peut se faire soit par benchmarking24(*), soit par une analyse diagnostique de la performance des processus de l'organisation. Toutefois le succès de l'optimisation des processus repose sur une approche qui tient compte de la dimension humaine, qui assure la continuité de la démarche et qui facilite le changement. Parmi les approches d'optimisation formelles existantes à ce jour, les plus répandues sont le Kaizen, la TOC, le BPR, Lean et le Six Sigma. Il existe également des approches hybrides qui résultent de la synthèse des points forts de plusieurs approches tel que le LSS ou encore le TLS. II.1.2.2 ETUDE DES APPROCHES D'AMELIORATION DE LA QUALITE Parmi la pléthore de méthodes d'amélioration de la qualité, nous allons nous appesantir sur celles qui ont écrites leurs lettres de noblesse au sein des grandes organisations. Nous avons choisi de présenter celles qui nous permettront de mener à bien notre travail. v Le Six Sigma de Motorola Azzabi (2010) affirme que le Six Sigma est le système de management qui se développe le plus vite aujourd'hui dans l'industrie. Centré sur une puissante méthodologie de résolution de problème et d'optimisation des processus, le Six Sigma a permis d'économiser de l'argent dans les sociétés qui ont appliqué la démarche ces dix dernières années. Sa puissance vient de l'application d'outils statistiques dans le contexte d'une méthodologie structurée et facile à mettre en oeuvre. Ces outils, utilisés le plus souvent dans un environnement opérationnel de production, s'appliquent également à tous les processus, y compris administratifs. Cette démarche se décline de plusieurs façons, c'est : ü Une certaine philosophie de la qualité orientée vers la satisfaction totale du client ; ü Un indicateur de performance permettant de savoir où se situe l'entreprise en matière de qualité ; ü Une méthode de résolution de problèmes par l'implication totale des hommes permettant de réduire la variabilité sur les produits et services ; ü Une organisation des compétences et des responsabilités des hommes de l'entreprise ; ü Un mode de management par la qualité qui s'appuie fortement sur une gestion par projet ; En d'autres termes « Six Sigma » va au-delà de la simple démarche de résolution de problème et devient une véritable stratégie pour l'entreprise en agissant sur : ü Une amélioration de la disponibilité des machines et des installations et par conséquent une optimisation dans leur utilisation ; ü Une réduction des dépenses suite à une diminution des rebuts, retouches, des gaspillages et dysfonctionnements et plus généralement des coûts de non-qualité ; ü De meilleures parts de marché à la suite à la réduction des coûts de l'amélioration de la qualité des produits et des services ; ü Une augmentation de la satisfaction des clients et une plus grande fidélisation par l'amélioration de la qualité. Azzabi et al (tel que cité Azzabi, 2010) soutient que dans Tous les procédés, quel que soit leur degré de précision, sont incapables de produire toujours exactement le même produit. Il y aura toujours une petite variation entre les produits réputés identiques, et ce sont ces variabilités qui conduisent à la non-qualité. Quelles que soient la machine étudiée et la caractéristique observée, on note toujours une dispersion dans la répartition de la caractéristique.
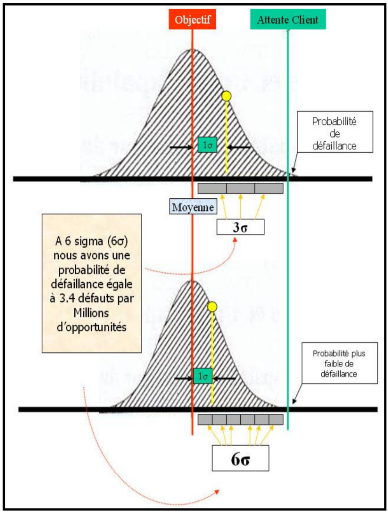
Prenons le cas d'une pièce mécanique dont la longueur nominale est L. La pièce est utilisable si la longueur est comprise entre L-ÄL et L+ÄL (ÄL est la tolérance). Le processus de production, lui, produit des pièces dont la longueur varie, la longueur moyenne est L, et avec un écart type ó (on suppose que cette longueur suit une loi normale). En général, le processus est réglé afin que l'on ait ó = ÄL/3 ; on écrit en général plutôt ÄL = 3·ó, mais c'est bien ÄL qui est une contrainte (la pièce est utilisable ou pas), et ó qui est ajusté (les machines sont plus ou moins bien réglées). Ceci conduit à un taux de rebut de 0,3 %, soit 3 000 pièces au rebut pour une production d'un million de pièces. Si l'on améliore le processus et que l'on diminue ó jusqu'à avoir ÄL = 6·ó, on aura un taux de rebut de 2·10-9, (0,000 000 2 %), soit deux pièces au rebut par milliard produit (Azzabi, 2010). Figure 9 : Illustration de la méthode Six Sigma
Source : AZZABI, 2010 Bien que structurante et très efficace, la méthode Six Sigma présente toutefois quelques manquements comme l'approche participative. Le manager est le seul à déclencher ou pas le Six Sigma. Cet état de chose est l'une des causes de l'échec de Motorola dans le domaine de la téléphonie mobile. La culture d'ingénierie a fini par étouffer le marketing au point de lasser les consommateurs qui se sont orientés vers la concurrence.
