|
|
|
REPUBLIQUE DU BENIN
************
Ministère de
l'Enseignement Supérieur
|
|
|
et de la Recherche
Scientifique
************
Université
d'Abomey-Calavi
************
Institut Universitaire de Technologie de
Lokossa
************
RAPPORT DE STAGE DE FIN DE FORMATION
POUR
L'OBTENTION DU DIPLOME DE LICENCE
PROFESSIONNELLE
Filière : Génie Industriel et
Maintenance
|
|
GESTION DE LA MAINTENANCE EN MILIEU TEXTILE :
LES
METIERS A TISSER SULZER DU COMPLEXE
TEXTILE DU BENIN (COTEB SA)
|
|
Présenté
par : Tuteur de stage:
|
|
KOBA SEGAN
|
CAPO-CHICHI
Mayaa M. CHABI Yambé Chabi,
& Ingénieur des Travaux en
Babatoundé Lionel Maintenance
Industrielle,
Chef Service Industriel du COTEB
Année académique : 2006 - 2007
|
|
3ème Promotion
|
Avant- propos
Entité pédagogique de
l'Université
d'Abomey-Calavi, l'Institut
Universitaire de Technologie de
Lokossa a été mis en service en octobre 2002
avec pour vocation de former des techniciens industriels performants
dotés du diplôme de licence professionnelle.
Le Travail de Fin d'Etude (TFE) que nous présentons
dans le présent rapport s'inscrit dans ce contexte. Il est
l'aboutissement d'un stage obligatoire à la fin de notre formation
professionnelle estudiantine. Il nous permet en effet de mettre en valeur le
« bagage intellectuel scientifique et industriel acquis au cours de ces
trois années de formation universitaire ». Ayant reçu notre
formation en Génie Industriel et
Maintenance (GIM), nous comptons mettre à profit les
cours liés à la maintenance industrielle afin de produire un
rapport de qualité optimale.
Le thème de notre Travail de Fin d'Etude (TFE),
effectué en milieu textile est : « Gestion de la
maintenance en milieu textile : les métiers à tisser SULZER du
Complexe Textile du Bénin (COTEB SA)».

UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
Résumé
La première partie de cet ouvrage présente
l'entreprise COTEB SA, suivi de la description des différents
procédés de transformation au sein de l'usine. Dans cette
même partie, nous présentons l'organisation technique du COTEB et
l'état des lieux de ses équipements.
La seconde partie du document présente en détail
les travaux effectués lors du stage, relatifs au TFE. Nous y proposons
une gestion de la maintenance d'un parc de métiers à tisser de
marque SULZER du Complexe Textile du Bénin, à travers
l'élaboration de tableaux de bord que nous avons préalablement
analysés.
Ces tableaux de bord nous ont permis d'élaborer une
politique de maintenance appropriée à l'entreprise, suivant un
schéma bien défini.
Ainsi on verra dans cette partie du rapport comment des
indicateurs de fiabilité, de maintenabilité et de
disponibilité peuvent permettre de définir des priorités
d'action au sein des départements de production afin d'améliorer
leur rendement effectif, et ce, à travers la mise sur pied de programmes
de maintenance journalier, hebdomadaire et semestriel.

UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
Abstract
The first part of this work is about the interface of COTEB SA,
followed by a description of the different manufacturing process in the
factory. In addition, it is presented in one hand the technical organisation of
the venture and in other hand the inventory of their equipment.
The second part of this work present in detail what have been
done during the training course related to our final examination. In that part,
we suggest a management of the loom SULZER, through the development of a notice
board that had been analysed before we established an appropriate method. All
this is illustrated with a clear diagram. Thus the second part shows how
reliability and availability index can help to identify measures that have
priority into the production department, in order to improve their effective
output. All this will be done through the drawing up of daily, weekly and half
yearly maintenance schedule.

UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
Dédicaces



A mon père Julien CAPO-CHICHI et
A toi ma mère, Léocadie DEGUENON.
Puissiez vous trouver en ce modeste travail un début
de récompense aux multiples sacrifices consentis à mon
égard.
A vous tous frères, soeurs, parents, amis, pour votre
soutien indéfectible.
A mon oncle bien aimé, Mr Basile CAPO-CHICHI et son
épouse. Vous êtes plus qu'une famille pour moi.
Et tout particulièrement,

A toi Seigneur qui, dans ton amour infini, nous accorde bien
souvent plus que nos mérites.
CAPO-CHICHI Mayaa
UAC / IUT-LOK / GIM / 3ème Promotion
iv
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
Dédicaces





A mon feu Père KOBA Ayékoro Germain.
A Mme KOBA Assiba Julienne, née YANDAH, ma maman
chérie, qui représente tout pour moi.
A mes oncles : KOBA A. Bernard et ADJILE SEGLA D.
Aimé, qui m'ont soutenu durant ce parcours universitaire.
A mon frère Hermann et à ma soeur
Lydie.
A tous les parents et amis qui ont contribué, de
près ou de loin à l'aboutissement de ce document.
KOBA SEGAN Babatoundé Lionel

UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
Remerciements
Ce document n'est pas l'aboutissement de notre seul
effort, mais de beaucoup d'autres personnes qui n'ont ménagé
aucun effort pour rendre effectif le stage que nous avons effectué au
COTEB et au-delà, notre formation toute entière. Il nous est donc
agréable de remercier :





Dr Ezéchiel ALLOBA, Maître Assistant des
universités, Directeur de l'Institut Universitaire de Technologie de
Lokossa.
Dr Emmanuel WOUYA, Directeur Adjoint de l'Institut
Universitaire de Technologie de Lokossa.
Dr Gontrand BAGAN, Maître Assistant des
universités, Responsable des départements de Génie
Industriel et Maintenance & Génie Mécanique et
Productique.
M. Chabi Yambé CHABI, Ingénieur des Travaux en
Maintenance Industrielle, Chef Service Industriel du COTEB.
M. Zoffoun, Ingénieur Textile, Chef Cellule
Statistique et Prospective du COTEB.
vi
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel




Tous les chefs de département de production du COTEB,
ainsi que tous les responsables administratifs dudit complexe.
M. JACQUET Issiaka, technicien de Maintenance Industrielle au
département de tissage du COTEB.
M. Victorien AGUE, Ingénieur en Energétique,
Professeur à l'IUT de Lokossa ; merci pour tes précieux
conseils.
Nos chers professeurs et tout le personnel non enseignant de
l'Institut Universitaire de Technologie de Lokossa.
SOMMAIRE
Avant- propos i
Résumé ii
Abstract iii
Dédicaces iv
Remerciements vi
PREMIERE PARTIE
|
Introduction générale
|
2
|
|
Chapitre 1 : PRESENTATION DU COTEB
|
3
|
|
1.1 -) Situation géographique et objet
|
3
|
|
1.2 -) Historique
|
3
|
|
1.3 -) Perspectives
|
5
|
|
1.4 -) Structures
|
6
|
|
1.4.1 -) Le Conseil d'Administration
|
6
|
|
1.4.2 -) L'Administratrice Déléguée
|
6
|
|
1.4.3 -) Les Superviseurs
|
6
|
|
1.4.4 -) Le Secrétariat de Direction
|
6
|
|
1.4.5 -) Le Service de l'Administration et du Personnel
|
6
|
|
1.4.6 -) La Cellule Statistique et Prospective
|
7
|
|
1.4.7 -) Le Service Industriel
|
7
|
|
1.4.9 -) Le Service Approvisionnement
|
7
|
|
1.4.8 -) Le Service Commercial et Marketing
|
7
|
|
1.4.10 -) Le Service Comptable et Financier
|
7
|
Organnigramme 8
Chapitre 2 : PROCESSUS DE TRANSFORMATION 9
2.1 -) DEPARTEMENT DE FILATURE 9
2.1.1 -) Section préparation 9
2.1.1.1 -) la grande préparation 10
2.1.1.2 -) la petite préparation 12
2.1.2 -) Section filature 12
2.1.3 -) Section bobinage 13
2.2 -) DEPARTEMENT DE TISSAGE 13
2.2.1 -) Section préparation 13
2.2.2 -) le hall de tissage 15
2.2.3 -) la bonneterie 15
2.3 -) DEPARTEMENT DE FINITION 15
2.4 -) DEPARTEMENT DE CONFECTION 17
2.5 -) DEPARTEMENT DES SERVICES GENERAUX 18
2.5.1 -) Atelier de fabrication mécanique 18
2.5.2 -) Atelier électrique 18
2.5.3 -) Centrale électrique 18
2.5.4 -) Atelier d'entretien des dispositifs de conditionnement
d'air...18 2.6 -) SECTION VISITE 19
2.7 -) SECTION CONTROLE QUALITE ET QUANTITE 19
Chapitre 3 : ORGANISATION TECHNIQUE DU TRAVAIL 21
Chapitre 4 : ETAT DES LIEUX DES EQUIPEMENTS 23
DEUXIEME PARTIE
Cahier des charges 27
Chapitre 5 : PRESENTATION DES METIERS A TISSER 29
5.1-) L'armoire de commande 29
5.2-) La commande, l'entraînement de la machine, le frein
de la machine 30
5.3 -) Système de sûreté 31
5.4 -) Commande du dérouleur d'ensouple et appel du tissu
32
5.5 -) Formation de la foule 32
5.6 -) Mécanisme de chasse 33
5.7 -) Commande du battant 36
5.8 -) Mécanisme de réception 36
5.9 -) Appareil à lisière 36
Chapitre 6 : DEFINITION D'UNE POLITIQUE DE MAINTENANCE 38
6.1 -) ORGANISATION ACTUELLE DE LA MAINTENANCE 38
6.2 -) DETAIL DE L'ETUDE MENEE 39
6.2.1 -) Recherche d'informations 40
6.2.1.1 -) Le dossier machine 40
6.2.1.2 -) Le fichier historique 40
6.2.1.3 -) Fiches de suivi du matériel 41
6.2.1.4 -) Traitement des données 45
6.2.2 -) Définition d'objectifs 53
6.2.3 -) Choix des méthodes 53
6.2.3.1 -) Priorités d'action 53
6.2.3.2 -) type de maintenance 60

UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
6.2.4 -) Définition des moyens 62
6.2.5 -) Réalisation 64
6.2.6 -) Evaluation 69
6.2.7 -) Conclusion partielle 71
Autres travaux effectués 72
Suggestions 72
Conclusion générale 73
Bibliographie 75
Annexes 76
.
PREMIERE PARTIE
Généralités
SOMMAIRE
Introduction 2
Chapitre 1 : Présentation du COTEB 3
Chapitre 2 : Processus de transformation 9
Chapitre 3 : Organisation technique du travail
21
Chapitre 4 : Etat des lieux des équipements
23
INTRODUCTION GENERALE
La filière cotonnière constitue pour plusieurs
raisons la principale source de croissance de l'économie nationale de
notre pays. En effet, la production moyenne annuelle de coton graine est
estimée à trois cents cinquante mille (350.000) tonnes et
représente environ quatre vingt milliards (80.000.000.000) de francs CFA
procurant ainsi des revenus monétaires à environ trois millions
(3.000.000.) de personnes. La filière représente 45% des
rentrées fiscales (hors douanes) alors qu'elle ne contribue en terme de
valeur ajoutée que pour 13% du Produit Intérieur Brut (PIB)
national.
Acheté sur le marché mondial à environ
sept cents soixante et dix (770) FCFA le kg, le coton fibre est
transformé et vendu sur le même marché sous forme de tissu
à environ dix fois son coût d'acquisition.
Malheureusement, seulement 1% de ce coton fibre produit fait
l'objet d'une transformation dans notre pays. Cela constitue un manque à
gagner considérable pour notre économie. D'où la
nécessité de faire subir à la fibre cotonnière un
maximum de transformations afin de produire de la valeur ajoutée, source
de croissance et de développement durable. Ceci explique l'importance de
l'industrie textile dans notre pays.
Nous voilà ainsi lancés à la
découverte de l'une des premières entreprises de notre pays : le
Complexe Textile du Bénin, renaissant d'une longue léthargie et
qui nourrit l'espoir du gouvernement à savoir : faire de l'industrie
textile une machine productrice de valeur ajoutée et de
développement durable.
Chapitre 1 : PRESENTATION DU COTEB
1.1 -) Situation géographique et objet
Le Complexe Textile du Bénin (COTEB) est
implanté dans la zone industrielle à l'ouest de la ville de
Parakou et sis au quartier Camp Adagbè, route Inter-Etat
Parakou-Djougou.
Situé dans un domaine de plus de trente et un hectares
(31ha), les bâtiments actuels couvrent une superficie d'environ trente
mille mètres carrés (30.000. m2).
Le complexe textile du Bénin est une
société industrielle qui a pour objet la transformation du coton
fibre en articles confectionnés à travers plusieurs processus
allant de la filature jusqu'à la confection de vêtements pour le
marché national, régional et international.
1.2 -) Historique
C'est en 1971 que fut créé le COTEB sous
l'appellation de IDATEX (Industrie Dahoméenne de Textile). L'industrie
avait une capacité de transformation de 3000 tonnes de coton fibre par
an. A la suite des nationalisations des entreprises et du changement du nom du
pays, IDATEX est devenu en 1975 IBETEX (Industries Béninoises de
Textile). Mais très tôt, l'IBETEX a été
liquidée et fermée le 31 juin 1985.
En 1988, le groupe belge (UCO) reprend la
société IBETEX désormais sous l'appellation de Complexe
Textile du Bénin, Société Anonyme de droit privé
(COTEB SA). Après une période de réhabilitation sommaire
de l'usine en1990, les activités ont effectivement démarré
en février 1991.
Mais dès novembre 1992, le groupe belge a
renoncé à l'exploitation de l'usine du fait des pertes
enregistrées dues au faible niveau du chiffre d'affaire sur la
période.
A la suite de la démission des belges, les
opérateurs économiques nationaux ainsi que les institutions
financières, notamment la Banque Ouest Africaine de Développement
(BOAD) et les banques locales (BOA, ECOBANK) ont pris la relève en
adoptant un plan de restructuration à travers la recapitalisation de
l'entreprise.
Le capital social de la société a
été évalué depuis sa création respectivement
à 600millions de FCFA en 1971, à 810 millions de FCFA en1992
(dont 64,6% pour le groupe UCO et 35,4% pour l'Etat béninois).
La recapitalisation de l'entreprise et le plan de
restructuration effectué ont porté le capital social de
l'entreprise à 2 milliards de FCFA en juillet 1995 par la reconversion
des dettes de certains créanciers et l'apport en numéraire des
actionnaires privés.
|
A ce jour, la structure du capital social de l'entreprise se
présente comme
suit:
|
|
SONAPRA (Etat)
|
54%
|
|
BOAD
|
13,6%
|
|
Banques locales
|
5%
|
|
Sociétés cotonnières
|
15%
|
|
Actionnaires particuliers
|
12, 4%.
|
Depuis 1994, des difficultés sont apparues dans
l'entreprise et se sont aggravées en 2001. L'usine a dû
arrêter ses activités en juin 2006.
Mais grâce aux efforts conjugués de l'Etat, du
conseil d'administration et du personnel de l'entreprise, les activités
ont repris le 31 décembre 2006, non sans difficultés, mais avec
la ferme volonté du conseil d'administration appuyé par le
gouvernement, qui a pris des mesures de sauvetage de la
société.
1.3 -) Perspectives
Compte tenu de l'évolution de la technologie dans le
textile et surtout pour satisfaire la clientèle nationale,
régionale et internationale de plus en plus exigeante en produits
textiles de meilleure qualité, le COTEB prévoit des actes plus ou
moins importants à savoir :
+ la réhabilitation des équipements actuels pour
améliorer le rendement des machines : la production annuelle actuelle
estimée à 1056 tonnes de fils par an à la filature et
2.100.000 mètres linéaires de tissu au tissage avec une
consommation de matière première (coton) de 1.500 tonnes environ,
passerait d'après les estimations à une capacité de
production de 3.500 tonnes à 4.000 tonnes de fils de numéros
métriques moyen 24 avec une consommation de 4.500 tonnes de coton fibre
à la filature. En outre la production annuelle au tissage serait de
5.000.000 mètres linéaires de tissu.
+ la création d'emplois et le recrutement d'ouvriers
dont l'âge ne dépasserait pas 25 ans et ayant le niveau minimum du
BEPC ou d'un diplôme équivalent.
+ l'installation d'une seconde usine moderne à coté
de l'ancienne en exploitant l'espace disponible.
Ces actes visent donc à :
· améliorer nettement le rendement ;
· fidéliser les clients et accroître leur
nombre ;
· pérenniser le développement des
activités de la société ;
· devenir la meilleure industrie textile dans la sous
région.

UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
1.4 -) Structures
Les activités du complexe sont coordonnées par
plusieurs structures à savoir :
1.4.1 -) Le Conseil d'Administration
Formé des représentants des actionnaires de la
société, il est chargé de prendre de grandes
décisions en rapport à l'existence et au fonctionnement de
l'entreprise. Il assure et protége les intérêts des
actionnaires et de la société.
1.4.2 -) L'Administratrice
Déléguée
Elle assure la direction générale de
l'entreprise.
1.4.3 -) Les Superviseurs
Ils sont chargés d'assister l'Administratrice
Déléguée dans sa mission de gestion de l'entreprise. Ils
la tiennent informée des problèmes liés au fonctionnement
de la maison. Ils constituent aussi « l'oeil » de la SONAPRA,
principal actionnaire du complexe.
1.4.4 -) Le Secrétariat de Direction
Il est relié directement à l'administratrice
déléguée dont il reçoit les recommandations. Il
centralise les courriers et assure la frappe des documents administratifs et
techniques.
1.4.5 -) Le Service de l'Administration et du
Personnel
Il est chargé de la mise en oeuvre des systèmes et
politiques de gestion administrative et des ressources humaines.
1.4.6 -) La Cellule Statistique et Prospective
Elle est chargée d'assister l'administratrice
déléguée pour tous les problèmes techniques qui
touchent au fonctionnement de l'usine. Cette cellule comprend également
la section contrôle qualité sur la base de l'écoute de la
clientèle dans le cadre du management, de la satisfaction de la
qualité et de la clientèle.
1.4.7 -) Le Service Industriel
Il est chargé de coordonner les activités au
niveau de l'usine.
1.4.8 -) Le Service Commercial et Marketing
Chargé de la définition et de la mise en oeuvre du
plan commercial et marketing global de l'entreprise.
1.4.9 -) Le Service Approvisionnement
Il est chargé d'assurer l'approvisionnement de l'usine en
matières premières et fournitures.
1.4.10 -) Le Service Comptable et Financier
Il est chargé de l'organisation des fonctions comptables
et financières de la société. Il élabore le budget
et procède à son exécution.
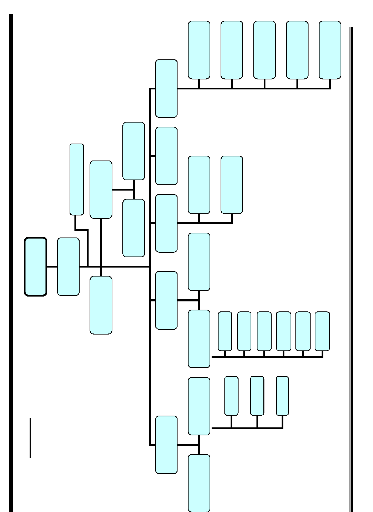
L'organigramme du COTEB se présente comme suit :
8
Figure 1.1 : ORGANIGRAMME
UAC / IUT-LOK / GIM / 3' Promotion
Presente par
CAPO CHICHI Mayaa & KOBA SEGAN Babatounde Lionel
Rapport de stage de fin de formation pour
l'obtention du diplome de licence professionnelle
Departement
FINITION
Departement
TISSAGE
Departement
FILATURE
Section
CONFECTION
Section
SERVICES
GENERAUX
Informaticiens
Superviseurs
Cellule Statistique et
Prospective
(CSP)
Controle Qualite
(CQ)
Administratrice
Deleguee
(AD)
Conseil
D'administration
(CM
Secretariat Particulier
(SP)
Service
Approvisionnement
(SA)
Service Commercial et
Marketing
(SCM)
Centre Commercial
(C/C)
Sect° Act° Ccial
(SAC)
Sect° Gest° Pers et Paie
(SGPP)
Service Administration
du Personnel
(SAP)
Agent de
liaison
Suivi du
personnel
Infirmerie
Standardiste
Entretien et
nettovage
Sect° Adm Moyens
Gene
(SAMG)
Gardiennage
Comptabilite
Caisse Parakou
Compta Gene et Tres
(SCGT)
Caisse Cotonou
Service Comptables et
Financiers
(SCF)
Compt Analytiq et Mat
(SCAM)
Service Industriel
(SI)
Chapitre 2 : PROCESSUS DE TRANSFORMATION
La structure de l'entreprise qui nous a reçu pour
notre stage est le service industriel cité plus haut et qui est
chargé de coordonner les activités au niveau de l'usine. Ce
service se subdivise en plusieurs départements de production dans
lesquels nous avons passé de brèves périodes dans le cadre
de notre stage. Ces visites respectives des différents
départements de l'usine nous ont permis une meilleure
compréhension des multiples étapes intervenant dans les processus
de production, d'évaluer la complémentarité de ces
différents départements, d'avoir une idée
générale des problèmes techniques de toute l'usine, avant
de choisir un thème d'étude particulier.
2.1 -) DEPARTEMENT DE FILATURE
La filature constitue le début de la chaîne de
production dans l'usine. C'est le procédé qui transforme le coton
fibre libéré des balles de coton en fils de coton destinés
à servir au tissage.
De type classique, il produit une gamme variée de
numéros métriques de fils allant de Nm 12 à Nm 40. Ce
département dispose de 77 personnes. Le processus de transformation du
coton en bobines de fils se fait en trois sections : la préparation, la
filature proprement dite et le bobinage.
2.1.1 -) Section préparation
On distingue la grosse préparation qui va du battage
à la carderie puis la petite préparation qui est
constituée de l'étirage et du bambrochage.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
|
9
|
|
2.1.1.1 -) la grande préparation
· Battage
Au battage, le coton est débarrassé de ses
impuretés. Ces impuretés sont généralement des
graines de coton de courtes longueurs. Deux procédures de battage sont
normalement exploitables : celle de la ligne POLMATEX et celle de la ligne
UNIFLOC, conçues pour assurer indépendamment le battage.
A la ligne UNIFLOC, un automate UNIFLOC prélève
les balles de coton fibres de manière automatique par des mouvements de
translations. Ce coton est ensuite chargé successivement dans dix
compartiments par un mono tambour où il subit une grande extraction
d'impuretés. Des chargeuses, le coton passe successivement dans deux
condenseurs batteurs qui poursuivent l'extraction des impuretés.
A la ligne POLMATEX, le coton est introduit manuellement et
à petits coups par des ouvriers dans les chargeuses mélangeuses
en évitant le plus possible leur bourrage. Les chargeuses
mélangeuses ont pour rôle de mélanger les
différentes variétés de coton. Des filtres à air
reliés à ces chargeuses libèrent le coton en partie de ses
déchets. Un tapis achemine le coton vers un transporteur qui le
débarrasse de déchets magnétiques grâce à un
aimant. Il va ensuite à un bloc constitué d'un condenseur, d'une
ouvreuse inclinée et d'une ouvreuse horizontale. Après avoir
ouvert le coton, ces ouvreuses le libèrent des fibres trop courtes
inutilisables. Ce bloc est également relié au filtre à air
grâce à un système de ventilation.
Le coton est ensuite introduit successivement dans deux
condenseurs tous reliés à des filtres à air, puis
dirigé séparément vers deux batteuses 2 et 3
reliées aux lignes 2 et 3 du cardage.
Il faut noter que la ligne UNIFLOC est bien plus rentable mais
se trouve malheureusement en panne actuellement.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
|
10
|
|

Figure 2.1 : batteuse Figure
2.2 : les compartiments de la
chargeuse automatique
· cardage :
Au cardage, le coton provenant du battage est
transformé d'abord en voiles puis en rubans enroulés dans des
pots. On distingue trois lignes comportant chacune huit cardes et
reliées à un filtre rotatif qui extrait les déchets. Un
système interne d'extraction de déchets permet aux cardes de
libérer le coton des dernières impuretés.
On dispose de deux lignes : la ligne 2 qui est
alimentée soit par l'automate UNIFLOC ou la batteuse 2 et la ligne 3 qui
est alimentée par la batteuse 3. Il faut signaler que la carderie
dispose également d'une ligne complémentaire, non
opérationnelle de huit cardes.
Les cardes sont programmées pour s'arrêter
après 4000 mètres de ruban, récupérés dans
des pots avec une capacité nominale de 25kg/h.

Figure 2.3 : La carde
11
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
2.1.1.2 -) la petite préparation :
· Etirage :
C'est le début de la petite préparation. Il
consiste en deux passages respectivement sur des machines à
étirer. Il a pour but d'assurer le parallélisme des rubans
provenant du cardage et les rend plus souples.
· Bambrochage :
Les rubans souples étirés sont conduits au
bambrochage pour y être transformés en mèches de
numéros métriques variables suivant le réglage
effectué sur la machine (Ici 1250 m/bobine de 1 g/m). On dispose de six
bancs à broches dont cinq opérationnels. Chaque banc comporte
cent huit broches.

Figure 2.4 : L'étirage
Figure 2. 5 : Les bancs à broches
2.1.2 -) Section filature
A la filature, les mèches de coton produites au
bambrochage sont transformées en fils de numéros métriques
variables de 12 à 40 par des machines Continu A Filer (CAF) en leur
donnant la torsion nécessaire. Cette torsion leur confère un
poids précis suivant une longueur donnée. Ils peuvent ainsi
passer de 1g/m à 1g/12m, de 1g/m à 1g/17m, de 1g/m à
1g/34m ou encore de 1g/m à 1g/40m.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
|
12
|
|
2.1.3 -) Section bobinage
C'est la dernière étape de la filature. Les
fuseaux de fil réalisés par les Continu A Filer (CAF) sont mis
sous forme de bobines coniques de 2,5 kg par des noueuses et prêtes
à servir au tissage. On dispose de noueuses de types manuel et
automatique. Ces dernières sont conçues pour renouer
automatiquement la bobine de fil à une cartouche nouvelle dès
qu'une cassure de fil advient lors du bobinage, après avoir
évacué l'ancienne cartouche.

Figure 2. 6 : Le bobinage
2.2 -) DEPARTEMENT DE TISSAGE
C'est ici que prend forme le tissu proprement dit. Ce
département s'occupe de la transformation des bobines de fil en tissus
écrus, plats, éponges, mailles, toiles, sergés, satins et
basins. Il est doté de machines dont l'empeignage est de 3,90m et ayant
la possibilité de produire des tissus dont la laize (largeur) peut
varier de 1,10m à 3,65m. Il dispose de 44 personnes. La transformation
des bobines de fils se fait en deux grandes sections : la préparation au
tissage et le hall de tissage.
2.2.1 -) Section préparation
Elle est constituée de l'ourdissage, de l'encollage, du
rentrage et du cannetage des fils à tisser.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
|
13
|
|
· Ourdissage :
Une partie des bobines de fils provenant de la filature est
installée sur des chariots d'une capacité de 560 bobines. Ces
bobines sont défilées et soigneusement alignées sur un
ourdissoir en fonction du nombre exact de fils que nécessite le tissu
que l'on veut produire. Les fils sont ensuite mis en plusieurs rouleaux qui
constituent des ourdis.

Figure 2. 7 : L'ourdissoir
· Encollage:
À l'encollage, on superpose le nombre exact de
rouleaux nécessaires à la production du tissu suivant la
qualité escomptée, en amont d'une encolleuse, de manière
à former une seule nappe de fils grâce à un dispositif
appelé râtelier. Cette nappe est ensuite introduite dans un bac de
colle afin de donner, aux fils qui la constituent, la résistance qui
leur est nécessaire pour supporter les tractions lors de leur passage
sur les métiers à tisser. La nappe encollée passe ensuite
dans un séchoir et une zone de séparation. Une
têtière permet enfin d'enrouler à nouveau les tambours des
fils de la nappe. Ces fils encollés constituent la chaîne du tissu
écru.

Figure 2. 8 : L'encolleuse
Figure 2. 9 :
Séchoir et zone de séparation
Figure 2. 10 : Têtière

14
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
· Rentrage :
On y définit le type de tissu à produire, sa
qualité et les motifs qui y figurent. Ces paramètres seront
fonction du nombre de harnais qu'on préparera aux métiers, du
nombre de lisses (lamelles minces) quelles porteront et de leur classement.
Dans ces lisses passeront les fils encollés.
· Cannetage :
Il consiste à préparer grâce à une
machine, des cannettes de fil à partir des bobines afin qu'elles servent
sur des métiers à navettes.
2.2.2 -) le hall de tissage
Les ensouples de fils encollés sont installées
sur les métiers à tisser et les fils sont soigneusement
disposés dans les harnais par les rentreurs. Ces rouleaux de nappes
encollées constituent la chaîne du tissu. Le tissage se fait soit
sur des métiers à navettes où la trame du tissu est
réalisée par les cannettes de fils, soit sur des métiers
à projectile où elle est réalisée par des bobines
de fil.
2.2.3 -) la bonneterie
C'est un hall disposant de métiers à tricoter
circulaires. Ils servent à réaliser des mailles pour la
confection des tricots, layettes, etc....
2.3 -) DEPARTEMENT DE FINITION
Le département de finition s'occupe de la teinture des
tissus écrus provenant du tissage. C'est le dernier traitement que subit
le tissu avant la couture. Le processus de transformation des tissus
écrus en tissus blanchis ou teints finis se fait en plusieurs
étapes :
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
|
15
|
|
· Flambage
C'est la première opération que subit le tissu.
Elle a pour but d'éliminer les duvets (petits poils sur le tissu) afin
de le rendre totalement lisse. Mais la machine flambeuse étant en panne
et cette étape n'étant pas absolument indispensable, elle n'est
actuellement pas effectuée. Le tissu passe donc directement à
l'étape suivante.
· Désencollage
Il consiste à libérer le tissu de la colle
fournie aux fils par l'encolleuse. Il se fait par lavage sur une
désencolleuse, ici pad roll. En effet, cette colle empêcherait
d'une part une bonne adhésion entre la teinture et le tissu et
provoquerait d'autre part sa déteinte précoce en se
libérant avec la teinture dès que l'utilisateur du tissu le
plongerait dans de l'eau. L'opération suivante est la caustification.
· Caustification
Cette opération consiste a donner une
hydrofilité au tissu (absorption rapide de l'eau) et de
l'affinité (adhésion) au colorant. Elle est ici
réalisée grâce à la désencolleuse. Viens
ensuite la teinture du tissu.
· Teinture :
C'est l'art de donner une couleur au tissu. Plusieurs modes
opératoires sont utilisables en fonction de la qualité du tissu
et des colorants disponibles. Parmi elles, on peut citer les méthodes de
colorants de cuivre (teinture Pad-jig et teinture par épuisement) et les
méthodes de colorants réactifs (Pad batch et teinture par
épuisement). Celle utilisée ici est la méthode Pad batch
que nous présentons.
Elle se fait avec des colorants réactifs. On
imprègne le tissu dans un mélange du colorant et d'un agent
fixateur (alcali). La réaction dure deux à quatre heures. Un
rinçage à 90° ou à 95° C permet ensuite
d'éliminer les colorants qui par saturation de la matière,
n'auraient pas été fixés.
16
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
Le tissu subit ensuite un séchage à la rame. On
le fait passer dans une résine pour améliorer sa consistance au
toucher. Il subit enfin la samphorisation pour l'empêcher de s'allonger
ou de se rétrécir au lavage.

Figure 2. 11 : Tissus teints
2.4 -) DEPARTEMENT DE CONFECTION
C'est le point final de la chaîne de production de
l'usine. Ce département s'occupe de la transformation des tissus
écrus ou teints en articles confectionnés. Ce sont des kakis
scolaires, des serviettes de bains de diverses dimensions, des toiles
légères pour chemises, des tissus basins, des draps de lit, des
vêtements de travail, des uniformes militaires, des tee-shirt, des
tricots, des peignoirs, des pyjamas, des nappes de tables, des trousseaux de
bébé, des bachettes, des chaussettes,etc
Le processus de confection des tissus écrus ou teints se
fait en plusieurs étapes :
- le tracé: on trace sur un tissu,
grâce à des patrons, les modèles des articles à
confectionner.
- Le matelas : on réalise grâce
à un chariot, un matelas de tissus en les disposant les uns sur les
autres suivant le nombre de modèles à réaliser.
- La coupe : elle s'effectue sur le matelas
grâce à des tronçonneuses manuelles ou automatiques suivant
le tracé des patrons.
- La chaîne : plusieurs machines
à coudre permettent à des couturiers de travailler en
chaîne sur les tissus coupés, chacun d'entre eux effectuant une
action bien précise.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
|
17
|
|
Enfin, un agent procède au contrôle des articles
confectionnés. Ils subiront ensuite un repassage avant d'être
emballés.
2.5 -) DEPARTEMENT DES SERVICES
GENERAUX
Ce département assure la maintenance de l'usine en
général. En fait, il vient en appui aux services de maintenance
spécifiques à chaque département grâce à ses
différents ateliers :
2.5.1 -) Atelier de fabrication mécanique
Il est doté de machines mécaniques : tours,
fraiseuses, perceuses ; d'outils d'ajustage, d'un poste de soudure et d'outils
divers. On y fabrique des pièces de rechange mécaniques
réalisables sur place ou, à défaut, on les
répare.
2.5.2 -) Atelier électrique
Les agents de cet atelier assurent la réparation des
pannes électriques qui interviennent sur les machines et les appareils
des différents départements. Cet atelier comprend aussi une
section rebobinage.
2.5.3 -) Centrale électrique
Elle fournit l'énergie électrique
nécessaire au fonctionnement de l'usine et provenant de la SBEE à
travers des transformateurs. Cette centrale dispose également de groupes
électrogènes actuellement non utilisés à cause de
leur faible taux de rentabilité par rapport à la SBEE et de leur
coût de maintenance trop élevé. Elle est aussi responsable
du bon fonctionnement de la chaudière.
2.5.4 -) Atelier d'entretien des dispositifs de
conditionnement d'air
Il est chargé de l'entretien et de la maintenance des
dispositifs de conditionnement d'air interne à chaque
département.
S'ajoutent à tous ces ateliers les ateliers de
menuiserie, de plomberie et de
manutention.
18
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
Les Sections Visite et Contrôle Qualité
Quantité qui ne dépendent pas du Service Industriel mais de la
Cellule Statistique et Prospective participent également à la
rentabilité de l'usine ; d'où l'importance de les
présenter.
2.6 -) SECTION VISITE
Cette section travaille en étroite collaboration avec
le Service du Contrôle de la Qualité. Elle intervient avant et
après la teinture. Ses objectifs sont de déterminer, grâce
à des tables de visite, les différents défauts
présents sur le tissu, de corriger ceux d'entre eux qui sont corrigibles
et de répertorier suivant un code bien défini, ceux d'entre eux
qui ne le sont pas ou qui le sont partiellement. Ce répertoire
codé permettra au Service du Contrôle de Qualité de faire
mener les actions correctives nécessaires en amont suivant que ces
défauts proviennent des opérateurs ou des machines à
régler.
La visite contrôle également la longueur du
tissu et son poids indispensables à la teinture pour déterminer
les quantités de colorant à utiliser sur les rubans de tissu.
2.7 -) SECTION CONTROLE QUALITE ET QUANTITE
Ce service, bien que purement technique, a un important
impact sur la rentabilité de l'usine et sur bien d'autres variables
stratégiques de l'entreprise. Il s'agit d'un argument essentiel pour le
producteur car critère de choix pour la clientèle. Il ne faudrait
en effet pas perdre de vue que la qualité du produit fini est
très importante pour la renommée de la société et
aussi pour assurer la continuité de l'entreprise. Ce service a donc pour
objectif d'éviter que des produits qui n'ont pas la qualité
satisfaisante soient livrés aux clients ; mais il s'assure
également que ces produits répondent à la
conformité et aux normes recommandées afin d'éviter
à l'entreprise des pertes de production dues à un excès de
qualité.
19
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
Le problème de défaut ou d'excès de
qualité se situant dans tout le processus de la chaîne de
production, le service est donc présent à chaque niveau de la
production pour y vérifier les quantités introduites en amont,
recueillies en aval, la qualité produite, la conformité pour les
produits semis finis et finis. Il détermine ainsi l'origine des
défauts provenant de la matière première, du fil du tissu
de la teinture ou de la confection, situant ainsi les responsabilités de
tous ceux qui ont une influence sur le produit fini. Les laboratoires du
service contrôle qualité quantité disposent à cet
effet de :
- balances électroniques qui permettent d'évaluer
le poids des bobines des mèches et des tissus au métrage,
- planchemètre qui permet de comparer l'aspect des fils
à l'oeil nu aux mesures standards et donc de les classer par grade,
- torsiomètre pour connaître la torsion des
fils,
- dévideurs électriques et manuels pour mesurer la
longueur des rubans ou mèches,
- micronaire permettant de connaître la finesse des fibres
de coton,
- USTER qui donne des indications sur les organes de machines
défectueuses et la régularité des fils, des rubans ou des
mèches.
Cette section dispose de bien d'autres appareils encore.
Tous ces résultats sont analysés grâce
à des méthodes statistiques et envoyés à la Cellule
de la Statistique et de la Prospective. Ils permettront d'effectuer les actions
correctives nécessaires au niveau des machines ou de leur
opérateurs.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
|
20
|
|
Chapitre 3 : ORGANISATION TECHNIQUE DU
TRAVAIL
Compte tenu de la vétusté des
équipements du COTEB, du manque de fonds de roulement et en attendant
les réformes, les activités de production au sein de l'usine sont
effectuées actuellement en deux quarts. Les deux équipes
travaillent entre 8h et 10h de temps par jour dans les grilles horaires variant
de 7h à 17h ; de 23h à 9h ou de 9h à 19h.
L'objectif est d'une part de maintenir l'outil de production
en état de fonctionnement et d'autre part d'échapper au
coût de l'énergie électrique de la SBEE entre 19h et 23h
qui est beaucoup plus élevé dans cette grille horaire.
Dans chaque département, le chef du département
coordonne toutes les activités en collaboration avec un
contremaître qui s'occupe de la production et veille à
l'exécution effective des travaux. Ce dernier a sous sa
responsabilité deux chefs d'équipes qui dirigent les ouvriers
travaillant sur les machines. Un chef entretien dirige les agents
chargés du nettoyage régulier des machines à la fin de
chaque cycle de production interne. En collaboration avec les agents des
services généraux, un service interne de maintenance est
chargé de résoudre les éventuelles pannes des machines. Un
quota de production est exigé par section en fonction des
périodes et de la demande.
Chaque département dispose d'un magasinier qui
gère les entrées et les sorties des moyens nécessaires
à la production. Il s'agit par exemple du stock de coton, des huiles de
graissage, des produits semi-finis, des pièces de rechange et autres.
Notons enfin qu'à la filature et au tissage, on
effectue un suivi de l'évolution de la température et de
l'humidité grâce à un dispositif de contrôle et de
réglage. En effet, du climat dans les enceintes de ces
départements dépend la résistance des fils aux
différentes tractions qu'elles subissent. L'organigramme
général des départements se présente comme suit
:
21
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel

Chef de
département



Contremaître




Chef
équipe B


Ouvriers



Chef
entretien

Mécaniciens
Polyvalents
Chef
équipe A


Ouvriers
Magasinier
Figure 3. 1 : Organigramme
général des départements de production
22
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
Chapitre 4 : ETAT DES LIEUX DES EQUIPEMENTS
Les équipements du COTEB dans les ateliers de production
sont pour la plupart vétustes. En conséquence, il est difficile
d'en tirer un meilleur rendement.
Les premiers équipements ont été
installés à la création de la société en
1971. Ensuite, à l'arrivée du groupe UCO en 1989, une
réhabilitation a été effectuée. Cette
réhabilitation s'est malheureusement limitée à la remise
en état de marche des anciens équipements de l'IBETEX et à
l'installation de quelques machines d'occasion datant des années 1957
à 1975.
Le point des équipements et leurs états par
section est consigné dans des
tableaux en annexes. Ces équipements ont
été classés suivant trois catégories :
A représente les machines qui ont
été achetées et qui n'ont jamais fonctionné.
B représente les machines qui sont
actuellement en panne.
C représente les machines qui
fonctionnent normalement.
|
A
|
B
|
C
|
Total
|
Filature
|
0
|
38
|
147
|
185
|
Tissage
|
2
|
33
|
143
|
178
|
Finissage
|
2
|
25
|
493
|
520
|
Confection
|
3
|
206
|
149
|
358
|
Serv. Géné.
|
3
|
8
|
40
|
51
|
Total
|
10
|
310
|
972
|
1292
|
|
Tableau N°1 : Nombres
d'équipements
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
|
23
|
|
|
A
|
B
|
C
|
Filature
|
0 %
|
12,26%
|
15,12 %
|
Tissage
|
20 %
|
10,64 %
|
14,71 %
|
Finition
|
20 %
|
8,06 %
|
50,72 %
|
Confection
|
30 %
|
66,45%
|
15,33 %
|
Serv. Géné.
|
30 %
|
2,59 %
|
4,12 %
|
Total
|
100%
|
100%
|
100%
|
|
Tableau N°2 : Pourcentages des
équipements
|
35%
|
30%
25%
20%
15%
10%
5%
0%
ourcentages des equipem ents
-- --.. iv NJ CA, C
CT 0 CT 0 CT 0 C
R 0 0 0 0 0 aR "d
|
|
|
|
|
|
|
|
|
|
|
0_
Filature Tissage Finition Confection Serv.
Géné.
Départements
|
|
|
|
"' 80
,00%
|
60,00%
40,00%
20,00%
0,00%
11 rmitages de
enuinem-en iS
NJ 4..... cn C
c=. c=. c=. c
-, -, -, c
0 0 0 c
g ."1--: .9 ."1--: .9 . - a . -: .9
c
|
|
|
|
|
...
._
Filature Tissage Finition Confection Serv.
Géné.
Départements
|
|
|
|
Figure 4.1 : Diagramme de A Figure 4.2 :
Diagramme de B
Figure 4.3 : Diagramme de C
24
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA
SEGANBabatoundé Lionel
|
A
|
B
|
C
|
Total
|
Nombres
|
10
|
310
|
972
|
1292
|
Pourcentages
|
0,77 %
|
24 %
|
75,23 %
|
100 %
|
|
Tableau N°3 : Statistique
générale de l'entreprise
Figure 4.3 : Diagramme du nombre
d'équipements par classe
Figure 4.4 : Diagramme du nombre
d'équipements par département
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa & KOBA SEGAN
Babatoundé Lionel
|
25
|
|
DEUXIEME PARTIE
Travail de Fin d'Etude (TFE)
Thème : Gestion de la maintenance en milieu
textile : les métiers à tisser SULZER
du Complexe Textile du Bénin
(COTEB)
SOMMAIRE
Cahier des charges 27
Chapitre 1 : Présentation des métiers
29
Chapitre 2 : Définition d'une politique de
maintenance 38
Autres travaux effectués 72
Suggestions 72
Conclusion générale 73
Bibliographie 75
Annexes 76
CAHIER DES CHARGES
La statistique des équipements du COTEB a
montré qu'au département de tissage 18,54% des machines
installées sont actuellement en panne. Ce pourcentage va de plus en plus
croissant et l'assurance de la production devient de plus en plus
menacée.
Sachant que les métiers à tisser sulzer forment
la plus grande partie des équipements installés au tissage, nous
avons orienté notre Travail de Fin d'Etude sur leur maintenance,
d'où le thème de notre stage : « GESTION DE LA
MAINTENANCE EN MILIEU TEXTILE : les métiers à tisser SULZER du
Complexe Textile du Bénin (COTEB) ».
A travers ce thème, nous comptons :
> présenter une étude
détaillée de la constitution d'un parc de métiers à
tisser de type SULZER P7100 et TW11 ainsi qu'une analyse de leur fonctionnement
;
> élaborer des fiches de suivi de ces machines en
maintenance afin d'y recueillir des données dont l'analyse et le
traitement permettront d'orienter la maintenance sur les principales actions
à mener afin de réduire les goulots d'étranglement
responsables des retards et des pertes dans le processus de fabrication des
tissus ;
> éstimer le rendement effectif des métiers
à tisser durant la période de l'étude ;
> définir une stratégie et une politique
optimale de maintenance à travers l'exploitation d'outils scientifiques
et la proposition de tableaux de maintenance journalier, hebdomadaire et
semestrielle. Cette stratégie devrait aboutir à une politique de
maintenance préventive qui tiendra compte des trois grands concepts que
sont la fiabilité, la maintenabilité et la disponibilité
;
> réévaluer le rendement effectif des
machines en tenant compte des objectifs technico économiques relatifs
à la prise en charge du matériel de production et à la
mise en oeuvre des moyens nécessaires pour la réalisation d'une
nouvelle politique de maintenance.
Nous proposerons ensuite une maintenance adaptée
à ces machines afin de réduire voir supprimer les arrêts de
machines indésirables et préjudiciables à l'entreprise
pour accroître ainsi son rendement et sa compétitivité.
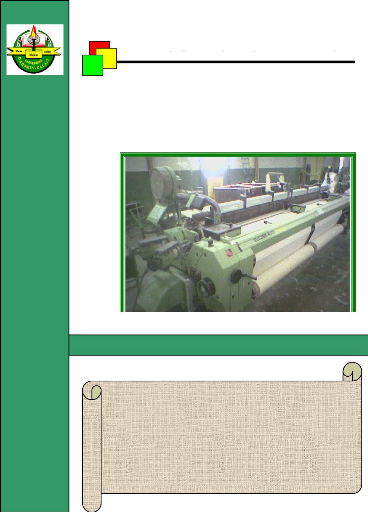
Chapitre 5 : PRESENTATION DES METIERS A TISSER
Les métiers à tisser SULZER permettent de
réaliser des tissus écrus. Le tissage se fait grâce
à la machine, qui fait passer le fil de trame dans les fils de
chaîne par des projectiles. Ils sont munis d'un bâti qui
représente la structure principale et qui porte tous les autres organes
dont les principaux sont :
5.1 -) L'armoire de commande
Elle a un système électronique qui se compose
de modules enfichables ; ce qui permet des remplacements rapides en cas de
pannes et par conséquent, des arrêts de machine très brefs.
Les fiches des modules sont codées par des languettes de blocage, si
bien qu'une erreur lors d'un changement de module ne peut provoquer aucune
destruction de composants électroniques.
En cas de panne, les diodes lumineuses sur le tableau de
service permettent de localiser rapidement un éventuel défaut. Le
fonctionnement des organes périphériques (capteurs, interrupteurs
de fin de course, aimant, etc....) peut aussi être contrôlé
rapidement au moyen des diodes lumineuses situées sur la plaque frontale
des modules. Ainsi, nous disposons des modules suivants :
- Module NTL1 pour l'alimentation de la logique
;
- Module NTM1 qui contrôle l'alimentation
des aimants ;
- Module EST1 qui contrôle et amplifie
les signaux d'arrêt pour la commande simultanée des lampes de
signalisations et de l'aimant d'adhérence ;
- Module WIS1 qui fournit à
l'électronique tous les signaux nécessaires pour le processus de
commande et de surveillance et donne les signaux pour le contrôle du
projectile dans le mécanisme de réception et aussi l'impulsion de
démarrage pour la casse trame ;
- Module GS3 qui contrôle et commande la
lubrification ;
- Module SFW4 qui contrôle et commande la
sécurité casse trame ;
- Module PFR2 qui contrôle le
projectile dans le mécanisme de réception ;
UAC /
IUT-LOK / GIM / 3ème Promotion
29
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
- Module WAL1 qui élabore tous les
signaux conduisant à l'arrêt de la machine (logique de
sûreté) ;
- Module SSI1, interface recherche de la duite
;
- Module FHI1, interface nivellement des
lames.
Les fonctions de sûretés sont
exécutées de manière autocontrôlée,
c'est-àdire que la machine s'arrête automatiquement en cas de
composants défectueux. Pendant le tissage normal, l'aimant
d'adhérence est sous tension électrique. Dès que le
dispositif électronique de sûreté donne un ordre de stop,
l'aimant n'est plus sous tension et actionne le frein au moyen d'une
articulation à bascule. Les fonctions de sûreté
mécaniques sont transmises à l'électronique par des
capteurs.

Figure 5. 1 : L'armoire de commande
5.2 - La commande - l'entraînement de la
machine -le frein de machine
La machine à tisser est entraînée par un
moteur électrique qui est démarré ou arrêté
par un interrupteur. Par l'intermédiaire de courroies
trapézoïdales, celui-ci transmet sa force sur deux volants. Lors de
l'enclenchement de la machine, les deux volants sont pressés contre le
disque d'embrayage disposé entre les deux ; ainsi la force du moteur
électrique est transmise à l'arbre d'entraînement.
L'embrayage de mise en marche est entraîné par une barre de
démarrage. Le frein sert à bloquer le métier en cas
d'arrêt et il est débloqué par la barre de
démarrage.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
30
|
|

Figure 5. 2 : Système
d'entraînement
5.3 -) Système de sûreté
Il a pour fonction d'arrêter la machine en cas
d'entrave dans ses mouvements et de protéger ainsi ses divers
mécanismes contre les détériorations possibles.
En fonction du genre de dérangement ceci est
réalisé par voie électrique par interruption de
l'arrivée du courant à l'aimant adhérent ou par
l'intermédiaire de capteurs qui déclenchent un signal
électrique en cas de perturbations mécaniques.
Ainsi le système de sûreté assure :
- le réglage de la sûreté coté chasse
;
- le dispositif de sûreté de recherche de la duite
;
- le dispositif de sûreté pour le nivellement des
lames de la mécanique d'armure ; - le réglage du capteur ;
- le réglage du système de sûreté
dans le mécanisme de réception ;
- le fonctionnement du casse trame électronique (en cas
de rupture, le signal de fil manque, ce qui coupe la machine. Le voyant jaune
clignote.) ;
- le fonctionnement de la casse chaîne (en cas de casse
de fil de chaîne, la lamelle tombée relie les deux parties du rail
de contact, isolées l'une par rapport à l'autre).Le circuit de 15
volts ainsi fermé provoque l'arrêt de la machine. La casse du fil
de chaîne est indiquée par le voyant bleu.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
31
|
|
Après réaction du système de
sûreté, la machine ne peut être réenclenchée
qu'après élimination de la cause du dérangement.
Le principe de fonctionnement du système de
sûreté des métiers à tisser P7100 est le même
que pour les métiers TW11 sauf qu'ici les arrêts sont
commandés par la boite de commande électronique.
5.4 -) Commande du dérouleur d'ensouple et
appel du tissu
La commande du dérouleur d'ensouple a pour fonction
d'assurer le déroulement de la chaîne par avancement de l'ensouple
tout en maintenant la tension de la chaîne constante.
L'appel du tissu de la machine tire à chaque duite une
longueur donnée de tissu, ce mouvement étant assuré par le
rouleau d'appel de manière positive et continue.
La quantité de l'appel est réglable au moyen de
pignons de rechange. L'entraînement de l'appel du tissu est assuré
par l'arbre de commande, de sorte que le tissu est automatiquement
ramené en arrière lors de la recherche de la duite.

Figure 5. 3 : Commande du
dérouleur d'ensouple
|
Figure 5. 4 : Appel du tissu
|
|
5.5 -) Formation de la foule
La foule est l'ouverture formée par les fils de
chaîne à travers laquelle passe le projectile. Sa formation est
constituée par les dispositifs suivants :
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
32
|
|
- Commande des lames et mécanique d'armure
:
La mécanique d'armure commande les lames de
manière positive par l'intermédiaire des cames. Le mouvement des
cames est transmis aux lames par des leviers à galets, par des leviers
de déviation, et par la tringlerie de commande des lames.
- Dispositif de nivellement des lames
:
La mécanique d'armure est équipée d'un
dispositif de nivellement des lames au moyen duquel les leviers à galet
sont soulevés par des cames et toutes les lames amenées à
la même hauteur.
- Dispositif de recherche de la duite
:
Il sert à commander, en avant ou en arrière,
tous les organes actionnés par l'arbre de commande, qui influence la
construction du tissu. En tournant le levier, on désengage
l'accouplement et on sépare ainsi l'arbre de commande de la machine
à tisser. L'arbre de commande peut alors être tourné
à volonté au moyen de la manivelle.
- Tendeur de trame :
Il est composé des freins de trame et des leviers de
retrait. Il assure pendant tout le cycle d'insertion de trame, la tension et la
position correcte du fil de trame.
5.6 -) Mécanisme de chasse
Il a pour fonction d'assurer le déblocage du frein de
retour et la rotation de
la machine dans le sens inverse. Il est constitué de
plusieurs organes tels que :
- Le frein de retour :
Il empêche que la machine à tisser puisse
être tournée dans le sens de rotation normal.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
33
|
|
- Dispositif de soufflage d'air:
Une soufflante propulse de l'air dans la serrure de chasse,
par le haut. Le rideau d'air qui se forme empêche que de grandes
quantités de duvets se déposent et soient entraînées
en partie par le projectile.
Le groupe peut être mis hors circuit à l'aide
d'un interrupteur à garrot sur l'armoire de commande de la machine
à tisser. Les métiers TW11 ne disposant originellement pas de ce
système, il a été adjoint ultérieurement par les
maintenanciers du département.
- Le monte projectile et l'ouvreur de projectile
:
A chaque tour de machine, un des taquets d'entraînement
de la chaîne du convoyeur pousse un projectile dans la monte projectile,
où l'ouvreur de projectile ouvre la pince de projectile et centre en
même temps le projectile dans l'axe longitudinale. Ensuite, l'ouvreur et
le monte projectile se déplacent ensemble vers le haut et
emmènent le projectile avec pinces ouvertes en position de chasse. Par
le mouvement descendant de l'ouvreur de projectile qui suit, la pince du
projectile (en se fermant) saisit l'extrémité du fil de trame.
Lorsque le projectile quitte le monte projectile, ce dernier s'abaisse afin de
recevoir le projectile suivant.
- Donneur de trame :
Le donneur de trame maintient avec ses éléments de
pinçage disposés verticalement le bout de fil venant de la
bobine.
- Ciseaux :
Ils ont pour rôle de couper le fil de trame
inséré après que ce dernier ait été
positionné par le volet de freinage en vue du transfert de fil et qu'il
ait été saisi par le donneur de trame d'une part et par la pince
à lisière d'autre part.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
34
|
|
- Chasse :
Il a pour fonction d'accélérer sans choc le
projectile jusqu'au moment de chasse. L'énergie nécessaire
à cet effet est obtenue grâce à une barre de torsion,
déformée sous l'action d'une came de chasse, par le biais d'un
levier à galet, d'une genouillère et d'un arbre de chasse. Le
levier de chasse et le taquet de chasse permettent d'accélérer le
projectile. Le frein hydraulique arrête le mouvement du levier de chasse.
La barre de torsion est en oscillation libre et à son
extrémité, elle n'est pas encastrée de manière
rigide dans la plaque de tension.
- Projectiles :
Les projectiles prennent le fil de trame du donneur de trame
à l'aide de leur pince rivetée. Ils sont ensuite
accélérés par le dispositif de chasse et entraînent
le fil de trame à travers la foule. Dans le mécanisme de
réception, les projectiles sont freinés, libérés du
fil de trame et éjectés dans le convoyeur. La chaîne du
convoyeur les ramène par le bas des fils de chaîne jusqu'au
mécanisme de chasse et les pousse dans le monte projectile, qui les
soulève en position de chasse. Le nombre de projectiles
nécessaires est déterminé par la largeur de tissage.
- Convoyeur :
Il ramène les projectiles éjectés par le
mécanisme de réception, par dessous de la chaîne de tissage
au mécanisme de chasse, par l'intermédiaire d'une chaîne
avec des taquets d'entraînement.

