|
Année Universitaire : 2020 / 2021
République Algérienne Démocratique
et Populaire
Ministère de l'Enseignement Supérieure et
de la Recherche Scientifique
Université de Blida 1

Faculté des Sciences de la Nature et de la Vie
Département Sciences Alimentaires
Mémoire de fin d'étude en vue de l'obtention du
diplôme de Master en
Spécialité : Agroalimentaire et
Contrôle de Qualité
Filière : Sciences Alimentaires
Domaine : Sciences de la Nature et de la
Vie
THEME

ETUDE DE LA STABILITE DE COLORANTS
ALIMENTAIRES
AJOUTES A LA CREME FOURREE AU CHOCOLAT EN
CHOCOLATERIE
« BIMO »
Réalisé par
Melle MEDANI Amira et Melle ZIDANE
Ahlem
Devant le jury :
Présidente : Dr DEFFAIRI Djamila MCB Univ. Blida
1
Examinatrice : Dr BENLEMANE Samira MCB Univ. Blida
1
Promotrice : Mme FERNANE Samia MAA Univ. Blida
1
Remerciements
Nous rendons grâce à Allah,
le Clément, le tout Miséricordieux, pour la chance qu'Il nous ait
donnée pour poursuivre nos études supérieures, et pour le
courage qu'Il nous a donné pour bien mener ce travail.
Nous commençons tout d'abord, par remercier notre
promotrice Mme Fernane Samia, MAA à
université Saad Dahlab Blida. Nous vous remercions vivement pour toutes
les heures, les jours et les mois que vous avez passés avec patience
extrême à nos diriger et corriger ce manuscrit. Nous vous
remercions pour vos conseils et encouragements et votre modestie mais aussi
pour votre partage du savoir.
Nos remerciements sont adressés également
aux membres du Jury qui ont pris sur leur temps et ont bien voulu accepter de
juger ce modeste travail :
Nous tenons à exprimer nos très grandes
considérations, et nos profonds respects à Dr Deffairi
Dj, MCB à université Saad Dahlab Blida,
qui nous a fait l'honneur de présider ce Jury malgré toutes ses
responsabilités et ses nombreuses occupations. Un grand merci pour tout
ce que nous ait appris grâce à vous au cours de nos années
de graduation.
Nous remercions vivement Dr Benlemane S,
MCB à université Saad Dahlab Blida, d'avoir eu
l'amabilité de bien vouloir examiner ce travail malgré ses
occupations multiples. Nous ne pouvons que sincèrement vous exprimer nos
respects et nos gratitudes.
Nous tenons de remercier Mme Serir Ghalia
Directrice qualité de Biscuiterie-Gaufretterie BIMO pour la
chance de stage, leur aide et encouragement au cours de notre stage.
Nous tenons à témoigner nos respects et nos
reconnaissances à l'ingénieur de qualité du BIMO le
Doctorant Chaibi Samir, pour nous avoir consacrés de
son temps malgré toutes ses responsabilités. Nous le remercions
également pour les corrections apportées à ce
manuscrit.
Nous remercions profondément Mr Titouche
Karim, Directeur de SARL Chocolaterie BIMO, pour avoir mis à
nos dispositions tous les moyens nécessaires à la
réalisation de ce travail.
Nos remerciements les plus respectueux vont également
au Pr Bourasse Omar et Pr Boutoumi Houcine,
Responsables de Laboratoire de Recherche EEDD Département de
Génie de Procédés à l'Université de Blida 1
pour nous avoir accueillies dans leurs unités de recherche.
Nous nous devons de remercier la Responsable du Laboratoire
Physico-chimique de Chocolaterie Mme Afra Samia pour l'aide
permanent qu'il nous a apporté tout au long de nos travaux et tous les
membres de laboratoire physico-chimique.
Enfin, nous remerciement particulièrement nos
parents pour leurs soutiens inconditionnels tout au long de ces année
d'étude, et à toutes les personnes qui ont participé de
près ou de loin à la réalisation de ce travail.
Dédicace
Avec l'expression de ma reconnaissance, je dédier ce
modeste travail à ceux qui, quels que soient les termes
embrassés, je n'arriverais jamais à leur exprimer mon amour
sincère.
À mon adorable chère mère Ilhem
source d'affectation de courage et d'inspiration qui a tellement
Sacrifié pour me voir atteindre ce jour.
À celui qui a été toujours mon
support dans cette vie, celui qui me donne le courage éclatant pour
continuer à chaque fois que j'ai l'impression de reculer... papa
Kamel que DIEU te
protège.
Aucune dédicace ne saurait exprimer ma grande
admiration, ma considération et ma sincère affection pour vous
deux.
À ma seule et unique soeur Samia que
j'adore et auquel je souhaite beaucoup de succès dans sa
vie.
À mes chers frères
Noureddine, Mohamed, Abdelhadi
et Islem qui ont été toujours là
pour moi, pour me soutenir et m'encourager, je vous aime beaucoup.
À ma tante Ghalia une
deuxième maman pour moi et ces deux anges Awab et
Rahaf.
À mes grands-mères, mes grands-pères,
mes oncles, mes cousins et aux voisins. Que DIEU leur donne une longue et
joyeuse vie.
À mes très chères amies
Ajoulie, Mélissa et Amira
que j'aime trop.
Sans oublier mon binôme Amira pour son
soutien moral, sa patience et sa compréhension tout au long de ce
projet.
À tous mes amis proches de promotion Master
2 ACQ.
Merci pour votre amour, vos encouragements et merci
d'être toujours à mes côtés.
Que ce travail soit l'accomplissement de vos voeux
tellement allégués, et le fuit de votre soutien
infaillible.
Ahlem
Dédicace
Avec l'expression de ma reconnaissance, je dédie ce
modeste travail à ceux qui quels que soient les termes embrassés,
je n'arriverais Jamais A leur exprimer mon amour sincère.
À celle qui m'a arrosé de tendresse et
d'espoirs, A la source d'amour incessible À la mère des
sentiments fragiles qui ma bénie par ces prières .......
Ma mère Samira.
À mon support de ma vie Qui m'a appris m'a
supporté Et m'a dirigé vers la gloire ......
Mon
père Elhadi.
À mes chères soeurs : Imene,
Kahina, Aya, Maria que DIEU vous
protège mes belles.
À Mon adorable frère :
Mohamed Aboubakr.
À mes meilleures amies :
Melissa, Ahlem et Chanez, Merci pour
leur amour et
encouragements.
À mes Amis proches de la promotion ACQ
: Sami, Zakaria, Riadh, Anis.
Sans oublier ma binôme Ahlem pour
son soutien moral, Sa patience, Et sa compréhension tout
Au long de
ce projet, que DIEU te protège ma chérie.
Merci pour votre amour, vos encouragements et merci
d'être toujours à mes côtés.
Que ce travail soit l'accomplissement de vos voeux
tellement allégués, et le fuit de votre soutien
infaillible.
Amira
Etude de la stabilité de colorants alimentaires
ajoutés à la crème fourrée au
chocolat en
chocolaterie « BIMO »
Résumé
Le présent travail a pour but d'étudier la
stabilité des colorants alimentaires dans la crème fourrée
au chocolat. Il a été réalisé au niveau du
laboratoire de chocolaterie BIMO.
L'étude a consisté en un suivi de la
stabilité de colorants constitué d'un mélange de la
tartrazine et du bleu brillant FCF, incorporés dans la crème
végétale fourrée au chocolat, sur une période de
trois mois en fonction de certains paramètres (température, pH,
matière grasse, viscosité, extrait sec total et
humidité).
Une stabilité est effectuée, la première
concerne celle des colorants incorporés dans la crème
végétale à différentes températures de
conservation (2°C, 45°C et à température ambiante) et
la deuxième, celle des chocolats fourrés conservés
à des températures et des humidités de (18°C, 45%) et
(25°C, 97%) respectivement.
Les résultats des paramètres physico-chimiques
ont révélé que les colorants sont stables aux pH optimaux
(tartrazine à 4.65, le bleu brillant à 4.81 et le mélange
à 7.35) et aux températures basses et ambiantes (10°C,
20°C et 30 °C), et que la concentration n'a pas influé sur la
stabilité des colorants incorporés (tartrazine [0.1] g/l et [0.4]
g/l ; le bleu brillant [0.4] g/l et [1.6] g/l ; le mélange de ([0.1-
0.4] g/l et [0.4-1.6] g/l).
Les résultats des paramètres physico-chimiques
des crèmes végétales ont donné des valeurs
conformes aux normes. On cite entre autres, l'extrait sec total (99.86%) et la
matière grasse (47.05 %).
Les résultats de la conservation des crèmes ont
indiqué que ces dernières restent stables à toutes les
températures étudiées et que les chocolats fourrés
se stabilisent à la température de 18°C et à
l'humidité de 45% et se blanchissent à une température de
25°C et une humidité de 97%.
Mots-clés : Stabilité,
Crème végétale, Colorant, Longueur d'onde, Chocolat, Bleu
brillant, Tartrazine.
Study of the stability of food coloring added to cream
filled into the chocolate in the « BIMO » chocolate
factory
Abstract
The aim of this work was to study the stability of food colors
in chocolate-filled cream. It was carried out at the BIMO chocolate
laboratory.
The study consisted in a follow-up of the stability of dyes
constituted by a mixture of tartrazine and brilliant blue FCF, incorporated in
the vegetable cream filled with chocolate, over a period of three months
according to certain parameters (temperature, pH, fat, viscosity, total dry
extract and moisture).
A stability is achieved, the first concerns the first concerns
that of the colorants incorporated in the vegetable cream at different
temperatures of conservation (2°C, 45°C and at room temperature) and
the second, that of the filled chocolates preserved at temperatures and
humidity's of (18°C, 45%) and (25°C, 97%) respectively.
The results of the physicochemical parameters revealed that
the dyes are stable at optimal pH (tartrazine at 4.65, brilliant blue at 4.81
and the mixture at 7.35) and at low and ambient temperatures (10°C,
20°C and 30°C), and that the concentration has not affected the
stability of the incorporated dyes (tartrazine [0.1] g/l and [0.4] g/l;
brilliant blue [0.4] g/l and [1.6] g/l; the mixture of ([0.1 - 0.4] g/l and
[0.4 - 1.6] g/l).
The results of the physico-chemical parameters of the
vegetable creams gave values in accordance with the standards. These include,
among others, the total dry extract (99,86%) and the fat (47,05%).
The results of the conservation of the creams indicated that
the latter remain stable at all the temperatures studied and that the filled
chocolates stabilize at the Temperature of 18°C and at the humidity of 45%
and bleach at a temperature of 25°C and humidity of 97%.
Keywords: Stability, Vegetable cream, Color,
Wavelength, Chocolate, Brilliant blue, Tartrazine.
|
ÑÞÊÓÊ
ÉæÔÍãáÇ
ÉÊáÇæßæÔáÇ
äæ
|
ÉÓæÑÏãáÇ
ÉÑÇÑÍáÇ
ÊÇÌÑÏ
|
ÚíãÌ
|
í ÉðÊÈÇË
|
áÙÊ Çåä
|
ìáÅ
ÊÇãíÑßáÇ
|
ÙÍ ÌÆÇÊä
ÊÑÇÔ
|
|
|
|
.% 97ÉÈæØÑæ
ÉíæÆã ÉÌÑÏ 25
|
ÉÑÇÑÍ
|
ÉÌÑÏ
|
ÏäÚ ÖíÈÊæ %45
ÉÈæØÑæ
ÉíæÆã ÉÌÑÏ 18
|
ÉÑÇÑÍ
|
ÉÌÑÏ
|
ÏäÚ
|
.
äíÒÇÑÊÑÇÊáÇ
Ñ ÕáÇÇ
|
äæáãáÇ FCF
|
ÚãáÇáÇ
|
ÞÑÒáÇ
|
ÉÊáÇæßæÔáÇ
|
íÌæãáÇ
áæØáÇ
äæááÇ
|
íÊÇÈä
ãíÑß
|
ÑÇÑÞÊÓÇ
|
:
|
ÉíÍÇÊãáÇ
ÊÇãáßáÇ
|
|
ÚäÕã í
ÉÊáÇ æßæÔáÇ
í ÉæÔÍãáÇ
ÉãíÑßáÇ ìáÅ
ÉÇÖãáÇ
ÉíÆÇÐÛáÇ
äÇæááÇ
ÑÇÑÞÊÓÇ
ÉÓÇÑÏ «BIMO»
ÉÊáÇæßæÔáÇ
ÉÊáÇæßæÔáÇ
ÑÈÊÎã í
åÐíäÊ ãÊ
.ÉÊáÇæßæÔáÇ
ÉãíÑß ÉæÔÍ í
ãÇÚØáÇ äÇæá
ÑÇÑÞÊÓÇ
ÉÓÇÑÏ ìáÅ
íáÇÍáÇ
áãÚáÇ Ïåí
|
ÕÎáã
.æãíÈ
|
|
í ÌãÏã
|
FCF ÚãáÇáÇ
ÞÑÒáÇæ
äíÒÇÑÊÑÇÊáÇ
|
äã ØíáÎ äã
ÉäæßãáÇ
ÛÇÈÕáÇ ÊÇÈË
ÉÚÈÇÊã ìáÚ
ÉÓÇÑÏáÇ
ÊáãÊÔÇ
|
|
|
äæåÏáÇæ
|
ÉÖæãÍáÇ
ÉÌÑÏæ
ÉÑÇÑÍáÇ
|
ÉÌÑÏ(
|
ÉäíÚã
ÑííÇÚãá
ÇðÞæ ÑåÔ
ÉËáÇË ìÏã
ìáÚ
ÉÊáÇæßæÔáÇÈ
ÉÆíáãáÇ
ÉíÊÇÈäáÇ
|
ÉãíÑßáÇ
|
|
|
|
.)ÉÈæØÑáÇæ
ÉíáßáÇ
ÉÇÌáÇ
ÉÕáÇÎáÇ
ÉÌæÒááÇ
|
|
|
ÉáÊÎã
|
ÉÑÇÑÍ
ÊÇÌÑÏ ÏäÚ
ÑÇÖÎáÇ
|
ÉãíÑß
|
í ÉÌãÏãáÇ
ÊÇäæáãáÇÈ
ÞáÚÊí áæáÇ
íáí Çãß
ÑÇÑÞÊÓáÇÇ
ÁÇÑÌÅ ãÊí
|
|
|
ÉÑÇÑÍ
ÊÇÌÑÏ í
ÉÙæÍãáÇæ
ÉÈÚãáÇ
|
ÉÊáÇæßæÔáÇ
íäÇËáÇæ
)ÉÑÛáÇ
ÉÑÇÑÍ ÉÌÑÏæ
ÉíæÆã ÉÌÑÏ 45
ÉíæÆã ÉÌÑÏ 2(
|
ÙÍáá
|
|
|
.íáÇæÊáÇ
ìáÚ )% 97 ÉíæÆã
ÉÌÑÏ 25( æ )%45
ÉíæÆã ÉÌÑÏ 18(
|
ÉÈæØÑæ
|
|
4.65 ÏäÚ
ÑÕáÇÇ äæááÇ(
ìáËãáÇ
ÉÖæãÍáÇ
ÉÌÑÏ ÏäÚ
ÉÑÞÊÓã
äÇæááÇ ä
ÉíÆÇíãíßáÇæ
ÉíÆÇíÒíáÇ
ÑííÇÚãáÇ
ÌÆÇÊä ÊÑåÙ
|
|
|
äæ (ÉíæÆã
ÉÌÑÏ3 0 æ20 æ10 (
ÉáÏÊÚãæ
ÉÖÎäã ÉÑÇÑÍ
ÊÇÌÑÏ ÏäÚæ )7.35
ÏäÚ ØíáÎáÇæ
4.81 ÏäÚ ÞÑÒáÇÇ
äæááÇ
|
|
ØíáÎáÇæ
á/Û [0.4] ; á/Û [1.6]
|
ÚãáÇáÇ
ÞÑÒáÇÇ ;
|
á/Û [0.4] á/Û [0.1]
ÑÕáÇÇ
|
äæáãáÇ(
ÛÇÈÕáÇ ÊÇÈË
ìáÚ ÑËÄí áÇ
񒧄懂
|
|
|
.)á/Û 0.4 æ 1 . 6
|
äíÒíßÑÊáÇæ
á/Û 0.4 æ 0.1
äíÒíßÑÊáÇ
äíÈ
|
|
%)ÉíáßáÇ
ÉÇÌáÇ
ÉÕáÇÎáÇ:
ÇåäíÈ
|
äã
ÑííÇÚãáá
ÇðÞæ
|
ÇãÇÞÑÇ
íÊÇÈäáÇ
ãíÑßáá
ÉíÆÇíãíßáÇæ
|
ÉíÆÇíÒíáÇ
ÊÇÑíÛÊãáÇ
ÌÆÇÊä ÊØÚ
|
. (47.05 %(
äæåÏáÇæ(99.86
Table des matières
|
Remerciements
|
|
|
Dédicace
|
|
|
Résumé
|
|
|
Abstract
|
|
|
LÎáA
|
|
|
Table des matières
|
|
|
Liste des figures, tableaux, abréviations et
annexes
|
|
|
Glossaire
|
|
|
Introduction
|
1
|
|
Chapitre I : Généralités sur la
technologie de chocolaterie
|
|
I-1- Etymologie
|
4
|
|
I-2- Historique
|
4
|
|
I-3- Définition
|
5
|
|
I-4- Les types de chocolat
|
5
|
|
I-4-1- Chocolat noir
|
5
|
|
I-4-2- Chocolat au lait
|
6
|
|
I-4-3- Chocolat blanc
|
6
|
|
I-4-4- Chocolat de couverture
|
7
|
|
I-4-5- Chocolat d'imitation
|
7
|
|
I-5- Classification des chocolats
|
7
|
|
I-5-1- Les barres chocolatées
|
8
|
|
I-5-2- Les tablettes de chocolat
|
8
|
|
I-5-3- La confiserie de chocolat
|
8
|
|
I-5-4- La poudre de cacao
|
8
|
|
I-5-5- Les pâtes à tartiner
|
9
|
|
I-6- Ingrédients
|
9
|
|
I-6-1- Masse de cacao
|
9
|
|
I-6-2- Beurre de cacao
|
9
|
|
I-6-3- Poudre de cacao
|
9
|
|
I-6-4- La poudre de lait
|
9
|
|
I-6-5- Le sucre
|
9
|
|
I-6-6- Agent émulsifiant
|
10
|
|
I-6-7- Arômes
|
10
|
|
I-7- La fabrication du chocolat
|
10
|
|
Chapitre II : Généralités sur les
crèmes végétales
|
|
II-1- Généralités
|
13
|
|
II-2- Naissance et développement des crèmes
analogues (végétales)
|
14
|
|
II-3- Définition et types des crèmes analogues
|
15
|
|
II-4- Composition des crèmes analogues
|
15
|
|
II-4-1- Matières grasses
|
16
|
|
II-4-2- Protéines
|
16
|
|
II-4-3- Sucre
|
17
|
|
II-4-4- Les additifs alimentaires
|
17
|
|
II-4-4-1- Emulsifiants
|
17
|
|
II-4-4-2- Les épaississants
|
18
|
|
II-4-4-3- Les stabilisants
|
18
|
|
II-4-4-4- Colorants
|
19
|
|
II-5- Caractérisation des crèmes
|
19
|
|
II-5-1- Granulométrie
|
19
|
|
II-5-2- Rhéologie
|
19
|
|
II-5-3- Stabilité
|
19
|
|
II-5-4- Aptitude au foisonnement et stabilité des
crèmes foisonnées
|
19
|
|
II-6- Les principales utilisations industrielles de la
crème
|
20
|
|
II-7- Propriétés fonctionnelles de la crème
et leurs avantages en fonction des
applications industrielles
|
20
|
|
II-8- Procédés de fabrication des crèmes
analogues
|
21
|
|
Chapitre III : Additifs alimentaires (Cas des colorants
alimentaires)
|
|
III- Les colorants alimentaires
|
24
|
|
III-1- Généralités
|
24
|
|
III-2- Historique
|
24
|
|
III-3- Définition
|
26
|
|
III-4- Nature des colorants alimentaires
|
27
|
|
III-4-1- Les colorants naturels
|
27
|
|
III-4-2- Les colorants de synthèses
|
28
|
|
III-4-2-1- Les colorants naturels modifiés
|
29
|
|
III-4-2-2- Les colorants artificiels
|
30
|
|
III-5- Stabilité des colorants alimentaires
|
31
|
|
III-6- Rôle des colorants alimentaires
|
31
|
|
III-7- Incorporation de colorants dans la crème
|
32
|
|
Chapitre IV : Matériel et
méthodes
|
|
IV-1- Objectif du travail
|
34
|
|
IV-2- Les colorants étudiés
|
34
|
|
IV-2-1- Tartrazine
|
34
|
|
IV-2-2- Bleu brillant FCF
|
35
|
|
IV-3- Méthodes
|
36
|
|
IV-3-1- Etude de la stabilité physicochimique du colorant
|
36
|
|
II-3-1-1- Déterminations des X max
|
36
|
|
IV-3-1-2- Etude de l'effet du pH
|
36
|
|
IV-3-1-2-1- Objectif
|
36
|
|
IV-3-1-2-2- Effet du pH sur la tartrazine
|
37
|
|
IV-3-1-2-3- Effet du pH sur le bleu brillant FCF
|
37
|
|
IV-3-1-2-4- Effet de pH sur le mélange de tartrazine et le
bleu brillant FCF
|
37
|
|
IV-3-1-3- Etude de l'effet de la concentration initiale
|
37
|
|
IV-3-1-3-1- Effet de la concentration sur la tartrazine
|
38
|
|
IV-3-1-3-2- Effet de la concentration sur le bleu brillant FCF
|
38
|
|
IV-3-1-3-3- Effet de la concentration sur le mélange
|
39
|
|
IV-3-1-4- Etude de l'effet de la température
|
39
|
|
IV-4- Fabrication de la crème végétale de
fourrage au chocolat
|
39
|
|
IV-5- Etude de la stabilité physicochimique de la
crème fourrée au chocolat
|
40
|
|
IV-5-1- Détermination de l'humidité et de l'extrait
sec total
|
41
|
|
IV-5-2- Détermination de la matière grasse
|
41
|
|
IV-5-3- Détermination du pH
|
42
|
|
IV-5-4- Détermination de l'acidité de la
crème végétale et de beurre de cacao
|
43
|
|
IV-6- Etude rhéologique des crèmes
|
44
|
|
IV-7- Etude de la stabilité par conservation de la
crème végétale et incorporation du
colorant à différentes températures
|
44
|
|
IV-7-1- Echantillonnage
|
45
|
|
IV-7-2- Fourrage des crèmes au chocolat
|
45
|
|
IV-8- Analyse statistique
|
46
|
|
Chapitre V : Résultats et discussion
|
|
V-1- Spectres d'absorbance des colorants utilisés
|
49
|
|
V-1-1- Spectre d'absorption de la tartrazine et de bleu brillant
FCF
|
49
|
|
V-1-2- Spectre d'absorption du colorant vert
|
50
|
|
V-2- Détermination des longueurs d'ondes maximales
|
51
|
|
V-2-1- Etude de l'effet du pH
|
51
|
|
V-2-1-1- Effet du pH sur la couleur
|
52
|
|
V-2-1-1-1- Sur la tartrazine
|
52
|
|
V-2-1-1-2- Sur le bleu brillant et le mélange
|
53
|
|
V-2-2- Effet de la concentration
|
53
|
|
V-2-2-1- Effet de la concentration sur la couleur
|
55
|
|
V-2-3- Effet de la température
|
56
|
|
V-3- Etude de la stabilité physicochimique de la
crème fourrée au chocolat
|
57
|
|
V-3-1- Détermination de l'humidité et de l'extrait
sec total
|
57
|
|
V-3-2- Matière grasse
|
59
|
|
V-3-3- Détermination du pH
|
60
|
|
V-3-4- Acidité
|
60
|
|
V-4- Etude rhéologique des crèmes
végétales
|
61
|
|
V-5- Choix des températures idéales d'incorporation
des colorants
|
62
|
|
V-6- Résultats de l'étude de la stabilité
|
62
|
|
V-7- Résultats de l'étude de la stabilité
des chocolats fourrés aux crèmes
|
64
|
|
Conclusion
|
68
|
|
Références bibliographiques
|
71
|
|
Annexes
|
Listes des figures
|
Figure 1 : Chocolat noir
|
5
|
|
Figure 2 : Chocolat au lait
|
6
|
|
Figure 3 : Chocolat blanc
|
7
|
|
Figure 4 : Chocolat de couverture
|
7
|
|
Figure 5 : Une barre chocolatée
fourrée de caramel
|
8
|
|
Figure 6 : Diagramme de fabrication des
différents types du chocolat
|
11
|
|
Figure 7 : Représentation
schématique de l'adsorption d'un émulsifiant
|
18
|
|
Figure 8 : Processus de fabrication des
crèmes culinaires analogues
|
22
|
|
Figure 9 : Structure chimique de Le
â -carotène
|
28
|
|
Figure 10 : Structure chimique
d'érythrosine (SIN 127)
|
29
|
|
Figure 11 : Structure chimique de la
Tartrazine (SIN 102)
|
30
|
|
Figure 12 : Tartrazine en poudre
|
35
|
|
Figure 13 : Structure chimique de la Tartrazine
|
35
|
|
Figure 14 : Bleu brillant FCF en poudre
|
36
|
|
Figure 15 : Structure chimique de BB
|
36
|
|
Figure 16 : Diagramme de fabrication de la
crème végétale fourrée au chocolat au
sein de l'entreprise BIMO
|
40
|
|
Figure 17 : Diagramme de fabrication du chocolat
au lait « Ambassadeur » au
niveau de chocolaterie BIMO
|
46
|
|
Figure 18 : Spectres visibles de la TAR et de BB
|
49
|
|
Figure 19 : Spectres visibles de colorant vert
(TAR + BB)
|
50
|
|
Figure 20 : Effet du pH sur ë
max de la TAR, du BB et du mélange
|
51
|
|
Figure 21 : Effet du pH sur la couleur de la TAR
(pH basique à gauche et pH
acide à droite)
|
53
|
|
Figure 22 : Effet du pH sur la couleur du BB et
du colorant vert (pH basique à
gauche et pH acide à droite)
|
53
|
|
Figure 23 : Effet du pH sur ë
max de la TAR [0.1] g/l, de BB [0.4] g/l et du
mélange [0.1 - 0.4] g/l
|
54
|
|
Figure 24 : Effet du pH sur la ë
max de la TAR [0.4] g/l, du BB [1.6] g/l et de
mélange [0.4 - 1.6] g/l
|
54
|
|
Figure 25 : Effet de la concentration sur la
couleur de la TAR, du BB et du
colorant vert
|
56
|
|
Figure 26 : Effet de la T°C sur la
ë max de la TAR, du BB et du mélange
|
56
|
|
Figure 27 : Résultats de
l'humidité des CVs
|
58
|
|
Figure 28 : Résultats de l'EST des CVs
|
59
|
|
Figure 29 : Influence du gradient de vitesse sur
la viscosité de la crème végétale
|
61
|
|
Figure 30 : Aspect de la CV à 60°C
|
62
|
|
Figure 31 : Aspect de la crème blanche et
colorée avant conservation
|
63
|
Liste des tableaux
|
Tableau 1 : Obtention des différents
types de chocolat
|
10
|
|
Tableau 2 : Teneur en matière grasse
végétale des crèmes analogues
|
15
|
|
Tableau 3 : Ingrédients typiquement
utilisés dans la formulation des crèmes
analogues
|
16
|
|
Tableau 4 : Principaux groupes chromophores et
auxochromes
|
26
|
|
Tableau 5 : Classification des différents
colorants
|
30
|
|
Tableau 6 : Les facteurs qui influencé
sur les colorants alimentaires
|
31
|
|
Tableau 7 : Valeurs de ë
max des colorants utilisés
|
50
|
|
Tableau 8 : Résultats de
l'humidité des CVs analysées
|
57
|
|
Tableau 9 : Résultats de l'EST des CVs
analysées
|
58
|
|
Tableau 10 : Les résultats de
l'acidité de crème végétale et de beurre de cacao
|
60
|
|
Tableau 11 : Résultats de l'étude
de la stabilité des crèmes
|
63
|
|
Tableau 12 : Aspects des CVs après
conservation
|
64
|
|
Tableau 13 : Comparaison entre les deux
chocolats fourrés à différentes
conditions de stockage
|
65
|
Liste des abréviations
AC : Acidité.
AESA : Autorité Européenne de
la Sécurité des Aliments.
AG : Acides Gras.
BB : Bleu brillant.
BHA : Butylhydroxyanisol.
BHT : Butylhydroxytoluène.
BIMO : Biscuiterie Moderne.
BVP : Boulangerie, Viennoiserie,
Pâtisserie.
CE : Communauté Européenne.
CEE : Communauté Economique
Européenne.
CV : Crème Végétale.
E : Système de numérotation
européen.
EEDD : Eau Environnement et
Développement Durable.
EST: Extrait Sec Total.
FD&C: Food, Drug and Cosmetic.
HCl : Chlorure d'hydrogène.
Hm : Humidité.
IR : Indice de Réfraction.
ISO : International Organisation for
Standardisation.
KOH : Hydroxyde de potassium.
MG : Matière grasse.
MGL : Matière Grasse
Laitière.
MGV : Matière Grasse
Végétale.
P : Pression.
SARL : Société À
Responsabilité Limitée.
SIN : Système International de
Numérotation.
TAR : Tartrazine.
UE : Union Européenne.
UHT : Ultra Haute Température.
UV : Ultra-violet.
Liste des annexes
|
Annexe I : Présentation de lieu de
stage.
|
|
Annexe II : Equipements et matériel de
laboratoire.
|
|
Annexe III : Fiche technique de la
tartrazine.
|
|
Annexe IV : Fiche technique du bleu Brillant
FCF.
|
|
Annexe V : Ajustement du pH des
différentes concentrations des colorants.
|
|
Annexe VI : Détermination de la teneur en
matière grasse à partir des valeurs relevées sur le
réfractomètre de J.K Leinert.
|

