INTRODUCTION GENERALE
Ce rapport présente le travail que j'ai pu effectuer du
23 Juin au 23 Août 2012 dans le cadre du stage "technicien" de
deuxième année de l'IUT en vue de l'obtention du Diplôme
Universitaire de Technologie. Ce stage a été
réalisé à AFAMI (Assistance en Fabrication
Mécanique et Maintenance Industrielle) à Douala. Le thème
est l'étude de fabrication d'un serre-câble mécanique
permettant d'assurer le serrage des câbles sur le plateau des camions
chargés afin d'y immobiliser un quelconque chargement.
Le projet réalisé s'est avéré
très intéressant et enrichissant pour une expérience
professionnelle. En effet, notre formation s'inscrit dans ce secteur
(Génie Mécanique et Productique) et grâce à ce
stage, nous avons travaillé sur des pièces mécaniques qui
nous ont permis d'entrevoir en quoi consiste la profession de technicien dans
ce secteur d'activité.
Le but de ce rapport n'est pas de faire uniquement une
présentation exhaustive de tous les aspects techniques que nous avons pu
apprendre, mais aussi de manière synthétique et claire, de faire
une étude théorique de la fabrication de la pièce de notre
étude de cas en passant par une étude financière,
cinématique, graphe de PERT et une analyse de fabrication de la
pièce mécanique réalisée.
Après un rapide historique, une présentation
d'AFAMI ainsi que les différentes tâches effectuées
entreprise, nous exposerons plus précisément les activités
menées durant le stage ensuite l'étude de cas qui est
l'étude et fabrication d'un serre-câble mécanique en allant
de sa réalisation faite en atelier à une comparaison entre la
pratique et la théorie et enfin le bilan qui concerne les apports du
stage, les analyses faites en atelier et les propositions
d'amélioration.
PREMIERE PARTIE

PRESENTATION DE
L'ENVIRONNEMENT DE TRAVAIL

Il est question pour nous dans cette partie de présenter
brièvement AFAMI dans
son historique, sa structuration et son
fonctionnement
CHAPITRE 1 : PRESENTATION DE L'ENTREPRISE

Dans ce chapitre, il sera question non seulement de donner
brièvement l'historique de l'entreprise AFAMI, son organisation mais
aussi d'insister sur la présentation de l'atelier de fabrication
mécanique.
I.1. Historique, Organisation et Secteur Industriel
> Historique
C'est dans le souci de remettre en place certains
systèmes mécaniques à l'aide des procédés de
fabrication mécanique à moindre coût que M. FOMBASSO
Francis a mis sur pied une TPE à but lucratif dénommée
AFAMI. Créé en août 2006 et approuvé par l'Etat
camerounais en 2007 par le N°RCM/RC/DLA/2007/1378, AFAMI dont le sigle est
définie premièrement par Atelier de Fabrication Mécanique
et Maintenance Industrielle est un atelier qui fait dans le tournage, fraisage,
perçage, soudure et presse des pièces métalliques et
mécaniques.
Plus tard, le sigle est changé par Assistance en
Fabrication Mécanique et Maintenance Industrielle car non seulement on y
effectue des opérations sur des pièces dans l'atelier, mais
également on y retrouve un bureau d'études qui fournit des
idées, conseils sur un plan de fabrication ou de maintenance.
> Forme juridique : Entreprise
individuelle
Dans ce type d'entreprise, il n'y a pas de capital
imposé (celui-ci n'est qu'une simple notion comptable) et c'est
l'entrepreneur qui en est le propriétaire et le seul maître. C'est
lui qui prend les décisions mais il est responsable sur ses propres
biens des dettes de l'entreprise.
> Taille : Entreprise de 05
employés
Il y a peu d'obligations particulières pour cette
taille d'entreprise. La principale concerne le licenciement du personnel
où l'employeur a l'obligation de consulter les représentants du
personnel et d'informer l'administration.
> Nature de la production : Entreprise du secteur
secondaire fabriquant des produits après transformation de la
matière
La fabrication des produits finis d'AFAMI nécessite une
transformation de la matière première (apport, enlèvement,
déformation...).
L'outil de production est constitué de postes de
travail (machines-outils entre autres tour parallèle, fraiseuse,
perceuse, mais aussi presse hydraulique et affûteuse), de coûts
généralement très élevés.
> Types de production : Production unitaire et par
lot
> Types de fabrication : fabrication à la
commande
Dans ce cas, le produit n'est pas disponible au moment de la
commande et nécessite un délai de réalisation. De plus, le
prix n'est pas standard et il se négocie, en même temps que les
délais, à la commande.
Pour le cas des serres-câbles uniquement, AFAMI effectue
une fabrication pour stockage, afin que le produit soit disponible
immédiatement à la vente à un prix standard.
I.2. Situation géographique et Organigramme >
Situation géographique
L'entreprise AFAMI est située est dans la région
du Littoral, Département du Wouri, Arrondissement de Douala
1er, plus précisément à la Vallée 03
boutiques entre le feu rouge BESSENGUE et le carrefour trois boutiques.
ETUDE DE FABRICATION D'UN SERRE-CABLE
(SERRE-BACHE
CAMION)
> Organigramme
L'organisation d'une entreprise diffère suivant sa
taille. Néanmoins, l'organisation de toute entreprise est
composée de cinq fonctions principales assurées par les
directions «commerciale », « technique » et «
financière et administrative ».
DIRECTION
GENERALE
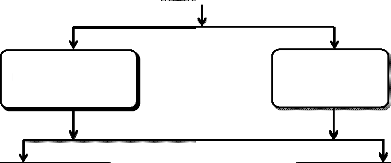
DIRECTION
MARKETING/FINANCIERE
DIRECTION
TECHNIQUE - CHEF
D'ATELIER

ASSISTANT TECHNIQUE-
SOUDURE/CHAUDRONNERIE
ASSISTANT TECHNIQUE-
FABRICATION MECANIQUE
Figure 1: Organigramme de l'entreprise
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
a) Direction Générale
Elle coordonne toutes les activités de l'entreprise, tant
financière, mercatiques que
techniques.
b) Direction Marketing/Financière
Elle définit la stratégie mise en oeuvre des
différentes ressources de AFAMI et assure le progrès et le
déroulement de ses projets d`investissement et d'exploitation. Elle
définit également la stratégie commerciale sous tous ses
aspects (vente, études de marché et de motivation,
publicité, relation publique, etc.)
c) Direction Technique- Chef d'atelier
Il est la tête de tous les services techniques. Non
seulement il étudie, attribue et coordonne les travaux, mais aussi il
s'assure du développement des stratégies mises au point pour
augmenter la productivité et la qualité des travaux
effectués à AFAMI. Il reçoit et exécute les ordres
venant des directions générale et marketing/financière.
d) Assistant technique- Fabrication
Mécanique
Il exécute les ordres du chef d'atelier et parfois de
la direction marketing/financière en ce qui concerne les travaux de
fabrication mécanique, sur les machines-outils et quelques fois de
soudure en cas d'indisponibilité de l'assistant technique de
soudure/chaudronnerie.
e) Assistant technique-
Soudure/Chaudronnerie
Il exécute les ordres du chef d'atelier et quelques
fois de la direction marketing/financière en ce qui concerne les travaux
de soudure/chaudronnerie (pointer, remplissage des axes, assemblage par
soudage, cintrage des tôles, etc.)
Les assistants techniques reçoivent quelques fois des
ordres contradictoires provenant du chef d'atelier et de la direction
marketing/financière.
Dans l'entreprise familiale comme c'est le cas d'AFAMI, c'est
le directeur de l'entreprise qui assure à lui seul la synchronisation de
toutes les fonctions. La dimension de son entreprise lui permet d'avoir une vue
globale des problèmes et c'est lui qui assure, peut-être sans le
savoir, la gestion de production. Dans ce type d'entreprise, la gestion
informatique de la gestion de production n'est pas souvent indispensable.
I.3. Journal de bord
I.3.1. Déroulement du stage
Cette rubrique présente chronologiquement les
différentes tâches que nous avons effectuées tant
qu'individuel qu'en groupe.
Tableau 1: Journal de Bord- déroulement du
stage
|
PERIODE
(Année 2012)
|
ACTIVITES
|
RESPONSABLES
|
|
Le 23/06
|
· Prise de contact avec le personnel en atelier
· Visite de l'atelier
|
|
Du 02/07 au 07/07
|
· Briefing sur la sécurité en atelier
· Entretien avec le chef d'atelier
· Alésage et filetage intérieur d'un trou
· Réalisation des trous débouchants sur
des
pièces
|
M. DZOYEM Ricma M. NDE Zacharie M. TCHEYANOU Hugues
|
Du 09/07 au 13/07
|
· Alésage d'un flasque en fonte
· Découpage des pièces avec la meule
et
assemblage par soudage
|
M. DZOYEM Ricma M. TACHI Polycarpe
|
Du 23/07 au 27/07
|
· Réalisation des cannelures sur un axe
· Filetage en bout d'arbre du piston d'un vérin
· Réalisation de 08 goujons
· Démontage et remontage d'un circlips
et
rondelle dans un silentbloc
· Maintenance palliative du tour parallèle car la
goupille maintenant l'axe du système
d'engrenage
s'était cassée
· Réalisation de 03 lamages sur une pièce en
bois jaune
· Apprentissage de l'utilisation de la perceuse à
colonne et de la meule
|
M. TCHEYANOU Hugues
M. DZOYEM Ricma M. FOMBASSO Francis
|
Du 30/07 au 03/08
|
· Prolongement de la profondeur de 24
cannelures d'un
pignon à denture droite monté sur un axe
· Chariotage d'une vis sans fin
· Dressage et alésage d'un galet en téflon
d'une bétonnière
· Apprentissage de l'utilisation du tour parallèle
de l'atelier
· Visite d'une usine de production de de pâte
alimentaire et confection, découpage et
emballages des
gâteaux
· Filetage intérieur d'une pièce de pas
carré 8
|
M. DZOYEM Ricma M. TCHEYANOU Hugues
|
Du 06/08 au 10/08
|
· Apprentissage de la mise des vitesses sur le tour de
l'atelier pour le filetage d'une pièce
· Apprentissage du centrage d'une pièce sur un
|
M. DZOYEM Ricma M. TCHEYANOU Hugues
|
|
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
|
tour à l'aide d'un comparateur
· Taraudage d'un axe pour y introduire un
graisseur
· Perçage des tôles pour la réalisation
des serrecâbles
|
|
Du 13/08 au
|
· Nettoyage de l'atelier
|
M. FOMBASSO
|
17/08
|
· Remarques et suggestions faites au responsable
|
Francis
|
|
de l'atelier
|
M. DZOYEM Ricma
|
|
· Réalisation des gorges sur un moteur vibreur
|
M. TACHI Polycarpe
|
|
· Découpage et assemblage des tuyaux pour la
|
M. TCHEYANOU
|
|
réalisation des serre-câbles
|
Hugues
|
|
· Réalisation des crochets pour la
réalisation des serre-câbles
|
|
|
· Perçage et alésage de 12 tôles
carrées soudées
pour la réalisation des pignons du
serre-câble
|
|
|
· Réalisation du cône porte-outil de la
perceuse à colonne
|
|
Du 20/08 au
|
· Redressage des vérins
|
M. DZOYEM Ricma
|
23/08
|
· Démontage d'une boite de vitesse d'un camion
|
M. FOMBASSO
|
|
· Alésage d'une poulie, chariotage et
alésage
|
Francis
|
|
d'une bague en bronze pour emmanchement
|
M. TCHEYANOU
|
|
cylindrique d'une pièce de bateau-pêcheur
|
Hugues
|
|
· Taillage des pignons ou criquets pour
la
réalisation des serre-câbles
|
M. NDE Zacharie
|
|
· Etude financière d'une série de
serre-câbles
|
|
|
I.3.2. La vie à AFAMI
> Ambiance du travail
AFAMI est une petite structure agréable, en
évolution régulière depuis sa création.
Les heures de travail ne sont pas précisément
comptées, mais les employés doivent être présents
chaque jour pour effectuer les différents travaux.
Les locaux sont ainsi occupés de 8h00 à souvent
tard le soir sans une heure précise de pause et sans tenir compte des
jours fériés, selon l'intensité du travail et les
disponibilités de chacun. On pourrait penser que cette tolérance
serait abusée mais en fait pas beaucoup car c'est la recherche du profit
qui importe et les employés sont présents en fonction du travail
qu'ils ont à fournir et c'est alors tout naturel de prolonger les
journées en cas de besoin.
> Acquis personnel, académique et
professionnel
Ce qui nous a beaucoup plu dans notre expérience
à AFAMI, c'est l'apport continu de
connaissance qui s'y trouvait. Les
gens que nous côtoyions dans l'équipe nous ont beaucoup
appris,
que ce soit en aidant sur notre projet, en nous apprenant l'utilisation des
machines-
outils ou en discutant de leur parcours, des différentes
façons de rechercher le profit en atelier, et le travail
d'équipe.
C'est précisément l'expérience que nous
recherchions : se faire une idée plus concrète et précise
de la fabrication mécanique, en assimilant mieux (la pratique) à
la fois les cours de matériaux, construction mécanique et analyse
de fabrication en étant directement en contact avec des personnes qui
étaient sur le terrain.
I.4. Présentation de l'atelier de fabrication
mécanique
AFAMI dispose d'un atelier de fabrication mécanique
où sont exécutés différents types
déterminés de travail à savoir tournage (chariotage,
alésage, filetage des axes, arbres et vérins, réalisation
des vis et écrous), fraisage (surfaçage, réalisation des
cannelures, des pignons), perçage, pressage et montage/démontage
(à l'aide d'une presse hydraulique) de différentes pièces
mécaniques.
I.4.1. Présentation des différentes machines
de l'atelier
Différentes machines sont utilisées pour
réaliser les différentes opérations sur les pièces.
Ainsi, AFAMI dispose dans son atelier d'un tour parallèle, d'une
fraiseuse équipée d'un diviseur, d'une perceuse à colonne,
d'une perceuse radiale, d'une scie mécanique, d'une affûteuse,
d'un étau et d'une presse hydraulique. En plus de cela, l'atelier a une
section soudure/chaudronnerie équipée de 02 postes de soudure,
d'une meule, d'une chignole et d'un mini-four pour le cintrage des fers.
> SECTION FABRICATION MECANIQUE
a) Tour parallèle (voir annexe 1- photo 1)
Cette machine est utilisée pour les opérations
d'alésage, chariotage, filetage intérieur et extérieur,
dressage, centrage, perçage permettant la réalisation de formes
géométriques simples (plan, surfaces cylindriques de
révolution) ou des associations de surfaces géométriques
simples (épaulement, gorge ...) à partir de la combinaison d'une
rotation de la pièce et d'une translation de l'outil. La machine
utilisée à AFAMI fonctionne avec un système d'engrenage
qui sera présenté au II. 1.1. Procédures de
sécurité et machineries utilisées.
b) Fraiseuse verticale
Cette machine permet la réalisation de pièces :
prismatiques, de révolutions extérieures, intérieures, de
profils spéciaux, hélices, cannelures, pignon, cames, engrenages
à partir de la combinaison d'une rotation de l'outil et d'une
translation de la pièce. La fraiseuse dont dispose AFAMI est munie d'un
diviseur8 à K= 40 dents.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
Photo 2 : Fraiseuse verticale équipée
d'un diviseur
c) Perceuse à colonne (voir annexe 1- photo 3)
Cette machine est utilisée pour les opérations
de perçage, lamage9, alésage et
chanfreinage10 permettant la réalisation de formes
géométriques creuses (surfaces cylindriques et coniques) ou des
associations de surfaces géométriques simples (lamage,
chanfreinage) à partir de la combinaison d'une rotation et d'une
translation de l'outil.
d) Perceuse radiale (défectueuse)
e) Scie mécanique (défectueuse)
f) Presse hydraulique (voir annexe 1- photo 5)
La presse hydraulique, d'où son nom sert à
comprimer, déformer les pièces, outils, etc. Il est
utilisé pour le démontage/remontage des pièces, le
redressage, l'emmanchement11. La presse hydraulique utilisée
pendant le stage utilise un principe de compression/décompression avec
de l'huile de moteur 40.
g) Autres
· Affûteuse
Elle est utilisée pour aiguiser les outils afin qu'ils
puissent mieux servir lors de l'usinage12 d'une pièce.
· Etau
C'est un instrument composé de deux mâchoires
pouvant être rapprochées au moyen d'une vis et qui sert à
immobiliser les outils ou les pièces afin de pouvoir y effectuer une
opération (taraudage13, presse d'un axe de longue
portée, soudure, découpage ou meulage14)
> SECTION CHAUDRONNERIE/ SOUDURE
a) Postes de soudure (analogique et numérique)
C'est un instrument qui, par l'intermédiaire du courant
électrique et d'une baguette (selon le type de matériau de la
pièce) assemble deux pièces de manière non
démontable.
b) Meule
La meule est un appareil qui utilise un disque soit à
tronçonner ou à meuler de matière abrasive et qui sert
à découper, démonter, aiguiser, à polir et
même à rectifier.
c) Chignole
C'est une perceuse à la main doté d'un dispositif
appelé charbon qui assure le mouvement de rotation du foret.
d) Mini four pour le cintrage des fers
C'est un ouvrage dans lequel on chauffe une matière pour
lui faire subir une transformation physique ou chimique.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
DEUXIEME PARTIE

