Analyse numérique des contraintes résiduelles dans les structures assemblées par soudage "cas des pipelines en acier à haut grade"( Télécharger le fichier original )par Soufyane BELHENINI Université Djilali Liabes de Sidi Bel Abbés ( Algérie) - Magister en génie mécanique, option: mécanique des matériaux avancés 2009 |

Notations ? : Coefficient de dilatation thermique Tref : température de référence I : matrice unité ?y, ao, R0 : la limite élastique du matériau ? VM : Contrainte équivalente de Von Mises S : tenseur déviateur des contraintes t : temps [min] v : vitesse de soudage [mm/min] p : périmètre de la tubulure [mm] E : module de Young [GPa] õ : coefficient de poisson p : déformation plastique équivalente Qi : paramètre permettant de reproduire l'amplitude de l'écrouissage [MPa} Ki : paramètres d'écrouissage ? Géométrie Ù : domaine physique n : normale extérieure unitaire D : diamètre extérieur de la tubulure [mm] e : épaisseur du cylindre [mm] l : longueur modélisé du cylindre [mm] ? Abréviations MIG/MAG (GMAW) : metal inert/active gaz (gaz metal arc welding) ZF : zone fondue ZAT, ZTA, ZAC : zone affectée thermiquement TTC : diagramme "transformation, temps température" Notations TRC : diagramme de transformation en refroidissement continu ? Unités 1 Ksi =1000 Psi = 6,90 MPa 1 Psi= 0,6896 N.cm-2 Index des figures et des tableauxFigure I.1 Cordon de soudure 5 Figure I.2 Procédé de soudage automatique MAG bitorche [3] 8 Figure I.3 Soudage (MIG/MAG) : principe [4] 9 Figure I.4Présentation schématique des différentes parties constitutives d'un joint soudé [8] 17 Figure I.5 Différents modes élémentaires de distorsions [9] 19 Figure I.6 Schéma des enregistrements des cycles thermiques de soudage [2] 23 Figure I.7 Schémas de différentes coupes du solide thermique [2] 24 Figure I.8 Modélisation de l'apport de chaleur [15] 28 Figure I.9 modélisation 2D d'une section longitudinale [16] 32 Figure I.10 Diagramme TTT de l'acier C90 [18] 34 Figure I.11 Diagramme TRC d'un acier type 16MND5 [15] 34 Figure II.1 Géométrie de la tubulure 44 Figure II.2 Géométrie de la tubulure avec 13 passes de soudage 45 Figure II.3 Géométrie de la partie simulée de la tubulure (cas de soudage à 13 passes) 46 Figure II.4 Géométrie de l'élément fini " Plane 13 " [19] 47 Figure II.5 Discrétisation de la tubulure en éléments finis 48 Figure II.6 Logique séquentielle du calcul thermomécanique 49 Figure II.7 Trajet de la torche de soudure en fonction de l'angle circonférentielq 53 Figure II.8 Variation de la conductivité thermique et de la chaleur spécifique de l'X100[23] 55 Figure II.9 Variation de la masse volumique et de l'émissivité de l'X100 [23] 55 Figure II.10 Variation du coefficient de dilatation thermique linéique de l' X100 [24] 56 Figure III.1 Evolution de la température de la zone fondue en fonction du temps 59 Figure III.2 Etat thermique de la structure à la fin du chauffage 60 Figure III.3 Contours de contraintes résiduelles 61 Figure III.4 Variation des contraintes résiduelles longitudinales et circonférentielles 63 Figure III.5Etat de contraintes résiduellesde la face extérieure du cylindre 64 Figure III.6 Variation des contraintes résiduelles transversales 65 Figure III.7 Déplacement résiduels de la face intérieure 66 Figure III.8 Contour de température de fin de chauffage pour les trois passes 68 Figure III.9 Contours de contraintes résiduelles (sxx,syy,szz) 70 Figure III.10 Distribution des contraintes résiduelles 71 Figure III.11 Contour du déplacement résiduel 73 Figure III.12 Déplacements résiduels uy de la face intérieure 73 Figure III.13 Contours de température au temps de fin de cycle de chauffage 76 Figure III.14 Contours de contraintes résiduelles longitudinales 78 Figure III.15 Contours de contraintes résiduelles circonférentielles 79 Figure III.16 Contours de contraintes résiduelles transversales 80 Figure III.17 Contour du déplacement résiduel 81 Figure III.18Variation des contraintes résiduelles le long de l'axe x après la première passe. 82 Figure III.19 Variation des contraintes résiduelles le long de l'axe x après la deuxième passe 82 passe 83 Figure III.21 Variation des contraintes résiduelles le long de l'axe x après la dixième passe 83 Figure III.22 Variation des contraintes résiduelles( partie extérieure) après la dernière passe 84 Figure III.23 Variation de déplacements résiduels de la face intérieure 85 Figure III.24Variation des contraintes résiduelles sxx de l'origine (0,0) en fonction du temps 86 Figure III,25 Variation des contraintes szz de l'origine (0,0) en fonction du temps 86 Tableau I.1 Protections gazeuses utilisées en soudages MIG et MAG [4] 9 Tableau I.2 Avantages et inconvénients du soudage MIG/MAG 11 Tableau I.3 Les facteurs qui ont influencé le développement des pipelines en acier [5] 13 Tableau I.4 Les pipelines en acier de grade API [6] 13 Tableau I.5 Rôle des éléments chimiques ajoutés pour les aciers à hauts grades [6] 15 Tableau I.6 Développement de l'acier X100 [7] 16 Tableau I.7 Propriétés mécaniques de l'X100 résultantes [7] 16 Tableau I.8: Composition typique chimique des grades X80, X100 et X120[6] 16 Tableau II.1 : Vitesses de soudage pour les 13 passes [21] 53 Tableau II.2: Paramètres d'écrouissage de l'acier X100 [3] 57 INTRODUCTION GENERALE1 Introduction généraleINTRODUCTIONAvec le développement des constructions mécano-soudées de grandes dimensions au début des années 30, quelques ruptures spectaculaires se sont produites mais, ce sont surtout les pertes durant la Seconde Guerre Mondiale de plus de deux cents Liberty Ships sur les cinq mille construits qui ont conduit le laboratoire de recherches navals (Naval Research Laboratory) à rechercher les causes de ruptures fragiles observées. Les travaux de Pellini sur la mise au point d'essais spécifiques et ceux d'Irwin ont conduit aux notions de température de transition ductile-fragile des aciers puis aux développements des concepts de la mécanique linéaire élastique de la rupture L'assemblage par soudage occupe une place importante dans l'univers de la construction des bateaux, trains, avions, fusées, automobiles, ponts, tuyaux, réservoirs et tant d'autres produits qui ne sauraient être construits sans le recours au soudage. Les procédés de soudage opèrent dans leur majorité par la mise locale des pièces à souder à température de soudage (température de fusion dans la plupart du temps) au niveau de leur joint, cette mise à température s'effectue soit progressivement, soit globalement dans l'espace et dans le temps, au moyen d'une source de chaleur pouvant être associée, pour certains d'entre eux, à un dispositif de pression mécanique s'exerçant pendant le processus de formation de la liaison. L'existence même d'une zone fondue est à l'origine de modifications radicales de l'état interne de l'assemblage. D'une part la solidification de cette zone produit une microstructure particulière, distincte de l'état initial, d'autre part le retrait dimensionnel de soudage induit des contraintes et des déformations résiduelles. Ces déformations sont concentrées autour du cordon de soudure mais elles induisent en pratique des déplacements à l'échelle de la pièce qui modifient ses caractéristiques dimensionnelles. La mesure non destructive des contraintes résiduelles est délicate et la simulation numérique du processus de soudage est alors un moyen très attendu dans ce domaine. Elle peut également permettre d'analyser facilement les effets des paramètres de soudage sur les caractéristiques mécaniques du joint soudé et de son influence sur la structure. Les apports de la modélisation numérique du soudage se situent au niveau : 2 Introduction générale? de la détermination de la microstructure du matériau dans les différentes zones caractéristiques du procédé de soudage, ? de l'évaluation de la tenue mécanique des
assemblages soudés (prévoir les ? des études de faisabilité d'un
procédé visant à identifier d'éventuels
défauts L'objectif de ce travail est la caractérisation thermomécanique du procédé de soudage des pipelines. Avec la simulation numérique, on détermine l'état résiduel d'une tubulure en acier à haut grade. Dans notre étude aucune transformation de phases métallurgiques à l'état solide lors du soudage n'est prise en considération, c'est la particularité du soudage MAG sur l'acier à haut grade X100. Cependant, même en l'absence des modifications métallurgiques à l'état solide dans la zone affectée thermiquement, la simulation numérique par éléments finis d'une opération de soudage fait intervenir de nombreux phénomènes physiques complexes et nécessite une connaissance fine de nombreux paramètres. Cette étude numérique comporte trois chapitres. Une recherche bibliographique qui a mis en lumière plusieurs caractéristiques dont une prise en compte rigoureuse est indispensable à la modélisation. Les causes des contraintes résiduelles dues aux opérations de soudage sont également détaillées dans ce premier chapitre. Le deuxième chapitre est consacré à la modélisation numérique d'une opération de soudage (MAG) sur un tube en acier à haut grade. Le modèle utilisé, le maillage, la mise en équation du problème, et le logiciel sélectionné pour le calcul numérique sont ainsi donnés dans ce deuxième chapitre. Nous avons déterminé numériquement par la méthode des éléments finis les états, le niveau et la distribution des contraintes et des distorsions résiduelles présentes dans la tubulure. Dans le troisième chapitre, sont exposés tous les résultats obtenus le long de cette étude. En fin nous terminons ce travail par une conclusion générale. CHAPITRE IRECHERCHES BIBLIOGRAPHIQUESChapitre I Recherches bibliographique. 3 Histoire du soudage en quelques étapes clésJusqu'au milieu du 19ème siècle, les procédés de soudage évoluent peu. Vers 1850 on commence à se servir du gaz pour chauffer les métaux à souder. Fin 19ème : mise en oeuvre de nouveaux procédés :
Depuis ces dix dernières années, les innovations portent moins sur les procédés mêmes, que sur le matériel de soudage et les matériaux d'apport. Ainsi que sur les méthodes et Chapitre I Recherches bibliographique. 4 conditions de travail, qui continuent de s'améliorer, notamment en matière d'hygiène et de sécurité. A l'heure actuelle, les procédés industriels de soudage peuvent atteindre une puissance de 100kW/cm2. A l'heure actuelle on cherche toujours à améliorer les procédés de soudage dont le but principal est de connaître les causes et les conséquences des défauts de soudage. Les simulations numériques de soudage peuvent nous aider à prédire l'état des contraintes et des distorsions résiduelles. La simulation numérique par éléments finis, même si elle est relativement récente, a fait l'objet de nombreux travaux. Depuis les premières simulations dans les années 70, la complexité, la performance et la taille des modèles ont beaucoup évoluées, parallèlement au développement des puissances informatiques.
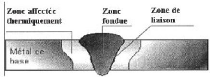
Chapitre I Recherches bibliographique. 5 I.1 INTRODUCTIONLe soudage a pour objet d'assurer la continuité de la matière à assembler. Dans le cas des métaux, cette continuité est réalisée à l'échelle de l'édifice atomique. En dehors du cas idéal où les forces inter-atomiques et la diffusion assurent lentement le soudage des pièces métalliques mises entièrement en contact suivant des surfaces parfaitement compatibles et exemptes de toute pollution, il est nécessaire de faire intervenir une énergie d'activation pour réaliser rapidement la continuité recherchée. Ainsi réalisée, la soudure se décompose en plusieurs zones :
FigureI.1 : Cordon de soudure ? La zone fondue: (nommée ZF) zone où l'état liquide à été atteint et dans laquelle à été élaborée la composition chimique. La structure métallurgique obtenue après solidification, dépend du cycle de refroidissement. On peut distinguer, au sein de cette zone, des gradients de concentration (ségrégation). Il est donc possible d'examiner la composition d'une soudure ainsi que les variations de dureté. ? La zone affectée thermiquement : (nommée ZAT) zone se trouvant en bordure de la zone fondue, de largeur variable, ayant été soumise à l'élévation de température sans être portée à la fusion. Le chauffage, la composition chimique et la vitesse de refroidissement de cette zone génèrent des modifications plus ou moins importantes de la structure métallurgique. ? La zone de liaison: cette zone, située à la frontière entre la zone fondue et la zone affectée thermiquement, correspond à la surface sur laquelle la solidification du métal fondu a commencé. ? Le métal de base: Au-delà de la zone affectée thermiquement, l'élévation de température est insuffisante pour engendrer une quelconque transformation structurale. Cette zone est aussi dite non affectée. Chapitre I Recherches bibliographique. 6 L'opération peut être appliquée aux métaux ainsi qu'aux thermoplastiques . Le soudage permet d'obtenir une continuité métallique de l'assemblage (continuité de la nature des matériaux assemblés : matériau métallique, matière plastique, etc..). I.2 PROCEDES DE SOUDAGELes procédés de soudage opèrent dans leur majorité par la mise locale des pièces à souder à température de soudage (température de fusion la plupart du temps) au niveau de leur joint ; cette mise à température s'effectue soit progressivement, soit globalement dans l'espace et dans le temps, au moyen d'une source de chaleur pouvant être associée, pour certains d'entre eux, à un dispositif de pression mécanique s'exerçant pendant le processus de formation de la liaison I1]. Aussi distinguera-t-on deux types fondamentaux de procédés : ? ceux qui font intervenir la fusion locale des pièces à assembler ; ? ceux qui ne provoquent pas la fusion locale des pièces à assembler. I.2.1 Procédés faisant intervenir la fusion locale des pièces à assemblerIl est habituel de distinguer les procédés de soudage faisant intervenir la fusion locale des pièces à assembler en fonction du mode de chauffage utilisé. C'est ainsi que l'on répertorie : ? le soudage aux gaz ; ? le soudage plasma ; ? le soudage à l'arc ; ? le soudage par faisceau d'électrons ; ? le soudage par faisceau laser ; ? le soudage par résistance ; ? le soudage aluminothermique. Il faut noter que, dans tous ces procédés, le bain de métal liquide est contenu dans un creuset formé par les volumes des pièces à assembler adjacents au plan de joint. De ce fait, une partie non fondue des pièces, au voisinage du métal liquide, est portée à des températures comprises, suivant la distance à ce dernier, entre la température du solidus du métal et la température initiale des pièces ; la fraction de ce volume (la plus proche du métal fondu) dont Chapitre I Recherches bibliographique. 7 la structure et, donc, les propriétés évoluent du fait de cet échauffement est appelée « zone affectée par la chaleur » (ZAC) ou « zone thermiquement affectée » (ZTA ou ZAT) [2]. I.2.2 Procédés ne faisant pas intervenir la fusion locale des pièces à assemblerLes procédés ne provoquant pas la fusion locale des pièces à assembler associent généralement un effet thermique et un effet mécanique. Ils diffèrent par l'importance relative de chacune de ces actions. C'est ainsi que l'on peut distinguer les cas suivants [2] : ? échauffement et action mécanique statique : c'est le soudage par diffusion ; ? échauffement et action mécanique dynamique : c'est le soudage par friction et le soudage à la forge ; ? action mécanique dynamique seule : c'est le soudage par ultrasons et le soudage par explosion. I.3 SOUDAGE DES PIPELINESI.3.1 IntroductionLes canalisations métalliques du type pipeline sont obtenues par la mise en place bout à bout de conduits qui sont ensuite soudés. Parmi les procédés de soudage existants, le procédé de soudage automatique sous gaz du type MIG/MAG, permet de réaliser le soudage par l'extérieur de deux conduits métalliques pour former la canalisation par dépôt du matériau constituant le fil électrode fusible sous l'effet de l'arc électrique, sous atmosphère de protection par la diffusion d'un gaz de protection inerte ou actif. Les pipelines étudiées comportent des soudures longitudinales et des soudures circulaires de raboutage (les tubes sont assemblés bout à bout). L'étude traite principalement de la soudure de raboutage. Le procédé de soudage utilisé pour les soudures de raboutage est le procédé Gas Metal Arc Welding (GMAW), convient au soudage des aciers microalliés. Afin d'améliorer la qualité du soudage et d'accélérer les cadences, le procédé de soudage s'est progressivement automatisé. Les entreprises spécialisées dans l'assemblage des pipelines utilisent un procédé de soudage MIG/MAG (Metal Inert Gas, Metal Active Gas) de basse énergie ~ 0,3 kJ/mm. Ce Chapitre I Recherches bibliographique. procédé fut d'ailleurs le premier procédé GMAW automatique pour la construction des pipelines permettant un déplacement de deux torches à grande vitesse (Figure I.2). Il est d'ailleurs possible de faire 250 à 300 soudures par jour sur des tubes de 914.4 mm de diamètre et de 12.7 mm d'épaisseur [3]. Le métal d'apport se présente sous forme de fil fusible dévidé par une ou deux torches espacées de 50 mm ou de 100 mm. Le bain de fusion est protégé par un mélange de gaz Ar/CO2. Les torches (origine et suiveuse) sont fixées sur un chariot qui suit les rails encerclant le tube.