INTRODUCTION

1
Introduction
Introduction
Le chocolat est l'un des aliments et des produits de
confiserie les plus populaires dans le monde. Il est fabriqué en
mélangeant de la masse de cacao, du beurre de cacao et du sucre
(Jyoti, 2003).
Avec le développement des civilisations, les
chocolatiers sont toujours à la recherche de nouvelles saveurs,
n'hésitant pas à créer de nouveaux chocolats avec des
goûts diversifiés en associant comme exemple des saveurs exotiques
au chocolat traditionnel (Torres-Moreno et al.,
2011).
C'est grâce à la création et au
développement des machines et de la technologie que le chocolat a pu
évoluer, pour apparaître sous les formes que nous connaissons
aujourd'hui, dont le chocolat au lait, le chocolat noir, le chocolat blanc, la
couverture, le praliné, le fourré, le ganache, etc.
Dans ce contexte, le chocolat fourré peut exister sous
plusieurs formes et types selon la crème utilisée dans le
fourrage, qui peut être le caramel, la menthe, la noisette, et autre.
Ces crèmes de fourrages sont de type «
crème végétale » appelée encore «
crème analogue ». Elles sont en réalité
formulées au départ de quantités bien définies
d'eau, de matière grasse végétale, de protéines
laitières ou végétales, de stabilisants,
d'épaississants, de colorants et d'émulsifiants de faible poids
moléculaire (Carr et Hogg, 2005).
L'instabilité de l'un des ingrédients peut
causer des problèmes, dont l'exemple de l'instabilité des
colorants, vu que la couleur est un élément essentiel dans la
perception des aliments et entre dans les critères d'évaluation
de leur qualité. Les industriels rajoutent les colorants à leurs
produits pour atteindre l'aspect attendu par le consommateur.
De base, les colorants alimentaires étaient issus de
ressources naturelles extraites des plantes, et des fruits et légumes
colorés. Mais au cours des années, ce processus s'est
développé et a évolué, ce qui a fait que la plupart
des colorants utilisés actuellement sont de nature chimique et
synthétique (Dagot et Laurent, 2014).
L'étude de la stabilité des colorants reste une
problématique importante en chimie et un enjeu industriel. En effet, les
colorants utilisés doivent être suffisamment stables dans le temps
pour assurer la qualité des produits.
Ainsi, l'objectif de ce travail est d'étudier la
stabilité des colorants dans la crème utilisée dans le
fourrage des chocolats, et ceci par le suivi de la stabilité du colorant
alimentaire ajouté à la crème fourrage au chocolat, en
étudiant les éventuels paramètres pouvant l'influencer.
De ce fait, cette étude a été
divisée en deux parties :
o La première comportant une
étude bibliographique traitant de généralités sur
le chocolat, sur la crème végétale et sur les colorants
Introduction
o

2
La deuxième partie, consacrée à
l'étude expérimentale comportant le matériel
utilisé et les méthodes appliquées, ainsi que les
résultats obtenus et leur interprétation.
o L'étude a été clôturée par
une conclusion générale résumant l'essentiel du travail
réalisé.
CHAPITRE I :
GENERALITES SUR LA
TECHNOLOGIE DE
CHOCOLATERIE
Chapitre I Généralités sur la
technologie de chocolaterie

4
Chapitre I : Généralités sur la
technologie de chocolaterie
I-1- Etymologie
L'origine du mot « chocolat » est
controversée. Pour les uns, le mot chocolat, composé de «
choco » : bruit et de « atle » : eau, dériverait des mots
aztèques tchoco et latte signifiant le bruit fait par
le batteur de chocolat lorsqu'il remue la boisson pour la faire mousser. Pour
d'autres, il aurait une origine Maya et dériverait du mot xocoalt
(prononcé chocoatl), signifiant probablement « eau fermentée
» et désignant une boisson faite en rajoutant, aux fèves
torréfiées et broyées, de l'eau, de la farine de
maïs, du piment et des épices (Daverio, 2005).
I-2- Historique
Il semble que l'homme ait su tirer profit, il y a bien
longtemps des vertus du cacao. En effet, on a retrouvé des traces de
boissons à base de cacao sur des poteries datant de 1000 ans avant JC,
en Honduras (Henderson et al., 2007).
Le chocolat provient d'Amérique du Sud et se retrouve
dès l'époque précolombienne, les Mayas et plus tard les
Aztèques, étaient les premiers à cultiver le cacao
(Beuzard, 2003).
La première rencontre connue des européens avec
le cacao n'a eu lieu qu'en 1502, lors du quatrième voyage de Christophe
Colomb en Amérique du Sud. En 1524, Cortés expédie la
première cargaison de cacao à Charles Quint qui apprécie
cette nouvelle boisson et accorde aux Espagnols le monopole du commerce du
cacao (Harwich, 2008).
Au fur et à mesure que se développe l'engouement
pour le cacao, les Espagnols encouragent sa culture dans les Caraïbes et
en Amérique latine. Les Anglais, les Français, les Hollandais et
les Portugais l'implantent également dans leurs colonies respectives. De
nouvelles plantations naissent au XVIIe et au XVIIIe siècle au
Brésil, dans le Sud-est asiatique et en Afrique (Mcfadden et
France, 1999).
Au début du XIXème siècle, les
premières « manufactures de chocolat » parviennent à
industrialiser la torréfaction et le concassage des fèves et
ainsi à augmenter fortement le volume et la productivité du cacao
traité (François-Louis Cailler et Philippe Suchard en Suisse,
Jean-Antoine Menier en France). Mais la véritable rupture dans
l'histoire du chocolat a lieu aux Pays-Bas, lorsque Casparus Van Houten
découvre le procédé par pression hydraulique permettant la
séparation du beurre de la poudre de cacao en 1828. Cette invention
ouvre la voie à une production massive d'un chocolat abordable par une
large majorité. Elle inaugure l'ère de la boisson
chocolatée instantanée et rend possible la fabrication de
chocolat « solide » (Harwich, 2008).
Tout au long du XIXème, s'égrènent les
innovations révolutionnant l'industrie du chocolat. En 1847, la famille
Fry invente et commercialise en Angleterre les premières tablettes de
chocolat.
Chapitre I Généralités sur la
technologie de chocolaterie
Notons la découverte en 1867 par Henri Nestlé du
procédé de production de la poudre de lait par évaporation
qui a permis la fabrication de chocolat au lait, et l'invention en 1879 de la
conche par Rudolphe Lindt, qui a considérablement amélioré
la qualité du chocolat solide (Mcfadden et France,
1999).
I-3- Définition
Le mot « chocolat » désigne l'aliment, la
boisson, mais aussi la matière première qui entre dans la
composition d'autres produits alimentaires (biscuits, gâteaux,
glaces...). Actuellement, l'industrie de la chocolaterie offre une grande
diversité de chocolats qui permet de répondre à la
variété des goûts des consommateurs (Missonnier et
Caldefie-Chézet, 2012).
Le chocolat est une dispersion de particules hydrosolubles
dans un film de matière grasse (Missonnier et
Caldefie-Chézet, 2012).
Il fait cohabiter le beurre de cacao et des matières
non grasses, à lequel est ajouté un peu de lécithine
(moins de 1 %) pour stabiliser le mélange (König,
2016).
I-4- Les types de chocolat
I-4-1- Chocolat noir
Le chocolat noir (figure 1) est un chocolat qui contient au
moins 50% de cacao. Il peut contenir jusqu'à 99% minimum de cacao, il
est alors dit amer (Pierre, 2007).

Figure 1 : Chocolat noir (Finley,
2014).

5
La qualité du chocolat noir dépend des
ingrédients utilisés, et non de son pourcentage en cacao : les
grands crus sont définis selon la provenance des fèves de cacao
qui les composent (Indonésie, Equateur, Mexique, Papouasie...). Le
chocolat à moins de 65% de cacao a une saveur sucrée et se
retrouve souvent dans les «chocolat dessert» pour la
pâtisserie. Le chocolat à 65 ou 70 % de cacao est amer par rapport
au chocolat au lait. Ce type de chocolat est utilisé en cuisine
(chocolat à pâtisserie) ou en dégustation. Le chocolat
à 80 % se renforce bien plus en caractère, et n'est pas
apprécié de tous à cause de son amertume et de sa texture
moins fondante. C'est celui qui est préféré par les grands
gourmets. Enfin, le chocolat à 90 % de cacao ou plus est vraiment
très amer, on ne le déguste donc qu'en très petites
quantités (Pierre, 2007).
Chapitre I Généralités sur la
technologie de chocolaterie

6
I-4-2- Chocolat au lait
Le chocolat au lait (figure 2) est un chocolat qui est obtenu
en ajoutant du lait en poudre ou du lait concentré. Il contient moins de
40% de cacao. La loi américaine exige une concentration minimum de 10%
de cacao (Allirot, 2015).
Les règlementations européennes indiquent un
minimum de 25% de cacao. Il est aussi calorique que le chocolat noir (moins
gras mais plus sucré). Pendant longtemps, il a été
beaucoup plus apprécié et consommé. Cependant on peut
trouver chez certaines enseignes de luxe, des chocolats au lait à 45% de
cacao ou plus. Sa saveur est douce et sa texture est onctueuse. Il ne peut pas
être utilisé en cuisine, car les solides du lait qu'il contient
brûlent à la cuisson (Allirot, 2015).

Figure 2 : Chocolat au lait (Leopold,
2019).
I-4-3- Chocolat blanc
Le chocolat blanc (figure 3) est une préparation
à base de beurre de cacao, additionné de sucre, de lait et
d'arôme, sans aucune composante solide de cacao. Il est surtout
utilisé en confiserie pour jouer sur le contraste des couleurs. Le
chocolat blanc ne contenant pas de cacao solide, il ne répond pas aux
normes de nomenclature du chocolat dans de nombreux pays. Aux
États-Unis, depuis 2004, le chocolat blanc doit contenir au moins 20%
(en masse) de beurre de cacao, au moins 14% de produit laitier et moins de 55%
de produit sucrant comme le sucre. Dans les pays de l'Union Européenne,
le chocolat blanc doit contenir au minimum 20% de beurre de cacao et au moins
14% de produit laitier. Pour que le chocolat blanc soit brillant, il faut le
tabler à des températures plus basses que le chocolat noir. Soit
à 43°C, 26°C puis 30°C, afin qu'il soit brillant au
moment du moulage (Drothé, 2015).

Chapitre I Généralités sur la
technologie de chocolaterie

7
Chapitre I Généralités sur la
technologie de chocolaterie

8
Figure 3 : Chocolat blanc (Fressenel,
2018).
I-4-4- Chocolat de couverture
Le chocolat de couverture (figure 4) est un chocolat de
très bonne qualité qui est utilisé par les chocolatiers et
les pâtissiers comme matière première. Il peut être
noir ou au lait, mais il contient au moins 32% de beurre de cacao, ce qui le
rend très fluide pour réaliser un enrobage plus fin qu'un
enrobage classique (Onorato, 2016).

Figure 4 : Chocolat de couverture
(Bazet, 2020).
I-4-5- Chocolat d'imitation
La dénomination « chocolat d'imitation » et
« substitut de chocolat » est adoptée par le Codex
Alimentarius (1995).
Ce sont des produits qui ressemblent à du chocolat mais
ne répondent pas à la définition du chocolat telle que
définie par la législation. Cela est généralement
dû aux types de graisse utilisés dans le produit. Ils contiennent
moins de beurre de cacao que le chocolat et plus de graisse
végétale alternatives lauriques ou non lauriques (Lillah
et al., 2017 ; Tablot, 2011).
I-5- Classification des chocolats
Selon Tixier (2008), il existe une grande
diversité de chocolats qui permet de répondre à la
variété des goûts des consommateurs, on cite :
I-5-1- Les barres chocolatées
En 1920, la première barre chocolatée fait son
apparition grâce à son inventeur John Mars qui la commercialise
sous son propre nom. Ainsi, de nombreux concurrents viennent le seconder sur le
marché mondial (Traband, 1997).
En linguistique, la tablette de chocolat consiste en un
chocolat moulé commercialisé sous la forme rectangulaire et
divisée en plusieurs rangées. Généralement, ces
dernières sont vendues séparément et sont par
conséquent appelées barres de chocolat. Dans le cas où la
barre contient une quantité dominante d'autres ingrédients
(fruits, céréales, noisettes, crèmes, etc.), il convient
normalement de préférer le terme barre chocolatée
(Bonniaud, 2017).
Enrobées de chocolat, elles sont fourrées de
caramel (figure 5), crème, céréales, biscuits....
(Traband, 1997).