La mise en oeuvre de cette méthode s'effectue au cours de projets très encadrés et judicieusement choisis. Tous ces projets sont menés à partir de la réalisation de cinq étapes D-M-A-I-C : [ROGER G. et al 2008] s'obtenir que par l'investissement dans un procédé nouveau. Figure 10: Méthode DMAIC ï Définir clairement le problème de l'entreprise ï Clarifier les faits, fixer les objectifs et former l'équipe du projet Define Définir ï Collecter des données mesurables ï Etablir une base de donnée Mesure Mesurer ï Analyser les mesures du processus ï Identifier les causes profondes du problème Analyse Analyser ï Identifier, tester et mettre en oeuvre une solution pour le problème ï Eliminer les causes profondes Improve Améliorer ï Créer un plan de surveillance de la solution mise en place, mettre à jour les documents, former les ressources au nouveau mode de travail ï Standardiser la méthode et l'appliquer à d'autre secteurs de l'entreprise selon le besoin ï Féliciter l'équipe de travail ainsi que toutes les personnes de l'entreprise ayant aidé à la démarche Check Contrôler
Source : ROGER G. et al., 2008 v Le Lean Management Nous rappelons que le Lean management est système d'organisation industrielle initié dans les usines japonaises de groupe Toyota. L'objectif étant d'améliorer au mieux la performance des processus en exploitant les méthodes, techniques et pratiques déjà à la disposition des managers de la production industrielle. Le Juste à temps, la qualité à tous les niveaux des processus et la réduction des coûts sont ainsi au programme. Vue sous un angle plus pratique, plus concret, la démarche repose essentiellement sur la résolution active des problèmes récurrents de la production industrielle quel que soit le domaine d'activité. Ainsi: · La diminution des stocks ; · La lutte contre les gaspillages et la réduction des défauts ; · Le juste à temps ; · La production à flux tirés (Kanban) et la maîtrise des délais ; · La flexibilité et la gestion efficace des compétences ; · Tout comme la réduction des coûts, sont parties intégrantes de la démarche. Si le Six Sigma est utilisé pour réduire drastiquement la variabilité' des processus, le Lean, quant à lui, cherche non pas à réduire mais bien à éliminer tout ce qui est inutile au sein du processus, comme les temps d'attente qui nuisent à la fluidité, les retouches qui n'engagent pas toujours à chercher à faire bien du premier coup, les surproductions qui génèrent des stocks inutiles, les déplacements superflus. Bref tout ce qui en théorie peut être qualifié de gaspillage et pénalise les temps de cycle. Une ressente étude du cabinet XL Groupe (2015), conclut que les entreprises s'intéressent principalement à la boîte à outils du Lean qui est constituée entre autres du « 5S », de l'analyse de déroulement, de la TPM. De nombreuses entreprises essaient les outils, puis au bout de quelques mois l'engouement de départ fait place à du scepticisme car les résultats attendus se font attendre et les changements espérés ne se traduisent pas au quotidien. Dans d'autres cas, les réactions du terrain se font virulentes car le sentiment de pression prend le dessus sur l'amélioration réelle des activités, espérée par la suppression des tâches sans valeur ajoutée. De nombreuses entreprises essaient les outils, puis au bout de quelques mois l'engouement de départ fait place à du scepticisme car les résultats attendus se font attendre et les changements espérés ne se traduisent pas au quotidien. Dans certains cas, les réactions du terrain se font virulentes car le sentiment de pression prend le dessus sur l'amélioration réelle des activités, espérée par la suppression des tâches sans valeur ajoutée.
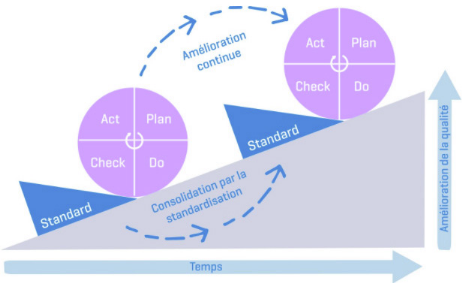
La méthode comporte quatre étapes, chacune entraînant l'autre, et vise à établir un cercle vertueux en capitalisant sur les connaissances acquises. Sa mise en place doit permettre d'améliorer sans cesse la qualité d'un produit, d'un service, d'une organisation. Il s'agit de : · Trouver les causes racines des écarts mesurés (par exemple à l'aide d'un diagramme de Pareto, d'un diagramme d'Ishikawa ou de la méthode des « 5 pourquoi ») et appliquer les actions correctives ; · Standardiser la meilleure pratique obtenue pour en assurer la pérennité ; · Définir les objectifs pour de nouvelles améliorations.