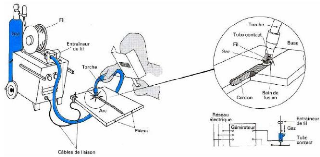
Figure I.2: Procédé de soudage automatique MAG bitorche [3] I.3.2 Principe du soudage MIG/MAGLe soudage MIG-MAG est un procédé de soudage semi-automatique. La fusion des métaux est obtenue par l'énergie calorifique dégagée par un arc électrique qui éclate dans une atmosphère de protection entre un fil électrode fusible et les pièces à assembler (figure I.3). Ce procédé est entré en concurrence avec l'électrode enrobée afin d'augmenter la productivité en réduisant les temps d'arrêts pour changer d'électrode. C'est le procédé de soudage le plus utilisé industriellement aujourd'hui. Il se prête bien à l'automatisation totale au travers d'installation robotique. 8 Le soudage MIG-MAG permet une grande flexibilité de mise en oeuvre: Chapitre I Recherches bibliographique. ? soudage de différents matériaux: aciers C-Mn, aciers inoxydables, alliages d'aluminium, alliages de titane ... ? utilisations de fils fourrés de 0,9 à 2,4 mm de diamètre ? soudage manuel semi-automatique ? automatisation sur poutre, robotisation plus ou moins poussée: du robot standard, à la robotique « intelligente».
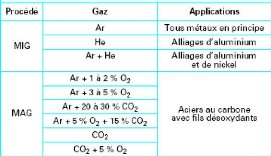
Figure I.3 : Soudage (MIG/MAG) : principe [4].I.3.3 Protection gazeuseLa protection gazeuse est, selon le cas, inerte ou active. C'est ce qui établit la distinction d'appellation MIG (inerte) ou MAG (actif) dans l'utilisation du procédé, le matériel de soudage ne présentant pas, par ailleurs, de différences notables. Les protections gazeuses communément employées sont données dans le tableau I.1
9 Tableau I.1 : Protections gazeuses utilisées en soudages MIG et MAG [4] Chapitre I Recherches bibliographique. 10 La protection gazeuse joue différents rôles I4]. ? Rôle électrique Le potentiel d'ionisation varie d'un type de protection à l'autre. Ainsi d'environ 16 V pour l'argon pur, il est de 25 V pour l'hélium et cela explique la pénétration supérieure que permet ce dernier. Ces deux gaz produisent des conditions énergétiques conduisant à des transferts par pulvérisation (spray arc), généralisés pour les métaux non ferreux surtout. L'addition, directe ou par l'intermédiaire de CO2, d'oxygène à l'argon abaisse plus ou moins la tension et la puissance de l'arc et agit sur le mode de transfert, qui s'effectue alors par gouttes avec possibilité, par action sur les paramètres électriques, d'en modifier le volume et la fréquence. On peut, à la limite, en diminuant la tension délivrée par le générateur, obtenir un transfert globulaire avec mise en court-circuit de celui-ci. Cette situation est physiquement recherchée, car elle permet de souder des épaisseurs très faibles et d'étendre considérablement le domaine d'application du procédé MAG. On l'appelle soudage à arc cour t (short arc). ? Rôle métallurgique Il s'entend pour les mélanges actifs, c'est-à-dire dans le cas du soudage MAG. L'origine des mélanges actifs vient en grande partie de la recherche d'une protection mieux appropriée que l'argon dans l'application du procédé au soudage des aciers. L'emploi du CO2 est possible moyennant une adaptation des sources de courant ainsi que des fils d'apport. De telles qualités de fils se sont généralisées et conviennent parfaitement au soudage sous argon additionné d'oxygène, voire de CO2, avec des effets sur le mode de transfert du métal, en particulier, et sur les caractéristiques de soudures. Dans les applications du procédé aux métaux réfractaires, aux alliages d'aluminium et de magnésium, la protection gazeuse est essentiellement inerte et constituée par de l'argon ou de l'hélium, et le procédé est le MIG. ? Rôle mécanique Le gaz de protection est apporté au niveau de la torche par une buse annulaire. Il peut l'être dans certains cas par une arrivée latérale. L'arrivée de gaz comporte un effet de souffle qui peut être mis à profit, si besoin. Le débit et la pression du gaz sont les paramètres indépendants, qui sont à déterminer en fonction de la protection qu'il doit assurer. Des débits Chapitre I Recherches bibliographique. de 10 à 20 L/min sont couramment utilisés. La consommation et le prix du gaz sont des facteurs économiques importants de l'emploi du procédé [4]. I.3.4 Avantages et inconvénients du soudage MIG/MAGLe soudage à l'arc électrique sous protection gazeuse avec fil plein présente de nombreux avantages, mais aussi quelques inconvénients (tableau I.2):
11 Tableau I.2 : Avantages et inconvénients du soudage MIG/MAG 12 Chapitre I Recherches bibliographique. I.4 MATERIAUX DES PIELINESI.4.1 IntroductionLe transport du gaz dans des conditions économiques nécessite l'utilisation de pressions de transport élevées, et donc l'utilisation d'aciers à haute limite d'élasticité comme les aciers X100 (Re = 100 ksi = 690MPa) ou X120 . Ces nouveaux aciers sont en cours de développement et ont besoin d'être caractérisés en termes du comportement plastique et de la ténacité [5]. I.4.2 Aciers à hauts grades pour pipelinesLa demande mondiale en gaz naturel risque de doubler d'ici 2025 en passant de 2500 à 4300 milliards de mètres cubes. Les canalisations sur longues distances sont un moyen sûr et économique de transporter le gaz entre les sites d'exploitation et les consommateurs, qui sont parfois séparés par plus de 5 000 km. Les pipelines d'aujourd'hui sont l'aboutissement d'une évolution progressive de leurs propriétés depuis la seconde guerre mondiale, suite à un évènement économique, une catastrophe ou à une découverte scientifique (Tableau I.3).
13 Chapitre I Recherches bibliographique.
Tableau I.3 : Les facteurs qui ont influencé le développement des pipelines en acier [5], L'augmentation des propriétés mécaniques permet une réduction de l'épaisseur du tube. Le gain de masse permet des économies sur l'acier, le transport et le soudage. Par exemple, le surcoût à la production de 10 % lors du passage de l'acier de grade X65 (65 ksi, 448 MPa) à l'acier de grade X80 (80 ksi, 551 MPa) est largement rentabilisé par le gain de masse de 6%. Environ 8 millions de tonnes de pipelines sont produites chaque année dans le monde. La plus grande partie des tubes est composée de matériaux de grade standard, inférieur aux aciers de grade X70. Les grades supérieurs X70 et X80 sont aujourd'hui utilisés pour les pipelines sur longues distances, et les grades X90 et X100 sont en cours d'évaluation. Les développements des aciers X70 et X120 sont en cours. La recherche sur l'X100 a commencé depuis 1978 et se poursuit toujours [6]. Le Tableau I.4 rassemble les propriétés mécaniques requises pour les pipelines en acier, d'après l'American Petroleum Institute (API).
Tableau I.4 : Les pipelines en acier de grade API [6] Chapitre I Recherches bibliographique. 14 Les propriétés mécaniques dépendent des éléments chimiques en présence. Chaque élément est précisément dosé et les éléments indésirables sont supprimés dès la fabrication de l'acier. Les quantités de carbone et de phosphore sont réduites. Le dégazage sous vide des poches assure une bonne désulfuration et une extraction de l'azote et de l'hydrogène. La coulée résultante ne contient alors plus que 0.001 % de soufre. De plus l'acier en fusion est brassé dans une atmosphère de gaz inerte, ce qui réduit le taux d'oxygène à 0.002 % maximum. Le traitement de l'acier au Ca permet d'obtenir des inclusions arrondies au lieu des inclusions allongées dommageables. Cet acier est ensuite coulé en continu dans une atmosphère protectrice entre des rouleaux de soutien qui protège l'acier de diverses recontaminations et le refroidissent de manière intensive pour durcir la périphérie de la brame et éviter son percement [6]. Les éléments d'alliages utilisés se répartissent selon 5 familles : ? Les éléments gammagènes élargissent le domaine de stabilité de l'austénite, abaissent les températures de transformation (Ni, Mn). ? Les éléments alphagènes limitent ou empêchent la formation de l'austénite et élèvent les températures de transformation (Si, Cr, Mo, Ti). ? Les graphitisants : Si, Ni, Cu...(ne forment pas de carbures, ils se retrouvent en solution dans la ferrite) ? Les carburigènes : Cr, Mn, Mo, W, V, Ti, Nb... ? Les désoxydants : Mn, Si, Al, Ti, Nb, ...pour fixer l'oxygène dissous dans le métal liquide Le Tableau I.5 rassemble les rôles joués par les éléments chimiques ajoutés dans les aciers pour gazoducs. Chapitre I Recherches bibliographique.
15 Tableau I.5 : Rôle des éléments chimiques ajoutés pour les aciers à hauts grades [6] Chapitre I Recherches bibliographique. 16 Les tableaux suivants (Tableau I.6 et Tableau I.7) présentent le détail des compositions chimiques élaborées et des propriétés mécaniques obtenues.
Tableau I.6 : Développement de l'acier X100 [7],
Tableau I.7 : Propriétés mécaniques de l'X100 résultantes [7], A titre de comparaison, le Tableau I.8 montre les différences de compositions chimiques entre les 3 grades X80, X100 et X120. On peut remarquer que les évolutions sont très fines.
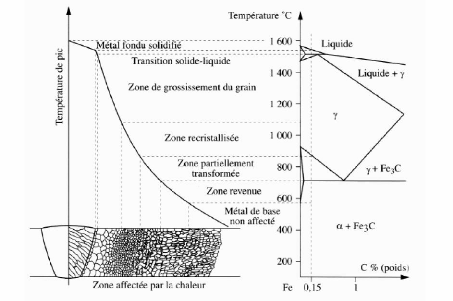
Tableau I.8: Composition typique chimique des grades X80, X100 et X120[6], La figure I.4 récapitule les différentes « zones » métallurgiques dans la ZAT d'un joint soudé en X100. L'étendue des différentes zones représentes sur la fig. I.4 dépend fortement des paramètres de soudage (et du procède utilise). Le problème majeur qui peut se poser du point de vue métallurgique lors du soudage est le grossissement de grain austénitique, car celui-ci est préjudiciable pour les soudures. Bien entendu, lors d'une opération de soudage, les paramètres de soudage sont ajustes de façon a garantir des soudures de bonne qualité. Mais Chapitre I Recherches bibliographique. 17 Chapitre I Recherches bibliographique. dans certains cas de soudage a l'arc de fortes sections avec de nombreuses passes (dans l'industrie nucléaire, certaines sections sont soudées avec plus de 100 passes), le séjour a haute température d'une grande partie de la matière peut entraîner ce type de problème.
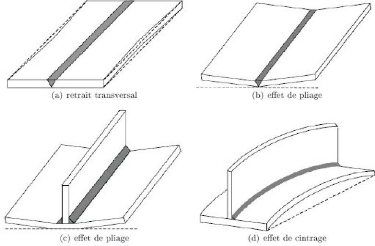
Figure I.4 Présentation schématique des différentes parties constitutives d'un joint soudé [8] I.5 DISTORSION DUES AU SOUDAGEDans une construction soudée, les déformations et les contraintes sont dues à la localisation de l'opération de soudage et au fait que celle-ci s'effectue de proche en proche. Le gradient élevé de température, la diminution des propriétés élastiques du matériau quand la température s'élève font que des déformations plastiques et des contraintes naissent et s'établissent dans les pièces. Les déformations nécessitent un rattrapage long et donc coûteux des pièces; les contraintes, plus insidieuses, se développent à la fin du refroidissement et hypothèquent la bonne tenue au service de la construction. Aussi, pour 18 compenser, atténuer ou se prémunir au mieux contre ces risques, il convient d'étudier méthodiquement les mécanismes du retrait I9]. I.5.1 Retrait longitudinalLe retrait longitudinal engendre un raccourcissement. Bien qu'il soit difficile à évaluer, pour compenser ce raccourcissement, on prévoit, chaque fois que c'est possible, de légères surlongueurs. Il est impossible de souder sans introduire des contraintes longitudinales de la valeur de la limite d'élasticité du matériau; le retrait longitudinal est toujours bridé. À ce sujet, il y a une différence fondamentale entre une soudure bridée dans un montage et une soudure auto-bridée par la raideur de la pièce elle-même. Dans le premier cas, les contraintes sont en majeure partie libérées au sortir de la pièce du montage ; dans le second cas, les contraintes subsistent intégralement. Ces effets dépendent de la situation géographique de la soudure dans la pièce et des sections relatives de la pièce et de la soudure, mais il ne dépend, ni du type de joint, ni de la longueur soudée. Le soudage à pas de pèlerin a tendance à diminuer le retrait longitudinal. I.5.2 Retrait transversalLes effets du retrait transversal sont complexes car ils varient selon que les éléments à assembler sont longs ou courts, libres ou bridés; cela dépend également de l'écartement des bords, de l'épaisseur et de la largeur des éléments à assembler, de la forme du chanfrein, du pointage, du mode de soudage, du fractionnement et du sens d'exécution des soudures ou de chaque passe et du temps d'interruption entre chacune d'elles. Par ailleurs, le champ des contraintes créé par le retrait transversal est plus étendu que celui créé par le retrait longitudinal, car le retrait transversal intéresse toute la largeur de la pièce bridée, et les contraintes qui en résultent sont plus dangereuses. I.5.3 Effet de pliagePour les assemblages en T, le pliage intéresse surtout l'élément continu. Ce type de déformation affecte, par exemple, les assemblages de poutres composées en provoquant une déformation de la semelle. Chapitre I Recherches bibliographique.