Figure 5 : Une barre chocolatée
fourrée de caramel (Bonniaud, 2017).
I-5-2- Les tablettes de chocolat
Il existe plusieurs sortes de tablettes :
o Les tablettes de chocolat noir ;
o Les tablettes de chocolat au lait ;
o Les tablettes de chocolat blanc ;
o Les tablettes de chocolat aux noisettes, au riz
soufflé... ;
o Les tablettes de chocolat fourré à la pâte
d'amande, à la nougatine.... (Talbot, 2014).
I-5-3- La confiserie de chocolat
Cette catégorie de chocolat est très
variée et englobe tous les produits fabriqués avec du chocolat en
association avec d'autres ingrédients : noisettes, raisins, liqueur,
cacahuètes.... On y trouve aussi, les bonbons de chocolat, les
bouchées, les rochers, les moulages et billes de chocolat, les chocolats
de Noël et de Pâques.... (Talbot, 2014).
I-5-4- La poudre de cacao
Utilisées pour la préparation de boissons
chaudes ou froides, de petits déjeuners instantanés et de
desserts (Jahurul et al., 2016).
Chapitre I Généralités sur la
technologie de chocolaterie

9
On distingue :
o Les poudres de cacao ;
o Le chocolat en poudre ;
o Les poudres chocolatées (malt...) (Jahurul et
al., 2016).
I-5-5- Les pâtes à tartiner
Elles sont obtenues en mélangeant la pâte de
cacao avec des noisettes, de sucre, de la poudre de cacao et des
matières grasses (Jahurul et al., 2016).
I-6- Ingrédients
I-6-1- Masse de cacao
Masse de cacao (pâte de cacao) est la matière
première de tous les produits à base de cacao, elle est obtenue
par broyage des fèves de cacao torréfiées et
concassée, elle contient de 45 % à 60 % de matière grasse,
la masse est un produit utilisé pour la fabrication du chocolat soumise
à la pression, elle fournit d'une part le beurre de cacao et d'autre
part, les tourteaux servant à la fabrication de la poudre de cacao.
C'est donc un produit semi-fini important (Graille, 2003).
I-6-2- Beurre de cacao
Le beurre de cacao est une matière grasse
végétale issue de la pression des fèves de cacao pour
obtenir la poudre de cacao. Sa couleur va du jaune ivoire au brun. Il entre
dans la composition du chocolat (Bryselbout et Fabby,
2003).
I-6-3- Poudre de cacao
Elle est définie comme étant le tourteau de
cacao obtenu par pression hydraulique et transformé en poudre par un
procédé mécanique (Bryselbout et Fabby,
2007).
I-6-4- La poudre de lait
La composition lactée est le lait ou une
matière provenant de la déshydratation partielle ou
entière de lait partiellement ou entièrement
écrémé (lait 0 %, lait 26%). Le lait est un produit
élaboré par les glandes mammaires des femelles de
mammifères après la naissance du jeune. Il a été
défini en 1908 au cours du congrès international de la
répression des fraudes à Genève comme étant : le
produit intégral de la traite total interrompue d'une femelle
laitière bien portante, bien nourrie et non surmenée, ne
comportant pas de colostrum (Debry, 2001).
I-6-5- Le sucre
La taille finale des cristaux de sucre dans un chocolat de
qualité est de 25 um à 30um dans un chocolat fondu, le saccharose
qui représente environ 50 à 55 % de la masse totale contribue
Chapitre I Généralités sur la
technologie de chocolaterie

10
pour 70 % environ des particules. La partie non grasse du
cacao ne contribue que pour 30 % des particules solides du chocolat. Ce sucre
est ajouté à la pâte de cacao sous forme de sucre glace de
taille environ vers 20um, lequel nécessitent un broyage
(Graille, 2003).
I-6-6- Agent émulsifiant
Les agents émulsifiants sont des composés
amphiphiles dont la structure renferme à la fois des fonctions
hydrophiles et des fonctions lipophiles. Ceci leur permet, en se plaçant
à l'interface huile/eau, de stabiliser les émulsions
thermodynamiquement instables (Shurtleff et Aoyagi, 2016)
Comme produit émulsifiant, on cite la Lécithine
de soja (lécithine utilisée). C'est un produit oléagineux
extrait des graines de soja, il s'agit donc d'un produit naturel. La
lécithine est utilisée comme agent émulsifiant dans le
chocolat sur les particules solides (de sucre, lait en poudre et matière
sèche de la pâte de cacao) pour les dissoudre et les
mélanger au beurre de cacao. Son dosage varie entre 0 et 0,5 %. Dans le
chocolat, la lécithine est le seul agent autorisé par la loi
(Shurtleff et Aoyagi, 2016).
I-6-7- Arômes
Par rapport à l'arôme, le néologisme
« aromatisant » peut se définir comme étant une
substance ou préparation ajoutée à un aliment (ou à
une boisson) pour lui conférer un nouvel arôme ou modifié
celui qui existait (Juabert, 1998).
Parmi les arômes utilisés à la
chocolaterie, on cite la vanilline ou vanille synthétisée qui est
l'aromatisant le plus couramment utilisé dans le chocolat et la
vanilline qui rend le goût de cacao plus agréable au palais
(Juabert, 1998).
I-7- La fabrication du chocolat
Le chocolat est un mélange de différents
ingrédients qui varient selon le type de chocolat que l'on veut obtenir
(Tableau 1) (Missonnier et Caldefie-Chézet, 2012).
Tableau 1 : Obtention des différents
types de chocolat.
Composition du pétrin selon
les
différents chocolats
|
Masse de chocolat
|
Beurre de
cacao
|
Sucre
|
Lait
|
Chocolat noir
|
X
|
X
|
X
|
|
Chocolat au lait
|
X
|
X
|
X
|
X
|
Chocolat blanc
|
|
X
|
X
|
X
|
|
(Missonnier et Caldefie-Chézet,
2012).
Le processus de fabrication des différents types de
chocolat, est résumé dans la figure (6).
Chapitre I Généralités sur la
technologie de chocolaterie
Chocolat Noir
Malaxage
Masse et beurre de
cacao + sucre
Chocolat de Lait
Malaxage
Masse et beurre de
cacao + sucre et lait
Chocolat Blanc
Malaxage
Beurre de cacao +
sucre et lait
|
|
Prébroyage
Broyage
Conchage
Fourrage de
la
crème
(Facultatif)
Tempérage
Moulage
Refroidissement
Conditionnement

11
Figure 6 : Diagramme de fabrication des
différents types du chocolat (Pontillon, 1998).
CHAPITRE II :
GENERALITES SUR LES
CREMES VEGETALES
Chapitre II Généralités sur les
crèmes végétales

13
Chapitre II : Généralités sur les
crèmes végétales
II-1- Généralités
Le développement du domaine des crèmes
laitières reconstituées a ouvert de nouvelles possibilités
dans la formulation des crèmes, et plus particulièrement celle de
la naissance du concept des crèmes végétales (Carr
et Hogg, 2005).
Les crèmes végétales sont des produits
similaires aux crèmes laitières dont la matière grasse
laitière (MGL) est remplacée par la matière grasse
végétale (MGV) (Carr et Hogg, 2005 ; Codex Alimentarius,
codex Stan 192, 1995). L'utilisation d'ingrédients non laitiers
dans leur fabrication interdit la dénomination « crèmes
laitières » qui est alors remplacée par la
dénomination « crèmes végétales »
(Carr et Hogg, 2005).
Aujourd'hui, les crèmes d'imitation ou les
crèmes artificielles ont conquis une grande partie du marché en
raison de leurs nombreux avantages par rapport aux crèmes
laitières (Berger, 1998 ; Shamsi et al.,
2002). Ces crèmes sont réalisées à base de
matières grasses végétales, d'eau, d'émulsifiants,
de stabilisants, de sucres, d'arômes et de protéines telles que le
caséinate de sodium, le lait écrémé et les
protéines de soja (Carr et Hogg, 2005).
Il existe des aspects à la fois économiques et
fonctionnels qui rendent les imitations de crème fouettée plus
favorables que les crèmes à base de lait. Les
crèmes artificielles sont souvent beaucoup moins onéreuses que
les crèmes laitières, ce qui attire à la fois les
fabricants et les consommateurs. Un autre avantage des crèmes est
qu'elles ne présentent aucune variation saisonnière qui se
produit souvent dans les crèmes laitières traditionnelles
(Shim et al., 2004 ; Wan Rosnani et al., 2008).
Les recettes de crèmes d'imitation pouvant être
fabriquées sur mesure, ces produits possèdent souvent de
meilleures propriétés de fouettage, stabilité de la mousse
et stabilité au cycle congélation-décongélation par
rapport aux crèmes laitières (Ennifar, 2006).
En plus des avantages technos fonctionnels et
économiques, certains chercheurs considèrent que les
crèmes végétales peuvent présenter un
intérêt nutritionnel et de santé publique. En effet, un
choix adéquat des MGV pourrait, d'une part, contribuer à un
meilleur apport en acides gras (AG) essentiels (amélioration du profil
en AG des crèmes) (Lim et al., 2010) et
d'autre part, réduire la quantité de cholestérol
(Shim et al., 2004). Aussi, les stérols
végétaux présents dans les crèmes
végétales, connus pour leur effet
hypocholestérolémiant, contribueraient à la diminution du
taux sanguin de cholestérol. De ce fait, plusieurs chercheurs et
industriels ont considéré de plus en plus les crèmes
végétales comme une alternative aux crèmes
laitières traditionnelles (Anihouvi, 2012).
Chapitre I Généralités sur les
crèmes végétales

14
II-2- Naissance et développement des crèmes
analogues (végétales)
Les produits laitiers et dérivés connaissent
une forte demande dans tous les pays en raison de leur vaste application dans
divers produits. En effet, il existe une demande croissante pour au moins un
des composants du lait comme les caséinates et le lait en poudre,
notamment dans les industries de la confiserie, de la boulangerie et de la
pharmacie (Shamsi, 2000).
La faible disponibilité du lait dans les pays en voie
de développement, souvent associée à une
température ambiante élevée, sont les raisons principales
d'une plus grande utilisation des substituts et imitations de produits laitiers
(Shamsi, 2000).
L'origine des substituts des produits laitiers remonte au
19ème siècle par la fabrication de l'oléomargarine et le
fromage fondu. Le nombre et la complexité de ces substituts ont
augmenté avec la technologie croissante et la connaissance
améliorée de la fonctionnalité des divers
ingrédients alimentaires. Généralement, les produits
conçus pour imiter les produits laitiers nécessitent la
même technologie, les mêmes processus et le même
équipement que ceux requis pour les produits laitiers (Harper,
2000).
Les substituts laitiers peuvent être divisés en
trois types :
o Ceux dans lesquels une graisse animale ou
végétale remplace la matière grasse du lait ;
o Ceux qui contiennent un composant laitier, par exemple la
caséine ou la protéine de lactosérum ;
o Et ceux qui ne contiennent pas de composants laitiers.
Les deux premiers types constituent la plupart des produits
laitiers de substitution (Harper, 2000).
La production et la commercialisation de substituts laitiers
reflètent la technologie, l'économie, la législation, la
politique, la nutrition et les habitudes alimentaires. L'importance relative de
ces facteurs varie d'un pays à l'autre et dans les régions d'un
même pays. La pénétration du marché des produits
laitiers d'imitation est probablement la plus forte aux États-Unis. Les
progrès de la technologie de traitement intervenus depuis le
début des années 1940, par l'utilisation
généralisée de l'homogénéisation, le
mélange de fluides et les processus continus, ont
considérablement fait progresser le développement de substituts
laitiers. Il est relativement simple de fabriquer des produits physiquement
stables à partir d'une large gamme de graisses, de protéines et
de glucides. En outre, la consommation croissante de produits de consommation
courante et la diminution de la préparation des repas à domicile
ont incité le consommateur américain à vouloir changer ses
habitudes et ses modèles alimentaires (Harper,
2000).
Dans presque tous les cas, les produits laitiers
synthétiques sont offerts à moindre coût. L'économie
est peut-être le facteur le plus important dans l'acceptation initiale
des produits laitiers d'imitation. Grâce à de meilleures
propriétés techniques, à la capacité de satisfaire
aux exigences
Chapitre I Généralités sur les
crèmes végétales

15
des consommateurs et à une longue durée de
conservation, de nombreux substituts laitiers sont
préférés aux produits laitiers (Harper, 2000 ;
Haisman, 2011).
II-3- Définition et types des crèmes
analogues
Les alternatives à la crème portent plusieurs
noms, tels que « crème analogue », « crème
d'imitation », « crème végétale », «
crème non laitière » et « garniture » mais elles
ont un objectif commun, à savoir offrir certains avantages par rapport
à la crème laitière. Souvent, ces produits sont
fabriqués par traitement UHT et sont commercialisés sous forme
liquide, conditionnés aseptiquement et conservés à
température ambiante (Carr et Hogg, 2005).
Le Codex Alimentarius adopte le terme « crème
analogue » et le définit comme étant « un substitut de
crème consistant en une émulsion eau-graisse
végétale sous forme liquide ou en poudre » (Codex
Alimentarius, codex Stan 192, 1995).
Le tableau 2 classe les différents types de
crèmes analogues selon la teneur en matières grasses
végétales (GSO standard, 2016).
Tableau 2 : Teneur en matière grasse
végétale des crèmes analogues.
Nom du produit
|
Teneur en graisse végétale
|
Crème légère analogue
|
Un minimum de 10% à 18%
limite supérieure
|
Crème analogue (crème de
table)
|
Un minimum de 18%
|
Analogue de crème épaisse
|
Un minimum de 36%
|
Crème concentrée analogue
|
Un minimum de 45%
|
Crème a fouettée analogue ou
destinée a été fouettée
|
Un minimum de 28%
|
Crème à fouetter analogue ou
destinée à être fouettée très
grasse
|
Un minimum de 35%
|
|
(GSO standard, 2016).
II-4- Composition des crèmes
analogues
Les caractéristiques et la stabilité des
produits laitiers d'imitation dépendent largement des
caractéristiques des principaux ingrédients, à savoir les
matières grasses, les protéines et les glucides, ainsi que des
ingrédients fonctionnels mineurs qui stabilisent les systèmes
lipidiques et protéiques (Harper, 2000).
Une formulation type des crèmes analogues est
présentée dans le tableau 3 (Carr et
al.,
2005).
Chapitre I Généralités sur les
crèmes végétales

16
Tableau 3 : Ingrédients typiquement
utilisés dans la formulation des crèmes analogues.
|
Ingrédient
|
% Massique
|
|
Matière grasse, principalement à base de
graisse laurique avec un peu de matière grasse
laitière
|
20 - 35%
|
|
Sucres
|
0 - 25%
|
|
Protéines du lait
|
0,5 - 2,5%
|
|
Emulsifiants
|
0,2 - 1%
|
|
Epaississants
|
0,1 - 0,4%
|
|
Colorants et arômes
|
Facultatif
|
(Carr et al., 2005).
II-4-1- Matières grasses
En usage industriel, les graisses sont
considérées comme solides et des huiles liquides à
température ambiante. Ces dernières sont liquides en raison d'une
teneur plus élevée en acides gras insaturés.
L'hydrogénation convertit les huiles en graisses. Les graisses et les
huiles consistent principalement en une fraction lipidique riche en
triglycérides, qui contient de petites quantités d'autres
lipides, Comme les stérols et les phospholipides. Pour les produits
laitiers d'imitation, les matières grasses sont
généralement choisies pour avoir des plages de points de fusion
faibles et étroites, généralement de 32 à 36
°C (Hartel et al., 2018).
Selon Hartel et al., (2018), les
huiles/graisses principalement utilisées dans les produits laitiers de
substitution sont le coprah hydrogéné, le coton, le soja,
l'arachide, le palmiste et divers mélanges de ces produits. Les corps
gras ayant des points de fusion plus faibles sont généralement
préférés car ceux-ci ont une meilleure texture ou une
meilleure sensation à la bouche.
La sélection de la graisse ou de l'huile est
généralement développée expérimentalement.
La nature chimique et physique des composants du système, l'ordre
d'addition, le cisaillement et la température de traitement
déterminent les interactions finales et la nature du produit
(Harper, 2000).
II-4-2- Protéines
Les protéines sont particulièrement importantes
dans les produits laitiers d'imitation vis-à-vis des
propriétés nutritionnelles et physiques du produit. L'importance
relative de la qualité nutritionnelle de la protéine
dépend du type de produit et de la mesure dans laquelle le produit
contribue à l'apport protéique total d'une population
donnée. Ainsi, la qualité nutritionnelle des protéines est
extrêmement importante dans les substituts de lait et dans les fromages
analogues, mais elle est moins importante dans les garnitures fouettées
(Hartel et al., 2018).
Chapitre I Généralités sur les
crèmes végétales

17
Les protéines contribuent à un certain nombre de
fonctions dans un aliment d'imitation. Celles-ci incluent
l'émulsification, la gélification, la fusion, la liaison à
l'eau et le foisonnement (Relkin et al., 2003).
Les facteurs à considérer dans le choix des
protéines incluent : la qualité nutritionnelle nécessaire,
les fonctionnalités spécifiques nécessaires, la
solubilité /dispersibilité (facilité d'incorporation dans
la formulation), la saveur agréable, et la stabilité dans les
conditions de traitement.
Dans les garnitures fouettées, les
propriétés recherchées sont principalement
l'émulsification et le foisonnement (Granger et al.,
2005b ; Relkin et al., 2003 ; Van Lent et al.,
2008).
Un grand nombre de sources de protéines peuvent
être utilisés dans les substituts laitiers. Celles-ci comprennent
: les protéines animales, comme le lait écrémé sous
forme liquide, condensé ou sèche, caséines,
caséinates et leurs coprécipités, protéines de
lactosérum et les protéines de graines oléagineuses ainsi
que les protéines de poisson (Hartel et al.,
2018).
Les sources de protéines de graines oléagineuses
comprennent les concentrés et isolats de protéines de soja, les
protéines d'arachide, les protéines de graine de coton et les
protéines de graines de tournesol, de colza, de noix de coco et de
sésame.
Les autres sources sont les protéines des feuilles et
des cellules unicellulaires. Parmi les sources de protéines
citées, les protéines de lait et de soja sont les plus
utilisées. L'utilisation des protéines est basée sur la
rentabilité, la saveur, la fonctionnalité et la
disponibilité (Harper, 2000).
II-4-3- Sucre
Le sucre, substance chimique définie sous le nom de
saccharose, présente un ensemble de propriétés
organoleptiques (goût sucré), nutritionnelles et fonctionnelles
qui expliquent son succès en tant que matière première
pour l'industrie agroalimentaire (Holland et al.,
1992).
Le sucre représente environ 4 à 5 % de la masse
totale, et est ajouté à la crème sous forme des cristaux
dont lequel il est nécessaire de passer par un broyage pour l'obtention
d'une crème fine et onctueuse (Southgate, 1978).
II-4-4- Les additifs alimentaires
II-4-4-1- Emulsifiants
Les émulsifiants alimentaires sont principalement des
ester partiels de polyols et d'acides gras ou d'acides organiques
hydrosolubles, obtenus par trans-estérifications entre
triglycérides et glycérol. Ils peuvent être utilisés
comme agent émulsifiant et moussant. Protéines et
émulsifiants
Chapitre I Généralités sur les
crèmes végétales

18
sont à la fois moussants et émulsifiants, leurs
comportements respectifs aux interfaces (figure 7) sont sensiblement
différents (Suman et al., 2009).
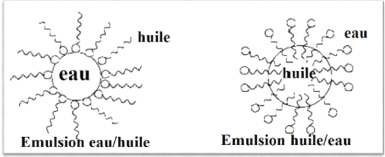
Figure 7 : Représentation
schématique de l'adsorption d'un émulsifiant (Suman et
al., 2009).
Un émulsifiant est une molécule qui a à
la fois des composants hydrophobes et hydrophiles sur la même
molécule. En tant que molécule capable de faire le pont entre les
phases, aqueuse et huileuse, un émulsifiant peut conférer une
stabilité à deux phases qui ne se mélangeraient
normalement pas ensemble (Hartel et al., 2018).
Les émulsifiants jouent plusieurs rôles
importants dans les crèmes, ils jouent en effet un rôle essentiel
dans le contrôle de la viscosité du produit. De plus, ils peuvent
agir comme inhibiteurs de la prolifération bactérienne
(Hartel et al., 2018).
II-4-4-2- Les épaississants
Selon Harper (2000), Les épaississants
sont utilisés dans les produits laitiers de substitution pour l'une des
raisons suivantes : assurer un contrôle de la viscosité et
améliorer la sensation en bouche, améliorer les
propriétés de foisonnement des produits fouettés, former
un colloïde protecteur pour stabiliser les protéines lors du
traitement thermique, modifier la surface des globules gras afin de minimiser
la séparation de la matière grasse, fournir une stabilité
acide aux systèmes protéiques, augmenter la stabilité
à la congélation-décongélation et pour fournir les
caractéristiques de fonte souhaitées aux fromages analogues.
Les épaississants peuvent être classées
comme neutres et acides, à chaîne droite ou ramifiée,
gélifiantes et non (Harper, 2000).
II-4-4-3- Les stabilisants
Selon Leal-Calderon et al., (2007),
Les citrates et les phosphates sont utilisés dans les produits laitiers
de substitution pour un ou plusieurs des objectifs suivants : modifier le
pouvoir tampon, améliorer la stabilité des protéines aux
ions calcium, ainsi que leur stabilité thermique.
Chapitre I Généralités sur les
crèmes végétales

19
II-4-4-4- Colorants
Un colorant est une substance chimique colorée capable
de transmettre sa coloration à d'autres corps, elle est ajoutée
à la crème en petite quantité pour lui donner de la
couleur (Abdelmalk, 2003).
II-5- Caractérisation des crèmes
II-5-1- Granulométrie
Comme dans toute émulsion, la taille des gouttelettes
dispersées (granulométrie) est un paramètre clé de
la caractérisation des crèmes car il présente un impact
non négligeable, d'une part, sur les propriétés
physico-chimiques, telles que la rhéologie et la stabilité, et
d'autre part, sur les propriétés sensorielles, telles que la
texture et la couleur des crèmes comme le suggèrent les travaux
de McClements (1999).
La mesure de la taille des gouttelettes lipidiques
présentes dans les crèmes peut s'effectuer à l'aide de
différentes techniques telles que la microscopie, l'extinction
ultrasonique, etc. (Canselier et Poux, 2004). Les facteurs
pouvant influencer la granulométrie des crèmes incluent aussi
bien les paramètres liés à la formulation que ceux
liés au procédé d'émulsification (Hartel et
al., 2018).
II-5-2- Rhéologie
La détermination des propriétés
rhéologiques des produits alimentaires est d'une grande importance car
elle permet de prévoir leur comportement mécanique non seulement
au cours des différentes étapes de l'élaboration de
l'aliment, mais également au cours de son stockage. En outre, les
propriétés rhéologiques sont à l'origine des
comportements perçus lors de l'évaluation sensorielle de la
texture. La rhéologie des crèmes est mesurée au moyen de
viscosimètres (Scher, 2006).
II-5-3- Stabilité
Les agents stabilisants sont habituellement utilisés
dans la formulation des crèmes pour augmenter la viscosité des
crèmes et donc leur stabilité. Ceci à travers
l'augmentation de la viscosité de leur phase aqueuse (Curt, 1994
; Tadros, 2004).
Différentes méthodes peuvent être
utilisées pour la caractérisation de la stabilité
cinétique des crèmes : action de la gravité, mesures des
teneurs en matières grasses, conductimétrie, etc. (Curt,
1994).
II-5-4- Aptitude au foisonnement et stabilité des
crèmes foisonnées
Chapitre I Généralités sur les
crèmes végétales