EXPERIENCE DU STAGE
ET ETUDE DE CAS

CHAPITRE 2 : EXPERIENCE DU STAGE

Au cours de notre stage, nous avons mené plusieurs
activités détaillées dans le journal de bord (Tableau
1)
II.1. Activités menées
Au cours de notre stage, nous avons mené plusieurs
activités détaillées dans le journal de bord (Tableau 1
p.3) à savoir un briefing sur la sécurité, la maintenance
et la fabrication des pièces à l'aide des machines-outils ainsi
que l'apprentissage de l'utilisation des machines de l'atelier de AFAMI.
II. 1.1. Règles générales de
sécurité et machineries utilisées >
Règles générales de
sécurité
Il est important d'être informé de principes de
l'ingénierie de base mais aussi être informé de dangers qui
existent dans un atelier et comment se sécuriser, c'est mieux.
S'assurer que votre lieu de travail est sécurisé
éliminera plusieurs accidents. Pour cela, les précautions
suivantes devraient être prises :
|
a) Assurer la protection individuelle
- Etre muni des EPI quand on entre dans un
atelier ;
- S'assurer que l'on sait comment arrêter
la machine
avant de commencer à l'utiliser ou se tenir à au
moins
1m du machiniste;
- Rester concentré tant que la machine
est en marche ;
|
|
|
Panneaux signalisant les
|
équipements de sécurité
obligatoires
b) Organiser rationnellement le poste de
travail
- Rendre accessible le poste de travail ;
- Rassembler l'outillage nécessaire et
ranger celui qui s'avère inutile ; - Disposer
rationnellement les outillages (pièces, outils...) ;
c) Travailler en respectant les règles de
sécurité
- Vérifier le montage des pièces
et des outils (balourd15, serrage) ; -
Repérer les organes en mouvement (manivelle, mandrin) ;
- Repérer les copeaux longs ;
- Respecter les conditions de coupe ;
- Ne jamais laisser une machine sans
surveillance tant qu'elle est en marche ; - Ne pas s'adosser
sur une machine quand elle est en marche ;
- Ne jamais nettoyer une machine tant qu'elle
est en marche.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
> Machineries utilisées
Dans un atelier de fabrication mécanique, en plus des
machines-outils, on y trouve des instruments de mesure ainsi que des outils et
fluides de coupe.
a) Machines-outils
Les machines-outils dont dispose notre atelier de fabrication
mécanique sont présentées dans la première partie ;
dans cette section, nous présenterons les différentes parties de
chaque machine ainsi que quelques règles particulières de
sécurité propres à chaque machine-outil.
· Tour parallèle
Une pièce travaillée sur un tour est
transformée en une pièce de révolution dont une forme
cylindrique, conique, surface plane ou une autre forme. La pièce est
fixée dans le mandrin. Celui-ci est mis en rotation par le moteur de
broche.
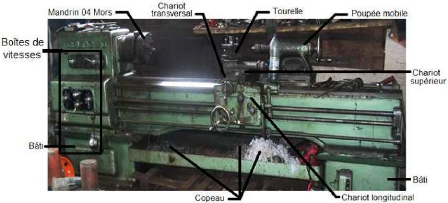
Photo 5: Différentes parties d'un tour
parallèle
Règles de sécurité lors de
l'utilisation des mandrins de tournage Lors du montage :
Des mors :
- Contrôler et nettoyer les mors et les rainures du mandrin
;
- Insérer les mors dans l'ordre, (1-2-3) le numéro
de fabrique des mors doit correspondre avec celui du mandrin (appairage) ;
Du mandrin :
- Lors du montage ou du démontage, toujours
protéger le banc
- Nez de broche fileté : visser le mandrin jusqu'au bout
et le bloquer, ne pas oublier de serrer la vis de blocage s'il y en a une ;
- Enlever les outils du chariot et de la contre poupée
pour éviter les blessures ;
Lors de l'utilisation :
- Ne jamais laisser la clé sur le mandrin (danger de mort)
;
- Ne jamais inverser le sens de marche pour arrêter la
machine ;
- Toujours lubrifier si nécessaire ;
- Ne jamais changer de vitesse la machine étant en
marche.
· Fraiseuse verticale
Les fraiseuses ont supplanté certaines machines
(raboteuses, étaux limeurs) permettant la réalisation de
pièces: prismatiques, de révolutions extérieures,
intérieures, de profils spéciaux, hélices, cames,
engrenages, etc.
L'outil, une fraise, est fixé dans la broche et est
animé d'un mouvement de rotation (mouvement de coupe), la pièce
se déplace par rapport à l'outil.
Des équipements et accessoires: diviseurs (voir annexe-
schéma 1), circulaires, reproducteurs, montages d'usinage, têtes
spéciales, autoisent une grande diversité de travaux.
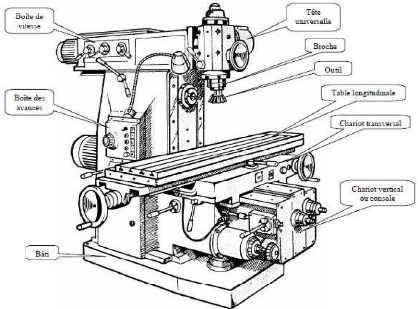
Photo 7: Fraiseuse
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
Sur ces deux machines (fraiseuse et tour) le
déplacement de l'outil sur la trajectoire d'usinage est
réalisé par un opérateur. Pour cela, il utilise les
manivelles permettant de générer les mouvements suivant les axes.
Les mouvements ne sont possibles que sur un seul axe à la fois. Des
moteurs permettent aussi de choisir des vitesses d'avance suivant les axes de
déplacements. Le choix de ces vitesses s'effectue par
l'intermédiaire d'une boîte de vitesse mécanique (celle du
tour parallèle de AFAMI fonctionne selon un système d'engrenage
voir annexe).
· Perceuse à colonne
Une perceuse à colonne est une perceuse d'atelier
fixée sur un bâti ou un établi. Elle permet des
perçages précis et importants (diamètres pouvant aller
à 20 ou 30 millimètres dans l'acier ordinaire).
Le moteur électrique, de quelques centaines de watts,
fait tourner une broche dans laquelle est maintenu le foret par
l'intermédiaire du mandrin, fixé à
l'extrémité de cette broche qui peut coulisser verticalement
lorsque l'opérateur manoeuvre un volant ou un levier. Le foret est
serré dans le mandrin avec une clé de mandrin. La pièce
à percer est maintenue fermement dans un étau fixé
lui-même sur une table coulissant le long de la colonne supportant le
moteur.
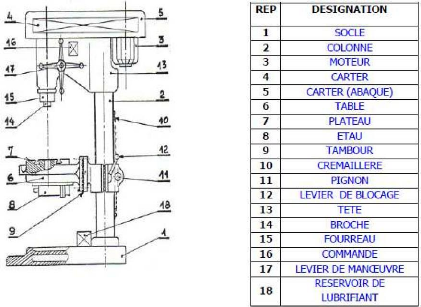
Photo 9: Descriptif d'une perceuse
On ne pourra utiliser la perceuse à colonne que si l'on
respecte les règles de sécurité cidessous :
- La perceuse à colonne est une
machine tournante de grande puissance, rien ne doit flotter: enlever les bagues
et les montres, attacher et protéger les cheveux, pas de manches
flottantes, pas de ceintures ou d'écharpes qui pendent...
- S'assurer que le foret est bien mis et
serré dans le porte-outil et le mandrin ;
- S'assurer que la pièce est bien
bridée afin d'éliminer les degrés de liberté non
seulement pour protéger la machine mais aussi soi-même;
- Bien serrer les leviers de blocage ;
- Nettoyez l'outil avec un pinceau et pas avec
les mains (ça coupe!) ;
- Ne pas arrêter le foret en rotation avec
ses doigts ;
- Ne pas tenir la pièce directement avec
les mains
- Ne jamais enlever les copeaux à la main
;
- Toujours lubrifier si nécessaire.
b) Instruments de mesure (annexe- photo)
Une règle peut donner une lecture aussi précise
que 1/10 Po ou 1/16 Po ou encore de 1/10 cm (1 millimètre). Cependant,
souvent lorsque l'on construit des systèmes mécaniques, on doit
effectuer des mesures au millième de pouce ou même au dix
millième de pouce près. Si on ne respectait pas un tel
degré de précision, ces systèmes ne fonctionneraient pas
de façon efficace ou ne dureraient pas aussi longtemps, et certains
pourraient même ne pas fonctionner du tout. Les techniciens ou les
mécaniciens utilisent, entre autres instruments, des pieds à
coulisse, des micromètres et même des comparateur pour ne citer
que ceux-là, afin de s'assurer de prendre des mesures précises.
Ces instruments de mesure se présentent soit en graduation
métrique, soit en graduation impériale.
· Pied à coulisse
Cet instrument compte diverses pièces, y compris
Trois mécanismes pour mesurer :
-- becs extérieurs -- pour mesurer les dimensions
extérieures des objets, par exemple, le diamètre extérieur
d'un tuyau ;