Figure 5. 5
Le mécanisme de
chasse
|
Figure 5. 6 :
Le dispositif de
soufflage d'air
|
Figure 5. 7 :
Le tendeur de
trame
|
|
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
35
|
|
5.7 -) Commande du battant
Il comprend le battant avec son entraînement ainsi que les
dents de guidages destinés au guidage des projectiles dans la foule.
5.8 -) Mécanisme de réception
Il est constitué du :
- repoussoir :
Il amène les projectiles freinés dans le
mécanisme de réception, exactement à la position dans
laquelle l'ouvreur coté réception peut ouvrir la pince de
projectile et transporte le projectile dans le canal de réception.
- le frein de projectile :
Il a pour but d'arrêter les projectiles à
l'intérieur du mécanisme de réception toujours dans la
position exacte et sans nécessité d'intervention manuelle.
- ouvreur de projectile :
Il a pour tâche d'ouvrir la pince de projectile
repoussé par le repoussoir et de libérer
l'extrémité du fil saisi par la pince à lisière.
Ensuite, le projectile est poussé par le même ouvreur dans le
canal d'éjection, le frein primaire étant soulevé.
- éjecteur :
A chaque rotation de la machine, l'éjecteur transporte
un projectile hors du mécanisme de réception dans le convoyeur,
de telle manière qu'il vienne se placer entre deux taquets de transport
de la chaîne du convoyeur.
5.9 -) Appareil à lisière
Les appareils à lisières, aux
côtés chasse et réception ont pour fonction de former les
lisières des deux cotés du tissu. Le fil de trame est
coupé et poussé par le peigne contre la pointe de la foule. Les
extrémités du fil qui dépassent de chaque coté du
tissu sont maintenues pendant ce temps par les pinces à
lisière.
Les aiguilles à lisière introduisent ensuite
ses extrémités dans la foule suivante, formant ainsi des
lisières solides. Lors du tissage à plusieurs laizes, les
lisières à bouts rentrés sont formées aux divisions
des laizes, par les appareils à lisières
intermédiaires.
Figure 5. 8 :
Le mécanisme
de réception
|
Figure 5. 9 :
L'appareil à
lisière
|
|

Sont ci-dessous présentées les
caractéristiques des métiers à tisser sulzer ruti P7100 et
TW11 :
|
|
SULZER RUTI P7100
Type : WMK 9.3
UN : 380V F : 50/60 Hz
IN : 5 - 20 A ·t : 0 - 40 °C
Ust max 48 VAC 24/15 VDC
|
SULZER TW11
Type WMK7
Volt prim : 190 - 580
Amp prim : 3,3 - 16
Freq : 50 - 60 Hz Ph : 3
|
|
|
|
|
|
Tableau N° 5 :
Caractéristiques
des SULZER
RUTI P7100
|
|
Chapitre 6 : DEFINITION D'UNE POLITIQUE DE
MAINTENANCE
6.1 -) ORGANISATION ACTUELLE DE LA MAINTENANCE
Comme tous les autres départements, le tissage dispose
d'un service interne de maintenance. Il est constitué d'un chef
d'entretien qui dirige une équipe de mécaniciens.
Le type de maintenance le plus fréquent ici est la
maintenance corrective où l'on attend que la panne se présente
avant d'effectuer la réparation de la machine. Ainsi, suivant les pannes
qui se sont présentées, nous avons participé à des
travaux tels que :
- le démontage de pompes de
lubrification pour entretien ;
- le remplacement de pièces de rechanges
(garniture de freinage, disques d'embrayage, joints, etc....) ;
- L'adaptation d'une boite de chasse
électromécanique d'un métier P7100 à un
système mécanique ; et bien d'autres opérations
correctives.
Il faut noter néanmoins qu'un minimum d'entretien
à titre préventif est effectué au sein du
département à travers :
- le nettoyage quotidien des métiers
à tisser grâce à un dispositif de soufflage d'air avant
chaque changement d'équipe ;
- la révision des métiers
à tisser avant des changements d'articles.
Pour les activités de maintenance ne relevant pas de
leur compétence, les maintenanciers du tissage font appel aux agents des
services généraux. C'est par exemple le cas des pannes
électriques (rebobinage de moteur, changement de cartes
électroniques,...) et des pannes mécaniques nécessitant le
savoir faire des tourneurs, fraiseurs, ajusteurs ou soudeurs.
Cette politique de maintenance que l'on applique actuellement
au département de tissage du COTEB résoud de nombreux
problèmes ponctuels
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
38
|
|
mais présente de sérieuses insuffisances,
d'où l'importance d'introduire une nouvelle politique de maintenance.
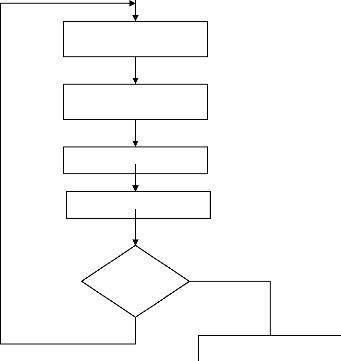
6.2 -) DETAIL DE L'ETUDE MENEE
L'étude a été menée suivant le
schéma ci-dessous.
Recherche des
informations

Définition d'objectifs
Non
Définitions des
moyens
nécessaires
Choix des méthodes à
mettre en
oeuvre
Acceptation ?
Réalisation
Evaluation
Formulaire définitif
Oui
Figure 6. 1 : Différentes phases de
l'élaboration d'une politique de maintenance
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
39
|
|
6.2.1 -) Recherche d'informations
L'organisation de la maintenance au sein des départements
de production nécessite la disponibilité d'informations relatives
au parc du matériel à entretenir.
6.2.1.1 -) Le dossier machine
Le dossier machine permet la connaissance intime des
équipements, leurs origines, leurs technologies et leurs performances.
Nous avons eu au cours de notre stage, la chance d'avoir les dossiers machines
des métiers à tisser SULZER RUTI P7100 et SULZER TW11 qui ont
fait l'objet de notre étude. Ce sont ces dossiers machine qui nous ont
permis de comprendre la constitution des machines à tisser que nous
avons présenté plus haut et d'étudier en aval leur
comportement.
6.2.1.2 -) Le fichier historique
Ce fichier retrace chronologiquement toutes les interventions
préventives et correctives subies par la machine. Son traitement permet
la ventilation des coûts, la tenue des tableaux de bord et la
synthèse d'informations technicoéconomiques permettant de choisir
une méthode de maintenance adaptée à l'équipement
de production.
Ainsi, des fiches de suivi du matériel en maintenance
doivent être établies pour un suivi permanent du parc
installé. Ces fiches doivent prendre en compte :
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
40
|
|
· des informations relatives au fonctionnement et aux
opérations d'entretien subies par le matériel avec les dates et
heures d'intervention ;
· l'historique des défaillances constatées et
leurs origines ;
· les interventions et corrections apportées ;
· les pièces de rechanges et autres organes
remplacés ;
· le nombre d'heures d'interventions ;
· les observations et autres informations jugées
utiles.
Nous n'avons malheureusement pas constaté durant la
période de notre stage, la tenue de fiches de suivi du matériel
en maintenance. Pour cette raison, nous avons nous-même établi des
fiches de maintenance dans lesquelles nous avons recensé tous les
travaux effectués sur une période de 8 semaines.
Au cours de notre étude, nous avons travaillé sur
4 métiers à tisser SULZER RUTI P7100 et 13 métiers
à tisser SULZER TW11.
6.2.1.3 -) Fiches de suivi du
matériel
Le relevé que nous avons établi par rapport au
suivi du matériel en maintenance ne tient pas compte des arrêts de
machines liés aux casses de fils de chaîne et de trames. Ces
arrêts trop nombreux sont généralement provoqués par
la mauvaise qualité du coton (coton de l'année en cours ; donc
pas suffisamment sec) et le mauvais conditionnement d'air au sein du
département. Les arrêts de production liés aux coupures
d'électricité, par contre ont été pris en compte,
non pas en terme de maintenabilité, fiabilité ou
disponibilité, mais plutôt pour étudier le rendement des
machines.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
41
|
|
|
COMPLEXE TEXTILE DU BENIN (COTEB)
|
Département
|
|
|
|
Carnet de bord
Matériels : Métiers à tisser
|
Fiche N° : 001
|
|
|
|
|
|
Dates
|
N° des
métiers
à
tisser
|
Systèmes ou Organes
|
Défectuosité
Constatée
|
Actions de remise en
fonction
|
Type de panne
|
Durée
de
la
Réparati-
on
|
|
|
|
|
|
|
|
23/04/07
|
801
|
Lubrification
|
Arrêts répétés de
la machine
|
Démontage de la
pompe Bijur pour
révision
puis
nettoyage des
raccords à l'air
|
Mécanique
|
18 H
|
|
|
|
|
|
|
|
25/04/07
|
406
|
Mécanisme de
réception
|
Métier bloqué
|
Nettoyage des
organes de la boite
de réception
à l'air
comprimer ; huilage
et graissage
|
Mécanique
|
5 H
|
|
|
|
|
|
|
|
28/04/07
|
303
|
Mécanisme de
chasse
|
Projectile bloqué
|
Nettoyage des
organes de la boite
de réception
à l'air
comprimé ; huilage
et graissage
|
Mécanique
|
3 H
|
|
|
|
|
|
|
|
29/04/07
|
810
|
Entraînement et
freinage
|
Frein bloqué
|
Remplacement du
disque d'embrayage
et de la garniture
de
freinage
|
Mécanique
|
4,5 H
|
|
|
|
|
|
|
|
29/04/07
|
501
|
Nivellement des
lames
|
Peigne tordu
|
Réglage et serrage de la vis du banc
|
Mécanique
|
1 H
|
|
|
|
|
|
|
|
29/04/07
|
503
|
Sûreté
|
Le capteur ne
signale plus la
casse - trame
|
Remplacement du
capteur
|
Electrique
|
3 H
|
|
|
|
|
|
|
|
30/04/07
|
407
|
Nivellement des
lames
|
Mauvaise lisière
|
Réglage de la chaîne
de came
|
Mécanique
|
1,5 H
|
|
|
|
|
|
|
|
03/05/07
|
801
|
Entraînement et
freinage
|
Frein bloqué
|
Remplacement du
disque d'embrayage
et de la garniture
de
freinage
|
Mécanique
|
4 H
|
|
|
|
03/05/07
|
810
|
Lubrification
|
Arrêts répétés de
la machine
|
Démontage de la
pompe Bijur pour
révision
et nettoyage
puis nettoyage des
raccords à l'air
|
Mécanique
|
10 H
|
|
|
|
|
|
|
|
03/05/07
|
203
|
Appareil à lisière
|
Mauvaise lisière
|
Remplacement des
aiguilles
|
Mécanique
|
2 H
|
|
|
|
|
|
|
|
03/05/07
|
501
|
Sûreté
|
Déplacement des
lames
|
Changement de
pièces électroniques
|
Mécanique
|
1,5 H
|
|
|
|
|
|
|
|
04/05/07
|
404
|
Entraînement et
freinage
|
Frein bloqué
|
Remplacement du
disque d'embrayage
et de la garniture
de
freinage
|
Mécanique
|
4,5 H
|
|
|
|
|
|
|
|
05/05/07
|
102
|
Mécanisme de
chasse
|
Projectile mal
aligné
|
Nettoyage des
organes du
mécanisme de
chasse ;
huilage et
remplacement du
projectile
|
Mécanique
|
3,5 H
|
|
|
|
|
|
|
|
05/05/07
|
503
|
Sûreté
|
Le métier ne
s'arrête pas en cas
de casse -
chaîne
|
Changement et
remplacement de
cartes
électronique
|
Electrique
|
7 H
|
|
|
|
|
|
|
|
05/05/07
|
406
|
Lubrification
|
Arrêts répétés de
la machine
|
Démontage de la
pompe Bijur pour
révision
puis
nettoyage des
raccords à l'air
|
Mécanique
|
11,5 H
|
|
|
|
|
|
|
|
07/05/07
|
303
|
Lubrification
|
Arrêts répétés de
la machine
|
Démontage de la
pompe Bijur pour
révision
puis
nettoyage des
raccords à l'air
|
Mécanique
|
8 H
|
|
|
|
|
|
|
|
08/05/07
|
808
|
Entraînement et
freinage
|
Frein bloqué
|
Remplacement du
disque d'embrayage
et de la garniture
de
freinage
|
Mécanique
|
4 H
|
|
|
|
|
|
|
|
08/05/07
|
402
|
Nivellement des
lames
|
Croisement des
lames
|
Réglage de la chaîne
des cames
|
Mécanique
|
2 H
|
|
|
|
|
|
|
|
08/05/07
|
404
|
Appareil à lisière
|
Mauvaise lisière
|
Démontage ; huilage
puis réglage
de
l'appareil
|
Mécanique
|
5 H
|
|
|
|
|
|
|
|
12/05/07
|
801
|
Mécanisme de
réception
|
Mauvais
déplacement des
projectiles
|
Nettoyage des
organes de la boite
de réception
à l'air
comprimer ; huilage
et graissage
|
Mécanique
|
3 H
|
|
|
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
43
|
|
|
13/05/07
|
406
|
Mécanisme de
chasse
|
Mauvaise trame
|
Nettoyage des
organes du
mécanisme de
chasse ;
huilage et
remplacement des
organes défectueux
|
Mécanique
|
3 H
|
|
|
|
|
|
|
|
14/05/07
|
208
|
Entraînement et
freinage
|
Roulement du
moteur cassé
|
Remplacement du
moteur électrique
|
Mécanique
|
3,5 H
|
|
|
|
|
|
|
|
15/05/07
|
102
|
Nivellement des
lames
|
Séparateur cassé
|
Remplacement du
séparateur
|
Mécanique
|
1 H
|
|
|
|
|
|
|
|
22/05/07
|
406
|
Entraînement et
freinage
|
Défectuosité du
système
d'arrêt
|
Remplacement du
boîtier marche/arrêt
|
Mécanique
|
5 H
|
|
|
|
|
|
|
|
23/05/07
|
205
|
Mécanisme de
chasse
|
Mauvaise trame
|
Remplacement
crémaillère et
graissage des
organes
|
Mécanique
|
3 H
|
|
|
|
|
|
|
|
23/05/07
|
808
|
Mécanisme de
réception
|
Projectile bloqué
|
Nettoyage des
organes de la boite
de réception
à l'air
comprimer ; huilage
et graissage
|
Mécanique
|
5,5 H
|
|
|
|
|
|
|
|
23/05/07
|
202
|
Mécanisme de
chasse
|
Mauvaise trame
|
Remplacement
crémaillère et
graissage des
organes
|
Mécanique
|
3,5 H
|
|
|
|
|
|
|
|
24/05/07
|
303
|
Mécanisme de
chasse
|
Mauvaise lisière
|
Nettoyage des
organes du
mécanisme de
chasse ;
huilage et
remplacement des
organes défectueux
|
Mécanique
|
3 H
|
|
|
|
|
|
|
|
30/05/07
|
809
|
Nivellement des
lames
|
Lamelles
déplacées
|
Rétablissement de la
position des lamelles
|
Mécanique
|
1 H
|
|
|
|
|
|
|
|
04/06/07
|
102
|
Lubrification
|
Arrêts répétés de
la machine
|
Démontage de la
pompe Bijur pour
révision
puis
nettoyage des
raccords à l'air
|
Mécanique
|
8 H
|
|
|
|
|
|
|
|
05/06/07
|
203
|
Tendeur de trame
|
Usure de la
brosse de queue
|
Remplacement de la
brosse de queue
|
Mécanique
|
0,5 H
|
|
|
|
|
|
|
|
07/06/07
|
102
|
Entraînement et
freinage
|
Frein bloqué
|
Remplacement du
disque d'embrayage
et de la garniture
de
freinage
|
Mécanique
|
3,5 H
|
|
|
|
|
|
|
|
11/06/07
|
809
|
Mécanisme de
chasse
|
Mauvaise trame
|
Remplacement des
guides de projectiles
|
Mécanique
|
2,5 H
|
|
|
|
|
|
|
|
13/06/07
|
306
|
Sûreté
|
La machine ne
signale pas la
|
Remplacement du
capteur
|
Electrique
|
1,5 H
|
|
|
|
|
|
|
casse chaîne
|
|
|
|
|
|
|
|
|
|
|
16/06/07
|
205
|
Mécanisme de
réception
|
Mauvaise
lisière
|
Remplacement du
projectile ; graissage
et huilage
des
organes
|
Mécanique
|
3 H
|
|
|
Tableau N° 6 : fiche de suivi du
matériel en maintenance
6.2.1.4 -) Traitement des données
Le tableau de bord est un ensemble
d'informations traitées et mises en forme de façon à
caractériser l'état et l'évolution du Service de
Maintenance. Ces informations sont souvent mises sous forme d'indicateurs qui
permettent de :
· faire des comparaisons par référence
à des données externes ou internes ;
· mesurer l'efficacité des actions
décidées ;
· mesurer les écarts entre les prévisions et
les résultats opérationnels. On distingue comme indicateurs :
+ des états chiffrés ou exprimés en
pourcentage
> Taux du personnel de maintenance
industriel
Nous avons calculé le taux de l'effectif du personnel de
maintenance du département de tissage par rapport à son effectif
total.
Effectif total : 44 personnes
Effectif du personnel de maintenance : 4 personnes
44
Le personnel de maintenance au tissage représente
actuellement donc 9,09% de l'effectif du personnel total du
département.
Taux TPm : TPm = 4u 100 = 9,09 %
> Activité et rendement des machines
Nous classons les temps improductifs ou arrêts machines
suivant des catégories bien définies.
- arrêts prévus par la loi ou les conventions
paritaires ;
- arrêts pour chômage ;
- arrêt de catégorie 1 ;
- arrêt de catégorie 2 ;
- arrêt de catégorie 3.
Les définitions des différents types d'heures
machine et des types d'arrêts se présentent comme suit :
- Heures maximales
Il s'agit du total des heures comprises dans la période
concernée.
Les deux équipes travaillent normalement 10 heures par
jour. Puisque l'étude a été menée du 23/04/07 au
17/06/07 soit 56 jours ; la valeur de cette heure est donc estimée
à : 2 u 10u56 = 1120 heures.
- Arrêts prévus par la loi ou
conventions paritaires
Il s'agit de tous les arrêts pour week-end, jours
fériés et congés collectifs.
Ils sont au nombre de 8 jours durant cette période. Il
s'agit du 1er mai (fête du travail) ; du 17 mai (Ascension) ;
du 27 mai (Pentecôte) ; du 28 mai (Lundi de Pentecôte) et des
dimanches 20 mai ; 03 ; 10 et 17 juin qui ont été au cours de
cette période des jours de repos. Les arrêts fériés
et week-end ont donc pour valeur : 8u 24 = 192 heures.
-Heures ouvrables
Ce sont par définition les heures maximales moins les
heures d'arrêt
prévus par la loi ou les conventions paritaires : 1120
- 192 = 928 heures.
UAC / IUT-LOK / GIM / 3ème
Promotion
46
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
- Arrêt pour
chômage
Il s'agit des heures de chômage qui se
présentent durant les jours ouvrables ainsi que des arrêts du
à la coupure de l'électricité. Ces heures ont
été estimées à 378 minutes soit 6,3 heures.
-Heures disponibles
Ce sont les heures ouvrables moins les heures d'arrêts
pour chômage. Les heures disponibles peuvent être
différentes par département, section ou groupe de machines. Dans
le cas d'heures supplémentaires, celles-ci sont ajoutées aux
heures ouvrables pour donner les heures disponibles. Nous avons donc :
928 - 6,3 = 921,7 heures.
- Arrêt de catégorie
1
Il s'agit des arrêts effectués lors des pauses.
Cela concerne donc l'arrêt total des activités d'un groupe de
machines suite à l'absence de l'opérateur ou à cause de
son déplacement vers un autre poste et qu'on ne dispose de personne
d'autre pour le remplacer. Ainsi donc, nous avons :
- nombre de jours ouvrables : 56 - 8 = 48 ;
- nombre d'équipe par jour : 2 ;
- durée de la pause par équipe : 0,5 heures.
Heures catégorie 1 : 48 u 0,5 u 2 = 48 heures.
-Heures brutes
Ce sont, par définition, les heures disponibles
diminuées des heures d'arrêts de catégorie 1(absence du
personnel) : 921,7 - 48 = 873,7 heures.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
47
|
|
- Arrêts de catégorie
2
Ils sont caractérisés par le fait que
l'opérateur des machines est présent et donc payé durant
le temps d'arrêts de ces machines.
L'opérateur attitré ou habituel reste à
son poste de travail durant l'arrêt d'une, de plusieurs ou de toutes les
machines qu'il soigne en attendant la disparition de la cause de l'arrêt
des machines concernées. Dans cette catégorie, on distingue : les
attentes, les changements, les entretiens, les défections, les rafles et
détissage.
Nous avons estimé d'après les fiches de suivi
en maintenance, les heures de maintenance et de réparations à
149,5 heures. En outre, d'après les informations recueillies sur place,
il faudrait ajouter 100 heures liées aux attentes et changements
d'articles. Les heures de catégorie 2 sont donc estimées à
249,5 heures.
-Heures nettes
Ce sont les heures brutes moins les heures d'arrêt de
catégorie 2 (attente, changement, entretien, défection, rafle et
détissage) :
873,3 - 249,5 = 624,2 heures.
- Heures de catégorie
3
En dehors des heures d'arrêt mentionnées plus
haut, il y a encore les temps d'arrêt de courte durée et non,
notés sous la rubrique « arrêt de catégorie 3 ».
Il s'agit des arrêts liés aux absentéismes
injustifiés des ouvriers lors de l'exercice de leurs fonctions. Nous les
avons estimé à 70 heures.
- Heures net - nettes
Les heures net- nettes sont égales à la
différence entre les heures nettes et les heures d'arrêt de
catégorie3 : 624,2 - 70 = 524,2 heures.
Le tableau ci-dessous présente les divers
résultats liés aux rendements des métiers à
tisser.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
48
|
|
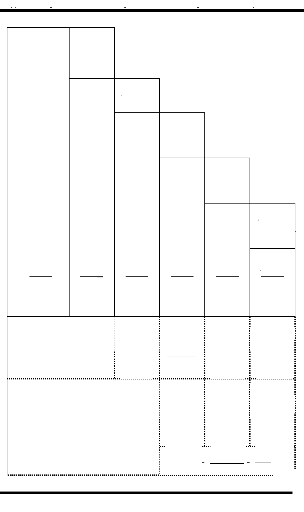
Rapport de stage de fin de formation pour
l'obtention du diplôme de licence professionnelle
Arrêts
fériés +
week-end:
8x 24 =
192 H
Arrêt
catégorie
N°1 :
48 H
Arrêt
catégorie
N°2 :
249,5 H
Arrêt
catégorie
N°3:
70 H
Arrêts
chômage :
6,3 H
DISPONIBLE
BRUTE NETTE NET-NETTE
ACTIVITE
H. DISPONIBLE
H. BRUTES
H. NETTES H. NET-NETTES
H. OUVRABLES
H. OUVRABLES
H. OUVRABLES H. OUVRABLES
928 928
= 94,14%
= 99,32% = 67,26%
92 1 , 7 x100
873 , 7 x 100
928
624 , 2 x 100
= 59,72%
5 54 , 2 x 100
928
CATEGORIE 1 CATEGORIE 2 CATEGORIE 3
RENDEMENTS
H.BRUTE H. NETTES H. NET-NETTES
H. OUVRABLES
H. BRUTES H. NETTES
8 73 ,7 x 100
624 , 2 x 100
5 54 , 2 x 100
92 1
,
7
8 73
7
624
2
,
,
= 94,79%
= 71,44%
= 88,78%
RENDEMENT
EFFECTIF
H. NET-NETTES
H. DISPONIBLE
5 54 ,2 x 100
92 1,7
= 60,13%
Tableau N° 7 : calcul des activités et
rendements des machines
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
49
928
- 6,3
921,7 H
Heures
disponibles
56
* 20
1120 H
Heures
maximales
1120
- 192
928 H
Heures
ouvrables
921,7
- 48
873,7 H
Heures
Brutes
873,3
- 249,5
624,2 H
Heures
Nettes
624,2
- 70
554,2 H
Heures
Net-nettes
> Calcul de fiabilité, maintenabilité et
disponibilité :
Durées des réparations par machine
à tisser
SULZER TW11
Codes
|
Groupes
fonctionnels
|
801
|
808
|
809
|
810
|
102
|
202
|
203
|
205
|
208
|
303
|
306
|
402
|
404
|
406
|
407
|
501
|
503
|
1
|
Lubrification
|
18
1
|
0
|
0
|
10
1
|
8
1
|
0
|
0
|
0
|
0
|
8
1
|
0
|
0
|
0
|
11,5
1
|
0
|
0
|
0
|
2
|
Mécanisme de
réception
|
3
1
|
5,5
1
|
0
|
0
|
0
|
0
|
0
|
3
1
|
0
|
0
|
0
|
0
|
0
|
5
1
|
0
|
0
|
0
|
3
|
Mécanisme de chasse
|
0
|
0
|
2,5
1
|
0
|
3,5
1
|
3,5
1
|
0
|
3
1
|
0
|
6
2
|
0
|
0
|
0
|
3
1
|
0
|
0
|
0
|
4
|
Entraînement et
Freinage
|
4
1
|
4
1
|
0
|
4,5
1
|
3,5
1
|
0
|
0
|
0
|
3,5
1
|
0
|
0
|
0
|
4,5
1
|
5
1
|
0
|
0
|
0
|
5
|
Nivellement des lames
|
0
|
0
|
1
1
|
0
|
1
1
|
0
|
0
|
0
|
0
|
0
|
0
|
2
1
|
0
|
0
|
1,5
1
|
1
1
|
0
|
6
|
Appareil à lisière
|
0
|
0
|
0
|
0
|
0
|
0
|
2
1
|
0
|
0
|
0
|
0
|
0
|
5
1
|
0
|
0
|
0
|
0
|
7
|
Sûreté
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
1,5
1
|
0
|
0
|
0
|
0
|
1,5
1
|
10
2
|
8
|
Tendeur de trame
|
0
|
0
|
0
|
0
|
0
|
0
|
0,5
1
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
Total
|
Nombre de
défaillances
|
3
|
2
|
2
|
2
|
4
|
1
|
2
|
2
|
1
|
3
|
1
|
1
|
2
|
4
|
1
|
2
|
2
|
|
25
|
9,5
|
3,5
|
14,5
|
16
|
3,5
|
2,5
|
6
|
3,5
|
14
|
1,5
|
2
|
9,5
|
24,5
|
1,5
|
2,5
|
10
|
|
SULZER RUTI
P7100
n
t
5
4
7
7
5
2
4
1
35
11,1
4,13
3,07
4,14
1,3
3,5
3,25
0,5
n*t
Val-
eurs
55,5
16,5
21,5
29
6,5
7
13
0,5
149,5
%
37,2
11,1
14,4
19,4
4,36
4,7
8,72
0,34
Tableau N° 8: Traitement des fiches de suivi
du matériel en maintenance
Le tableau N°6 ci- dessus présente le traitement
des fiches de suivi du matériel. On y retrouve les durées de
réparation des machines à tisser en fonction des groupes
fonctionnels qui ont été codés de 1 à 8.
Les chiffres de couleur noire représentent les
durées de réparation des métiers à tisser par
groupe fonctionnel.
Les chiffres en indice et de couleur marron
représentent le nombre de fois que le groupe fonctionnel a
été réparé sur le métier à tisser
concerné, durant la période de huit semaines qu'a durée
l'étude.
Ainsi par exemple, le croisement de la ligne du groupe
fonctionnel codé 3 (mécanisme de chasse) avec la colonne du
métier à tisser n°303 indique que durant la période
d'étude, le groupe n°3 a été réparé
deux fois de suite sur le métier à tisser n° 303 et a
coûté six heures de réparation à la maintenance.
Les résultats de la ligne « nombre de
défaillances » sont obtenus en faisant une addition par colonne du
nombre de réparations subi par la machine, c'est-à-dire la somme
verticale des chiffres de couleur marron.
Les résultats de la ligne « nombre d'heures »
sont obtenus en additionnant par colonne les durées de réparation
subies par chaque machine, c'est-à-dire la somme verticale des chiffres
en noir. Ces résultats représentent le total des heures de
réparation par métier à tisser durant la période de
l'étude.
Ainsi par exemple, le croisement de la ligne « nombre
d'heures » avec la colonne du métier n° 205 a
coûté 6 heures de temps à la maintenance durant
l'étude.
Les résultats de la colonne « n » sont
obtenus en additionnant par ligne, c'est-à-dire par groupe fonctionnel
les chiffres en indices (de couleur marron). Ces chiffres sont des indicateurs
de fiabilité. Ils présentent le nombre de fois que le groupe
fonctionnel a dû être réparé durant
l'étude.
Ainsi par exemple, le croisement de la ligne « appareil
à lisière » avec la colonne « n » indique que ce
groupe fonctionnel a dû être réparé deux fois durant
la période d'étude.
Les résultats de la colonne « t » sont obtenus
par la formule :
t
Somme des durées de réparation par groupe
fonctionnel