Le Lean suit la méthodologie mnémotechnique dite PDCA (Plan-Do-Check-Act) initiée par Walter A. Shewart et améliorée par le statisticien William E. Deming. Elle est représentée par une roue subdivisée en quatre parties permettant de repérer et de simplifier les étapes à suivre pour améliorer de manière sempiternelle la qualité dans une organisation. Figure 11 : Roue de Deming et méthode PDCA
Source: https://www.pyx4.com/blog/pdca-4-etapes-de-lamelioration-continue/ À chaque étape, la roue avance d'un quart de tour. Cette avancée représente l'action de progresser. Une cale est représentée sous la roue de Deming pour symboliser que les étapes PDCA s'enchaînent toujours dans cet ordre. Si chaque étape est bien respectée et conduite, ce déroulement empêche la roue de redescendre grâce au retour d'expériences, à un système d'audits réguliers ou à un système documentaire qui capitalise les bonnes pratiques et les décisions. Que l'organisation soit lourde ou non, le PDCA est toujours applicable. La roue tourne simplement plus ou moins vite. v Le Lean Six Sigma Psychogios et al. (Tel que cité dans Jasmin, 2013) affirme qu'avec le temps, les deux approches qui étaient en compétition ont été mises en collaboration par certains auteurs, ce qui ferait suite à une expérience réussie chez General Electric. L'approche Lean vise la performance en termes de productivité, qualité, délais et coûts grâce à l'élimination des gaspillages et l'amélioration continue. La méthodologie Six Sigma cherche à éliminer les défauts et la variation des processus de production. Le Lean Six Sigma25(*) est aujourd'hui reconnue comme la synthèse des meilleures pratiques d'amélioration de la performance opérationnelle et permet de résoudre un large éventail de problèmes quotidiens rencontrés par les différentes équipes dans leurs entreprises. Ainsi, la méthode Lean Six Sigma amène les entreprises à développer une véritable culture de l'amélioration continue.
La méthodologie LSS fonctionne pour les entreprises de toutes les tailles et de tous les secteurs. Il s'agit d'une méthode simple et efficace, basée sur la pratique du bon sens. Déployée en mode projet, l'approche Lean Six Sigma suit les cinq phases du DMAIC (Définir, Mesurer, Analyser, Améliorer (improve en anglais), Contrôler) et permet : · D'améliorer la satisfaction du client et des parties prenantes ; · D'accroître la performance opérationnelle et financière de l'entreprise ; · De répondre aux objectifs stratégiques. Pour résumer, la méthode Lean Six Sigma vous aide à identifier la cause d'un problème et à mettre en oeuvre une solution efficace basée sur des observations et des faits, et non sur de simples suppositions. Les avantages de cette démarche sont pluriels : · Augmentation des bénéfices : LSS permet de rationaliser vos processus, c'est-à-dire de produire plus rapidement et efficacement sans réduire la qualité et sans augmenter les coûts. Pour simplifier, avec LSS, vous produisez des produits de qualité avec un minimum d'argent, de ressources et de temps. · Réduction des coûts : Lean Six Sigma permet à l'entreprise d'améliorer ses processus. Ainsi vous réduisez vos dépenses en éliminant les tâches qui ne produisent pas de valeur ajoutée (suppression des gaspillages) et en traitant les différents problèmes pour chaque processus (élimination des défauts sur un produit qui engendrent un retour client). · Amélioration de l'efficacité et du rendement : grâce à LSS, vous créez des processus plus efficaces et vous maximisez vos efforts pour délivrer un produit satisfaisant du premier coup. Ainsi, vous produisez plus de produits et vous pouvez satisfaire plus de clients. · Création d'un sentiment d'appartenance et de responsabilité : impliquer votre équipe dans l'amélioration des processus la rend plus responsable, développe la confiance et créé un sentiment d'appartenance. C'est aussi un bon moyen de montrer que chaque personne au sein de l'entreprise est importante. Votre équipe est alors plus motivée et plus performante. La méthode Lean Six Sigma affecte vos employés de façon positive en les encourageant à améliorer leurs conditions de travail. En effet, qui mieux qu'eux sait ce qu'il faut améliorer au sein de l'entreprise. En participant avec succès aux projets LSS, vos employés renforcent leur confiance en eux et en l'entreprise et ils deviennent ainsi vos meilleurs atouts.
Le tableau ci-après présente la recension des points forts de deux approches. TABLEAU 2 : POINTS FORTS DES METHODES LEAN ET SIX SIGMA