20
Les propriétés physiques (taille de
gouttelettes, viscosité, stabilité) des mix utilisés pour
élaborer des crèmes foisonnées ont un impact significatif
sur leur aptitude au foisonnement ainsi que leur stabilité et leur
texture (Stanley et al., 1996).
L'application d'un cycle thermique de fusion
partielle/cristallisation aux crèmes foisonnées permet
d'augmenter considérablement leur fermeté et d'améliorer
leur stabilité physique dans le temps (Riaublanc et
al., 2005).
II-6- Les principales utilisations industrielles de la
crème
La crème est largement utilisée dans l'industrie
agro-alimentaire. Les principaux secteurs
sont :
o Chocolaterie : Elle est utilisée
dans certaines formulations, notamment les fourrages au chocolat ;
o BVP (Boulangerie, Viennoiserie, Pâtisserie) :
Elle est utilisée en pâtisserie dans les fourrages.
Principalement pour le goût et le pouvoir émulsifiant (notamment
dans les crèmes fouettées et les mousses) ;
o Produits laitiers frais : Elle est
utilisée dans une grande partie des produits : crèmes desserts et
desserts lactés, fromages frais à tartiner, crèmes
glacées...La matière grasse de la crème rend l'aspect
moelleux et rentre dans l'amélioration de la flaveur ;
o Biscuiterie : Elle se retrouve dans les
fourrages ou dans le biscuit ;
o Plats préparés, soupes et potages :
les crèmes sont utilisées pour leur goût et leur
propriété liante (Servajean, 2016).
II-7- Propriétés fonctionnelles de la
crème et leurs avantages en fonction des applications
industrielles
o Sensations gustatives : exhausteur de
goût et de saveurs et rehausseur d'arômes (Servajean,
2016).
1' La maturation rend la crème plus
aromatique (transformation du citrate en diacétyle par les Leuconostoc)
;
1' La taille des globules gras en suspension
permet une fonte rapide de la matière grasse (Servajean,
2016).
o Apport de texture : viscosité riche
et veloutée due notamment à l'étape
d'homogénéisation de la crème, ce qui est parfait pour les
potages et les sauces (Servajean, 2016).
o Propriétés émulsifiantes :
les protéines de la crème facilitent
l'émulsification, l'aération, le moussage et le foisonnement
(Servajean, 2016).
o
Chapitre I Généralités sur les
crèmes végétales

21
Propriétés blanchissantes :
ü Effet de blanchiment ;
ü Pouvoir colorant lié aux globules gras et
caséines qui diffusent la lumière (Servajean,
2016).
o Brunissement des aliments cuits : par les
réactions de Maillard entre les protéines et le lactose contenus
dans la crème (Servajean, 2016).
II-8- Procédés de fabrication des
crèmes analogues
La base de crème est la nouvelle crème
multi-usages, apte pour toutes les utilisations en pâtisserie et dans la
cuisine. C'est une base à utiliser comme ingrédient à
fouetter, remplir et décorer. Elle a un goût de lait et
très délicate et très agréable au palais avec un
bon rendement et facile à traiter (Ferioli et al.,
2008).
La phase principale de mélange est l'agitation qui
doit casser et émulsionner la matière grasse. Le produit sera
donc stérilisé à 140°C (UHT) et envoyé
à une conditionneuse aseptique. Alternativement, ces produits peuvent
être pasteurisés et congelés (Ferioli et
al., 2008).
La figure 8 présente les étapes de fabrication des
crèmes analogues (Ferioli et al., 2008).
Chapitre I Généralités sur les
crèmes végétales
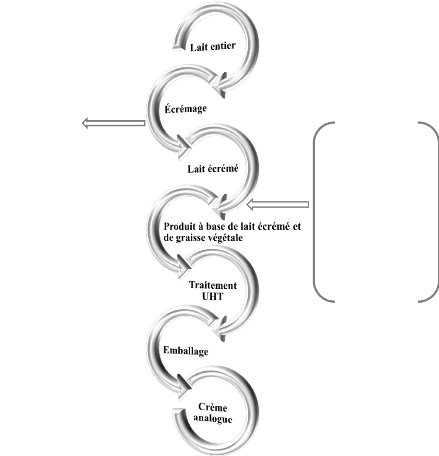
Addition de :
- Graisse végétale ;
- Protéines de lait ;
- Sucre ;
- Arome naturel ;
- Stabilisants ;
- Emulsifiants.
Graisse du lait

22
Figure 8 : Processus de fabrication des
crèmes culinaires analogues (Ferioli et al.,
2008).
CHAPITRE III :
ADDITIFS ALIMENTAIRES
(CAS DES COLORANTS
ALIMENTAIRES)
Chapitre III Additifs alimentaires (Cas des colorants
alimentaires)

24
Chapitre III : Additifs alimentaires (Cas des colorants
alimentaires)
III- Les colorants alimentaires
III-1- Généralités
La croissance de la population mondiale et l'accroissement de
la demande des aliments représentent le plus grand défi
technologique de notre époque. Par conséquent, l'utilisation de
substances qui préservent la qualité et diminuent les pertes des
aliments est d'importance capitale.
Vu les transformations qu'ils subissent industriellement, la
plupart des aliments produits deviennent insipides, d'un aspect peu engageant,
d'une valeur nutritive réduite, et d'une conservation limitée.
Les industriels recourent alors aux additifs alimentaires afin de rendre
commercialisables ces produits (Vobecky, 1982).
Les additifs alimentaires sont généralement
utilisés dans les produits alimentaires traités dans le but
d'améliorer l'aspect, la saveur, le goût, la couleur, la valeur
nutritive, et la conservation, du fait que l'aspect visuel est un facteur
important pour la sélection du produit par les consommateurs
(Benaissa, 2011).
Près de 60% des additifs alimentaires consistent en
des colorants, des agents d'aromatisation et autres, augmentant l'attrait des
denrées pour le consommateur (Benaissa, 2011).
Au milieu du siècle dernier, tous les colorants
ajoutés aux aliments étaient d'origine naturelle, comme exemple :
le safran, l'oseille, le rouge de betteraves, la cochenille, le caramel, le
curcuma et autres. L'emploi de ces dérivés naturels a
reculé avec le développement des colorants synthétiques
qui sont plus stables et moins chers (Gallen et Pla, 2013).
Les colorants alimentaires synthétiques constituent
une classe d'additifs, essentielle pour l'industrie alimentaire dans la
conquête du marché (Clydesdale, 1993).
Les colorants sont ajoutés pour donner une couleur
à une denrée alimentaire ou à lui redonner sa couleur
naturelle. Leur usage est réglementé par une législation
stricte et rigoureuse. En effet, le premier sens du consommateur
sollicité lors du choix d'un aliment est la vue, ce qui explique que la
couleur est une caractéristique importante dans le choix des aliments
(Amin et al., 2010).
III-2- Historique
Les premiers colorants connus sont ceux qui ont
été utilisés dans les grottes de Lascaux.
Ils datent du Paléolithique (vers 15 000 av Jésus
Christ). C'étaient des colorants naturels (pigments minéraux et
autres). Ainsi :
o 1500 avant Jésus Christ : les
Égyptiens utilisaient comme colorants : du safran, du pastel et de la
garance (Multon, 2009).
o
Chapitre III Additifs alimentaires (Cas des colorants
alimentaires)

25
Avant 1850 : les colorants alimentaires
étaient d'origine naturelle (le safran, le curcuma, le rouge de
betterave et autres). Les premiers colorants artificiels datent donc de la
seconde moitié du XIXème siècle (Multon,
2009).
o En 1856 : le chimiste Anglais William
Perkin a synthétisé la mauvéine, premier colorant
artificiel, Le procédé de synthèse était
basé sur l'oxydation de l'Allyltoluidine (qui est un
dérivé du pétrole). Ce colorant fut nommé pourpre
aniline (ou mauvéine). Il fut utilisé dans la coloration des
textiles (Barka, 2008).
o En 1859 : le Français Verguin
effectua la synthèse de la fuchsine (rouge magenta) à partir de
la toluidine. D'autres colorants seront obtenus à partir de ce colorant
;
o En 1882 : la jaune quinoléine fut
le premier colorant alimentaire à être synthétisé
;
o En 1912 : devant la multiplication des
substances proposées, l'idée de la liste positive fait son chemin
et est adoptée en France (Multon, 2009).
Ainsi, des efforts ont été consentis dans le
but d'établir une classification des différents colorants :
o En 1924 : la classification C.X Rose Colore
Index est apparue ;
o En 1962 : de nombreux amendements viennent
modifier cette liste, à cause de problème toxicologiques, qui
entraînent notamment l'interdiction du jaune de beurre ;
o En 1963 : la Communauté Economique
Européenne (CEE) propose une liste de colorants qui est adoptée.
Elle comporte 38 colorants d'origine variée mais dont la pureté
est définie en France ;
o En 1977 : sur recommandation de la CEE,
neuf colorants sont retirés de la liste des additifs autorisés,
pour cause de dossier toxicologique incomplet (Chrysoïne S, jaune solide,
orange GGN, orseille, écarlate GN, ponceau 6 R, bleu anthraquinonique,
noir 7984, terre d'ombre brûlée) ;
Depuis, la législation européenne a encore
évolué. La dernière phase de proposition du Parlement
Européen sur les colorants fut émaillée par le
dépôt de plus de cent amendements en première lecture par
les socialistes et les écologistes, réclamant des restrictions
plus sévères sur l'emploi de ces substances et l'interdiction
totale d'un certain nombre d'entre eux ;
Sous la pression de l'industrie agro-alimentaire, la
moitié des amendements fut supprimée ;
o En Juin 1993 : la directive sur les
colorants a été adoptée., les pays de la communauté
Européenne ont intégré les colorants dans la
classification générale des additifs. Ils sont
numérotés de100 à199 et sont précédés
des deux lettres CE (Multon, 2009).
Chapitre III Additifs alimentaires (Cas des colorants
alimentaires)

26
III-3- Définition
Un colorant est une substance colorée qui interagit
avec le milieu dans lequel elle est introduite, et le colore en s'y dissolvant
et/ou dispersant. Cette propriété de teindre résultant
d'une affinité particulière entre le colorant et la fibre, est
à l'origine des principales difficultés rencontrées lors
des procédés de teinture. Selon le type d'application et
d'utilisation, les colorants synthétiques doivent répondre
à un certain nombre de critères afin de prolonger la durée
de vie des produits colorés sur lesquels ils sont appliqués :
résistance à l'abrasion, stabilité photolytique des
couleurs, résistance à l'oxydation chimique (notamment les
détergents) et aux attaques microbiennes (Pagga et Brown, 1986 ;
Zawlotzki Guivarch, 2004).
Les matières colorantes se divisent en deux grands
groupes définis par la norme DIN 55944 :
1' Colorant : matière
colorante soluble dans les solvants et les substrats.
1' Pigment : matière
colorante insoluble dans les solvants et les substrats.
De ces définitions, il résulte que les
colorants et les pigments sont donc deux termes à ne pas confondre
lorsque l'on parle de matières colorantes, les colorants se distinguent
des pigments du fait qu'ils sont solubles dans le milieu d'application, l'eau,
alors que les pigments, insolubles, sont mis en suspension dans un liant
organique comme de l'huile ou de la gomme, permettant ainsi de colorer le
support.
Les matières colorantes se caractérisent par
leur capacité à absorber les rayonnements lumineux dans le
spectre visible (365 à 750 nm) (Defosse, A 3233), la
transformation de la lumière blanche en lumière colorée
par réflexion sur un corps, ou par transmission ou diffusion,
résulte de l'absorption sélective d'énergie par certains
groupes d'atomes appelés chromophores (Zawlotzki Guivarch, 2004)
; la molécule colorante étant le chromogène.
Les chromophores sont des groupes aromatiques,
conjugués, comportant des liaisons non-liantes ou des complexes de
métaux de transition. D'autre groupes d'atomes du chromogène
intensifient ou changent la couleur due au chromophore dit « auxochromes
» (Miocque et al., 1982 ; Winnacker et Kucheler,
1968).
Plus la facilité du groupe chromophore à donner
un électron est grande, plus la couleur sera intense. Le Tableau 4
classe les groupes chromophores par intensité décroissante.
Tableau 4 : Principaux groupes chromophores et
auxochromes.
Groupements chromophores
|
Groupements auxochromes
|
Azo (-N=N-)
|
Amino (-NH2)
|
Nitroso (-NO ou -N-OH)
|
Méthylamino (-NHCH3)
|
|
Chapitre III Additifs alimentaires (Cas des
colorants alimentaires)

27
Carbonyl (>C=O)
|
Diméthylamino (-N(CH3)2)
|
Vinyl (-C=C-)
|
Hydroxyl (-HO)
|
Nitro (-NO2 ou =NO-OH)
|
Alkoxyl (-OR)
|
Sulphure (>C=S)
|
Groupements donneurs d'électrons
|
|
(Barka, 2008 ; Wawrzkiewicz et Hubicki, 2015 ; Zhenwang
et al., 2000).
De manière générale, les colorants
consistent en un assemblage de groupes chromophores, auxochromes et de
structures aromatiques conjuguées (cycles benzéniques,
anthracène, térylène, etc.), et de groupe autochrome
donneur d'électrons (amino, hydroxy, alkoxy...), (Zhenwang et
al., 2000).
Les principaux modes de classification des colorants
reposent, soit sur leurs méthodes d'application aux différents
substrats, soit sur leur constitution chimique. Leur noyau aromatique leur
confère une grande stabilité à la chaleur et aux
variations du pH. On dénombre environ 8000 colorants synthétiques
chimiquement différents, répertoriés sous 40000
dénominations commerciales. Ils sont soumis à une
législation précise qui régit leur utilisation en
agro-alimentaire (Multon, 2002).
Les colorants alimentaires sont testés par
différents organismes à travers le monde qui donnent parfois des
avis différents sur leur innocuité. Aux États-Unis,
l'acronyme « FD&C », indique que l'additif est approuvé
comme colorant alimentaire, pour les médicaments et les
cosmétiques, tandis que l'Union européenne utilise le
préfixe E (Journal officiel n° 197/EU, 1994) suivi
du numéro international. Le chiffre 1 pour les centaines (E1xx) indique
que l'additif est un colorant. Les dizaines et unités indiquent la
teinte.
III-4- Nature des colorants alimentaires
Il existe différents types de colorants alimentaires
autorisés en alimentation :
o Les colorants naturels ;
o Les colorants de synthèse fabriqués par
l'industrie chimique qui comprennent :
1' Les colorants « identique nature
» (qui existent dans la nature, mais produits industriellement) ;
1' Les colorants artificiels (qui n'ont pas
d'équivalent dans la nature) (Weghe, 2011/2012).
III-4-1- Les colorants naturels
Chapitre III Additifs alimentaires (Cas des colorants
alimentaires)

28
Les colorants naturels sont des colorants provenant de la
nature elle-même (végétaux, animaux, ...), à
l'exception de la cochenille (isolée à partir de corps
desséchés de la femelle Coccus Cacti) (Weghe,
2011/2012).
Ils sont extraits de denrées telles que la betterave,
le paprika, les carottes, etc... Ce sont des colorants
généralement liposolubles, ils se stockent dans les graisses, ils
s'éliminent donc moins facilement que les colorants artificiels
autorisés qui eux sont tous hydrosolubles. Les colorants naturels sont
souvent chers, peu stables et moins efficaces que les autres colorants, mais
ils ont l'avantage de poser peu de problèmes pour la santé. Ils
sont aussi identifiés grâce à leur numéro E100
à 199 (Weghe, 2011/2012).
Exemple : Caroténoïdes (E 160a
à E 160f)
Les caroténoïdes sont des pigments
naturels, très largement répandus dans la nature, et
possédant des teintes brillantes : jaune, orange, rouge de nombreux
fruits comestibles (citrons, pêches, abricots, oranges, fraises, cerises,
tomates...), de légumes (carottes), de champignons (girolles), d'animaux
(oeufs, homards, langoustes, poissons divers...) (Weghe,
2011/2012).
Le f3 -carotène est sans doute le
plus connu de tous les caroténoïdes. Il est insoluble dans l'eau et
l'éthanol, légèrement soluble dans les graisses
végétales. Il a une activité vitaminique A (figure 9)
(Weghe, 2011/2012).
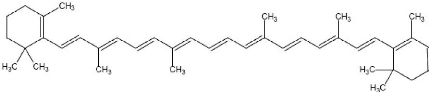
Figure 9 : Structure chimique de Le
f3 -carotène (Heakal, 2013).
III-4-2- Les colorants de synthèses
Les colorants alimentaires synthétiques sont
créés industriellement par l'homme ; soit ils sont des copies
conformes de colorants naturels, soit ils n'existent pas dans la nature. Ils
ont pris une place de plus en plus importante et ont fini par supplanter les
colorants naturels (dont la plupart sont encore utilisés aujourd'hui).
Ces derniers sont sensibles à la lumière, à
l'oxygène ou à l'action des microorganismes. Les colorants de
synthèse, qui sont plus stables, ont une durée de vie plus longue
et une coloration plus forte, ce qui permet de les utiliser à des
quantités relativement faibles.
Chapitre III Additifs alimentaires (Cas des colorants
alimentaires)

29
Un autre avantage, c'est qu'ils sont moins coûteux et
peuvent être fabriqués en grandes quantités (Weghe,
2011/2012).
Leur stratégie de fabrication repose sur deux principes
simples :
o La conjugaison des doubles liaisons, qui
doit être aussi large que possible, c'est à dire concerner autant
de liaisons doubles (ou de cycles aromatiques). C'est la seule méthode
existant pour permettre aux transitions énergétiques les plus
probables de se situer dans un domaine optique appartenant au visible, et non
à l'ultraviolet ;
o La solubilité dans l'eau est
très souvent un paramètre important. A priori difficile à
atteindre, dans la mesure où la recherche de fortes conjugaisons irait
plutôt dans le sens de la production d'une molécule lipophile,
mais résolu par adjonction de groupements ionisés sur la
molécule ;
o L'innocuité relative, qui doit
prendre en compte la toxicité élevée de certains produits
de métabolisation (tout particulièrement les
dérivés de l'aniline C6H5NH2). Paradoxalement, ce sont le plus
souvent de très anciens colorants (Weghe,
2011/2012).
Exemple : Erythrosine (SIN 127)
C'est un colorant rouge dont l'emploi est limité, la
présence d'iode étant suspectée (figure 10) de provoquer
des intolérances. Utilisé pour les fruits rouges en conserve, les
légumes transformés, soupes en sachet, et les boissons. Le rouge
allura AC (SIN 129) peut être utilisé comme alternative
(Multon, 2009).
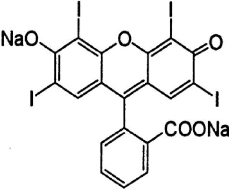
Figure 10 : Structure chimique
d'érythrosine (SIN 127) (Gaffron, 2012).
III-4-2-1- Les colorants naturels modifiés

30
Chapitre III Additifs alimentaires (Cas des colorants
alimentaires)
Obtenus à partir de colorants naturels, et les
colorants de synthèse, identiques aux naturels, ils sont relativement
plus dangereux pour la santé. Ils sont souvent fabriqués en
utilisant des solvants chimiques ; si ces derniers ne sont pas efficacement
éliminés, ils pourraient être à l'origine de
problèmes de toxicité (Beutler, 2011).
Exemple : Chlorophylline cuivrique (E141)
Les complexes cuivriques (E 141) sont des composés
artificiels obtenus par un "enrichissement" chimique au cuivre qui, en
repoussant le magnésium d'origine, confère au produit fini une
plus grande stabilité et ils donnent une couleur verte
(Bahnemann et al., 2007).
III-4-2-2- Les colorants artificiels
Ce sont des additifs qui n'existent pas dans la nature et qui
sont entièrement fabriqués chimiquement. Ils sont
généralement moins chers, offrent une plus grande
variété de couleurs, sont disponibles en grandes quantités
et sont plus stables que les colorants naturels (Beutler,
2011). Exemple : Tartrazine (E102)
Colorant artificiel (figure 11), jaune azoïque provoque
une hyperactivité, asthme, troubles de la vue, insomnies, il pourrait
être cancérigène, il manifeste une résistance
microbienne aux antibiotiques, et utilisé dans plusieurs aliments tels
que les boissons, merguez, bonbons, gâteaux, médicaments, ...
(Beutler, 2011).
Figure 11 : Structure chimique de la
Tartrazine (SIN 102) (Gaffron, 2012). Le tableau 5
donne la classification des différents colorants :
Tableau 5 : Classification des
différents colorants.
Couleurs
|
Colorant
|
Origine
|
Code UE
|
JAUNE
|
Curcumine
|
Naturelle
|
E 100
|
|
Riboflavine
|
Naturelle ou de synthèse
|
E 101
|
|
Tartrazine
|
Synthèse
|
E 102
|
|
Jaune de quinoléine
|
Synthèse
|
E 104
|
|