Nombre de défaillances par groupe fonctionnel
(n)
Ces chiffres représentent l'indicateur de
maintenabilité.
La colonne « valeur » indique la
disponibilité (n*t). Ces valeurs sont obtenues en faisant le produit des
indicateurs de fiabilité (n) et de maintenabilité (t). Ces
valeurs sont mises sous forme de pourcentage dans la colonne pourcentage «
% ».
6.2.2 -) Définition
d'objectifs
Nous avons défini plusieurs objectifs qui ont pris en
compte trois aspects : humain, technique et économique. Ainsi, on veut
:
· maintenir les équipements en parfait état
;
· maximiser les fonctions fiabilité,
maintenabilité et disponibilité du matériel ;
· orienter les actions sur les points sensibles du
département ;
· organiser des actions ultra rapides ;
· assurer une sécurité maximale au personnel
et aux usagers ;
· diminuer les coûts indirects de maintenance ;
· diminuer les heures d'arrêt de production ;
· augmenter le rendement effectif des machines ;
· élaborer un planning de maintenance en fonction
d'une politique adéquate.
6.2.3 -) Choix des méthodes
Le choix des méthodes est fonction des priorités
d'action et du type de maintenance.
6.2.3.1 -) Priorités
d'action
+ diagramme
d'homogénéité
Le diagramme d'homogénéité permet de
connaître le nombre de
réparations effectuées sur une machine durant la
période d'étude. Ici, ce nombre varie entre 1 et 4. Comme aucune
machine ne présente un nombre très élevé de
réparation proportionnellement aux autres, il n'y aura donc pas de
métier à déclasser. Les machines qui ont été
les plus réparées sont, d'après
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
53
|
|
le graphe : les métiers à tisser codés 5
(N°102) et 14 (N°406) ; qui ont été
réparés quatre fois durant la période d'étude.
N° des
métiers
|
801
|
808
|
809
|
810
|
102
|
202
|
203
|
205
|
208
|
303
|
306
|
402
|
404
|
406
|
407
|
501
|
503
|
Codes
attribué
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
|
Tableau N° 9 : codification des
métiers à tisser
Figure 6. 2 : Diagramme
d'homogénéité
+ diagramme des durées de
réparations par métier
Ce diagramme permet de connaître le nombre total
d'heures de réparation de chaque métier à tisser durant la
période d'étude. D'après le diagramme, le métier
à tisser codé 1 (N°801) est celui qui a coûté
plus d'heures de réparation à la maintenance (25 H). Il est suivi
du métier à tisser codé 14 (N°406) qui à
coûté 24,5 heures de réparation à la maintenance.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
54
|
|
|
|
|
30
|
|
|
|
|
|
|
1 3 5 7 9 11 13 15 17
Codes des machines à tisser
|
|
|
|
Figure 6. 3 : Diagramme des durées de
réparations par machine à tisser
A l'heure actuelle, les pratiques modernes de maintenance
industrielle s'inscrivent à l'intérieur de trois grands concepts
: la maintenabilité, la fiabilité et la disponibilité.
+ diagramme de
fiabilité
La fiabilité : c'est l'aptitude ou la
probabilité d'un dispositif à accomplir une fonction requise dans
des conditions données et pour une période de temps bien
déterminée. C'est donc la probabilité de bon
fonctionnement du matériel.
Le diagramme de fiabilité permet de connaître le
nombre total de défaillances observées par groupe fonctionnel au
cours de la période d'étude. L'indicateur de fiabilité
indique ce nombre. Les priorités d'action d'après le graphe sont
: les groupes fonctionnels codés 3 (mécanisme de chasse) et 4
(entraînement-freinage). Pour améliorer la fiabilité des
équipements, le service doit donc concentrer la plus grande partie de
ses efforts sur ces deux groupes, sans toute fois négliger les autres
groupes ou systèmes. Il s'agit
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
55
|
|
respectivement des groupes codés 1 (lubrification), 5
(nivellement des lames), 2 (mécanisme de réception), 7
(sûreté), 6 (appareil à lisière) et 8 (tendeur de
trame). Il serait en outre intéressant de s'approvisionner en
pièces de rechanges suivant ce même classement.
Figure 6. 4 : Diagramme de fiabilité
+ diagramme de
maintenabilité
La maintenabilité : c'est l'aptitude
d'un dispositif, dans des conditions données d'utilisation, à
être maintenu ou rétabli dans un état dans lequel il peut
accomplir sa fonction requise, lorsque la maintenance est accomplie dans des
conditions données, avec des procédures et des moyens prescrits.
C'est aussi la probabilité de la durée de réparation.
Le diagramme de maintenabilité permet de
déterminer les priorités d'action pour améliorer la
maintenabilité des équipements. Il porte en abscisse les codes
des groupes fonctionnels et en ordonnée les valeurs de l'indicateur
t.
D'après le graphe, les priorités d'actions sont
les groupes fonctionnels codés 1 (lubrification), 4 (entraînement
- freinage) et 2 (mécanisme de réception). Le service de
maintenance doit donc, pour l'amélioration de cet
56
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
indicateur, prioriser ses actions sur ces groupes ; sans
toute fois négliger les autres groupes qui se présentent
respectivement comme suit : 6 (appareil à lisière), 7
(sûreté), 3 (mécanisme de chasse), 2 (mécanisme de
réception), 5 (nivellement des lames) et 8 (tendeur de trame). Pour
améliorer la maintenabilité, il faut agir sur les temps
d'arrêt mesurés et les temps de réparation, puis
prévoir l'approvisionnement en pièces de rechanges, suivant ce
même classement des groupes fonctionnels.
Figure 6. 5 : Diagramme de
maintenabilité + diagramme de
disponibilité
La disponibilité : c'est l'aptitude
à être en état d'accomplir une fonction requise dans des
conditions données, à un instant donné ou pendant un
intervalle de temps donné, en supposant que la fourniture des moyens
nécessaires soit assurée. C'est également la
probabilité de rendre disponible la machine.
Le diagramme de disponibilité permet de
déterminer les priorités d'action pour améliorer
l'indicateur de disponibilité. La valeur de cet indicateur est obtenue
en faisant le produit de l'indicateur de fiabilité (n) et de
l'indicateur de maintenabilité (t).
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
57
|
|
D'après le graphe, les priorités d'action sont
les groupes fonctionnels codés 1 (lubrification), 4 (entraînement
- freinage) et 3 (mécanisme de chasse). Le service de maintenance doit
donc, pour améliorer cet indicateur, concentrer ses efforts sur ces
groupes sans toute fois négliger les autres groupes qui se
présentent respectivement comme suit : 2 (mécanisme de
réception), 7 (sûreté), 6 (appareil à
lisière), 5 (nivellement des lames) et 8 (tendeur de trame). On peut
améliorer la disponibilité des équipements en augmentant
le nombre de réparateurs et en s'approvisionnant en pièces de
rechanges suivant ce même classement des groupes.
Figure 6. 6 : Diagramme de
disponibilité + Courbe ABC de
PARETO
Dans un service de maintenance, les tâches à
exécuter sont nombreuses et les équipes d'intervention parfois
réduites. Il importe donc de s'organiser de façon efficace et
rationnelle. Pour atteindre ce but, on utilise généralement la
plus connue des méthodes de répartition, également connue
sous la notation loi 80/20. Elle permet de déterminer l'importance
relative des éléments d'un ensemble, dans un contexte
donné. Dans notre cas, la méthode à consisté
à :
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
58
|
|
· classer les valeurs de l'indicateur de
disponibilité devant se rapporter à chaque groupe fonctionnel en
ordre décroissant ;
· tracer un graphique faisant correspondre les pourcentages
des valeurs cumulées de cet indicateur de disponibilité aux
groupes fonctionnels ;
· répartir les groupes fonctionnels en trois zones
d'importance, de manière à connaître les groupes les plus
pénalisants. On distingue donc :
V' Zone A : il regroupe les éléments de grande
importance. Souvent ; environ 20% des groupes fonctionnels représentent
environ 80% des valeurs cumulées. Ici, 81,93% des valeurs
cumulées indique les groupes fonctionnels codés 1(lubrification),
4(entraînement - freinage) et 3(mécanisme de chasse), comme
faisant partie de cette zone.
V' Zone B : il regroupe les éléments
d'importance normale. Souvent, environ 30% des groupes fonctionnels suivants ne
représente que 15% des valeurs cumulées supplémentaires.
Ici, 95,31% des valeurs cumulées indiquent les groupes fonctionnels
codés 2 (mécanisme de réception) et 7
(sûreté) comme faisant partie de cette zone.
V' Zone C : il regroupe les éléments de faible
importance. 50% des groupes fonctionnels restant ne reviennent qu'à 5%
des valeurs cumulées. Ici, 100% des valeurs cumulées indiquent
les groupes fonctionnels codés 6 (appareil à lisière), 5
(nivellement des lames) et 8 (tendeur de trame), comme faisant partie de cette
zone.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
59
|
|
Figure 6. 7 : Courbe de PARETO 6.2.3.2
-) type de maintenance
Pour avoir une approche qualitative du choix du type de
maintenance, nous avons utilisé l'arbre de décision ci- dessous.
Cet arbre de décision permet d'analyser le matériel et les
conditions d'utilisation en les classant en 4 catégories :
· Catégorie A : matériels dont l'arrêt
produit l'arrêt total de la production,
· Catégorie B : matériels dont l'arrêt
provoque un ralentissement de la production ou une dégradation de la
qualité,
· Catégorie C : matériels pour lesquels la
production a des solutions de rechange et dont l'arrêt ne joue pas sur
les quantités produites mais affecte le coût de maintenance,
· Catégorie D : matériels à ne pas
suivre en maintenance préventive.
Ainsi donc, en fonction des objectifs fixés et de
l'arbre de décision, nous avons constaté que le type de
maintenance à appliquer au parc de métiers à tisser ayant
fait l'objet de notre étude est la maintenance préventive
systématique.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
60
|
|
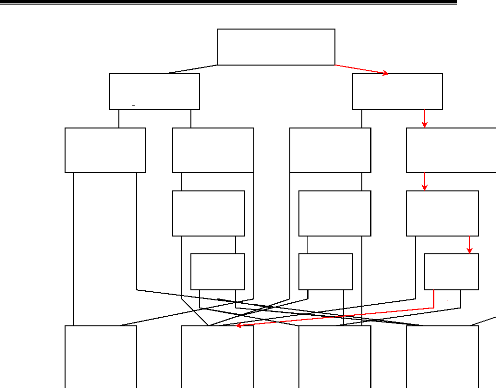
Non
Y a-t-il une relation entre l'âge
et la
fiabilité ? (mode de
Maintenance de
|
|
Maintenance
|
|
Maintenance
|
|
|
rondes
|
|
systématique
|
|
conditionnelle
|
|
A réétudier :
|
(surveillance
|
|
(remplacement
|
|
(surveillance
|
|
amélioration
|
statistique)
|
|
préventif)
|
|
continue de
l'état)
|
|
CATEGORIE D
|
CATEGORIE A
|
|
CATEGORIE B
|
|
CATEGORIE C
|
|
|
|
Oui
Oui
Non
Non
O u i
N
o
n
O u i
N
o
n
O u i
N
o
n
N
o
n
O u i
Oui
Oui
N
o
n
N
o
n
N
o
n
N
o
n
O u i
N
o
n
Oui
Non
Oui
S'agit-il d'une
fonction cachée ?
(effet non
visible)
Y a t-il une incidence
sur la sécurité
(ou
productivité ?
La perte de
fiabilité est-elle
progressive ?
S'agit-il d'une
fonction cachée ?
Le contrôle
est-il
possible ?
La perte de fiabilité
est-elle
progressive ?
S'agit-il d'une
fonction cachée ?
Le contrôle
est-il
possible ?
Y a t-il une incidence
sur la sécurité ?
La perte de
fiabilité est-elle
progressive ?
S'agit-il d'une
fonction cachée ?
Le contrôle
est-il
possible ?
Oui
Figure 6. 8 : Arbre de
décision
Relation âge - fiabilité : OUI
: en effet, il existe une relation entre l'âge et la fiabilité au
niveau des métiers à tisser. Notre étude montre que la
plus grande partie des défaillances provient des métiers à
tisser TW11 acquis en 1990 contrairement aux métiers à tisser
SULZER RUTI P7100 acquis en 1996.
Incidence sur la sécurité
(productivité) : OUI, car la relation âge -
fiabilité influence négativement la productivité. Nos
investigations montrent une grande chute de production par rapport aux
années antérieures.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
61
|
|
Présence ou non d'une fonction
cachée : NON, car au cours de notre étude, nous avons pu
définir clairement les principales fonctions responsables des
arrêts de production.
Progressivité de la perte de
fiabilité : OUI, nos indicateurs de fiabilité
l'indiquent. L'utilisation des machines et leur vieillissement dans le temps
sont bel et bien responsables de leur perte de fiabilité.
Possibilité de contrôle : NON,
malheureusement car on ne peut empêcher l'impact du vieillissement des
organes des machines à tisser sur leur rendement.
Il devient donc évident au regard de ces informations
que l'arrêt d'un métier à tisser provoque le ralentissement
de la production ou une dégradation de la qualité.
Nous classons donc les métiers à tisser dans la
catégorie B, laquelle catégorie regroupe tout
matériel nécessitant une maintenance systématique
préventive.
6.2.4 -) Définition des moyens
Pour la mise en oeuvre de la politique de maintenance que
nous proposons, il faut nécessairement des moyens matériels,
humains et financiers. Les moyens financiers doivent être alloués
par la direction générale et doivent surtout être
compatibles avec les objectifs préalablement définis.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
62
|
|
Le personnel de maintenance doit être revu de façon
à augmenter le nombre :
· des nettoyeurs chargés d'assurer le nettoyage
journalier des métiers ;
· des régleurs chargés d'assurer le graissage
hebdomadaire et le réglage continu des systèmes ;
· des aides régleurs chargés d'assister le
régleur dans ses taches.
Il faudra en outre renforcer le nombre de mécaniciens
sous la responsabilité du chef d'entretien, pour faciliter la
réalisation de la politique de maintenance.
Le moyen matériel devra également être
