I.4 MATERIAUX DES PIELINES
I.4.1 Introduction
Le transport du gaz dans des conditions économiques
nécessite l'utilisation de pressions de transport élevées,
et donc l'utilisation d'aciers à haute limite d'élasticité
comme les aciers X100 (Re = 100 ksi = 690MPa) ou X120 . Ces nouveaux aciers
sont en cours de développement et ont besoin d'être
caractérisés en termes du comportement plastique et de la
ténacité [5].
I.4.2 Aciers à hauts grades pour pipelines
La demande mondiale en gaz naturel risque de doubler d'ici
2025 en passant de 2500 à 4300 milliards de mètres cubes. Les
canalisations sur longues distances sont un moyen sûr et
économique de transporter le gaz entre les sites d'exploitation et les
consommateurs, qui sont parfois séparés par plus de 5 000 km.
Les pipelines d'aujourd'hui sont l'aboutissement d'une
évolution progressive de leurs propriétés depuis la
seconde guerre mondiale, suite à un évènement
économique, une catastrophe ou à une découverte
scientifique (Tableau I.3).
|
Date
|
Evénements
|
Réaction de l'industrie
|
|
1943
|
Observation de la transition ductile-fragile dans les aciers
au carbone des navires
|
Introduction de l'énergie de rupture minimale de 20J dans
les spécifications des plaques pour navires
|
|
1954
|
La transition ductile-fragile est considérée
pertinente pour les pipelines
|
Introduction de l'énergie requise de 34,3 J/cm2
pour les pipelines
|
|
1965
|
Propagation par rupture ductile dans un matériau non
fragile supposé résistant aux fissures
|
Introduction de l'énergie Charpy
minimale issue de différents modèles de
rupture
|
|
1970
|
Proposition de construction du gazoduc Alaska /Canada (CAGSL)
|
Développement centré
frénétiquement sur l'XSO (551MPa) et des résiliences
requises à-69°c
|
|
1974
|
Arrêt de fissure imprévu lors d'un essai à
échelle réelle, attribué aux gaz riche, aux
séparations, aux fortes contraintes circonférentielles et
modèles erronés
|
Introduction de stop- fissure (crack arrestors),
amélioration de la modélisation de l'arrêt de fissure et
révision des idées de laminage pour les pipelines à hautes
résistances.
|
|
1976
|
Défaillances par fissuration par corrosion sous
contraintes dans des pipelines nouvellement installés en Australie et au
Canada
|
Meilleur contrôle métallurgique (dureté), et
amélioration des revêtements externes.
Amélioration des protocoles de mise en oeuvre
|
13
Chapitre I Recherches bibliographique.
|
1978
|
Pénurie de molybdène et augmentation des prix
|
X70 sans molybdène ajout de Nb-Cr + TMCP
|
|
1988-
|
Augmentation du prix du vanadium
|
Aciers sans vanadium, substitué par du
|
|
89à50$/kilo
|
Mo, Cr + TMCP
|
|
1990
|
Développement des réserves en pétrole et
|
Pipeline DSAW(roulé soudé) de forte
|
|
gaz en eau profonde et nouveaux pipelines
|
épaisseur résistant au flambement sous
|
|
: Oman jusqu'en Inde et la mer Noire
|
pression, développé en même temps que les
pipelines en acier à hauts grades de
|
|
|
80 ksi (552MPa) sans soudure
|
Tableau I.3 : Les facteurs qui ont
influencé le développement des pipelines en acier
[5],
L'augmentation des propriétés mécaniques
permet une réduction de l'épaisseur du tube. Le gain de masse
permet des économies sur l'acier, le transport et le soudage. Par
exemple, le surcoût à la production de 10 % lors du passage de
l'acier de grade X65 (65 ksi, 448 MPa) à l'acier de grade X80 (80 ksi,
551 MPa) est largement rentabilisé par le gain de masse de 6%.
Environ 8 millions de tonnes de pipelines sont produites
chaque année dans le monde. La plus grande partie des tubes est
composée de matériaux de grade standard, inférieur aux
aciers de grade X70. Les grades supérieurs X70 et X80 sont aujourd'hui
utilisés pour les pipelines sur longues distances, et les grades X90 et
X100 sont en cours d'évaluation. Les développements des aciers
X70 et X120 sont en cours. La recherche sur l'X100 a commencé depuis
1978 et se poursuit toujours [6].