Source : Travail étudiant. BAGNAKA (2017) II.1.2.3 PRESENTATION DES OUTILS D'AMELIORATION DE LA QUALITE Réussir à améliorer la qualité (interne et externe) et à inscrire durablement son entreprise dans une réelle dynamique d'amélioration continue, ne peut pas être le fruit du hasard. Cela passe par : · L'utilisation de méthodes et outils de la qualité adaptés à la situation et à l'objectif recherché ; · La mobilisation des hommes et des femmes de l'entreprise. Pour chaque situation, il existe un ou plusieurs outils de la qualité facilitant l'atteinte des objectifs car ils apportent des méthodologies éprouvées, et permettent de "canaliser" les efforts de tous afin d'éviter toute dispersion contre-productive. Cela est d'autant plus important qu'il faut souvent travailler en équipe car tous les processus et activités de l'entreprise sont interdépendants. v Les outils pour l'optimisation de la valeur dans les flux et les processus
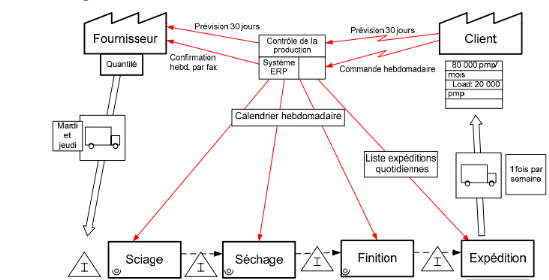
La Value Stream Mapping s'inscrit dans une démarche de mise en oeuvre de l'amélioration continue et du Lean. Véritable cartographie visuelle des flux (physiques et d'informations) dans un processus étudié, c'est l'outil de diagnostic par excellence qui permet d'identifier les dysfonctionnements et les axes d'optimisation. Réussir une VSM, se traduit par : · La réduction des délais de réalisation ; · La réduction des gaspillages ; · L'optimisation des ressources ; · L'amélioration des performances de l'usine. Figure 12 : Modèle VSM
Source : http://logistique-pour-tous.fr/la-trousse-a-outils-du-lean-110-la-vsm-value-stream-mapping/
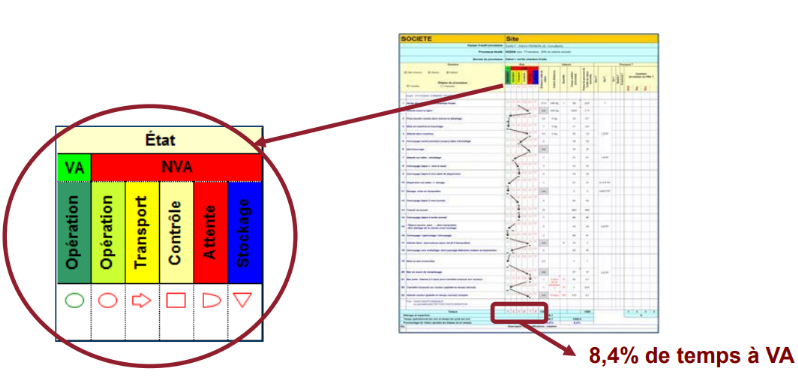
L'analyse de déroulement est une représentation détaillée des activités d'un flux ou processus localisé. On distingue celles à Valeur Ajoutée de celles à Non-Valeur ajoutée en les valorisant en termes de : · Temps passé ; · Quantité transformée ; · Distance parcourue ; · Poids ; L'objectif est de déterminer l'efficience du processus, c'est à dire, le pourcentage de VA et de cibler tous les gaspillages, afin d'identifier les actions prioritaires d'optimisation «Lean». Figure 13 : Modèle Analyse de Déroulement
Source : XL Groupe
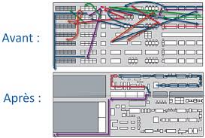
Le diagramme spaghetti est un outil qui sert à donner une vision claire du flux physique des pièces ou des individus. Il tire son nom de sa ressemblance avec un plat de spaghettis, car lors de son premier tracé, en général, les flux s'entremêlent. Cette visualisation sert à identifier les flux redondants, les croisements récurrents et à mesurer le trajet parcouru par chaque produit ou personne. Il aide à la réimplantation ou réorganisation géographique des machines ou des services pour limiter les temps de déplacements et leur non-valeur ajoutée. Figure 14 : Modèle diagramme spaghetti
Source : http://theos.fr/diagramme-spaghetti-une-solution-simple-et-efficace/ v Les outils pour garantir la qualité et la productivité au poste de travail
La méthode des « 5S » est une technique de management japonaise visant à l'amélioration continue des tâches effectuées dans les entreprises. Élaborée dans le cadre du système de production de Toyota (en anglais Toyota Production System ou TPS), elle doit son appellation de la première lettre de chacune de cinq opérations constituant autant de principes simples. Il est essentiel pour amorcer une démarche de la Qualité Totale (TQC). Le terme « 5S » vient des initiales des mots clés de la méthode : · Seiri signifie Débarrasser : le poste de travail n'a que les objets nécessaires, propres et en bon état ; · Seiton signifie Ranger : les objets nécessaires sont immédiatement disponibles au moment voulu ; · Seiso signifie Nettoyer : le poste de travail n'a aucun déchet et le maintien de la propreté est facile et naturel ; · Seiketsu signifie Standardiser : toute anomalie est facilement visible afin de systématiser l'ordre et la propreté ; · Shitsuke signifie Pérenniser : la volonté et la dynamique d'amélioration continue est portée par une démarche structurée dans le temps. Dans une organisation où les « 5S » sont appliqués, cette dernière peut apprécier : ü L'amélioration la productivité, l'efficacité et la qualité ; ü La diminution les pannes (gravité/fréquence) ; ü La réduction les pertes de temps (recherche d'un outil par exemple) ; ü La contribution à l'implication et à la motivation du personnel ; ü Le gain en confiance et en image de marque pour l'entreprise ; ü Le gain de l'espace inutilement utilisé ; ü L'amélioration de la sécurité au travail, réduit les risques de pollution et permet au personnel d'avoir une meilleure qualité de vie au travail.
Les standards de travail peuvent être assimilés à des normes de travail et constituent, à ce titre, une sorte de cadre dans lequel évoluent les opérateurs et leur évite de dévier à un moment ou un autre dans l'exécution de leurs tâches. Ainsi, lorsque de nouveaux collaborateurs arrivent, on peut se baser sur le standard de travail pour les former, ce qui permet de ne pas faire baisser la qualité des produits et même de l'améliorer. Cela donne également la possibilité d'améliorer les délais et la productivité. Le standard de travail amène également les équipes à réaliser des démarches de résolution de problème, ce qui apporte aussi sa pierre à l'édifice de l' amélioration continue.