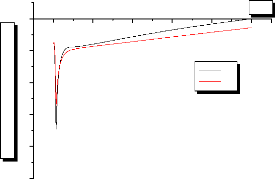
19 Figure I.5 Différents modes élémentaires de distorsions [9]. I.5. 4 Contrôle des distorsions dues au soudageLorsque des pièces d'assemblage sont soudées ensemble, des contraintes internes apparaissent et affaiblissent le montage. Ces contraintes internes sont indésirables et doivent être analysées et relâchées. Il est possible d'utiliser des méthodes destructrices, qui altèrent la pièce pour mesurer les contraintes internes, ou bien des méthodes non destructrices [10], qui n'altèrent en rien la pièce. Ces dernières méthodes peuvent donc être employées avant la mise en service de la pièce. Plusieurs méthodes existent pour mesurer les contraintes internes. Un survol de quelques-unes de ces méthodes est présenté ci-dessous. I.5.4.a Diffraction des rayons X (XRD)Cette méthode existe depuis 1950 et s'est avérée comme étant la meilleure. Elle s'applique sur des matériaux polycristallins. Lorsque des contraintes internes sont présentes dans la pièce, l'espacement des plans atomiques change et cela fait diffracter les rayons X. Cette méthode n'est applicable que très près de la surface, soit 10ìm. Par contre, elle est inadéquate Chapitre I Recherches bibliographique. 20 dans plusieurs applications incluant le contrôle de procédé. Les résultats sont influencés par la texture de la pièce ainsi que par la grosseur des grains [11]. I.5 4.b Diffraction des neutrons Développée en 1995, cette méthode est puissante, mais non disponible commercialement, car le montage est dispendieux et comprend un réacteur nucléaire. Elle est limitée par les dimensions de la pièce et peut analyser les contraintes sur une profondeur importante de quelques centimètres [11]. I.5. 4.c Ultrasons Cette méthode non destructrice a été développée en 1997. Basée sur les dépendances des vitesses ultrasoniques, elle permet la détection des contraintes internes absolues car elle ne nécessite pas de calibration sur un échantillon de référence. Elle est rapide et portative. Elle est indépendante de la texture du matériel mais dépend de sa microstructure et de sa dureté. Les contraintes sont déterminées simultanément avec les constantes élastiques. Des variations de vitesses très minimes nécessitent une grande précision des analyses [11]. I.5. 4.d Électromagnétique Cette méthode non destructrice a été développée en 1992. Cette technique est basée sur le fait que les contraintes internes font varier la perméabilité magnétique, la magnétostriction, la force coercitive et font bouger les domaines magnétiques. Elle ne fonctionne que sur les matériaux magnétisables comme l'acier. Ainsi, les aciers inoxydables austénitiques ne peuvent être analysés avec cette technique. Elle permet d'analyser une fine couche de 0.1mm et elle est sensible aux défauts de surface, à la microstructure et à la composition du matériau [11]. Chapitre I Recherches bibliographique. 21 I.6 CONTRAINTES RESIDUELLES DUE AU SOUDAGEI.6.1 IntroductionLe soudage des aciers fait intervenir de nombreux phénomènes physiques, de l'ordre de la thermique (chauffage et refroidissement du matériaux), de la métallurgie (solidification et transformation de phases du matériaux), de la mécanique des fluides (fusion du matériaux) et de la mécanique des solides (apparition de contraintes et déformations résiduelles). Les contraintes résiduelles s'ajoutent aux sollicitations de service et peuvent, de ce fait, altérer le comportement mécanique d'une construction et notamment diminuer sa résistance à la rupture fragile, à la fatigue et à la corrosion sous tension [12]. L'origine des contraintes résiduelles de soudage est liée à la localisation de la source de chaleur et aux variations des propriétés mécaniques des matériaux en fonction de la température. Très schématiquement, on peut distinguer deux sources de contraintes résiduelles : ? Les contraintes résiduelles d'origine purement thermique, qui proviennent du fait suivant: soumis à une élévation de température ?O, un élément de la zone centrale chauffée devrait se dilater d'une quantité E ? a.?O, a désignant le coefficient de dilatation linéaire du matériau. En réalité, cette expansion est très limitée puisque les parties froides avoisinantes jouent le rôle d'éléments de bridage « autobridage ». l'élément est donc soumis à une compression de leur part. La limite d'écoulement étant très faible à haute température, toutes les déformations apparaissent correspondent à des déformations plastiques. Au refroidissement, la situation s'inverse: la zone centrale chauffée ne peut se rétracter librement, et est mis en tension par les zones avoisinantes. Après refroidissement, les zones chauffée (métal fondu et ZAT) seront soumises à des contraintes résiduelles de traction, les zones avoisinantes étant, pour des raisons d'équilibre, en compression. Dans le métal fondu, les contraintes ainsi crées peuvent être très élevées, de l'ordre de grandeur de la limite d'élasticité du matériau à température ambiante. ? Les contraintes résiduelles associées aux transformations allotropiques au refroidissement: dans le cas des aciers de construction, la transformation de l'austénite s'accompagne toujours d'une expansion plus ou moins marquée. Si celle- Chapitre I Recherches bibliographique. 22 ci intervient à température relativement basse (cas de matériaux trempant, de refroidissement rapide....), la déformation associée ne sera plus plastique, mais élastique. L'expansion, contrariée par les zones avoisinantes, se traduit par la formation de contraintes de compression résiduelles. Superposées aux contraintes thermiques, celles-ci peuvent diminuer le niveau des contraintes de traction, voire même conduire à des contraintes globales de compression en ZAC I13]. Le bref rappel des principes des différents procédés de soudage montre qu'un certain nombre de phénomènes métallurgiques pourront être mis en jeu ; leur liste, tous procédés confondus, s'établit comme suit : ? phénomènes dus aux variations de température :
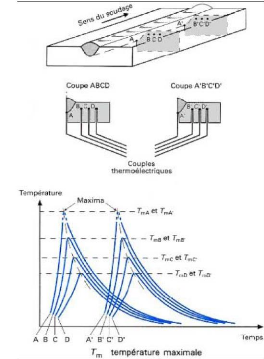
? phénomènes dus aux inclusions. Dans cette partie nous ne tenons compte que les phénomènes qui sont dues à l'élévation de température. I.6.2 Phénomènes dus à l'élévation de température (Cycles thermiques)L'apport localisé et, souvent, brutal de chaleur qui est mis en oeuvre pour réaliser une soudure crée un champ thermique dont on peut apprécier simplement les effets en enregistrant les évolutions de la température en fonction du temps comme le montre la figure I.6. On voit déjà que le métal est soumis à : ? un chauffage très rapide jusqu'à une température maximale (Tm) variant, suivant la distance entre le point considéré et la zone fondue, depuis la température initiale du métal (au plus loin du métal fondu) jusqu'à la température de début de fusion de celui-ci (au plus près du métal fondu) ; Chapitre I Recherches bibliographique. ? un refroidissement généralement rapide qui succède immédiatement à l'arrêt du chauffage.
? 23 Figure I.6 : Schéma des enregistrements des cycles thermiques de soudage [2]. Une description spatiale de l'état thermique à un instant donné au cours de l'exécution d'une soudure est apportée par le solide thermique tel que l'ont initialement décrit Portevin et Seferian [14]. C'est une représentation de l'état des différentes isothermes dans le métal de base et dans le métal fondu à l'instant où la source de chaleur passe au droit de l'origine des coordonnées ; la figure I.7 en donne des coupes simplifiées. Au cours du soudage en régime établi, ce solide thermique reste identique à lui-même et l'évolution thermique de l'ensemble des métaux de base et du métal fondu est décrite par sa translation, à la vitesse de soudage, selon la direction de soudage.
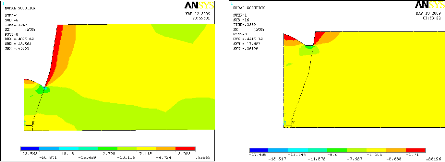
Chapitre I Recherches bibliographique. 24 Figure I.7 - Schémas de différentes coupes du solide thermique [2]. I.6.3 Estimation des contraintes résiduellesLes procédés de soudage induisent des modifications de microstructure et des contraintes et déformations résiduelles qu'il est autant difficile qu'important de maîtriser. Des contraintes résiduelles élevées combinées à la présence de phases dures peuvent conduire, en effet, à la fragilisation du joint ou encore, les distorsions induites par une soudure peuvent induire des défauts d'alignement des pièces rendant impossible la réalisation d'une séquence de soudage. Le calcul des contraintes est possible soit par des méthodes analytiques, soit par des méthodes numériques. Toutefois dans la plus part des cas, le bridage des pièces assemblées par le reste de la construction ou par les montages de soudage rend ce calcul difficile. Chapitre I Recherches bibliographique. 25 I.7 MODELISATION NUMERIQUE DU PROCEDE DE SOUDAGE DES PIPELINESI.7.1 IntroductionLa simulation numérique des procédés de soudage apparaît bien souvent comme un moyen d'accès privilégié aux grandeurs qui les caractérisent. Ainsi, la simulation numérique du soudage est du plus grand intérêt lorsqu'il s'agit d'étudier la tenue mécanique d'un joint soudé ou de vérifier la faisabilité d'une séquence de soudage. La simulation de tels procédés nécessite la modélisation des interactions complexes entre des phénomènes thermiques, métallurgiques et mécaniques et la mise en oeuvre de méthodes numériques particulières. Sous l'impulsion de l'industrie nucléaire au cours des années 1980 et 1990, un grand nombre de recherches destinées à prévoir les contraintes résiduelles dans les soudures de composants mécaniques ont été conduites. Les méthodes et modèles développés ont alors constitué les fondations de logiciels de simulation numérique aujourd'hui utilisés par un grand nombre de sociétés industrielles des secteurs aéronautique, automobile ou encore de la métallurgie [15]. I.7.2 Intérêt de la simulation du soudageLes procédés de soudage conduisent à des modifications de microstructure et à des contraintes et distorsions résiduelles qui jouent un rôle important sur la tenue mécanique des assemblages ou encore la faisabilité d'un procédé. Ces contraintes et distorsions proviennent principalement des gradients de température et des éventuelles transformations de phase susceptibles de se produire au cours du procédé. Les apports de la modélisation du soudage se situent au niveau: ? des études de faisabilité d'un procédé visant à identifier d'éventuels défauts d'alignement des structures ou à optimiser la séquence de soudage; ? de l'évaluation de la tenue mécanique des assemblages soudés. La faisabilité d'un procédé se juge en termes de distorsions résiduelles. Leur évaluation nécessite des simulations portant sur la structure dans sa totalité et comportant l'ensemble des joints soudés. L'objectif peut être ici de prédire les éventuels défauts d'alignement en vue de dimensionner les conditions de bridage ou encore de déterminer une séquence de soudage optimale comme étant celle conduisant à minimiser le coût des outillages de bridage. L'évaluation de la tenue mécanique repose principalement sur la connaissance de la microstructure et des contraintes résiduelles [15]. Chapitre I Recherches bibliographique. 26 I.7.3 Phénomènes physiques impliqués et leurs modélisations I.7.3.1 Modélisation thermiqueLa modélisation véritablement complète du problème thermique nécessiterait la modélisation des transferts de chaleurs thermofluides dans l'arc électrique, avec prise en compte des phénomènes électromagnétiques, la modélisation des mouvements convectifs dans le bain fondu, en interaction avec le plasma de couverture, et les transferts de chaleur dans la partie solide. Bien qu'une littérature abondante existe en ce qui concerne la prise en compte de la modélisation de l'arc et du bain de fusion dans la simulation, nous nous placerons par la suite dans une optique de modélisation avec des codes de calculs industriels, qui ne permettent pas de modéliser les phénomènes présents dans l'arc et le bain fondu. Ceux-ci sont remplaces par la définition d'une source de chaleur de forme adéquate, avec éventuellement une modification des propriétés thermophysiques en fonction de la température. Seule la conduction de la chaleur est par conséquent modélisée [16]. Les transferts de chaleur au cours d'un procédé de soudage sont très rapides au chauffage comme au refroidissement. Les températures atteignent des valeurs bien supérieures à la température de fusion du matériau. Dans ce cas, les effets de chaleur latente apparaissent lors de la transformation liquide-solide. D'autre part, les cinétiques thermiques vécues par le matériau au voisinage de source de chaleur peuvent entraîner des modifications microstructurales s'accompagnant d'effets de chaleur latente plus au moins importants[17]. Les transferts de chaleur dans un milieu solide occupant un domaine Ù sont gouvernés par les équations suivantes [15] : div (X. grad T) ? Qi ? ? c dT/dt (1) avec : X conductivité thermique Qi source interne ñ densité du solide C chaleur spécifique Chapitre I Recherches bibliographique. qi densité surfacique de flux de chaleur qui peut dépendre de la température et du temps pour représenter des phénomènes de convection ou de rayonnement en surface, Cette équation (1) s'accompagne d'une condition initiale, et de conditions limites. Ces dernières sont de type température imposée, ou bien flux normal impose, ou encore échanges par rayonnement et convection avec l'air extérieur, selon la formule :
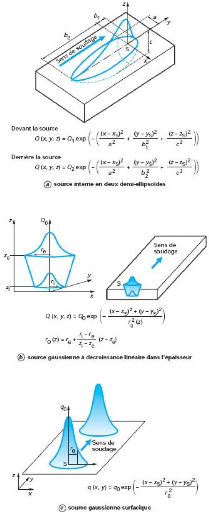
27 n étant la normale extérieure, d étant un éventuel flux surfacique fonction de l'espace (r) et du temps. h est le coefficient d'échange convectif, ? la constante de Stefan-Boltzman, et ? l'émissivité du matériau. I.7.3.1.a Modélisation de la source de chaleurLa modélisation de la source de chaleur est un point clé de la simulation du soudage. La source de chaleur provenant du soudage peut être introduite de différentes façons : condition limite externe (terme d dans l'équation2) ou source interne de chaleur (terme Qi dans l'équation 1). Dans tous les cas cette source est fonction de l'espace et du temps dans le repère (0, X, Y, Z). L'apport de chaleur peut être représenté par une source interne de chaleur Qi (x, y, z) ou par une densité surfacique de flux de chaleur q (x, y). Une source de chaleur en forme de deux demi-ellipsoïdes a ainsi été proposée par Goldak pour modéliser l'apport de chaleur associé aux procédés de soudage avec apport de matière (figure I.8 a). Pour modéliser le soudage à haute énergie (faisceau d'électrons, laser) par pénétration, une source volumique gaussienne à décroissance linéaire dans l'épaisseur (figure I.8.b) est recommandée. Pour modéliser le soudage laser par conduction on peut utiliser une source gaussienne surfacique (figure I.8. e). Il faut cependant signaler que la modélisation de l'apport de chaleur, même à l'aide de formes de source prédéfinies, n'est jamais facile et nécessite souvent un recalage sur des données expérimentales comme la ZAT [15].
