III.3 SOUDAGE A TROIS PASSES
L'épaisseur important de la canalisation ne favorise
pas la réalisation du cordon de soudure en une seule passe avec la
vitesse considérée précédemment, une des deux
solutions suivantes est proposée.
? Soit on réalise un soudage monopasse tout en
diminuant la vitesse de soudage, pour donner le temps nécessaire au
remplissage du volume entre chanfreins en métal d'apport.
? Soit on adopte un soudage multipasses.
Pour la première solution, on sait qu'une augmentation
du temps de chauffage favorise l'élargissement de la zone
affectée thermiquement.
On adopte donc la réalisation de cette soudure en
plusieurs passes. Pour une meilleure illustration de l'effet du nombre de passe
on va débuter par une simulation numérique à trois passes,
dans laquelle la soudure commence par la première passe et elle continue
à accumuler une passe après l'autre. La détermination des
contraintes et des déplacements résiduels se fait après
chaque passe.
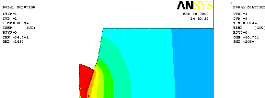
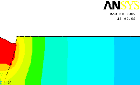
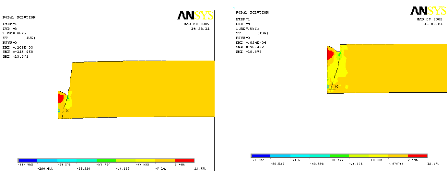
III.3.1 Contours de température
L'application du cycle thermique donnée par la figure
III.1 pour chacune des trois passes conduit à un état de
température de fin du temps de chauffage illustrée par la figure
III.8. On observe des contours isothermes dont la valeur maximale de
température est dans la zone fondue et elle décroît en
allant vers l'extrémité libre de la canalisation. Le gradient de
température entre le métal d'apport et le métal de base
dépend de la surface de contact entre le bain fondu et la ZAT, qui
assure le transfert de chaleur par conduction.
|
Chapitre III
|
Résultats et discussions
|
68
(a) (b)
(c)
Figure III.8 : Contour de température de
fin de chauffage pour les trois passes. (a) première passe, (b)
deuxième passe et (c) troisième passe.
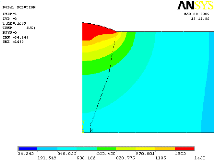
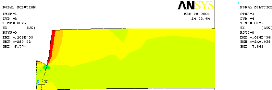
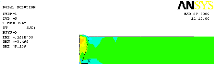
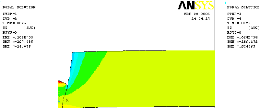
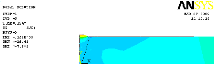
III.3.2 Contraintes résiduelles
Les figures III.9 (a), (b) et (c) nous donnent respectivement
l'état de contraintes résiduelles longitudinales, transversales
et circonférentielles pour chacune des trois passes. Les contraintes de
cisaillement ne sont pas représentées sur la figure ci-dessous
car leur intensité est relativement faible. Comme le cas du soudage mono
passe, les contraintes les plus importantes sont les contraintes longitudinales
et circonférentielles. Notons également que les contraintes
résiduelles après la troisième passe sont
|
Chapitre III
|
Résultats et discussions
|
négligeables et ne présentent aucun un risque
sur le comportement mécanique du pipeline mais celles de la
première passe atteignent des valeurs significatives
(?xx=-262.02 MPa, ? yy= - 115.968
MPa, ? zz= - 197.385 MPa). (a)

Passe 1 Passe 2

69
(b)
Passe 3
Passe 1 Passe 2
|
Chapitre III
|
Résultats et discussions
|
Passe 3
(c)

70
Passe 1 Passe 2
Passe 3
Figure III.9 : Contours de contraintes
résiduelles (a) Longitudinales ? xx, (b)
transversales ?
yy et (c) circonférentielles ? zz .
71
Chapitre III Résultats et discussions
La présence des défauts au niveau de la ZAT
(inclusions, microfissures,...) avec ces contraintes importante augmente le
risque de défaillance de la structure. Notre but donc est de baisser
davantage les valeurs des contraintes après la première passe.
L'augmentation du nombre de passe peut résoudre ce problème mais
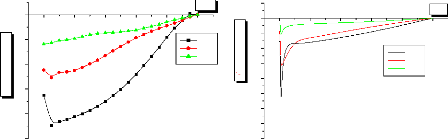
avant de passer aux résultats de soudage à 13 passes (ce qui est
applicables actuellement dans le soudage de ce genre de pipes en X100). On
trace les courbes de la distribution des contraintes résiduelles le long
de l'axe xx pour les faces intérieures et extérieures (voir
figure III.10).
50
0
Contrainte [MPa]
-50
-100
-150
-200
-250
-300
-350
-100
-400
0
-20
-40
-60
contraintes [MPa]
-80
D [m]
0,0 0,1 0,2 0,3 0,4 0,5
Sxx1
Sxx2
Sxx3
D[m]
0,0 0,1 0,2 0,3 0,4 0,5
Sxx1
Sxx2
Sxx3
(a) Face intérieure (a) Face extérieure
d [m]
0
-50
100
Contraintes [MPa]
-150
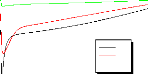
0,0 0,1 0,2 0,3 0,4 0,5 xx
?1
zz
?2
zz
?3
zz
-200
-250
(b) Face extérieure
Figure III.10 : Distribution des contraintes
résiduelles longitudinales axx (a) et
circonférentielles azz
(b) le long l'axe xx.
Comme le cas du soudage mono passe, les contraintes
longitudinales de la première passe sont les plus élevées.
Les contraintes internes sont négatives dans la totalité du
Chapitre III Résultats et discussions
cylindre et elles sont maximales au niveau de la zone
affectée thermiquement. Allant d'une passe à une autre, la valeur
maximale de contraintes résiduelles diminue. On note que les contraintes
axiales et circonférentielles les plus significatives sont
déterminées sur la surface extérieure du cylindre.
Dans ce cas, la contrainte maximale calculée
numériquement après la première passe est
légèrement intérieure par rapport à celle
calculé dans le cas du soudage mono passe. Par conséquent, on
peut conclure que le soudage multi passes favorise à la diminution des
contraintes maximales.
| 