31
Chapitre III Additifs alimentaires (Cas des colorants
alimentaires)
ROUGE
|
Cochenille
Azorubine
Ponceau
|
Naturelle
Synthèse
Synthèse
|
E 120
E 122
E 124
|
BLEU
|
Bleu patenté V
Indigotine
|
Synthèse
Synthèse
|
E 131
E 132
|
VERT
|
Chlorophyles et chlorophyllines
Leurs complexes
cuivriques
Vert S
|
Naturelle
Naturelle
Synthèse
|
E 140
E 141
E 142
|
BRUN
|
Caramel Ammoniacal
Caramel sulfite ammoniacal
|
Naturelle avec étape chimique
Naturelle avec
étape chimique
|
E 150c
E 150d
|
BLANC
|
Oxyde de titane
|
Synthèse
|
E 171
|
|
(AESA, 1993).
III-5- Stabilité des colorants alimentaires
Les colorants alimentaires les plus sensibles sont les
pigments naturels dont la stabilité sera conditionnée par la
composition de l'aliment, le procédé de fabrication
utilisé, l'emballage et la date limite de consommation.
Les principaux facteurs intervenants sont donnés par le
(tableau 6).
Tableau 6 : Les facteurs qui influencé
sur les colorants alimentaires.
Facteurs
|
Effets
|
Solutions éventuelles
|
Lumière
|
Décoloration
|
Conservation a labri de la lumière
|
pH
|
- Dépôts à pH bas ;
- Changements de couleur
|
Micro encapsulation
|
Chaleur
|
Pas de changement de couleur
|
/
|
Oxydations
|
- Dégradations ; - Décolorations
|
- Micro encapsulation ;
- Antioxydants (acide ascorbique, BHA, BHT)
|
Métaux
|
- Dégradation ;
- Dépôts de calcium
|
Agents chélatants (séquestrants)
|
SO2
|
Décoloration
|
Limiter l'emploie de SO2, le remplacer par d'autres
antioxydants
|
|
(Capon et al., 1996).
III-6- Rôle des colorants alimentaires
Chapitre III Additifs alimentaires (Cas des colorants
alimentaires)

32
Bien qu'ils soient utilisés en microquantités,
les colorants alimentaires jouent un rôle unique dans l'acceptation des
aliments par le consommateur.
En effet, la première appréciation d'un aliment
par le consommateur est liée à sa couleur. L'expérience
nous apprend à associer la couleur à la qualité et aux
propriétés sensorielles d'un produit. L'apparence d'un aliment
influence notre perception de son goût, de son arôme et de sa
texture et par conséquent joue un rôle majeur dans notre
plaisir.
Etant donné que les colorants influencent notre
perception des aliments, on les rajoute afin
de :
o Restituer l'apparence originale d'un aliment dont la
couleur a été dégradée au cours d'un
procédé ;
o Garantir l'uniformité de la coloration en
dépit des variations naturelles de l'intensité de couleur ;
o Intensifier la couleur naturelle d'un aliment lorsque le
consommateur associe une couleur plus soutenue avec un type de goût ;
o Protéger l'arôme et les vitamines sensibles
à la lumière durant le stockage, par un effet d'écran ;
o Assurer une garantie visuelle de qualité
(Gallen et Pla, 2013).
III-7- Incorporation de colorants dans la crème
Un colorant alimentaire est défini comme toute
substance qui n'est pas habituellement consommée en tant que
denrée alimentaire en soi et non utilisée comme ingrédient
caractéristique de la crème, qu'elle ait ou non une valeur
nutritive, et dont l'addition intentionnelle à la denrée
alimentaire est dans un but technologique ou organoleptique
(amélioration de la couleur ou bien récupération de la
couleur originale) (Deosarkar et Khedkar, 2016).
Le colorant en poudre est particulièrement
adapté pour teindre la crème. Il convient pour toutes les
applications sucrées et salées : sauces, boissons, crèmes,
condiments, pâtisseries, glaces, ou confiseries. Ils sont solubles dans
l'eau, on parle de colorants hydrosolubles. Ils ont l'avantage de ne pas «
détendre » une préparation comme un colorant liquide. Le
colorant en poudre est ajouté à une quelconque étape de la
fabrication (après l'obtention de la crème, il est
recommandé de le diluer dans un peu d'eau tiède avant
incorporation). On obtient à la fin une crème avec la couleur
désirée qui va être appréciée par le
consommateur (Deosarkar et Khedkar, 2016).
CHAPITRE IV :
MATERIEL ET METHODES
Chapitre IV Matériel et
méthodes

34
IV-1- Objectif du travail
Les industries de chocolaterie telles que chocolaterie
Algérie « BIMO » de Bab Ali sont concernées par la
stabilité de leurs produits.
L'objectif principal de notre travail est d'étudier la
stabilité des colorants alimentaires dans la crème
utilisée pour le fourrage du chocolat, par le suivi de la
stabilité du colorant alimentaire ajouté à la crème
fourrée au chocolat et des étapes de fabrication de la
crème végétale de fourrage depuis la réception
jusqu'au stockage. Ainsi que la recherche des paramètres influence la
stabilité du produit fini.
L'étude a été réalisée au
sein de l'entreprise BIMO, dans le laboratoire de chocolaterie durant une
période allant du mois de Mars au mois de Juin. Le lieu de stage est
présenté dans l'Annexe I. La technique de
spectrophotométrie a été réalisé au
laboratoire de recherche EEDD département de Génie des
Procédés de l'université de Blida 1.
La démarche appliquée pour cette étude
est comme suit :
o Tout d'abord l'étude des paramètres
physicochimiques de trois colorants (tartrazine, bleu brillant et le
mélange des deux colorants) par l'ajustement du pH avec mesure de la
longueur d'onde maximale, la concentration et l'effet de température.
o Ensuite, l'étude des paramètres
physicochimiques de la crème végétale (pH, l'extrait sec
total, l'humidité, l'acidité, et la matière grasse)
suivant l'étude rhéologique de cette crème.
o Enfin, l'étude de la stabilité, en premier
lieu incorporation de colorant dans la crème a différentes
températures et conservées à différentes
températures pendant trois mois. En deuxième lieu, le fourrage de
la crème dans le chocolat au lait est conservé à
différentes températures et différentes humidités
pendant trois mois.
Pour l'équipements, réactifs et matériel de
laboratoire sont présentés dans l'Annexe II.
IV-2- Les colorants étudiés
IV-2-1- Tartrazine
La tartrazine TAR (Figure 12 et figure 13) est un colorant
alimentaire synthétique très largement employé dans le
secteur agroalimentaire (boissons aromatisées sans alcool, Chips,
soupes instantanées, moutardes, sucreries (bonbons,
pastillages ).
A titre d'exemple, la tartrazine (E102) est utilisée
avec le bleu brillant FCF synthétique (E133) pour donner de la couleur
verte aux sirops de menthe (Gallen et Pla, 2013).
Il est très soluble dans l'eau et peu soluble dans
l'éthanol, son pH est acide (Chavéron, 1999), sa
fiche technique est présentée en Annexe III.

Chapitre IV Matériel et
méthodes

35
Figure 12 : Tartrazine en poudre (Photo
originale).
Figure 13 : Structure chimique de la Tartrazine
(Kim et al., 2019).
IV-2-2- Bleu brillant FCF
Le Bleu Brillant FCF (BB) est désigné par le
numéro E133 (figure 14 et figure 15), c'est un colorant
synthétique, largement utilisé, en tant qu'agent colorant, dans
les industries de pétrole, d'huile, de cosmétique, du textile, de
l'alimentation et de l'automobile. Il est également utilisé dans
les savons, les boissons énergétiques, les lubrifiants, et les
encres (Pourreza et Ghomi, 2011).
La fiche technique de ce colorant est présentée
en Annexe IV.

Chapitre IV Matériel et
méthodes

36
Figure 14 : Bleu brillant FCF en poudre
(Photo originale).
Figure 15 : Structure chimique de BB
(Kim et al., 2018).
IV-3- Méthodes
IV-3-1- Etude de la stabilité physicochimique du
colorant
II-3-1-1- Déterminations des ë max
Avant d'entamer l'étude de la stabilité des
colorants, on a d'abord déterminé la longueur d'onde
(ë max), pour laquelle l'absorbance est maximale. Les
mesures ont été faites sur une série de solutions filles
préparée par la dilution de solutions mères pour chaque
colorant. Les spectres sont obtenus dans le domaine visible.
IV-3-1-2- Etude de l'effet du pH IV-3-1-2-1-
Objectif
Chapitre IV Matériel et
méthodes

37
Le pH du milieu joue un rôle très important dans
la stabilité des colorants, l'étude donc de l'effet de la
variation du pH est indispensable.
IV-3-1-2-2- Effet du pH sur la tartrazine
Afin d'étudier l'effet de pH sur la tartrazine, une
série de solution tampon ont été préparées
de manière à couvrir une large gamme de pH afin de savoir s'il y
a un éventuel effet du pH sur le colorant.
Le protocole adapté est le suivant :
1' Préparer une solution mère de
TAR de concentration égale à 0,2 g/l ;
1' Peser 0,2 g de TAR en poudre ;
1' Mettre dans un Bécher contenant
1litre d'eau distillée ;
1' Agiter la solution à une vitesse
maximale d'environ 1h 30 min ;
1' Varier le pH avec les solutions de KOH ou
HCl (Annexe V) ; et remplir des tubes à essai
avec cette solution ;
1' Mesurer la longueur d'onde dans laquelle
l'absorbance est maximale à l'aide d'un
spectrophotomètre pour chaque pH.
IV-3-1-2-3- Effet du pH sur le bleu brillant FCF
Le mode opératoire appliqué est le suivant :
1' Préparer une solution mère de
BB de concentration égale à 0,8 g/l ;
1' Agiter la solution à une vitesse
maximale d'environ 1h 30 min ;
1' Varier le pH avec les solutions de KOH ou
HCl (Annexe V) ; et remplir des tubes à essai avec cette solution ;
1' Mesurer la longueur d'onde dans laquelle
l'absorbance est maximale à l'aide d'un spectrophotomètre pour
chaque pH.
IV-3-1-2-4- Effet de pH sur le mélange de
tartrazine et le bleu brillant FCF Mélanger :
o 30 ml de la solution de BB ;
o 70 ml de la solution de TAR.
La solution obtenue est de couleur verte. Le pH de cette
solution est varié par des solutions de KOH ou de HCl (Annexe V) ;
ensuite, la longueur d'onde maximale est déterminée à
différents pH à l'aide d'un spectrophotomètre.
IV-3-1-3- Etude de l'effet de la concentration
initiale
Chapitre IV Matériel et
méthodes

38
La concentration initiale d'une solution est un paramètre
très important pour l'étude de la stabilité des colorants,
pour cela on cherche à savoir si la concentration a une incidence
quelconque sur la couleur.
IV-3-1-3-1- Effet de la concentration sur la
tartrazine
o Dilution de la solution mère
La solution mère est diluée à une
concentration de 0,1 g/l. Pour calculer le volume d'eau distillée qui
doit être additionné à la solution mère, on applique
la règle suivante :
C1 V1 = C2 V2
C1 : Concentration de la solution mère
;
C2 : Concentration de la solution fille ;
V1 : Volume de la solution mère à
prélever ;
V2 : Volume de la solution fille.
V' Varier le pH avec les solutions de KOH ou
HCl (Annexe V) ; et remplir des tubes à essai avec cette solution ;
V' Mesurer la longueur d'onde pour chaque
pH.
o Préparation d'une solution concentrée
à [0,4] g/l
V' Peser 0,4 g de TAR en poudre ;
V' Mettre dans un Bécher contenant
1litre d'eau distillé ;
V' Agiter la solution à une vitesse
maximale, environ 1h 30 min ;
V' Varier le pH avec les solutions de KOH ou
HCl (Annexe V) ; et remplir des tubes à essai
avec cette solution ;
V' Mesurer la longueur d'onde pour chaque
pH.
IV-3-1-3-2- Effet de la concentration sur le bleu brillant
FCF
o Dilution de la solution mère
V' Diluer 0,5 l de la solution de bleu brillant
dans 0,5 l d'eau distillé ;
V' Varier le pH avec les solutions de KOH ou
HCl (Annexe V) ; et remplir des tubes à essai
avec cette solution ;
V' Mesurer la longueur d'onde pour chaque
pH.
o Préparation d'une solution concentrée
[1,6] g/l V' Peser 1,6 g de BB en poudre ;
Chapitre IV Matériel et
méthodes

39
V' Mettre dans un Bécher qui
contient 1 litre d'eau distillée ;
V' Agiter la solution à une
vitesse maximale environ 1h 30 min ;
V' Varier le pH avec les solutions de
KOH ou HCl (Annexe V) ; et remplir des tubes à essai
avec cette solution ;
V' Mesurer la longueur d'onde pour
chaque p11.
IV-3-1-3-3- Effet de la concentration sur le
mélange
o Mélanger 30 ml de la solution de BB [0,4] g/l et 70ml
la solution de TAR [0,1] g/l ;
o Mélanger 30 ml de la solution de BB [1,6] g/l et 70ml
la solution de TAR [0,4] g/l ;
o Varier le pH avec les solutions de KOH ou HCl (Annexe V) ;
et remplir des tubes à essai avec cette solution ;
o Mesurer la longueur d'onde pour chaque p11.
IV-3-1-4- Etude de l'effet de la température
Objectif
La température est un facteur important qui peut
affecter la stabilité des colorants, il faudrait donc le prendre en
compte dans les études de la stabilité.
Mode opératoire :
o Remplir des tubes à essai avec les solutions
préparées précédemment :
V' La solution de TAR à [0,2]
g/l ; V' La solution de BB à [0,8] g/l ;
V' Mélanger les deux solutions.
o Placer ensuite pour chaque solution, un tube dans le bain
marie avec thermomètre, un autre à température ambiante
(tube témoin) et le troisième dans le réfrigérateur
;
o Mesurer leurs ë max.
IV-4- Fabrication de la crème végétale
de fourrage au chocolat
Les étapes de fabrication de la crème
végétale de fourrage sont présentées dans la figure
16. L'ajout du colorant en poudre est effectué en petites
quantités et mis dans un tank pour le mélanger dans des
conditions stériles. Le prélèvement de la crème
végétale (CV) est effectué après l'étape de
raffinage dans des conditions aseptiques.

40
Chapitre IV Matériel et
méthodes
Fourrage de la crème au chocolat
Conditionnement
Refroidissement
- Arôme en poudre
- Colorant en poudre
(Incorporation à (27 - 30°C))
Poudre de lait environ 26 %, sucre 38 % et graisse
végétale ajoutée manuellement
Pompage de la crème (Pompe
spéciale de la crème, sort au meme temps avec chocolat)
Malaxage (Malaxeur rotatif) (30°C)
Broyage (Moulin à baie) (30
- °C)
Stockage (Tank standard)
Décharge (Tank)
Bidon régler
contient Lécithine
de Soja
Figure 16 : Diagramme de fabrication de la
crème végétale fourrée au chocolat au sein
de
l'entreprise BIMO.
IV-5- Etude de la stabilité physicochimique de la
crème fourrée au chocolat
Cette partie comprend le suivi de la conservation et
l'incorporation de colorants dans la (CV) aux différentes
températures, du taux de la matière grasse, de l'humidité,
de l'extrait sec total, de l'acidité, du pH et de la
viscosité.
Ces analyses sont les points principaux de notre étude,
afin de rechercher les paramètres éventuels qui rendent le
produit fini décoloré et déduire ainsi les
critères, tels que le pH, qui pourront améliorer la
stabilité souhaitée du produit.
Chapitre IV Matériel et
méthodes

41
IV-5-1- Détermination de l'humidité et de
l'extrait sec total
La détermination de l'humidité a
été réalisée par un dessiccateur OHAUS MB35 qui
offre une capacité de 35 g avec une précision de 0,001g et une
répétabilité de 0,03 (échantillon de 10 g).
Son principe repose sur la mesure d'humidité (Hm)
précisément à une température de 50 à
160°C pendant 5 minutes.
Mode opératoire
1' Mettre l'appareil en mode pesée,
pouvant définir la pesée de l'échantillon avec
précision
(0,001) ;
1' Préparer un seul échantillon
pour la prise de mesure ;
1' Peser 5g de crème et étaler en
couche mince et uniforme sur toute la surface de la coupelle
d'aluminium ;
1' Fermer le couvercle pour commencer la
procédure de séchage de la crème ;
1' Après une période de temps
déterminée par le dessiccateur (5 minutes), la
température
monte à 120°C ;
1' La valeur de l'humidité en pourcentage
(%) est lue directement sur l'afficheur numérique ;
1' L'EST est calculé selon la formule
suivante :
EST % = 100 - Hm
Avec :
Hm : Pourcentage d'humidité 1'
Répéter l'opération trois fois.
IV-5-2- Détermination de la matière
grasse
Les matières grasses de la CV et du chocolat au lait
sont déterminées à l'aide du réfractomètre
J.K Leinert. Cette méthode a été choisie en raison de ses
douces conditions de travail (ni chaleur, ni pression élevées),
ce qui évite d'éventuelles modifications de la matière
grasse extraite.
Elle combine la capacité de pénétration
de sable fin dans les tissus avec le pouvoir du « Alpha-bromonaphtalene
» pour les lipides. Cette méthode d'extraction est
préférable quand l'extrait est utilisé pour mesurer les
acides gras.
Mode opératoire
1' Mettre l'appareil sous tension en appuyant
sur le commutateur « ON » ;
Chapitre IV Matériel et
méthodes

42
1' Remplir d'eau jusqu'à
atteindre la sonde ;
1' Mettre sous tension le bain-marie
en appuyant sur l'interrupteur « ON » ;
1' Fixer la température du
bain-marie à 18°C ;
1' Vérifier la
température du thermomètre du réfractomètre
à 20°C ;
1' Mettre sous tension la balance
analytique en appuyant sur la touche « POWER » ;
1' Peser 2g de crème à
analyser et 4g de sable fin dans le mortier ;
1' Ajouter 3 ml de la solution
« Alpha-bromonaphtalene » ;
1' Broyer manuellement le
mélange avec le pilon en effectuant des tours circulaires pendant
5 minutes ;
1' Placer l'entonnoir dans
l'erlenmeyer ;
1' Placer le papier filtre dans
l'entonnoir et y verser le mélange ;
1' Récupérer le
filtrat ;
1' Mettre 3 gouttes de filtrat sur
le prisme du réfractomètre et fermer ;
1' Régler en manipulant le
petit bouton qui se situe sue le côté droit pour obtenir une
image
nette du trait horizontal gris ;
1' Puis, faire croiser ce trait avec
l'intersection des deux diagonales en manipulant le grand
bouton situé sur le côté droit ;
1' A ce moment, lire l'indice de
réfraction sur la première règle (1.30 - 1.70) ;
1' Calculer l'indice de
réfraction de l'échantillon selon la formule :
?? = ( ????????????) - (???????????? F)
Avec :
( ???????????? F) = Indice de réfraction du "Alpha -
bromonaphthal??ne".
( ????????????) = Indice de réfraction lu sur la
règle (1.30 - 1.70).
1' Extraire la valeur en pourcentage de
la teneur en graisse à partir du tableau (Annexe VI).
IV-5-3- Détermination du pH
Le pH donne une indication de l'acidité d'une
substance, il est déterminé à partir de la quantité
d'ions H+ contenu dans l'échantillon. Le résultat
d'une mesure du pH est défini par les quantités d'ions H+
et OH- présents dans l'eau. Elle est effectuée,
grâce à des réactions colorées ou grâce
à l'utilisation de pH-mètre directement sur l'émulsion ou
après dilution (à environ 10 %) dans de l'eau distillée.
Elle est importante puisque le pH influe la stabilité des
émulsions.
Chapitre IV Matériel et
méthodes
La mesure du pH a été réalisée
avec un pH-mètre HANNA HI 2210 en introduisant directement les deux
sondes (pH et température) dans les échantillons de CVs à
une température de 20 à 25°C.
IV-5-4- Détermination de l'acidité de la
crème végétale et de beurre de cacao
L'acidité est le pourcentage d'acides gras libres,
exprimé conventionnellement en acide laurique pour les huiles de coprah
et le palmiste, en acide palmitique pour l'huile de palme et en acide
oléique pour la majeure partie des huiles. Sa détermination est
basée sur la neutralisation des acides gras libres par une solution de
KOH en présence de phénolphtaléine.
Mode opératoire
1' Mettre sous tension la balance de
précision en appuyant sur la touche « POWER » ;
1' Peser 5g de matière grasse
sous forme liquide dans le Bécher (250ml) ;
1' Allumer l'interrupteur de
l'agitateur magnétique ;
1' Remplir la burette (10ml) de KOH et
ajuster ;
1' Remplir la fiole avec le
mélange (Ether di éthylique 2V et l'Ethanol 1V) jusqu'au trait
jaugé (100ml) ;
1' Verser le mélange dans un
Becher vide ;
1' Ajouter quelques gouttes de
phénolphtaléine dans le mélange (Ether di éthylique
2V et
l'Ethanol 1V) ;
1' Mettre le Becher sur l'agitateur
magnétique ;
1' Fixer la vitesse de l'agitation en
tournant le bouton d'agitateur en position « 6 » ;
1' Titrer au goutte à goutte la
solution avec KOH utilisé pour le titrage est appelé ??1 ;
1' Verser la solution titrée
dans le Becher contenant la matière grasse ;
1' Titrer de nouveau le mélange
jusqu'à ce que la solution vire à la couleur « Rose » :
le
volume de KOH utilisé pour le titrage est appelé
??2 ;
1' Calculer l'acidité à
l'aide de la formule :
Avec :

43
|
(??
???? %
=
|
×
|
??
|
× ???)
|
|
AC = L'acidité exprimée
|
|
??
|
×
|
????
|
|
en %.
|
|
|
|
M = Masse molaire de l'acide oléique
282g/mol.
N = Normalité du KOH.
??? = ??2 - ??1 = Volume du KOH.
m = Masse en gramme de la matière
graisse.
Chapitre IV Matériel et
méthodes