-- becs intérieurs -- pour mesurer les dimensions
intérieures des objets, par exemple, le diamètre intérieur
d'un tuyau ;
-- jauge de profondeur -- pour mesurer la profondeur des
objets, par exemple, la profondeur d'un petit contenant ;
Deux échelles de mesure :
-- une échelle fixe ; Figure 2: Parties d'un pied
à coulisse
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
-- une échelle mobile (vernier).
L'échelle fixe est, comme son nom l'indique, immobile, et
ressemble à une règle ordinaire. La règle mobile (ou
vernier) se déplace.
Un ou deux systèmes de mesure :
-- impérial (décimal et fraction) ;
-- métrique (décimal) ;
Le système décimal est examiné en
détail ci-après.
Système métrique
Le système métrique se fonde sur les
décimales. L'échelle fixe est divisée en
millimètres, c'est à dire 1/10 cm (échelle
métrique). L'échelle mobile (vernier) représente 1/10 x
1/10 = 1/100 cm.
· Micromètre
Le micromètre peut
mesurer de très petites distances, tel le
diamètre d'un tuyau, d'une tige, d'un écrou et d'un boulon, ainsi
que de rondelles et de clous.
Le schéma qui suit
représente les principales pièces du
micromètre :
|
|
|
Figure 3: Principales parties d'un
micromètre
· Comparateur à cadran
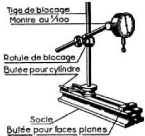
Le comparateur à cadran a la forme d'une
grosse montre.
La grande aiguille, commandée par le palpeur fait un tour
pour une différence de cote de 1 mm.
Le grand cadran est divisé en 100 parties égales,
il est donc possible d'apprécier le 1/100è de
mm.
Le petit cadran indique le nombre de tours de la grande
aiguille. L'ensemble de la grande graduation peut tourner autour de l'axe de la
montre, afin que la division "zéro" puisse être mise à
volonté devant l'aiguille centrale.
Figure 4: Comparateur à cadran
c) Outils de coupe
· Les outils du tournage
On choisit la forme de l'outil en fonction de l'opération
à effectuer (ébauche ou finition) et de la forme de la
pièce à réaliser.
- Les outils ARS
Les outils ARS (Acier Rapides Supérieurs) sont
élaborés à partir d'un acier faiblement allié
subissant un traitement thermique. Il est toujours utilisé pour certains
types d'outils comme les forêts, ou les outils nécessitant un
angle de tranchant très faible.
Ils ne permettent pas une vitesse de coupe élevée
car un échauffement trop important élimine la trempe de l'outil,
et crée donc un effondrement rapide de l'arête de coupe.
Tableau 2: Forme de l'outil en fonction de la forme de
la pièce à réaliser
Visualisation
|
Opération
|
Outils utilisés
|
|
Dressage
C'est la réalisation d'un plan
perpendiculaire à l'axe de la pièce.
(surface
rouge)
|
Outil
à
charioter
coudé
|
|
Outil à
charioter
droit
|
|
Plan épaulé
C'est l'association d'un dressage et d'un chariotage. (surface
verte)
|
Outil à dresser les angles
|
|
|
|
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA 2011-2012
Visualisation
|
Opération
|
Outils utilisés
|
|
Perçage
C'est un trou dans la pièce. Il peut
être
débouchant ou borgne. Attention en
tournage, l'axe du trou est confondu
avec l'axe de la
pièce.
|
Foret à centrer Foret
Alésoir
|
|

