I.3 SOUDAGE DES PIPELINES
I.3.1 Introduction
Les canalisations métalliques du type pipeline sont
obtenues par la mise en place bout à bout de conduits qui sont ensuite
soudés. Parmi les procédés de soudage existants, le
procédé de soudage automatique sous gaz du type MIG/MAG, permet
de réaliser le soudage par l'extérieur de deux conduits
métalliques pour former la canalisation par dépôt du
matériau constituant le fil électrode fusible sous l'effet de
l'arc électrique, sous atmosphère de protection par la diffusion
d'un gaz de protection inerte ou actif.
Les pipelines étudiées comportent des soudures
longitudinales et des soudures circulaires de raboutage (les tubes sont
assemblés bout à bout). L'étude traite principalement de
la soudure de raboutage. Le procédé de soudage utilisé
pour les soudures de raboutage est le procédé Gas Metal Arc
Welding (GMAW), convient au soudage des aciers microalliés. Afin
d'améliorer la qualité du soudage et d'accélérer
les cadences, le procédé de soudage s'est progressivement
automatisé.
Les entreprises spécialisées dans l'assemblage
des pipelines utilisent un procédé de soudage MIG/MAG (Metal
Inert Gas, Metal Active Gas) de basse énergie ~ 0,3 kJ/mm.
Ce
Chapitre I Recherches bibliographique.
procédé fut d'ailleurs le premier
procédé GMAW automatique pour la construction des pipelines
permettant un déplacement de deux torches à grande vitesse
(Figure I.2). Il est d'ailleurs possible de faire 250 à
300 soudures par jour sur des tubes de 914.4 mm de diamètre et de 12.7
mm d'épaisseur [3].
Le métal d'apport se présente sous forme de fil
fusible dévidé par une ou deux torches espacées de 50 mm
ou de 100 mm. Le bain de fusion est protégé par un mélange
de gaz Ar/CO2. Les torches (origine et suiveuse) sont fixées sur un
chariot qui suit les rails encerclant le tube.
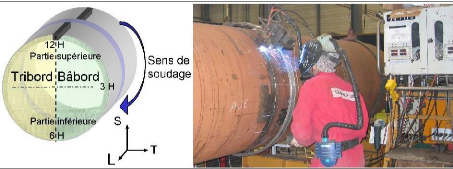
Figure I.2: Procédé de soudage automatique
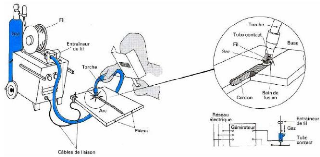
MAG bitorche [3] I.3.2 Principe du soudage MIG/MAG
Le soudage MIG-MAG est un procédé de soudage
semi-automatique. La fusion des métaux est obtenue par l'énergie
calorifique dégagée par un arc électrique qui
éclate dans une atmosphère de protection entre un fil
électrode fusible et les pièces à assembler (figure I.3).
Ce procédé est entré en concurrence avec
l'électrode enrobée afin d'augmenter la productivité en
réduisant les temps d'arrêts pour changer d'électrode.
C'est le procédé de soudage le plus
utilisé industriellement aujourd'hui. Il se prête bien à
l'automatisation totale au travers d'installation robotique.
8
Le soudage MIG-MAG permet une grande flexibilité de mise
en oeuvre:
Chapitre I Recherches bibliographique.
? soudage de différents matériaux: aciers C-Mn,
aciers inoxydables, alliages d'aluminium, alliages de titane ...
? utilisations de fils fourrés de 0,9 à 2,4 mm de
diamètre
? soudage manuel semi-automatique
? automatisation sur poutre, robotisation plus ou moins
poussée: du robot standard, à la robotique «
intelligente».
| 