Chapitre I Recherches bibliographique. 28 Figure I.8 Modélisation de l'apport de chaleur [15] Chapitre I Recherches bibliographique. 29 Chapitre I Recherches bibliographique. ? Energie émise et énergie absorbée [16] Dans le cas du soudage à l'arc électrique, l'énergie émise par unité de temps vaut :
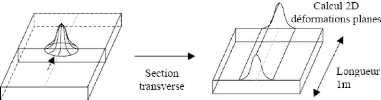
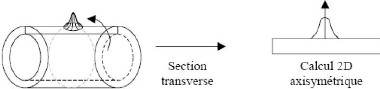
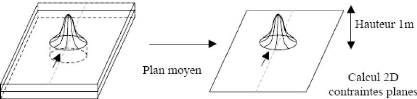
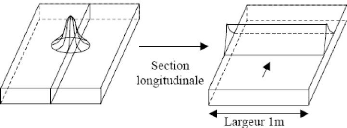
I.7.3.1.b Résolution de l'équation de chaleur par la méthode des éléments finisLa résolution du problème thermique par éléments finis permet, de prendre en compte les nombreuses non linéarités qui interviennent dans l'équation de la chaleur (propriétés thermophysiques dépendant de la température, chaleur latente, échanges de chaleur avec le milieu extérieur...). Cependant, une analyse tridimensionnelle transitoire d'une opération de soudage complète nécessite encore des temps de calcul et de capacités mémoires relativement importants. C'est pourquoi certaines stratégies de résolution sont parfois adoptées, qui consistent par exemple à réduire la dimension du problème. Nous allons rappeler ces différentes stratégies ci-dessous. ? Résolution du problème 3D complet (transitoire) On considère dans ce cas l'équation 1, qui traduit le bilan thermique sur l'ensemble de la structure tridimensionnelle. Il est alors nécessaire de définir le mouvement de la source de chaleur sur ce domaine, comme une condition limite (ou bien une source interne de chaleur) en mouvement sur le maillage. La résolution fait alors intervenir une discrétisation temporelle, en plus d'une discrétisation spatiale correspondant au maillage. Dans le cas d'une analyse transitoire tridimensionnelle, les gradients de températures (voire de microstructure dans le cas de transformations de phases) très intenses au voisinage immédiat de la source de chaleur doivent être représentés finement. Cette source de chaleur 30 étant mobile, cela conduit à des maillages tridimensionnels extrêmement denses. L'une des difficultés rencontrée est alors de concilier un maillage qui soit suffisamment fin autour de la source de chaleur, avec des temps de calcul et des capacités mémoires qui restent du domaine du raisonnable dans un contexte industriel. Une méthode parfois utilisée pour palier aux temps de calcul trop prohibitif est la technique du maillage adaptatif, qui consiste à raffiner automatiquement le maillage autours de la source au fur et à mesure de l'avancée de celle-ci, et à regrossir le maillage après son passage. Il est alors nécessaire, pour mettre en oeuvre cette méthode, d'assurer d'une part la compatibilité des maillages au niveau du raffinement, et d'autre part de disposer d'algorithmes de transport des grandeurs physiques entre deux maillages. C'est essentiellement au niveau mécanique que des problèmes peuvent se poser : lorsque le maillage est déplacé, l'état de contrainte résiduel est réduit sur l'échelle grossière, ce qui entraîne une certaine perte d'information. En l'absence d'une telle technique, les principaux inconvénients du calcul transitoire complet, bien qu'il s'agisse de la simulation la plus réaliste, sont les temps de calcul et les capacités mémoires trop importants, essentiellement si on considère le calcul aval mécanique. ? Résolution du problème 3D en quasi stationnaire La résolution en quasi-stationnaire présente l'avantage d'être rapide, tout en conservant un maillage tridimensionnel avec une forte densité autour de la source. Aucune discrétisation temporelle n'est effectuée, le problème étant indépendant du temps. Ce type de modélisation est souvent utilisé afin d'ajuster la modélisation de la source de chaleur de façon rapide. Il est en effet fréquent d'effectuer plusieurs calculs en ajustant la source de chaleur defaçon à caler les résultats numériques sur des résultats expérimentaux (mesures de températures ou macrographie de la zone fondue), en vue d'une analyse mécanique avale transitoire. Par conséquent, le calcul quasi-stationnaire permet de caler un modèle de source, qui est ensuite réinjecté dans une simulation transitoire tridimensionnelle. Il est également possible de compléter une simulation quasistationnaire par une analyse transitoire. Chapitre I Recherches bibliographique. 31 ? Résolution 2D Les simulations numériques transitoires tridimensionnelles étant coûteuses en ressources informatiques, des simulations bi-dimensionnelles sont parfois adoptées. Ce fût notamment beaucoup le cas lors de l'émergence de la simulation du soudage dans les années 1970, alors que les moyens informatiques de l'époque ne permettaient pas de recourir à des simulations 3D. Dans la majorité des cas, les simulations 2D considèrent une section transverse, perpendiculaire à l'avancée de la torche de soudage (fig.II.2. (a)). Des calculs 2D axisymétriques (fig.II.2 (b)) sont parfois également adoptés pour le cas du soudage de conduites cylindriques, bien que dans certains cas, une simulation 3D avec des éléments de coques soit possible. Le problème 2D est ainsi traité en considérant une longueur unité dans la direction de soudage, c'est-à-dire que la chaleur est déposée simultanément sur les 1m (ou sur la circonférence de la conduite, si le problème est traité en axisymétrique). L'apport de chaleur est alors appliqué sur le maillage 2D en fonction du temps, de façon à reproduire l'approche et l'éloignement de la source. Ce type de modélisation ne permet pas de représenter le flux de chaleur dans la direction longitudinale (perpendiculaire au plan de maillage), et il est en général très difficile de reproduire une évolution réaliste des températures dans ces conditions. D'autres choix sont également possibles pour la section à mailler : on peut choisir par exemple de mailler une section longitudinale (cf. fig. 1.9.(d)), ou bien, si on considère que les températures sont constantes dans l'épaisseur, on peut choisir de mailler le plan moyen de la plaque (cf. fig. 1.9.(c)) Les simulations bidimensionnelles, malgré leurs défauts, on permis de dégager un certain nombre de conclusions, et demeurent fréquentes, notamment pour les simulations de soudage multipasse. Dans tous les cas, les simulations 2D posent ensuite un certain nombre de problèmes en ce qui concerne le calcul mécanique. Chapitre I Recherches bibliographique.
Figure 1.9. (a) : modélisation d'une section transverse [16]
32 Figure 1.9. (b) : modélisation 2D axisymétrique (cas d'une conduite cylindrique) [16]
Figure 1.9. (c) : modélisation 2D du plan moyen [16]
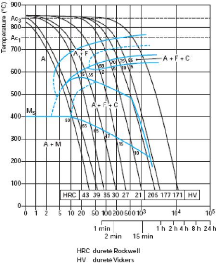
Figure 1.9. (d) : modélisation 2D d'une section longitudinale [16] Chapitre I Recherches bibliographique. 33 I.7.3.2 Modélisation des transformations métallurgiquesI.7.3.2.a IntroductionCertains matériaux subissent des transformations structurales lorsqu'ils sont soumis à des évolutions thermiques particulières. C'est par exemple le cas des aciers faiblement alliés au cours d'opérations de type soudage et traitement thermiques. Ces transformations ont une influence plus ou moins forte sur les évolutions thermique et mécanique. Les transformations structurales s'accompagnent d'une modification des caractéristiques thermiques (capacité calorifique, conductivité thermique) du matériau qui les subit, ainsi que d'une production ou d'une absorption d'énergie (chaleurs latentes de transformation) [17]. Elles s'accompagnent aussi d'une modification du comportement mécanique du matériau. I.7.3.2.b Transformation de phase au refroidissementDurant le refroidissement, on peut remarquer que la décomposition de l'austénite donne en conditions anisothermes selon la vitesse de refroidissement. Un mélange plus ou moins grossier de ferrite et de cémentite, et de martensite pour les refroidissements les plus rapides. Plus le refroidissement est rapide, plus les carbures sont petits et plus le taux de carbone resté en solution augment: les caractéristiques mécaniques de ces structures sont très différentes. Les transformations au refroidissement dépendent de l'histoire thermique mais aussi de la composition en éléments d'alliage: elle sont généralement différentes d'un acier à l'autre. Très tôt des diagrammes expérimentaux ont été tracés pour connaître l'influence des traitements thermiques sur tel ou tel acier. Sur un graphe temps-température les points de début et de fin de transformation sont reportés, accompagnés généralement des points à mi-transformations. Ces diagrammes sont de deux types. Les diagrammes TTT (Transformation Temps Température) sont obtenus par refroidissement très rapide de l'austénite puis maintien à une température constante (figure I .10). Les transformations se font alors de façon isotherme. Les diagrammes TRC (Transformation en Refroidissement Continu) représentent les transformations obtenues par un refroidissement à vitesse constante ou à vitesse contrôlée (figure I.11)
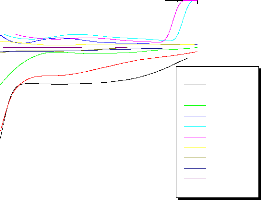
Chapitre I Recherches bibliographique. 34 Figure I.10 Diagramme TTT de l'acier C90 [18]
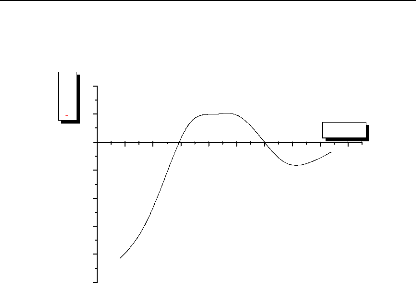
Figure I.11- Diagramme TRC d'un acier type 16MND5 [15] Chapitre I Recherches bibliographique. 35 ? Cinétique isotherme Pour décrire les cinétiques de transformation isotherme, la loi de Johnson-Mehl-Avrami est généralement utilisée. Cette loi, proposée à l'origine par Johnson et Mehl [15] puis étendue par Avrami [8 BM7758 ] pour décrire l'évolution de la transformation perlitique est également utilisée pour décrire la transformation ferritique et la transformation bainitique. Elle s'écrit:
Avec PA proportion d'austénite restant à transformer, M S température de début de transformation, K paramètre. ? Cinétique anisotherme En pratique, les procédés de soudage font subir au matériau des évolutions thermiques rapides au chauffage et au refroidissement; conduisant à des transformations métallurgiques en conditions fortement anisothermes. La cinétique de décomposition de l'austénite en conditions anisothermes a été abordée par diverses approches. Certaines sont basées sur un grand nombre de mesures et tentent de reproduire la cinétique à l'aide de fonctions ajustées (modèles empiriques). D'autres s'appuient sur une règle d'additivité permettant d'utiliser les données isothermes (diagramme TTT) pour calculer les cinétiques en refroidissement anisotherme [17]. Chapitre I Recherches bibliographique. 36 En fait, les approches reposant sur des cinétiques isothermes ont surtout été développées à l'origine pour décrire des traitements thermiques. Pour les applications de soudage, les conditions opératoires sont telles que l'on est pratiquement toujours dans une situation, soit de chauffage rapide (application de l'apport de chaleur), soit de refroidissement rapide. Dès lors, des modèles s'appuyant sur les diagrammes TRC ont été proposés. Ces modèles reposent généralement, dans le cas d'une seule transformation, sur une équation différentielle du type:
Chapitre I Recherches bibliographique. 37 I.7.3.3 Modélisation mécaniqueI.7.3.3.a IntroductionA l'échelle macroscopique, on assimile les métaux soudés, occupant un domaine ? , à un milieu homogène. Le modèle mathématique du problème est donc basé sur les équations fondamentales de la mécanique des milieux continus, à savoir l'équation de conservation de la masse et l'équation de l'équilibre thermodynamique. Pour que le problème soit correctement posé, des équations relatives aux conditions aux limites sont introduites. Finalement, afin de modéliser les mécanismes régissant la déformation du matériau, des équations de loi de comportement sont également rajoutées [17]. I.7.3.3.b Mise en équationLe problème mécanique, découplé du problème thermique, repose sur la résolution des équations d'équilibre statique, les termes d'inertie étant négligés :
avec : 8e : déformation élastique 8ther: déformation thermique 8p:déformation plastique 8vp: déformation viscoplastique Chapitre I Recherches bibliographique. 38 I.7.3.3.c Déformation élastique et déformation thermique Le taux de déformation élastique est donné par la loi de Hooke :
I.7.3.3.d Modélisation du comportement plastique
Chapitre I Recherches bibliographique. 39 S désignant le tenseur déviateur des contraintes a 1,a 2, et a 3 les contraintes dans le repère principal. Lors de l'écoulement plastique, on a : (16)
Chapitre I Recherches bibliographique. 40 ? 0 désignant la limite élastique initiale à la température considérée, k et N étant deux coefficients dépendant de la température. Dans le cas d'un écrouissage isotrope (expansion du domaine élastique), l'écrouissage est gouverné par une variable scalaire : il s'agit de la déformation plastique cumulée définie par :
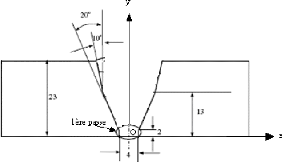
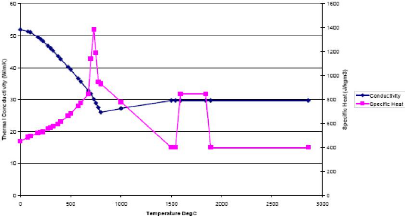
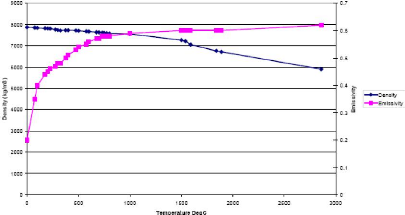
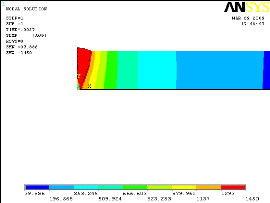
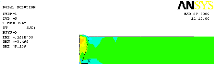
Le critère s'écrit alors : (21) Dans le cas d'un écrouissage cinématique (déplacement du domaine élastique), l'écrouissage est gouverné par une variable force tensorielle ? (reliée à une variable interne tensorielle ? par l'intermédiaire d'une loi d'écrouissage), qui indique la position de la surface de charge dans l'espace des contraintes. Le critère s'écrit alors : (22) I.7.3.3.e Résolution du problème mécanique par la MEFLa résolution du problème mécanique est beaucoup plus lourde que la résolution du problème thermique dans la mesure ou le nombre d'inconnues par noeud est plus important, et ou le problème est plus fortement non-linéaire. En outre les propriétés mécaniques, (par ailleurs parfois difficiles à obtenir), peuvent poser des problèmes numériques à haute température : en effet, les propriétés mécaniques tendent vers des valeurs très faibles en des points extrêmement localisés. Bien que ce ne soit pas obligatoire, l'analyse mécanique est souvent menée sur le même maillage que l'analyse thermique. Toutefois, si des éléments linéaires sont suffisants pour l'analyse thermique, il est préférable d'utiliser pour l'analyse mécanique des éléments quadratiques. Chapitre I Recherches bibliographique. 