renforcé par l'approvisionnement en pièces de rechange des
organes et systèmes cités en priorités d'action. Ainsi, il
faudra penser sérieusement au recyclage et à la formation du
personnel à travers des stages de perfectionnement afin d'inscrire
l'usine dans le concept des nouvelles techniques d'entretien et de
maintenance.
On distinguera dans le budget de maintenance :
o le budget de fonctionnement qui prend en compte les
salaires, les charges des agents de maintenance, l'achat des fournitures
diverses et les frais de formation du personnel ;
o le budget d'exploitation qui concerne le coût de
maintenance du matériel du département et qui englobe la sous
traitance et les services auxiliaires utilisés par la Section
Maintenance du département de tissage.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
63
|
|
6.2.5 -) Réalisation
En fonction des moyens financiers et des problèmes
spécifiques actuels du COTEB, nous proposons une politique de
maintenance qui peut être mise en place en bloc ou de façon
progressive. Cette politique passe par la planification que nous proposons des
tâches, en tenant compte des priorités d'action. Nous avons
établi ici des programmes journalier, hebdomadaire et semestriel.
L'exécution systématique de l'entretien
préventif de la machine est la condition pour que le tissage fonctionne
sans perturbations. Les contrôles périodiques effectués
à cet effet doivent faire partie des tâches principales du
contremaître. Il peut ainsi déceler les changements survenus dans
les réglages, de même que les phénomènes d'usure et
prendre en temps utile les mesures qui s'imposent.
L'ensemble de l'entretien préventif de la machine
comprend : > l'entretien journalier de la machine ;
> les révisions et contrôle lors des changements
de chaîne et d'article ; > l'entretien hebdomadaire de la machine ;
> le service d'entretien semestriel.
Les travaux à effectuer sont en général : -
le nettoyage de la machine ;
- la lubrification et le graissage des organes ; - la vidange
;
- l'entretien de pièces spéciales de la
machine.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
64
|
|
|
OBJET
|
TRAVAIL A EFFECTUER
|
|
|
Machine
|
Nettoyage à l'air comprimé à
chaque
changement d'équipe.
|
|
|
Ouvreur du donneur
de trame
|
Lubrification avec graisseur
compte gouttes.
|
|
|
Ouvreur de projectile
coté chasse.
|
Lubrification avec graisseur
compte gouttes.
|
|
|
Barres du donneur et
tôle de verrouillage
des
barres du
donneur de trame.
|
Lubrification avec graisseur
compte gouttes.
|
|
|
Frein de réception
|
Contrôler l'entrée des projectiles dans
le
mécanisme de réception après huilage
avec
graisseur compte gouttes et si nécessaire corriger
le
réglage conformément aux prescriptions.
|
|
|
Casse trame
mécanique,
coté
réception.
|
Contrôler le fonctionnement en soulevant un
doigt de
freinage sur la machine en marche : la
machine doit s'arrêter.
|
|
|
Dispositif de soufflage
d'air
|
Selon la quantité et le degré d'adhérence
de duvets,
le sac de filtration doit être tourné sur le panier
à
filtre,nettoyé à l'aide d'une balayette ou
soufflé à l'air
comprimé et ceci à des
intervalles de temps
approprié
|
|
|
Tableau N°10 : Entretien journalier de la
machine
|
801
|
808
|
809
|
810
|
102
|
202
|
203
|
205
|
208
|
303
|
306
|
402
|
404
|
406
|
407
|
|
|
|
|
|
501
|
503
|
|
|
|
|
|
Légende
Jaune : Lundi
Vert : Mardi
Bleu ciel : Mercredi Bleu pur : Jeudi Violet :
Vendredi
Orange : Samedi
Tableau N°11 : Graissage hebdomadaire des
machines
|
Révision et contrôles aux changements de
chaînes et d'articles (mais au moins une fois par
mois)
|
|
Machine à tisser n°:
|
Type de machine à tisser
|
Date
|
|
|
|
Type de
travaux
|
Objet
|
travaux à effectuer
|
|
|
|
|
|
|
|
révision
|
projectiles
|
contrôler quant à l'usure et à
l'encrassement
|
|
|
|
|
|
|
|
démonter, nettoyer, contrôler et graisser
les
pièces
|
|
|
|
|
|
|
|
nettoyer au jet d'air, remplacer les ciseaux
|
|
|
|
|
|
|
|
graisser selon prescription
|
|
|
|
|
|
|
|
contrôles d'état
|
appareil à lisière et
appareil à
lisières
intermédiaire
|
contrôler l'usure des goujons en nylon aux
arbres de
liaison télescopiques et les graisser
|
|
|
|
|
|
|
|
nettoyer, contrôler les mollettes
|
|
|
|
|
|
|
|
nettoyer et contrôler quant à l'usure
|
|
|
|
|
|
|
|
contrôler l'état, retendre, huiler
légèrement
|
|
|
|
|
|
|
|
plein aux 2/3 à 3/4, à l'exception
de
l'appareil à lisière étroit et de l'appareil
à
lisières intermédiaire: 3/4 à plein
|
|
|
|
|
|
|
|
contrôler les surfaces de portée et
les
fermetures
|
|
|
|
|
|
|
|
le fil de trame ne doit pas être freiné
|
|
|
|
|
|
|
|
contrôler l'état, dans les trois positions,
les
distances jusqu'aux pinces à lisière doivent
être
chaque fois de 1mm,
|
|
|
|
|
|
|
|
cotés chasse et réception ouvertes à
l'épaisseur
du fil
|
|
|
|
|
|
|
|
chemin de freinage à 25-30°
|
|
|
|
|
|
|
|
contrôler la pression d'embrayage à la barre
de
commande; corriger le réglage si nécessaire
|
|
|
|
|
|
|
|
réglage de base,
|
|
|
|
|
|
|
|
contrôles de
|
casse trame mécanique
(coté chasse)
ou
électronique
|
caser la trame sur la machine en marche:elle
doit
s'arrêter,
|
|
|
|
|
|
|
|
soulever le doigt de freinage sur la machine
en marche:elle
doit s'arrêter
|
|
|
|
|
|
|
|
sur la machine en marche, contrôle du
fonctionnement
de chaque rail de contact:
contrôler le moment d'arrêt,
|
|
|
|
|
|
|
|
contrôler sur la machine en marche
|
|
|
|
|
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
66
|
|
|
|
dérouleur d'ensouple
|
contrôler la régularité de la commande
|
|
|
|
|
|
|
|
contrôle de l'organe de sûreté du levier
|
|
|
|
|
|
|
|
contrôle du moment de coupe
|
|
|
|
|
|
|
|
|
rentrage
|
dans le fond et la lisière
|
|
|
|
|
|
|
|
dans le fond et la lisière
|
|
|
|
|
|
|
|
Vérifier
|
|
|
|
|
|
|
|
Mesurer
|
|
|
|
|
|
|
|
contrôler quant aux marques de temples
et
dégâts au tissu
|
|
|
|
|
Tableau N°12 : Entretien aux changements
d'articles et de chaîne
|
Type de travaux
|
travaux à effectuer
|
visa
|
visa
|
|
|
|
|
installation électrique
|
-vérifier si le moteur n'émet pas de
bruits
anormaux - révision du moteur
|
|
|
|
|
|
|
entraînement et frein de
machine
|
- contrôler l'entraînement et le frein de machine
quant à leur usure.
- remplacer les garnitures d'embrayage lorsqu' elles sont
usées jusqu'à 9mm.
-remplacer le collier de frein lorsque le chemin de freinage
prescrit (25 à 30°) ne peut lus être observé par suite
de l'encrassement ou de l'usure de la garniture de frein.
-les goujons rivés au disque de pression ne doivent pas
être desserrés.
-démonter le tendeur de la chaîne du convoyeur et
graisser le roulement à billes avant le montage de l'embrayage.
-contrôler l'usure des courroies
trapézoïdes
|
|
|
|
|
|
|
dérouleur d'ensouple
|
contrôler son usure, un contrôle exact de
pièces
démontées doit être effectué par
prélèvement au
hasard ; en démontant le
dérouleur d'ensouple
d'une machine sur six,
|
|
|
|
|
|
|
appel du tissu
|
contrôler l'appel du tissu ; quant à l'usure, un
contrôle exact des pièces démontées doit être
effectué par prélèvement au hasard en démontant
l'appel du tissu d'une machine sur six,
- contrôler l'état des garnitures du rouleau d'appel
et du rouleau presseur,
- contrôler l'état des paliers du rouleau
presseur, du rouleau d'appel et du rouleau de tissu, graisser les paliers,
|
|
|
|
|
|
|
commande des lames
|
contrôler l'usure des articulations, vérifier
l'usure
des guides des leviers de levée:les profils
inférieurs
|
|
|
|
|
|
|
des lames ne doivent pas s'effleurer
|
|
|
|
|
|
|
mécanique d'armure
|
-contrôler les articulations aux leviers d'inversion. -
mesurer le jeu entre galets et cames des lames en position de pas
inférieur.
- vérifier l'état des portées des galets et
des cames.
|
|
|
|
|
|
|
battant
|
- contrôler l'étanchéité des joints
lier aux carter de commande du battant.
- resserrer les écrous-chapeaux au tube de vidange dans
la traverse principale.
|
|
|
|
|
|
|
dispositif de recherche de
duite
|
-resserrer l'écrou de l'accouplement du dispositif - le
goujon pour le désaccouplement du dispositif de recherche de duite doit
présenter des deux cotés, un jeu par rapport aux parois de la
rainure - pour l'accouplement de recherche de duite ;
rétablir le jeu entre la pièce et le manchon
d'accouplement.
|
|
|
|
|
|
|
chaîne d'entraînement à
maillons
|
entretien de toutes les chaînes à maillons,
et
procédé au graissage de ses organes.
|
|
|
|
|
|
|
Organe de sûreté
|
-Le bord supérieur de la barrette à cran doit
se
trouver dans le repère blanc de la douille de
levier.
-Vérifier le jeu entre le goujon d'enclenchement et
la
barrette à cran.
-Les bascules dans le mécanisme de chasse et
de
réception doivent être exempt de jeu
|
|
|
|
|
|
|
ouvreur de projectile
|
- vérifier la distance de la surface du rail de guidage
supérieur à la pointe de l'ouvreur de projectile.
- contrôler l'usure de l'ouvreur de projectile,
l'ouverture de la pince de projectile ; la pointe de l'ouvreur de projectile
doit se trouver derrière la face intérieure du monte
projectile.
|
|
|
|
|
|
|
donneur de trame
|
-ouvreur du donneur: vérifier la distance entre le rail
de guidage supérieur et l'étrier transversal.
- contrôler l'usure à l'ouvreur et aux pinces du
donneur de trame, l'ouverture de la pince du donneur.
- bloquer l'écrou de l'arbre secondaire,
- vérifier si la pince du donneur se trouve exactement au
milieu de la pince du projectile.
- vérifier si le levier du donneur s'applique sans jeu
et sans pression contre le bouton de butée.
- vérifier la distance du niveau supérieur de la
boite
de chasse à l'arrête supérieure de la
crémaillère.
|
|
|
|
|
|
|
ciseaux
|
- contrôler le réglage du volet de centrage:le
fil de trame doit se trouver exactement au milieu de la pince du donneur de
trame.
- moment de coupe des ciseaux : vérifier la distance
du niveau supérieur de la boite de chasse à l'arrête
supérieure de la crémaillère
|
|
|
|
|
|
|
Mécanisme de chasse
|
- vérifier la distance entre le taquet de chasse et le
projectile à la torsion maximale de la barre de
|
|
|
|
|
|
|
torsion (chercher à obtenir la distance minimale), - -
pendant la mesure, pousser légèrement le projectile vers le
taquet de chasse.
- faire un contrôle visuel du frein à huile sur
la
machine à la température de marche avec la torsion
maximale de la barre de torsion:enlever la tôle de recouvrement de la
serrure de chasse, la machine étant en marche, le levier de chasse doit
s'arrêter au plus tard 2mm avant l'arrête extérieure du rail
de guidage supérieur
|
|
|
|
|
|
|
Commande des lames
|
Contrôler l'usure des articulations et vérifier
l'usure des guides des leviers de levées : les profils inférieurs
des lames ne doivent pas s'effleurer.
|
|
|
|
|
|
|
Lubrification
|
- nettoyer ou remplacer le filtre de la pompe
- nettoyer ou remplacer les raccords de conduits
|
|
|
|
|
Tableau N°13 : Entretien semestriel des
machines 6.2.6 -) Evaluation
Puisqu'on doit attendre des bénéfices des
investissements effectués, on se doit d'effectuer une évaluation
de la politique de maintenance après sa réalisation.
Nous avons estimé que, pour la mise en oeuvre de cette
politique de maintenance, l'effectif de l'équipe d'entretien et de
maintenance passerait de quatre à quatorze personnes, soit un
recrutement de dix personnes. L'effectif du département passerait donc
à cinquante et quatre personnes et le pourcentage de l'effectif de
maintenance par rapport à l'effectif du
14 100
u
département passerait de 9.09 à 25.92% ( 25,92)
.
54
Le calcul des activité et rendements des machines a
été évaluer dans les mêmes conditions que ci-dessus,
sauf qu'ici, la nouvelle politique de maintenance adoptée nous a permis
de réduire les heures d'arrêts de catégorie 2 (de 249,5
à 100 heures) et les heures d'arrêts de catégorie 3 (de 70
à 40 heures). Le tableau N°14 ci-dessous présente les
résultats.
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
69
|
|
ACTIVITE
RENDEMENTS
Heures
maximales
* 20
1120 H
56
Arrêts
fériés +
week-end :
8x 24
=
192 H
928 H
Heures
ouvrables
- 192
1120
H. OUVRABLES
H. DISPONIBLE
Arrêts
chômage :
6,3 H
DISPONIBLE
921,7 H
Heures
disponibles
= 99,32%
928
- 6,3
92 1 , 7 x100
Tableau N° 14 : calcul des
activités et
rendements des machines après exploitation
de
la nouvelle politique de maintenance
928
H. OUVRABLES
CATEGORIE 1 CATEGORIE 2 CATEGORIE 3
H. OUVRABLES
8 73 ,7 x 100
92 1 ,7
RENDEMENT
EFFECTIF
Arrêt
catégorie
N°1 :
48 H
= 94,14%
= 94,79%
921,7
- 48
873,7 H
Heures
Brutes
H. BRUTES
8 73 ,7 x 100
H.BRUTE H. NETTES H. NET-NETTES
BRUTE NETTE NET-NETTE
928
= =
H. OUVRABLES H. OUVRABLES
H. NET-NETTES
H. DISPONIBLE
Arrêt
catégorie
N°2 :
100 H
= 88,55%
= 83,37%
873,3
- 100
773,7 H
Heures
Nettes
773 ,7 x 100
H BRUTES H NETTES
773 ,7 x 100
H. NETTES H. NET-NETTES
8 73
928
,
7
73 3,7 x100
= 94,83%
733,7 H
Heures
Net-nettes
Arrêt
catégorie
N°3:
40 H
73 3 , 7 x 100
= 79,06%
773,7
- 40
73 3 ,7 x 100
921
773
928
,
7
= 79,6%
6.2.7 -) Conclusion partielle
La politique de maintenance à adopter pour les
métiers à tisser est : la maintenance préventive
systématique, qui doit être effectuée par une main
d'oeuvre suffisante en permanence formée aux nouvelles