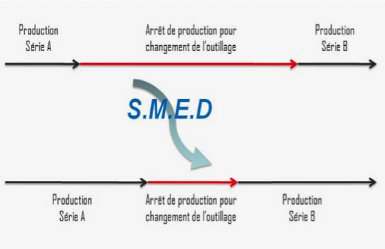
Le Single Minute Exchange of Die est une méthode de changement rapide de série qui permet de réduire les temps non productifs. Il rend le système de production plus réactif et répond à la demande du client en termes d'optimisation des stocks et des tournées d'approvisionnement. Figure 15 : Modèle SMED
Capabilité du processus est l'aptitude, la capacité d'un process à respecter des spécifications, à atteindre en permanence le niveau de qualité souhaité. L'indice de Capabilité Processus (Cp) fournit une indication sur la performance d'un processus par rapport aux limites admissibles, ce nombre sans unité indique le rapport entre la dispersion (la variabilité du processus) et la plage entre les tolérances. Plus grand ce nombre et plus le processus est "capable". Moins l'indice est élevé est plus la variabilité s'étend vers les limites, voire les dépasse. Un processus est réputé capable si la dispersion de ses résultats est faible comparativement à la tolérance. On calcule la capabilité (notée Cp) par le rapport : intervalle de tolérance / dispersion. Avec Ts = tolérance supérieure, Ti = tolérance inférieure
· Pour Cp > 1.67 : Non préoccupant, chercher à simplifier la gestion pour les coûts ; · Pour 1.67 > Cp > 1.33 : Situation idéale à maintenir ; · Pour 1.33 > Cp > 1.00 : Situation trop juste, nécessite de l'attention, Cp proche de 1 signifie qu'une dérive peut créer des défauts ; · Pour 1.00 > Cp > 0.67 : Existence de Non conformes. Il faut contrôler à 100%, analyser le processus et si possible l'améliorer ; · Pour 0.67 > Cp : Analyse immédiate des causes, urgence de mise en place de contre-mesures, révision des tolérances. v Les outils pour développer l'autonomie de la responsabilisation et la réactivité des équipes
L'organisation d'une usine en Unités Autonomes de Production permet de déléguer aux opérateurs le suivi des indicateurs d'une zone de travail, l'analyse des problèmes et la mise en place des mesures correctives. Cela permet de démultiplier les moteurs de l'amélioration continue du Lean Manufacturing et de permettre leur appropriation par les opérateurs. v Les outils pour le pilotage et la gestion des activités
Le management visuel contribue à la communication et à l'image de marque de la société. Son objectif est de définir, à l'aide d'outils visuels, un environnement de travail ayant les qualités suivantes : ü Être le plus près possible de l'opérateur ; ü Faciliter la réactivité et donc être une aide à la prise de décision ; ü Faciliter et simplifier la définition des objectifs. La vue est certainement notre principal sens permettant d'appréhender une situation, dans ce cas, comment traiter et résoudre un problème s'il n'est pas visible. Le management visuel tel qu'envisagé par le Lean est un révélateur de la réalité qui demeure bien trop souvent cachée dans nos entreprises.
La supervision active est un système et un mode de management fondée sur des relations de proximité entre le responsable hiérarchique et ses collaborateurs. Lorsque l'on conduit le changement, que ce soit dans le domaine marketing et commercial ou de façon générale lorsqu'on touche à l'organisation d'une entreprise, il est essentiel de disposer d'outils pour conduire ce changement. La supervision active en est un qui vous permet, très simplement de revoir et d'optimiser sa façon de gérer et superviser ses équipes. Des bonnes habitudes que vous garderez ensuite au quotidien.
Un Indicateur Physique de Performance en anglais Key performance Indicator (KPI) est une mesure ou un ensemble de mesures portant sur un aspect critique de la performance globale de l'organisation. L'idée générale est de fixer des objectifs pour chacun de ces indicateurs de performance et de mesurer ensuite leur valeur réelle au fil du temps, à l'aide d'un tableau de bord. Lorsque les valeurs réelles diffèrent des objectifs, le tableau de bord doit faire ressortir ces écarts et les gestionnaires doivent alors agir en conséquence.
La Total Productive Maintenance vise à fiabiliser les équipements de production tout en assurant la qualité du produit et en réduisant les coûts de production et de maintenance. En milieu industriel, elle permet d'améliorer le rendement des équipements, diminuer les taux de pannes, développer la maintenance préventive et la maintenance autonome, améliorer la fiabilité et la maintenabilité des équipements. v Les outils pour résoudre les problèmes et s'améliorer en continu
C'est un outil d'analyse causale tout comme l'arbre des causes. La méthode de base de résolution de problèmes du Lean insiste sur la nécessité de se poser cinq fois la question « pourquoi ? » pour aller au-delà des causes symptomatiques et trouver les causes fondamentales (sur lesquelles on pourra alors agir pour éliminer le problème une fois pour toutes). Le piège du «5 pourquoi ?» est la déduction en salle. À chaque « pourquoi ?» il faut aller sur le terrain (Marche Genba26(*)), et s'adresser à la personne qui fait le travail et qui pourra donner une réponse concrète plutôt qu'une réponse imaginée par déduction.