41 I.7.3.3.f Simulations bidimensionnellesComme nous l'avons dit, le recours à des simulations bidimensionnelles demeure fréquent, et reste quasiment obligatoire dans le cas du soudage multipasse, d'autant plus lorsque l'acier présente des transformations de phases métallurgiques. D'un point de vue mécanique, les simulations qui considèrent une section transversale à la direction de soudure (fig. 1.9.a) adoptent l'hypothèse de déformations planes, voire de déformations planes généralisées. Dans le cas de soudage de conduites cylindriques (fig. 1.9.b), la modélisation est, comme en thermique, bidimensionnelle axisymétrique. Ces simulations bidimensionnelles permettent parfois de bien retrouver les contraintes transverses dans le plan modélisé, mais surestiment en général la contrainte dans le sens de soudage (surtout dansle cas de soudures longitudinales). En outre, comme nous l'avons dit précédemment, les simulations 2D ne permettent pas de représenter correctement les déformations du joint soudé. I.7.3.4 Approche locale/globalePour déterminer les distorsions dues au soudage de structures complexes, une solution consiste à travailler à deux niveaux et à coupler les résultats obtenus sur un modèle local (premier niveau) avec une simulation globale sur l'ensemble de la structure. Les déformations plastiques et la microstructure induites par le soudage sont supposées être localisées à proximité du joint soudé et ne dépendre que des conditions thermiques et mécaniques locales. Il est alors possible de les déterminer en utilisant un modèle 3D local, voir 2D, ne concernant que le joint et son voisinage, en incluant tous les phénomènes physiques. Ces déformations plastiques locales sont ensuite injectées, comme déformations initiales, dans un modèle 3D global concernant cette fois toute la structure et évidemment beaucoup moins fin dans la zone soudée que le modèle local. Ce modèle peut être utilisé pour déterminer les distorsions résiduelles par une simple analyse élastique ou encore pour détecter d'éventuels problèmes de flambement de l'assemblage réalisé en calculant la charge critique de flambement par la résolution d'un problème aux valeurs propres [15]. CHAPITRE IIMODELISATION DU PROCEDE DE SOUDAGED'UN TUBEChapitre II Modélisation du procédé de soudage d'un tube 42 II.1 INTRODUCTIONLa recherche bibliographique précédente a mis en lumière un certain nombre de difficultés à surmonter pour mettre en place une modélisation fiable du procédé de soudage des pipelines. Le but de ce chapitre est la construction d'un modèle prédictif du procédé de soudage dont l'objectif final est de fournir l'état mécanique résiduel de l'assemblage soudé à partir de la connaissance d'un certain nombre de données: ? Géométrie du tube (pipeline) ? Paramètres de soudage : vitesse de soudage, nombres de passes ? Paramètres thermomécaniques du matériau soudé Dans ce qui suit, nous avons modélisé très simplement les cordons de soudure MAG, en utilisant un code éléments finis solide (version commerciale), et en ne considérant que le chauffage par conduction du massif. Donc, l'équation à résoudre pour le calcul du champ de températures dans une pièce au cours du soudage repose sur la résolution d'un problème de conduction classique dans lequel, néanmoins la conductivité thermique, la masse volumique et la chaleur spécifique du matériau, dépendent fortement de la température. Le code résout alors l'équation de diffusion de la chaleur (I.7.3.1 équation 1) à chaque incrément de calcul. II.2 MODELISATION DU SOUDAGE SUR UN TUBE (CANALISATION DE TYPE PIPELINE) : MISE EN DONNEESII.2.1 IntroductionLes procédés de soudage multipasses de structures industrielles sont probablement, parmi tous les procédés de soudage, ceux qui, du point de vue de la modélisation numérique, réunissent le plus grand nombre de difficultés. En effet, aux difficultés déjà largement évoquées précédemment, concernant la taille des modèles numériques notamment, il faut ajouter celles liées à la multiplicité des passes de soudage. Les temps de calcul, tout d'abord, croissent proportionnellement au nombre de passes et deviennent rapidement déraisonnables. Mais, en plus, la multiplicité des cycles thermiques vus par le matériau, nécessite des modélisations du comportement encore plus fines. Chapitre II Modélisation du procédé de soudage d'un tube 43 Pour une meilleure description de l'état résiduel final de la tubulure, on propose d'aller étape par étape dans les difficultés du problème. Commençons donc par une simple modélisation monopasse de l'opération de soudage, les résultats ainsi obtenus nous offrent la possibilité de prévoir l'état résiduel de la structure ce qui va nous aider à raffiner encore les zones les plus sollicitées. Passons par la suite à des modélisations multipasses de soudage avec deux cas: ? Soudage à trois passes ? Soudage à treize passes. Le but final donc est de donner une comparaison entre les résultats obtenus dans les trois simulations (monopasse, à 3 passes et à 13 passes). Notre étude porte sur l'évaluation des contraintes et des déplacements résiduels dus à l'oprétion de soudage sur les pipelines en acier à haut grade. Pour ce faire, nous avons utilisé le logiciel « Ansys11 », celui-ci a été conçu par le groupe « ANSYS.inc » à Canonsburg en Pennsylvanie. La méthode des éléments finis est utilisée comme un moyen d'évaluation numérique du champ de contraintes et de déplacements par ce code de calcul. II.2.2 Etude bidimensionnelleII.2.2.1 IntroductionPour notre tubulure, des simulations numériques bidimensionnelles seront effectuées, afin d'apprécier l'erreur engendrée par ce type de modélisation, en considération du gain de temps qu'elle apporte. Les données des matériaux pour ce type de simulation seront les plus précises dont nous disposons tout en les introduisant en fonction de la température. II.2.2.2 GéométrieOn considère une simulation bidimensionnelle sur une coupe méridienne de la tubulure dans une option de calcul axisymétrique. Dans ce cas, il existe différents moyens de représenter l'apport de chaleur imposé. Dans une telle approche, à chaque passe de soudage, le métal est déposé sur toute une circonférence en une seule fois. De façon à reproduire les conditions de bridage exercées par la partie de la sourdure solidifiée sur le métal en fusion, la Chapitre II Modélisation du procédé de soudage d'un tube 44 structure est bloquée axialement pendant la phase de chauffage simulant le dépôt du métal et relâchée ensuite pendant la phase de refroidissement [15]. Pour notre cas, c'est le soudage d'une tubulure de diamètre extérieur D = 432mm, d'épaisseur e = 23 mm et de longueur totale L=1000 mm (longueur considérée l = 500mm). Un chanfrein, situé au milieu de la tubulure, est rempli par le métal d'apport par un procédé MAG (figure II.1). La tubulure (métal de base et métal d'apport) est constituée d'un acier à haut grade X100. Cet acier ne présente pas de transformation métallurgique. Les distorsions et les contraintes résiduelles sont déterminées après chaque passe de soudage. La figure II.1, montre le modèle géométrique du métal de base (avant l'opération de soudage). Pour des raisons de symétrie du cylindre dans le plan (Oyz), alors il sera souhaitable d'analyser que sa moitié. Ce qui diminue le nombre d'éléments et de noeuds et par conséquent minimise le temps de calcul (voir maillage "figure II.5")
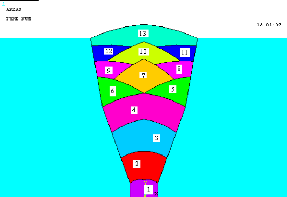
Figure II.1 : Géométrie de la tubulure (dimensions en mm). La figure II.2 montre la géométrie de la tubulure considérée avec 13 passes de soudage. Les surfaces 1,2,...,13 indiquent les 13 passes de soudage. La figure II.3 représente la moitie de la tubulure, en fait c'est la partie simulée de la tubulure. La distance d (longueur) simulée est égale à 0.5m. Pour le cas de soudage monopasse, toutes Chapitre II Modélisation du procédé de soudage d'un tube les passes de 1 à 13 sont regroupées pour donner naissance à une seule passe. Le cas de soudage à trois passes sera réalisé par trois groupes de passes: ? Le premier groupe est formé des passes 1, 2, 3 et 4, ce qui engendre la création de la première passe. ? Le second groupe est constitué de l'ensemble des passes 5, 6, 7, 8, 9 et 10, ce qui conduit à la formation de la deuxième passe. ? Le dernier groupe contient les passes 11,12 et 13, ce qui mène à la réalisation de la troisième passe.
45 Figure II.2 : Géométrie de la tubulure avec 13 passes de soudage.
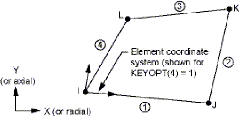
Chapitre II Modélisation du procédé de soudage d'un tube 46 Chapitre II Modélisation du procédé de soudage d'un tube Figure II.3 : Géométrie de la partie simulée de la tubulure (cas de soudage à 13 passes). II2.2.3 MaillageLes calculs numériques effectués par la méthode des éléments finis s'appuient sur un maillage (discrétisation spatiale) associe à la géométrie du domaine dans lequel on désire effectuer la simulation. Leur précision dépend de la taille des éléments (le pas de discrétisation spatiale). Plus ces derniers sont petits plus les calculs sont précis et plus la simulation est fiable. En pratique, il n'est pas possible de raffiner uniformément la taille des éléments autant que nécessaire, pour des raisons évidentes de temps et de coûts de calculs. Toutefois, il est possible de raffiner le maillage dans les zones critiques de la tubulure simulée. Dans notre étude, les zones les plus sensibles et qui demandent par conséquent un raffinage sont la zone de contact métal de base/métal d'apport et les interfaces entre les passes dans le cas du soudage multipasses. ? Choix du maillage Une étape cruciale dans la simulation numérique de tout problème physique par la méthode des éléments finis est la génération d'un maillage associe à la géométrie du domaine considéré. La construction du maillage est un processus d'autant plus délicat quant il s'agit de simuler un problème industriel dans lequel les géométries sont très arbitraires et très souvent complexes. D'après le principe de la méthode des éléments finis, la qualité de la solution 47 dépend fortement de celle du maillage. Par conséquent, dans un problème donné, le maillage construit par l'une ou l'autre des techniques doit satisfaire un ensemble de contraintes liées à la qualité requise de la solution, on parle ainsi d'adaptation de maillage. Les techniques d'adaptation de maillage ont largement fait leurs preuves autant pour améliorer la qualité (par exemple en termes de précision) d'une solution que pour réduire le temps du calcul. Pourtant il existe encore très peu de logiciels de simulation intégrant cette capacité [17]. Pour notre cas, le maillage a été régénéré automatiquement par le logiciel de calcul. A noter que les zones critiques ont été raffinées manuellement. Le modèle géométrique est subdivisé en 2597 éléments avec un nombre total de noeuds, égal à 8802. La même discrétisation est utilisée pour les deux types de soudage (mono et multipasses), comme le montre la figure II.5. Les éléments sont linéaires de types quadrilatéraux, connus sous le nom du code de calcul " Plane 13 " (voir la figure II.4).
Figure II.4 : Géométrie de l'élément fini " Plane 13 " [19]. L'élément Plane 13 est un élément bidimensionnel à quatre noeuds avec trois degrés de liberté par noeud (déplacements et température). Cet élément peut être utilisé pour un calcul couplé thermique-structural en même temps. La figure II.5 montre la structure simulée maillée en élément Plane 13 (cas de soudage à 13 passes), le maillage est raffiné au niveau de contact entre le métal d'apport et le métal de base, et au niveau du contact entre les différentes passes. Pour le cas de soudage monopasse ou à 3 trois passes, on conserve la densité et la répartition des éléments tout en assurant un regroupement de tout les surfaces qui représentent les passes pour construire une seule passe, ou bien les regrouper trois à trois pour construire le modèle à trois passes.
Chapitre II Modélisation du procédé de soudage d'un tube 48 Figure II.5 : Discrétisation de la tubulure en éléments finis. II.2.3 Calcul des contraintes et des distorsions résiduellesIl existe deux types de calcul thermomécanique (couplé/découplé), selon l'introduction des données : ? On peut effectuer un calcul thermique complet et déterminer des cartes de températures dans la structure. Le calcul mécanique va alors relire à l'instant demandé la carte de température, affecte à chaque noeud du maillage cette donnée qui est récupérée en automatique. ? L'autre possibilité consiste à donner au programme la température estimée en quelques noeuds de la section transversale, y compris la ZAT. La température dans le domaine est obtenue par une interpolation. A partir de là, le programme détermine la température moyenne dans l'élément et modifie en conséquence le module d'élasticité (si cette variation est prise en compte). Connaissant la température de l'état thermiquement non contrait (qui est une donnée), le programme calcule le saut de température dans l'élément et génère les charges nodales équivalentes. Le coefficient de dilatation thermique ne doit pas être oublié dans les données mécaniques, faute de quoi les charges thermiques sont identiquement nulles [22]. Pour des raisons de gain de temps, on a choisi la méthode couplée (coupled failed) ou le calcul thermique et structural se fait en une seule séquence. La figure II.6 montre l'organigramme du programme de calcul. Chapitre II Modélisation du procédé de soudage d'un tube Début Pré-process
Introduire les propriétés Imposer le cycle thermique à la ZAT 49 Calcul de températures nodales Introduire les propriétés mécaniques Calcul des déplacements, déformations et contraintes résiduels Fin After-process Calcul des contraintes
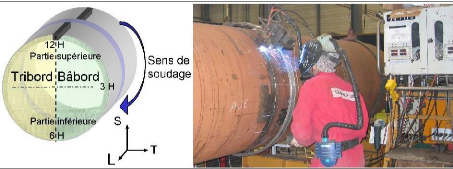
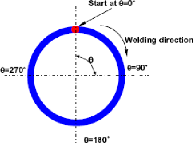
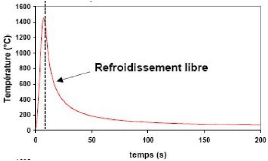
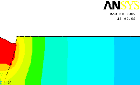
résiduelles Fin Figure II.6 : Logique séquentielle du calcul thermomécanique Chapitre II Modélisation du procédé de soudage d'un tube 50 II.2.3.1 Calcul thermiqueOn adopte un comportement non linéaire complet : propriétés fonction de la température, hypothèse de convection et de rayonnement à la surface extérieure. On effectue un calcul thermique non linéaire transitoire, passe par passe. L'apport de matière en fin de passe est pris en compte par ajout, à chaque passe, dans le modèle thermique, des éléments finis correspondant à la modélisation de la passe, auxquels on applique la source de chaleur. II.2.3.1.a Hypothèses de calcul ? Effets convectifs Il est bien connu que les écoulements du fluide peuvent de manière significative affecter le champ thermique et particulièrement la forme associée de bain fondu. De grands efforts ont été réalisés depuis les années 60 sur la compréhension phénoménologique et particulièrement sur la modélisation du bain fondu. Cependant, l'introduction des phénomènes hydrauliques intervenant dans une opération de soudage n'est pas encore compatible avec une simulation thermique, métallurgique et mécanique globale de ce procédé. Le code de calcul par éléments finis sélectionné dans cette étude, ANSYS®, ne peut pas simuler les phénomènes de convection se produisant dans le bain fondu. Ainsi, une solution usuelle consiste à simuler les transports de la chaleur par la convection. Dans le cas du soudage, la convection accélère fortement l'homogénéisation thermique dans la zone fondue et jusque dans la zone affectée thermiquement. La solution consiste à attribuer une conductivité appropriée dans la zone où la température est plus élevée que la température de liquidus. ? Pertes thermiques Les pertes de chaleur par convection naturelle de l'air ambiant s'expriment de manière générale par les expressions suivantes : (23) Chapitre II Modélisation du procédé de soudage d'un tube 51 Et par rayonnement (24) Dans ces expressions classiques de perte de chaleur qc et qr hc est le coefficient d'échange de chaleur associé à la convection avec l'air, ? est la constante de Stefan-Boltzmann, ? est l'émissivité thermique, T et Ta sont respectivement la température à la surface et la température ambiante. Pour estimer les pertes par rayonnement, il faut déterminer l'émissivité du matériau. Des études effectuées par Nicholas Stone [8], quantifient l'émissivité de l'acier X100 à des valeurs comprises entre 0,2 et 0.4 en fonction de la température. Pour notre simulation on prend la température ambiante Ta =25 °C. Le coefficient d'échange en convection avec le milieu extérieur hc est égale à 15 W/m °C II.2.3.1.b Détermination de la source de chaleur numériqueDu fait du nombre et de la complexité des phénomènes mis en jeu concernant l'apport thermique en soudage, le type de flux imposé doit cumuler différents phénomènes de transfert d'énergie. Sa forme et son intensité sont optimisées de manière à obtenir une forme de bain de fusion réaliste. Dans le cas d'une simulation bidimensionnelle qui considère une section transversale à l'avancée du soudage, il faut prendre en compte l'énergie totale de soudage par unité de longueur. Il existe alors différentes façons de répartir cette énergie sur le maillage et dans le temps. Nous considérons ici trois approches différentes [16] : ? Tout d'abord, une approche en températures imposées, pour laquelle nous imposons une histoire de température à la partie du maillage correspondant à la zone fondue. Il s'agit d'une montée linéaire de température en fonction du temps jusqu'à la température de fusion (1475 °C), suivie ou non d'un temps de maintien. Chapitre II Modélisation du procédé de soudage d'un tube 52 Puis pour la phase de refroidissement, des échanges radiatifs et convectifs sont considérés avec l'extérieur, en adoptant un coefficient d'échange de 15 W/m.°C. ? D'autre part une approche en flux volumique pour laquelle nous imposons un flux volumique à la partie du maillage correspondant à la zone fondue (de section transversale). Ce flux est généralement distribué en fonction du temps. ? Enfin une approche en flux surfacique, pour laquelle nous imposons un flux surfacique à la partie du maillage correspondant à la surface de la zone fondue. C'est la première approche (approche en température) que nous avons décidé d'utiliser, pour déterminer les sollicitations thermiques générées par notre procédé. II.2.3.1.c Temps de chauffage et de refroidissementLe temps de chauffage et celui de refroidissement présentent de nouveau un défit pour le calcul thermique menant au calcul structural de la structure considérée. Bien qu'il existe des expressions empiriques pour estimer les propriétés du cycle thermique à imposer (voir annexe), nous avons choisi tout simplement de considérer le temps de refroidissement comme étant le temps nécessaire à la torche de soudage pour qu'elle réalise un tour complet sur la conduite (figure II..7). Le temps de refroidissement sera donc calculé par l'expression suivante : t= v/p (25) Avec t est le temps d'un tour complet de la torche de soudage égale au temps de refroidissement v est la vitesse de la torche de soudage. P représente le périmètre parcouru par la torche (Figure II.7). La vitesse de soudage dépend du volume de métal d'apport à déposer pour chaque passe. Dans le cas de soudage multipasses (13 passes) les vitesses de soudage sont données par le tableau II.1: Chapitre II Modélisation du procédé de soudage d'un tube 53