Les gorges
C'est l'association de 2 plans parallèles avec un
cylindre (surface vertes)
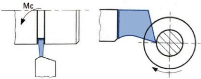
Outil à saigner outil à
tronçonner
|
Quelconque
C'est l'association de plusieurs surfaces
élémentaires : sphère, cylindre, plan, cône ...
|
|
|
- Les outils Carbure
Les outils carbures sont les plus utilisés
actuellement. Il en existe de toutes formes pour chaque type de matériau
et pour chaque type d'usinage. Ce matériau est très
résistant par rapport à ARS Ils se présentent sous la
forme d'une plaquette que l'on vient fixer sur un porte outil.
A AFAMI, nous avons eu à utiliser ces outils pour usiner
des pièces en fer chromé.
ETUDE DE FABRICATION D'UN SERRE-CABLE
(SERRE-BACHE
CAMION)
· Les outils du fraisage
La fraise est un outil multiple, formé par plusieurs
taillants disposés radialement sur une circonférence. On
distingue les fraises acier rapide et es fraises à plaquettes
Photo 10 : Quelques fraises
- Caractéristiques des fraises (voir
annexe III- fig. 5)
On distingue une fraise en fonction de sa taille, sa forme, sa
denture, ses dimensions, son mode de fixation et sa construction.
v' La taille :
Correspondant nombre d'arêtes tranchantes par dents.
o Fraises à une taille o Frais à deux tailles o
Frais à trois tailles v' La forme :
o Fraises cylindriques
o Fraises coniques, biconiques
o Fraise cloche
o Fraises de forme
o Fraises à lames ou à outils rapportés
v' La denture :
Si l'arête tranchante est parallèle à la de
la fraise, on a :
o une denture droite
Si l'arête tranchante est inclinée par rapport
à l'axe de la fraise, on a : o une denture hélicoïdale
à droite ou à gauche
o une denture à double hélice alternée
v' Le mode de fixation :
On distingue deux modes de fixation distincts :
o à trou : lisse, lisse rainurer ou taraudé o
à queue : cylindrique ou conique
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
· Les outils du perçage (voir annexe
IV) - Descriptif :
Le foret hélicoïdal, également appelé
foret américain, est l'outil de perçage le plus couramment
employé, il comprend :
v' la tête ou partie active
formée par les deux surfaces d'affûtage, partie conique
dont l'arrête d'intersection forme le sommet du foret. Les arrêtes
tranchantes, ou lèvres du foret, sont déterminées par les
intersections des surfaces coniques et des rainures
hélicoïdales.
v' le corps constitué par un cylindre
dans lequel ont été fraisées deux rainures
hélicoïdales servant au dégagement des copeaux et au passage
du lubrifiant.
v' la queue cylindrique ou tronc conique. Les
queues troncs coniques se terminent par un tenon d'entraînement qui
empêche toute rotation dans l'organe de la machine.
- Pratique du perçage :
Avant d'exécuter le perçage il faut :
v' repérer le centre des trous par coups de pointeaux* ;
v' vérifier l'état du foret ;
v' employer les vitesses de rotation et d'avance ; v' bloquer
convenablement les pièces.
· Les outils d'affûtage et
d'ajustage
Comme outils d'affûtage et d'ajustage, pendant notre stage
nous avons eu à utiliser une affûteuse, une meule et des
limes*.
Quelques règles pour un bon affûtage :
La meule doit travailler dans le même sens que la
matière à usiner (pour éviter les bavures) ; Refroidir
régulièrement l'outil durant l'affûtage, (en cas de
surchauffe, l'acier se détrempe et l'outil s'émousse plus
facilement) ; utiliser le grain de meule approprié (grossier pour
l'ébauche et fin pour la finition).
d) Fluides de coupe
En mécanique, les lubrifiants sont des huiles
minérales, obtenues par distillation de la houille et du pétrole
ou extraites des schistes et des sables bitumineux, et servent surtout à
lubrifier les organes mécaniques. En fonction du matériau de la
pièce à usiner, de l'opération et de la vitesse de coupe,
on utilise de l'huile soluble ou de l'huile 40 ou de
moteur.
II.1.2. Quelques réalisations faites dans
l'atelier de fabrication mécanique > Sur le tour parallèle
Durant notre stage, nous avons effectué la
majorité des travaux à effectuer se sont faits sur le tour
parallèle ; nous présenterons brièvement quelques travaux
effectuées sur cette machine, à savoir un filetage
extérieur d'un axe, la réalisation du cône
porte-outil de la perceuse à colonne, la réduction du
diamètre d'une poulie* et la réalisation d'une bague en
bronze.
a) Filetage extérieur d'un axe (voir annexe IV-
photo 11)
Il nous a été donné d'effectuer le filetage
en bout d'arbre d'un axe pour y serrer un écrou. Pour cela, nous avons
procéder comme suit :
· Identification et détermination du pas
On identifie si le pas p de l'écrou est carré ou
triangulaire ; s'il est triangulaire, on détermine le pas à
l'aide d'un filon* dans le cas contraire, le pas est mesuré à
l'aide d'un réglet*.
Dans notre cas, on a un pas 81 carré que l'on
a mesuré avec la jauge de profondeur d'un pied à coulisse qui est
la distance entre les premiers sommets de 02 filets consécutifs.
· Mesure du diamètre nominal et chariotage de
l'axe
Après avoir déterminé le pas, nous avons
mesuré le diamètre nominal d de l'écrou avec un pied
à coulisse, charioté et chanfreiné le bout d'arbre en
montage mixte l'axe au diamètre d avec un outil en ARS à
charioter coudé (voir annexe- Tableau 2 : Forme de l'outil en fonction
de la forme de la pièce à réaliser).
· Réglages de la machine
L'axe étant charioté au diamètre
nominal, on passe au réglage du pas suivant les tabelles de
réglage (voir annexe -Figure 8: Boîtes de vitesse du tour
en vue de face et vue de gauche), modification des pignons si nécessaire
ensuite on filète notre pièce en avance automatique et en prenant
la passe progressivement en sachant que l'on doit obtenir
d1=d-p.
· Contrôle
Le contrôle est fait progressivement avec le pied à
coulisse ou le filon correspondant et dans notre cas également avec
l'écrou pour mieux vérifier l'adhérence.
Une lubrification suffisante s'est faite avec de l'huile
40.
b) Réduction du diamètre d'une poulie
à gorges multiples (voir annexe IV- photo 12)
1 Toutes les dimensions dont l'unité n'est pas
mentionné est en mm
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
Le travail à effectuer est la réduction du
diamètre d'une poulie* en fonte douce à 03 gorges de courroies
trapézoïdales, grand diamètre d1=157 mm, de petit
diamètre d2=142 mm et d'angle ?= 20° pour obtenir d1=150mm,
d2=135mm et ?= 26°.
Pour cela, après avoir charioté et
diminué les gorges avec un outil à saigner (voir annexe- Tableau
2 : Forme de l'outil en fonction de la forme de la pièce à
réaliser), les nouveaux angles de la poulie sont obtenus à l'aide
de l'outil tronçonneuse ayant au préalable régler le
tambour du chariot porte-outil selon la position de l'angle à
obtenir.
c) Réalisation du cône porte-outil de la
perceuse à colonne (voir annexe IV- photo 13)
Pendant le perçage des tôles des
serres-câbles, le cône porte-outil de la perceuse à colonne
de notre atelier s'est cassé et nous avons effectué une
maintenance corrective sur celle-ci en réalisation un autre cône
porte-outil.
Nous avons procéder ainsi :
· Mesure du grand diamètre D=24mm, du petit
diamètre d=20mm et le la longueur L=78 mm du cône cassé
;
· Calcul de l'angle par la formule
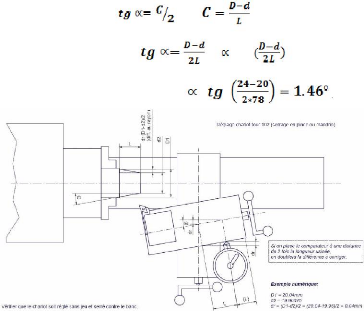
En application numérique, on a =
On a donc : et =tg-1
avec
-1
;
Schéma 2: Représentation des
différents paramètres lors d'un tournage conique
· Installation de la pièce sur le mandrin en montage
mixte et centrage à l'aide du comparateur ;
· Desserrage les boulons sur le chariot porte-outil ;
· Desserrage la vis de blocage de la douille de
réglage de l'excentrique tout en appuyant avec un doigt contre le
chariot, tourner l'excentrique pour délacer le chariot de la valeur
calculée ci-dessus (dans le bon sens) ;
· Serrage les boulons sur le chariot ;
· Tournage après avoir enlevé le comparateur
en lubrifiant suffisamment avec de l'huile soluble et effectuant plusieurs
contrôles pendant l'usinage.
d) Réalisation d'une bague en bronze (voir annexe
IV- photo 14)
Il était question de réaliser une bague en bronze
qui sera traversée par un axe en acier pour monter sur une poulie afin
d'éviter le frottement acier-acier.
Les étapes suivantes sont celles procédées
pour la réalisation de cette bague :
· Détermination du diamètre intérieur
D de la poulie et du diamètre d de l'axe qui y sera introduit ;
· Perçage de la bague pour y introduire un axe qui
servira d'appui de la pointe pour le montage mixte ;
· Chariotage et dressage de la pièce à un
diamètre légèrement supérieur au diamètre D
et à la longueur de la profondeur du trou de la poulie sans lubrifier
;
· Emmanchement forcé de la bague sur la poulie (voir
section suivante) ;
· Perçage et alésage de la bague au
diamètre d ;
· Vérification à chaque opération avec
le pied à coulisse.
> Sur la fraiseuse
Les travaux effectués sur la fraiseuse étaient
peu nombreux pendant toute la période du stage, néanmoins, nous
avons pu effectuer quelques opérations à savoir la
réalisation des cannelures sur un axe, le prolongement de
la profondeur des cannelures d'un axe et le taillage du pignon des
serres-câbles.
a) Réalisation des cannelures* sur un
axe
Il était question de réaliser 29 cannelures sur un
axe de diamètre 19. Le rapport du diviseur étant K=40, on
procède comme suit :
· Choix de la fraise : fraise de forme 01 taille ;
· Calcul le nombre de tours à effectuer pour
exécuter les surfaces équitablement, en utilisant directement la
formule : K / N avec N le nombre d'entités à
répartir
équitablement. On a donc K / N= 40/29= 1 tour de
manivelle ;
· Choix du plateau comportant au moins une rangée
dont le nombre de trous est multiple du dénominateur: notre plateau
comporte une rangée de 29 trous ;
· Engager le pointeau sur le départ de la
rangée de 29 trous ;
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
· Placer la première branche de l'alidade contre le
pointeau et régler l'écartement de l'alidade afin d'obtenir 11
intervalles donc 12 trous bloquer l'alidade ;
· Venir engager le pointeau contre la deuxième
branche de l'alidade, ce qui entraîne la rotation du plateau tournant.
L'opération d'usinage se fait en plusieurs passages.
b) Prolongement de la profondeur des cannelures d'un axe
Même procédés qu'au a) Réalisation des
cannelures sur un axe.
c) Taillage du pignon des serres-câbles (voir
chapitre 3- Etude de cas)
> Sur la perceuse à colonne
Autant que sur le tour, nous avons effectué plusieurs
opérations sur la perceuse à colonne dont dispose notre atelier
de fabrication mécanique. Cette sous-section présentera en
quelques lignes quelques opérations réalisées avec cette
machine parmi lesquelles le taraudage d'un axe et la réalisation des
trous sur une tôle.
a) Taraudage d'un axe pour y loger un
graisseur
Le taraudage consiste à pratiquer, à l'aide d'un
outil de forme en acier super rapide appelé « taraud », un
filet normalisé dans un trou percé à un diamètre
prédéterminé.
Pour réaliser ce taraudage de graisseur à M8 de pas
1.25, nous avons procédé comme suit :
· Perçage d'un trou non débouchant à
d'=d-p ; ici, on utilisera le foret de diamètre d'=8-
1.25=6.75 en lubrifiant à l'huile de coupe pour faciliter le
perçage ;
· Blocage de l'axe avec l'étau ;
· Introduction du taraud de 8*1252
ébaucheur (le plus conique) dans le tourne-à-gauche et le serrer
fortement. Le tourne-à-gauche étant usé, nous avons
effectué ce taraudage avec la clé à molette ;
· Parfaitement perpendiculaire au perçage, on visse
lentement tout en maintenant fermement la position ;
· Vissage sur une première profondeur de 1 cm
environ.
· Desserrage d'un demi-tour et lubrification à
l'huile de coupe, puis dévissage lubrification tous les trois tours ; on
dévisse sans hâte, bien dans l'axe, en veillant à la sortie
du taraud.
· Changement de l'ébaucheur pour le taraud
intermédiaire et reprise des opérations avec les mêmes
précautions.
· On termine au taraud de finition en nettoyant entre les
passes.
A la fin, on nettoie et contrôle avec le graisseur.
2 Le taraud est communément désigné par son
diamètre nominal et son pas.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
b) Réalisation des trous en ébauche,
demi-finition et finition d'une tôle (voir étude de
cas-étude de fabrication d'un serre-câble)
> Sur la presse hydraulique
Plusieurs opérations ont été
effectuées sur la presse hydraulique et nous présenterons le
démontage d'un silentbloc ainsi que l'emmanchement d'une bague en bronze
dans une poulie.
a) Démontage d'un silentbloc dans un
tendeur
Le démontage d'un silentbloc se fait à l'aide
d'une presse hydraulique où une rondelle et un circlips doivent
être démontés.
Pour effectuer ce démontage, on a procédé
aux étapes suivantes :
· Vérification de l'alignement et de la
stabilité des pièces les unes par rapport aux autres ;
· Pompage pour approcher le vérin ; si le
vérin est court, on utilise des axes afin d'immobiliser le tendeur ;
· Le tendeur étant immobilisé, on
soulève légèrement le circlips avec une pince à
circlips, on le maintien soulevé avec la tête d'un tournevis ;
ensuite on place la tête d'une lime dans un des trous du circlips et tape
à l'aide d'un maillet jusqu'à ce que le circlips sorte.
· Ouvrez la vanne d'ouverture fermeture (molette)
placée sur la pompe afin de libérer la pression exercée
sur le tendeur ;
· Retrait du tendeur et remontage complet du si on a fini
d'utiliser la presse.
La presse est une machine très dangereuse et certaines
pièces peuvent être lourdes. Pour la sécurité on
doit faire attention à ne pas faire chuter des pièces sur les
pieds ni à se coincer les doigts.
b) Emmanchement d'une bague en bronze dans une
poulie
La bague réalisée plus haut est emmanchée
dans une poulie, pour effectuer cela, nous avons effectué les
étapes suivantes :
· Positionnement de la bague au-dessus du trou de la poulie
;
· Le vérin n'étant pas long, on utilise des
axes appropriés pour que la poulie puisse être poussée ;
· Vérification de l'alignement et de la
stabilité des pièces les unes par rapport aux autres ;
· Après vérification, on commence la mise en
pression, jusqu'à l'introduction de la bague dans le trou de la
poulie;
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
· Dès que la bague est complètement
emmanchée dans la poulie, on ouvre la vanne d'ouverture fermeture
(molette) placée sur la pompe afin de libérer la pression
exercée sur l'ensemble de la poulie et on retire l'ensemble en
n'oubliant pas de remonter complètement le vérin si on a fini
d'utiliser la presse.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
CHAPITRE 3 : ETUDE DE CAS : Fabrication
d'un
serre-câble mécanique
Cette partie est consacrée à la
présentation détaillée du sujet de stage. Il sera mis en
avant l'intérêt de la pièce fabriquée, le contexte
technologique et les étapes de sa fabrication ainsi que la comparaison
entre la fabrication pratique de celle-ci et son étude
théorique.
III.1. Définition
Le serre-câble soumis à notre étude est
un accessoire de camion constitué par un ensemble de pièces (dont
une tôle pliée en U, deux tubes cylindriques emmanchés, un
pignon appelé criquet, un crochet et une virgule) obtenues par
mécano-soudure, fixé en-dessous et aux extrémités
du plateau d'un camion plateau nu (le plus souvent sans ridelle*) qui
transporte des marchandises générales/diverses.
Ils sont utilisés sur les connexions avec des boucles
de câble ou boucles complètes et pour les connexions
d'extrémité des câbles métalliques dans pour
lesquels il n'est pas possible de placer une douille ou un manchon lorsqu'une
liaison temporaire est nécessaire en vue de sécuriser la
marchandise transportée.
III.2. Problématique
L'objectif principal est de mettre en place un ensemble ou
système qui soit capable d'assurer le serrage des câbles et de
faciliter sa maintenance sur le plateau des camions afin que le chargement soit
disposé de telle manière qu'il ne mette en danger ni ne
gêne personne et qu'il ne puisse tomber. Pour la mise en place de cet
équipement, plusieurs problèmes se posent à savoir : De
quoi doit être composé l'équipement ?
> Quel système de cale doit-on mettre en place pour
assurer le blocage d'une éventuelle rotation de l'équipement ?
> En quelle matière doit être fait notre
ensemble ?
III.3. Solution (Description de fonctionnement du
système) et Planning des tâches
III.3.1. Solution
> Le système qui a déjà un prototype
est particulièrement destiné à une utilisation manuelle et
est composé d'une tôle pliée en U, un axe, un pignon
appelé criquet, un crochet et une virgule ; le serrage du câble
est obtenu par un effort exercé par un levier de manoeuvre sur le
serre-câble. Pour cela, l'outillage est donc composé de :
· 01 tôle pliée en
U dont la partie horizontale sera soudé en-dessous du
plateau et les 02 parties verticales seront percées pour y loger un
tuyau ;
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
· 01 axe constitué de
02 tubes ronds assurant l'enroulement du câble dans la partie
inférieure de l'axe et percé de 06 trous dont 02 dans la partie
inférieure pour la fixation du crochet et 04 dans la partie
supérieure qui serviront de « clé » pour l'utilisation
d'un levier de manoeuvre. L'ensemble est inséré dans les trous de
la tôle pliée et un épaulement est créé avec
le tube dont le diamètre intérieur est plus grand empêcher
une translation unidirectionnelle;
· 01 crochet soudés
dans les 02 trous symétriques du tuyau et qui sert d'attache et de
connexion avec des boucles de câble ou des extrémités de
câbles dont le serrage est assuré par un pignon et une virgule
;
· 01 pignon appelé
criquet et 01 virgule fixés à
l'autre extrémité (sans l'épaulement) de l'axe qui
assurent respectivement le serrage et le verrouillage du pignon après la
fixation du câble métallique ou non. La virgule est tenue par une
vis qui est soudée sur la partie verticale de la tôle
pliée, du même côté que le pignon.
> L'ensemble est fait en acier galvanisé* car pour
le fonctionnement des serres-câbles et son domaine d'application, l'acier
galvanisé protège non seulement contre la corrosion, mais donne
au revêtement protecteur de l'adhérence, de
l'imperméabilité, et de la résistance mécanique.
L'efficacité d'une extrémité du
câble métallique faite avec des serre-câbles dépendra
de sa mise en place de façon correcte sur le câble et du soin et
du savoir-faire avec lesquels il aura été ajusté et
serré.