44
1' Répéter
l'opération trois fois.
IV-6- Etude rhéologique des
crèmes
La détermination des propriétés
rhéologiques des produits alimentaires est d'une grande importance, car
elle permet de prévoir leur comportement mécanique, non seulement
au cours des différentes étapes de l'élaboration de
l'aliment, mais également au cours de son stockage (Scher,
2006). En outre, les propriétés rhéologiques sont
à l'origine des comportements perçus lors de l'évaluation
sensorielle de la texture. La rhéologie des crèmes est
mesurée au moyen de viscosimètres dont les plus couramment
utilisés sont les viscosimètres capillaires et les
viscosimètres rotatifs (rhéomètres). À la
différence des viscosimètres simples (capillaires) qui effectuent
une mesure ponctuelle de la viscosité apparente, les
rhéomètres permettent une étude plus complète du
comportement rhéologique des crèmes via l'établissement
des courbes d'écoulements en faisant varier le taux de
cisaillement (Scher, 2006).
La mesure de la viscosité a été
réalisée avec un viscosimètre RM 180
(Rhéomètre).
Mode opératoire
1' Mettre sous tension le
viscosimètre en appuyant sur le bouton 1 ;
1' Préparer le système
de mesure 3-3 ;
1' Allumer le bain marie en appuyant
sur le bouton on ;
1' Allumer le RM 180 et attendre
jusqu'à l'apparition du mode de mesure température ;
1' Verser l'échantillon
à analyser dans le tube ;
1' Placer le tube dans l'appareil de
façon que la sonde de température soit plongée dans
l'échantillon ;
1' Immerger le système de
mesure dans le bain marie ;
1' Régler la température
du bain marie et vérifier la T°C désirée sur
l'afficheur du
RM180 ;
1' Presser la touche automatique et
valider avec E ;
1' Faire rentrer la mesure
système et valider avec E ;
1' Entrer la densité
d'échantillon mesurée (selon la formule (d = m ??) et valider
avec E ;
1' Entrer le n° du programme
"2" et valider avec E ; l'appareil commence immédiatement la mesure ;
1' Attendre la fin de mesure
(l'affichage montre mémoire libre - fin de mesure).
IV-7- Etude de la stabilité par conservation de
la crème végétale et incorporation du colorant à
différentes températures
Chapitre IV Matériel et
méthodes

45
Le but de cette démarche est d'étudier la
stabilité du colorant dans la CV. Nous avons sélectionné
deux crèmes (CV blanche et CV de menthe). Ces crèmes sont
fourrées au chocolat, dans le but de suivre et voir la différence
entre elles. Une durée de conservation de 3 mois a été
fixée pour le suivi de leur stabilité.
IV-7-1- Echantillonnage
Pour la sélection des échantillons, nous avons
opté pour un échantillonnage basé sur les normes internes
de l'entreprise et la règle de trois a été
appliquée pour déterminer les quantités de colorants
à incorporer.
Mode opératoire
Le mode opératoire appliqué est le suivant :
V' Pesage de 2000 g (2 Kg) de
crème blanche ;
V' Diviser en différentes
quantités ;
V' Laisser 3 échantillons
témoins (crème blanche) ;
V' Incorporer le colorant (TAR et BB
au même temps pour obtenir la coloration verte voulue de la crème
de menthe) à différentes températures de
réchauffement de : 27°C, 37°C et 50 °C, tandis qu'un
échantillon a été chauffé à 60°C, les
quantités de colorants incorporés sont calculés selon les
normes internes de l'entreprise ;
V' Les conserver aux
températures suivantes :
o 3 échantillons de crème colorée sont
conservés respectivement, à température ambiante (20
à 25°C), à 2°C dans le réfrigérateur et
à 45°C dans l'étuve ;
o Chaque gamme d'échantillons et de températures
de chauffage et de conservation, a été accompagnée
d'échantillons témoins sans colorants.
IV-7-2- Fourrage des crèmes au chocolat
Afin d'assurer que le problème de stabilité ne
dépend pas de conditions de stockage on a procédé à
cette démarche :
V' Fourrer ces crèmes au
chocolat au lait et les conserver dans des conditions de stockage
différentes, pour voir l'effet de ces conditions sur les chocolats sur
une période de trois mois.
Le diagramme de fabrication du chocolat au lait fourré est
présenté dans la figure 17.
Chapitre IV Matériel et
méthodes
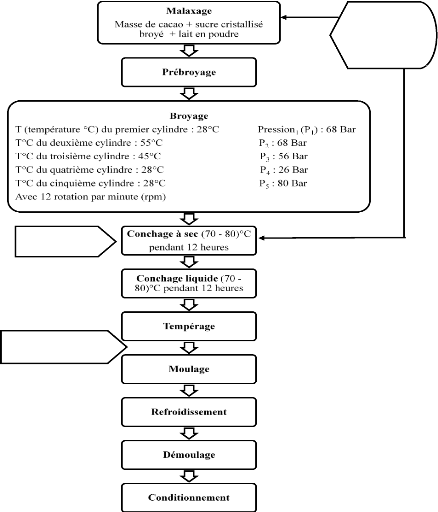
Pompage de la crème
Aromatisant
(vanilline)
- Beurre de
cacao
- Lécithine
de soja

46
Figure 17 : Diagramme de fabrication du chocolat
au lait « Ambassadeur » au niveau de chocolaterie BIMO.
IV-8- Analyse statistique
Le traitement statistique des résultats des analyses
physico-chimiques (pH, effet de température, effet de concentration et
la viscosité) a été réalisé par un
logiciel ORIGIN Pro (version 8.5).
Chapitre IV Matériel et
méthodes

47
Les analyses statistiques de l'EST, l'Hm et l'acidité
ont été réalisées par un logiciel
Excel®
2016.
CHAPITRE V :
RESULTATS ET
DISCUSSION
Chapitre V Résultats et
discussion

49
V-1- Spectres d'absorbance des colorants
utilisés
V-1-1- Spectre d'absorption de la tartrazine et de bleu
brillant FCF
La figure 18 présente les spectres d'absorption
caractéristiques de la TAR et de BB. Le spectre en haut indique que la
TAR a une absorbance maximale à une longueur d'onde de 425 nm
correspondant au domaine des radiations bleues. Ce colorant sera donc de la
couleur complémentaire du bleu, c'est-à-dire jaune. Selon
Green (1990), la longueur d'onde maximale de la TAR est de 425
nm. Ceci correspond au résultat obtenu.
Le spectre en bas indique que le BB a une absorbance maximale
à 628 nm, ce qui correspond au domaine des radiations rouges. Ce
colorant sera donc de la couleur de la solution qui correspond à la
couleur complémentaire, ici bleu-vert. Le résultat obtenu est
très proche de ce qui a été rapporté par
O'Neil (2006), qui confirme que la longueur d'onde maximale de BB est
de 630 nm.
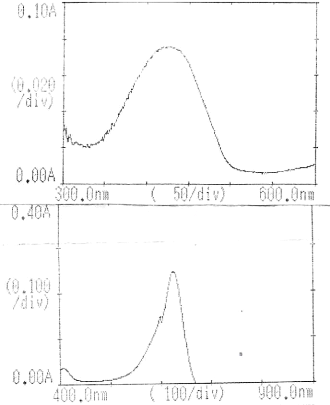
425
628
Figure 18 : Spectres visibles de la TAR et du
BB.
Chapitre V Résultats et
discussion

50
V-1-2- Spectre d'absorption du colorant vert
Le spectre d'absorption du colorant vert
représenté dans la figure 19 indique deux pics d'absorption
maximale, ce qui confirme que ce colorant est constitué à base de
deux colorants différents : un colorant jaune représentant une
absorbance maximale à une longueur d'onde de 425 nm et un colorant bleu
où son absorbance maximale se situe à 630 nm.
De ce fait et selon les données de la
littérature, on peut admettre que le colorant est obtenu à partir
d'un mélange de TAR (E102) (ë max = 425 nm) et de
BB (E133) qui absorbe la lumière à une longueur d'onde de 630 nm)
(Altinoz et Toptan, 2003). Donc les résultats obtenus
sont proches aux données de la littérature.
Les valeurs de ë max tirées des
spectres précédents sont rassemblées dans le tableau 7.
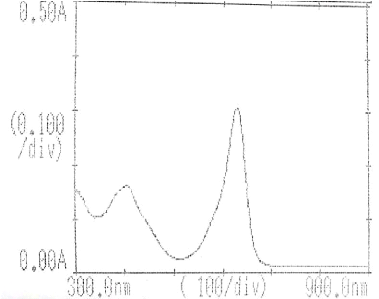
425
628
Figure 19 : Spectres visibles de colorant vert
(TAR + BB).
Tableau 7 : Valeurs de ë
max des colorants utilisés.
|
Colorant
|
ë max (nm)
|
|
Tartrazine
|
425
|
|
Bleu brillant
|
628
|
|
Mélange de Tartrazine et de Bleu
brillant
|
628
425
|
Chapitre V Résultats et
discussion
V-2- Détermination des longueurs d'ondes
maximales
V-2-1- Etude de l'effet du pH
Le pH joue un rôle primordial dans l'étude de
stabilité des colorants. Pour cela, nous avons étudié
l'effet du pH sur l'absorbance.
Des solutions d'HCl (1N) et de KOH (0,1N) sont utilisées
dans l'ajustement du pH, selon le pH désiré.
Les résultats ont montré que la modification du pH
de 1,5 à 13 n'a pas semblé provoquer de changements significatifs
dans les longueurs d'ondes des trois colorants.
L'évolution de ë max de la TAR, de
BB et du mélange en fonction du pH est représentée dans la
figure 20.

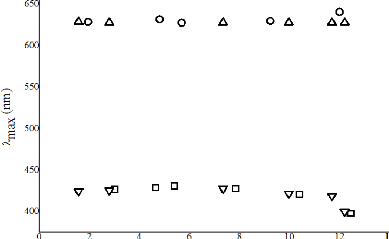

51
Figure 20 : Effet du pH sur ë max
de la TAR, du BB et du mélange.
Les valeurs de ë max de la TAR en
fonction du pH sont stables dans une gamme de pH allant de 3 à 10, ce
qui explique qu'il n'y a pas d'effet du pH. Cependant, au-delà du pH 10,
l'influence est visible avec une diminution des valeurs de ë
max de 424 nm, au pH 10.4 à 421 nm et jusqu'à 398 nm au
pH 12.45.
Chapitre V Résultats et
discussion

52
Selon Blanco et al., (1996), une
diminution des valeurs de ë max a été
observée à des valeurs de pH supérieur à 8,8. Cette
diminution est due au changement d'ionisation du groupement auxochrome de la
TAR. Cela traduit l'existence de colorant sous une forme chimique
différente de celle qui a prévalu aux autres valeurs de pH, ce
qui est généralement le cas pour ce genre de substances.
D'après Klett et al., (2014),
les valeurs de pKa des différents groupes attracteurs
représentant la molécule de la TAR (groupe acide sulfonique
(liaison simpleSO3--), groupe carboxylate (liaison simple COO--) et groupe azo
(-N double liaison -N liaison singulier) étaient respectivement de 2,0,
5,0 et 10,86. Le pKa de la TAR est de 9.4 (Fauzia et al.,
2015), ainsi les valeurs du pH obtenues des différentes
solutions sont supérieures au pKa. Les molécules de la TAR
existent sous forme anionique, et pour le pH de solution < pKa, les
molécules de la TAR sont sous forme cationique (Goscianska,
2015).
Chavéron (1999) rapporte que le pH de
la TAR est acide. Lorsqu'il augmente, le nombre de sites négatifs
augmente et la surface se charge négativement.
Les valeurs de ?max du BB sont plus ou moins
stable dans les intervalles ou le pH est inférieur au pKa (pKa= [5.63 -
6.58]), une légère augmentation est observée lorsque le pH
dépasse le pKa, ce qui permet de déduire que le colorant est
stable dans les deux milieux et que le BB n'était pas influencé
par le pH, sa structure donc n'y a pas de changement, et le colorant reste
ainsi sous sa forme originale.
Les résultats obtenus montrent que les ?max
sont stables dans toute la gamme du pH testé, ce qui indique
que le pH des différentes solutions tampons utilisées n'a aucune
influence sur la longueur d'onde maximale du colorant vert.
V-2-1-1- Effet du pH sur la couleur
La couleur est intimement liée à la structure et
à la composition des molécules du colorant.
V-2-1-1-1- Sur la tartrazine
Au niveau de la couleur de la TAR, le changement du pH a
modifié la couleur de l'échantillon (figure 21), pour chaque
milieu. Dans le milieu acide (pH = 3) la couleur est devenue jaune-claire, par
contre dans le milieu basique (pH = 10,4), la couleur reste pratiquement
constante (jaune-orangé) indiquant par-là que le pH n'a pas
affecté les ë max.
Les deux milieux ont influencé sur les groupements
auxochromes de l'échantillon.

Chapitre V Résultats et
discussion

53
Figure 21 : Effet du pH sur la couleur de la TAR
(pH basique à gauche et pH acide à droite).
V-2-1-1-2- Sur le bleu brillant et le mélange
Au niveau de la couleur du BB et le colorant vert, le
changement du pH n'a pas modifié la couleur de l'échantillon
(figure 22), et ceci pour les deux milieux (acide et basique) avec une couleur
qui reste bleu foncé pour le BB et couleur verte pour le colorant
vert.
On peut constater alors que dans le milieu acide et basique,
la ë max est plus ou moins stable.

Figure 22 : Effet du pH sur la couleur du BB et
du colorant vert (pH basique à gauche et pH
acide à droite).
V-2-2- Effet de la concentration
Les résultats ont montré que la modification du pH
de 1,5 à 13 n'a pas semblé provoquer de changements significatifs
dans les longueurs d'ondes des trois colorants.
Chapitre V Résultats et
discussion
Les figures 23 et 24 montrent l'évolution de
ë max de la TAR, du BB ainsi que du mélange en
fonction du pH à différentes concentrations.



54
Figure 23 : Effet du pH sur ë max
de la TAR [0.1] g/l, de BB [0.4] g/l et du mélange [0.1 -
0.4]
g/l.

Figure 24 : Effet du pH sur la ë
max de la TAR [0.4] g/l, du BB [1.6] g/l et de mélange [0.4 -
1.6]
g/l.
Chapitre V Résultats et
discussion

55
Les longueurs d'ondes des solutions de la TAR aux
concentrations [0.1] g/l et [0.4] g/l et du BB à [0.4] g/l et [1.6] g/l
sont stables comparées aux solutions mères. Cela veut dire que
les colorants ont gardé le même comportement malgré le
changement du pH.
Néanmoins, une diminution a été
observée dans le cas de la tartrazine pour le mélange
(concentré et dilué). Ceci est dû au changement des valeurs
de pH qui mènent au changement de la structure de colorant. Par contre,
le BB reste stable et aucun changement de ? max n'a
été observé.
V-2-2-1- Effet de la concentration sur la couleur
Le changement de la concentration n'a pas modifié la
couleur des échantillons (figure 25), alors qu'un changement a
été constaté dans la dilution de [0.1] g/l, la couleur est
devenue jaune-clair, et bleu clair pour la dilution de [0.4] g/l. Le
mélange [0.1 - 0.4] g/l a vu sa couleur, changé en vert clair.
Par conséquent, la concentration n'a pas changé
les longueurs d'ondes d'absorbance, ceci nous mène à dire que
la ?max est plus au moins stable.


Chapitre V Résultats et
discussion
Figure 25 : Effet de la concentration sur la
couleur de la TAR, du BB et du colorant vert.
V-2-3- Effet de la température
L'effet de la température (T°C) est un autre
paramètre majeur à prendre en compte dans les études de la
stabilité. De ce fait, nous avons travaillé successivement
à des températures de 10°C, 20°C, 30°C et
50°C au moyen d'une plaque chauffante. Ce choix de T°C est
justifié par les conditions dans lesquelles est réalisée
la crème à l'échelle industrielle.
Les résultats obtenus de l'évolution de la
ë max de la TAR, du BB et du mélange en fonction
de la T°C sont représentés dans la figure 26.


56
Figure 26 : Effet de la T°C sur la
ë max de la TAR, du BB et du mélange.
Chapitre V Résultats et
discussion

57
Pour la TAR lorsque, la T°C augmente de 30 à 50
°C, et une diminution de ëmax est observée, alors qu'aux
températures ambiantes allant de 10 à 20 °C, la ëmax
reste stable et c'est pareil pour le bleu brillant et le mélange. Les
meilleurs résultats sont ainsi obtenus à aux températures
ambiantes.
Ces résultats permettent de déduire que
l'augmentation de la température de 10 à 50°C a pour effet
de diminuer sensiblement la ëmax des colorants. Ainsi, L'apport d'une
température importante au colorant alimentaire peut modifier la couleur
d'origine, ce qui fait que la forte chaleur est mal tolérée. Par
conséquent, le chauffage joue un rôle important dans la
stabilité de colorants.
L'augmentation de la température engendre une agitation
thermique des atomes de la molécule. Celle-ci provoque une rupture des
interactions intermoléculaires, comme les liaisons hydrogène qui
stabilisent la structure spatiale (Branden et Tooze, 1998 ; Creighton,
1993 ; Fagain, 1997).
V-3- Etude de la stabilité physicochimique de la
crème fourrée au chocolat
V-3-1- Détermination de l'humidité et de
l'extrait sec total
Les résultats de l'humidité des crèmes
végétales (CVs) analysées sont regroupés dans le
tableau 8 dans la figure 27.
Tableau 8 : Résultats de
l'humidité des CVs analysées.
|
Crème
blanche
|
Crème colorée
à
27°C
|
Crème colorée
à
37°C
|
Crème colorée
à
50°C
|
|
Hm1
|
0,14
|
0,36
|
0,5
|
0,6
|
|
Hm2
|
0,6
|
0,5
|
0,4
|
0,39
|
|
Hm3
|
0,39
|
0,3
|
0,3
|
0,3
|
|
Moyenne
|
0,376667
|
0,386667
|
0,4
|
0,43
|
|
Écart-type
|
0,23029
|
0,102632
|
0,1
|
0,153948
|
Chapitre V Résultats et
discussion
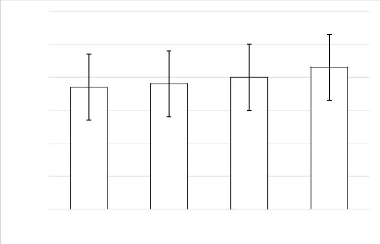
Crème colorée à 50°C
Crème colorée à 37°C
Crème blanche Crème colorée à
27°C
Humidité %
0,4
0,3
0,2
0,1
0
0,5
0,6
0,38
0,4
0,43
0,37

58
Figure 27 : Résultats de
l'humidité des CVs.
Les valeurs d'humidité des CVs varient de 0.37%
à 0.43%. Cela signifie que la crème n'est pas humide, ceci est
vrai, puisqu'elle ne contient pas de l'eau, d'une part parce qu'elle a
été chauffée, d'autre part, les ingrédients
rentrant dans la préparation de cette crème, ne comportent pas
d'eau.
La comparaison des échantillons colorés avec le
témoin, montre que l'incorporation du colorant à
différentes T°C n'influe pas les taux d'humidité, du fait
que les valeurs sont très rapprochées (0.37%,0.38%...etc.).
L'extrait sec total ou la matière sèche, est la
fraction massique des substances restantes après dessiccation
complète de l'échantillon, les résultats sont
donnés dans le tableau 9 et la figure 28.
Tableau 9 : Résultats de l'EST des CVs
analysées.
|
Crème
blanche
|
Crème colorée
à
27°C
|
Crème colorée
à
37°C
|
Crème colorée
à
50°C
|
|
EST1
|
99,86
|
99,64
|
99,5
|
99.4
|
|
EST2
|
99,4
|
99,5
|
99,6
|
99.61
|
|
EST3
|
99,61
|
99,7
|
99,7
|
99.7
|
|
Moyenne
|
99,623333
|
99,61333
|
99,6
|
99,57
|
|
Écart-type
|
0,23029
|
0,102632
|
0,1
|
0,153948
|
Chapitre V Résultats et
discussion
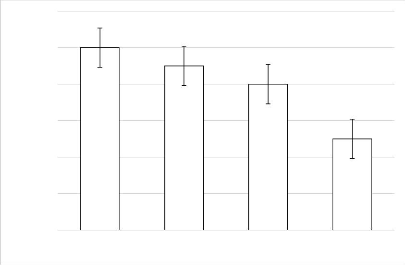
Crème colorée à 37°C
Crème colorée à 50°C
Crème blanche Crème colorée à
27°C
99,61
EST %
99,62
99,58
99,56
99,54
99,52
99,6
99,6
99,57
99,64
99,62

59
Figure 28 : Résultats de l'EST des
CVs.
Les résultats montrent que les échantillons
possèdent des valeurs rapprochées d'ESTs, et qui sont
élevées à cause de l'absence d'eau (99.57%,
99.6%...etc.).
En comparaison des échantillons colorés avec le
témoin, on remarque que l'incorporation du colorant à
différentes T°C n'influe pas les taux d'ESTs.
V-3-2- Matière grasse
Il est important d'en faire la détermination exacte et
fréquente de la matière grasse, car il peut y avoir des pertes de
cette matière, suivant les conditions de la fabrication (acidité
de la crème, température, quantité d'eau introduite).
Le taux calculé de la matière grasse (MG) de la
crème est de 47.045 %. D'après ce résultat, le lait
utilisé pour l'élaboration des CVs est riche en MG (26%). Il
donne des rendements importants en produits finis.
La valeur obtenue de 47,05% sur un modèle
simplifié de crème se rapproche de celle de Mutoh et
al., (2001) qui est de (40 % de MG) et qui a
été réalisée sur un modèle industriel.
Le taux de la MG du chocolat au lait est de 30 %.
D'après le Codex Alimentarius (1999), le chocolat doit
contenir, sur la matière sèche, au moins 35% de composants secs
de cacao, dont au moins 18% de beurre de cacao et 14% de composants secs
dégraissés de cacao. Il doit aussi contenir, au moins 25% de
composants secs de cacao (dont un minimum de 2,5% de composants secs
dégraissés de cacao) et au 14% d'extraits secs laitiers (dont un
minimum de 2,5% de matière
Chapitre V Résultats et
discussion