méthodes.
On constate que pour la même période de huit
semaines, le rendement effectif passe de 60,13% à 79,6% soit environ
80%. L'évolution de ces indicateurs montre clairement
l'efficacité de la nouvelle politique de maintenance. Ce qui
répond aux objectifs par nous fixés.
Les difficultés rencontrées résident
dans un premier temps dans l'inexistence de fichiers historiques
retraçant les actions de maintenance, ce qui nous a obligé
à réaliser nous-même les fiches de suivi du matériel
nécessaires à l'étude. Dans un second temps nous
déplorons la faible durée du stage de fin d'étude qui nous
a contraint à mener cette étude sur une période de huit
semaines.
Il aurait été souhaitable d'avoir la
possibilité de passer plus de temps pour étudier à fond
toute la question de la maintenance dans les différents
départements de l'usine.
AUTRES TRAVAUX EFFECTUES
Outre les travaux effectués dans le département
de tissage et relatifs à notre travail de fin d'étude, nous avons
effectué dans l'usine plusieurs travaux pratiques :
Entre autres, on peut citer :
· des remplacements de pignons d'engrenages sur l'une des
chargeuses du département de filature ;
· des rebobinages de moteurs électriques
grillés ;
· des recherches de pannes électriques et des
remplacements de cartes électroniques dans certaines armoires de
commandes de machines à tisser,
· et des tâches d'intérêt
général tels que le nettoyage des machines, des replacements de
lampes, etc....
SUGGESTIONS
A l'issue de ce travail de fin d'étude que nous avons
effectué, il nous est paru absolument nécessaire que soit
effectué au sein de l'entreprise : - une revalorisation de la fonction
maintenance au sein des départements de
production à travers la mise à leur disposition de
plus de main d'oeuvre
qualifiée, de moyens techniques et financiers ;
- le suivi et l'évaluation permanente dans les
départements de production de la politique de maintenance
élaborée par le présent ouvrage, par la tenue et
l'exploitation des fiches de maintenance ;
- la formation et le recyclage des ouvriers ;
- la mise en application du respect des règles de
sécurité et de prévention des accidents.
L'approvisionnement à temps des pièces de rechange des organes ou
systèmes des machines à tisser suivant les priorités
d'actions.
Tout ceci éviterait une immobilisation
préjudiciable des machines.
|
UAC / IUT-LOK / GIM / 3ème
Promotion
Présenté par CAPO-CHICHI Mayaa &
KOBA SEGAN Babatoundé Lionel
|
72
|
CONCLUSION GENERALE
Il ressort de ce séjour à l'usine qui nous a
été très bénéfique, que le stage en
entreprise est indispensable à la formation de cadres techniques
compétents.
Nous constatons que notre pays dispose des atouts
nécessaires pour s'insérer dans les nations industrielles
émergentes d'aujourd'hui.
La crise énergétique que traverse notre pays
constitue pour l'usine un goulot d'étranglement important qu'il faudrait
supprimer. L'état des lieux des équipements du COTEB montre une
importante immobilisation de machines fonctionnelles et la
vétusté d'une quantité importante de métiers,
d'où la nécessité d'une dynamisation de l'usine et de sa
rénovation pour la diversification de ses produits.
A travers nos travaux de recherche et d'étude, nous
avons vécu toute la dimension réelle de la maintenance dans
l'industrie textile. Nous la voyons quitter l'échelle des annexes de
l'entreprise pour s'intégrer dans l'usine comme une fonction clé,
garante d'une production continue.
L'étude effectuée a montré qu'à
chaque outil de production correspond un type de maintenance bien
déterminé, lequel est fonction de son utilisation. Le choix de
maintenance spécifique proposé au département de tissage
s'inscrit dans le cadre d'une politique globale qui doit être maintenue,
soutenue et vulgarisée par l'entreprise. Cette politique, lors de notre
travail, ne nous est pas parue dans un premier temps être la plus
économique car elle exige des investissements importants de fonds mais
elle s'est finalement révélée être la plus rentable
pour l'entreprise. Elle lui permet de survivre grâce à la
fonctionnalité de ses machines et la qualité de leur rendement,
de grandir et de se développer en assurant la continuité de
ses
prestations par le respect des délais de livraison : il
s'agit de la politique aboutissant à l`obtention d'un coût global
optimal.
Les travaux d'étude et de recherche ont
été passionnants car nous avons trouvé un personnel
sympathique et dévoué qui nous a fourni tous les renseignements
techniques et pratiques nécessaires. Les difficultés
rencontrées résident dans l'inexistence d'une bibliothèque
et la courte durée du stage qui ne nous a pas permis de faire une
étude approfondie de la maintenance à travers tous les
départements.
Evidemment, ce document ne s'impose pas comme une
méthode d'application rigide aux industriels du textile ; nous comptons
simplement avoir apporté à travers lui, un outil de gestion
stratégique dans la maintenance globale de l'usine, dans le respect des
conditions de sécurité et de l'environnement.
Bien entendu, nous n'avons pas la prétention d'avoir
accompli un travail exempt de tous défauts ; nous espérons
seulement avoir participé à la revalorisation de la
filière textile qui est actuellement une des priorités de notre
pays.
Nous serions donc heureux d'accueillir les critiques et
suggestions dans le but d'augmenter la marge d'utilisation de ce document.
BIBLIOGRAPHIE
+ COTEB SA, 2006, « Rapport d'état des lieux des
équipements ».
+ COTEB SA, 1996, « Dossier technique SULZER TW11et P7100
».
+ Groupe UCO Engeneering, 1998, « Manuel de production du
département de tissage ».
+ F. MONCHY, 1987, « La fonction maintenance formation
à la gestion de la maintenance industrielle », Editions MASSON,
Paris.
+ P. LYONNET, 1992, « La maintenance Mathématiques
et Méthodes », Editions Technique et Documentation Lavoisier,
Paris.
+ Bertrand GIRARD & Peter KNEEBONE, 1986, « Comment
réussir votre maintenance », AFNOR.
+
www. Wikipédia.fr
ETAT DES LIEUX DES EQUIPEMENTS
|
N°
|
Désignation
de l'équipement
|
Type, Fabricant
et Pays
|
Année
|
Nombre
|
Puissance
Totale (kw)
|
(kg/heure)
|
Etat des équipements
|
|
Fab
|
Acqui
|
Total
|
Panne
|
Marche
|
Maximale
|
Réalisée
|
|
I
|
BATTAGE LIGNE
|
|
|
|
|
|
|
|
|
|
|
|
F
|
|
POLMATEX
|
|
|
|
|
|
|
|
|
|
|
|
I
|
1
|
Chargeuse-mélangeuse
|
Polmatex -
|
1974
|
1989
|
5
|
1
|
4
|
15
|
700
|
450
|
Vétuste
|
|
L
|
|
AD4
|
Pologne
|
|
|
|
|
|
|
|
|
|
|
A
|
2
|
Transporteur « UU13A »
|
Polmatex -
|
1974
|
1989
|
1
|
0
|
1
|
1,5
|
700
|
450
|
Vétuste
|
|
T
|
|
|
Pologne
|
|
|
|
|
|
|
|
|
|
|
U
R
|
3
|
Condenseur chargeuse-
ouvreuse
|
Polmatex -
Pologne
|
1974
|
1989
|
1
|
0
|
1
|
15,3
|
700
|
450
|
Vétuste
|
|
E
|
4
|
Batteur
|
Saco - USA
|
1957
|
1989
|
2
|
0
|
2
|
23,6
|
350
|
190
|
Vétuste
|
|
II
|
BATTAGE LIGNE
|
|
|
|
|
|
|
|
|
|
|
|
|
UNIFLOC A1/1
|
|
|
|
|
|
|
|
|
|
|
|
1
|
Unifloc A1/1
|
Rieter Suisse
|
1980
|
1998
|
1
|
0
|
1
|
1,72
|
400
|
200
|
Vétuste
|
|
F
|
2
|
Mono tambour
|
Rieter Suisse
|
1976
|
1998
|
1
|
0
|
1
|
17,87
|
200
|
190
|
Vétuste
|
|
I
|
3
|
mélangeuse
|
Rieter Suisse
|
1975
|
1998
|
1
|
0
|
1
|
11,9
|
200
|
190
|
Vétuste
|
|
L
|
4
|
ERM
|
Rieter Suisse
|
1973
|
1998
|
2
|
0
|
2
|
1,18
|
200
|
190
|
Vétuste
|
|
A
|
|
|
|
|
|
|
|
|
|
|
|
|
|
T
|
III
|
CARDERIE
|
|
|
|
|
|
|
|
|
|
|
|
U
|
1
|
Distributeur de flocons
|
Rieter Suisse
|
1965
|
1996
|
3
|
1
|
2
|
13,2
|
400
|
360
|
Vétuste
|
|
R
|
2
|
Cardes
|
Rieter Suisse
|
1965
|
1989
|
16
|
0
|
16
|
57,6
|
400
|
360
|
Vétuste
|
|
E
|
3
|
Cardes
|
Rieter Suisse
|
1965
|
1996
|
9
|
9
|
0
|
57,6
|
400
|
360
|
Vétuste
|
|
IV
|
ETIRAGE
|
|
|
|
|
|
|
|
|
|
|
|
1
|
Etirages
|
Rieter Suisse
|
1996
|
1989
|
8
|
4
|
4
|
21
|
780
|
546
|
Vétuste (cylindres tordus)
|
|
F
|
2
|
Etirages canibalisés
|
Rieter Suisse
|
1968
|
1998
|
4
|
4
|
0
|
21
|
780
|
546
|
Vétuste
|
|
I
|
|
|
|
|
|
|
|
|
|
|
|
|
|
L
|
V
|
BANC BROCHAGE
|
|
|
|
|
|
|
|
|
|
|
|
A
|
1
|
Banc Krusic
|
Krusic -
|
1974
|
1974
|
3
|
0
|
3
|
25,8
|
504
|
172
|
Vétuste (laminage défectueux)
|
|
T
|
|
|
Yougoslavie
|
|
|
|
|
|
|
|
|
|
|
U
|
2
|
Banc Rieter
|
Rieter - Suisse
|
1968
|
1997
|
1
|
0
|
1
|
13,25
|
175
|
55
|
Vétuste
|
|
R
|
3
|
Banc Rieter
|
Rieter - Suisse
|
1970
|
1989
|
2
|
0
|
2
|
26,5
|
296
|
96
|
Vétuste
|
|
E
|
|
|
|
|
|
|
|
|
|
|
|
|
|
VI
|
CAF
|
|
|
|
|
|
|
|
|
|
|
|
1
|
CAF Wifama
|
Wifama-Pologne
|
1974
|
1974
|
30
|
6
|
24
|
444
|
348
|
313,2
|
Vétuste (laminage défectueux)
|
|
2
|
CAF GO 2
|
Rieter - Suisse
|
1974
|
1997
|
3
|
1
|
2
|
50
|
34,56
|
31
|
Vétuste (laminage défectueux)
|
|
VII
|
BOBINOIRS
|
|
|
|
|
|
|
|
|
|
|
|
1
|
Bobinoirs Gilbos
|
Suisse
|
1974
|
1974
|
2
|
1
|
1
|
5,9
|
75
|
30
|
Vétuste
|
|
2
|
Bobinoirs Schlafhorst 107
|
Schlafhorst-
|
1971
|
1997
|
2
|
2
|
0
|
45
|
75
|
45
|
Vétuste
|
|
F
|
|
|
Allemagne
|
|
|
|
|
|
|
|
|
|
|
I
|
3
|
Bobinoirs Schlafhorst 138
|
Schlafhorst-
|
1980
|
1997
|
1
|
0
|
1
|
45
|
75
|
45
|
Vétuste
|
|
L
|
|
|
Allemagne
|
|
|
|
|
|
|
|
|
|
|
A
|
4
|
Bobinoirs Schlafhorst 238
|
Schlafhorst-
|
1996
|
1996
|
1
|
0
|
1
|
45
|
150
|
102,2
|
Neuf
|
|
T
|
5
|
Bascule RAPIDO
|
Allemagne
|
|
|
|
|
|
|
|
|
Epave
|
|
U
|
6
|
Bascule SCHENCK
|
|
|
|
|
|
|
|
|
|
Opérationnel
|
|
R
|
7
|
Effilocheuse
|
|
|
|
1
|
0
|
1
|
|
|
|
Vétuste
|
|
E
|
8
|
Presse balles coton
|
|
1974
|
1974
|
1
|
1
|
0
|
|
|
|
Vétuste
|
|
9
|
Dévidoire bobine à mêche
|
|
1974
|
1974
|
1
|
0
|
1
|
|
|
|
Vétuste
|
|
10
|
Presses à thermo souder
|
|
|
1995
|
1
|
0
|
1
|
|
|
|
Vétuste
|
|
11
|
Bisateuse
|
|
1996
|
1995
|
2
|
0
|
2
|
|
|
|
|
|
12
|
Compresseur d'air
|
|
|
1996
|
2
|
0
|
2
|
|
|
|
Vétuste
|
|
13
|
Transpalette
|
|
1996
|
1996
|
1
|
0
|
1
|
|
|
|
Vétuste
|
|
14
|
Machine à monter les
garnitures de cardes
|
|
1996
|
1996
|
2
|
2
|
0
|
|
|
|
Panne
|
|
15
|
Presse hydraulique
|
|
|
1997
|
1
|
0
|
1
|
|
|
|
Neuf
|
|
16
|
Machine à monter les
|
|
1997
|
1997
|
1
|
0
|
1
|
|
|
|
Neuf
|
|
|
chapeaux de cardes
|
|
|
|
2
|
1
|
1
|
|
|
|
1 épave
|
|
|
|
|
1997
|
|
|
|
|
|
|
|
|
|
F
|
17
|
Rectifieuse de cylindres
|
|
|
1997
|
1
|
0
|
1
|
|
|
|
Neuf
|
|
I
|
|
de pression
|
|
1997
|
|
|
|
|
|
|
|
|
|
L
A
|
18
|
Graines de
conditionnement
|
|
1997
|
1997
|
15
|
0
|
15
|
|
|
|
Opérationnel
|
|
T
|
19
|
Noueuse à main
|
|
1996
|
1996
|
20
|
0
|
20
|
|
|
|
Opérationnel
|
|
U
|
20
|
Cintreuse sur trépied
|
|
1996
|
1996
|
1
|
0
|
1
|
|
|
|
Neuf
|
|
R
|
|
|
|
|
|
|
|
|
|
|
|
|
|
E
|
21
|
Appareil à souder
électrique
|
|
1996
|
1996
|
2
|
0
|
2
|
|
|
|
Neuf
|
|
22
|
Agrafeuse rapide 33
|
|
1996
|
1996
|
1
|
0
|
1
|
|
|
|
Neuf
|
|
T I
|
1
|
CANETIERE
|
840 0534/73 atelier
de construction
schweiter SA
Hergen Suisse
|
1973
|
|
1
|
0
|
1
|
5,9
|
70 canettes/ h
|
35 c / h
|
Vétuste
|
|
S
|
2
|
OURDISSOIR
|
EZDN° 76102 W-
|
|
|
1
|
0
|
1
|
5,48
|
10938 m / h
|
5200 m / h
|
Vétuste
|
|
S
|
|
|
SCHLAFHORST
|
|
|
|
|
|
|
|
|
|
|
A
|
|
|
Allm. De l'ouest
|
|
|
|
|
|
|
|
|
|
|
G
|
|
|
|
|
|
|
|
|
|
|
|
|
|
E
|
3
|
ENCOLLEUSE
|
A4 Série 1 Matex
|
1974
|
|
1
|
0
|
1
|
19,37
|
1600 m / h
|
712 m / h
|
Vétuste
|
|
|
|
- Platt Pologne
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
42,5
|
142,29 m / h
|
133,9 m / h
|
Neuf
|
|
4
|
METIER SULZER RUTI
|
B 390 NZE QD1
|
1996
|
1996
|
10
|
1
|
9
|
|
|
|
|
|
T I
|
|
P7100
|
Sulzer Ruti
(Suisse)
|
|
|
|
|
|
|
|
|
|
|
S
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S
|
5
|
SULZER T W11
|
153 ES 105 E 10 F
|
|
1990
|
10
|
1
|
9
|
20
|
113 m / h
|
79 m / h
|
Vétuste
|
|
A
|
|
|
Gebrüder (Suisse)
|
|
|
|
|
|
|
|
|
|
|
G
|
|
|
|
|
|
|
|
|
|
|
|
|
|
E
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6
|
SULZER TW11
|
153 ES 105 E 10
|
|
1990
|
25
|
1
|
24
|
50
|
302 m / h
|
212 m / h
|
Vétuste
|
|
|
|
Sulzer Brothers
|
|
|
|
|
|
|
|
|
|
|
7
|
SULZER TOYODA
|
153 ES 105 E 10
|
|
1997
|
10
|
2
|
8
|
25
|
71 m / h
|
61 m / h
|
Vétuste
|
|
T
|
|
|
Frères SA (Suisse)
|
|
|
|
|
|
|
|
|
|
|
I
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S
|
8
|
MONORAIL Pour (Enc-
|
BALKANCAR
|
|
1974
|
1
|
0
|
1
|
0,8
|
|
|
Vétuste
|
|
A
|
|
Oud)
|
T0221 Usine
|
|
|
|
|
|
|
|
|
|
|
G
|
|
|
Electrotelfers
|
|
|
|
|
|
|
|
|
|
|
E
|
|
|
(Bulgarie)
|
|
|
|
|
|
|
|
|
|
|
9
|
METIER SAURER
|
CH 9320 Adolphe
|
1974
|
1974
|
18
|
0
|
18
|
27
|
53 m / h
|
41 m / h
|
Vétuste
|
|
|
|
Saurer (Suisse)
|
|
|
|
|
|
|
|
|
|
|
10
|
METIER VARIMEX
|
Polmatex- Pologne
|
1973
|
1974
|
12
|
12
|
0
|
|
|
|
Vétuste
|
|
T
|
11
12
|
NOUEUSE
CHARIOT DE NOUAGE
|
KNOTEX GMBH
Augsburg 10
168 200/40
|
|
|
2
2
|
0
1
|
2
1
|
|
9000 fils / h
|
8000 fil / h
|
Vétuste
|
|
I
|
|
|
731/214 KNOTEX
|
|
|
|
|
|
|
|
|
Vétuste
|
|
S
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S
|
|
|
|
|
|
|
|
|
|
|
|
|
|
A
|
13
|
ASPIRATEUR
|
NILFISK FISKER
|
|
|
1
|
1
|
0
|
|
|
|
Vétuste
|
|
G
|
|
|
(Danemark)
|
|
|
|
|
|
|
|
|
|
|
E
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14
|
CHARIOT TRANSPORT
|
AB200 Atelier de
|
|
|
2
|
1
|
1
|
|
|
|
Vétuste
|
|
|
TISSU
|
Bolmont (France)
|
|
|
|
|
|
|
|
|
|
|
T
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
15
|
CHARIOT TRANSPORT
|
|
|
|
4
|
1
|
3
|
|
|
|
Vétuste
|
|
S
|
|
ENSOUPLE
|
|
|
|
|
|
|
|
|
|
|
|
S
|
|
|
|
|
|
|
|
|
|
|
|
|
|
A
|
|
|
|
|
|
|
|
|
|
|