Tableau II.1 : Vitesses de soudage pour les 13 passes [21]
Figure II.7 : Trajet de la torche de soudure en fonction de l'angle circonférentiel?. II.2.3.2 Calcul mécaniques La relation de comportement est élasto- plastique, avec écrouissage isotrope non linéaire. On effectue les calculs en petites déformations et grands déplacements. La modélisation étant axisymétrique, la soudure est déposée sur toute la circonférence en même temps avec libre dilatation et contraction du tube. Dans la réalité, la partie de structure froide exerce un bridage de la zone soudée dont la modélisation axisymétrique ne permet pas de rendre compte. Cet autobridage s'estompe quand la chaleur diffuse et disparaît lors du refroidissement. On remédie à cette lacune de modélisation, en bridant axialement le tube dans la phase de chauffage [15]. Chapitre II Modélisation du procédé de soudage d'un tube 54 Pour l'accrochage des cordons de soudure, le modèle comprend dès la première passe les 13 cordons (soudage à 13 passes) ou les 3 cordons (soudage à 3 passes). Ces cordons de soudure sont accrochés au premier cordon et à la structure de façon à ce qu'ils se déforment avec ces derniers. Quelque soit l'opération de soudage, on active simultanément les éléments finis du même cordon de soudure, on lui restitue son vrai module d'Young et le reste des passes sont désactivés en leur attribuant un module d'Young quasi-nul. En effet, la même procédure de calcul se répète successivement pour l'ensemble des passes. Ainsi, il n'y a aucune liaison entre groupe de noeuds à gérer, ce qui facilite la mise en données. Autre avantage : cette technique permet de réactualiser la géométrie au terme de chaque passe sans remailler les cordons non activés puisqu'ils sont présents dès le départ et se déforment avec le maillage. En pratique, il faut veiller à la faible déformation de ces cordons, sinon il faudrait les remailler ; ce qui n'est pas advenu durant ces calculs. La déformée finale montre néanmoins des déplacements importants [20]. Pour pouvoir ajouter la matière au cours de l'opération de remplissage, particulièrement dans le cas de soudage multipasses, on utilise la technique d'activation/désactivation d'éléments finis (option "birth and death elements"). II.2.4Propriété de l'acier à haut grade X100Le but principal de ce travail était de modéliser un matériau rarement utilisé (acier à haut grade X100). Ce type matériau a posé malheureusement, un grand problème dans les projets de recherches, puisque ses propriétés mécaniques et physiques sont mal connues. En fait, pour obtenir des résultats proches de la réalité avec une simulation numérique, il est important de tenir compte de l'effet de la température sur le changement des propriétés thermomécaniques du substrat. Pour notre modèle, les propriétés physiques ont étés prises des travaux de Frewin [23]. II.2.4.1 Propriétés physiquesIl s'agit essentiellement du module d'élasticité, du coefficient de dilatation, de la conductivité thermique, de la chaleur spécifique et de la masse volumique en fonction de la température. La figure II.8 montre la variation de la conductivité thermique et de la chaleur spécifique en fonction de la température. Notons que la conductivité thermique décroît avec Chapitre II Modélisation du procédé de soudage d'un tube 55 l'augmentation des valeurs de température, elle se stabilise à partir de 1500 °C. La courbe donnant la variation de la chaleur spécifique en fonction de la température présente de sauts, (des pics remarquables) cela est dû au changement de phase (solide/liquide), une stabilité est ainsi obtenue au-delà de 1800 °C.
Figure II.8 : Variation de la
conductivité thermique et de la chaleur spécifique de l'acier
à La figure II.9 montre la variation de la densité et de l'émissivité en fonction de la température.
Figure II.9 : Variation de la masse volumique
et de l'émissivité de l'acier à haut grade X100 Chapitre II Modélisation du procédé de soudage d'un tube La variation du coefficient de dilatation thermique en fonction de la température est donnée par la figure II.10.
0 100 200 300 400 500 600 700 800 T [°C] Figure II.10: Variation du coefficient de
dilatation thermique linéique de l'acier X100 en Les propriétés données par les graphes des figures II.8 et II.9 peuvent être calculées par les équations suivantes:
56 Pour ces équations: K : Conductivité thermique [w / m °k] T : Température c : Chaleur spécifique [w / m2 °k] Chapitre II Modélisation du procédé de soudage d'un tube ? : masse volumique [kg / m3] II.2.4.2 Propriétés mécaniquesLa mise au point de nouveaux aciers à haute limite d'élasticité appelés X100 peut répondre aux souhaits de réduction des coûts d'exploitation (Chapitre I). L'acier X100 est un acier à haut grade avec une limite d'élasticité de l'ordre de 690 MPa. Comportement élastoplastique Les propriétés d'élasticité classiques de l'acier sont utilisées sur tout le domaine de température, soient : ? Module d'Young E = 210 000 MPa ? Coefficient de Poisson õ = 0.3 L'écrouissage isotrope non linéaire est exprimé en fonction de la déformation plastique équivalente p de la manière suivante (loi phénoménologique): (29) Avec : R0, limite d'élasticité ; Qi paramètres permettant de reproduire l'amplitude de l'écrouissage, ki : paramètres permettant de reproduire la saturation de l'écrouissage en termes de p. D'après les travaux de A.SOIPHIE Bilat [3], les paramètres d'écrouissage à température ambiante pour l'acier à haut grade sont présentés dans le tableau II.2.
57 Tableau II.2: Paramètres d'écrouissage de l'acier X100 [3]. CHAPITRE IIIRESULTATS ET DISCUSSIONSChapitre III Résultats et discussions 58 III.1 INTRODUCTIONLes méthodes conventionnelles des jonctions métalliques sont plus utilisées en constructions navales, automobiles, industrie pétrolière...etc et elles sont dominées par une fusion locale. L'opération de soudage est accompagnée fréquemment par un cycle d'échauffement et de refroidissement non uniforme des structures assemblées. Ceci conduit à la création des contraintes résiduelles et des distorsions et leurs estimations nécessitent une résolution numérique d'un problème thermomécanique complexe dont le comportement des matériaux est élastoplastique. Généralement la procédure de la résolution se fait en deux étapes. La première consiste à la détermination de la distribution de la température dans le modèle de la soudure à partir d'une analyse thermique bidimensionnelle. L'historique de la température est utilisé comme une charge thermique pour le calcul du champ de contraintes résiduelles et les distorsions dans la structure. Les propriétés physiques et mécaniques du matériau dépendent de la température, en particulier les coefficients d'expansion thermique. Le problème thermique est résolu indépendamment à celui de la mécanique. Les contraintes résiduelles de soudure favorisent la rupture des matériaux fragiles, permettent de réduire la résistance à la rupture du matériau et leur durée de vie. Les contraintes internes de tension contribuent ainsi au développement du phénomène de la corrosion au voisinage proche de la soudure. Souvent les distorsions de soudure mènent à des problèmes tels que l'obtention des dimensions imprécis ce qui complique le montage des pièces et augmente le coût du produit. III.2 SOUDAGE MONOPASSEIII.2.1 Distribution de la températureLa figure III.1 représente l'évolution de la température en un point quelconque de la zone fondue. Initialement les deux matériaux de base se trouvent à la température ambiante, le passage de la torche de soudure engendre une élévation de la température jusqu'à la température de fusion du métal d'apport puis elle diminue progressivement en fonction du temps. Le même cycle de chauffage et de refroidissement est observé 59 Chapitre III Résultats et discussions dans les différents points de la circonférence qui assurent la jonction métallique. Le temps de chauffage dépend de la vitesse de déplacement de la torche de soudure.
Figure III.1 : Evolution de la température de la zone fondue en fonction du temps. Les résultats obtenus par la méthode des éléments finis montrent clairement la variation de la température en fonction de la distance d, séparant un point de l'axe longitudinal du milieu de la ligne de soudure. La température est déterminée par une simulation numérique au moment où la source de chaleur se trouve en un point quelconque de la liaison métallique. Le contour de température présente les isothermes au niveau de la zone de fusion (ZF), la zone affectée thermiquement (ZAT) et le métal de base (MB) (voir figure III.2). On constate que la température du bain fondu atteint sa valeur maximale (1450°C) et elle diminue progressivement jusqu'à la température ambiante de l'extrémité libre du métal de base. Le profil de la température montre la bonne concordance avec celui mesuré par l'auteur (Hansen [19]). 60 Chapitre III Résultats et discussions
Figure III.2 : Etat thermique de la structure à la fin du chauffage. III.2.2 Contraintes et déplacements résiduelsLes contraintes résiduelles induites par les soudures continues sont dues à un champ de températures élevé non uniforme. Les contraintes internes d'origine thermique se régénèrent pendant la soudure et elles sont extrêmement sensibles aux variations de températures. La répartition de la température dépend de quantité de chaleur totale et des modèles de sa distribution dans le joint de soudure. Les résultats obtenus numériquement de l'analyse mécanique montrent l'intensité et la distribution des contraintes résiduelles longitudinales axx, transversales ayy, circonférentielles azz et de cisaillement axy et le déplacement résiduel en fonction de la distance d. III.2.2.1 Contours de contraintes et de déplacements résiduelsLa figure III.3 illustre les contours de contraintes résiduelles et de déplacements de la structure. Après refroidissement, le métal présente un état de contraintes et de distorsions résiduelles. On remarque que des contraintes longitudinales et circonférentielles atteignent des valeurs significatives. Les contraintes transversales présentent des valeurs maximales au niveau de la partie extérieure du cylindre mais
elles restent relativement faibles, comparativement aux contraintes résiduelles axx et azz. Néanmoins, elles augmentent le risque à la ruine de la jonction métallique parce qu'elles s'ajoutent aux sollicitations extérieures. Celles-ci sont dues à la pression du gaz dans la canalisation. Une prise en compte de ces contraintes est donc indispensable.
(a) (b)
61 (c) (d)
(e) Figure III.3: Contours de contraintes résiduelles: (a) longitudinales axx, (b) transversales ayy, (c) circonférentielles azz et (d) de cisaillement axy. (e) Déformation du modèle géométrique Uy. Chapitre III Résultats et discussions 62 III.2.2.2 Courbes de contraintes résiduellesa. Contraintes résiduelles longitudinales et circonférentielles
0,0 0,1 0,2 0,3 0,4 0,5 -20 d [m] -40 -60 -80 -100 -120 -140 x (a) (a) 40 20 0 cixx cizz Contraintes résiduelles [MPa] Les courbes de la figure III.4 (a) et (b) montrent la variation des contraintes résiduelles longitudinales cixx et circonférentiels cizz en fonction de la distance d respectivement pour les surfaces intérieure et extérieure du cylindre. D'après la figure III.4 (a) on note que la surface intérieure se trouve en compression sous l'effet des contraintes résiduelles circonférentielles et axiales. L'état de contrainte met le voisinage de la ZAT en compression. Une partie du métal de base lointain de la ZAT se trouve en traction sous l'influence des contraintes internes axiales. On observe sur la figure III.4 (b) que la surface extérieure trouve en compression totale sous l'influence des contraintes axiales et circonférentielles. Celles-ci sont supérieures en valeur absolues à celles de la surface intérieure. En particulier, un pic de contraintes est constaté dans la zone affectée thermiquement. 63 Chapitre III Résultats et discussions
0,0 0,1 0,2 0,3 0,4 0,5 d [m] x (b) 0 -50 -100 -150 -200 Contraintes résiduelles [MPa] -250 ?xx ?zz (b) Figure III.4 : Variation des contraintes résiduelles longitudinales et circonférentielles. (a) Pour la surface intérieure et (b) pour la surface extérieure du cylindre. Pour mieux illustrer le pic des contraintes résiduelles sur la partie extérieure au niveau de la zone affectée thermiquement, on propose de présenter la répartition des contraintes internes le long de l'axe x pour une courte distance d (voir figure III.5). On remarque que les valeurs maximales des contraintes calculées numériquement se trouvent au niveau de la partie limitrophe du bain fondu. Bien que nous ne disposions pas de moyens expérimentaux pour déterminer exactement l'étendue de la ZAT, on admet que le pic de contrainte se trouve au niveau de cette zone dite critique. Notons également que l'allure des deux courbes qui définissent la distribution des contraintes longitudinales et circonférentielles sont semblables. On observe que les contraintes longitudinales et circonférentielles sont négligeables sur le bord libre de la canalisation (d = 0.5m). Chapitre III Résultats et discussions Bain fondu
64 0,000 0,005 0,010 0,015 0,020 d [m] Figure III.5 : Etat de contraintes
résiduelles longitudinal et circonférentiels de la
face Les résultats thermiques déterminées précédemment (figure III.2) montrent que le passage de la source de chaleur développe un gradient de température important à travers la section de coupe axiale, la température atteint sa valeur maximale dans la zone fondue puis elle diminue progressivement loin du centre de la ligne de soudure jusqu'à la température ambiante au bord libre de la canalisation. Cette variation de température est due à un transfert de chaleur par conduction et une perte d'énergie par convection et rayonnement avec le milieu extérieur. En effet, pendant la phase de chauffage les zones de métal de base voisines de la soudure sont portées à haute températures et leur dilatation est entravée par les zones plus éloignées et donc plus froides. La masse volumique (poids du matériau) et une vitesse importante de chauffage présentent à leur tour un obstacle à cette expansion thermique. In en résulte un écrasement plastique des zones voisines de la soudure et un état de gonflement. Chapitre III Résultats et discussions 65 Au cours du refroidissement, le retrait du cordon et des zones précédentes est totalement ou partiellement empêché. Des contraintes résiduelles de compression prennent naissance dans la zone initialement dilatée et moins importantes au-delà de cette zone, voire négligeable au niveau du métal lointain. Des contraintes transversales óyy prennent naissance au cours du refroidissement. b. Contraintes résiduelles transversales La répartition et l'intensité des contraintes résiduelles sont déterminées en fonction de la distance d pour les deux faces externe et interne et au milieu de l'épaisseur du cylindre, comme le montre la figure III.6. On note qu'au niveau du bain fondu les contraintes transversales sont positives et ceci est dû au gonflement de la structure, elles diminuent graduellement de la surface extérieure vers l'intérieur du cylindre. Au voisinage de cette zone, les contraintes óyy atteignent des valeurs maximales de l'ordre de -27.735MPa sur la face supérieure. Leur intensité décroît de la partie extérieure vers la partie intérieure et elle est négligeable au niveau de la face intérieure.