60
grasse laitière), Ceci montre que le résultat
obtenu de l'analyse du chocolat est conforme aux normes.
V-3-3- Détermination du pH
Le pH renseigne précisément sur l'état de
fraicheur du lait. Un lait de vache frais a un pH de l'ordre de 6,7. S'il y a
une action des bactéries lactiques, une partie du lactose du lait sera
dégradée en acide lactique, ce qui entraine une augmentation de
la concentration du lait en ions hydronium (H3O+) et donc une
diminution du pH, car : pH= log 1/ [H3O+] (Benheddane,
2012).
C'est un paramètre très important du fait qu'il
permet de prévenir le risque de contamination microbienne. On favorise
une valeur basse du pH pour freiner la croissance de la majorité des
microorganismes (Faur, 1992).
La norme interne de l'entreprise indique que le pH varie dans
un intervalle de [5 - 6,5]. Le résultat du pH de l'échantillon
analysé est égal à 5,4.
La valeur de pH de la CV est acide, il est aussi conforme
à la norme interne de l'entreprise.
V-3-4- Acidité
L'hydrolyse des corps gras, qu'elle soit d'origine enzymatique
ou chimique, conduit à l'apparition d'acides gras libres et de
glycérides partielles : monoglycérides et diglycérides. La
mesure de l'acidité libre constitue, de ce fait, un des bons moyens pour
déterminer l'altération du corps gras par hydrolyse
(Benheddane, 2012).
A la différence du pH, l'acidité mesure tous les
ions H+ disponibles dans le milieu, dissociés ou non
(acidité naturelle + acidité développée),
reflétant ainsi les composés acides de l'aliment
(Benheddane, 2012).
Le tableau 10 donne les valeurs de l'acidité des CVs et du
chocolat.
Tableau 10 : Les résultats de
l'acidité de crème végétale et de beurre de
cacao.
|
Acidité de la CV
|
Acidité de beurre de cacao
|
|
AC1
|
0,278
|
1,52
|
|
AC1
|
0,283
|
0,74
|
|
AC1
|
0,285
|
0,95
|
|
Moyenne
|
0,282
|
1,07
|
|
Écart-type
|
0,0036
|
0.4036
|
L'acidité est parmi les principaux paramètres
qui déterminent la qualité de la CV. Les valeurs trouvées
sont de (0,287%, 0,285%...etc.). La crème végétale
présente ainsi une acidité
Chapitre V Résultats et
discussion
supérieure à la teneur en acides gras libres des
crèmes végétales italiennes (0,06%) (Ferioli et
al., 2008).
Ces valeurs d'acidité sont identiques à celles
préconisées par Karleskind, (1992) et qui sont
de 0,2%.
D'après Karleskind et Wolff (1992), un
corps gras est à l'abri de l'altération par hydrolyse si son
acidité est = 0,1%. Le pH et l'acidité dépendent de la
teneur en sels minéraux et en ions, des conditions d'hygiène lors
de la traite, de la microflore microbienne et de son activité
(Amiot et al., 2010).
Les valeurs de l'acidité du beurre de cacao sont de
(0.95%, 0.74%...etc.), elle est conforme aux normes. En effet, le Codex
alimentarius (1999) préconise une teneur en acides gras libres
(exprimée en acide oléique) d'au moins 1.75%.
V-4- Etude rhéologique des crèmes
végétales
Les valeurs mesurées de la viscosité sont
présentée dans la figure 29, qui indique une variation de
viscosité, exprimée en (Pa.s) de CV en fonction de la valeur
exprimée en s-1 du gradient de vitesse à 30
°C.
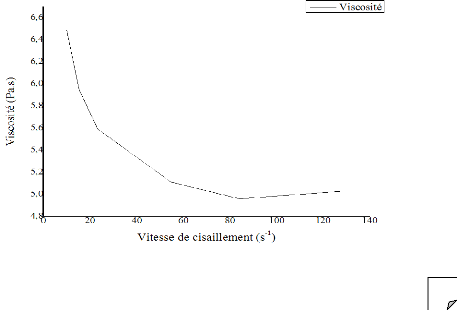
Figure 29 : Influence du gradient de vitesse sur
la viscosité de la crème végétale.
61
Pour des valeurs de gradient de vitesse comprises entre 9.90
et 129 s-1 en écoulement, la viscosité apparente
diminue avec l'augmentation de la vitesse de déformation de
cisaillement. La viscosité, dans ce cas, est, pour une
température donnée, pratiquement dépendante du gradient de
vitesse. Cette baisse de viscosité due à l'application de
cisaillement. Dans ce cas le type de fluide est dit non newtonien au
comportement indépendant du temps.
Chapitre V Résultats et
discussion

62
Un liquide est dit non newtonien si sa viscosité est en
fonction de la tension de cisaillement ou du gradient de vitesse agissant sur
ce liquide. Selon la forme des courbes ì = f(D) et ô = f(D)
obtenues, les liquides non newtoniens peuvent être
caractérisés sur le plan rhéologique comme
présentant une viscosité de structure, un état de
dilatance, de plasticité ou de pseudo-plasticité ou encore la
propriété de thixotropie ou de rhéopexie
(Szczeniak, 1973).
D'après Paumier (2006), les
molécules sous l'effet de la vitesse de cisaillement ont tendance
à s'aligner progressivement tout au long des couches, ce qui favorise
leur glissement relatif.
Une seconde interprétation consiste à envisager
une modification de la structure du matériau sous l'effet du gradient de
vitesse (destruction par rupture de liaisons de type Van der Waals, et
défloculation des particules) (Quemada, 2006). Ce
constat est fait à l'aide d'une observation microscopique.
V-5- Choix des températures idéales
d'incorporation des colorants
Une formation de petits grumeaux dans les CVs à
50°C a été notée, mais la coloration reste stable
pendant la durée de conservation, avec une brulure de la CV blanche
chauffée à 60°C, et apparition de des gros grumeaux (figure
30). Cette sensibilité explique l'importance de la température.
En outre, on remarque que plus le colorant est incorporé à des
températures allant de 27 à 37°C dans la CV au niveau du
tank au cours du processus de fabrication, plus elle résiste à la
décoloration et plus elle est onctueuse.

Figure 30 : Aspect de la CV à
60°C.
V-6- Résultats de l'étude de la
stabilité
Le suivi de la stabilité des colorants par la conservation
de la CV sur une durée de 3 mois nous a permet d'obtenir les
résultats donnés par le tableau 11.
La figure 31 présente l'aspect des CVs avant
conservation.

63
Chapitre V Résultats et
discussion
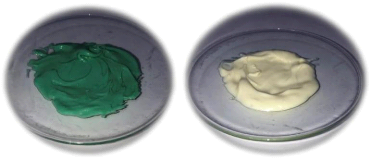
Figure 31 : Aspect de la crème blanche
et colorée avant conservation.
Tableau 11 :
Résultats de l'étude de la stabilité des
crèmes.
|
Durée
|
Echantillons conservés à
T°C
ambiante
|
Echantillons conservés à
2°C
|
Echantillons conservés à
45°C
|
|
10 jours
|
Aucun changement de couleur, le colorant est stable dans la CV
|
Aucun changement de couleur, le colorant est stable dans la CV
|
Aucun changement de couleur, le colorant est stable dans la CV
|
|
20 jours
|
Aucun changement de couleur, le colorant est stable dans la CV
|
- Aucun changement de couleur, le colorant est stable dans la CV
;
- La CV est solide (glacée)
|
Aucun changement de couleur, le colorant est stable dans la CV
|
|
1 mois
|
Aucun changement de couleur, le colorant est stable dans la CV
|
- Aucun changement de couleur, le colorant est stable dans la CV
;
- La CV est solide (glacée)
|
Aucun changement de couleur, le colorant est stable dans la CV
|
|
2 mois
|
Aucun changement de couleur, le colorant est stable dans la
crème
|
- Aucun changement de couleur, le colorant est stable dans la CV
;
- La CV est solide (glacée)
|
Aucun changement de couleur, le colorant est stable dans la CV
|
|
3 mois
|
Aucun changement de couleur, le colorant est stable dans la CV
|
- Aucun changement de couleur, le colorant est stable dans la CV
;
- La CV est solide (glacée)
|
Aucun changement de couleur, le colorant est stable dans la CV
|
Chapitre V Résultats et
discussion

64
Le suivi de la stabilité de la couleur des CVs nous a
permis de noter clairement l'absence totale de la décoloration pendant
les trois mois (tableaux 11 et 12). En effet, aucun changement de couleur dans
les échantillons observés à différentes
températures n'a été révélé.
Tableau 12 : Aspects des CVs après
conservation.
|
Les tempratures de conservation
|
Les CVs après la conservation
|
|
|
|
|
T°C ambiante (20 - 25)°C
2°C
|
|
|
45°C
|
Une stabilité de la couleur est observée pour tous
les CVs conservées pendant les 3 mois. Leur stabilité est donc
très importante.
V-7- Résultats de l'étude de la
stabilité des chocolats fourrés aux crèmes
Le chocolat est un aliment très sensible qui demande de
bonnes conditions de conservation (humidité et température).
Les résultats de l'étude de la stabilité par
conservation des échantillons de chocolats fourrées en rapport
avec les conditions de stockage (humidité et température) sont
donnés dans le tableau 13.

65
Chapitre V Résultats et
discussion
Tableau 13 : Comparaison entre les deux
chocolats fourrés à différentes conditions de stockage.
|
Stocké à :
o 25°C
o Hm = 97%
|
Stocké à :
o 18°C
o Hm = 45%
|
Aspect extérieur de chocolat
fourré
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Pour les échantillons stockés à
25°C et à une humidité de 97%, on remarque l'apparition
d'une couche blanche à la surface de chocolat et un dessèchement
de la crème à l'intérieur du chocolat. Par contre,
à une température de 18°C et d'une humidité de 45%,
aucun changement de l'aspect extérieur du chocolat n'a été
observé alors que la crème de fourrage reste onctueuse.
En effet, les données de la littérature
(Blais et Christine, 2007 ; Brunning et Hachette, 2015 ; Caroline,
2020) rapportent que les chocolats les plus sensibles sont les
chocolats fourrés qui contiennent de la crème. Ils
nécessitent une attention particulière et leur durée de
conservation est généralement plus courte que les autres
chocolats.
Du point de vue conservation, les chocolats sont très
sensibles aux variations de température et d'humidité.
Chapitre V Résultats et
discussion

66
Les chocolats placés dans une température et
humidité élevée montrent des résultats
négatifs, Cela se traduit par un blanchiment en surface du chocolat. On
distingue :
o Le blanchiment gras : dû à la
migration du beurre de cacao (de couleur blanche) en surface du chocolat, un
desséchement et une décoloration de la crème
fourrée, ce qui donne un aspect désagréable au chocolat
pour le consommateur. C'est un phénomène naturel entrainant
inévitablement la formation d'une pellicule gris-blanche sur n'importe
quel produit au chocolat. Certains facteurs accélèrent le
processus. En lui-même, le blanchiment gras n'altère pas
directement le goût du chocolat ; il n'est simplement pas
alléchant. Trois raisons principales peuvent expliquer l'apparition
précoce de cette imperfection :
1' Le blanchiment gras survient quand le
chocolat n'a pas été correctement tempéré. Le
chocolat ne se transforme alors jamais en produit dur, brillant et croquant, et
le blanchiment gras apparait en quelques heures ;
1' La cause la plus courante du blanchiment
gras est la migration dans la coque en chocolat de la graisse d'un fourrage
à base de matières grasses (exemple de pralinés, massepain
ou autres fourrages à base de fruits secs) ;
1' Le blanchiment gras apparait aussi plus
rapidement quand les produits finis ne sont pas maintenus dans des conditions
de conservation optimales.
A la dégustation, le contact de la langue avec cette
couche blanche, est peu agréable et donne au chocolat un goût
« cireux ». Ce défaut physique est souvent associé
à une plus grande dureté du chocolat.
o Le blanchiment sec : dû à la
migration du sucre en surface du chocolat lorsque le taux d'humidité
change, puisque le chocolat sèche.
Un chocolat blanchi est toujours bon et n'est en aucun cas
dangereux pour la santé, il est apte à la consommation.
En conclusion, une température de stockage trop
élevée ou fluctuante accélère significativement le
processus de migration des graisses, ce qui favorise le blanchiment gras du
chocolat. Par contre les chocolats placés dans des conditions optimales
de conservation, montrent des résultats positifs, aucun changement
n'apparait. Ceci, confirme que les conditions de stockage influent directement
sur la qualité des chocolats.
CONCLUSION
ET
PERSPECTIVES

68
Conclusion et perspectives
Conclusion
L'objectif de cette étude était
d'évaluer la stabilité des colorants alimentaires dans la
crème fourrée au chocolat. Elle a été
réalisée à la SARL Chocolaterie BIMO.
Des analyses physicochimiques de la crème
fourrée au chocolat et un suivi de stabilité de ses crèmes
végétales et des chocolats fourrées sur une période
de trois mois a été effectuée.
L'étude de la stabilité des colorants nous a
permis de conclure que l'effet du pH sur ces colorants (Tartrazine, Bleu
brillant FCF et le colorant vert). Les résultats obtenus ont
indiqué que les colorants restent stables au pH optimal, et que leur
structure chimique change lorsque le pH dépasse le pka.
De plus, La variation des concentrations de solutions
préparées de colorants a montré que les concentrations
n'ont aucune influence sur les X max d'absorbance de couleur.
L'effet de la température a
révélé que les hautes températures [40 - 50]
°C affectent progressivement les longueurs d'onde maximales, par contre
les basses températures [10 - 30] °C n'ont aucune influence sur les
colorants (ë max).
En outre, la qualité des crèmes dépend
essentiellement de leur composition chimique. Cependant, suivant les conditions
de fabrication et de conservation, les divers éléments
constitutifs de la crème peuvent subir des modifications plus ou moins
importantes pouvant porter préjudice à sa qualité.
Les résultats obtenus des paramètres
physicochimiques tels que le taux d'extrait sec total, le pH et la teneur en
matière grasse, l'acidité et la viscosité étaient
conformes à la norme de l'entreprise et les normes de
littérature.
De bonnes conditions de conservation sont essentielles pour
le chocolat. La température doit en effet être adaptée pour
éviter une décoloration grise blanche à la surface du
chocolat et l'humidité doit être régulée pour
empêcher la condensation responsable du blanchiment sucré.
Pour assurer une bonne conservation des produits
chocolatiers, il faut donc veiller à ce que l'hygrométrie soit la
plus constante possible. Le taux d'humidité relative à atteindre
prend en compte deux paramètres : la température de stockage et
le produit à stocker.
D'après cette étude, nous concluons que le
choix des conditions de stockage (la température et l'humidité)
influence les propriétés finales des chocolats fourrés, et
que les colorants sont stables dans la crème fourrée au chocolat
dans les bonnes conditions de conservation.
Suite aux résultats obtenus et en considérant
la thématique de notre étude, il nous semble intéressant
d'approfondir le présent travail en prenant en compte les aspects
suivants :
o L'utilisation de fixateurs chimiques pour
garantir une meilleure stabilité des colorants ;

69
Conclusion et perspectives
o L'utilisation de stabilisants naturels permettant de
minimiser l'effet des additifs synthétiques ;
o Le respect rigoureux des conditions de stockage des
crèmes et chocolats qui répondent aux normes appliquées
dans ce domaine.
REFERENCES
BIBLIOGRAPHIQUES

71
Références
bibliographiques
A
Abdelmalk F, « plasmachimie des
solutions aqueuses. Application à la dégradation de
Composés toxiques » ; thèse de doctorat, université
de Mostaganem, 2003.
Allirot, L. D. (2015). « Nutrition, noir,
lait ou blanc ».
Altinoz, S., Toptan, S. Simultaneous
determination of Indigotin and Ponceau-4R in food samples by using Vierordt's
method, ratio spectra first order derivative and derivative UV
spectrophotometry. Journal of Food Composition and Analysis, 2003,
Vol. 16, pp. 517-530.
Amin, A., Abdel hameid, H., Abd elsttar, H.
Effect of food azo dyes tartrazine and carmoisine on biochemical parameters
related to renal, hepatic function and oxidative stress biomarkers in young
male rats. Food and Chemical Toxicology, 2010, Vol. 48,
pp.2994-2999.
Amiot J., PAUL P., Fournier S., Rebeuf Y., Simpson
R. 2010. Composition, propriétés physicochimiques,
valeur nutritive, qualité technologique et techniques d'analyse du lait.
Dans : VINGOLE C.L. Science et technologie du lait, transformation du
lait, n°1, p.1-73.
Anihouvi P.P., S Danthine S., Karamoko G., Blecker
C., 2012. Les crèmes végétales : une alternative
aux crèmes laitières (synthèse bibliographique).
Biotechnol. Agron. Soc. Environ.Vol 16 (3).
Autorité Européenne de la
Sécurité des Aliments, 1993.
B
Bahnemann, W, Muneer M, Haque M.M., Titanium
dioxide-mediated photocatalysed degradation of few selected organic pollutants
in aqueous suspensions. Catalysis Today (2007); 124: 133-148.
Barka N., L'élimination des colorants de
synthèse par adsorption sur un phosphate naturel et par
dégradation photocatalytique sur TiO2 supporté, Thèse
Docteur ès sciences. N° d'ordre : 65. Université ibn zohr
Agadir-Morocco, (2008).
Bazet, L. (2020). (.) Consulté le 03 27,
2021, sur chefsimon:
https://chefsimon.com/recettes/tag/chocolat%20de%20couverture?fbclid=IwAR2nm3FduN1r
wnRMwT_EvxKzFs6DWlnz83owJgjay821i76oq3Fbeo153f8
Benaissa, Y. Etude cytogénétique
sur du sang de souris après ingestion subchronique de la tartrazine. Th.
Magister : Physiologie de la Nutrition et de Sécurité
Alimentaire. Université d'Oran Es-Sénia, 2011, pp. 16-23.

72
Références
bibliographiques
Benhedane Bachtarzi N., 2012. Qualite
microbiologique du lait cru destine a la fabrication d'un type de camembert
dans une unite de l'Est Algerien. Mémoire de Magister,
Université Mentouri - Constantine.
Berger K.G., 1998. Recent results on palm oil
uses in food products. Palm Oil Dev., 29, 7-12.
Beutler C., les colorants artificiels dans les denrées
alimentaires destinées aux enfants, 2011. Beuzard M,
2003. Le chocolat Sei.vie, pp : 136-151.
Blais, Christine, Les éditions La
Presse, `La chimie des desserts', 2007, 211 pages.
Blanco, C., Campana, G., Barrero, A.
Derivative spectrophotometric resolution of mixtures of the food colorants
Tartrazine, Amaranth and Curcumin in a micellar medium. Talanta, 1996,
Vol. 43, pp. 1019-1027.
Bonniaud, M. (2017). chococlic.
Consulté le 03 27, 2021, sur chococlic:
https://www.chococlic.com/Les-barres-chocolatees_a1665.html
Branden, C., and Tooze, J. (1998).
Introduction to Protein Structures, 2nd edition. London: Taylor and
Francis.
Brunning, A., Hachette, 2015, Why does
asparagus make your wee smell? 149 pages.
Bryselbout, P ; Fabby, Y. (2003). «
Guide technologique de la confiserie industrielle ».Tome 1, ed, Des
Jonquière, Paris.
Bryselbout, P ; Fabby, Y. (2007). «
Guide technologique de la confiserie industrielle ».Edit. Sepaic, Paris,
323p.
C
Canselier J.-P. & Poux M., 2004.
Procédés d'émulsification. Mécanismes de formation
des émulsions. Tech. Ing., article [J 2 152].
Capon M ; Courilleau V et Valte C ; (1996),
« Chimie des couleurs et des odeurs », Edition FOF, Berlin Spinger,
ISBN 2-9502444-2-4, pp : 14-16.
Caroline. (2020, 08 2020). Consulté le
06 09, 2021, sur valrhona-ensemble:
https://www.valrhona-ensemble.fr/blog-valrhona-ensemble/comment-conserver-chocolat
Carr N.O. & Hogg W.F., 2005. A
manufacturer's perspective on selected palm-based products. Asia Pac. J.
Clin. Nutr., 14(4), 381-386.

73
Références
bibliographiques
Chavéron, H.1999.Introduction
à la toxicologie nutritionnelle. Edition Technique et documentation,
Paris ,224p.
Chaveron, H. Introduction à la
toxicology nutritionnelle. Technique et documentation, 1999, 214 p.
Clydesdale, F M. Color as a factor in food
choice, crit. Rev. food Sci. nutr, 1993, pp. 83-101. Codex
Alimentarius, 1995. General Standart for food additives. Codex Stan
192.
Codex Alimentarius, codex Stan 192, 1995.
Norme générale Codex pour les additifs alimentaires. Rome :
FAO/OMS.
Creighton, T. E. (1993). Proteins, 2nd
edition. New York: Freeman.
Curt C., 1994. Méthodes
d'évaluation de la stabilité des émulsions. Principe,
applications, avantages et inconvénients. Sci. Aliments, 14(6),
699-724.
D
Dagot C. et Laurent J. (2014). Module
d'enseignement ASTEP. 1ère version. UVED.
Daverio S ; 2005.Le chocolat dans tous ses
états. Thèse de doctorat en pharmacie. Université Henri
poincare. Pp : 163.
Debry, G. (2001). « Lait : nutrition et
santé ». TEC & DOC, Lavoisier, Paris. Defosse
R., Colorants et pigments, Techniques d'ingénieur A 3233 P
:2-3.
Deosarkar SS., Khedkar CD, 2016. Cream:
Types of Cream. Encyclopedia of Food and Health. pp 331-337.
DIN 55944 (nov.1973. Matières colorantes
; classification). Drothé, L. (2015). « Chocolat
blanc : comment es il fabrique ? ».
E
Ennifar M., 2006. La problématique de
la matière grasse dans la filière laiterie européenne.
Bilan depuis 1990 et perspectives à l'horizon 2014. Paris : Office de
l'Élevage.
F
Fagain, C. O. (1997). Protein Stability and
Stabilization of Protein Function. Georgetown, TX: Landes Bioscience.