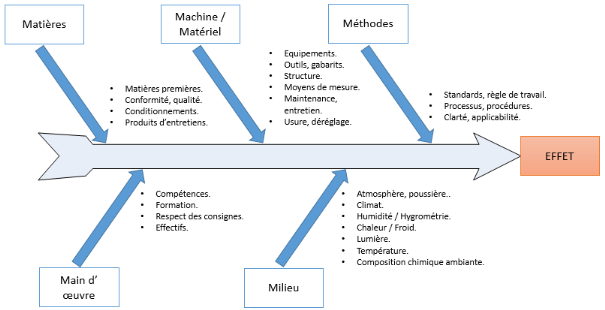
Le diagramme de causes et effets appelé également diagramme d'Ishikawa, diagramme arêtes de poisson ou 5M (Matière, Matériel, Méthode, Main d'oeuvre et Milieu) est un outil développé par Kaoru Ishikawa utilisé dans la gestion de la qualité. Ce diagramme représente de façon graphique les causes aboutissant à un effet. Il peut être utilisé comme outil de modération d'un brainstorming, comme outil de visualisation synthétique et de communication des causes identifiées. Il peut être utilisé dans le cadre de recherche de cause d'un problème existant ou d'identification et gestion des risques lors de la mise en place d'un projet. Ce diagramme se structure habituellement autour des 5M. Figure 16 : Diagramme d'Ishikawa
Source: https://leanpourtous.wordpress.com/2016/11/02/diagramme-dishikawa/
C'est un outil qui se présente sous la forme d'un schéma arborescent, utilisé dans le domaine des risques professionnels pour mieux identifier à posteriori tous les faits nécessaires ayant abouti à un évènement indésirable tel que l'accident de travail ou la défaillance d'un processus. De manière conventionnelle, on construit l'arbre de droite à gauche, c'est-à-dire du pourquoi au comment, afin que le sens de lecture (de gauche à droite) corresponde à l'enchaînement logique des faits. À droite du tableau, on note l'accident. C'est le point de départ. On détermine les causes critiques primaires en se posant la question "Qu'a-t-il fallu pour qu'advienne l'accident ?". Ensuite, pour chaque cause trouvée, on détermine les causes relatives (secondaires) en se posant les deux questions suivantes : ü « Est-ce que le fait X a été nécessaire pour que le fait suivant Y apparaisse ? ». Cette étape permet de supprimer toutes les informations inutiles. ü « Est-ce que le fait X a été suffisant pour que le fait suivant Y apparaisse ? ». Cette étape permet d'assurer l'exhaustivité des informations utiles. Maintenant que les faits sont organisés, l'arbre des causes peut être construit. Les faits sont liés entre eux à l'aide de trois types de liens logiques : · Lorsqu'un fait X a été nécessaire et suffisant pour que le fait Y se produise, on parle d'enchaînement ; Figure 17 : Symbolisation d'un Enchaînement
Source : https://fr.wikipedia.org/wiki/Arbre_des_causes · Lorsqu'un fait possède plusieurs antécédents, il s'agit d'une conjonction ; Figure 18: Symbolisation d'une Conjonction
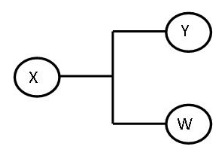
Source : https://fr.wikipedia.org/wiki/Arbre_des_causes · Un antécédent peut avoir plusieurs conséquences différentes. C'est une disjonction. Figure 19 : Symbolisation d'une Disjonction
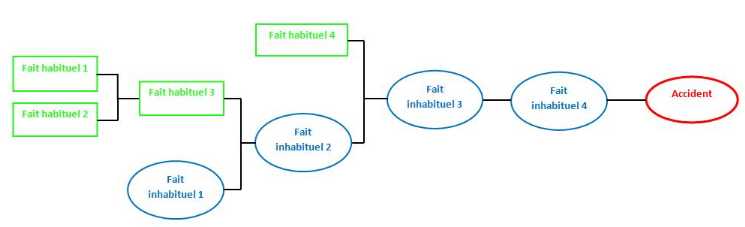
Source : https://fr.wikipedia.org/wiki/Arbre_des_causes Figure 20 : Modèle d'un arbre de causes
Source : https://fr.wikipedia.org/wiki/Arbre_des_causes.
Le sigle QQOQCCP également connu sous la variante mnémotechnique CQQCOQP est un sigle résumant une méthode empirique de questionnement. Outil qualité très efficace pour cerner le plus complètement possible un problème, une cause, une situation donnée. Très utile aussi dans le travail de rédaction des procédures. Son nom vient des questions auxquelles on doit répondre : ü Quoi ? : De quoi s'agit-il ? (Objet, opération, nature, ...) ü Qui ? : Qui est concerné ? (Exécutants, qualification) ü Où ? : Où cela se produit-il ? ü Quand ? : Quand cela survient-il ? (Durée, fréquence...) ü Comment ? : Comment procède-t-on ? (Matériel, matières, méthode...) ü Combien ? : Combien de fois cela se produit-il ? ü Pourquoi ? : Pourquoi cela se passe-t-il ainsi ? Toute démarche d'analyse implique en effet une phase préalable de questionnement systématique et exhaustif dont la qualité conditionne celle de l'analyse proprement dite. Ceci en vue de collecter les données nécessaires et suffisantes pour dresser l'état des lieux et rendre compte d'une situation, d'un problème, d'un processus. Sa simplicité, son caractère logique et systématique, font que beaucoup l'utilisent aussi pour structurer la restitution des résultats de leurs analyses.
Le diagramme de Pareto est un outil qualité d'analyse, d'aide à la décision, mais aussi de communication. Il permet de mettre en évidence la loi des « 80/20 », c'est-à-dire que 20% des causes provoquent 80% des effets, et donc qu'une grande partie du problème peut être résolue en traitant un nombre limité de causes. Le diagramme de Pareto permet de déterminer les priorités d'actions.