d [m] 0,000 0,005 0,010 0,015 0,020 xx ?[MPa] yy 0 30 20 10 -10 -20 -30 e=0 e=0.02 e=0.023 Figure III.6 : Variation des contraintes résiduelles transversales óyy en fonction de la distance d. Chapitre III Résultats et discussions 66 III.2.2.3. Déplacements résiduelsLa variation du déplacement résiduel Uy de la surface intérieure du cylindre en fonction de la distance d est représentée par le graphe de la figure III.7. On remarque que le déplacement Uy est important au niveau de la ZAT et il décroît loin de cette dernière. En effet, l'augmentation de la température mène au changement des propriétés physiques et mécaniques du métal de base, en particulier la chute de sa limite d'écoulement. Dans notre cas on a supposé que le métal de base a un comportement élastoplastique, ce qui favorise le déplacement important le long de l'axe yy même sous l'effet de son propre poids. Il en résulte par conséquent un déplacement résiduel important au niveau de la ZAT, qui est du aux déformations irréversibles. Déplacement résiduel [mico mètre] Bain fondu
0,0 0,1 0,2 0,3 0,4 0,5
D[m] Figure III. 7 : Déplacement résiduels de la face intérieure Chapitre III Résultats et discussions 67 III.3 SOUDAGE A TROIS PASSESL'épaisseur important de la canalisation ne favorise pas la réalisation du cordon de soudure en une seule passe avec la vitesse considérée précédemment, une des deux solutions suivantes est proposée. ? Soit on réalise un soudage monopasse tout en diminuant la vitesse de soudage, pour donner le temps nécessaire au remplissage du volume entre chanfreins en métal d'apport. ? Soit on adopte un soudage multipasses. Pour la première solution, on sait qu'une augmentation du temps de chauffage favorise l'élargissement de la zone affectée thermiquement. On adopte donc la réalisation de cette soudure en plusieurs passes. Pour une meilleure illustration de l'effet du nombre de passe on va débuter par une simulation numérique à trois passes, dans laquelle la soudure commence par la première passe et elle continue à accumuler une passe après l'autre. La détermination des contraintes et des déplacements résiduels se fait après chaque passe. III.3.1 Contours de températureL'application du cycle thermique donnée par la figure III.1 pour chacune des trois passes conduit à un état de température de fin du temps de chauffage illustrée par la figure III.8. On observe des contours isothermes dont la valeur maximale de température est dans la zone fondue et elle décroît en allant vers l'extrémité libre de la canalisation. Le gradient de température entre le métal d'apport et le métal de base dépend de la surface de contact entre le bain fondu et la ZAT, qui assure le transfert de chaleur par conduction.
68 (a) (b)
(c) Figure III.8 : Contour de température de fin de chauffage pour les trois passes. (a) première passe, (b) deuxième passe et (c) troisième passe. III.3.2 Contraintes résiduellesLes figures III.9 (a), (b) et (c) nous donnent respectivement l'état de contraintes résiduelles longitudinales, transversales et circonférentielles pour chacune des trois passes. Les contraintes de cisaillement ne sont pas représentées sur la figure ci-dessous car leur intensité est relativement faible. Comme le cas du soudage mono passe, les contraintes les plus importantes sont les contraintes longitudinales et circonférentielles. Notons également que les contraintes résiduelles après la troisième passe sont
négligeables et ne présentent aucun un risque sur le comportement mécanique du pipeline mais celles de la première passe atteignent des valeurs significatives (?xx=-262.02 MPa, ? yy= - 115.968 MPa, ? zz= - 197.385 MPa). (a)
Passe 1 Passe 2
69 (b)
Passe 3 Passe 1 Passe 2
Passe 3 (c)
70 Passe 1 Passe 2
Passe 3 Figure III.9 : Contours de contraintes
résiduelles (a) Longitudinales ? xx, (b) 71 Chapitre III Résultats et discussions La présence des défauts au niveau de la ZAT (inclusions, microfissures,...) avec ces contraintes importante augmente le risque de défaillance de la structure. Notre but donc est de baisser davantage les valeurs des contraintes après la première passe. L'augmentation du nombre de passe peut résoudre ce problème mais avant de passer aux résultats de soudage à 13 passes (ce qui est applicables actuellement dans le soudage de ce genre de pipes en X100). On trace les courbes de la distribution des contraintes résiduelles le long de l'axe xx pour les faces intérieures et extérieures (voir figure III.10).
50 0 Contrainte [MPa] -50 -100 -150 -200 -250 -300 -350 -100 -400 0 -20 -40 -60 contraintes [MPa] -80 D [m] 0,0 0,1 0,2 0,3 0,4 0,5 Sxx1 Sxx2 Sxx3 D[m] 0,0 0,1 0,2 0,3 0,4 0,5 Sxx1 Sxx2 Sxx3 (a) Face intérieure (a) Face extérieure d [m] 0 -50 100 Contraintes [MPa] -150
0,0 0,1 0,2 0,3 0,4 0,5 xx ?1 zz ?2 zz ?3 zz -200 -250 (b) Face extérieure Figure III.10 : Distribution des contraintes
résiduelles longitudinales axx (a) et Comme le cas du soudage mono passe, les contraintes longitudinales de la première passe sont les plus élevées. Les contraintes internes sont négatives dans la totalité du Chapitre III Résultats et discussions cylindre et elles sont maximales au niveau de la zone affectée thermiquement. Allant d'une passe à une autre, la valeur maximale de contraintes résiduelles diminue. On note que les contraintes axiales et circonférentielles les plus significatives sont déterminées sur la surface extérieure du cylindre. Dans ce cas, la contrainte maximale calculée numériquement après la première passe est légèrement intérieure par rapport à celle calculé dans le cas du soudage mono passe. Par conséquent, on peut conclure que le soudage multi passes favorise à la diminution des contraintes maximales. III.3.3 Déplacements résiduelsLa figure III.11 illustre l'état de déplacement Uy de la structure pour les trois passes. On remarque que quel que soit la passe, il existe des zones ayant le même déplacement résiduel. Les résultats déterminés numériquement par la méthode des éléments finis nous montent que la première passe présente le déplacement le plus marqué, relevé au niveau de la ZAT sur la face intérieure de la tubulure.
72 Passe1 Passe2 73 Chapitre III
Passe3 Figure III.11 : Contour du déplacement résiduel Uy après chacune des trois passes de la soudure. La Figure III.2 illustre la variation des déplacements Uy le long de l'axe axiale xx pour les trois passes de soudage. 0,0 0,1 0,2 0,3 0,4 0,5 d[m]
Déplacement U[mm] y -0,002 -0,003 -0,004 -0,005 -0,006 -0,007 -0,008 -0,009 -0,010 -0,011 -0,012 Uy1 : Passe 1 Uy2 : Passe 2 Uy2 : Passe 3 Figure III.12 : Déplacements résiduels uy de la face intérieure de la tubulure pour les trois passes. Chapitre III Résultats et discussions 74 L'effet de gonflement se traduit par un déplacement résiduel dans le sens négatif de l'axe y. On remarque que la première passe présente le déplacement maximale. Pendant la deuxième phase de chauffage, le métal se dilate une deuxième fois, en récompensant le déplacement causé par la première passe. A partir de l'analyse précédente on tire la conclusion suivante: Dans le cas du soudage multi passes, chaque passé superpose son cycle thermique à celui de la passe précédente, provoquant ainsi une évolution des structures et des propriétés résultantes. Il en résulte que le cycle le plus sévère est celui de la première passe. Par ailleurs, chaque passe provoque une régénération structurale de métal fondu et du métal de base. Chaque passe joue donc le rôle d'un traitement thermique pour la passe qui la précède. Théoriquement, on peut aller plus loin dans la minimisation des contraintes résiduelles en augmentant le nombre de passes. On va procéder à une simulation numérique du soudage de cette tubulure en 13 passes (ce qui est actuellement réalisable dans es l'industrie) pour montrer l'effet du nombre de passe sur l'intensité des contraintes résiduelles. Pour une meilleure illustration, on préfère de donner l'état de contraintes et de déplacements pour cinq passes. III.4 SOUDAGE DU PIPELINE AVEC 13 PASSESLe soudage de notre tubulure comporte pratiquement 13 passes, il sera intitule de donner les contours de température, de contrainte et de déplacements après chaque passe. La simulation de soudage à trois passes nous a montrée que c'est la première passe qui présente les contraintes internes les plus significatives. On s'intéresse donc a cette première passe dangereuse, à la dernière passe pour voire l'état finale des contraintes résiduelles tout en prenant quelques passes intermédiaires. III.4.1 Contours de températureLa figure III.13 nous offre une vue de l'état thermique en fin de cycle de chauffage pour les passes 1, 2, 3, 10 et 13. Chapitre III Résultats et discussions Le cycle thermique imposé consiste à appliquer la température de liquidus sur le métal fondue (1450°C). On remarque que la température minimale atteinte par le métal lointain diffère d'une passe à l'autre. Elle augmente avec la multiplication de nombre de passe. Elle est de 21.992 °C dans la première passe et elle passe à une valeur de 31.933 °C pour la deuxième. Cette augmentation est due à la superposition du cycle thermique de la passe i avec celui de la passe i+1, ainsi qu'à l'augmentation de la surface de contact entre le métal fondu et le métal de base. Cette loi n'aura pas lieu dans certains cas, par exemple le cas de la dixième passe ou la température minimale atteint une valeur de 29.490 °C, une valeur jugée intérieure à celle calculée pour la passe précédente ! En fait c'est la position de cette passe qui justifie cette chute de la température minimale Tmin. Notons que la passe 10 se trouve en contact avec une autre passe et non pas avec le métal de base, le flux thermique doit franchir deux interfaces, la première est celle du métal d'apport/métal d'apport et la seconde est celle du métal d'apport/métal de base, ce qui conduit à une diminution du flux de chaleur transmis par conduction vers le métal de base. On peut dire donc que la géométrie des passes présente également une influence sur le comportement thermique de la tubulure soudée et par conséquent sur la distribution des contraintes résiduelles.
75 Passe1 passe 2 Chapitre III Résultats et discussions
76 Passe 3 Passe 10
Passe 13 Figure III.13 : Contours de température au temps de fin de cycle de chauffage pour les cinq passes 1, 2, 3, 10 et 13. Chapitre III Résultats et discussions III.4.2 Contours de contraintes et déplacements résiduelsLes figures III.14, III.15, et III.16 représentent respectivement l'état de contraintes résiduelles longitudinales o-xx, circonférentielles o-zz , et transversales o-yy dues à l'opération de soudage des passes 1, 2, 3, 10 et 13. La figure III.17 montre l'état de déplacements résiduels Uy de la première et de la dernière passe. Pour l'ensemble des figures donnant des contours de contraintes résiduelles pour les passes considérées, on note que la structure se manifeste généralement en compression. Pour chacune de ces passes les contraintes sont importantes sur la face extérieure du cylindre. La première passe présente de nouveau des valeurs importantes o- xx = -102.213 MPa, o-zz = -74.676 MPa, o- yy = -49.098 MPa. Le contour donnant l'état de contraintes de cisaillement n'est pas représenté car les valeurs de ces contraintes sont relativement faibles, elles présentent la valeur de -14.397 MPa pour la première passe. Les contraintes internes de la passe i sont relaxées par l'effet de la passe i+1 et par conséquent elles sont nommées des contraintes instantanées. L'état final des contraintes résiduelles (après la dernière passe) donne des valeurs faibles ( o-xx = -2.896 MPa, o-zz = -1.879 MPa, o-yy = -0.302MPa) qui n'affectent pas la tenue mécanique de notre canalisation.
77 Passe 1 Passe 2
Passe 3 Passe 10
Passe 13 Figure III.14 : Contours de contraintes résiduelles longitudinales pour les cinq passes 1, 2, 3, 10 et 13.
78 Passe 1 Passe 2
Passe 3 Passe 10
Passe 13 Figure III.15 : Contours de contraintes
résiduelles circonférentielles pour les cinq
79 Passe 1 Passe 2
80 Passe 3 Passe 10
Passe 13 Figure III.16 : Contours de contraintes résiduelles transversales pour les cinq passes 1, 2, 3, 10 et 13. Les contraintes résiduelles les plus marquées sont observées au niveau de la face extérieure de la tubulure. La face intérieure est soumise à un état déplacements résiduels important (figure III.17). La valeur maximale de déplacement en valeur absolue est de 3.36 mm pour la première passe et elle se situe au niveau de la ZAT. On remarque une diminution de ce déplacement après chaque passe, il deviendra égale à 1.16 mm pour la dernière passe.
81 Passe 1 Passe 13 Figure III.17 : Contour du déplacement résiduel. III.4.3. Courbes de contraintes résiduellesPour une meilleure illustration de l'état de contraintes résiduelles, on trace la répartition de ces dernières sur une droite horizontale passant par le point correspondant à la valeur maximale pour les passes sélectionnées. Les contraintes longitudinales et circonférentielles sont représentées sur le même graphe. Les figures III.18, III.19. III.20, III.21 et III.22 montrent respectivement la distribution des contraintes résiduelles longitudinales et circonférentielle pour les cinq passes 1, 2, 3, 10 et 13. On remarque que l'allure donnant la répartition des contraintes résiduelles longitudinales est semblable à celle des contraintes circonférentielles. Cette allure conserve sa forme tout en passant d'une passe à l'autre. Notons également que la première passe présente les valeurs des contraintes les plus élevées. Comme le cas du soudage mono passe ou à 3 passe, la tubulure se trouve en compression où la ZAT est sous de fortes concentrations de contraintes. 82 Chapitre III Résultats et discussions On peut conclure donc que la multiplication de nombre de passe n'a aucune influence sur la nature de sollicitation (compression concentrée sur la ZAT), mais elle favorise la minimisation des contraintes résiduelles.
d [m] 0 0,0 0,1 0,2 0,3 0,4 0,5 xx ?xx ?zz contraintes résiduelles [MPa] -100 -120 -140 -20 -40 -60 -80 Figure III. 18 : Variation des contraintes résiduelles le long de l'axe x après la première passe.
0 -10 -20 -30 -40 -50 -60 -70 contraintes résiduelles [MPa] 10 -80 d [m] 0,0 0,1 0,2 0,3 0,4 0,5 xx ?xx ?zz Figure III. 19 : Variation des contraintes
résiduelles le long de l'axe x après la Chapitre III Résultats et discussions
0 -5 -10 -15 -20 -25 contraintes résiduelles [MPa] -30 d [m] 0,0 0,1 0,2 0,3 0,4 0,5 xx Sxx Szz 83 Figure III. 20 : Variation des contraintes
résiduelles le long de l'axe x après la
0 d [m] 0,0 0,1 0,2 0,3 0,4 0,5 xx ?xx ?zz -5 -10 -15 -20 contraintes résiduelles [MPa] -25 Figure III. 21 : Variation des contraintes résiduelles le long de l'axe x après la dixième passe.
Chapitre III Résultats et discussions d [m] 0,0 0,1 0,2 0,3 0,4 0,5 xx -3,5 -4,0 0,5 0,0 -0,5 -1,0 -1,5 -2,0 -2,5 -3,0 contrainte résiduelle [MPa] ?xx ?zz 84 Figure III. 22 : Variation des contraintes
résiduelles sur la partie extérieure de la La figure III.23 donne l'état de déplacements résiduels de la face intérieure du cylindre après chaque passe de soudage. On remarque que la tubulure présente un grand déplacement au niveau du cordon de soudure, qui est du essentiellement à la déformation plastique de cette zone portée à haute température. La première passe présente une déformation importante dont le déplacement est de -3.3 Pm au niveau de l'origine.