74
Références
bibliographiques
Faur L., 1992. Margarine technology. Oils and
fats Manual Karleskind, A. vol. 2, Lavoisier Publishing, Paris: 938-987.
Fauzia, S., Furqani, F., Zein, R., Munaf, E.,
2015. Adsorption and reaction kinetics of tatrazine by using Annona muricata L
seeds. J. Chem. Pharm. Res. 7, 573-582.
Ferioli F., Castagnetti G. B., Caboni M. F.,
2008. Effect of different storage conditions on the lipid fraction of a
vegetable cream. Journal of Food Quality 31. pp 446-464.
Finley, J. (2014, 03 18). Consulté le 03
27, 2021, sur lapresse:
https://www.lapresse.ca/vivre/sante/nutrition/201403/18/01-4748986-les-bienfaits-pour-la-sante-du-chocolat-noir-sont-elucides.php?fbclid=IwAR2ctyMcXrmsdxftyTXkVFX3K83_80dbj_7B2cTHDjqgi8TmjwxA
jP4Om54
Fressenel, M. R. (2018, 06 21).
cuisineaz. (M. D. S.A.S, Éditeur) Consulté le 03 27,
2021, sur cuisineaz:
https://www.cuisineaz.com/articles/la-composition-du-chocolat-blanc-avec-quoi-est-il-fabrique-2249.aspx?fbclid=IwAR0DPcjncYj9_q2YzrFSuQRj0HQweIiSNXhPxp27GNDQNth5PWY
D2CFgx58
G
Gaffron, F. (2012, 05 31). Consulté le
04 02, 2021, sur energy-drink-magazin:
https://energy-drink-magazin.de/2012/05/tartrazin-e102-6886
Gallen, C., Pla, J. Allergie et
intolérance aux additifs alimentaires. Revue française
d'allergologie, 2013, Vol. 53, pp. 9-18.
Goscianska, J., Pietrzak, R., Catal. Today 249
(2015) 259.
Graille J, 2003.Lipides et corps gras
alimentaires. 1er édition, édition TEC et DOC, Lavoisier, Paris,
p.280-290, 341-345, 350-353.
Graille, J. (2003). « Lipides et corps
gras alimentaire ». Tec &Doc Lavoisier, p469.
Granger C., Barey P., Veschambre P. & Cansell
M., 2005b. Physicochemical behavior of oil-in-water emulsions:
influence of milk protein mixtures, glycerol ester mixtures and fat
characteristics. Colloids Surf., B, 42, 235-243.
Green FJ; p. 678 in The Sigma-Aldrich
Handbook of Stains, Dyes, and Indicators. Milwaukee, WI: Aldrich Chem Co.
(1990).

75
Références
bibliographiques
GSO 2016, Standardization organization. cream
analogue. ICS : 67.100.01. pp 1-6.
H
Haisman D, 2011. Imitation dairy products. Pp
913-916.
Harper J. W., 2000. Synthetic and imitation
dairy products, in ECT 3rd ed., vol. 22, pp. 465- 498.
Hartel, R. W., J. H. von Elbe, et al. (2018).
Fondants and Creams. Confectionery Science and Technology. Cham, Springer
International Publishing: 245-272.
Harwich N, 2008. Histoire du chocolat. Paris.
Les editions Desjonqueres. 1ère édition, pp : 312.
Heakal, F. (2013, 04). researchgate.
Consulté le 04 02, 2021, sur researchgate:
https://www.researchgate.net/figure/Scheme-1-Structure-formula-of-b-carotene_fig4_287290339
Health. pp 331-337
Henderson JS, Joyce RA, Hall GR, Hurst WJ, Mc Govern PE,
2007. Chemical and archaeological evidence for the earliest cacao
beverages. Proc. Nat. Acad. Scien., 48, 1883718940.
Holland, B., Unwin, I.D., & Buss, D.H.
(1992). Fruit and nuts. First Supplement to The fifth edition of McCance and
Widdowson's the Composition of Foods. London: Royal Society of Chemistry.
J
Jahurul, M.H.A., Zaidul, I.S.M., Sahena, F., Sharifudin,
M.S., Norulaini, N.N., Md. Eaqub Ali, Hasmadi, M., Ghafoor, K., Wahidu, Z and
Omar, A.K.M, 2016. Physicochemical properties of cocoa butter
replacers from supercritical carbon dioxide extracted mango seed fat and palm
oil mid-fraction blends, pp: 143 - 149.
Jaubert, J ; N. (1998). « Additifs et
auxiliaires de fabrication dans les industries agroalimentaires ». Doc
&Tec, Lavoisier, Paris.
Journal officiel n° 197/EU, 1994.
Jyothi DPT, 2003. The chocolate story: No clear
norms on storage. The Hindu Group of publications.
K

76
Références
bibliographiques
Karleskind, A. (1992). Technique et
Documentation - Lavoisier (éd. Français). Paris ; Londres ;
New York.
Kim S, Thiessen PA, Cheng T, Yu B, Bolton
EE. An update on PUG-REST: RESTful interface for programmatic access
to PubChem. Nucleic Acids Res 2018 July 2; 46(W1):W563-570. [PubMed PMID:
29718389] doi: 10.1093/nar/gky294.
Kim, S., Chen, J., Cheng, T., Gindulyte, A., He, J.,
He, S., Li, Q., Shoemaker, B. A., Thiessen, P. A., Yu, B., Zaslavsky, L.,
Zhang, J., & Bolton, E. E. (2019). PubChem in 2021: new data
content and improved web interfaces. Nucleic acids research, 49(D1), D1388-
D1395.
https://doi.org/10.1093/nar/gkaa971
Klett, C., Barry, A., Balti, I., Lelli, P.,
Schoenstein, F., Jouini, N., Environ, J. Chem. Eng. 2 (2014) 914.
König, C. (2016). « Fabrication du
chocolat : chocolat noir, chocolat blanc, chocolat au lait, dossier- le
chocolat : histoire, saveurs et dégustation ».
L
La Commission du Codex Alimentarius à sa
vingt-troisième session (Rome 28 juin - 3 juillet 1999).
Leal-Calderon F., Thivilliers F. & Schmitt
V., 2007. Structured emulsions. Curr. Opin. Colloid Interface
Sci., 12, 206-212.
Leopold. (2019). leopold-macarons.
(Leopold, Éditeur, & KORIGAN) Consulté le 03 27, 2021, sur
leopold-macarons:
https://www.leopold-macarons.com/chocolats-sans-sucres/tablette-chocolat-sans-sucres-lait-75.html?fbclid=IwAR2ctyMcXrmsdxftyTXkVFX3K83_80dbj_7B2cTHDjqgi8TmjwxAjP4
Om54
Lillah, M.Sc, PhD, Ali Asghar, Ghulam Murtaza, PhD,
Maratab Ali, PhD., 2017. Improving heat stability along with quality
of compound dark chocolate by adding optimized cocoa butter substitute
(hydrogenated palm kernel stearin) emulsion. LWT - Food Science and Technology,
pp: 1-19.
Lim C.W., Norziah M.H. & Lu H.F.S.,
2010. Effect of flaxseed oil towards physicochemical and sensory characteristic
of reduced fat ice creams and its stability in ice creams upon storage.
Int. Food Res. J., 17, 393-403.

77
Références
bibliographiques
M
McClements D.J., 1999. Food emulsions:
principles, practice and techniques. Boca Raton, FL, USA: CRC Press.
McFadden C, France C., 1999. Le grand livre du
chocolat, pp : 253.
Miocque M., Combet Farnoux C.,
Moskowitz H., Abrégé de chimie organique, fonctions
complexes molécules d?intérêt biologique, Tome 2,
2ème édition Masson, PARIS, (1982), p : 211-222.
Missonnier, F., & Caldefie-Chézet,
F. (2012). Le chocolat: historique,botanique,
thérapeutique. Consulté le 03 26, 2021,
sur
https://books.google.dz/books?id=WoMumwEACAAJ
Multon, J L. Additifs et auxiliaires de
fabrication dans les industries agroalimentaires, 4àme Edition
Lavoisier, 2009.
Multon, J L. Colorants autorisé en
alimentation humaine in additfs et auxiliaires de fabrication dans l'industrie
agro-alimentaire. Ed. Technique et documentation, Lavoisier, 2002, Vol. 17, pp.
357-386.
Mutoh T.-A. et al., 2001. Relationship
between characteristics of oil droplets and solidification of thermally treated
creams. J. Am. Oil Chem. Soc., 78(2), 177-182.
O
O'Neil, M.J. (ed.). The Merck Index An
Encyclopedia of Chemicals, Drugs, and Biological. Whitehouse Station, NJ: Merck
and Co., Inc., 2006., p. 225.
Onorato, E. (2016). « Chocolat de la
couverture ou pâtissier : quels avantages ? Ou le trouver ? ».
P
Pagga U., Brown D., The degradation of
dyestuffs part II: behaviour of dyestuffs in aerobic biodegradation tests.
Chemosphere. 15, 4 (1986) 479-491.
Paumier S., (2006). "Facteurs
déterminant l'organisation et la rhéologie du système
argile-eau pour des suspensions de smectites", thèse de doctorat de
l'université de Poitiers.
Pierre, H. (2007). « Le grand livre de
chocolat ». p 367.

78
Références
bibliographiques
Pontillon J., 1998. Cacao et le chocolat :
production, utilisation, caractéristiques. Edition TEC et DOC, pp:
638.
Pourreza N, Ghomi M (2011) Simultaneous cloud
point extraction and spectrophotometric determination of carmoisine and
brilliant blue FCF in food samples. Talanta 84:240-243.
Q
Quemada D., (2006). "Modélisation
rhéologique structurelle. Dispersions concentrées et fluides
complexes ", Edition Tec and Doc, 316p, Lavoisier.
R
Relkin P., Ait-Taleb A., Sourdet S. & Fosseux
P-Y., 2003. Thermal behavior of fat droplet as related to adsorbed
milk proteins in complex food emulsions. A DSC study. J. Am. Oil Chem.
Soc., 80(8), 741-746.
Riaublanc A. et al., 2005. Impact des
cristaux de matière grasse sur l'aptitude au foisonnement et la
stabilité des émulsions laitières foisonnées.
Sci. Aliments, 25(5-6), 427-441.
S
Scher J., 2006. Rhéologie, texture et
texturation des produits alimentaires. Tech. Ing., article [F 3
330].
Servajean, L. (Éd.). (2016, 07 05).
fitsa-group. (FIT) Consulté le 04 20, 2021, sur fitsa-group:
https://www.fitsa-group.com/connaitre-creme-industrielle/.
Shamsi K., Che Man Y.B., Yusoff M.S.A. & Jinap
S., 2002. A comparative study of dairy whipping cream and palm
oil-based whipping cream in terms of FA composition and foam stability. J.
Am. Oil Chem. Soc., 79(6), 583-588.
Shamsi Y. A., Yueoff K., Jinap S., 2000.
Development of non-dairy whipping cream using confectionery products, pp:
319-349.
Shim S.Y., Ahn J. & Kwak H.S., 2004.
Functional properties of cholesterol-removed compound whipping cream by palm
oil. Asian-Austr. J. Anim. Sci., 17(6), 857-862.
Shurtleff, W et Aoyagi, A. (2016)."History
of lecithin and phospholipids: including phosphatides and
liposomes".
Southgate, D. A., Paul, A. A., Dean, A. C., &
Christie, A. A. (1978). Free sugars in Foods. J Hum Nutr, 32(5),
335-347.

79
Références
bibliographiques
Stanley D.W., Goff H.D. & Smith A.K., 1996.
Texture-structure relationship in foamed dairy emulsions. Food Res.
Int., 29(1), 1-13.
Suman, M., G. Silva, et al., (2009).
"Determination of food emulsifiers in commercial additives and food products by
liquid chromatography/atmospheric-pressure chemical ionisation mass
spectrometry." Journal of Chromatography A 1216(18):
3758-3766.
Szczesniak (A. S.) (1973). - Instrumental
methods of texture measurements. In texture measurements of foods. Ed. Kramer
A., Szczesniak A.S. D. Reidel Publishing Company, Dordrecht (Holland).
T
Tablot G, 2011. Reducing saturated fat in
chocolate, compound coatings and filled.
Tadros T., 2004. Application of rheology for
assessment and prediction of the long-term physical stability of emulsions.
Adv. Colloid Interface Sci., 108/109, 227-258.
Talbot G, 2014. Fats for chocolate and sugar
confectionery, pp: 170-208.
Tixier, C. (2008). « Le chocolat : Cet
aliment qui vous veut bien ». Edit Eyrolles, France, p 204.
Torres-Moreno M., Tarrega A., Costell E. and Blanch
C. (2011). "Dark chocolate acceptability: influence of cocoa
origin and processing conditions." Journal of the Science of Food and
Agriculture 92(2), pp: 404-411.
Traband Gégard, La
géographie, Méthodes et contenus pour la géographie,
C.R.D.P. d'Alsace, Collection Ecole Strasbourg, 1997, (pages 65 à 73,
sujet d'étude : une chocolaterie).
V
Van Lent K., Le C.T., Vanlerberghe B. & Van der
Meeren P., 2008. Effect of formulation on the emulsion and whipping
properties of recombined dairy cream. Int. Dairy J.,
18, 10031010.
Vobecky, J.S. Les additifs alimentaires: La
controverse. Can Fam Physician, 1982, Vol. 28, pp.746-751.
W
Wan Rosnani A.I., Nor Aini I. & Noor Lida
H.M.D., 2008. Palm-based trans-free whipped toppings as an alternative
to dairy cream. Palm Oil Dev., 48, 20-25.

80
Références
bibliographiques
Wawrzkiewicz M., Hubicki Z., Anion exchange
resins as effective sorbents for removal of acid, reactive, and direct dyes
from textile wastewaters,Ion Exchange-Studies and Applications, InTech
(2015).
Weghe, P V. UMR 6226 Sciences Chimiques de
Rennes Equipe Produits Naturels, Synthèses, Chimie Médicinale.
2011/2012.
Winnacker K., Kucheler L., Chimie organique,
3eme partie, Edition Eyrolles, Paris, (1968), p: 5-17.
Z
Zawlotzki Guivarch E., Traitement des polluants
organiques en milieux aqueux par procédé électrochimique
d'oxydation avancée "Electro-Fenton". Application à la
minéralisation des colorants synthétiques. Thèse doctorat.
Université de Marne-La Vallée, septembre (2004).
Zhenwang L., Zhenlu C., Jianyan
L., The PT dye molecular structure and its chromophoric luminescence's
mechanism » 15th World Conference on Non-Destructive Testing, 15-21
October (2000), Rome.
ANNEXES
Annexes
Annexe I : Présentation de lieu de
stage.
Présentation du groupe BIMO
Le groupe BIMO-INDUSTRIE est issu de la société
créée en 1975 dans la région de TIZI-OUZOU sous
l'appellation de « BISCUITRIE DU MAGHREB ».
En 1984, le groupe crée une nouvelle biscuiterie dans
la zone industrielle de BABA-ALI avec une nouvelle marque
dénommée « BISCUITRIE MODERNE » BIMO par
abréviation.
Actuellement, ce groupe dispose de 06 unités de
production travaillant toutes dans le secteur de l'industrie agro-alimentaire.
Celles-ci sont :
o Deux 02 unités de biscuiterie, l'une à Boghni
wilaya de TIZI-OUZOU, l'autre à BABA-ALI.
o Une 01 unité de chocolaterie à BABA-ALI.
o Une 01 unité de transformation des fèves de
cacao à BABA-ALI.
o Une 01 unité de confiserie BULLE D'OR à
TIZI-OUZOU.
o Une 01 unité de gaufretterie à BABA-ALI.
Cette entreprise a été certifié sous la
norme ISO 9001 V 2008 : management de la qualité le 28/01/2011 et
certifié sous la norme ISO 9001 V 2015 management de la qualité
le 19/03/2017.

Figure 1 : Photographie numérique
montre la Biscuiterie SARL BIMO.
Présentation de l'unité de
chocolaterie
La SARL chocolaterie BIMO a été
créée pour la première fois en 1984. Cette unité
dispose d'une installation technique de :
o Deux laboratoires où se font les analyses ;
o Département de production ;
Annexes
o Département de maintenance ;
o Un magasin de réception des matières
premières autre que la farine et le sucre. Les produits de chocolaterie
BIMO sont illustrés ci-dessous :

Annexes

Annexes
Annexe II : Equipements et matériel de
laboratoire.
Les principaux équipements et matériel de
laboratoire utilisés dans le cadre de ce travail sont listés
ci-dessous.
o Agitateur magnétique Lab Tech : model : LMS-1003
(Korea) ;
o Bain Marie Memmert (Allemagne) ;
o Balance de précision, RADWAG® (max =
3500g ; min = 0.5 g, Model : Ps 3500/C/2 (Poland)) ;
o Dessiccateur OHAUS : MB 35 ;
o Etuve Memmert (Allemagne) ;
o pH mètre HANNA® HI 2210 avec des électrodes
combinées (États-Unis) ;
o Refractomètre J. K Leinert (Matricule : RF010) ;
o Réfrigérateur Samsung ;
o Thermomètre Nahita : Max 110°C ;
o UV visible (UV - 1600 Pharma spec / Shimmadzu) muni d'une cuve
en quartz de 1cm de largeur ;
o Viscosimètre METTLER RM 180 Rheomat.
|
Balance
|
|
|
|
|
|
|
|
Bain-marie
|
Réfractomètre
|
Dessiccateur
|
|
Annexes

Thermomètre
Viscosimètre UV visible
,
Etuve Réfrigérateur
Verrerie
La verrerie utilisée est la suivante :
o Béchers (60, 100, 250, 600, 1000 ml) ;
o Burette 10ml ;
o Entonnoir ;
o Éprouvette ;
o Erlenmeyer ;
o Fiole jaugée de 100ml ;
o Pipette graduée ;
o Tubes à essais.
Petit matériel
o Mortier et pilon ;
o Papier aluminium ;
o Papier filtre (Rétention : crystalline) ;
o Pro-pipette ;
Annexes
o Spatule.
Réactifs
o Alpha-bromonaphtalene (JR = 1,6570) ;
o Eau distillée ;
o Ethanol à 98% ;
o Ether di éthylique ;
o Sable fin ;
o Solution alcoolique de Phénolphtaléine 1% ;
o Solution de HCl (1N ; Mm = 36, 46 g /mol) ;
o Solution de KOH (0.1 N ; Mm= 56, 10 g /mol).
La spectroscopie UV-Visible
La spectroscopie UV-Visible est largement répandue en
travaux pratiques de chimie, en analyse chimique ou biochimique
(Rouessac et al., 1998).
La spectrophotométrie UV-visible permettra :
o De reconnaître des groupements chimiques
particuliers, lorsqu'ils comportent des doubles liaisons ;
o De mesurer la longueur d'onde d'absorption maximale de la
molécule X max, et l'intensité de cette absorption.
Annexes
Annexe III : Fiche technique de la
tartrazine.
|
Code
|
E 102
|
|
Nom Chimique
|
Hydroxy-5-(sulfo-4-phényl) -1-(sulfo-4-phénylazo)
-
4-H-pyrazolecarboxylate-3 trisodique
|
|
Formule Chimique
|
C16H9N4Na3O9S2
|
|
Masse Molaire
|
534,37 g/mol
|
|
Aspect
|
Poudre ou granulés, de couleur jaune-orangé
(taille
des grains : 0.7 - 2 mm)
|
|
Couleur en solution
|
Solution jaune d'or / orangé, limpide à 10 g/l
|
|
pH
|
[3.5 - 7]
|
|
Température de fusion
|
350°C
|
|
Maximum d'absorption (dans l'eau)
|
Environ 426 nm
|
|
Solubilités
|
- Eau : environ 140 g/l
- Ethanol : légèrement soluble
|
Annexes
Annexe IV : Fiche technique du bleu brillant
FCF.
|
Code
|
E 133
|
|
Formule brute
|
C37H34N2O9S3Na2
|
|
Masse moléculaire (M)
|
792,84 g/mol
|
|
Densité (D)
|
1,48 g/cm3
|
|
Aspect
|
Poudre
|
|
La couleur
|
Bleu
|
|
Solubilité
|
Hydrodispersible, lipodispersible
|
|
Odeur
|
Inodore
|
|
Stabilité a la chaleur
|
Bonne
|
|
Stabilité au pH
|
Bonne
|
|
Point de fusion
|
283 °C
|
|
pH
|
6.4
|
|
Absorption
|
630 nm
|
|
Degré alcoolique
|
0 % vol
|
Annexes
· PHinitiale = 7.35
· pH = 1.57
· pH = 2.8
· pH = 9.98
· pH = 11.70
· pH = 12.21
PHinitiale = 4.65
pH = 2.5 pH = 3 pH = 5.4 pH = 7.85 pH = 10.4 pH = 12.45
La couleur vert
Mélange de concentration [0.2 -
0.8]g/l
[0.2]g/l
Les concentrations de TAR
Les différentes concentrations de colorants et
leurs variations de pH
PHinitiale = 5.75
pH = 2.96 pH = 10.2
[0.1]g/l
· PHinitiale = 5.1
· pH = 3.02
· pH = 9.2
· pH = 11.19
PHinitiale = 6.60
pH = 2.95 pH = 8.30 pH = 10.57
La couleur vert
Mélange de concentration [0.1 -
0.4]g/l
[0.4]g/l
PHinitiale = 4.81
pH = 1.95 pH = 2.69 pH = 6.4 pH = 9.24 pH = 12
[0.8]g/l
Les concentrations de BB
PHinitiale = 5.09
pH = 3.8 pH = 9.1 pH = 10.5
La couleur vert
Mélange de concentration
[0.4 -
1.6]g/l
· PHinitiale = 4.35
· pH = 2.58
· pH = 8.71
· pH = 10.37
· pH = 11
[0.4]g/l
PHinitiale = 5.06
pH = 2.5 pH = 3.6 pH = 9 pH = 10.59
[1.6]g/l
Annexe V : Ajustement du pH des
différentes concentrations des colorants.
Annexes
Annexe VI : Détermination de la teneur
en matière grasse à partir des valeurs relevées sur
le
réfractomètre de J.K Leinert.
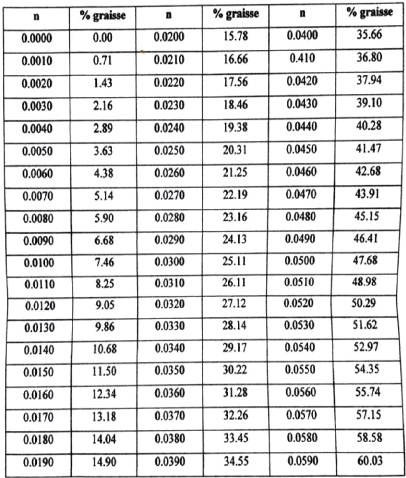
| 