Le Tableau I.4 rassemble les
propriétés mécaniques requises pour les pipelines en
acier, d'après l'American Petroleum Institute (API).
|
Grade =
|
Limité d'élasticité (MPa)
|
Rm (MPa)
|
Allongement (%)
|
|
API-X65
|
446
|
530
|
24
|
|
API-X70
|
433
|
566
|
23
|
|
API-X80
|
551
|
620
|
22
|
|
API-X100 (à venir)
|
690
|
770
|
25
|
Tableau I.4 : Les pipelines en acier de grade
API [6]
Chapitre I Recherches bibliographique.
14
Les propriétés mécaniques
dépendent des éléments chimiques en présence.
Chaque élément est précisément dosé et les
éléments indésirables sont supprimés dès la
fabrication de l'acier. Les quantités de carbone et de phosphore sont
réduites. Le dégazage sous vide des poches assure une bonne
désulfuration et une extraction de l'azote et de l'hydrogène. La
coulée résultante ne contient alors plus que 0.001 % de soufre.
De plus l'acier en fusion est brassé dans une atmosphère de gaz
inerte, ce qui réduit le taux d'oxygène à 0.002 % maximum.
Le traitement de l'acier au Ca permet d'obtenir des inclusions arrondies au
lieu des inclusions allongées dommageables. Cet acier est ensuite
coulé en continu dans une atmosphère protectrice entre des
rouleaux de soutien qui protège l'acier de diverses recontaminations et
le refroidissent de manière intensive pour durcir la
périphérie de la brame et éviter son percement
[6].
Les éléments d'alliages utilisés se
répartissent selon 5 familles :
? Les éléments gammagènes
élargissent le domaine de stabilité de
l'austénite, abaissent les températures de transformation (Ni,
Mn).
? Les éléments alphagènes
limitent ou empêchent la formation de l'austénite et
élèvent les températures de transformation (Si, Cr, Mo,
Ti).
? Les graphitisants : Si, Ni, Cu...(ne
forment pas de carbures, ils se retrouvent en solution dans la ferrite)
? Les carburigènes : Cr, Mn, Mo, W, V,
Ti, Nb...
? Les désoxydants : Mn, Si, Al, Ti,
Nb, ...pour fixer l'oxygène dissous dans le métal liquide
Le Tableau I.5 rassemble les rôles joués par les
éléments chimiques ajoutés dans les aciers pour
gazoducs.
Chapitre I Recherches bibliographique.
|
Rôle de l'élément chimique ajouté
dans l'acier X100
|
|
Al
|
Est un puisant désoxydant
|
|
B
|
En quantité extrêmement faible ,accroît la
trempabilité
|
|
CAugmente
la dureté, la résistance à la traction et
à la corrosion /diminue la ductilité, la
malléabilité, la soudabilité.
|
|
CrAugmente
la trempabilité (agit sur les point de transformation de
l'acier et ralentir la vitesse de transformation de l'austénite au cours
du refroidissement). Augmente égale la résistance au revenu.
|
|
Cr et
|
Nbrésistance
A faibles teneurs, on additionne les effets favorables sur la
trempabilité, la au revenu et la ductilité.
|
|
MnEvite
|
Intervient comme désoxydant , augment la
trempabilité, permet d'obtenir des aciers à structure
austénitique stable, mais il participe à la formation de
carbure.
la faible résilience due à la formation de
réseaux de cémentite aux joints de grains bénitiques ou
formation de ferrite pendant le refroidissement.
Raffine la taille des grains d'austénite pendant le
laminage à chaud.
|
|
MoAmélioré
la fraction volumique en bénite des aciers à bas
carbone (0.04-
0.07%)
|
|
N
|
Abaisse le point de transformation, diminue la ductilité
et la ténacité
|
|
Nb
|
Retarde la recristallisation de l'austénite pendant le
laminage à chaud
|
|
NiAugmente
la stabilité de l'austénite et ralentit sa
transformation pendant le refroidissement, donc augmente la trempabilité
tout en abaissant la température
Augmente la ductilité, surtout aux très basses
températures.
|
|
PEn
|
petites proportions, améliore la résistance de
l'acier à l'oxydation par l'air, diminue la ductilité et la
ténacité
|
|
Si
|
A de faible teneur, de l'ordre de 0.2à 0.5%, il est
utilisé comme désoxydant.
|
|
Ti et
|
Nbs'agite
Ont employés pour leur grande affinité avec le
carbone, surtout lorsqu'il
de fixer cet élément sous une forme stable. Ce sont
aussi de bons désoxydant. On fait précipiter nitrures de titane
et de niobium au cours de traitements thermiques ou thermomécaniques
pour réalisé un durcissement par précipitation.
|
|
Ti, Nb
et Al
|
Forment facilement des nitrures avec l'azote que contient le
métal. Ces nitrures bloquent les joints de grains austénitiques,
et mhibent donc leur croissance, ce qui a des conséquences
bénéfiques sur les propriétés mécanique des
structures obtenue.
|
|
VForte
caractère alphagéne et carburigéne.