85 Chapitre III
-500,0n -1,0 d [m] Passe1 Passe2 Passe3 Passe4 Passe56 Passe7 Passe89 Passe10 Passe1112 Passe13 0,0 0,0 0,1 0,2 0,3 0,4 0,5 xx -2,5 -3,0 -3,5 -4,0
-1,5 Uy [?m] -2,0
Figure III.23 : Variation de
déplacements résiduels de la face intérieure après
chaque Pour une meilleure illustration de l'effet de nombre de passes sur le comportement de la tubulure, on trace dans ce qui suit l'évolution des contraintes d'un point dans le bain fondue en fonction du temps. Les figures III.24 et III.25 montrent respectivement la variation des contraintes internes longitudinales et circonférentielles du point zéro (origine) en fonction du temps. On note que les contraintes résiduelles de compression sont maximales pour la première passe puis elles diminuent avec l'augmentation du nombre de passe. Dans l'intervalle de temps 0.5 h et 0.3 h les contraintes sont opposées à celles de la surface supérieure puis elles tendent vers une valeur nulle vers la fin de l'opération de soudage. Par conséquent, le cylindre est soumis à des cycles de fatigue thermique, conduisant ainsi au phénomène de faïençage et à l'apparition de la corrosion sous contraintes. Ces défauts peuvent être atténués davantage si on arrive à minimiser l'amplitude des contraintes instantanées, en particulier celles de la première passe. Le soudage avec un nombre élevé de passes peut résoudre ce problème, en faite dans l'industrie atomique les canalisations du réseau de refroidissement dans les centrales nucléaires sont soudées avec une centaine de passes.
86 Chapitre III
t [heure] 0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 -5 -10 -15 -20 -25 10 5 ?xx [MPa] 0 Figure III.24 : Variation des contraintes
résiduelles longitudinales de l'origine (0,0) ?zz[MPa] 10
5 t [h] 0 0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 -5 -10 -15 -20 -25 Figure III.25: Variation des contraintes circonférentielles de l'origine (0,0) en fonction du temps. CONCLUSIONS 87 Conclusion générale CONCLUSIONSLe travail présenté dans ce mémoire a porté sur la mise en place d'une modélisation numérique du procédé de soudage d'un pipeline en acier à haut grade. Cette opération de soudage entraine naturellement une déformation de la pièce autour de la zone d'assemblage et conduit ainsi à la création des contraintes résiduelles. La description d'un tel procédé de soudage s'appuie sur des considérations multiphysiques rendant sa compréhension complexe et par conséquent sa modélisation. La prédiction des contraintes et des distorsions résiduelles est difficile et reste un enjeu majeur pour les industriels. Elle nécessite une modélisation numérique des équations différentielles aux dérivées partielles qui définissent les phénomènes thermomécaniques, qui surgissent lors du processus de soudage. L'analyse tridimensionnelle et le type de maillage de la structure entraînent des temps de calcul déraisonnables, ce qui nous a poussés à choisir des modèles géométriques en deux dimensions. Le but de cette étude est la détermination par la méthode des éléments finis des contraintes et des distorsions résiduelles, sans tenir compte des modifications métallurgiques. Le champ de contraintes internes d'origine thermique et celui de déplacements sont par ailleurs assez sensibles à la variation des propriétés mécaniques et physiques en fonction de la température. Le travail ainsi présenté est subdivisé en deux grands volets, le premier est consacré à une recherche bibliographique, qui nous a permis de définir les paramètres de soudage, l'origine des contraintes et des distorsions résiduelles, le deuxième volet a pour objectif l'analyse des contraintes internes et des distorsions sous l'effet du nombre de passes de soudage, les résultats obtenus numériquement permettent de tirer les conclusions suivantes : Le temps consacré à la phase de chauffage varie proportionnellement à la vitesse de la torche de soudure. La valeur maximale de la température est obtenue dans le bain fondu, puis elle décroit progressivement jusqu'à la température ambiante dans les zones les plus froides. 88 Conclusion générale Le soudage à l'arc d'une tubulure engendre des contraintes résiduelles d'origine thermique. Leurs valeurs maximales sont localisées au niveau de la zone affectée thermiquement (ZAT), la partie limitrophe du bain fondu. Au-delà de cette zone dite critique, elles sont négligeables. On note que la partie extérieure du cylindre est soumise à un champ de contraintes internes d'origine thermique plus élevé que celui de la partie intérieure. En fait, les contraintes résiduelles au niveau de cette dernière sont relaxées par une déformation plastique traduite par un déplacement important. Les contraintes résiduelles développées dans l'opération de soudage monopasse sont plus importantes que celles déterminées numériquement dans le soudage multipasses. En effet, les résultats actuels ont montré que la première passe du soudage multipasses engendre les contraintes et les distorsions les plus significatives. Chaque passe est considérée comme un traitement thermique sur la passe qui la précède conduisant ainsi à une minimisation des contraintes résiduelles. Dans ce cas, les contraintes internes déterminées après chaque passe sont nommées des contraintes résiduelles instantanées. Pour minimiser davantage les contraintes et les distorsions résiduelles il est nécessaire d'augmenter le nombre de passes de soudage. Les conduites des centrales nucléaires par exemple sont soudées avec une centaine de passes et dans le but de réduire le temps de calcul numérique, les auteurs s'intéressent seulement à la première passe. Cette première passe présente le danger majeur parce que les contraintes résiduelles atteignent des valeurs maximales. Les résultats actuels pouvant être complétés par de nombreuses autres comparaissons avec des résultats de la littérature. En fin cette étude nous a permis de nous familiariser avec le code de calcul ANSYS. Elle présente une première étape d'un projet de recherche visant en finalité à analyser le comportement en rupture des structures assemblées par soudage sous l'effet d'un chargement thermomécanique.
89 Annexe A.1 Cycles thermiques de soudage Le cycle thermique dans les assemblages soudées joue un rôle prépondérant dans les performances atteintes par cet assemblages. En effet il conditionne : ? l'élaboration de la zone fondue, ? les modifications de structures dans la zone thermiquement affectée, ? l'apparition des déformations et des contraintes. Il est donc important de maîtriser les composantes principales du soudage qui conduisent à un cycle thermique déterminé. L'étude du cycle thermique peut se faire par : ? enregistrement in situ, ? analyse expérimentale, ? prévision analytique, ? calcul numérique. A.1.1 IntroductionLes études relatives à la métallurgie du soudage montrent que les transformations subies au refroidissement par le métal de base dépendent de l'état initial de sa structure avant refroidissement et de la vitesse à laquelle ce refroidissement s'effectue. L'étude du cycle thermique est donc une nécessité. L'état initial de la structure du métal dépend de la température maximale atteinte au cours du soudage et de la durée de séjour au-dessus des différentes températures de transformations structurales (Ac3 pour les aciers). Pour caractériser la vitesse de refroidissement, on utilise la durée de refroidissement tr800-500 entre 800 et 500°c (Figure A.1). Ce paramètre est souvent le seul caractérisant l'ensemble du cycle thermique. Nous nous limiterons dans ce qui suit à l'étude de ce dernier. 90 Annexe
Figure A.1: Durée de refroidissement A.1.2 Paramètres du cycle thermique Les cycles thermiques dans les assemblages soudés sont provoquer : pour le chauffage par un apport de chaleur à partir de la source de soudage. Il convient dans ce cas de distinguer les sources mobiles (soudage à l'arc) et les sources fixes (soudage par point). Dans ce qui suit nous consacrerons la majeure partie aux sources mobiles, amis il convient de noter que la démarche et l'analyse sont les mêmes pour les sources stationnaires. Pour le refroidissement par une évacuation de la chaleur dégager au niveau de la source par : ? conduction dans les pièces, ? convection et rayonnement à la surface des pièces. Dans ce qui suit, il faut considérer les pièces comme les parties froides d'un système dont la partie chaude est la soudure. Pour un procédé de soudage donné, les paramètres exerçant une influence sur la durée de refroidissement sont (Figure A.2) : ? les propriétés thermiques du matériau, ? la température initiales des pièces, ? la massivité de la pièce, ? l'énergie de soudage. 91 Annexe
Figure A.2: facteurs du cycle thermique A.1.3 Détermination du temps de refroidissementLes expressions mathématiques proposées par la suite sont établies par une résolution analytique de l'équation aux dérivées partielles de la conduction de la chaleur dans les solides détaillée par ailleurs. Rappelons les hypothèses effectuées : ? pièces finies, ? source de chaleur ponctuelle, ? pas de prise en compte de fa fusion, ? propriétés du matériau indépendantes de la température, ? domaine adiabatique, ? pas de couplage avec les autres phénomènes. A.1.3.1 Expressions mathématiques Pour le soudage à l'arc des aciers courants de construction l'expression de la durée de refroidissement peut se mettre sous les formes suivantes : 92 Annexe
Tôles fortes épaisseurs
Tôles minces avec : Eeq énergie équivalente en J/cm e épaisseur de la pièce en cm k diffusivité thermique en cm2/s T0 température initiale des tôles P5 et P8 masse volumique à 500 et 800°C en kg/cm3 c5 et c8 chaleur massique à 500 et 800°C en cal/kg.°C Pour les aciers : P 5 c5 = 1,26 cal/cm3.°C P 8 c8 = 1,26 cal/cm3.°C k = 0.054 cm/s Le choix entre tôles minces et tôles fortes se fait par comparaison de l'épaisseur avec une épaisseur critique ec. Epaisseur critique
Bibliographie
RemerciementsAvant tout, je remercie ALLAH EL KARIM qui m a donné de l'aide et de la patience pour atteindre mon objectif. Je n'aurais jamais pu mener à bien ce travail sans l'aide de mon encadreur Mr BOUTABOUT .B. C'est avec plaisir que je tiens à le remercier pour ce qu'il m'a apporté. Je voudrais dire un grand merci à Mr ZIADI Abd El Kader sans qui cette étude ne serait pas à ce stade aujourd'hui. Merci encore une foi pour votre présence autant que membre de jury. Mes remerciements vont également aux membres du jury qui ont accepté d'examiner ce travail. Ainsi, je remercie Mr SERIER B d'avoir accepté de présider le jury. J'exprime aussi ma gratitude à Mr AMIRI et Mr KADDOURI, qui ont accepté d'être parmi les membres de jury. Je les remercie pour la lecture approfondie du mémoire et les nombreuses remarques pertinentes qu'ils ont formulés. Que madame ANNE-MARIE Habraken trouve ici l'expression de ma profonde reconnaissance pour m'avoir accueilli au Département ArGEnCo de l'université de Liège. Les connaissances qu'il m'a fait partager et son esprit d'entreprise m'ont été très précieux. Bien entendu, je remercie l'équipe du laboratoire MS2F. Je voudrais remercier mes parents, mon frère et mes soeurs qui m'ont constamment soutenue au cours de mes études et qui m'ont toujours fait confiance pour quoi que ce soit. Je remercie mes amis, qui tous à un moment ou à un autre ont déposé un petit grain de quelque chose.... SOMMAIREINTRODUCTION GENERALE 1 CHAPITRE I RECHERCHES BIBLIOGRAPHIQUESHistoire du soudage en quelques étapes clés 3 I.1 INTRODUCTION 5 I.2 PROCEDES DE SOUDAGE 6 I.2.1 Procédés faisant intervenir la fusion locale des pièces à assembler 6 I.2.2 Procédés ne faisant pas intervenir la fusion locale des pièces à assembler 7 I.3 SOUDAGE DES PIPELINES 7 I.3.1 Introduction 7 I.3.2 Principe du soudage MIG/MAG 8 I.3.3 Protection gazeuse 9 I.3.4 Avantages et inconvénients du soudage MIG/MAG 11 I.4 MATERIAUX DES PIELINES 12 I.4.1 Introduction 12 I.4.2 Aciers à hauts grades pour pipelines 12 I.5 DISTORSION DUES AU SOUDAGE 17 I.5.1 Retrait longitudinal 18 I.5.2 Retrait transversal 18 I.5.3 Effet de pliage 18 I.5. 4 Contrôle des distorsions dues au soudage 19 I.5.4.a Diffraction des rayons X (XRD) 19 I.5 4.b Diffraction des neutrons 20 I.5. 4.c Ultrasons 20 I.5. 4.d Électromagnétique 20 I.6 CONTRAINTES RESIDUELLES DUE AU SOUDAGE 20 I.6.1 Introduction 20 I.6.2 Phénomènes dus à l'élévation de température (Cycles thermiques) 22 I.6.3 Estimation des contraintes résiduelles 24 I.7 MODELISATION NUMERIQUE DU PROCEDE DE SOUDAGE DES PIPELINES 25 I.7.1 Introduction 25 I.7.2 Intérêt de la simulation du soudage 25 I.7.3 Phénomènes physiques impliqués et leurs modélisations 26 I.7.3.1 Modélisation thermique 26 I.7.3.1.a Modélisation de la source de chaleur 27 I.7.3.1.b Résolution de l'équation de chaleur par la méthode des éléments finis 29 I.7.3.2 Modélisation des transformations métallurgiques 33 I.7.3.2.a Introduction 33 I.7.3.2.b Transformation de phase au refroidissement 33 I.7.3.3 Modélisation mécanique 37 I.7.3.3.a Introduction 37 I.7.3.3.b Mise en équation 37 I.7.3.3.c Déformation élastique et déformation thermique 28 I.7.3.3.d Modélisation du comportement plastique 38 I.7.3.3.e Résolution du problème mécanique par la MEF 40 I.7.3.3.f Simulations bidimensionnelles 41 I.7.3.4 Approche locale/globale 41 CHAPITRE II MODELISATION DU PROCEDE DE SOUDAGE D'UN TUBEII.1 INTRODUCTION 42 II.2 MODELISATION DU SOUDAGE SUR UN TUBE (CANALISATION DE TYPE PIPELINE): MISE EN DONNEES 42 II.2.1 Introduction 42 II.2.2 Etude bidimensionnelle 43 II.2.2.1 Introduction 43 II.2.2.2 Géométrie 43 II2.2.3 Maillage 46 II.2.3 Calcul des contraintes et des distorsions résiduelles 48 II.2.3.1 Calcul thermique 50 II.2.3.1.a Hypothèses de calcul 50 II.2.3.1.b Détermination de la source de chaleur numérique 51 II.2.3.1.c Temps de chauffage et de refroidissement 52 II.2.3.2 Calcul mécaniques 53 II.2.4Propriété de l'acier à haut grade X100 54 II.2.4.1 Propriétés physiques 54 II.2.4.2 Propriétés mécaniques 57 CHAPITRE III RESULTATS ET DISCUSSIONSIII.1 INTRODUCTION 58 III.2 SOUDAGE MONOPASSE 58 III.2.1 Distribution de la température 58 III.2.2 Contraintes et déplacements résiduels 60 III.2.2.1 Contours de contraintes et de déplacements résiduels 60 III.2.2.2 Courbes de contraintes résiduelles 62 III.2.2.3. Déplacements résiduels 66 III.3 SOUDAGE A TROIS PASSES 67 III.3.1 Contours de température 67 III.3.2 Contraintes résiduelles 68 III.3.3 Déplacements résiduels 72 III.4 SOUDAGE DU PIPELINE AVEC 13 PASSES 74 III.4.1 Contours de température 74 III.4.2 Contours de contraintes et déplacements résiduels 77 III.4.3. Courbes de contraintes résiduelles 81 87 89 CONCLUSION GENERALEANNEXESA.1 Cycles thermiques de soudage 89 A.1.1 Introduction 89 A.1.2 Paramètres du cycle thermique 90 A.1.3 Détermination du temps de refroidissement 91 A.1.3.1 Expressions mathématiques 91
| 
Changeons ce systeme injuste, Soyez votre propre syndic 
"Le don sans la technique n'est qu'une maladie" | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||