L'AMDEC est l'acronyme de l'Analyse des Modes de Défaillance, de leurs Effets et de leurs Criticités. C'est une méthode qui vise à répertorier pour un processus donné l'ensemble des modes de défaillance qu'on peut lui associer et d'évaluer la criticité de ces défaillances afin de déterminer et de hiérarchiser ses points faibles. Il existe plusieurs types d'AMDEC : l'AMDEC procédé, l'AMDEC produit, l'AMDEC machine, l'AMDEC service et l'AMDEC processus. L'objectif de l'AMDEC est d'évaluer les risques liés à un processus de fabrication. Il pourra s'agir de risques liés à la sécurité, à la qualité, à la performance de production. Le principe consiste à recenser toutes les causes potentielles de chaque mode de défaillance et d'évaluer la criticité. Cette dernière résulte d'une triple cotation : ü Note "G" : Gravité ou sévérité de l'effet du défaut ou de la défaillance ; ü Note "O" : Occurrence ou fréquence d'apparition de la cause ; ü Note "D" : Détection : probabilité de non détection de la cause. L'indice de criticité (C) est obtenu par le produit des trois notes : C = G x O x D Plus la criticité est importante, plus la défaillance considérée est préoccupante. Lorsque la criticité dépasse la limite prédéfinie par le groupe, ce dernier recherche les actions d'amélioration possibles pour la ramener à un niveau acceptable en jouant sur : ü La gravité (exemple : la gravité d'une fuite de carburant sera diminuée par la mise en place d'un bassin de rétention) ; ü L'occurrence (exemple : en augmentant la fiabilité d'un composant, en jouant sur la maintenance préventive ...) ; ü La non détection (exemple : en mettant en place des outils de contrôle et de surveillance, en formant les contrôleurs ...).
Le G8D ou 8DO est une démarche issue de l'automobile qui permet d'éradiquer un problème au sein d'une entreprise ou organisation. La méthode a pour but de standardiser et formaliser les procédures de gestion des problèmes au sein d'une organisation. C'est une méthode de réaction rapide face à un problème, qui s'applique dans le double objectif d'assurer la continuité des flux et de trouver en même temps des solutions pour éradiquer les causes racines du problème. Elle demande un travail collaboratif entre différentes équipes. Les solutions trouvées aux problèmes ponctuels sont continuellement améliorées. Les huit étapes à entreprendre en cas de problème ponctuel sont les suivantes : ü 1D : Constitution d'un groupe d'action corrective et nomination de l'animateur ; ü 2D : Définition du problème à traiter ; ü 3D : Mise en place des mesures de sauvegarde et/ou des actions curatives ; ü 4D : Recherche des causes du problème ; ü 5D : Sélection des actions correctives ; ü 6D : Mise en place des actions correctives retenues ; ü 7D : Actions préventives ; ü 8D : Mesure de l'efficacité des actions engagées, reconnaissance du travail de l'équipe, clôture du dossier. v Les outils pour une production sans défaut
Les systèmes anti-erreur permettent d'éradiquer les erreurs et ainsi supprimer les contrôles afin de viser un niveau d'excellence qualité.
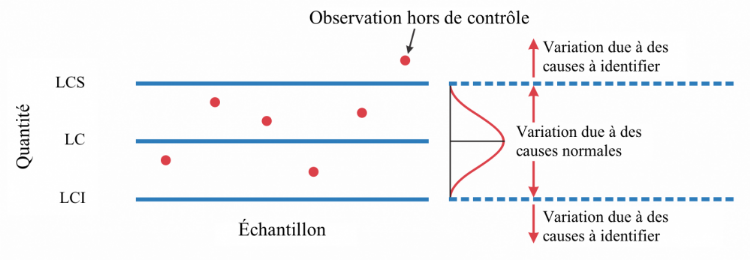
La Maîtrise Statistique des Procédés repris en anglais Statistical Process Control (SPC) montre au travers de représentations graphiques les écarts à une valeur donnée de référence et sert à anticiper sur les mesures à prendre pour améliorer n'importe quel processus de fabrication industrielle (automobile, métallurgie, etc.). Figure 21 : Carte de contrôle
Source: https://wikiagile.cesi.fr/index.php?title=Carte_de_contr%C3%B4le
Dans la recherche maîtrisée de la productivité et de la qualité, il est difficile d'identifier les paramètres influents des processus, de savoir rendre les processus robustes face aux variabilités, de quantifier les facteurs influents que nous devons régler pour obtenir une production stable, économique et à faible variabilité. Les plans d'expérience sont des outils statistiques performants qui permettent d'atteindre ces objectifs. Bien utilisés, ils aident à étayer par des faits, certaines présomptions et à franchir une étape importante dans la connaissance des processus afin de passer de la maîtrise des caractéristiques des produits à une réelle maîtrise des conditions de fabrication.
