|
Pilotage de cycle de vie de produit
à base de produits intelligents :
Application à l'industrie
pharmaceutique
Mémoire pour l'obtention du diplôme de magister en
informatique
Option : Informatique et automatique
Par BOUAZZA WASSIM
Soutenu le 30/6/2013
Composition du jury
Encadreur: B. BELDJILALI Professeur à
l'Université d'Oran
Co-encadreur : Mme. N. AISSANI Maitre de
conférences B à l'Université d'Oran
Président : F. KHELFI Professeur à
l'Université d'Oran
Examinatrice: Mme. N.TAGHEZOUT Maitre de
conférences A à l'Université d'Oran Examinateur
: Mr. H.HAFFAF Professeur à l'Université d'Oran
2013
Remercîments
2
Je tiens tout d'abord à remercier mon encadreur Pr.
BELDJILALI BOUZIANE de m'avoir fait confiance malgré mes connaissances
plutôt légères, puis de m'avoir guidé,
encouragé et conseillé tout en me laissant une grande
liberté. J'espère avoir été à la
hauteur.
Mes remerciements vont également
au Dr. AISSANI NASSIMA, pour la gentillesse et la patience
qu'elle a manifestées à mon égard durant ce magister, et
pour tous les précieux conseils et ses lumières.
Je ne sais comment exprimer ma gratitude aux membres du
jury pour le temps qu'ils m'ont accordé et de l'honneur qu'ils m'ont
fait de bien de participer au Jury de soutenance et juger ce modeste
travail.
Je remercie enfin mes camarades de l'équipe pour
leurs aides, conseils et encouragements.
« Beaucoup encore il te reste à
apprendre. »
M.YODA
Dédicaces
3
A mes parents, à ma soeur, à ma femme,
à mes amis ainsi qu'à tous ceux qui m'ont aidé et
soutenu.
4
Table des matières
TABLE DES FIGURES 7
TABLE DES TABLEAUX 9
INTRODUCTION GENERALE 10
CHAPITRE I : CONTEXTE PRATIQUE & PROBLEMATIQUE
12
1. INTRODUCTION 12
2. PRODUCTIQUE 12
2.1. DEFINITIONS DE LA PRODUCTIQUE 12
2.2. HISTORIQUE 13
3. CONDUITE DES SYSTEMES DE PRODUCTION 14
3.1. MODELISATION DU SYSTEME DE PRODUCTION 14
3.2. LES NIVEAUX DE DECISION 14
3.3. CLASSIFICATION DES SYSTEMES DE PILOTAGE 16
3.4. SPECIFICITES ORGANISATIONNELLES 18
3.5. PRODUCTIQUE ET COUTS DE PRODUCTION 19
4. CONTEXTE PRATIQUE 20
4.1. PRESENTATION DE L'ENTREPRISE 20
4.2. ACTIVITES ET CATALOGUE « PRODUITS » 20
4.3. ORGANISATION 22
4.4. SITE DE PRODUCTION 23
5. LABORATOIRE CONTROLE ET QUALITE 23
5.1. DIRECTION CONTROLE ET QUALITE 23
5.2. LABORATOIRE DE PHYSICO-CHIMIE 23
5.3. DEPARTEMENT TECHNICO-ADMINISTRATIF 23
5.4. LABORATOIRE RECHERCHE ET DEVELOPPEMENT 23
5.5. OBJECTIFS DE L'ENTREPRISE 24
6. PROCESSUS DE PRODUCTION 25
6.1. PROCEDE DE FABRICATION 26
6.2. LES TESTS EN LABORATOIRE 27
7. ENJEUX DE LA MAITRISE DU CYCLE DE VIE DU PRODUIT
31
7.1. DIFFICULTES RENCONTREES 31
7.2. OBJECTIFS INDUSTRIELS 31
8. SPECIFICITES ET PROBLEMATIQUE DU DOSAGE DES
MEDICAMENTS 32
8.1. VARIETE DES FAMILLES DE PRODUITS 32
8.2. PRINCIPE DE FONCTIONNEMENT 33
8.3. DEROULEMENT DU TEST 33
8.4. PROBLEMATIQUE 34
9. CONCLUSION 40
CHAPITRE II : ETAT DE L'ART SUR LA GESTION DE CYCLE DE
VIE DE
PRODUIT & PRODUIT INTELLIGENT 41
1. INTRODUCTION 41
2. GESTION DU CYCLE DE VIE DE PRODUIT 41
2.1. DEFINITION 42
2.2. HISTORIQUE 43
2.3. LES TROIS PHASES DU PLM 44
2.4. LES DONNEES EN PLM 45
3. LE PLM EN INDUSTRIE PHARMACEUTIQUE 46
3.1. BESOINS INDUSTRIELS 46
3.2. BESOINS SCIENTIFIQUES ET TECHNOLOGIQUES EN
PHARMACEUTIQUE 47
3.3. LE PLM EN QUELQUES CHIFFRES 48
4.
5
APPORTS DES PRODUITS INTELLIGENTS AUX PLM
49
4.1. DEFINITION DU PRODUIT INTELLIGENT (PI) 49
4.2. CLASSIFICATION DES PRODUITS INTELLIGENTS 49
5. DIFFERENTS CONCEPTS DE PRODUIT INTELLIGENT
52
5.1. PRODUIT ACTIF DE BRUN PICARD 52
5.2. PRODUIT INTELLIGENT MC FARLANE 54
5.3. PRODUITS INTELLIGENTS DE BAJIC 56
5.4. OBJET DEMANDEUR ET/OU FOURNISSEUR DE SERVICES 58
5.5. OBJET COMMUNICANT SENSITIF 59
5.6. PRODUIT ACTIF DANS UN ENVIRONNEMENT D'INTELLIGENCE
AMBIANTE 59
6. SYNTHESE DES TRAVAUX « PRODUIT INTELLIGENT
» 61
7. CONCLUSION 62
CHAPITRE III : SPECIFICATION ET MODELISATION D'UNE
SOLUTION A BASE
DE SMA 63
1. INTRODUCTION 63
2. L'AGENT INFORMATIQUE 63
2.1. DEFINITION DE L'AGENT INFORMATIQUE 64
2.2. SPECIFICITES D'UN AGENT INFORMATIQUE 65
2.3. CLASSIFICATION DES AGENTS 65
2.4. PROPRIETES DES AGENTS INFORMATIQUES 67
3. SYSTEME MULTIAGENTS 68
3.1. DEFINITIONS DU SYSTEME MULTIAGENTS 68
3.2. AGENTS ET SYSTEMES MULTIAGENTS 69
3.3. TYPOLOGIE DES SMA 69
3.4. DOMAINES D'APPLICATION DES SMA 71
3.5. QUELQUES EXEMPLES DE SMA 71
3.6. PLATEFORMES MULTIAGENTS 73
4. DONNEES DU PROBLEME 74
5. PROBLEMATIQUE DE LA MODELISATION D'UN SYSTEME DE
PILOTAGE 75
5.1. DEFINITION D'UN SYSTEME 75
5.2. LE MODELE DE RESOLUTION 75
6. MODELISATION D'UN SYSTEME DE PILOTAGE
76
7. APPROCHE GENERALE 77
7.1. FONCTIONS PREVISIONNELLES DE GESTION DE PRODUCTION
77
7.2. PRODUIT ACTIF 78
7.3. L'APPROCHE HETERARCHIQUE 79
7.4. AVANTAGES DU PRODUIT ACTIF 80
7.5. CLASSIFICATION DU PRODUIT DEVELOPPE 80
8. MODELE DE RESOLUTION 81
8.1. PROPRIETES DU PROBLEME 81
8.2. LIMITE DES AUTRES METHODES 81
8.3. PERTINENCES DES METHODES EXACTES 82
8.4. PHASES DE RESOLUTION 82
8.5. LES CONTRAINTES 87
8.6. LES PRINCIPALES VARIABLES 87
8.7. FONCTION OBJECTIF 88
9. CONCLUSION 91
CHAPITRE IV: IMPLEMENTATION ET SIMULATIONS
92
1. INTRODUCTION 92
2. L'ENVIRONNEMENT DE PROGRAMMATION 92
2.1. L'ENVIRONNEMENT « ECLIPSE » 92
6
2.2. LA PLATEFORME JADE 93
3. L'ENVIRONNEMENT EXPERIMENTAL 94
4. CREATION DES SCENARIOS 94
5. TESTS ET SIMULATION 96
5.1. PARAMETRES EN ENTREE 96
5.2. RESULTATS 96
5.3. INTERACTION ENTRE LES AGENTS 101
5.4. COMPORTEMENT DES AGENTS 102
5.5. RESULTATS POINT DE VUE PRODUIT INTELLIGENT 103
5.6. EFFICACITE DE LA METHODE 104
5.7. EFFICACITE DE LA METHODE ET HETEROGENEITE DES PRODUITS
105
5.8. TEMPS D'EXECUTION 105
5.9. BESOINS EN MEMOIRE 106
6. PRODUITS INTELLIGENTS OBTENUS 107
7. CONCLUSION 108
CONCLUSION GENERALE ET PERSPECTIVES 109
INDEX 110
BIBLIOGRAPHIES 112
7
TABLE DES FIGURES
Figure 1 : Les trois composants du système de
production 14
Figure 2 : Les trois niveaux hiérarchiques de
décision 15
Figure 3 Différents pilotages selon le lancement du
système 16
Figure 4: Architecture des systèmes de pilotages
19
Figure 5: Contraintes et solutions industrielles
19
Figure 6: Site de production de la SOPHAL spa 20
Figure 7: Principaux domaines thérapeutiques
21
Figure 8: Organigramme interne de la SOPHAL spa 22
Figure 9: Objectifs primaires et globaux en industrie
pharmaceutique 24
Figure 10 : Diagramme systémique des
activités de production 25
Figure 11: Classification des produits
médicamenteux selon leurs présentations 26
Figure 12: L'Atelier de fabrication 27
Figure 13: Le laboratoire contrôle-qualité
27
Figure 14: Les principaux tests en laboratoire de
contrôle qualité 28
Figure 15: Balance analytique utilisée pour la
pesée 28
Figure 16: Appareil servant au test de dissolution
(Dissolu-test) 29
Figure 17: Tests Microbiologiques 30
Figure 18 : Etuves de stabilité 30
Figure 19: Apports d'une gestion de cycle de vie de
produit 31
Figure 20: Schéma général de
fonctionnement d'une HPLC 33
Figure 21: Graphe illustrant les étapes du cycle de
vie d'un produit 34
Figure 22: Ensemble des affectations possibles 36
Figure 23: Arbre des séquences possibles 36
Figure 24: Digramme de GANTT pour le scénario 1
38
Figure 25: Digramme de GANTT pour le scénario 2
39
Figure 26: Relation entre les différentes solutions
d'entreprise (CIMdata, Inc 2002) 42
Figure 27 Les SGDT dans les années 80 43
Figure 28 Les SGDT dans les années 90 43
Figure 29 Naissance des premières solutions PLM
44
Figure 30: Concept général du PLM 45
Figure 31: Codage des informations en PLM 46
Figure 32: Taux de réussite de mise sur le
marché de nouveaux produits (DENIS et GULATI 2009) 47
Figure 33 Investissement PLM annuel en million de dollars
US 48
Figure 34: Classification des produits selon quatre
critères 52
Figure 35: Produit actif ( (BRUN PICARD et al. 1997) et sa
classification 53
Figure 36: Classification du produit actif ( (BRUN PICARD
et al. 1997) 53
Figure 37 Classification du produit informationnel (MC
FARLANE & al. 2002) 54
Figure 38: Produit intelligent avec agent de
décision (MC FARLANE & al. 2002) 55
Figure 39: Classification du produit avec agent de
décision (MC FARLANE & al. 2002) 55
Figure 40: Exemple d'objets porteurs de données
56
Figure 41: Classification de l'objet porteur de
données (BA/IC & RAMIREZ 2005) 56
Figure 42: Objet pointeur vers un système
d'information (BA/IC 2004) 57
Figure 43: Positionnement de l'objet pointeur vers un
système d'information (BA/IC 2004) 57
Figure 44: Objet demandeur et/ou fournisseur de services
(BAJIC 2004) 58
Figure 45: Classification Objet demandeur et/ou
fournisseur de services 58
Figure 46: Positionnement de l'objet communiquant sensitif
59
Figure 47: Produit actif en environnement d'intelligence
ambiante (BA/IC & DOBRE 2008) 60
8
Figure 48: Positionnement du produit en environnement
d'intelligence ambiante 60
Figure 49: Principe de fonctionnement d'un agent
64
Figure 50: Structure d'un agent réactif dans un
environnement multiagents 66
Figure 51: Structure d'un agent cognitif dans un
environnement multiagents 66
Figure 52: Paradigme et composantes d'un système
multiagents 68
Figure 53: L'architecture d'un SMA centralisé
69
Figure 54: L'architecture décentralisée
70
Figure 55: Méta-modèle
élémentaire de construction Système (MAYER 1995)
76
Figure 56: Décomposition systémique d'un
système de pilotage 77
Figure 57 Fonction de gestion prévisionnelle
78
Figure 58: Graphe systémique du produit dit «
actif » 78
Figure 59: Hiérarchie et hétérarchie
dans un système de neurones (McMULLOCH) 79
Figure 60: Classification du produit
développé 80
Figure 61: Les trois activités du modèle de
résolution proposé 83
Figure 62: Application des règles par L'agent P1
84
Figure 63: Application des règles par l'agent P2
84
Figure 64: Application des règles par selon la
table de l'agent P2 85
Figure 65: Arbre des ordonnancements 86
Figure 66: Ensemble de contraintes affectant la
procédure décisionnelle du produit 87
Figure 67: Représentation graphique des principales
variables 88
Figure 68: Représentation graphique de la fonction
dévaluation dans l'espace de recherche 90
Figure 69: Architecture de référence de
l'agent plateforme selon les normes FIPA 93
Figure 70: Architecture de référence de
l'agent plateforme selon les normes FIPA 93
Figure 71: Codage des familles de produits 95
Figure 72: Zone dédiée au paramétrage
d'une ressource 95
Figure 73: affichage des différentes affectations
possible sur la console éclipse 97
Figure 74: Création des ordonnancements Tord
à partir de Taffect 98
Figure 75: Table des combinaisons Tcombi pour le
scénario 1 99
Figure 76: Premières communications au fur et
à mesure de l'arrivé de nouveaux agents 101
Figure 77: Partage des informations entre agents produits
102
Figure 78: Séquence de déclenchement des
comportements dans une résolution type 103
Figure 79: Ecart entre espace totale et espace pertinent
104
Figure 80 : Impacte de
l'hétérogénéité des produits sur les
résultats 105
Figure 81 : Dégradation du temps de
résolution 106
Figure 82 : Consommation mémoire 106
9
TABLE DES TABLEAUX
Tableau 1 : Liste non exhaustive d'applications
multiagents 32
Tableau 2: Table de compatibilité
ressources-tâches 35
Tableau 3 : Déroulement des deux scenarios
39
Tableau 4 : Les temps d'attentes moyens 39
Tableau 5 : Tableaux synthétique des
différents produits intelligents 61
Tableau 6 : Description des propriétés d'un
agent 67
Tableau 7 : Liste non exhaustive d'applications
multiagents 73
Tableau 8 : Liste non exhaustive des plateformes
multiagents 73
Tableau 9 : Données globales 74
Tableau 10: Table de compatibilité pour les tests
d'HPLC 83
Tableau 11: Variable et pondération 89
Tableau 12 : Caractéristiques du matériel
utilisé pour les expérimentations 94
Tableau 13 : Table des compatibilités pour le
scénario 96
Tableau 14 : Représentation de la table des
combinaisons Tcombi 97
Tableau 15 : Représentation de la table des
combinaisons Tordi 100
Tableau 16 : Répartition du calcul des fonctions
d'évaluation 100
Tableau 17 : Digramme de séquences de l'algorithme
de résolution 103
10
INTRODUCTION GENERALE
L'informatique dans le monde de l'entreprise actuelle est
confrontée à des problèmes de plus en plus complexes. Cet
accroissement de la complexité est en grande partie dû aux
contraintes qu'exerce l'environnement extérieur sur l'entreprise. Les
entreprises sont ainsi obligées d'accroitre la productivité et la
rentabilité. Ce renforcement de l'efficience passe par des
méthodes d'optimisation. Les besoins d'adaptabilité et de
flexibilité en deviennent ainsi vitaux pour assurer leur
pérennité.
En industrie peut être plus qu'ailleurs, une attention
particulière est portée sur les coûts, les délais et
la qualité de production. Ce sont les trois paramètres essentiels
pour mesurer le rendement. L'objectif est de perpétuellement
d'améliorer la compétitivité. Pour y parvenir, les
entreprises industrielles doivent s'appuyer sur des outils informatiques
permettant un pilotage flexible, agile et efficace du processus industriel.
Notre travail propose une méthode permettant de poser
les premières bases d'une « Gestion de cycle de vie du produit
» en s'appuyant sur les produits intelligents et les systèmes
multiagents. Le but premier est d'offrir un modèle permettant une
gestion dynamique et efficace du problème d'allocation de ressources
critiques avec comme contexte l'industrie pharmaceutique.
Ce document propose un premier chapitre structuré en
deux parties. Dans la première nous allons introduire les
problématiques rencontrées en milieu industriel de façon
général. Nous expliquerons les activités de la
productique; nous verrons ainsi les différentes contraintes existantes
et l'apport des méthodes de conduite de production. Puis dans la
deuxième partie, nous présenterons la société
hôtesse du projet, ses différentes activités ainsi qu'une
description
du processus de production des produits
pharmaceutiques.
Nous décrirons les différents
problèmes rencontrés par la gouvernance
de l'entreprise, et de quelle façon ces derniers ont
motivé le choix de la « Gestion de cycle de vie du produit »
(PLM1).
Le deuxième chapitre quant à lui, apporte un
état de l'art des PLM et des produits dits « intelligents ».
Nous verrons comment ces techniques seront amenées à se
développer notamment grâce à l'expansion de l'intelligence
ambiante et des systèmes multiagents.
Le troisième chapitre détaille le modèle
que nous proposons. Il y est décrit les structures d'agents
développées ainsi que les méthodes de résolution
ayant servi à solutionner le problème d'ordonnancement des
allocations.
Le quatrième chapitre décrit l'architecture
d'implémentation développée pour l'application. Il
regroupe aussi différents résultats des tests et simulations.
Nous présenterons les performances globales du système sous
différents aspects : Temps de résolution, cohérence des
données, consommation mémoire...etc.
11
1 PLM : « Product Life cycle Management »
pour « Gestion de cycle de vie du produit »
12
Chapitre I : Contexte pratique &
problématique
CHAPITRE I :
CONTEXTE PRATIQUE & PROBLEMATIQUE
1. INTRODUCTION
A mesure que l'automatisation progresse dans le monde de
l'industrie, la question du pilotage des systèmes de production
revêt une importance grandissante. La multiplication des contraintes de
gestion nécessite une poursuite de plus en plus fine d'objectifs
associés à des niveaux de performance toujours plus
élevés.
Dans ce premier chapitre, nous allons apporter une
description de la notion de « productique » et détailler le
système de pilotage. Puis, nous décrirons le contexte pratique en
explorant les procédés de fabrication pharmaceutique. La
finalité est de cerner la problématique spécifique.
2. PRODUCTIQUE
C'est en 1979 que le néologisme « productique
» est apparu pour la première fois. Il est attribué à
la société Philips Data Système. Cette contraction des
mots « production » et « informatique » désigne les
applications informatiques dans le domaine de la production industrielle.
2.1. Définitions de la productique
La productique étant un vaste champ d'activités,
il existe dans la littérature beaucoup de définitions parmi
lesquelles nous avons retenu celles-ci :
i. « l'intégration de l'informatique aux
moyens de production, englobant
les techniques de manutention de poste à poste, ou
de machine à machine...etc. On la nomme aussi «transitique»
par analogie à la logistique» (DEBAEKER 2008).
13
Chapitre I : Contexte pratique &
problématique
ii. « Concept de mise en oeuvre, par les
hommes, des méthodes et moyens informatiques et automatiques concourant
à assurer simultanément la rentabilité, la qualité
et la réactivité de tout ou partie d'un ensemble industriel»
(WALDNER 1990).
2.2. Historique
ANNEES 70 ET 80 : LES SYSTEMES ASSISTES PAR ORDINATEUR
Avec le début de l'introduction de l'informatique dans
les entreprises, on a tout d'abord cherché à faire des
optimisations locales pour un métier donné. C'est l'apparition de
la Conception Assistée par Ordinateur (C.A.O).
Dans les bureaux d'études, l'utilisation de machines
à commande numérique et de programme de Fabrication
Assistée par Ordinateur (F.A.O.) dans les usines, ou les premiers
systèmes de scan-gouache2 informatique dans les studios de
production de dessins animés.
Cette informatisation de la production reste limitée
à certains secteurs de l'entreprise, et on constate rapidement un manque
de cohérence d'ensemble le long des chaînes d'informations. Ce
manque de gestion d'information était sans doute dû à la
jeunesse de ces technologies.
ANNEES 90 : LE CONCEPT C.I.M3
Le manque de cohérence dans les chaînes
d'informations de l'entreprise a amené une prise de conscience du besoin
fondamental d'intégration des systèmes informatiques tout au long
de la chaîne de production, depuis les phases de conception
jusqu'à la fabrication.
On a alors mis en avant le concept de CIM, que l'on traduit en
français par le terme de productique. Ce concept permet une vision plus
large du procédé de fabrication. C'est une approche qui tente de
décloisonner la vision classique des processus dans les chaines
d'informations.
2 Procédé de numérisation
développé pour les studios d'animation. Il est apparu fin des
années 70
3 CIM pour Computer Integrated Manufacturing
14
Chapitre I : Contexte pratique &
problématique
3. CONDUITE DES SYSTEMES DE PRODUCTION
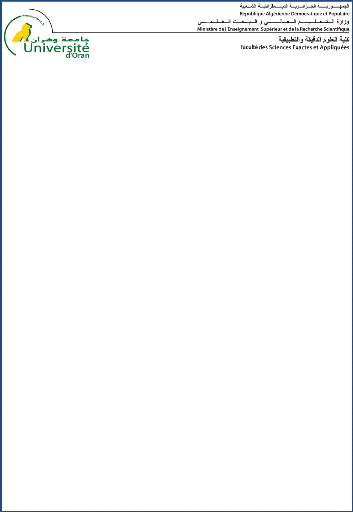
3.1. Modélisation du système de production
Le fonctionnement d'un processus industriel est
généralement modélisé en utilisant une approche
systémique constituée de trois sous-systèmes:
- LE SYSTEME PHYSIQUE: Ce système,
aussi appelé système opérant, agit directement sur les
produits en effectuant des opérations de transformation, de
contrôle, de manutention et de stockage.
- LE SYSTEME DE DECISION: Ce
système, appelé aussi système de conduite ou de pilotage a
pour rôle de modifier l'évolution du système physique
- LE SYSTEME D'INFORMATION : Il a pour objet
d'assurer la collecte, le stockage, le traitement et la transmission des
informations du système de production ainsi que de son environnement. Il
sert de support de liaison entre le système physique et le
système de décision.
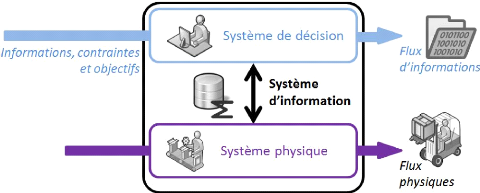
Figure 1 : Les trois composants du système
de production
3.2. Les niveaux de décision
Dans (LE MOIGNE 1994) « décider » c'est
identifier et résoudre les problèmes que rencontre toute
organisation. La conduite des systèmes de production peut se
décrire selon les trois niveaux hiérarchiques de décision
: stratégique, tactique et opérationnel qui correspondent
respectivement à des décisions à long, moyen et court
terme.
15
Chapitre I : Contexte pratique &
problématique
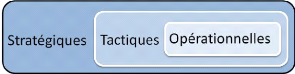
Figure 2 : Les trois niveaux hiérarchiques
de décision
LES DECISIONS STRATEGIQUES
Ce sont les décisions qui introduisent des orientations
durables de l'entreprise sur un horizon à long terme. Dans cette
catégorie on trouve, par exemple, les décisions concernant
l'implantation de nouvelles unités de production, la conception d'une
nouvelle ligne de production, les décisions portant sur de nouvelles
orientations en termes de produits ou de marchés. Si une
réflexion stratégique est nécessaire tout au long de la
vie de l'entreprise, les questions stratégiques se posent plus
particulièrement quand l'entreprise affronte des changements importants
tels qu'une hausse ou une baisse significative des demandes ou encore une
fusion ou une cession d'une partie de l'activité.
LES DECISIONS TACTIQUES
Concernent la mise en oeuvre et l'adaptation des
décisions prises au niveau stratégique sur une période
plus courte. Elles concernent particulièrement la planification
mensuelle de la production afin de répondre à la demande, des
flux matières tout au long de la chaîne logistique
(approvisionnements, production, stockage, distribution) et la gestion des
ressources en hommes et en équipements.
LES DECISIONS OPERATIONNELLES
Les décisions opérationnelles nous
intéressent plus particulièrement. La décision à ce
niveau met en application le plan d'actions prévu par le niveau
tactique. Ce sont les décisions qui concernent les actions à
court terme, comme par exemple l'ordonnancement de la production. La
procédure de prise de décision intervient durant la production de
deux façons : de façon périodique ou
événementielle. Dans le premier cas, le déclenchement de
la procédure de prise de décision est régulier et il est
fait à des intervalles de temps réguliers. Dans l'autre cas, le
déclenchement repose sur l'apparition d'événements dans le
système.
16
Chapitre I : Contexte pratique &
problématique
3.3. Classification des systèmes de pilotage
Selon les objectifs que doit atteindre le système de
pilotage et selon l'approche appliquée à ce dernier, nous pouvons
distinguer plusieurs familles ou types de systèmes
représentés ci-après.
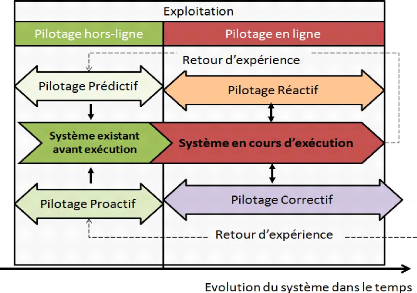
Figure 3 Différents pilotages selon le
lancement du système
PILOTAGE PREDICTIF
Le pilotage prédictif est destiné à
préparer le lancement d'un système existant. Il se fait donc
« apriori ». Il permet de définir l'objectif de la production
et la meilleure trajectoire pour y parvenir et de prendre des décisions
pour assurer le fonctionnement courant. Ce pilotage est basé sur des
paramètres (comme le temps opératoire d'une machine, le taux
d'arrivée, le taux de panne etc.) estimés de manière
déterministe (ex : le temps opératoire moyen est de 15 minutes)
ou probabiliste (ex : le temps opératoire suit une loi uniforme entre
deux valeurs minimum et maximum).
Les paramètres de pilotage sont
déterminés avant l'exécution sur le système
réel. Un expert ou un outil est chargé de trouver la meilleure
décision (ex. règle de priorité). Le pilotage
prédictif fournit en quelque sorte le scénario optimal dans un
environnement non perturbé.
17
Chapitre I : Contexte pratique &
problématique
PILOTAGE PROACTIF
Le pilotage proactif est utilisé également dans
la phase de préparation avant que le processus de production ne soit
lancé. L'objectif ici est d'anticiper un certain nombre d'aléas
et de déterminer « apriori » la meilleure réponse
possible à apporter si l'aléa survient. On va donc ainsi pouvoir
répondre très vite et être beaucoup plus réactif. Ce
pilotage est basé sur les mêmes principes que le pilotage
prédictif, mais :
1. Il consiste d'abord à anticiper les perturbations
les plus probables et le plus grand nombre possible de perturbations
éventuelles. Ces données peuvent être remontées
grâce aux indicateurs de performance d'un système
déjà existant ou bien extraites d'une base de données
mémorisant les événements passés.
2. Ensuite, il cherche à identifier les risques de ne
pas atteindre les objectifs initialement fixés, notamment de ne pas
respecter le délai prévisionnel face aux perturbations.
3. La simulation hors ligne est aussi un des outils
utilisés pour ce pilotage afin d'anticiper les perturbations et calculer
les risques éventuels de ne pas respecter l'objectif visé.
PILOTAGE REACTIF
Le pilotage réactif intervient pendant
l'exécution de la production, une fois le lancement effectué. Il
a pour but de corriger les valeurs des variables de décision lors de
l'apparition d'un événement imprévu.
Ce pilotage doit réagir en temps réel. Dans le
meilleur des cas, l'événement a été anticipé
dans la phase de pilotage proactif et la réponse est connue. Souvent,
l'événement n'a pu être anticipé. On peut distinguer
deux situations nécessitant une réaction : ou pilotage en temps
réel
i. Des événements imprévisibles peuvent
survenir, sans que l'on puisse
les anticiper par un pilotage prédictif ou proactif. Il
peut s'agir par exemple de l'arrivée d'une commande urgente, de la
modification d'une commande ou encore d'une panne sur une machine. Le pilotage
réactif devient nécessaire pour analyser les conséquences
de cet événement imprévu par rapport à l'objectif
de production et, le cas échéant, pour déterminer les
paramètres de pilotage à corriger pour minimiser l'impact de
cette perturbation (BERCHET 2000).
18
Chapitre I : Contexte pratique &
problématique
ii. Des dérives sont détectées (par exemple,
le temps de cycle d'une machine
augmente dans le temps). Ces dérives peuvent avoir pour
conséquence le non-respect des objectifs ou la survenue
ultérieure d'événements plus perturbants. Par exemple,
l'augmentation de la durée d'une opération peut entraîner
un retard généralisé ou l'impossibilité de
maintenir l'ordonnancement prévisionnel. Ceci permet au décideur
d'appliquer de façon préventive des modifications aux
paramètres de pilotage. La réactivité de ce pilotage
dépend donc de l'évolution de l'état du système par
rapport à ce qui avait été prévu par le pilotage
prédictif.
PILOTAGE CORRECTIF
Dans le cas où l'on ne peut pas maîtriser une
dérive et ramener un paramètre dans les valeurs attendues, il est
possible qu'il soit trop tard pour appliquer une démarche
préventive.
« Le résultat du pilotage correctif et les
causes de disfonctionnements survenus peuvent argumenter les pilotages
prédictif et proactif en enregistrant l'historique dans une base de
données qui pourra servir dans la prochaine modélisation »
(ARMETTA 2006).
« Il faut alors une démarche qui modifie la
trajectoire de référence ou même l'objectif de production.
» (BERCHET 2000) Là aussi, il est nécessaire de
mémoriser les faits dans une base de données pour une utilisation
ultérieure. En effet, ce niveau est effectué à la suite
d'une valeur limite, qui signifie l'apparition réelle d'un aléa
comme une panne machine. L'atteinte de cette limite déclare le
déclenchement d'une démarche corrective, en réalisant par
exemple une maintenance corrective.
3.4. Spécificités organisationnelles
Une des caractéristiques importantes du système
de décision est sa nature fortement hiérarchisée en
différents niveaux de centres de décisions. Les centres de
décisions reçoivent un cadre de décision (des
informations, contraintes et objectifs) d'un niveau supérieur, et
définissent des cadres de décision pour les centres de
décision de même niveau ou de niveau inférieur. Cette
hiérarchie de centres de décision se caractérise
également par les différents horizons temporels pris en compte
par chacun d'eux, et leur période de prise de décision. Si bien,
que le choix de la structure organisationnelle dépend de plusieurs
facteurs : Spécificités de l'environnement, objectifs du
système (voir section 3.3).
19
Chapitre I : Contexte pratique &
problématique
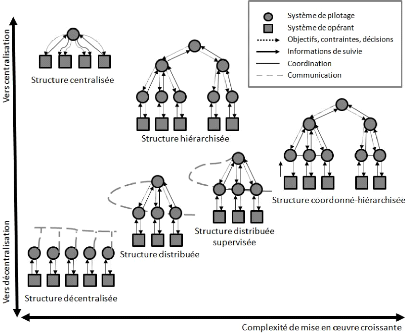
Figure 4: Architecture des systèmes de
pilotages
3.5. Productique et coûts de production
L'approche productique de la définition, de la
conception et de l'utilisation des moyens de production est d'abord
financière. On ne « modernise )) plus, on « optimise )) (IBM
2011). Cela suppose d'intégrer dans toute étude, toutes les
composantes des coûts de production, en particulier :
- Les coûts de possession de stocks et d'encours.
- Les coûts de manutention.
- Le coût des rebuts, des retouches, de la
non-qualité.
- Les coûts indirects induits par la production (gestion,
supervision, etc.).