Photo 19: Exemple d'utilisation d'un
serre-câble
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
ETUDE DE FABRICATION D'UN SERRE-CABLE
(SERRE-BACHE
CAMION)
III.3.2. Calendrier d'actions
Le planning des tâches suivant est élaboré
pour la fabrication de 12 serres-câbles mécaniques en ressortant
les différentes actions, suivies de leur délai ainsi que de leurs
ressources.
Tableau 3: Tâches de réalisation d'un
serre-câble
N°
|
Description des tâches
|
Durée (h)
|
Ressources
|
01
|
Commande, Approvisionnement et Rangement
|
04
|
Direction
Marketing/Financière
et
Direction
Technique
|
|
·
|
Tronçonnage et pliage en U des fers plats
|
24
|
Métal Services
|
03
|
Perçage des tôles en U
|
13
|
Assistant technique
Fabrication Mécanique
|
04
|
Tronçonnage, soudage, dressage et perçage des
tubes ronds
|
5
|
Assistant technique
Fabrication Mécanique
|
05
|
Tronçonnage, chauffage et cintrage* du fer rond
ö18
|
2.5
|
Assistant technique
Soudure/Chaudronnerie
|
06
|
Tronçonnage, détourage et perçage du fer
plat pour la réalisation des virgules
|
03
|
Assistants techniques
|
07
|
Tronçonnage, soudage, perçage, alésage,
chariotage, taillage des fers plats et ébavurage pour la
réalisation de 12 pignons
|
17
|
Assistant technique
Fabrication Mécanique
|
08
|
Ebavurage
|
01
|
Assistants techniques
|
09
|
Assemblage partiel (soudure)
|
03
|
Assistant technique
Soudure/Chaudronnerie
|
10
|
Perçage des tôles en U pour y fixer la virgule et
sa vis
|
03
|
Assistants techniques
|
11
|
Assemblage final (soudure)
|
1.5
|
Assistant technique
Soudure/Chaudronnerie
|
12
|
Nettoyage et peinture
|
02
|
Assistants techniques
|
|
3 500 désigne la longueur, 100 la largeur et 10
l'épaisseur
4 40/49 où 40 désigne le diamètre
intérieur et 49 le diamètre extérieur
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA 2011-2012
III.3.3. Coût du projet
Tableau 4: Coût estimatif du projet
|
Caractéristiques
|
Quantité
|
Prix Unitaire
(F CFA)
|
Montant
|
Ressources
|
MATERIEL
|
Fer plat de 100*10 en 6m
|
1
|
43 000
|
43 000
|
SOFERCO
(voir facture pro-forma
en annexe)
|
|
1
|
28 000
|
28 000
|
|
1
|
75 000
|
75 000
|
|
1
|
16 000
|
16 000
|
|
12
|
350
|
4 200
|
|
01
|
7 500
|
7 500
|
|
01
|
3 500
|
3 500
|
|
Tronçonnage et cintrage en U
des fers plats
|
12
|
500
|
6 000
|
DIRECTION
TECHNIQUE
|
|
12
|
1000
|
12 000
|
|
12
|
250+500+500=
1250
|
12 500
|
|
12
|
200
|
2 400
|
|
12
|
500+300=800
|
9 600
|
|
12
|
500+500+1000
+1000+1000+1
000=5000
|
60 000
|
|
12
|
500
|
6 000
|
|
12
|
500
|
6 000
|
|
12
|
500
|
6 000
|
|
|
|
2 000
|
|
Main d'oeuvre
|
|
|
|
|
595 900
|
|
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
III.4. Phase de réalisation
On obtient un serre-câble mécanique après
la réalisation de plusieurs tâches effectuées à
l'aide de plusieurs machines. Dans cette sous-section, il sera question pour
nous de détailler les différentes étapes qui nous ont
permis de réaliser 12 serres-câbles mécaniques.
III.4.1. Pliage des tôles
Le pliage des tôles de 10 des serres-câbles se fait
à METAL SERVICES, une entreprise de construction métallique
située à Bonabéri.
Les tôles y sont tronçonnées et
pliées afin d'obtenir des tôles en U
|
Epaisseur à plier : 10
mm ;
Côte du pli : 82 mm ; Largeur du vé : 144 mm
|
|
|
Schéma 3: Pliage en U
III.4.2. Perçage des tôles pliées en
U
La réalisation de 02 trous de ö50 sur une
tôle en U se fait sur la perceuse à colonne en 03 phases à
savoir l'ébauche, la demi-finition et la finition. Les trous sont
obtenus en effectuant le perçage pour chaque phase sur les
côtés respectifs de la tôle, le centre des trous
étant repéré par un pied à coulisse puis
pointé au préalable.
> Ebauche
L'ébauche de ce perçage se fait avec un foret
à queue conique de ö20. La pièce est centrée, puis
bridée sur la table de la perceuse et le perçage se fait en
effectuant une certaine force sur le levier de manoeuvre en lubrifiant à
l'huile soluble.
> Demi-finition
Le principe est le même que celui de l'ébauche
à la seule différence que le foret utilisé est celui de
ö32.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA 2011-2012
> Finition
La réalisation de cette phase nous a semblé un
peu plus difficile que les 02 pièces car le foret à queue
cylindrique ö50 porté par un cône morse utilisé ici
sur une tôle de 10 5 demande un peu
plus de force à exercer sur le levier de manoeuvre pour
l'enlèvement de matière.
III.4.3. Réalisation de l'axe et de
l'épaulement
Pour réaliser l'axe où sera enroulé le
câble, on effectue plusieurs étapes parmi lesquelles le
découpage, le soudage des tuyaux (pour l'épaulement), le dressage
et le perçage.
> Découpage
Les tubes utilisés sont ceux de 40/49 et 50/60 et
l'approvisionnement comme il a été mentionné plus haut ce
fait par des tubes de 3m pour ceux de 40/49 et 1m pour ceux de 50/60.
Le découpage se fait à l'aide d'un mètre
pour la précision des côtes, d'une craie industrielle* pour le
repérage des côtes mesurées et de la meule pour
tronçonner les tubes ronds.
Le tube de 40/49 est découpé à 235 mm et
celui de 50/60 à 50 mm.
> Soudage des tubes
Après le découpage, le tube de 50/60 est
fixé puis soudé à l'extrémité de celui de
40/49.
Le fixage est effectué à l'aide d'un support de
longueur>235 mm muni d'un trou débouchant où le tube de 40/49
est inséré; le tube de 50/60 qui est maintenu à
l'extrémité du tube de 40/49 par des petites cales posées
sur le support est ensuite assemblé par soudage sur le tube afin de
réaliser l'épaulement.
> Perçage
L'axe est percé de 06 trous de ö20 dont 04 (02
à 02 symétriques) à 25 mm de l'extrémité du
tube 50/60 soudé et ö/2 de l'axe et 02 autres symétriques
à 100 mm de l'extrémité inférieure et ö/2 de
l'axe.
Le perçage est effectué sur la perceuse à
colonne avec un foret à queue conique ö20 où l'étau
est monté et fixé afin de mieux éliminer les degrés
de liberté de l'axe. La lubrification est faite avec de l'huile soluble
et les centres des trous sont repérés par un pied à
coulisse puis pointé avant l'action de perçage.
III.4.4. Réalisation des crochets et des virgules
> Réalisation des crochets
5 Appellation commune d'une tôle d'épaisseur 10
mm
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
Le crochet qui sert d'attache des cordes est obtenue par
découpage, chauffage et cintrage d'un fer rond de ö18.
· Découpage
Le fer rond de ö18 approvisionné en barre de 1m
est découpé en barreaux de 50 mm à l'aide d'un
mètre pour la précision des côtes, d'une craie industrielle
pour le repérage des côtes mesurées et de la meule pour
tronçonner.
· Chauffage et cintrage Le crochet est obtenu par chauffage
puis cintrage du fer rond.
Le chauffage du fer rond se fait dans un mini four
préalablement chauffé avec du combustible ce qui facilite le
cintrage à la main où on utilise un levier pour tenir le fer rond
chauffé que l'on fait passer sur un calibre*.
> Réalisation des virgules
La virgule qui assure le système de verrouillage du
pignon du serre-câble est obtenue par tronçonnage,
détourage et perçage des tôles de 10.
· Découpage et Détourage
Le découpage ici se fait de la même
manière que celui des autres pièces. Le détourage quant
à lui qui consiste à donner le contour exact à une
pièce donnée est effectué par l'usage d'un cache ou
maquette en papier carton dont la longueur maximale est de 73 mm et celle
minimale de 44,8 mm. Après cela, la forme est réalisée
avec la meule.
· Perçage
Le perçage de la virgule est effectué de la
même que les autres pièces : le centre du trou de la pièce
est au préalable repéré par un pied à coulisse et
pointé ; la pièce est bridée et ensuite percée par
un foret à queue cylindrique de ö12 monté sur un mandrin et
lubrifié à l'huile soluble.
III.4.5. Réalisation du criquet ou pignon
Le pignon communément appelé criquet dans le
cas d'un serre-câble est une roue dentée qui lorsqu'elle est
associée à la virgule assure le serrage effectif des
câbles. Sa réalisation comporte plus d'étapes donc plus de
temps que celle des autres pièces parmi lesquelles le découpage
des tôles carrées, le soudage en lot de 04 ou 06 tôles
préalablement découpées, le tronçonnage des sommets
des lots soudés, le perçage, l'alésage, le chariotage, le
taillage, la dislocation et enfin l'ébavurage.
> Découpage des tôles
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
Les tôles sont découpées avec les outils
tels que le mètre pour mesurer les côtes à obtenir, la
craie industrielle pour le repérage de ces côtes, le trusquin et
la meule pour tronçonner.
On obtient ainsi des tôles carrées d'ép. 10
mm de dimension 100 mm*100 mm. > Soudage et tronçonnage
Les tôles carrés sont soudés en lots de
04 ou 06 afin d'être montés sur un mandrin spécial qui
porte 12 tôles carrés pour le chariotage et le taillage.
Après le soudage, on trace les diagonales du
carré pour repérer le centre (pour le perçage) puis on
tronçonne à l'aide d'une meule les sommets des ensembles
carrés afin de faciliter le chariotage des tôles carrés.
> Perçage et alésage
Le perçage et l'alésage des tôles
carrés est fait sur le tour parallèle de l'atelier d'AFAMI, afin
d'avoir un trou de ö49.
Le traçage des diagonales étant
effectués avant le tronçonnage, on peut alors pointer l'ensemble
avant de le percer. L'ensemble est monté sur un mandrin à 04 mors
puis centré à l'aide d'une contre-pointe montée sur la
poupée mobile.
Le perçage est effectué avec 03 forets
montés sur la poupée mobile de ö23, ö30 et ö34
avec une avance manuelle pour pouvoir dégager le copeau et une
lubrification considérable à l'huile soluble.
A la fin du perçage, le foret de ö34 est
démonté de la poupée mobile qui, elle-même est
dégagée le montage de l'outil à aléser sur le
porte-outil. 05 passes de 3mm chacune en avance automatique sont prises pour
obtenir le ö49 ; la vérification au pied à coulisse est
faite au début de l'alésage, à l'avant dernière
passe et à la dernière. Aussi, une seconde vérification
est faite par une introduction de l'axe déjà
réalisé dans le trou de l'ensemble carré.
> Chariotage
Le chariotage de l'ensemble de tôles carrées est
fait sur un mandrin spécial (arbre de 225 mm) déjà
fabriqué. Ce mandrin spécial qui porte la série de
criquets est monté avec 03 rondelles dont 01 à l'avant,
après l'épaulement en bout d'arbre (créé pour le
dégagement de l'outil sans usiner les mors) et 02 autres à
l'arrière, après la série de criquets. L'ensemble, pour
empêcher une éventuelle translation de la série de criquets
est fileté sur une longueur de 30 à l'autre bout de l'arbre et
visé par un écrou de M30*350.
Ce mandrin est par la suite monté au niveau de
l'épaulement sur un mandrin 03 mors du tour parallèle, puis
centré afin d'effectuer un montage mixte. La série de criquets
est par la suite chariotée pour obtenir un ensemble cylindrique de
ö100.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
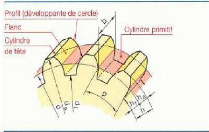
> Taillage
Après le chariotage, on doit passer au taillage du
pignon de Z=12dents au da*=85 sur une fraiseuse. On dispose d'un diviseur de
rapport K=40 et d'un plateau à 47-49-51-53-57-59 trous par
rangée.
Pour ce taillage, on procède comme suit :
· Calcul des éléments du pignon
considéré (formule avec schéma à l'appui)
Module : m=da/ (Z+2) = 100/ (12+2)
8 (module normalisé)
Pas: p = m x ð= 8 X 3,14 = 25,12
mm
Diamètre primitif: d = m x Z = 8 x 12 =
96 mm Hauteur de la dent: h = 2,25 m = 2,25 x 8 =
18
mm
· Montage de la pièce sur le diviseur
La roue à tailler est montée sur un diviseur
sur le mandrin cylindrique utilisé lors du chariotage placé entre
les pointes du diviseur et de la contre-pointe. On vérifie le
diamètre de tête da et la Co axialité à l'aide
respectif d'un pied à coulisse et d'un comparateur.
·