|
|
|
G
|
16
|
BASCULE
|
Toledo-werk
|
|
|
1
|
0
|
1
|
|
|
|
Vétuste
|
|
E
|
|
|
WAAGEN
|
|
|
|
|
|
|
|
|
|
|
17
|
BASCULE
|
MORIVAL France
|
|
|
1
|
0
|
1
|
|
|
|
Vétuste
|
|
18
|
METIER CIRCULAIRE
|
ROFI IDATEX
|
1973
|
1974
|
25
|
8
|
17
|
25,5
|
6,03 kg / h
|
5,9 kg / h
|
Vétuste
|
|
|
|
Albert of Biters
|
|
|
|
|
|
|
|
|
|
|
T
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S
|
19
|
Mélangeuse de trame
|
RUTI (Suisse)
|
1996
|
1996
|
1
|
0
|
1
|
|
|
|
Opérationnel
|
|
A
|
|
|
|
|
|
|
|
|
|
|
|
|
|
G
|
|
|
|
|
|
|
|
|
|
|
|
|
|
E
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20
|
Gaine de climatisation
|
|
1996
|
1996
|
7
|
0
|
7
|
|
|
|
Opérationnel
|
|
F
I
N
I T
I
O
N
|
1
2
3
4
5
|
ENROLEUSE
Flambeuse
Pad - Roll
Foulard
Laveuse
|
AMDES France OSTHOFF Allem. AMDES France KUSTER Allem. AMDES
France
|
1974 1974 1974 1990 1974
|
1974 1974 1974 1990 1974
|
1 1 1 1 1
|
0 0 0 0 0
|
1 1 1 1
1
|
24,7
16,1
15
40
|
1800 m / h 6000 m / h 3000 m / h 3600 m / h 3600 m / h
|
900 m / h 4800 m / h 1800 m / h 2400 m / h 1800 m / h
|
Vétuste Vétuste Vétuste Vétuste
|
|
6
|
Jiggers
|
VALD HENRISE
|
1974
|
1974
|
4
|
2
|
2
|
6,2
|
144 m / h
|
144 m / h
|
Vétuste
|
|
F
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
7
|
Ouvreuse-maille
|
WEISS Allemagne
|
1974
|
1974
|
1
|
0
|
1
|
|
150 m / h
|
150 m / h
|
Vétuste
|
|
N
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
8
|
Barques
|
Bene et Cie France
|
1974
|
1974
|
3
|
0
|
3
|
15,3
|
80 m / h
|
60 m / h
|
Vétuste
|
|
T
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
9
|
Rame
|
AMDES France
|
1974
|
1974
|
1
|
0
|
1
|
130
|
3000 m / h
|
1800 m / h
|
Vétuste
|
|
O
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N
|
10
|
Sanforisseuse
|
SACM France
|
1974
|
1974
|
1
|
0
|
1
|
18
|
3000 m / h
|
1800 m / h
|
Vétuste
|
|
11
|
Sechoir-maille
|
FLEISSNER Alle.
|
1974
|
1974
|
1
|
0
|
1
|
15,8
|
150 m / h
|
150 m / h
|
Vétuste
|
|
12
|
Calendre
|
WEISS Allemagne
|
1974
|
1974
|
2
|
1
|
1
|
0,55
|
200 kg / h
|
200 kg / h
|
Vétuste
|
|
F
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
13
|
Visiteuse
|
NATERM France
|
1974
|
1974
|
1
|
0
|
1
|
2,25
|
1200 m / h
|
600 m / h
|
Vétuste
|
|
N
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
14
|
Essoreuse
|
RAPIDE 120
|
1973
|
1974
|
1
|
0
|
1
|
14,7
|
720 kg / h
|
720 kg / h
|
Vétuste
|
|
T
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
15
|
Ouvreuse Détortineuse
|
AMDES France
|
1974
|
1974
|
1
|
0
|
1
|
|
700 kg / h
|
700 kg / h
|
Vétuste
|
|
O
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N
|
16
|
Bascule
|
Rapido
|
1974
|
1974
|
2
|
1
|
1
|
|
|
|
1 non opérationnel
|
|
17
|
Bascule électrique
|
|
|
19901
|
1
|
0
|
1
|
|
|
|
Opérationnel
|
|
F
I
|
18
|
Autoclave
|
|
|
|
1
|
|
|
|
|
|
Montage non achevé
|
|
N
|
19
|
Merceriseuse
|
|
1974
|
1974
|
1
|
|
|
|
|
|
Epave
|
|
I
|
|
|
|
|
|
|
|
|
|
|
|
|
|
T
|
20
|
Palan
|
INTER EXO/ 4T
|
1974
|
1974
|
1
|
0
|
1
|
|
|
|
Op2rationnel
|
|
I
|
|
|
|
|
|
|
|
|
|
|
|
|
|
O
|
21
|
Machine à coudre
|
thimonier
|
1974
|
1974
|
5
|
0
|
5
|
|
|
|
Opérationnel
|
|
N
|
|
|
|
|
|
|
|
|
|
|
|
|
|
22
|
Machine à coudre
|
Adier
|
1974
|
1974
|
3
|
1
|
2
|
|
|
|
Opérationnel
|
|
F
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
23
|
Presse à repasser
|
|
1974
|
1974
|
1
|
1
|
0
|
|
|
|
Opérationnel
|
|
N
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
24
|
Plieuse
|
|
1974
|
1974
|
1
|
1
|
0
|
|
|
|
Opérationnel
|
|
T
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
25
|
Panier d'essoreuse
|
|
1974
|
1974
|
7
|
3
|
4
|
|
|
|
Opérationnel
|
|
O
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N
|
26
|
Cuve de 650 litres
|
|
|
|
9
|
0
|
9
|
|
|
|
Opérationnel
|
|
27
|
Cuve à sonde de 15000 L
|
|
|
|
1
|
0
|
1
|
|
|
|
Opérationnel
|
|
28
|
Rules
|
|
1974
|
1974
|
66
|
1
|
65
|
|
|
|
Opérationnel
|
|
29
|
Chariots
|
|
|
|
47
|
6
|
41
|
|
|
|
Opérationnel
|
|
F
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
30
|
Chariots pour autoclaves
|
|
|
|
2
|
0
|
2
|
|
|
|
Opérationnel
|
|
N
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
|
LABO FINITION
|
|
|
|
|
|
|
|
|
|
|
|
T
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
1
|
Micro onde
|
|
|
1974
|
1
|
1
|
0
|
|
|
|
Opérationnel
|
|
O
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N
|
2
|
Microscope
|
|
|
|
1
|
0
|
1
|
|
|
|
Opérationnel
|
|
3
|
Xénoteste
|
|
|
|
1
|
0
|
1
|
|
|
|
Opérationnel
|
|
4
|
Balance
|
|
|
|
1
|
0
|
1
|
|
|
|
Opérationnel
|
|
F
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
5
|
Sèche à cheveux
|
|
|
|
1
|
0
|
1
|
|
|
|
Opérationnel
|
|
N
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
6
|
Tube à essai
|
|
|
|
115
|
0
|
115
|
|
|
|
Opérationnel
|
|
T
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
7
|
Thermomètre
|
|
|
|
5
|
5
|
0
|
|
|
|
Non opérationnel
|
|
O
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N
|
8
|
Densimètre
|
|
|
|
1
|
0
|
1
|
|
|
|
Opérationnel
|
|
9
|
Pipette
|
|
|
|
39
|
0
|
39
|
|
|
|
Opérationnel
|
|
10
|
Verre à montre
|
|
|
|
51
|
0
|
51
|
|
|
|
Opérationnel
|
|
11
|
Lames porte objet
|
|
|
|
79
|
0
|
79
|
|
|
|
Opérationnel
|
|
F
|
12
|
Burettes
|
|
|
|
2
|
0
|
2
|
|
|
|
Opérationnel
|
|
I
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N
|
13
|
Ballon
|
|
|
|
14
|
0
|
14
|
|
|
|
Opérationnel
|
|
I
|
|
|
|
|
|
|
|
|
|
|
|
|
|
T
|
14
|
Pinces métalliques
|
|
|
|
10
|
0
|
10
|
|
|
|
Opérationnel
|
|
I
|
|
|
|
|
|
|
|
|
|
|
|
|
|
O
|
15
|
Pinces en bois
|
|
|
|
1
|
0
|
1
|
|
|
|
Vétuste
|
|
N
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16
|
Etaux
|
|
|
|
2
|
0
|
2
|
|
|
|
Opérationnel
|
|
F
|
17
|
Bee busen
|
|
|
|
2
|
0
|
2
|
|
|
|
Vétuste
|
|
I
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N
|
18
|
Tourne biberon
|
|
|
|
1
|
0
|
1
|
|
|
|
|
|
I
|
|
|
|
|
|
|
|
|
|
|
|
Vétuste
|
|
T
|
19
|
Barque à tourniquet
|
|
|
|
1
|
0
|
1
|
|
|
|
|
|
I
|
|
|
|
|
|
|
|
|
|
|
|
|
|
O
|
20
|
Foulard
|
|
|
|
1
|
0
|
1
|
|
|
|
|
|
N
|
|
|
|
|
|
|
|
|
|
|
|
|
|
21
|
Jigger
|
|
|
|
1
|
0
|
1
|
|
|
|
Vétuste
|
|
22
|
Appareil d'analyse d'eau
|
|
|
|
1
|
0
|
1
|
|
|
|
Vétuste
|
|
23
|
Rechaud à courant
|
|
|
|
1
|
0
|
1
|
|
|
|
Vétuste
|
|
F
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
24
|
Epprouvette
|
|
|
|
4
|
0
|
4
|
|
|
|
Vétuste
|
|
N
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
25
|
Becher en plastique
|
|
|
|
9
|
1
|
8
|
|
|
|
|
|
T
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
26
|
Balance en électrique
|
|
|
|
1
|
0
|
1
|
|
|
|
|
|
O
|
|
|
|
|
|
|
|
|
|
|
|
Vétuste
|
|
N
|
27
|
Balance (cuisine)
|
|
|
|
2
|
1
|
1
|
|
|
|
|
|
28
|
Laveuse
|
|
1974
|
1974
|
1
|
0
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Vétuste
|
|
29
|
Essoreuse
|
|
1973
|
1974
|
1
|
0
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Vétuste
|
|
1
|
COLUMBIA
|
430-2 USA
|
1974
|
1975
|
92
|
22
|
70
|
|
120
|
75
|
Vétuste
|
|
C
|
|
|
|
|
|
|
|
|
|
|
|
|
|
O
|
2
|
Surjeuteuse
|
39500 USA
|
1973
|
1974
|
28
|
15
|
13
|
|
105
|
65
|
Vétuste
|
|
N
|
|
|
|
|
|
|
|
|
|
|
|
|
|
F
|
3
|
Willcox
|
504 - 4
|
1977
|
1978
|
4
|
0
|
4
|
|
105
|
65
|
Vétuste
|
|
E
|
|
|
|
|
|
|
|
|
|
|
|
|
|
C
|
4
|
REECE
|
S-2BH
|
1968
|
1974
|
4
|
2
|
2
|
|
|
|
Vétuste
|
|
T
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
5
|
LEWIS
|
200-2 USA
|
1962
|
1975
|
3
|
0
|
3
|
|
120
|
72
|
Vétuste
|
|
O
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N
|
6
|
REECE
|
S-2TK2F
|
1972
|
1974
|
31
|
27
|
4
|
|
120
|
72
|
Vétuste
|
|
7
|
Singer
|
212G141
|
|
1975
|
8
|
3
|
5
|
|
|
|
Vétuste
|
|
C
|
|
|
|
|
|
|
|
|
|
|
|
|
|
O
|
8
|
Bras déporté
|
35800CDZ
|
1964
|
1975
|
13
|
9
|
4
|
|
120
|
60
|
Vétuste
|
|
N
|
|
|
|
|
|
|
|
|
|
|
|
|
|
F
|
9
|
Pose ceinture
|
54200KA
|
1956
|
1975
|
2
|
0
|
2
|
|
|
|
Vétuste
|
|
E
|
|
|
|
|
|
|
|
|
|
|
|
|
|
C
|
10
|
SAFTY
|
52900BN
|
1960
|
1975
|
8
|
7
|
1
|
|
|
|
Vétuste
|
|
T
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
11
|
PASSANT
|
57700K
|
1967
|
1975
|
2
|
2
|
0
|
|
|
|
Vétuste
|
|
O
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N
|
12
|
MAUSER
|
89838BS
|
|
1975
|
2
|
0
|
2
|
|
700
|
390
|
Vétuste
|
|
13
|
Vigneteuse
|
AB4EM
|
|
|
2
|
1
|
1
|
|
750
|
225
|
Vétuste
|
|
C
|
|
|
|
|
|
|
|
|
|
|
|
|
|
O
|
14
|
Preformeuse
|
EMH92
|
|
|
4
|
2
|
2
|
|
250
|
150
|
Vétuste
|
|
N
|
|
|
|
|
|
|
|
|
|
|
|
|
|
F
|
15
|
KRAUSS
|
RBS300E
|
|
|
4
|
2
|
2
|
|
600
|
300
|
Vétuste
|
|
E
|
|
|
|
|
|
|
|
|
|
|
|
|
|
C
|
16
|
Chariot matelasseur
|
Herouard Utica 80
|
|
|
4
|
3
|
1
|
|
600
|
360
|
Vétuste
|
|
T
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
17
|
Singer TIP TOP
|
Kuris
|
|
|
5
|
0
|
5
|
|
120
|
72
|
Vétuste
|
|
O
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N
|
18
|
Perceuse
|
Singer
|
|
|
1
|
0
|
1
|
|
|
|
Vétuste
|
|
19
|
Cranteuse
|
Singer
|
|
|
1
|
0
|
1
|
|
|
|
Vétuste
|
|
20
|
Peace maker
|
498666
|
|
|
2
|
0
|
2
|
|
|
|
Vétuste
|
|
21
|
Kuris
|
Novita
|
1979
|
1980
|
2
|
0
|
2
|
|
600
|
300
|
Vétuste
|
|
C
O
N F
|
22
23
|
Suprena
Pose Elas
|
CR-1031
52800Z
|
1979
|
1980
|
2
6
|
1
5
|
1
1
|
|
|
|
Vétuste
Vétuste
|
|
E
|
24
|
Pose Fond
|
52800BN
|
1961
|
1974
|
2
|
0
|
2
|
|
170
|
100
|
Vétuste
|
|
C
|
|
|
|
|
|
|
|
|
|
|
|
|
|
T
|
25
|
Pose Fond
|
52800BW
|
1960
|
1974
|
1
|
1
|
0
|
|
|
|
Vétuste
|
|
I
|
|
|
|
|
|
|
|
|
|
|
|
|
|
O
|
26
|
Pose Bande
|
52700Z
|
1979
|
1980
|
8
|
7
|
1
|
|
|
|
Vétuste
|
|
N
|
|
|
|
|
|
|
|
|
|
|
|
|
|
27
|
Ourleuse
|
33700KG
|
1965
|
1980
|
2
|
0
|
2
|
|
|
|
Vétuste
|
|
C
|
|
|
|
|
|
|
|
|
|
|
|
|
|
O
|
28
|
Colecteuse
|
57700X
|
1978
|
1980
|
15
|
12
|
3
|
|
|
|
Vétuste
|
|
N
|
|
|
|
|
|
|
|
|
|
|
|
|
|
F
|
29
|
Presse à vapeur
|
HOFF MAN
|
|
1975
|
10
|
5
|
5
|
|
170
|
102
|
Vétuste
|
|
E
|
|
|
|
|
|
|
|
|
|
|
|
|
|
C
|
30
|
Fer à repasser
|
Philips
|
|
|
1
|
0
|
1
|
|
|
|
|
|
T
|
|
|
|
|
|
|
|
|
|
|
|
|
|
I
|
31
|
Fer à repasser
|
Moulnex
|
|
|
1
|
0
|
1
|
|
|
|
|
|
O
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N
|
32
|
REECE
|
S2 ED
|
1972
|
1975
|
2
|
2
|
0
|
|
|
|
Vétuste
|
|
33
|
Lewis
|
150-2
|
|
|
2
|
2
|
0
|
|
|
|
Vétuste
|
|
34
|
Piqueuse
|
63 900-D
|
1974
|
1975
|
14
|
14
|
0
|
|
|
|
Vétuste
|
|
C
|
35
|
Raboteuse
|
56500J
|
1974
|
1975
|
3
|
3
|
0
|
|
|
|
Vétuste
|
|
O
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N
|
36
|
Ourleuse
|
63900 M
|
|
|
5
|
5
|
0
|
|
|
|
Vétuste
|
|
F
|
|
|
|
|
|
|
|
|
|
|
|
|
|
E
|
37
|
Ourleuse
|
34700
|
1978
|
1980
|
3
|
3
|
0
|
|
|
|
Vétuste
|
|
C
|
|
|
|
|
|
|
|
|
|
|
|
|
|
T
|
38
|
Pose Fond
|
57800U-X
|
1978
|
1980
|
12
|
12
|
0
|
|
|
|
Vétuste
|
|
I
|
|
|
|
|
|
|
|
|
|
|
|
|
|
O
|
39
|
Pose Man
|
33600BZ
|
1965
|
1975
|
3
|
3
|
0
|
|
|
|
Vétuste
|
|
N
|
|
|
|
|
|
|
|
|
|
|
|
|
|
40
|
Flatsmer
|
36200AA
|
|
|
7
|
7
|
0
|
|
|
|
Vétuste
|
|
41
|
Judel Shonny WD
|
|
|
|
2
|
2
|
0
|
|
|
|
Vétuste
|
|
42
|
Daudet
|
PA-P22
|
|
|
2
|
2
|
0
|
|
|
|
Vétuste
|
|
S
|
1
|
Groupe Electrogène
|
DS 14 de 225
|
1984
|
|
1
|
1
|
0
|
|
175 kwh
|
105 kwh
|
Vétuste
|
|
E
|
|
Secours
|
KVA SCANIA
|
|
|
|
|
|
|
|
|
|
|
R
|
|
|
|
|
|
|
|
|
|
|
|
|
|
V
|
2
|
Groupe Electrogène
|
D2858MT MAN
|
1974
|
|
1
|
0
|
1
|
|
150 kwh
|
100 kwh
|
Vétuste
|
|
I
|
|
Secours
|
|
|
|
|
|
|
|
|
|
|
|
C
|
|
|
|
|
|
|
|
|
97,2
|
|
|
|
|
E
|
3
|
Groupe Electrogène
|
G7V30/45ATL
|
1974
|
|
3
|
1
|
2
|
|
1000kwh
|
800 kwh
|
Vétuste
|
|
S
|
|
Principal
|
1250KVA MAN
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
30
|
|
|
|
|
G
|
4
|
Chaudière
|
Fasel de 5 t / h
|
1973
|
|
3
|
2
|
1
|
|
|
|
Vétuste
|
|
E
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N
|
5
|
Chaudière
|
CALOFU N150
|
|
|
1
|
0
|
1
|
|
|
|
Vétuste
|
|
E
|
|
|
|
|
|
|
|
|
44,2
|
|
|
|
|
R
|
6
|
Station d'air comprimé
|
Worthington
|
1973
|
|
2
|
0
|
2
|
|
7 bars
|
6 bars
|
Vétuste
|
|
A
|
|
|
|
|
1998
|
|
|
|
100
|
|
|
|
|
U
|
7
|
Station d'air comprimé
|
Ingersollrand SSR
|
1997
|
|
2
|
0
|
2
|
|
10 bars
|
8 bars
|
Vétuste
|
|
X
|
|
|
|
|
1997
|
|
|
|
|
|
|
|
|
8
|
Elevateur
|
Clark C500Y80
|
1989
|
|
3
|
1
|
2
|
|
|
|
Vétuste
|
|
|
|
|
|
|
|
|
|
4,5
|
|
|
|
|
9
|
Fraiseuse
|
ALCERA 753
|
1974
|
|
1
|
0
|
1
|
|
|
|
Vétuste
|
|
10
|
TOUR
|
CELTIC 20
|
1973
|
|
2
|
0
|
2
|
|
|
|
Vétuste
|
|
S
|
|
|
|
|
|
|
|
|
1,1
|
|
|
|
|
E
|
11
|
Perceuse
|
ADAM FRANCE
|
1973
|
|
2
|
0
|
2
|
|
|
|
Vétuste
|
|
R
|
|
|
|
|
|
|
|
|
5,85
|
|
|
|
|
V
|
12
|
Poste à souder
|
SARAZIN
|
|
|
2
|
0
|
2
|
|
|
|
Vétuste
|
|
I
|
|
|
|
|
|
|
|
|
1,83
|
|
|
|
|
C
|
13
|
Touret
|
Mape Grenoble
|
1973
|
|
3
|
0
|
3
|
|
|
|
Vétuste
|
|
E
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S
|
14
|
Affûteuse Rectifieuse
|
SYDERIC
|
1979
|
|
1
|
0
|
1
|
|
|
|
Vétuste
|
|
G
E
|
15
|
Groupe de pompage de
gasoil
|
TOYODA
|
|
|
1
|
0
|
1
|
|
|
|
En bon état
|
|
N
|
|
|
|
|
1974
|
|
|
|
|
|
|
|
|
E
|
16
|
Palan mécanique
|
Force/ 2000 kg
|
1974
|
|
1
|
0
|
1
|
|
|
|
Vétuste
|
|
R
|
|
|
|
|
1974
|
|
|
|
|
|
|
|
|
A
|
17
|
Palan mécanique
|
Vita/ 5 tonnes
|
1974
|
|
3
|
1
|
2
|
|
|
|
Vétuste
|
|
U
|
|
|
|
|
1974
|
|
|
|
|
|
|
|
|
X
|
18
|
Palan électrique
|
Verlinde/ 5 T
|
1974
|
|
1
|
0
|
1
|
|
|
|
Vétuste
|
|
|
|
|
|
1974
|
|
|
|
|
|
|
|
|
19
|
Bassin de reprise
|
|
1974
|
|
2
|
0
|
2
|
|
|
|
Vétuste
|
| 