Figure 5: Contraintes et solutions
industrielles
20
Chapitre I : Contexte pratique &
problématique
4. CONTEXTE PRATIQUE
Dans la deuxième partie de ce premier chapitre, nous
nous intéressons à la gestion de production pharmaceutique. Nous
estimons ce domaine tout à fait propice à l'élaboration
d'une approche basée sur la gestion du cycle de vie d'un produit. Le
besoin de réactivité et de flexibilité y est tout aussi
important que dans toute autre production. De plus, le besoin de qualité
et de traçabilité y est particulièrement grand.
4.1. Présentation de l'entreprise
La Spa SOPHAL (pour Société
Pharmaceutique Algérienne) est un laboratoire pharmaceutique
spécialisé dans le développement, la production et la
commercialisation de médicaments génériques. Fondée
en 1994, elle est située dans la zone industrielle de Hassi Ben Okba
à 15 Km à l'est d'Oran, deuxième grande ville
d'Algérie.

Figure 6: Site de production de la SOPHAL
spa
4.2. Activités et catalogue « produits »
DEFINITION DU MEDICAMENT
« Le médicament est une substance qui
possède des propriétés pharmacologiques qui peut
être administré sans addition d'excipient. »
(CHARPENTIER 2001).
21
Chapitre I : Contexte pratique &
problématique
L'excipient est constitué d'une matière ou d'un
mélange de matière inactive sur la pathologie, dépourvu
donc de propriété pharmacologique, utilisé pour donner une
forme et une présentation convenable à son utilisation (poids,
volume, goût, conservation, consistance).
LE MEDICAMENT GENERIQUE
SOPHAL est spécialisée dans la fabrication de
spécialités pharmaceutiques "génériques" à
usage humain. Un médicament générique est un
médicament identique ou équivalent à celui d'une marque
(appelé médicament princeps), mais
produit et vendu sous sa dénomination commune internationale (DCI, nom
chimique de la substance) ou sous un nouveau nom commercial. La substance
active (ou principe actif du médicament) est identique à celle du
produit de marque, seules sa présentation et ses excipients sont
différents.
Ces médicaments génériques peuvent
être produits après expiration du brevet, ou en l'absence de
brevet. De nos jours, de très nombreux médicaments issus de la
recherche ont vu, au cours des années, leur brevet tomber dans le
domaine public, dans le patrimoine commun de l'humanité, et leurs gammes
couvrent un très large éventail de maladies aiguës ou
chroniques, graves ou bénignes.

Figure 7: Principaux domaines
thérapeutiques
La gamme des médicaments SOPHAL compte un
éventail très large de produits, qui non seulement constituent
des copies conformes des molécules mères qui leur ont
donné naissance, tout en ayant des coûts de production
avantageux.
22
Chapitre I : Contexte pratique &
problématique
4.3. Organisation
Une étude de terrain a permis de modéliser les
structures internes de l'entreprise. Nous trouvons les départements et
services classiques d'une entreprise industrielle (Finance,
comptabilité, Ressources humaines, ...Etc.).
Notre attention se porte plus particulièrement sur deux
structures organisationnelles. A savoir, le site de production et le
laboratoire « Contrôle et Qualité ».
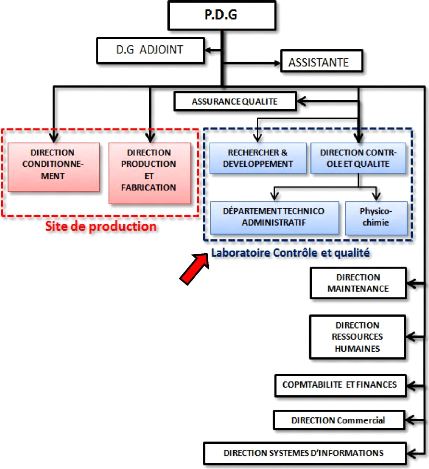
Figure 8: Organigramme interne de la SOPHAL
spa
23
Chapitre I : Contexte pratique &
problématique
4.4. Site de production
La société compte parmi ses structures de
production:
? Une unité de production des produits
pénicilliniques.
? Une unité de production des produits non
pénicilliniques.
? Une unité de production des antibiotiques de la
classe
des céphalosporines.
? Une unité de conditionnement des produits
stériles injectables.
? Une aire de stockage des matières premières de
13000m2.
5. LABORATOIRE CONTROLE ET QUALITE
5.1. Direction contrôle et qualité
Ce service assure l'organisation et la coordination des tests
physico-chimiques et microbiologiques des matières premières et
des produits finis. La direction contrôle et qualité gère
également une échantillothèque pour garantir la
traçabilité et permettre des analyses a posteriori.
5.2. Laboratoire de physico-chimie
Ce laboratoire (Voir section 6.2 page27) assure de
nombreuses analyses physico-chimiques : Spectrophotomètre, Ultraviolet
visible, Infrarouge, HPLC (Voir page 32), Fluorescence,
PH-mètre, Potentiomètre, Appareil de dissolution (Voir page
29) et autres.
5.3. Département technico-administratif
La mission principale du département
technico-administratif
est d'assurer la coordination entre les différents
départements internes de la société. De plus, il permet de
garantir une traçabilité qui permet le suivi des produits sur
toute la chaine de production et de distribution, jusqu'à leur fin de
vie. Une autre fonction primordiale est d'assurer l'enregistrement de nouveaux
produits et leurs suivis auprès des autorités locales de
santé ainsi que leurs lancements sur le marché.
5.4. Laboratoire Recherche et Développement
La société possède un laboratoire Recherche
et Développement (R&D). Il permet d'enrichir le catalogue
produits de l'entreprise et ceci en permettant
24
Chapitre I : Contexte pratique &
problématique
de développer de nouvelles formulations
génériques. Il assure la fabrication de lots pilotes. Le
médicament étant un produit très sensible, le
département R&D assure la transposition industrielle qui consiste
à rendre possible un changement d'échelle. Enfin, on citera comme
tâche importante, l'étude de la stabilité du produit
indispensable pour son exploitation. (R&D)
5.5. Objectifs de l'entreprise
Nous avons recensé les différents objectifs et
buts poursuivis par l'entreprise. Nous les avons regroupés en trois
catégories :
? Objectifs industriels primaires : Induits
par le contexte industriel, Ils regroupent de nombreux buts suivis comme :
faire évoluer les normes de fabrication, suivre en permanence la demande
des clients...Etc.
? Objectifs globaux de l'entreprise : Ce sont
les dénominateurs communs avec toute entreprise. Ils consistent
essentiellement en trois points : l'innovation, la réduction du temps de
développement et la compétitivité.
? Objectifs commerciaux : Les objectifs
commerciaux se résument en deux notions mercantiles : Augmenter les
revenus et accroitre la rentabilité.
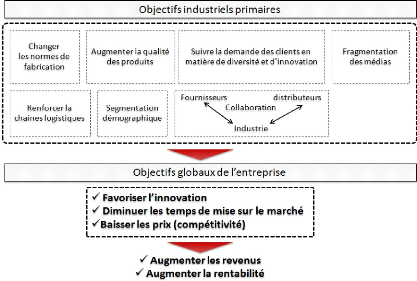
Figure 9: Objectifs primaires et globaux en
industrie pharmaceutique
Chapitre I : Contexte pratique &
problématique
6. PROCESSUS DE PRODUCTION
Le médicament est un produit particulier sur beaucoup
de plans. Le procédé de fabrication passe par une multitude de
tests comme le montre la « Figure 10 )) :
? Le fournisseur envoie des échantillons de produit
soit au magasin «Matière Première» pour y être
entreposé, soit directement au laboratoire pour y être
analysé (en cas de test pré-réception du produit).
? La production s'approvisionne auprès du magasin pour
assembler les différents ingrédients pour fabriquer le
produit.
? Le laboratoire va effectuer toute une batterie de test sur :
- Les lots en cours de production. On parle en industrie de Test
in-process.
- Les produits finis.
- Les lots précédemment délivré sur
le marché, à raison d'un test par an et par lot. On parle de
stabilité réelle annuelle.
- Les médicaments non commercialisés
jusqu'à présent ou en cours d'enregistrement auprès des
autorités. On parle de produit en développement.
? Les résultats des tests sont regroupés sur des
documents que l'on nomme «Bulletins d'analyses». Une fois que le
bulletin contient exclusivement des résultats répondant aux
normes pour l'ensemble des tests, le lot est dit « conforme )) et la
direction technique procède à la «libération du
lot». Cela signifie que sa mise sur le marché est désormais
autorisée.
? Un fois les transactions commerciales effectuées, les
lots « libérés )) sont vendus soit à la filiale de
distribution de SOPHAL nommée DIPHACO soit directement à la
pharmacie centrale des hôpitaux (PCH).
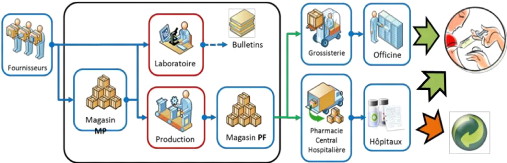
Figure 10 : Diagramme systémique des
activités de production
25
26
Chapitre I : Contexte pratique &
problématique
6.1. Procédé de fabrication
Le procédé de fabrication diffère en
fonction du type4 de produit. Ils sont ainsi divisés selon
deux formes : injectable et sèche.
|
|
|
Les formes sèches
|
|
|
|
Les formes injectables
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Comprimés
|
|
|
|
|
|
|
|
|
|
|
|
|
Solution
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Gélules
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Granulés pour suspension
buvable
|
|
|
|
|
|
|
|
|
|
|
|
|
Poudre
|
|
|
|
|
|
|
|
|
|
|
|
|
Sachets
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Figure 11: Classification des produits
médicamenteux selon leurs présentations
Les points où sont réalisées des
opérations à haut risque, tels que le point de remplissage, les
emplacements des bols vibrants de bouchons, les ampoules et les flacons ouverts
ou les points de raccordements aseptiques. Les postes de travail sous flux
d'air laminaire 5 satisfont normalement aux conditions requises pour
ce type d'opérations.
L'atelier de fabrication est composé de 3 compartiments
: Centrale des pesées, l'atelier de préparation et l'atelier de
conditionnement. Ce dernier est séparé de l'atelier de
préparation par un corridor. Il est divisé en deux parties, l'une
réservée au conditionnement primaire, l'autre au conditionnement
secondaire.
i. Conditionnement primaire : Les principaux
équipements qui existent sont la souffleuse, une remplisseuse et une
sertisseuse.
ii. Conditionnement secondaire : Il est sous zone non
classée mais la température à l'intérieur est
contrôlée. Ses principaux équipements sont : une
étiqueteuse, une encartonneuse, une Vigneteuse
[Voir figure ci-après].
4 En pharmacie, on parle de forme galénique.
5 Systèmes conçus pour protéger
des produits très sensibles de la contamination externe.
27
Chapitre I : Contexte pratique &
problématique

Figure 12: L'Atelier de
fabrication
6.2. Les tests en laboratoire

Figure 13: Le laboratoire
contrôle-qualité
Le laboratoire assure le contrôle de la qualité
sur les matières premières et les produits finis
conformément aux Pharmacopées6 en vigueur
(européenne, américaine...) et aux dossiers spécifiques,
les monographies de contrôle des principes actifs, des excipients, des
articles de conditionnement
6 Recueil à caractère officiel et
réglementaire des matières premières entrant dans la
composition de médicaments« Contrôle-qualité »
28
Chapitre I : Contexte pratique &
problématique
et des produits finis, tant sur le plan des essais et dosages
physicochimiques, que des études galéniques, chimiques ou
microbiologiques.
Voici ci-dessous, les principaux tests effectués sur les
échantillons :
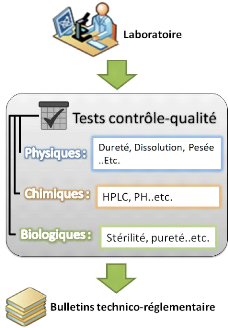
Figure 14: Les principaux tests en laboratoire de
contrôle qualité
PESEE
Un opérateur procède à la pesé
d'échantillons (comprimés, gélules...Etc.) Il s'assure
ainsi à l'aide d'une balance analytique à grande
précision, que son poids moyen est conforme aux normes.

Figure 15: Balance analytique utilisée pour
la pesée
29
Chapitre I : Contexte pratique &
problématique
DISSOLUTION
On mesure la quantité de principe actif dissoute
pendant une durée donnée et à une vitesse de rotation
donnée dans un milieu specifique liquide. On mesure le
phénoméne de dissolution à l'aide d'un appareil
nomé « dissolu-test ». Cet appareil reporoduit plusieurs
conditions que l'on rencontre lors de la digestion d'un produit (exemple :
Température 37°c, milieu acide, mileu tamponé ..etc).

Figure 16: Appareil servant au test de dissolution
(Dissolu-test)
CONTROLE DES PARTICULES
En ce qui concerne les médicaments injectables, on
s'assure qu'aucune particule potentiellement dangereuse de par sa taille ne
soit présente. On évite ainsi tout risque d'obstruction des
vaisseaux sanguins ou tout autre accident de santé.
ANALYSES MICROBIOLOGIQUES
Les analyses microbiologiques sont effectuées selon le
type de médicament. Ils permettent de mettre en évidence et de
quantifier les germes (bactéries) ou champignons. Il est important de
connaître la charge bactérienne.
30
Chapitre I : Contexte pratique &
problématique

Figure 17: Tests Microbiologiques
Ce test se fait par la mise en place de milieux de culture
dans lesquels on place des échantillons puis, après un certain
laps de temps on s'assure de la stérilité des produits. Voici
quelques exemples :
- Les produits injectables doivent être stériles,
exempt de toutes bactéries ou champignons.
- Les antibiotiques administrés par voie orale ne
doivent pas dépasser un certain seuil de charge bactérienne.
STABILITE
Dans le secteur pharmaceutique, les tests de stabilité
jouent un rôle important dans le développement et l'homologation
de nouvelles substances actives et de nouveaux produits. L'objectif est de
déterminer comment, dans certaines conditions, un produit ou une
substance active se transforme pendant une période
déterminée.
Les résultats obtenus permettent notamment de
déterminer la durée de conservation et de définir les
conditions de stockage recommandées. Ce n'est qu'après avoir
effectué une étude de stabilité que le fabricant pourra
garantir que le produit répondra aux spécifications
exigées à condition qu'il soit entreposé correctement et
dans le respect des conditions de stockage ainsi définies.