Réglage du diviseur
Pour le pignon considéré, on pose le rapport
K / Z= 40/12= 3trs =3trs . Soit 3 tours plus 17 intervalles
sur la rangée de 51 trous du plateau mis à notre
disposition.
· Montage de la fraise
On monte une fraise à denture droite conique et on
règle les vitesses de rotation et d'avance. Il faut centrer la fraise en
situant l'axe de symétrie de son profil dans le plan vertical passant
par l'axe de la roue à tailler et par la suite prendre le repère
vertical.
· Taillage
La profondeur de passe p correspond à la hauteur h de
la dent (h = 2,25 m). Cependant, pour obtenir un taillage précis, on
prévu trois passes: une passe d'ébauche P1, une passe
intermédiaire P2 et une passe de finition P3.
Après avoir pris la passe, on taille le premier creux.
Après ce creux, on effectue à la manivelle pointeau 3tours + 17
intervalles, on taille le deuxième creux et on répète
l'opération sur un tour de la broche. Par la suite, on détermine
la profondeur de passe pour la finition et après réglage et
vérification de l'épaisseur de la première dent, on
termine le taillage en veillant à la
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
régularité de la division. Cette opération
de taillage est effectuée en lubrifiant suffisamment à l'huile 40
pour éviter les déformations et en bloquant la broche du diviseur
à chaque division.
> Dislocation et Ebavurage
Après avoir taillé les pignons, on passe à
la dislocation de l'ensemble et on procède à l'enlèvement
des bavures avant d'assembler les différentes pièces du
serre-câble.
III.4.6. Assemblage partiel, Perçage pour la
fixation de la virgule et Assemblage final
Un premier assemblage est fait pour permettre une meilleure
fixation de la virgule sur la tôle U. Il s'agit de l'assemblage de la
tôle U, de l'axe, du crochet et du pignon. Le crochet et le pignon sont
assemblés par soudage respectivement au niveau des trous
symétriques de l'axe et en bout d'arbre de l'axe.
Cet assemblage est suivi du perçage des tôles U
pour fixer la virgule et la vis qui est par la suite soudé sans
empêcher la rotation de la virgule autour de cette même vis.
III.4.7. Difficultés rencontrées
Plusieurs problèmes sont apparus avec l'avancée
du projet. Cette réalisation avait sans doute déjà
été effectuée, mais nous avons néanmoins
rencontré plusieurs difficultés pendant celle-ci à savoir
:
> Un manque d'outil à aléser (celui dont
l'atelier dispose s'est usé pendant les multiples travaux
d'alésage effectués) pour effectuer l'alésage des
tôles carrées. pour y pallier, avons utilisé un foret bien
affûté à l'arête tranchante que nous avons
monté soigneusement sur le porte-outil du tour ;
> L'usure du cône morse du foret ö50 pendant
que nous effectuions le perçage des tôles U. La réalisation
d'un cône morse a été immédiatement faite sur le
tour parallèle afin de ne pas retarder la production de cette
série;
> Le manque de fraise à denture droite conique nous
fait utiliser une fraise biconique à 60°. On élimine ce
défaut en inclinant la tête de la fraiseuse à 30°,
ainsi, on a une finition comme celle faite avec une fraise conique.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
III.5. Comparaison entre la théorie et la
pratique
Dans cette partie, il sera question pour nous de faire
ressortir les similarités et les différences que l'on peut avoir
entre la théorie et la pratique lors de la réalisation d'une
pièce mécanique. Ici, il s'agit du cas des serres-câbles
mécaniques dont une étude théorique a été
faite pour la rédaction de cette section.
III.5.1. Etude théorique
L'étude théorique dont nous voulons analyser
s'étend sur 03 volets à savoir la représentation d'un
schéma cinématique, la construction d'un diagramme de PERT et
enfin l'élaboration d'un tableau de regroupement en phase.
III.5.1.1. Schéma cinématique
Le schéma cinématique d'un serre-câble
est constitué 05 classes d'équivalence cinématique
représentées par S0 (tôle U), S1 (axe), S2 (tube
ö50/60), S3 (pignon ou criquet), S4 (vis M12), S5 (virgule).
Il est représenté comme suit:
Schéma 4 : Schéma cinématique de l'ensemble
d'un serre-câble
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
Les solides sont modélisés entre les solides de la
manière suivante : L10 : Liaison pivot d'axe (O, x)
;
L12 : Encastrement pour épaulement ;
L13 : Encastrement pour fixation pignon ;
L40 : Encastrement pour fixation vis M12 ;
L45 : Liaison pivot d'axe (A, x) ;
L61 : Encastrement pour fixation crochet.
III.5.1.2. Dessin d'ensemble


La figure ci-dessous représente le dessin d'ensemble et
la nomenclature d'un serre-câble mécanique qui fonctionne
principalement en liaison pivot (voir schéma-schéma
cinématique de l'ensemble d'un serre-câble mécanique) et
encastrement où la virgule 5 cale le pignon
3, lui qui est entrainé en rotation par
l'intermédiaire d'un tube rond 1 fixé
dans une tôle U 0.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
III.5.1.3. Graphe PERT
La méthode PERT (Program Evaluation and Review
Technic), élaborée et mise au point aux États-Unis en 1958
pour la fabrication des fusées Polaris permet d'avoir une
représentation immuable de l'enchaînement des opérations en
la rendant indépendante du temps.
Elle nous permet d'étudier un programme de fabrication en
termes de délais sans tenir compte des charges.
Un PERT se représente par un graphe sagittal où
chaque opération, ou tâche, est représentée par un
arc dont la longueur est indépendante de la durée ; chaque sommet
représente une étape correspondant à un état fini
de l'avancement de la fabrication.
Nous représentons le graphe PERT dans le cas des
serres-câbles pour avoir la durée totale de sa réalisation
(lot de 12) ainsi que le chemin critique et les marges totales au cas où
un lot important est commandé.
Pour réaliser ce graphe, on procède par plusieurs
étapes à savoir la détermination du rang de chaque
opération et ensuite la phase de construction du PERT.
> Détermination du rang de chaque
opération
Tâches
|
Description des tâches
|
Durée
(h)
|
Antériorités
|
Rang
|
A
|
Commande, Approvisionnement et Rangement
|
08
|
|
1
|
|
·
|
|
B
|
Tronçonnage et pliage en U des tôles
|
48
|
A
|
2
|
|
C
|
Perçage des tôles U
|
13
|
B
|
3
|
|
D
|
Tronçonnage, soudage, dressage et perçage des tubes
ronds
|
5
|
A
|
2
|
|
E
|
Tronçonnage, chauffage et cintrage* du fer rond
ö18
|
2.5
|
A
|
2
|
|
F
|
Tronçonnage, détourage et perçage de la
tôle pour la réalisation des virgules
|
03
|
A
|
2
|
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA 2011-2012
|
G
|
Tronçonnage, soudage, perçage, alésage,
chariotage, taillage des tôles pour la réalisation de 12
pignons
|
17
|
A-D
|
3
|
|
H
|
Ebavurage
|
01
|
G-B
|
4
|
|
I
|
Assemblage partiel (soudure)
|
03
|
C-D-E-G-H
|
5
|
|
J
|
Perçage des tôles U pour y fixer la virgule et sa
vis
|
03
|
F-I
|
6
|
|
K
|
Assemblage final (soudure)
|
1.5
|
J
|
7
|
|
L
|
Nettoyage et peinture
|
02
|
K
|
8
|
Dans ce cas, on a le tableau suivant :
Tableau 5: Tableau
d'antériorités
> Phase de construction du PERT
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA 2011-2012
> Calcul des marges
La marge totale d'une
opération représente le retard admissible du début d'une
opération qui n'entraîne aucun recul de la date de fin de
l'affaire mais qui consomme les marges de liberté des opérations
suivantes.
Marge totale = Tj*-Ti-D Ti, j
La marge libre d'une opération
représente le retard admissible d'une opération qui
n'entraîne pas de modification de calendrier des opérations
suivantes.
Marge libre = Tj-Ti-D Ti, j