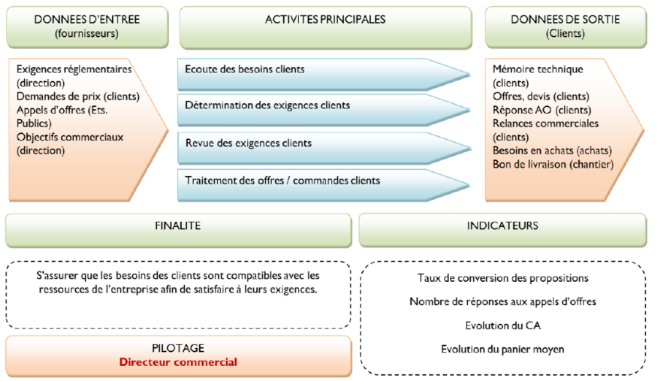
Outil qualité de travail en groupe destiné à résoudre un problème, qui utilise une combinaison de plusieurs outils tels que le Brainstorming, le diagramme de Pareto, le QQOQCCP, les 5M... II.1.2.4 LA STANDARDISATION DES PROCESSUS Dans une démarche qualité, la standardisation des processus est la phase qui vient après celle du diagnostic et du plan d'action. Il est important également de noter que la standardisation des processus précède deux phases toutes aussi importante. Le pilotage de la performance d'une part, les audits et l'amélioration d'autres parts. Il s'agit ici d'aboutir à la modélisation des processus et d'obtenir une vision transversale de l'organisation. Pour le faire, il revient de procéder par l'approche processus. Brandenburg et Wojtyna, (2003) affirment que l'approche processus est une méthode d'analyse ou de modélisation. Elle consiste à décrire de façon méthodique une organisation ou une activité, généralement dans le but d'agir dessus. Standardiser les processus métier permet de répondre aux exigences de la norme ISO 9001 (ou de tout autre référentiel de démarche qualité) de manière plus rapide tout en impliquant l'ensemble du personnel et en créant de la cohérence et de la transparence pour l'organisation. Selon la méthode développée par le cabinet 8M Management, cinq étapes sont nécessaires à la standardisation : 1. Identification et catégorisation des processus stratégiques pour la performance, la qualité des produits et services et la satisfaction client, définition de leur contenu : processus de réalisation des produits et services de la demande client au sens large à la livraison et retours client, processus supports qui contribuent à la réalisation des produits et services et processus de direction fournissant un cadre cohérent pour déployer vos objectifs de performance et de qualité ; 2. Analyse et optimisation des processus : détail des activités, ressources, éléments d'entrée et de sortie, informations, recensement des erreurs, lourdeurs, redondances, incohérences, risques, collecte des données sur les résultats des activités ; 3. Définition des règles métier visant l'amélioration, la baisse des risques et automatisation de certaines tâches ; 4. Formalisation des processus selon la méthode de modélisation adaptée à l'organisme, rédaction des documents nécessaires à votre système qualité (manuel qualité, fiches processus, procédures, instructions, enregistrements, etc.) ; 5. Mise en application. La standardisation permet d'analyser et d'organiser les activités de manière optimale, de partager l'information et la connaissance en interne et avec les parties prenantes (clients, fournisseurs, etc.) tout en restant cohérent avec votre stratégie et vos objectifs. L'organisation est plus lisible, le positionnement est renforcé. La norme ISO9001 : 2000 distingue trois grandes catégories de processus : · Les processus de réalisation : ils contribuent directement à la réalisation du produit ou du service, depuis la détection du besoin du client à sa satisfaction. Ils correspondent au coeur de métier de l'organisation. Ces processus sont souvent appelés « processus métier » ; · Les processus de support : ils contribuent au bon fonctionnement des processus de réalisation en leur apportant les ressources nécessaires ; · Les processus de gestion (pilotage) : ce sont les processus qui permettent la maîtrise des autres processus et l'amélioration continue en fournissant des indicateurs répondant à des objectifs précis. Gillot (tel que cité dans Gaibor, 2011) propose de répondre aux trois questions suivantes pour identifier correctement les processus : ü Le processus est-il transverse à de multiples départements/services ? ü Le processus génère-t-il du revenu ? ü Le processus est-il orienté client ? Apporte-t-il de la valeur ajoutée au client ? La norme ISO 900128(*) :2000 n'exige pas une classification des processus, mais elle préconise de bien distinguer et identifier les processus suivant leur type. Cette identification reste toujours individuelle et dépend du contexte, et de l'activité de l'organisation. Figure 22 : Exemple de fiche synthétique du processus commercial
Source : Jérémy CICERO - www.qualiblog.fr * 23 Ce type de maintenance est de loin le plus intéressant Il permet de décider du changement de la pièce en fonction de l'évolution de l'usure. De plus, la mesure régulière de l'état de l'usure permet de mieux appréhender le fonctionnement de la machine et ainsi, mieux cerner les problèmes et les solutions à y apporter. * 24 Benchmarking : c'est une technique marketing ou de gestion de la qualité qui consiste à étudier et analyser les techniques de gestion, les modes d'organisation des autres entreprises afin de s'en inspirer et d'en tirer le meilleur * 25 Lean Six Sigma : concept apparut pour la première fois en 2001, dans un livre intitulé Leaning into Six Sigma: The Path to integration of Lean Enterprise and Six Sigma, écrit par Barbara Wheat, Chuck Mills et Mike Carnell * 26 La marche Genba ou Gemba est mot d'origine japonaise et qui désigne une activité des managers qui consiste à aller sur le terrain pour rechercher les gaspillages et les opportunités d'amélioration * 27 Pareto était un économiste italien du 17ème siècle qui avait remarqué que 80% des sommes payées au titre des impôts étaient données par 20% des contribuables. Cette proportion de relation entre causes et effets se rencontre fréquemment dans de nombreuses autres observations. * 28 ISO 9001 est une norme internationale qui spécifie les exigences relatives au système de management de la qualité lorsqu'un organisme doit démontrer son aptitude à fournir régulièrement un produit conforme aux exigences des clients et aux exigences réglementaires applicables. Elle vise à accroître la satisfaction de ses clients par l'application efficace du système, y compris les processus pour l'amélioration continue du système et l'assurance de la conformité aux exigences des clients et aux exigences réglementaires applicables. |
|