Figure 18 : Etuves de
stabilité
31
Chapitre I : Contexte pratique &
problématique
7. ENJEUX DE LA MAITRISE DU CYCLE DE VIE DU
PRODUIT
La société connaît un développement
national rapide. « Les activités industrielles en milieu
pharmaceutique sont plus strictement encadrées sur le plan
législatif et bien plus complexe que dans la plus part des autres
industries » (LINDNER 2008). Afin de répondre aux
différents impératifs de l'entreprise (voir Figure 5 p19)
la direction souhaite mieux maitriser le cheminement que suivent ses
produits.
7.1. Difficultés rencontrées
Voici les principales difficultés et défis
rencontrés par la gouvernance de l'entreprise que nous avons
relevés:
? Processus manuels, lents, enclins aux erreurs et aux
redondances de données. ? Fortes pressions exercées par la
réglementation.
? Difficultés de gestion du nombre croissant de ligne de
produits.
? Fort cloisonnent entre les différentes phases du
processus métier.
7.2. Objectifs industriels
Le laboratoire pharmaceutique étant avant tout une
entreprise commercial, on peut résumer ses objectifs à la
minimisation du temps et du cout d'une part, et à la maximisation de la
qualité d'autre part. La mise en place d'une stratégie de gestion
de cycle de vie d'un produit permet de décloisonner les
différentes activités. De plus, elle permet d'apporter de
réelles réponses aux défis rencontrés.
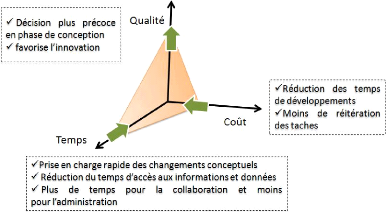
Figure 19: Apports d'une gestion de cycle de vie de
produit
32
Chapitre I : Contexte pratique &
problématique
8. SPECIFICITES ET PROBLEMATIQUE DU DOSAGE DES
MEDICAMENTS
L'HPLC (High Pressure Liquid Chromatography) est une
technique chromatographique à haute performance dont la phase mobile est
liquide. Cette méthode de pointe qui est utilisée en chimie
analytique permet de séparer et d'identifier les constituants d'un
mélange.
8.1. Variété des familles de produits
Le tableau ci-dessous représente les 24 familles ainsi que
le code à 3 caractères retenu.
|
Familles de produit (Molécule)
|
Code
|
|
ACETYLSALICYLATE DE LYSINE
|
AYL
|
|
ACETRAL
|
ACT
|
|
AMLODIPAL
|
AML
|
|
ASPIGAL
|
ASP
|
|
AMPAL
|
AMP
|
|
AMOXA
|
AMX
|
|
BENZYPAL
|
BZP
|
|
CAPTOPRAL
|
CAP
|
|
CEFAZAL
|
CFZ
|
|
COTRIMOXAL
|
CTM
|
|
CLAVAMOX
|
CLV
|
|
CYANOCOBAL
|
CYN
|
|
DICLOFAL
|
DCL
|
|
DIPARACETAL
|
DIP
|
|
GENTAL
|
GTL
|
|
GLAZIDAL
|
GLZ
|
|
LOPERIDAL
|
LPR
|
|
MEPRENAL
|
MEP
|
|
NIFEDIPAL
|
NFD
|
|
NOVITAL
|
NOV
|
|
OXAL
|
OXL
|
|
PARACETAL
|
PCT
|
|
PENIVAL
|
PNV
|
|
RANITIDAL
|
RTD
|
Tableau 1 : Liste non exhaustive d'applications
multiagents
Dans notre étude nous nous sommes penchés sur ce
test en particulier parce qu'il réunit toute la complexité de
gestion et de planification. En effet, ce problème s'apparente à
celui dit de « la machine à outils ». Comme le montre
la section d), l'ordre dans lequel les tests sont programmés et
réalisés, influence grandement la durée des tests et le
temps d'attente moyen.
33
Chapitre I : Contexte pratique &
problématique
8.2. Principe de fonctionnement
Le fonctionnement de cette machine est assez complexe en ce
qui concerne le procédé de mesure. Notons aussi qu'il n'existe
pas une mais plusieurs machines fonctionnant chacune d'une façon
particulière et utilisant chacun un rayonnement particulier (Infrarouge,
radiation...etc.).
Comme nous le montrons dans la figure
ci-après, nous avons ressorti les principales
caractéristiques communes aux HPLC ainsi que le principe
général commun.
8.3. Déroulement du test
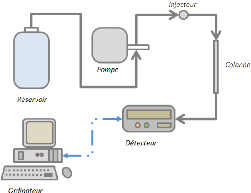
Figure 20: Schéma général de
fonctionnement d'une HPLC Le test se passe comme suit :
- On prépare une solution que l'on place dans un
réservoir.
- La pompe commence à aspirer la solution pendant
plusieurs minutes pour préparer la colonne. On appelle cette phase de
préparation la phase mobile.
- A la fin de la phase mobile et à un moment
précis on injecte le produit dont on veut connaitre le dosage à
l'aide d'une seringue dans un orifice spécial nommé
«injecteur».
- Le liquide chemine ainsi à travers les conduites
jusqu'à son arrivée à l'entrée de la colonne. Cette
dernière va ainsi agir comme un filtre ne laissant passer qu'un produit
à la fois et ce, chacun à un moment précis.
- Le liquide continue ainsi sa progression.
34
Chapitre I : Contexte pratique &
problématique
- Un dispositif
chromatographique7 ultra-sensible va permettre de
mesurer le dosage de mélange en mesurant l'absorbation d'une longueur
d'onde précise à un moment précis (selon le produit et la
colonne utilisée).
- Si le test est terminé et que l'on souhaite
arrêter l'utilisation de la machine ou changer de produit (et
probablement de colonne) on repasse par une phase mobile afin de ne pas
dégrader la colonne et de pouvoir l'entreposer sans risquer de
l'endommager.
8.4. Problématique
Comme nous l'avons expliqué plus haut, il s'agit de
solutionner un ensemble de problèmes successifs tout au long de la vie
du produit. Nous nous intéressons ici au test d'HPLC.
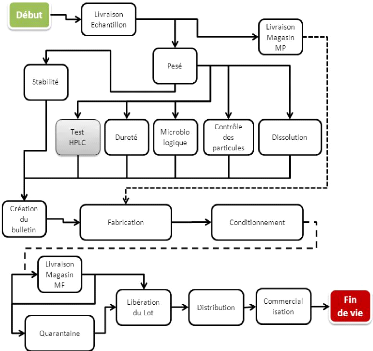
Figure 21: Graphe illustrant les étapes du
cycle de vie d'un produit
7 Chromatographique : technique de
séparation des substances chimiques qui repose sur des
différences de comportement.
35
Chapitre I : Contexte pratique &
problématique
Le but est d'étudier ce problèmes afin de
dégager des comportements pouvant être étendus à des
problèmes plus ou moins similaires que rencontrera le produit
(Manufacturassions, autres tests, conditionnement, problèmes de
distribution ...Etc.)
CONTRAINTES
La compatibilité entre machine et produit est un
élément central. Il n'est pas possible de réaliser
n'importe quel test sur n'importe quel HPLC. De ce fait il est indispensable de
dégager en premier lieu toutes les combinaisons possibles. Prenons
l'exemple de trois produits et deux machines.

Tableau 2: Table de compatibilité
ressources-tâches
Posons la fonction Fcomp(x) telle que x est une machine HPLC
et Fcomp(x) égale aux nombres de produits
susceptibles d'être tester (de s'exécuter) sur la machine x. Nous
obtenons alors :
y' Ligne 1 correspondant aux compatibilités du produit P1
Lot1 avec les HPLC 1
& 2 nous avons une seule compatibilité; Donc
Fcomp(P2)=1 y' Ligne 2 correspondant aux
compatibilités du produit P2 Lot1 avec les HPLC 1
& 2 nous avons une seule compatibilité; Donc
Fcomp(P2)=1 y' Ligne 3 correspondant aux
compatibilités du produit P3 Lot1 avec les HPLC 1
& 2 nous avons deux compatibilité; Donc
Fcomp(P3)=2
PARCOURS DE L'ESPACE DE RECHERCHE
Le problème que nous traitons est un problème
d'optimisation combinatoire. Nous pouvons rencontrer
lors de sa résolution des problèmes d'explosion combinatoire
(dû à un trop grand nombre de combinaisons à
évaluer) et ou à un problème de non-exhaustivité
des solutions envisagées.
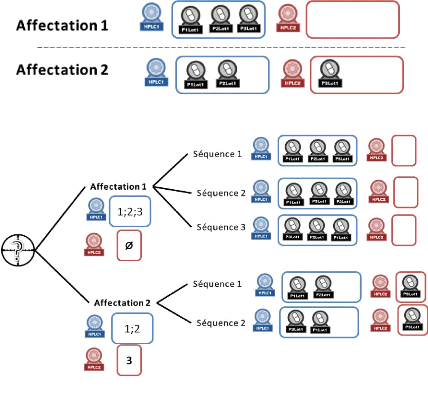
Figure 22: Ensemble des affectations
possibles
Figure 23: Arbre des séquences
possibles
36
Chapitre I : Contexte pratique &
problématique
Pour notre étude nous parlons d'espace de recherche.
« L'espace de recherche désigne l'ensemble des combinaisons de
valeurs utilisées pour une représentation de problème
» (ARMETTA 2006)

37
Chapitre I : Contexte pratique &
problématique
Du fait du changement d'outil (voir section 8.2),
il s'agit de déterminer l'ordre de passage des tests. On
doit alors dégager l'ensemble des listes ordonnées. Pour chaque
affectation on doit calculer un ensemble d'arrangements possibles.
Nous obtenons au final deux configurations d'affectations
possibles. De là, nous pouvons dégager cinq séquences
ordonnées possibles nommées « ordonnancement «
Dans (RAPINE 2010), un problème d'ordonnancement est
défini par :
- Un ensemble de ressources (hommes, machines, camions . . .)
- Un ensemble d'activités nécessitant ces
ressources tâches d'un projet, produits, commandes, . . . Etc.
- Des objectifs tels que (Finir au plus vite, ne pas avoir de
retard, . . . Etc.).
Il existe dans la littérature de nombreuses
méthodes permettant d'explorer les ordonnancements (ALOULOU 2006). Voici
les principales :
- Modélisation mathématique (linéaire,
non-linéaire, en nombre entiers ...). - Programmation par contrainte.
- Méthodes de résolution exacte (Branch and Bound,
Programmation dynamique...)
- Méthodes de recherche locale (Tabou, recuit
simulé, algorithme génétique, ...).
- Heuristiques (règles de priorité, beam search,
...).
- Méthodes par décomposition spatiale et/ou
temporelle. - Méthodes hybrides.
EVALUATION
Apres avoir identifié toutes les séquences
possibles, il faut les évaluer. Plusieurs paramètres peuvent
ainsi entrer en ligne de compte. Voici une liste non-exhaustive des
paramètres incorporés lors de l'évaluation :
i. Priorité : Donne la priorité
fixée pour le produit.
ii. Avancement global : Taux des tests
terminés sur le nombre total de tests.
iii. Coût : Estimation du coût
du test d'un produit donné sur une machine
donnée.
iv. Temps d'attente moyen : Estimé
pour tous les tests sur toutes les machines.
v. Temps d'exécution global :
Estimé pour tous les tests sur toutes les machines.
38
Chapitre I : Contexte pratique &
problématique
vi. Risque : Taux succès/échecs
pour le test d'un produit donné sur une machine
donnée.
Nous remarquerons que l'introduction de paramètres tels
que l'avancement global ou le coût constitue une extension de la vision
du problème vers les autres phases de la vie du produit (voir Figure
21). Ainsi il ne s'agit plus d'évaluer un test
indépendamment des autres phases.
Pour illustrer ce propos posons la question « A quoi
bon faire passer le test d'un produit à forte priorité au
détriment de tâches à la priorité plus modeste si
son test microbiologique de deux semaines vient à peine de
débuter ? »
INCIDENCE DE L'ORDRE
Afin de bien illustrer l'ordonnancement des tests d'HPLC.
Prenons un cas qui semble assez simple de prime-abord. Nous avons
:
? Une seule machine HPLC.
? Deux échantillons du produit P1
pour analyse.
? Un échantillon du produit
P2.
I. SCENARIO 1
Le diagramme de GANTT ci-dessous illustre les temps
d'exécution des tests
pour la séquence P1-)P2-)P1. Et ce, en prenant en
considération les temps de phase mobile causés par les
changements de colonne.
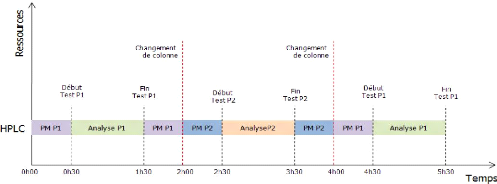
Figure 24: Digramme de GANTT pour le
scénario 1
Chapitre I : Contexte pratique &
problématique
II. SCENARIO 2
Pour ce deuxième exemple nous allons prendre la
séquence P1-) P1 -)P2 sans modifier les durées des tests et des
phases mobiles. Nous obtenons alors ce second diagramme de GANTT.
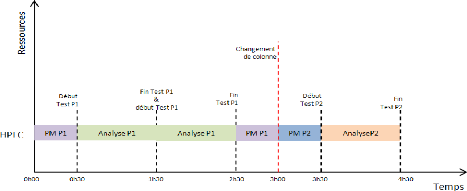
Figure 25: Digramme de GANTT pour le
scénario 2
III. RESULTATS
En effectuant une rapide comparaison, il est évident
que le changement d'outil, dans notre cas le changement de colonne,
affecte le temps final des tests d'une heure (gain d`approximativement 19%). Ce
résultat montre tout le potentiel de l'optimisation de
l'ordonnancement.
Scénario 1 Scénario 2
|
Arrivée Fin
|
|
Arrivée Fin
|
|
P1 (1)
|
00h00
|
1 h 30
|
P1 (1)
|
00h00
|
1 h 30
|
|
P1 (2)
|
00h00
|
3 h 30
|
P1 (2)
|
00h00
|
2 h 30
|
|
P2
|
00h00
|
5 h 30
|
P2
|
00h00
|
4 h 30
|
Tableau 3 : Déroulement des deux
scenarios

Scénario
1
Le temps
d'attente
moyen = 210
minutes
(3 H 30)

Scénario
2
Le temps
d'attente
moyen = 170
minutes
(2 H 50)
39
Tableau 4 : Les temps d'attentes
moyens
40
Chapitre I : Contexte pratique &
problématique
9. CONCLUSION
Dans ce chapitre nous avons introduit les activités de
l'entreprise. Nous posons notre problématique comme étant une
suite de problèmes que le produit doit franchir.
Si l'on veut maitriser le cycle de vie du produit, ce dernier
doit être à même d'enchainer une succession d'étapes.
La notion d'intelligence vient ici pour faciliter et optimiser les
activités de bout en bout de la vie du produit.
Il existe différentes méthodes et concepts qui ont
pour but d'aider à atteindre cet objectif. Dans le chapitre suivant nous
allons explorer le paradigme du pilotage de cycle de vie et des produis
intelligents en décrivant un état de l'art.
41
Chapitre II : Etat de l'art PLM & Produit
intelligent
CHAPITRE II :
ETAT DE L'ART SUR LA GESTION DE
CYCLE DE VIE DE PRODUIT &
PRODUIT INTELLIGENT
1. INTRODUCTION
Le premier chapitre a permis d'introduire les principales
notions de gestion et de pilotage de production. Nous avons aussi posé
une problématique propre à l'industrie pharmaceutique. Nous avons
cité l'approche de gestion de cycle de vie comme une solution globale.
Le PLM (voir définition ci-après) se présente comme une
démarche permettant de répondre aux exigences multiples et
parfois contradictoires des activités industrielles. Nous allons en
présenter un état de l'art dans un premier temps ; puis nous
allons nous intéresser aux différentes solutions dites de «
Produits intelligents » afin de voir les différentes typologies et
applications possibles.
2. GESTION DU CYCLE DE VIE DE PRODUIT
Le Product Lifecycle Management que
l'on peut traduire littéralement par « gestion du cycle de vie du
produit » est un concept qui fait référence à un
ensemble d'activités ayant pour but de prendre en charge la
définition d'un produit tout au long de son cycle de vie (ORACLE 2008).
Depuis la création de la première définition lors de
l'offre ou de la phase de conception, jusqu'à la fin de vie du produit.
Tout en assurant bien entendu les multiples évolutions que va connaitre
la définition du produit.
42
Chapitre II : Etat de l'art PLM & Produit
intelligent
2.1. Définition
Dans (MARIN 2009), Le PLM se définit comme étant
« un ensemble de technologies supporté par des processus et
animé par des équipes. C'est une approche stratégique,
permettant de soutenir la création et la gestion des actifs
intellectuels des produits, depuis l'idée jusqu'à la fin de vie.
»
Le PLM peut être divisé en deux parties qui souvent
se chevauchent au sein d'une même entreprise:
i. La création de l'information: principalement
édité par les acteurs du monde
de la conception virtuelle
(PTC, Dassault systèmes, Siemens PLM...etc.) Nous pouvons alors parler
d'innovation produit (Historiquement les plus impliqués sont les
secteurs de l'automobile et de l'aéronautique).
ii. La gestion de l'information: permet de suivre les flux
physiques
des produits. Soutenus par les éditeurs de solution ERP
(Entreprise Ressource Planning tel que SAP, ORACLE...etc.) ; nous parlons alors
d'innovation processus Les activités du PLM se chevauchent alors avec
des solutions CRM8 et SCM9.
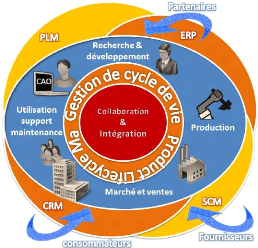
Figure 26: Relation entre les différentes
solutions d'entreprise (CIMdata, Inc 2002)
8 C.R.M : Customer Relationship Management
9 S.C.M : Supply Chain Management
43
Chapitre II : Etat de l'art PLM & Produit
intelligent
2.2. Historique
Selon (DEBAEKER 2008) l'histoire des PLM peut se résumer
en trois grandes périodes :
i. Dès les années 80 la
conception devient de plus en plus "virtuelle" surtout
pour la
mécanique, l'électronique, l'électricité ...etc.) ,
notamment par le développement de la CAO ainsi que de la simulation
numérique. Les premiers « Systèmes de Gestion des
données techniques )) voient le jour. Ces derniers permettent la
collaboration entre les utilisateurs d'un même bureau
d'études(*).

Figure 27 Les SGDT dans les années
80
ii. Tout s'accélère au début des
années 90 avec l'avènement de
l'Internet
ainsi que de la mondialisation et le développement des
réseaux informatiques en général bouleverse les
périmètres géographiques. Les SGDT de nouvelle
génération s'appuient sur les réseaux et permettent une
collaboration étendue au sein de l'entreprise.