Tj* : Date au plus tard de l'étape j ;
Tj : Plus ou moins date au plus tôt de l'étape j
; Ti : Plus ou moins date au plus tôt de l'étape
i ; D Ti, j : Durée entre l'étape i et
l'étape j.
Tableau 6: Calcul des marges
|
Tâches
|
Durée
(h)
|
Début +
Tôt
|
Début +
Tard
|
Fin +
Tôt
|
Fin + Tard
|
Marge
libre
|
Marge
Totale
|
Chemin
critique
|
|
A
|
08
|
0
|
0
|
8
|
8
|
0
|
0
|
OUI
|
|
B
|
48
|
8
|
8
|
56
|
56
|
0
|
0
|
OUI
|
|
C
|
13
|
56
|
56
|
69
|
69
|
0
|
0
|
OUI
|
|
D
|
5
|
8
|
8
|
13
|
52
|
0
|
38
|
NON
|
|
E
|
2.5
|
8
|
8
|
10.5
|
69
|
0
|
58.5
|
NON
|
|
F
|
03
|
8
|
8
|
11
|
72
|
0
|
61
|
NON
|
|
G
|
17
|
13
|
51
|
30
|
68
|
0
|
38
|
NON
|
|
H
|
01
|
56
|
68
|
57
|
69
|
0
|
12
|
NON
|
|
I
|
03
|
69
|
69
|
72
|
72
|
0
|
0
|
OUI
|
|
J
|
03
|
72
|
72
|
75
|
75
|
0
|
0
|
OUI
|
|
K
|
1.5
|
75
|
75
|
76.5
|
76.5
|
0
|
0
|
OUI
|
|
L
|
02
|
76.5
|
76.5
|
78.5
|
78.5
|
0
|
0
|
OUI
|
Le chemin critique est le chemin qui ne laisse aucune marge aux
opérations qui le composent. Dans notre exemple, le chemin critique est
ici composé des opérations A, B, C, D, I, J, K et L.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
III.5.1.3. Tableau de regroupement en phase > Dessin
de définition
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
|
ECOLE : I UT DE D OUALA
|
INVENTAIRE DES SURFACES ELEMENTAIRES
|
PAGE: 1 DE 3
|
|
NOM D E L A PIECE : S
ERRE-CABLE
MECANIQUE
|
N OM DE
L'AUTEUR :
NANGA NDEDI H.
|
DATE
28/10/2012
|
|
SPEC.
|
NATURE
|
OPERATIONS ELEMENTAIRES
|
|
COMMENTAIRES
|
|
REPERE
DES
SURFAC
ES
|
Ra
|
IT
|
PLANE
|
REVOLU
TION
|
QU ELCO
NQU E
|
TYPES
|
SYMBOL
ES
|
OUTILS
SPECIAUX
|
L'ensemble est un
ensemble de pièces,
obtenu par
mécano-
soudure
|
|
TOUR
N ER
|
F RAISE
R
|
PERCE
R
|
ALESE
R
|
PLIER/
CI NTR
ER
|
TRONC
ONNE
R
|
DRESS
ER
|
CHARI
OTER
|
|
|
F1
|
3.2
|
/B3
/B4
|
X
|
|
|
|
|
|
|
X
|
|
|
|
|
F1F
|
Poinçon
|
|
F2
|
12.5
|
8/ÖB1
|
X
|
|
|
|
|
|
|
X
|
X
|
|
|
|
F2F
|
|
|
F3
|
12.5
|
1/B9
|
X
|
|
|
|
|
|
|
|
X
|
|
|
|
F3F
|
|
|
F4
|
3.2
|
0.6/B5
|
X
|
|
|
|
|
|
|
|
X
|
|
|
|
F4F
|
|
|
F5
|
3.2
|
/F8
|
X
|
|
X
|
|
|
|
|
|
X
|
|
|
|
F5F
|
|
|
F6
|
3.2
|
1/ ÖB3
|
X
|
|
|
|
|
|
|
|
X
|
X
|
|
|
F6E, F6F
|
|
|
F7
|
3.2
|
/ ÖB2
|
X
|
|
|
|
|
|
|
|
X
|
|
|
|
F7F
|
|
|
F8
|
3.2
|
/F5
|
X
|
|
X
|
|
|
|
|
|
X
|
|
|
|
F8F
|
|
|
Ö1
|
3.2
|
0.07
|
|
X
|
|
|
|
|
|
|
X
|
|
X
|
|
Ö1E, Ö1F
|
|
|
Ö2
|
1.6
|
0.07
|
|
X
|
|
|
|
|
|
|
|
|
|
|
Ö2E, Ö2S, Ö2F
|
|
|
Ö3
|
1.6
|
0.44/F7
|
|
X
|
X
|
|
|
|
|
|
|
|
|
|
Ö3F
|
|
|
Ö4
|
1.6
|
/ÖB3
|
|
X
|
X
|
|
|
|
|
|
|
|
|
|
Ö4F
|
|
|
Ö5
|
1.6
|
2/ÖB3
|
|
X
|
X
|
|
|
|
|
|
|
|
|
|
Ö5F
|
|
|
Ö6
|
1.6
|
0.44/F7
/B1
|
|
X
|
X
|
|
|
|
|
|
|
|
|
|
Ö6F
|
|
|
Ö7
|
1.6
|
0.2/B8
0.2/B9
|
|
X
|
X
|
|
|
|
|
|
|
|
|
|
Ö7E, Ö7S,
Ö7F
|
|
|
Ö8
|
1.6
|
0.2/F4
0.2/B9
|
|
X
|
X
|
|
|
|
|
|
|
|
|
|
Ö8E, Ö8S,
Ö8F
|
|
|
Ö9
|
1.6
|
2
|
|
X
|
X
|
X
|
|
|
|
|
|
|
|
|
Ö9E, Ö9S,
Ö9F
|
|
|
Ö10
|
1.6
|
M12
|
|
X
|
X
|
|
|
|
|
|
|
|
|
|
Ö10F
|
|
|
Ö11
|
1.6
|
|
|
X
|
X
|
|
|
|
|
|
|
|
|
|
Ö11F
|
|
|
SURFACES ASSOCIEES
|
|
OPERATIONS
|
SYMBOLE
|
|
NATURE DES OUTILLAGES
|
|
(F3F et F4F)
(F5F et F8F)
(ö3F et ö6F)
|
G1F
G2F
G3F
|
|
|
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
> Analyse des contraintes
d'antériorités
|
ECOLE : IUT DE DOUALA
|
ANALYSE DES CONTRAINTES
D'ANTERIORITES
|
PAGE: 1 DE
3
|
|
NOM DE LA PIECE
:
SERRE-CABLE
MECANIQUE
|
NOM DE L'AUTEUR : NANGA NDEDI H.
|
DATE :
28/10/2012
|
|
REPERAGE
|
CONTRAINTES
|
REMARQUES
|
|
|
GEOMETRIQUES
|
TECHNOLOGIQUES
|
ECONO
MIQUES
|
|
|
ASSOCIATIONS
|
OPERATIONS
|
00004
|
|
|
|
|
|
|
REPRISES
|
OPERATIONS
|
TRAITEM ENTS
THERMIQUES
|
DIVERSES
|
MOINDRE
USINAGE
|
OPTIMISATION
DES CONDITIONS
DE
L'USURE
|
|
|
F1F
|
B3
B4
|
|
|
|
|
|
|
|
G1F
|
|
|
|
|
|
F2F
|
ÖB1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
G1F
|
|
B5
B9
|
|
|
|
|
|
|
|
|
|
|
|
|
|
G2F
|
|
|
|
|
|
|
|
|
|
F1F
|
|
|
|
|
|
F6E
|
ÖB3
|
|
B1
|
|
|
|
|
|
|
|
|
|
|
|
F6F
|
ÖB3
|
|
B1
|
|
|
|
|
|
F6E
|
|
|
|
|
|
F7F
|
ÖB2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ö1E
|
B1
|
B1
|
|
|
|
|
|
|
Ö9F
|
|
|
|
|
|
Ö1S
|
B1
|
B1
|
|
|
|
|
|
|
Ö9F, Ö1E
|
|
|
|
|
|
Ö1F
|
B1
|
B1
|
|
|
|
|
|
|
Ö9F, Ö1E,
Ö1S
|
|
|
|
|
|
Ö2E
|
|
|
|
|
B1
|
|
|
|
Ö1F
|
|
|
|
|
|
Ö2S
|
|
|
|
|
B1
|
|
|
|
Ö1F, Ö2E
|
|
|
|
|
|
Ö2F
|
|
|
|
|
B1
|
|
|
|
Ö1F, Ö2E,
Ö2S
|
|
|
|
|
|
G3F
|
|
F7F
|
|
|
Ö4F
|
|
B1
|
|
|
|
|
|
|
|
|
Ö4F
|
ÖB3
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ö5F
|
ÖB3
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ö7E
|
B8, B9
|
|
|
|
|
|
|
|
F1F
|
|
|
|
|
|
Ö7S
|
|
|
|
|
|
|
|
|
F1F, Ö7E
|
|
|
|
|
|
Ö7F
|
|
|
|
|
|
|
|
|
F1F, Ö7S
|
|
|
|
|
|
Ö8E
|
G1F, B9
|
|
|
|
|
|
|
|
F1F
|
|
|
|
|
|
Ö8S
|
G1F, B9
|
|
|
|
|
|
|
|
F1F, Ö8E
|
|
|
|
|
|
Ö8F
|
G1F, B9
|
|
|
|
|
|
|
|
F1F, Ö8S,
Ö8E
|
|
|
|
|
|
Ö9E
|
|
|
|
|
|
|
|
|
Ö8F
|
|
|
|
|
|
Ö9S
|
|
|
|
|
|
|
|
|
Ö8F, Ö9E
|
|
|
|
|
|
Ö9F
|
|
|
|
|
|
|
|
|
Ö8F, Ö9E,
Ö9S
|
|
|
|
|
|
Ö10F
|
|
|
|
|
|
|
|
|
Ö11E, Ö2F
|
|
|
|
|
|
Ö11F
|
|
|
|
|
|
|
|
|
G2F
|
|
|
|
|
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
|
ECOLE : IUT DE DOUALA
|
MATRICE D'ORDONNANCEMENT DES OPERATIONS
|
PAGE : 3 DE 4
|
|
|
NOM DE LA PIECE : SERRE-CABLE MECANIQUE
|
NOM DE L'AUTEUR : NANGA NDEDI H.
|
DATE :
26/10/2012
|
|
ASS.
|
IND.
|
CONTRAINTES D'ANTERIORITES
|
NIVEAU DE REALISATION
|
|
B
1
|
2
|
3
|
4
|
5
|
BBBBBBBB
6
|
7
|
8
|
9
|
Ö
B
1
|
Ö
B
2
|
Ö
B
3
|
F
1
F
|
F
2
F
|
G
1
F
|
G
2
F
|
F
6
E
|
F
6
F
|
F
7
F
|
Ö
1
E
|
Ö 1 S
|
Ö
1
F
|
Ö
2
E
|
Ö 2 S
|
Ö
2
F
|
G
3
F
|
Ö
4
F
|
Ö
5
F
|
Ö
7
E
|
Ö 7 S
|
Ö
7
F
|
Ö
8
E
|
Ö
8
S
|
Ö
8
F
|
Ö
9
E
|
Ö
9
S
|
Ö
9F
|
Ö10
F
|
Ö11
F
|
|
Ó
|
I
|
II
|
III
|
IV
|
V
|
VI
|
V
I
I
|
VII
I
|
IX
|
X
|
XI
|
XII
|
XII
I
|
XIV
|
XV
|
|
B1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
B2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
B3
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
B4
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
B5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
B6
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
B7
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
B8
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
B9
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ÖB1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ÖB2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ÖB3
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
F1F
|
|
|
1
|
1
|
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3
|
1
|
0
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
F2F
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
0
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
G1F
|
|
|
|
|
|
1
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2
|
0
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
G2F
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
1
|
1
|
0
|
|
|
|
|
|
|
|
|
|
|
|
|
|
F6E
|
1
|
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2
|
0
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
F6F
|
1
|
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3
|
1
|
0
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
F7F
|
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
0
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ö1E
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
2
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
0
|
|
|
|
|
|
|
|
Ö1S
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
3
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
1
|
0
|
|
|
|
|
|
|
Ö1F
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
4
|
3
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
1
|
0
|
|
|
|
|
|
Ö2E
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
0
|
|
|
|
|
Ö2S
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
1
|
0
|
|
|
|
Ö2F
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
1
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4
|
3
|
3
|
3
|
3
|
3
|
3
|
3
|
3
|
3
|
3
|
3
|
2
|
1
|
0
|
|
|
G3F
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3
|
2
|
1
|
1
|
0
|
|
|
|
|
|
|
|
|
|
|
|
|
Ö4F
|
|
1
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
1
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4
|
2
|
1
|
0
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ö5F
|
|
1
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
1
|
1
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5
|
3
|
2
|
1
|
0
|
|
|
|
|
|
|
|
|
|
|
|
|
Ö7E
|
|
|
|
|
|
|
|
1
|
1
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3
|
1
|
1
|
0
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ö7S
|
|
|
|
|
|
|
|
1
|
1
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
4
|
2
|
2
|
1
|
0
|
|
|
|
|
|
|
|
|
|
|
|
|
Ö7F
|
|
|
|
|
|
|
|
1
|
1
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
1
|
|
|
|
|
|
|
|
|
|
|
5
|
3
|
3
|
2
|
1
|
0
|
|
|
|
|
|
|
|
|
|
|
|
Ö8E
|
|
|
|
|
|
|
|
|
1
|
|
|
|
1
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3
|
2
|
1
|
0
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ö8S
|
|
|
|
|
|
|
|
|
1
|
|
|
|
1
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
|
4
|
3
|
2
|
1
|
0
|
|
|
|
|
|
|
|
|
|
|
|
|
Ö8F
|
|
|
|
|
|
|
|
|
1
|
|
|
|
1
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
1
|
|
|
|
|
|
|
|
5
|
4
|
3
|
2
|
1
|
0
|
|
|
|
|
|
|
|
|
|
|
|
Ö9E
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
1
|
1
|
1
|
1
|
1
|
1
|
0
|
|
|
|
|
|
|
|
|
|
|
Ö9S
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
1
|
|
|
|
|
|
2
|
2
|
2
|
2
|
2
|
1
|
1
|
0
|
|
|
|
|
|
|
|
|
|
Ö9F
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
1
|
1
|
|
|
|
|
3
|
3
|
3
|
3
|
3
|
2
|
2
|
1
|
0
|
|
|
|
|
|
|
|
|
Ö10F
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
1
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
|
3
|
3
|
3
|
3
|
2
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
0
|
|
Ö11F
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
1
|
1
|
1
|
0
|
|
|
|
|
|
|
|
|
|
|
|
|
ORDRE DES OPERATIONS
|
F6E, F2F, G1F,
F7F
|
F1F, F6F
|
Ö4F, Ö7E,
Ö8E, G2F
|
G3F, Ö5F, D7S,
Ö8S, Ö11F
|
Ö7F,
Ö8F
|
Ö
9E
|
Ö 9 S
|
Ö9
F
|
Ö
1E
|
Ö
1S
|
Ö
1F
|
Ö
2E
|
Ö
2S
|
Ö2F
|
Ö10F
|
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
> Tableau de regroupement en phase
Tableau 8: Regroupement en phase
|
NIVEAUX
|
OPERATIONS ELEMENTAIRES
|
|
1
|
F6E
|
F2F
|
G1F
|
F7F
|
|
|
|
|
|
|
2
|
F1F
|
F6F
|
|
|
|
|
|
|
|
|
3
|
Ö4F
|
Ö7E
|
Ö8E
|
G2F
|
|
|
|
|
|
|
4
|
G3F
|
Ö5F
|
Ö7S
|
Ö8S
|
Ö11F
|
|
|
|
|
|
5
|
Ö7F
|
Ö8F
|
|
|
|
|
|
|
|
|
6
|
Ö9E
|
|
|
|
|
|
|
|
|
|
7
|
Ö9S
|
|
|
|
|
|
|
|
|
|
8
|
Ö9F
|
|
|
|
|
|
|
|
|
|
9
|
Ö1E
|
|
|
|
|
|
|
|
|
|
10
|
Ö1S
|
|
|
|
|
|
|
|
|
|
11
|
Ö1F
|
|
|
|
|
|
|
|
|
|
12
|
Ö2E
|
|
|
|
|
|
|
|
|
|
13
|
Ö2S
|
|
|
|
|
|
|
|
|
|
14
|
Ö2F
|
|
|
|
|
|
|
|
|
|
15
|
Ö10F
|
|
|
|
|
|
|
|
|
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
ETUDE DE FABRICATION D'UN SERRE-CABLE
(SERRE-BACHE
CAMION)
Phase 10 : Contrôle du brut
Phase 20 : DECOUPAGE- TRONCONNAGE
a) Tronçonner G1F
b) Tronçonner F7F
Phase 30 : PLIAGE- CINTRAGE
a) Tronçonner et cintrer F2F
b) Plier en U F1F
Phase 40 : DETOURAGE
a) Tronçonner et détourer G2F Phase 50 :
PERCAGE
a) Percer ö4F
b) Percer G3F
c) Percer ö5F
Phase 60 : PERCAGE
a) Percer ö7E, ö7S, ö7F
b) Percer ö8E, ö8S, ö8F
c) Percer ö11F
Phase 70 : ALESAGE
a) Percer ö9E, ö9S
b) Aléser ö9F
Phase 80 : CHARIOTAGE
a) Tronçonner ö1E
b) Charioter ö1S, ö1F
Phase 90 : FRAISAGE
a) Tailler ö2E, ö2S, ö2F
Phase 100 : PERCAGE
a) Percer ö10F
Phase 110 : ASSEMBLAGE PAR SOUDURE
Phase 120 : CONTROLE FINAL
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
III.5.2. Similarités entre la théorie et la
pratique
> L'ordre des opérations que nous avons obtenu à
partir de la matrice d'ordonnancement est plus ou moins respecté en
pratique ;
> En théorie, l'utilisation des outils est
spécifique à chaque opération ce qui est également
le cas en pratique ;
> A l'atelier, nous avons utilisé un comparateur pour
respecter le centrage de la pièce sur le tour et la fraiseuse comme en
théorie ;
> L'utilisation des instruments adéquats
dépend du travail à effectuer par exemple pour avoir la mesure
d'une pièce, à l'atelier on a utilisé plusieurs pieds
à coulisse (en fonction de la dimension de la pièce à
usiner) ou encore pour obtenir la perpendicularité ou le
parallélisme entre deux surfaces ou pièces, on a utilisé
le trusquin ou l'équerre industrielle qui est recommandé en
théorie;
> Pour protéger la pièce contre les attaques
atmosphériques et la corrosion, AFAMI
utilise de l'antirouille et de
la peinture qui est fortement recommandé en théorie.
III.5.3. Différences
> L'implantation des machines qui parait simple en
théorie est une tâche assez difficile en pratique à cause
du problème de localisation et de la taille des ateliers que nous
pouvons rencontrer dans notre pays ;
> Une entreprise doit codifier ses articles (dans ce cas
les outils) et pratiquer une bonne gestion des stocks comme il a
été vu en théorie mais dans atelier, nous n'avons pas
rencontré cela ;
> En théorie, le calcul préalable des
vitesses d'avance et de broche avant l'usinage des pièces sur les
machines-outils doit être fait ce qui n'a pas été le cas
à AFAMI (sauf pour le filetage) ;
> On nous enseigne en théorie que pour obtenir des
formes géométriques, on recourt à des outils
spécifiques ; en pratique c'est également le cas sauf que
lorsqu'on est face à un cas où doit livrer une pièce
à temps et qu'on a un manque d'outil, on se retrouve en train d'adapter
les outils. Par exemple, à l'atelier, pour aléser un trou, le
manque d'outil nous a fait utiliser un foret à la place d'un outil
à aléser.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
TROISIEME PARTIE
BILAN

NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
CHAPITRE 4 : BILAN
IV.1.

IV.1. Apports du stage Le stage se
termine et les serres-câbles sont réalisés, certains ont
même déjà été achetés.
La réalisation de ce système mécanique
m'a permis de travailler dans : la technologie de fabrication mécanique,
la construction mécanique. J'ai donc eu le plaisir d'apprendre plusieurs
choses au sein d'AFAMI tout au long du stage : la constitution et le
fonctionnement d'une entreprise individuelle, la collaboration et l'esprit
d'équipe qui sont les clés d'une entreprise. En atelier de
mécanique particulièrement, j'ai reçu une formation afin
d'apprendre l'utilisation de différents matériels. Par exemple,
j'ai appris à utiliser une meule, une perceuse, un tour
parallèle, un diviseur et une presse hydraulique.
Quant à mon travail personnel sur l'étude
théorique, ce système m'a permis d'approfondir mes connaissances
en mécanique (pour la réalisation du schéma
cinématique), en dessin technique (pour la représentation en
projection orthogonale de la pièce, le choix des tolérances
géométriques), en analyse de fabrication (pour
l'élaboration du tableau de regroupement en phase) et également
mon utilisation du logiciel Autocad (pour les dessins d'ensemble et de
définition.
IV.2. Quelques analyses faites dans le fonctionnement
de l'atelier de fabrication
· Hygiène et
Sécurité
L'hygiène et la sécurité en entreprise
ne sont pas respectées à AFAMI dans la mesure où l'atelier
n'est ni rangé ni mis en ordre quotidiennement (ce qui doit être
fait à cause des projections du copeau) ; le port complet des EPI n'est
pas obligatoire pour les machinistes malgré les nombreux risques que
l'on peut rencontrer en atelier.
· Les pertes de temps
A l'atelier de fabrication mécanique, nous constatons
des pertes de temps dans l'exécution de certains travaux qui proviennent
d'un manque d'outils, de l'absence de stock de baguettes de soudure et de la
non réparation de la scie mécanique ainsi que du système
d'engrenage de la presse hydraulique.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
ETUDE DE FABRICATION D'UN SERRE-CABLE
(SERRE-BACHE
CAMION)
IV.3. Suggestion : PROPOSITION D'UNE TECHNIQUE DE
MANAGEMENT-LES 5S
Cette méthode permet :
· Une amélioration générale des
conditions d'Hygiène & Sécurité ;
· L'augmentation des performances au niveau de chaque poste
de travail ;
· L'amélioration de la fiabilité des moyens
de production ;
· Une plus grande visibilité, tant au niveau des
équipements que des méthodes de travail ou encore des flux ;
· Une mise à jour rapide des éventuels
dysfonctionnements.
IV.3.1. Description des principes de la méthode
Les « 5 S » sont 5 principes japonais dont les noms
commencent par « S », et qui ont pour objectif de rendre et de
maintenir l'atelier propre et bien rangé. Ces principes sont :
Tableau 9: Principes de la méthode des
5S
5S
|
PRINCIPES
|
SEIRI : Débarrasser
|
Il faut séparer ce qui est nécessaire de ce qui
ne l'est pas, et
jeter l'inutile
|
SEITON : Ranger
|
Il faut disposer les éléments nécessaires
dans des endroits dont l'accessibilité résulte des
critères de :
· Sécurité : les
éléments, quels qu'ils soient, ne doivent pas tomber, ni rouler,
ni heurter ;
· Qualité : rien ne doit rouiller, et l'on
ne doit pas être amené à mélanger Conformes et
Non-Conformes ;
· Efficacité : Aucun temps ne doit
être perdu.
|
SEISO : Tenir propre
|
Il faut nettoyer objets et environnement en :
· Ramassant et débarrassant la zone de travail ;
· Balayant et aspirant avec le matériel
adéquat ;
· Peignant, selon les couleurs réglementaires.
|
SEIKETSU : Standardiser
|
Il faut maintenir constamment la propreté par le :
· Nettoyage régulier ;
· Maintien de l'ordre.
|
SHITSUKE : Impliquer
|
Il faut être rigoureux dans son espace de travail :
· Respecter les autres ;
· Respecter les règles précédentes
;
· Respecter les règles générales
d'Hygiène et Sécurité.
|
|
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
IV.3.2. Démarche de mise en oeuvre
IV.3.2.1. Initialisation de la démarche
Cette étape prépondérante s'appuie sur des
structures d'encadrement de la société qui doivent :
· Être informés et formés à la
méthode ;
· Sélectionner une équipe de pilotage, qui
aura à charge d'effectuer un diagnostic de l'existant et
d'élaborer un programme d'action.
IV.3.2.1. Mise en place
Cette étape vise spécifiquement les
opérateurs, encadrés par une équipe de pilotage. Le
personnel doit :
· Être informé & formé à la
méthode ;
· Proposer des actions correctives immédiates
relatives à chacun des 5 S ;
· Réaliser des actions validées par
l'équipe de pilotage ;
· Développer l'auto maintenance, c'est à dire
:
- S'approprier complètement leur poste
de travail ;
- Eliminer les causes de dégradation et
d'inaccessibilité ;
- Etablir des procédures
de nettoyage et rangement ;
- Pérenniser la méthode.
Etant donné qu'il n'est pas possible de «
révolutionner l'entreprise en une seule fois, l'application globale de
la méthode se fera progressivement, en répétant &
affinant les règles générales de chacun des « 5 S
» successivement selon 4 étapes.
Le tableau récapitulatif suivant indique les
différentes actions à effectuer :
Tableau 10: Actions à effectuer pour la mise en
place des 5S
|
Etape n°1
|
Etape n°2
|
Etape n°3
|
Etape n°4
|
|
Nettoyage Initial
|
Optimisation
|
Formalisation
|
Pérennisation
|
Débarrasser
|
Trier
|
Classer
|
Codifier
|
Aménager
|
Ranger
|
Jeter
|
Organiser
|
Afficher
|
Agencer
|
Tenir propre
|
Nettoyer
|
Assainir
|
Instaurer
|
Maintenir
|
Standardiser
|
Clarifier
|
Epurer
|
Rationaliser
|
Systématiser
|
Impliquer
|
Maintenir l'ensemble des concepts précédents
|
|
IV.3.2.3. Amélioration permanente
Afin de permettre d'évoluer vers « l'atelier
idéal », on aura soin de maintenir une implication et une
motivation permanente des acteurs de la démarche, en :
· Formant et Informant constamment tous les acteurs de la
production ;
· Formalisant les actions et les procédures qui ont
été définies ;
· Développant la maintenance programmée,
d'abord de façon préventive, puis conditionnelle.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
CONCLUSION GENERALE
Le stage est une occasion pour l'étudiant qui vise
développer et compléter sa formation, ainsi de bien renforcer son
côté pratique. Ce stage nous a permis, en premier temps, de voir
le déroulement des travaux effectués dans un atelier de
fabrication, et de se rendre compte des relations humaines dans
l'établissement. Ainsi nous nous sommes arrêtés à
stimuler la vie au sein d'une TPE camerounaise. En deuxième temps, ce
stage nous a rendu de grands services en nous permettant d'appliquer les
connaissances théoriques requises à l'IUT, d'être
formé à l'utilisation des certaines machines-outils et
d'approfondir nos connaissances afin de faire une étude claire et facile
à comprendre.
Ce stage nous a permis aussi de faire le point sur notre
orientation après le DUT, et de choisir en toute connaissance de cause.
Nous avons remarqué que ces métiers nécessitent un
savoir-faire important, que les compagnons n'ont pas hésité
à nous faire partager. Le métier théorique est
sûrement bien enseigné en formation, mais c'est avec la pratique
et la transmission du savoir-faire des compagnons expérimentés,
leurs astuces dans les manipulations et leur instinct lors du
procédé, que le métier est réellement
maîtrisé.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
| 