Utilisés pour obtenir un acier dur et résistant.
|
15
Tableau I.5 : Rôle des
éléments chimiques ajoutés pour les aciers à hauts
grades [6]
Chapitre I Recherches bibliographique.
16
Les tableaux suivants (Tableau I.6 et Tableau I.7)
présentent le détail des compositions chimiques
élaborées et des propriétés mécaniques
obtenues.
|
approche
|
C
|
Mn
|
Si
|
Mo
|
Ni
|
Cu
|
Nb
|
Ti
|
N
|
P(.)
|
|
A
|
0.03
|
1.95
|
0.26
|
0.26
|
0.23
|
0.22
|
0.05
|
0.018
|
0.003
|
0.22
|
|
B
|
0.07
|
1.69
|
0.26
|
0.15
|
0.16
|
.
|
0.05
|
0.015
|
0.004
|
0.19
|
|
C
|
0.07
|
1.90
|
0.30
|
0.17
|
0.33
|
0.20
|
0.05
|
0.018
|
0.005
|
0.20
|
|
C
|
0.06
|
1.90
|
0.35
|
0.28
|
0.25
|
.
|
0.05
|
0.018
|
0.004
|
0.19
|
Tableau I.6 : Développement de l'acier
X100 [7],
|
Approche
|
Limite d'élasticité
R0.
|
Résistance à la traction
|
RmAótransition Allongement
|
Température de
|
|
A
|
739 MPa
|
792 MPa
|
18.4%
|
-15°c
|
|
B
|
755 MPa
|
820 MPa
|
17.1%
|
-25°c
|
|
C
|
737 MPa
|
800 MPa
|
18%
|
-20°c
|
|
D
|
752 MPa
|
816 MPa
|
18%
|
-50°c
|
Tableau I.7 : Propriétés
mécaniques de l'X100 résultantes [7],
A titre de comparaison, le Tableau I.8 montre les
différences de compositions chimiques entre les 3 grades X80, X100 et
X120. On peut remarquer que les évolutions sont très fines.
|
C
|
Si
|
Mn
|
P
|
S
|
Al
|
Cu
|
Cr
|
Ni
|
Mo
|
V
|
Nb
|
Ti
|
N
|
B
|
|
X80
|
0.12
|
0.45
|
1.75
|
0.015
|
0.003
|
0.04
|
|
|
|
0.22
|
0.06
|
0.035
|
|
|
|
|
X100
|
0.06
|
0.34
|
1.95
|
0.01
|
0.001
|
0.03
|
0.02
|
0.02
|
0.24
|
0.30
|
0
|
0.05
|
0.020
|
0.005
|
0
|
|
X120
|
0.06
|
0.23
|
1.91
|
|
|
|
out
|
out
|
out
|
|
out
|
0.042
|
0.017
|
0.004
|
out
|
Tableau I.8: Composition typique chimique des
grades X80, X100 et X120[6],
La figure I.4 récapitule les différentes «
zones » métallurgiques dans la ZAT d'un joint soudé en X100.
L'étendue des différentes zones représentes sur la fig.
I.4 dépend fortement des paramètres de soudage (et du
procède utilise). Le problème majeur qui peut se poser du point
de vue métallurgique lors du soudage est le grossissement de grain
austénitique, car celui-ci est préjudiciable pour les soudures.
Bien entendu, lors d'une opération de soudage, les paramètres de
soudage sont ajustes de façon a garantir des soudures de bonne
qualité. Mais
Chapitre I Recherches bibliographique.
17
Chapitre I Recherches bibliographique.
dans certains cas de soudage a l'arc de fortes sections avec
de nombreuses passes (dans l'industrie nucléaire, certaines sections
sont soudées avec plus de 100 passes), le séjour a haute
température d'une grande partie de la matière peut
entraîner ce type de problème.
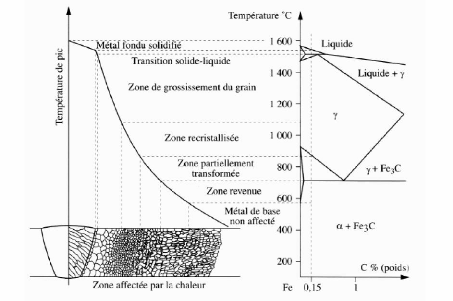
Figure I.4 Présentation
schématique des différentes parties constitutives d'un joint
soudé [8]
| 