Figure 28 Les SGDT dans les années
90
iii. Dans les années 2000 les
solutions d'entreprise sont enrichies de fonctionnalités permettant les
échanges industriels à travers la planète ; partenariat
entre (DENIS et GULATI 2009) constructeurs, intégration en amont des
fournisseurs, intégration en aval jusqu'au client final. Il est
important de noter que ce n'est qu'à cette période que nous
pouvons parler réellement de PLM suivant la définition «
Gestion des informations techniques de l'entreprise étendue permettant
l'échange et le partage d'informations (en interne et vers
l'extérieur), sur l'ensemble du cycle de vie )).
44
Chapitre II : Etat de l'art PLM & Produit
intelligent
Figure 29 Naissance des premières solutions
PLM
2.3. Les trois phases du PLM
Le modèle PLM se propose de décomposer le cycle de
vie d'un produit en trois phases :
I. Beginning of life (BOL):Le début
de vie du produit rassemble l'ensemble des activités de conception, de
design et de production. Notons que c'est pendant ces deux étapes
où la définition du produit est la plus à même de
changer.
II. Middle of life (MOL): Cette phase
concerne la consommation du produit.
III. End of life (EOL): Le «
end-of-life » qui se traduit par «fin de vie» prend en charge la
partie destruction, réutilisation ou recyclage du produit.
45
Chapitre II : Etat de l'art PLM & Produit
intelligent
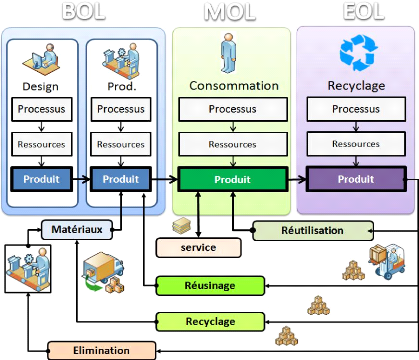
Figure 30: Concept général du
PLM
2.4. Les données en PLM
Dans (Yang 2009), on peut classer les données des PLM en
deux catégories :
DONNEES STATIQUES
Ce sont les données relatives à la
spécification du produit. Ils donnent toutes les informations sur les
matériaux, les composants utilisés ainsi que les options de
configuration et les instructions opératoires. Ces données sont
créées au début du cycle de vie du produit et ne change
que très rarement durant le cycle de vie. Ils incluent
généralement : Identification spécifique des composants,
matériaux sensibles et ou dangereux, composition des matériaux,
séquences d'assemblage (ex : ordres opératoires et outils) et les
informations sur le recyclage.
46
Chapitre II : Etat de l'art PLM & Produit
intelligent
DONNEES DYNAMIQUES
Essentiellement utilisées pendant la distribution,
l'utilisation et la fin de vie. De façon générale, ils
renseignent des données tels que l'état, la localisation (ex :
coordonnées GPS)...Etc. ce sont des informations qui changement durant
l'utilisation et la destruction du produit.
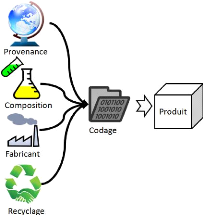
Figure 31: Codage des informations en
PLM
3. LE PLM EN INDUSTRIE PHARMACEUTIQUE
Le laboratoire pharmaceutique étant avant tout une
entreprise commercial, on peut résumer ses objectifs à la
minimisation du temps et du coût d'une part, et à la maximisation
de la qualité d'autre part. La mise en place d'une stratégie de
gestion de cycle de vie d'un produit permet de décloisonner les
différentes activités. De plus, elle permet d'apporter de
réelles réponses aux défis rencontrés.
3.1. Besoins industriels
Dans le contexte actuel, l'industrie a besoin de nouveaux
outils d'analyse de performance. En effet les industriels doivent être en
mesure de contrôler les performances de toute la chaine de production.
Grâce à de tels indicateurs, ils sont en mesure d'augmenter
l'efficacité de la production. Il est ainsi possible de réagir
plus rapidement en améliorant le contrôle et la
régulation.
47
Chapitre II : Etat de l'art PLM & Produit
intelligent
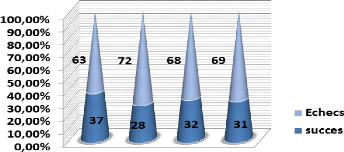
Figure 32: Taux de réussite de mise sur le
marché de nouveaux produits (DENIS et GULATI
2009)
Nous pouvons aussi citer comme besoins industriels :
? Une collaboration automatisée et centralisée.
? Un transfert de technologie et une gestion de connaissance.
? Une bonne gestion du risque
? La garantie de conformité aux normes établies.
3.2. Besoins scientifiques et technologiques en pharmaceutique
TRAÇABILITE
Le terme traçabilité relative au produit fut
défini dans les années 90. Toute une série de besoins
industriels fut mise en évidence lors de l'établissement de la
norme ISO 9000. Généralement la traçabilité est la
possibilité donnée à un utilisateur (fabricant, vendeur,
fournisseur...etc.) à reconstituer le tracé d'un produit durant
son processus.
Plus concrètement, La traçabilité
consiste à maintenir un enregistrement des informations de tous les
matériaux et composants Durant tout le cycle de vie (ex : depuis l'achat
des matières premières jusqu'à la vente du produit fini)
et ce en utilisant une identification codée. La
traçabilité est un des axes du PLM dans la mesure où c'est
une approche centrée sur le produit. Les informations sont ainsi
accessibles et gérées tout au long du cycle de vie.
Enfin, la traçabilité est définie dans
(MOE 1998) comme étant « La capacité qu'une personne a
à suivre le produit et son historique à travers une partie ou
tout au long de son transport, stockage, processus, distribution et vente ou
tout au moins durant une étape de la chaine de production.
Chapitre II : Etat de l'art PLM & Produit
intelligent
AUTRES BESOINS
Grâce à des Plateformes de collecte de
données, les acteurs des phases de développement et de conception
doivent connaitre :
· L'impact de leurs choix et décisions sur la
qualité
· Les informations sur les équipements de
laboratoire et de production.
· Les données de commercialisation et de changement
d'échelle (faisabilité).
· Données scientifiques portant sur : la
purification, la stabilité...etc.
· Les ressources disponibles.
· Les procédures et méthodes pour le
développement / production.
3.3. Le PLM en quelques chiffres
Actuellement l'approche PLM s'étend à de plus en
plus de secteurs ; Et ce principalement pour ce qu'elle apporte en termes de
gains de temps et d'innovation. En effet, cette approche séduit par sa
contribution à l'innovation. Elle permet des cycles de
développement de plus en plus court ainsi que la
généralisation des outils de travail collaboratif encourageant de
fait la co-conception étendue. « Les entreprises investissent
pour atteindre une meilleure capitalisation et gestion de la connaissance.
» (ELLERY 2009).
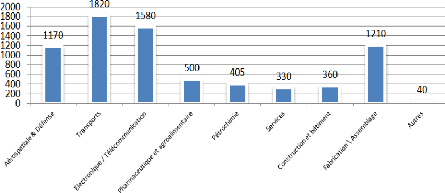
Figure 33 Investissement PLM annuel en million de
dollars US10
48
10 Source CIMdata PLM Market Growth 2007
49
Chapitre II : Etat de l'art PLM & Produit
intelligent
4. APPORTS DES PRODUITS INTELLIGENTS AUX PLM
Ces dernières années, de plus en plus
d'entreprises optent pour une solution PLM. La plus part des offres se
présentent sous-forme d'un ensemble de logiciels et progiciels de
gestion. Toutefois, dans ce travail, nous proposons l'approche PLM comme
étant une vision de « décloisonnement » des
différentes phases du cycle de vie. L'idée est de se baser sur
les techniques dites de produit intelligent pour atteindre cet objectif global.
Nous tentons ici d'allier les avantages du PLM à la puissance offerte
par les techniques d'intelligence artificielle tels que les produits
intelligents.
4.1. Définition du produit intelligent (PI)
« En général, le produit actif ou
intelligent est capable de générer automatiquement de
l'information » (SALLEZ et al. 2010) . Les « P.I »
sont considérés comme tels du moment qu'ils agissent
intentionnellement sur leur environnement.
« Ainsi, ils effectuent directement des demandes aux
ressources de « Productrices » appropriées. Exemples : une
voiture demande au conducteur un changement de frein. Une machine à
café demande à son opérateur de maintenance un
réapprovisionnement en matières premières ou encore un
logiciel peut demander à l'utilisateur de faire une mise à jour
» (SALLEZ 2010).
4.2. Classification des produits intelligents
Il existe actuellement beaucoup de concepts gravitant autour
des produits intelligents. Nous avons retenu une typologie basée sur
quatre axes permettant de situer le produit intelligent (ZBIB 2010).
Cette classification reprend les trois axes (MEYER & al.
2009) qui sont : le degré, la localisation et le niveau
d'agrégation de l'intelligence du produit intelligent enrichie d'un
quatrième axe renseignant sur la phase du cycle de vie.
DEGRES D'INTELLIGENCE
Divisé en cinq classes, le degré d'intelligence
correspond au niveau d'intelligence dont fait preuve le produit.
I. PRODUIT DIT PASSIF « PPF » :
Ce type de produit est sans doute le plus répandu parce
que le plus rudimentaire des produits intelligents. Un identificateur souvent
noté « ID »
50
Chapitre II : Etat de l'art PLM & Produit
intelligent
permet de l'identifier de façon unique et ainsi d'en
déduire des informations statiques. Cette classe est
considérée comme passive puisqu'il ne peut ni répondre
à des requêtes de son environnement ni prendre l'initiative en
envoyer.
II. PRODUIT INFORMATIONNEL « PIL » :
Cette classe regroupe les produits physiques
équipés de mémoire. Cette mémoire peut alors
être utilisée pour lire et y inscrire des données
dynamiques. Ces données sont alors exploitées tout à long
de la vie du produit.
III. PRODUIT DECLENCHEUR « PDR » :
Ces produits sont capables d'envoyer des signaux sous forme
de message par exemple ou encore, de déclencher des alarmes sonores pour
avertir d'un dépassement de date de péremption.
Ainsi les produits déclencheurs sont
considérés comme actifs puisqu'ils « décident »
de communiquer avec leur environnement sur leur état. Notons qu'ils ne
peuvent pas influer plus que cela sur le processus décisionnel.
IV. PRODUIT DECISIONNEL « PDL » :
« Ces produits peuvent être
considérés à la fois comme demandeurs mais aussi comme
fournisseurs de services pour les entités de l'environnement »
(BAJIC & RAMIREZ 2005).
Dotés de capacités de traitement de
l'information, ils sont aptes à « décider »
partiellement ou entièrement de la suite de leur cycle de vie. Par
exemple en décidant de leur cheminement sur les chaines de montage.
V. PRODUIT ACTEUR PHYSIQUE « PAP » :
Cette classe regroupe les produits dotés du plus haut
niveau
d'intelligence. Non seulement ils ont les mêmes
propriétés de traitement d'information que la classe «
décisionnel » mais ils sont en plus dotés de capteurs et
d'actionneurs leur permettant d'agir physiquement sur leur environnement.
51
Chapitre II : Etat de l'art PLM & Produit
intelligent
LOCALISATION DE L'INTELLIGENCE
En ce qui concerne la localisation de l'intelligence, deux cas
peuvent se présenter :
I. INTELLIGENCE EMBARQUEE :
Le produit possède physiquement une unité de
traitement de données pouvant exécuter l'entité
informatique qui représente le produit.
II. INTELLIGENCE DISTANTE
L'intelligence se situe à distance du produit. Ce cas
est le plus couramment rencontré. L'entité informatique qui
représente le produit s'exécute sur un ordinateur personnel par
exemple et n'a pas besoin d'accompagner physiquement le produit.
NIVEAU D'AGREGATION
Cette caractéristique introduite dans (MEYER & al.
2009) permet de définir deux types d'agrégations:
I. ITEM INTELLIGENT « II » :
Le produit ne gère que ces propres informations et
décisions. S'il est lui-même composé d'autres
éléments, ces derniers ne peuvent à leur tour être
considérés comme des produits intelligents.
II. CONTENEUR INTELLIGENT « CI »
:
Les produits considérés comme étant des
conteneurs intelligents sont des produits actifs pouvant eux-mêmes
être récursivement composés de produits actifs ou passifs.
Cette dimension peut être décrite en utilisant l'approche
holonique.
PHASE DU CYCLE DE VIE
Notons que pour le cycle de vie nous avons retenu trois grandes
phases
I. BEGINNING OF LIFE (BOL)
A cette étape le produit est encore à la phase de
conception. Il peut être représenté par exemple sous forme
de maquette, formule ou
52
Chapitre II : Etat de l'art PLM & Produit
intelligent
autre document conceptuel. Durant cette phase la
définition du produit a tendance à évoluer. La phase
d'usinage et de fabrication est aussi considérée comme faisant
partie du début de la vie du produit.
II. MIDDLE OF LIFE (MOL):
Durant cette phase le produit est alors distribué,
commercialisé et consommé par le destinataire final.
III. END OF LIFE (EOL):
Les produits arrivant à cette dernière
étape sont soit détruits soit recyclés pour être
réintroduits partiellement ou entièrement dans un nouveau cycle
de vie.
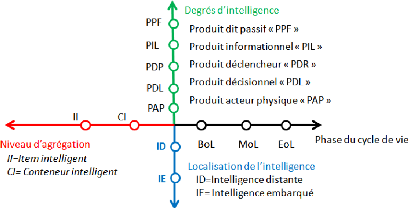
Figure 34: Classification des produits selon quatre
critères
5. DIFFERENTS CONCEPTS DE PRODUIT INTELLIGENT
Dans la littérature on trouve plusieurs modèles
de produits intelligents. Dans cette section nous allons présenter les
principaux modèles existants en milieu industriel.
5.1. Produit actif de BRUN PICARD
En 1997, BURUN PICARD propose un modèle d'agent qu'il
qualifie « d'actif ». Les entités basées sur ce
modèle doivent communiquer, décider et négocier des
ressources dans un contexte manufacturier. Afin de reprendre notre
classification, il s'agit d'un produit décisionnel doté d'une
intelligence distante.
53
Chapitre II : Etat de l'art PLM & Produit
intelligent
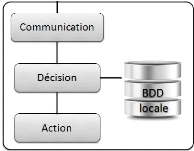
Figure 35: Produit actif ( (BRUN PICARD et al.
1997) et sa classification
Il est définit comme étant un « Item
Intelligent » et il est conçu pour la phase de
Beginning of life. Les figues présentent le modèle
ainsi que sa classification. Le produit actif de Produit actif de Brun picard
propose quatres modules :
i. Communication : Assure l'echange d'information
inter-entités.
ii. Décision : coordone les actions du produit face aux
évenements innatendus.
iii. Action : met en oeuvre les actions décidées
par le module décisionel.
iv. Base de données : Permet l'accès aux
informations du produit.
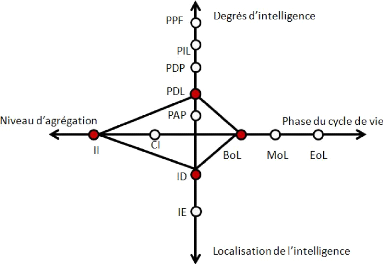
Figure 36: Classification du produit actif ( (BRUN
PICARD et al. 1997)
54
Chapitre II : Etat de l'art PLM & Produit
intelligent
5.2. Produit intelligent Mc FARLANE
Une autre définition fut apportée dans (MC
FARLANE & al. 2002). Il s'agit d'une représentation à la fois
physique mais aussi informationnelle d'un objet ayant comme
caractéristiques :
- Possède une identification unique.
- Peut communiquer avec son environnement.
- Doté de fonctions de mémorisation des
données.
- Dispose d'un langage pour formuler ses besoins tout au long du
cycle
de vie.
- Capable de prendre des décisions relatives à son
propre destin
et de participer à d'autres types de décisions.
On peut identifier deux niveaux de produit intelligent
d'après Mc FARLANE:
PRODUIT INFORMATIONNEL
Ce type de produit est capable de surveiller son environnement,
de procéder à des analyses et de résonner sur son
état actuel et/ou futur.
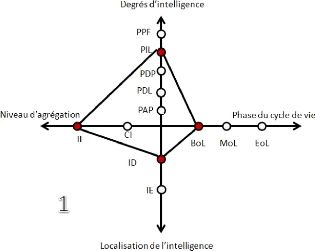
Figure 37 Classification du produit informationnel
(MC FARLANE & al. 2002)
55
Chapitre II : Etat de l'art PLM & Produit
intelligent
PRODUIT DECISIONNEL
La figure ci-dessous montre un exemple de produit
décisionnel doté d'un agent décisionnel distant.
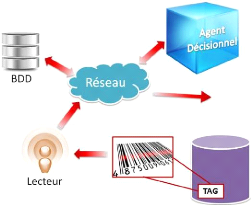
Figure 38: Produit intelligent avec agent de
décision (MC FARLANE & al. 2002)
Ce deuxième niveau est une extension du premier. En
effet, le produit dit décisionnel est un produit informationnel avec en
plus une capacité de prendre des décisions afin d'influencer son
propre destin.
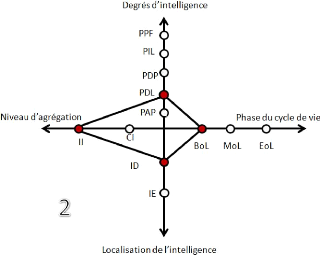
Figure 39: Classification du produit avec agent de
décision (MC FARLANE & al. 2002)
56
Chapitre II : Etat de l'art PLM & Produit
intelligent
5.3. Produits intelligents de BAJIC
OBJET PORTEUR DE DONNEES

Figure 40: Exemple d'objets porteurs de
données
Ce type de produit intelligent est le plus minimaliste. Il a
la faculté de mémoriser des informations de base accessibles
depuis l'extérieur. Il s'appuie sur des technologies de type code barre
par exemple.
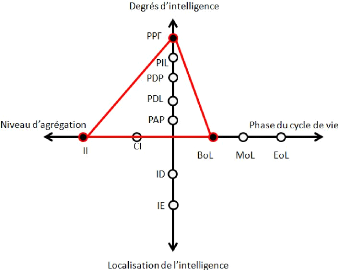
Figure 41: Classification de l'objet porteur de
données (BAJIC & RAMIREZ 2005)
57
Chapitre II : Etat de l'art PLM & Produit
intelligent
OBJET POINTEUR VERS UN SYSTEME D'INFORMATION
Comme représenté dans la Figure 42, l'objet
pointeur vers un système d'information est identifié grâce
à la technologie RFID11. Une image virtuelle
représentant cet objet existe dans le système d'information.
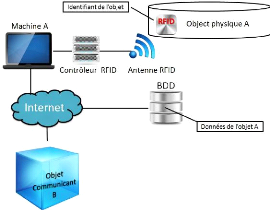
Figure 42: Objet pointeur vers un système
d'information (BAJIC 2004)
L'objet physique peut ainsi pointer sur cette image virtuelle
mais ne peut agir sur d'autres entités.
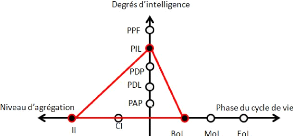

Figure 43: Positionnement de l'objet pointeur vers un
système d'information (BAJIC 2004)
11 Radio Frequency IDentification
58
Chapitre II : Etat de l'art PLM & Produit
intelligent
5.4. Objet demandeur et/ou fournisseur de services
Ce type d'objet a un double rôle, à la fois actif et
passif :
- Actif lorsqu'il demande des services aux acteurs
- Passif lorsqu'il se contente de répondre aux ordres des
autres acteurs.
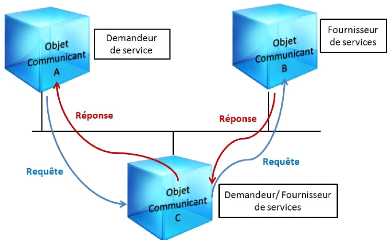
Figure 44: Objet demandeur et/ou fournisseur de
services (BAJIC 2004)
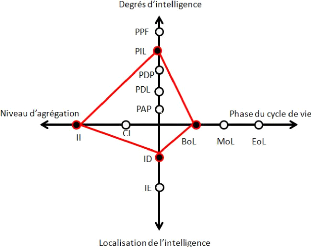
Figure 45: Classification Objet demandeur et/ou
fournisseur de services
59
Chapitre II : Etat de l'art PLM & Produit
intelligent
5.5. Objet communicant sensitif
Ce sont des objets ayant pour caractéristiques de pouvoir
à la fois:
1. Communiquer avec d'autres entités ;
2. Traiter les données de façon locale ;
3. Acquérir des informations sur son environnement
à l'aide de capteurs.
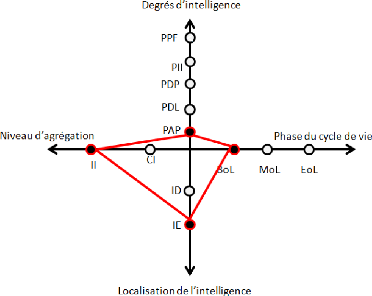
Figure 46: Positionnement de l'objet communiquant
sensitif
5.6. Produit actif dans un environnement d'intelligence
ambiante
Ce type de produit vient plus récemment pour enrichir
la définition initiale de BAJIC. En effet dans (BAJIC & DOBRE 2008),
on propose une application du principe de produit actif aux activités de
stockage de matériaux dangereux.
60
Chapitre II : Etat de l'art PLM & Produit
intelligent
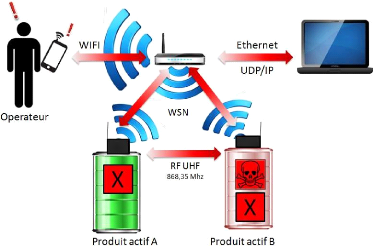
Figure 47: Produit actif en environnement
d'intelligence ambiante (BAJIC & DOBRE 2008)
Cet ensemble d'interactions entre les produits et les
opérateurs humains...etc. permet de parler de sécurité
active. En cas de non-respect du protocole de stockage, par la mise en
présence de deux produits susceptibles d'exploser. Par exemple, les
produits déclenchent une alarme de sécurité.
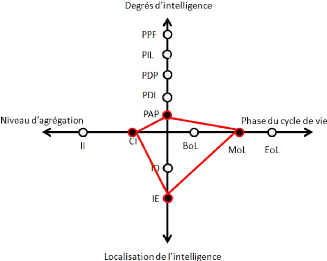
Figure 48: Positionnement du produit en
environnement d'intelligence ambiante
61
Chapitre II : Etat de l'art PLM & Produit
intelligent
6. SYNTHESE DES TRAVAUX « PRODUIT INTELLIGENT
»
Le tableau ci-dessous reprend les différents produits
intelligents vus jusqu'ici. Il permet de les classer selon le degré
d'intelligence, le niveau d'agrégation ainsi que la localisation de
l'intelligence.
|
Source
|
Année
|
Désignation
|
Degré
d'intelligence
|
Agrégation
|
Localisation
de
l'intelligence
|
|
ZBIB
|
2010
|
produit
actif/intelligent
|
Décisionnel
|
Item
intelligent
|
Embarquée
|
|
DOBRE &
BAJIC
|
2008
|
Produit actif dans
un environnement
d'intelligence ambiante
|
Acteur
physique
|
Conteneur
intelligent
|
Embarquée
|
|
BAJIC
|
2004
|
Objet porteur
de donnée
|
Passif
|
Item
intelligent
|
X
|
|
Objet pointeur vers
un système
d'information
|
Informationnel
|
Item
intelligent
|
X
|
|
Objet demandeur
et/ou fournisseur
de services
|
Informationnel
|
Item
intelligent
|
Distante
|
|
Objet communicant sensitif
|
Acteur
physique
|
Item
intelligent
|
Embarquée
|
|
MACFARLANE
|
2002
|
Produit
informationnel
|
Informationnel
|
Item
intelligent
|
Distante
|
|
BRUN PICARD
|
1997
|
Produit actif
|
Décisionnel
|
Item
intelligent
|
Distante
|
Tableau 5 : Tableaux synthétique des
différents produits intelligents
Chapitre II : Etat de l'art PLM & Produit
intelligent
7. CONCLUSION
Dans ce chapitre, nous avons expliqué que le PLM est
plus qu'une simple application à déployer. Il consiste en une
réelle stratégie pour guider les activités de
l'entreprise.
Sur un second plan, l'informatique ubiquitaire12
apporte aux produits intelligents des plateformes permettant leurs mises en
place. Nous basant sur ces deux aspects, nous allons proposer une approche
permettant de poser les premières bases d'une gestion de cycle de vie
à base de produit intelligent. A présent que nous avons
décrit le paradigme des systèmes multiagents, Nous allons nous
intéresser à notre problématique d'une façon plus
spécifique. Nous verrons ainsi émerger les avantages d'une
approche basée sur un modèle de produits intelligents.
62
12 Appelée aussi informatique pervasive ou
ambiante
63
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
CHAPITRE III :
SPECIFICATION ET MODELISATION
D'UNE SOLUTION A BASE DE SMA
1. INTRODUCTION
Notre modèle se doit de répondre aux
problématiques posées par notre cas pratique. L'objectif
est d'apporter un modèle de produit intelligent à
même de satisfaire les contraintes du test d'HPLC, tout
en prenant en compte les autres étapes que connait le produit. Cet
impératif découle du fait que les tests en laboratoire et les
autres opérations de production sont souvent simultanés et
interdépendants.
Parmi les nombreux outils de développement et de
conception existants, nous avons opté pour une approche basée sur
les systèmes multiagents. Etant positionné sur une solution
à base de produits intelligents, les agents semblent être la
solution la plus indiquée et la plus naturelle pour implémenter
notre entité intelligente.
2. L'AGENT INFORMATIQUE
D'après (FINNVEDEN 2009), un agent est
une entité (physique ou abstraite) caractérisée
par le fait qu'elle est autonome dans la prise de décision, par ses
connaissances sur elle-même et sur les autres, et par sa capacité
d'agir.
Ce peut-être un processus (en gestion des processus
dans les systèmes d'exploitation), un robot (dans un
environnement industriel), un être humain (en
sociologie)...etc.
64
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
2.1. Définition de l'agent informatique
« Un agent est une "entité computationnelle",
comme un programme informatique ou un robot, pouvant être comme percevant
et agissant de façon autonome sur son environnement » (WEISS
2001).
Il nous faut en premier lieu comprendre la notion d'agent avant
d'aborder les différents types existants. Dans (BAJIC 2004), on appelle
« agent » une entité physique ou virtuelle qui:
- est capable d'agir dans un environnement ;
- peut communiquer directement avec d'autres agents ;
- est mue par un ensemble de tendances (sous la forme d'objectifs
individuels
ou d'une fonction de satisfaction, voire de survie, qu'elle
cherche à optimiser) ;
- possède des ressources propres ;
- est capable de percevoir (mais de manière
limitée) son environnement ;
- possède des compétences et offre des services
;
- peut éventuellement se «reproduire» ;
- à un comportement qui tend à satisfaire ses
objectifs, en tenant compte
des ressources et des compétences dont elle dispose, et en
fonction
de sa perception, de ses représentations et des
communications qu'elle reçoit.
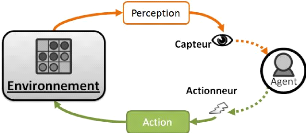
Figure 49: Principe de fonctionnement d'un
agent
Chacun des termes de cette définition est important.
Une entité physique est quelque chose qui agit dans le monde réel
: un robot ou une voiture sont des exemples d'entités physiques. En
revanche, un composant logiciel, un module informatique sont des entités
virtuelles, car elles n'existent pas physiquement.
« Les agents sont capables d'agir, et non pas seulement
de raisonner
comme dans les systèmes d'IA classique. » (SERGIO
2007)
L'action, qui est un concept fondamental pour les systèmes
multiagents, repose sur
65
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
le fait que les agents accomplissent des actions qui vont
modifier l'environnement des agents et donc leurs prises de décisions
futures. Ils peuvent aussi communiquer entre eux, et c'est d'ailleurs là
l'un des modes principaux d'interactions existant entre les agents. Ils
agissent dans un environnement, sauf, pour les agents purement communicants
pour lesquels toutes les actions se résument à des
communications.
2.2. Spécificités d'un agent informatique
i. Un agent est une entité autonome
mais fortement dépendante des autres. Cela signifie qu'il n'est
pas dirigé par des commandes venant de l'utilisateur (ou d'un autre
agent), mais par un ensemble de tendances qui peuvent prendre la forme de buts
individuels à satisfaire ou de fonctions de satisfaction ou
d'optimisation.
ii. Un agent communique à l'aide de
messages, ou par partage d'informations.
iii. Les agents peuvent être
spécialisés: Un agent ne sait pas faire beaucoup
de
choses mais ce qu'il sait faire, il le fait vite et bien et le met en commun
avec les autres agents.
2.3. Classification des agents
Partant de la définition que donne (FERBER 1998) d'un
agent logiciel, on peut définir cette entité comme un
système informatique situé dans un environnement, capable de
mener de manière autonome des actions sur cet environnement en vue
d'accomplir ses objectifs, possédant en plus les
propriétés de :
i. Réactivité : il
perçoit des stimuli provenant de son environnement et réagit en
fonction de ceux-ci.
ii. Proactivité : il est mû par
un certain nombre d'objectifs qui guident ses actions.
iii. Sociabilité : il communique avec
d'autres agents ou des humains et peut se trouver engagé dans des
transactions sociales (négocier ou coopérer pour résoudre
un problème) afin de remplir ses objectifs
Les experts des systèmes multiagents ont
classifié ces derniers en deux grandes catégories selon un
critère essentiel qui est la représentation de son environnement
: agents « réactifs » et agents « cognitifs ». Une
troisième catégorie en découle : Ce sont les
systèmes dits « hybrides ».
66
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
AGENTS REACTIFS
On parle ici de système intelligent d'agents. Les
agents sont simples et ne possèdent pas une représentation de
leur environnement, ni de mémoire; ce qui les prive d'apprentissage et
de toutes anticipations aux évènements. Ils sont
caractérisés par l'absence de structures organisationnelles
initiales prédéfinies ; d'où les agents agissent
naturellement au moment où l'action est nécessaire. Leur
comportement est de type «stimuli - réponses».
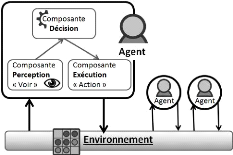
Figure 50: Structure d'un agent réactif dans
un environnement multiagents
AGENTS COGNITIFS
On parle ici de système d'agents
intelligents. Les agents cognitifs sont plus évolués.
Ils résultent des recherches menées dans le domaine de
l'intelligence artificielle. Ils possèdent une représentation
globale de leur environnement et des agents avec lesquels ils communiquent, ils
tiennent aussi compte de leurs actions antécédentes. Chaque agent
possède une base de connaissances comprenant l'ensemble des informations
nécessaires à l'accomplissement de sa tâche, ainsi
qu'à l'interaction avec l'environnement et les autres agents.
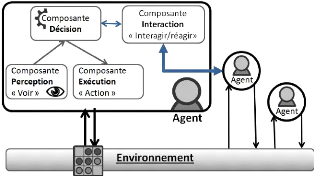
Figure 51: Structure d'un agent cognitif dans un
environnement multiagents
67
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
Les Systèmes multiagents constitués d'agents
cognitifs comptent généralement un petit nombre d'agents
«intelligents», exigent des ressources plus importantes que les
agents réactifs, et permettent de résoudre des problèmes
plus complexes.
AGENTS HYBRIDES
Ce type d'architecture combine les agents réactifs et
cognitifs, qui sont généralement distribués sur plusieurs
niveaux ou couches. La couche de haut niveau, délibérative,
rassemble des agents purement cognitifs, s'occupe du raisonnement et de la
prise de décision du système.
La couche de bas niveau ne rassemble que des agents
réactifs qui exécutent généralement des
tâches élémentaires sous les ordres de la couche
supérieure ou par leurs propres initiatives. Là où les
couches intermédiaires, peuvent regrouper les deux types d'agents
(réactif et cognitif), le nombre de couches intermédiaires
dépend du modèle du système à concevoir.
2.4. Propriétés des agents informatiques
On retrouve dans la littérature un grand nombre de
qualifiants dans le domaine des systèmes multiagents. Nous avons
rassemblé les principales propriétés que l'on peut
attribuer aux agents informatiques ainsi que leurs significations :
|
Propriétés
|
Qualités
|
Signifiants
|
|
Réactif
|
Stimulable
|
Réagit aux modifications
de son environnement
|
|
Autonome
|
Autorégulation
|
Exerce un contrôle sur ses
actions
|
|
Efficience
|
Proactivité
|
Répond et modifie
son environnement
|
|
Communicatif
|
Diffusion
|
Communique avec d'autres agents
|
|
Cognitif
|
Adaptation
|
Modifie son comportement
sur la base d'expériences
antérieures
|
|
Mobilité
|
Mouvement
|
Capacité de se déplacer
dans un environnement
|
|
Labilité
|
Individualité
|
« Personnalité » de l'agent,
état émotionnel
|
Tableau 6 : Description des
propriétés d'un agent
68
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
3. SYSTEME MULTIAGENTS
3.1. Définitions du système multiagents
On appelle système multiagents (ou SMA), un
système composé des éléments suivant :
- Un environnement E, c'est-à-dire un espace disposant
généralement d'une métrique.
- Un ensemble d'objets O. Ces objets sont situés,
c'est-à-dire que, pour tout objet, il est possible, à un moment
donné, d'associer une position dans E. Ces objets sont passifs,
c'est-à-dire qu'ils peuvent être perçus,
créés, détruits et modifiés par les agents.
- Un ensemble A d'agents, qui sont des objets particuliers (A
est contenu dans O), lesquels représentent les entités actives du
système.
- Un ensemble R de relations qui unissent des objets entre
eux.
- Un ensemble d'opérateurs « Op » permettant
aux agents de A de percevoir, produire, consommer, transformer et manipuler des
objets de O.
- Des opérateurs chargés de représenter
l'application de ces opérations et la réaction du monde à
cette tentative de modification, que l'on pourrait appeler « les lois de
l'univers » sont en fait des représentations imagées par un
agent en interaction avec son environnement et les autres agents.
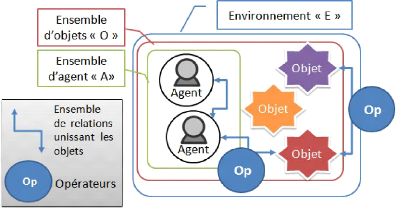
Figure 52: Paradigme et composantes d'un
système multiagents
69
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
3.2. Agents et Systèmes multiagents
Un système multiagents est constitué d'un
ensemble de processus informatiques se déroulant en parallèle,
donc de plusieurs agents vivant au même moment, partageant des ressources
communes et communicant entre eux. Le point clé des SMA réside
dans la formalisation de la coordination entre les agents : On parle ainsi
d'intelligence artificielle distribuée.
L'une des grandes sources d'inspiration pour les
systèmes multiagents a été l'étude des
comportements sociaux de certaines familles d'insectes. Dans ce domaine, on se
référera souvent aux articles d'Intelligence collective et
Intelligence distribuée.
Les SMA peuvent être vus comme la rencontre de divers
domaines :
- l'intelligence artificielle pour les aspects de prise de
décision de l'agent.
- l'intelligence artificielle distribuée pour la
distribution de l'exécution.
- les systèmes distribués pour les interactions
entre agents.
- le génie logiciel pour l'approche agents et
l'évolution vers des composants logiciels de plus en plus autonomes.
3.3. Typologie des SMA
Les SMA peuvent être partagés en deux types
d'architecture en fonction du type de contrôle adopté :
SMA A CONTROLE CENTRALISE OU A BASE DE TABLEAU NOIR
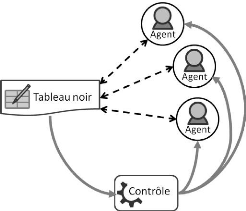
Figure 53: L'architecture d'un SMA
centralisé
70
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
Composé de trois éléments :
- Les connaissances
représentées par les agents.
- Le tableau noir qui est une zone de travail
commune, dévolue à la transition d'informations entre les
différents agents. Chacun peut venir le consulter à sa guise, y
prélever et y déposer des objets qu'il peut également
modifier. Le tableau structure la modélisation du domaine d'application
comme l'espace des hypothèses et des solutions.
- Le mécanisme de contrôle
concerne les contraintes sur les relations entre les conversations des
protocoles qui régissent le système, et auxquels l'agent peut
participer simultanément ou successivement.
Le SMA à contrôle centralisé
possède en outre les propriétés suivantes : Pas de
communication directe entre les agents. Interaction via le partage d'un
même espace de travail (le tableau noir) ils sont mal adaptés aux
SMA large échelle.
SMA A CONTROLE DISTRIBUE
- Le langage d'Acteur est la technique la plus utilisée
pour la mise en oeuvre de ce type d'architecture. Un Acteur regroupe au sein
d'une même entité un ensemble de connaissances : Les accointances
et un script. Une distribution totale des connaissances et du contrôle
est caractéristique des SMA à contrôle distribué
:
o Traitement local.
o Communication entre agents par envoi de messages.
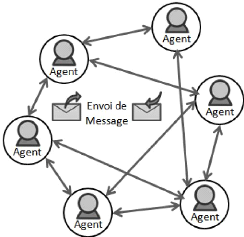
Figure 54: L'architecture
décentralisée
71
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
3.4. Domaines d'application des SMA
On distingue généralement trois types
d'utilisations des systèmes multiagents:
LA SIMULATION OU LA MODELISATION DE PHENOMENES COMPLEXES
On utilise les SMA pour simuler des interactions existantes
entre agents autonomes. Le but est de déterminer
l'évolution de ce système afin de prévoir l'organisation
finale. Ce qui importe c'est le comportement d'ensemble et non pas le
comportement individuel. L'autonomie permet ici de simuler le comportement
exact d'une entité. La première simulation utilisant les SMA, et
qui d'ailleurs fut la source d'inspiration de ceux-ci est le système
MANTA (simulation d'une fourmilière).
LA RESOLUTION DE PROBLEMES ET PRISE DE DECISION
L'intelligence artificielle distribuée est née
pour résoudre les problèmes de complexité des gros
programmes de l'intelligence artificielle : l'exécution est alors
distribuée, mais le contrôle reste centralisé.
Contrairement aux SMA, où chaque agent possède un contrôle
total sur son comportement. Pour résoudre un problème complexe,
il est plus simple de concevoir des programmes relativement petits (les agents)
en interaction qu'un seul gros programme monolithique. L'autonomie permet au
système de s'adapter dynamiquement aux changements imprévus qui
interviennent dans l'environnement.
Exemple : Minimisation d'impact pour des
aménagements.
LA CONCEPTION DE PROGRAMMES
Intégrer un système d'information
constitué d'un ensemble d'agents organisés pour faciliter la
compréhension et la décision, soit individuelles, soit
collectives. Contrairement à un objet, un agent peut prendre des
initiatives, refuser d'obéir à une requête, se
déplacer . . .
Exemple : Systèmes d'aide à la
négociation de projets
3.5. Quelques exemples de SMA
Les systèmes multiagents associés à
l'intelligence artificielle représentent actuellement un grand domaine
d'application et de recherche. Plusieurs systèmes ont été
développés, nous présenterons ici quelques-uns tels que
:
72
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
I. LE SYSTEME MANTA
Ce système illustre parfaitement
l'intérêt de la modélisation multiagents de type
réactif. Il modélise la constitution d'une fourmilière
mature à partir d'une ou plusieurs reines, étudie la
capacité d'adaptation d'une telle colonie, le mécanisme de
polythéisme (division du travail), et la spécialisation des
ouvrières.
Cette simulation avait vérifié le fait qu'une
société d'agents peut bien survivre et s'organiser en se passant
de tout système de contrôle centralisé et d'une quelconque
organisation hiérarchique.
II. LE COMPORTEMENT DE MEUTE
Les agents réactifs se montrent capables
d'évoluer parfaitement en groupe tout en s'évitant mutuellement,
constituant par là une meute aux comportements très souples. Le
premier à s'être intéressé à ce comportement
est CRAIG REYNOLDS en 1987. Il a créé des créatures
appelées "Boïds", des agents réactifs capables d'interagir
pour réaliser un comportement semblable à un vol d'oiseaux
migrateurs, chacun des Boïds se contentant d'appliquer un ensemble de
règles comportementales.
III. LES SYSTEMES INDUSTRIELS DISTRIBUES
Les concepteurs partent de problèmes existants et
cherchent à les résoudre avec les techniques d'interaction et de
coopération des SMA.
IV. APPLICATIONS TEMPS REEL
Les agents ont été bien évidemment
appliqués au domaine des systèmes temps réel, ce dernier
maintien des systèmes à contrainte souple. On voit de plus en
plus des systèmes temps réel dit Hard utilisant des agents.
V. APPLICATIONS AGENTS POUR LE COMMERCE ELECTRONIQUE
Le e-commerce signifie des échanges de produits qui se
passent via Internet. Les sites pour les ventes aux enchères, pour les
négociations entre les utilisateurs
(producteurs/consommateurs)...etc.
73
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
VI. SYSTEME NETSA POUR LA RECHERCHE D'INFORMATIONS
Applications agents pour la Recherche d'Informations: Une
grande partie des applications de système multiagents est dans le
domaine de recherche d'informations. Cette architecture de système
multiagents permet la recherche d'informations dans des sources
hétérogènes et réparties.
|
Application
|
Fonction
|
|
PHOENIX
|
Simulation de contrôle de feux de forêts
|
|
ARCHON
|
Gestion de réseaux électriques
|
|
SIMDELTA
|
Simulation de gestion de ressources halieutiques
|
|
SMAALA
|
Aide à la localisation d'infrastructures
linéaires
|
|
SIMPOP
|
Dynamiques urbaines
|
|
SWARM
|
Simulation d'écosystèmes
|
Tableau 7 : Liste non exhaustive d'applications
multiagents
3.6. Plateformes multiagents
Un certain nombre d'environnements de développement a
vu le jour ces dernières années. La liste que nous donnons ici
est loin d'être exhaustive et Internet est riche d'une quantité de
travaux importante sur le sujet.
Il faut remarquer que la plupart sont développés
autour de Java pour profiter notamment des possibilités
d'interopérabilité offertes par ce langage. Elles sont souvent
dédiées à un domaine d'application ou à un agent
particulier.
Tableau 8 : Liste non exhaustive des plateformes
multiagents
En grande majorité, les plates-formes SMA sont issues
de projets de recherche, mais on trouve aussi des produits commerciaux.
Certains d'entre eux sont orientés vers une communication entre
systèmes distribués (par exemple MADKIT, JAFMAS, HIVE), d'autres
sont axés vers la construction de modèles de simulation (par
exemple SWARM).
74
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
4. DONNEES DU PROBLEME
A présent que nous avons décrit le paradigme des
systèmes multiagents, nous allons nous intéresser à la
problématique d'une façon plus spécifique. Nous verrons
ainsi émerger les avantages d'une approche basée sur un
modèle de produits intelligents. Nous en déduirons un certain
nombre de contraintes qui consolidera notre modèle d'agent et notre
choix de plateforme et d'implémentation.
|
Objectifs globaux
|
Satisfaire les produits en tests par rapport aux
contraintes, en assurant un niveau de
sécurité
maximum et en augmentant la performance des tests
contrôle-qualité.
|
|
Que cherche-t-
on ?
|
Dynamiser le processus de coopération, augmenter la
performance du système global.
|
|
Sur quoi porte la
coopération ?
|
Partage d'information, objectifs locaux et globaux.
|
|
Contraintes
globales
|
Nombre de ressources disponibles pour répondre aux
besoins en test établies. Taux d'achèvement des autres testes.
|
|
Entités
coopérantes
|
Deux entités minimum (deux produits).
|
|
Problème de
communication ?
|
Problèmes liés à la dynamique du
système
d'information et problèmes liés au mode de
décision partagés.
|
|
Autres
information
|
Les engagements sont contractualisés ce qui permet de
travailler sur des données statiques.
|
Tableau 9 : Données
globales
Pour notre système, d'autres paramètres doivent
être évalués, comme par exemple la capacité des
ressources, les durées opératoires et les coûts de
production. Cependant la nature hétérogène du
système de production rend difficile d'établir et
d'évaluer les règles adéquates (les prix justes) pour
obtenir un ordonnancement.
75
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
5. PROBLEMATIQUE DE LA MODELISATION D'UN SYSTEME DE
PILOTAGE
La résolution de problèmes complexes, en
particulier pour le pilotage des systèmes de production, conduit
à l'utilisation conjointe de différents formalismes de
modélisation et nécessite souvent une approche par
simulation/optimisation pour l'évaluation des solutions
proposées.
5.1. Définition d'un Système
Dans «Systems Engineering Handbook» parut
en 2010, le système est définit comme étant «
...une réalisation artificielle, crée et utilisée afin
d'offrir des services dans un environnement défini d'utilisateurs et/ou
de consommateurs.
Ces systèmes doivent être configurés
avec un ou plusieurs des éléments suivants : matériels,
logiciels, êtres humains, processus, procédure (par exemple des
instructions opératoires), équipements ainsi que des
entités naturelles (eau, organisme, minéraux ...etc.)...
»
En pratique ils sont considérés comme des
produits ou des services. La perception et la définition d'un
système en particulier son architecture et les éléments
qui le composent dépendent de l'intérêt et de la
responsabilité de l'observateur :
«One person's system-of-interest can be viewed as a
system element in another person's system-of-interest. Conversely, it can be
viewed as being part of the environment of operation for another person's
system-of-interest.» (INCOSE 2010)
5.2. Le modèle de résolution
Afin d'être capable de composer une solution, nous
devons nous poser la question de l'approche « modèle ». Dans
ce travail, nous utiliserons une approche rationnelle du modèle.
C'est-à-dire que « ...la vision relationnelle de la
construction d'un système se retrouve aussi dans le cadre de
modélisation sur des catégories de systèmes en conservant
les sources structuralistes de la systémique. » (DOBRE
2010).
L'intérêt de ce cadre unificateur est aussi
d'expliquer a posteriori l'intérêt de certains objets et
entités proposés intuitivement. Il en est de même en
systémique pour expliquer plus formellement la construction
relationnelle d'un système (comme par exemple une molécule)
à partir d'une relation élémentaire (atomique entre Objet
Finalisant - Environnement) proposée par MAYER en 1995 et
illustrée dans la figure page 76.
76
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
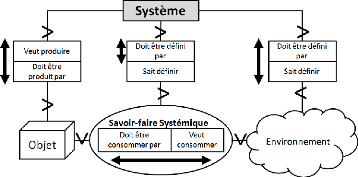
Figure 55: Méta-modèle
élémentaire de construction Système (MAYER
1995)
6. MODELISATION D'UN SYSTEME DE PILOTAGE
La problématique de la modélisation d'un
système de pilotage peut être décrite fondamentalement par
plusieurs types de contraintes pouvant être déclinées en
termes d'efficacité d'une part et d'efficience et de pertinence d'autre
part :
I. En termes d'efficacité :
- Contraintes provenant de la dynamique et de la
complexité des processus opérants considérés par
rapport aux objectifs d'efficacité recherchés: décider
vite « besoin d'agir sans délai » ou décider
bien « besoin de mieux comprendre la situation » (MESAROVIC
ET AL., 1980).
- Contraintes résultant de l'hypothèse relative
à l'impossibilité de connaitre, au niveau de détail
souhaité, toutes les données ayant attrait au système
opérant considéré. Par conséquent, de ne pouvoir
prédire, au degré de finesse souhaité, son
comportement.
II. En termes d'efficience et de pertinence :
- « Contraintes de rentabilité (retour sur
investissement) par rapport aux coûts induits par les activités de
modélisation (et de conception) des systèmes qui détermine
principalement la performance du couple (système de pilotage,
système opérant), et donc, sa mise en place »
(TRENTESAUX 2001)
77
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
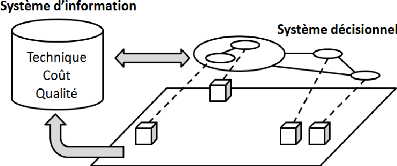
Figure 56: Décomposition systémique
d'un système de pilotage
7. APPROCHE GENERALE
Notre solution propose de résoudre l'allocation des
machines d'HPLC comme première étape d'une gestion de cycle de
vie. Nous partons du principe qu'il faut développer des comportements et
des structures de données génériques pour le produit qui
pourra alors utiliser ces outils pour résoudre les problèmes
qu'il rencontrera plus en aval ou plus en amont dans son cycle de vie.
7.1. Fonctions prévisionnelles de gestion de production
Selon (DOUMEINGTS 1990), les fonctions classiques
associées au niveau prévisionnel sont :
· La planification: Cette fonction
définit le plan directeur qui constitue un compromis entre les objectifs
commerciaux, financier et de production.
· La programmation: Cette fonction
élabore à partir du plan directeur un programme
prévisionnel de production et calcule l'ensemble des besoins en fonction
des en-cours et des stocks.
· L'ordonnancement: Cette fonction
définit l'ordonnancement prévisionnel total dans le cas où
celui-ci est nécessaire, dans le cas où aucun ordonnancement
n'est requis, cette fonction est inexistante). Elle décrit ainsi
l'utilisation des ressources matérielles et humaines. Les besoins en
approvisionnement sont estimés de manière plus fine.
78
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
L'agencement de ces fonctions permet de définir la gestion
prévisionnelle.
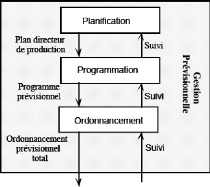
Environnement extérieur
Figure 57 Fonction de gestion
prévisionnelle
7.2. Produit actif
Nous proposons une distribution de la prise de
décision. Celle-ci semble bien adaptée à notre
système. Cette approche fait évoluer des entités
indépendantes dans un environnement qu'elles perçoivent et sur
lequel elles peuvent agir.
« Ces entités ont un droit d'accès aux
ressources, un droit d'accès mutuel entre elles, un mode de
fonctionnement indépendant et doivent se conformer aux règles de
fonctionnement du système global. Elles sont motivées par un but
précis pour lequel elles existent et peuvent requérir la
coopération d'autres entités pour atteindre ce but »
(BLANC & CASTAGNA 2006)
Figure 58: Graphe systémique du produit dit
« actif »
79
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
La technologie des systèmes multiagents fournit un
cadre approprié pour implémenter une telle structure. Les
mécanismes de coordination peuvent être de type tableau noir (un
espace librement accessible sur lequel chaque entité peut
échanger des informations) ou de type protocole de communication direct
(exemple: contractnet Protocol).
7.3. L'approche hétérarchique
« Le substantif hétérarchie (en
anglais, « Heterarchy ») et son adjectif hétérarchique
(en anglais, « hierarchical ») constituent des néologismes
à la fois en français et en anglais. Ce terme a été
formé à partir de deux termes grecs : Heteros (autre) et Arckhein
(commander), signifiant ainsi à l'origine commandement par les autres.
» (Trentesaux 2002)
La première utilisation de ce terme est
attribuée à W. S. McMULLOCH dans le domaine biomédical en
1945 dans l'objectif de décrire l'organisation circulaire dans les
réseaux de neurones : soient trois liaisons neuronales A, B C.
A influe sur B et B influe sur C. Si A influe sur C, alors A
est au sommet de l'organisation hiérarchique, si C influe sur A, alors
l'ensemble forme une organisation hétérarchique, nommée
hétérarchie.
Depuis, ce terme a été repris et utilisé
dans de nombreux domaines, en particulier dans celui de la cybernétique.
Dans tous les cas, l'hétérarchie renvoie à l'idée
d'acteurs différents qui assument, en collégialité, la
coordination d'une action collective donnée et s'oppose par essence au
terme hiérarchie.
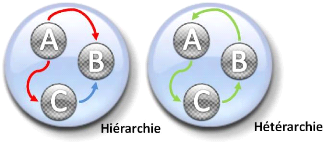
Figure 59: Hiérarchie et
hétérarchie dans un système de neurones
(McMULLOCH)
80
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
7.4. Avantages du produit actif
Nous considérons un système de production
composé d'un ensemble d'agents coopératifs. Le produit actif a la
possibilité de répondre par l'affirmative ou le refus à
des requêtes provenant des autres agents.
Il dispose donc d'une certaine liberté de manoeuvre, ce
qui le différencie de tous les concepts semblables, qu'ils s'appellent
« objets », « modules logiciels » ou « processus
». L'autonomie n'est pas seulement comportementale, elle porte aussi sur
les ressources : énergie, CPU, quantité de mémoire,
accès à certaines sources d'informations, etc. Ces ressources
sont à la fois ce qui rend l'agent non seulement dépendant de son
environnement mais, aussi, en étant capable de gérer ces
ressources, ce qui lui donne une certaine indépendance vis-à-vis
de lui. L'agent est ainsi à la fois un système ouvert (il a
besoin d'éléments qui lui sont extérieurs pour survivre)
et un système fermé (car les échanges qu'il a avec
l'extérieur son très étroitement
réglementés).
7.5. Classification du produit développé
En résumé, il s'agit de développer un
produit intelligent qui agira essentiellement en début de vie (BoL).
C'est un item intelligent avec une intelligence distante : pour des raisons
économiques et pratiques nous ne pouvons pas augmenter les boites de
médicament des ressources matérielles pour héberger
l'agent informatique. Notre agent produit sera doté de capacités
de traitement de l'information, et sera ainsi apte à «
décider » de la suite de son évolution.
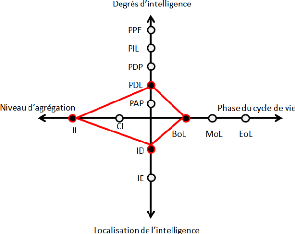
Figure 60: Classification du produit
développé
81
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
8. MODELE DE RESOLUTION
8.1. Propriétés du problème
Le problème est NP-difficile (au sens fort). De
nombreux travaux ont été exécutés sur la
complexité des problèmes d'atelier. Très peu de
problèmes d'atelier peuvent être résolus en temps
polynomial.
8.2. Limite des autres méthodes
Dans notre cas d'études et en vue de la durée
des tests et du fort l'impact de l'ordre dans lequel sont
exécutées les taches, nous tentons de résoudre le
problème en utilisant une énumération totale. Notée
que ce type de résolution est parfois délaissé mais il est
tout à fait approprié pour notre cas. Et ce, en raison de
nombreux avantages qu'il offre.
METHODES APPROCHEES DE RESOLUTION
De beaucoup de tentatives de résolution du cas
général par algorithme de liste utilisant des règles de
priorité ont été proposées. Le principe
général de ces algorithmes de listes est le suivant : on
ordonnance à chaque instant t où une machine et au moins une
tâche sont disponibles
La tâche de priorité maximale est conforme
à la règle de priorité retenue. Parmi les
différentes règles de priorité testées, on peut
citer :
? -FIFO: sélection de l'opération disponible le
plus tôt,
? -SPT: sélection de l'opération de plus petit
temps opératoire,
? -LPT: sélection de l'opération de plus grand
temps opératoire,
? -MTR: sélection de l'opération ayant le plus
grand nombre de tâches restant
à exécuter dans sa séquence
opératoire,
? -MWKR: sélection de l'opération correspondant
à la plus grande quantité
de travail restant à exécuter.
Dans notre cas de nombreuses contraintes rendent impossible
l'utilisation de ce genre de méthode. Principalement parce que nous nous
trouvons dans un problème aux critères et contraintes
multiples.
82
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
METAHEURISTIQUES
Les temps de calcul des métaheuristiques en
général nécessitent
de nombreux calculs, en particulier au niveau de la fonction
d'évaluation. De plus, ils sont le plus souvent difficiles à
mettre en oeuvre. Des paramètres comme la taille de la population ou le
taux de mutation sont parfois difficiles à déterminer.
Il faut aussi noter l'impossibilité d'être
assuré, même après un nombre important de
générations, que la solution trouvée soit la meilleure. On
peut seulement être sûr que l'on s'est approché de la
solution optimale (pour les paramètres et la fonction
d'évaluation choisie), sans la certitude de l'avoir atteinte.
Un autre problème important est celui des optima
locaux. En effet, lorsqu'une population évolue, il se peut que certains
individus qui, à un instant occupent une place importante au sein de
cette population, deviennent majoritaires. À ce moment, il se peut que
la population converge vers cet individu et s'écarte ainsi d'individus
plus intéressants mais trop éloignés de l'individu vers
lequel on converge
8.3. Pertinences des méthodes exactes
Les ressources sont généralement en nombre et
capacité limités, les contraintes nombreuses (respect des
délais, précédences entre tâches, etc.). Ceci
expliquant pourquoi les problèmes d'ordonnancement sont des
problèmes combinatoires souvent très difficiles à
résoudre en pratique.
En revanche l'utilisation de méthode exacte est, non
seulement possible en vue des contraintes de temps de résolution (assez
larges), mais aussi, puisqu'ils permettent une meilleure perception des agents
de leur environnement. Cet aspect est lié en grande partie aux
structures de données utilisées et qui seront éclaircies
dans les sections suivantes.
8.4. Phases de résolution
Nous avons décomposé le comportement de l'agent
en trois « activités». Chaque activité est
constituée d'un ensemble de procédures : construction,
évaluation et exécution. Ces procédures sont
elles-mêmes constituées d'un ensemble de procédures et de
fonctions.
83
Chapitre III : Spécification et
modélisation d'une solution à base de SMA

Construction
· Construction des tables de compatibilité
· Génération des affectations
· Génération des ordonnancements
Evaluation
· Evaluation des seuquences.
· Evaluation des sequence
· Validation de l'ordonncement
Execution
· Execution et suivie de l'ordonncement
Figure 61: Les trois activités du
modèle de résolution proposé
Afin de mieux démontrer notre solution nous allons traiter
le cas suivant : - Deux machines HPLC notées H1 et H2.
- Deux échantillons du produit P1 pour
analyse.
- Un échantillon du produit P2.
TABLE DES COMPATIBILITES :
Du fait de la contrainte de compatibilité
produit-ressource, il est indispensable de dégager en premier lieu toute
les combinaisons possibles. Nous obtenons alors la table de
compatibilité suivante :
Tableau 10: Table de compatibilité pour les
tests d'HPLC
Ligne 1 correspond aux compatibilités du produit P1
avec les HPLC 1 et 2 nous avons deux compatibilités; nous posons la
fonction Fcomp (produit, ressource) qui est égale à 1 lorsque la
ressource peut exécuter le test :
Fcomp (P1, H1) =1; Fcomp (P1,
H2) =1
Ligne 2 correspond aux compatibilités du produit P2 avec
les HPLC 1 & 2 nous avons deux compatibilités. Alors Fcomp prend les
valeurs suivantes :
Fcomp (P2, H1) =1; Fcomp (P2,
H2) =1
Cette structure de données est l'une des premières
que va construire l'agent en récoltant des données de son
environnement.
84
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
GENERATION DES AFFECTATIONS :
L'application des règles de compatibilité va
permettre de dégager les différentes combinaisons possibles selon
la figure ci-dessous.
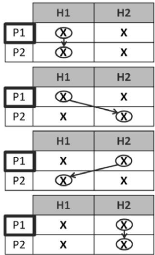
Figure 62: Application des règles par
L'agent P1
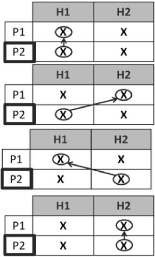
Figure 63: Application des règles par
l'agent P2
85
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
Chaque combinaison est composée d'autant de listes
non-ordonnées qu'il y a de machines. Pour chaque liste, il faut alors
calculer les arrangements. Le nombre de listes ordonnées revient
à calculer le nombre d'arrangements de « n » produits
parmi « m » machines :
Pour « m » machine(s) (représentant nos
ressources) et « n » Produit(s), nous avons :
|
Ncomp(n) égal au nombre de ressources sur lesquelles peut
s'exécuter la tâche n.
Ncomp(n)=? ?????????? (x)
??
??=1
|
Le nombre de combinaisons total C pour n
produits est défini par la fonction récursive suivante :
|
Soit n produits : C(n) =Ncomp(n) x C (n-1)
Avec C(0)=1
|
Pour chaque couple de règles de compatibilité, il
va alors déduire une combinaison. On obtient ainsi C(n) combinaisons.
Les résultats sont alors :
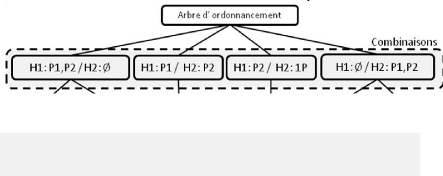
Figure 64: Application des règles par selon la
table de l'agent P2
Combinaison 1 : [ (H1: P1,P2), (H2: Ø) ] ; Combinaison 2 :
[ (H1: P1) ,(H2: P2) ]
Combinaison 3 : [ (H1: P2) , (H2: P1) ] ; Combinaison 4 : [ (H1:
Ø) , (H2: P1,P2) ]
Ce résultat est généré par tous les
agents à partir de leurs tables
de compatibilité et sont donc identiques puisqu'ils issus
d'un mécanisme
déterministe. Nous nommons ces listes ainsi
obtenues
par « combinaisons » ou « affectations ». Ce
sont des listes non ordonnées qui préparent la
génération de l'ensemble des ordonnancements à
évaluer.
Remarquons enfin que l'application des règles (deux
à deux pour notre
cas) varie selon le nombre de lignes de la table de
départ. Des doublons peuvent apparaitre est seront ignorés.
86
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
GENERATION DES ORDONNANCEMENTS
A partir des informations obtenues à l'étape
précédente, nous pouvons dégager un arbre en calculant les
différentes listes ordonnées. On obtient alors l'arbre ayant pour
feuille l'ensemble des ordonnancements possibles.
|
Pour n produits :
C(n) =Ncomp(n) x C (n-1)
Avec C(0)=1
|
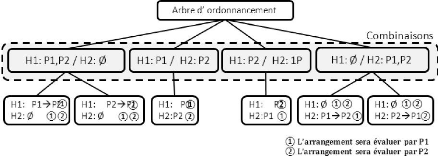
Figure 65: Arbre des ordonnancements
EVALUATION PARTIELLE DES FEUILLES
Ce mécanisme permet de déterminer des
paramètres globaux du système tels que le taux de production ou
d'établir les dates de fabrication d'un produit, en l'absence de
centralisation de la décision. Les autres classes, c'est-à-dire
les méthodes élémentaires et les méthodes
d'optimisation mathématiques, ont été
écartées puisqu'elles ne permettent pas d'atteindre l'objectif
fixé dans notre étude. Après avoir identifié toutes
les séquences possibles, il faut les évaluer.
Afin de distribuer la résolution de cette phase
d'évaluation ; nous proposons que chaque agent n'évaluera que les
arrangements où il est en tête de file. Il enverra ainsi le
résultat aux autres agents et de même récoltera les
résultats des autres agents afin de sélectionner le meilleur
ordonnancement.
87
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
8.5. Les Contraintes
Plusieurs paramètres entrent ainsi en ligne de compte.
Nous apportons une vision assez originale dans la mesure où nous avons
intégré des contraintes localement dues au test courant, mais
nous avons aussi rajouté une autre catégorie. Cette
dernière est due à des contraintes venant d'autres phases. Par
cette vision plus globale, nous intégrons une vision
générale décloisonnée du problème. Cette
vision utilise des notions d'interdépendances dans le choix de la
priorité accordée à un produit.
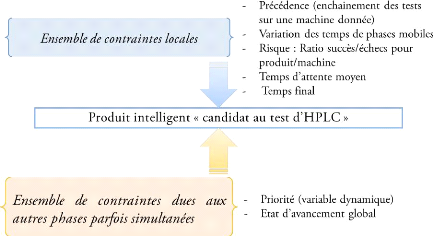
Figure 66: Ensemble de contraintes affectant la
procédure décisionnelle du produit
8.6. Les principales variables
Nous avons donc trois variables entières x, m et
i
- 1<x < Nombre d'ordonnancement total (X
ordonnancements) - 1<m < Nombre de ressources au total (M
machines)
- 1<i< Nombre de produits au total (N
tâches)
88
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
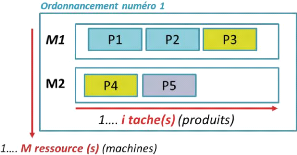
Figure 67: Représentation graphique des
principales variables
8.7. Fonction objectif
La décision consiste à sélectionner la plus
petite valeur de la fonction d'évaluation que nous avons notée
??????????(??????x) , correspondant à la fonction
d'évaluation
du ordonnancement.
Cette fonction prend en considération plusieurs
facteurs :
? Priorité : Variable dynamique indiquant
la priorité (privilège) du produit
? Risque : Taux succès/échecs pour
le test d'un produit sur une machine donnée
? Coût : Estimations du coût du test
d'un produit donné sur une machine donnée
? Temps final : Temps d'exécution global
estimé de tous les tests sur toutes
les machines
??
??????????(??????x) = ( ? ??(??,m)) / ??
m= 1
Une seconde fonction notée f(x, m) permet de
calculer la fonction Objectif correspondant à la séquence
définie pour une machine m donnée pour un ordonnancement x
donné.
Pour une séquence de taille K nous avons :
??
??(??,m) = (?(((? ????(??,m) + ? ??m(??, m))))
??=1
89
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
Note : ? et ? sont des
coefficients permettant de pondérer respectivement, l'impact du temps
d'exécution global, et ou du temps d'exécution moyen.
Pour un couple (produit, machine) noté (n, m)
nous posons les variables suivantes:
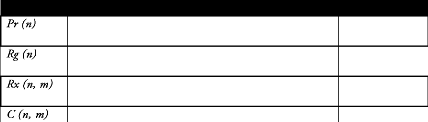
Variable Description Type
Ratio succès/échecs pour le test d'un
produit donné sur une machine donnée
Ratio des Tests terminés sur le nombre total de
test à effectuer (taux d'avancement global)
Donne la priorité fixée pour le produit
n.
Cout d'un produit donné sur une machine
donnée
Coefficient de pondération
Coefficient de pondération
Coefficient de pondération
Pénalité
Tableau 11: Variable et
pondération
?? ?(?????? (??, ??)))
????(??, ??) = ???? (??) * ((? ) + ??(??, ??) ?
??
??=1
??
????(??,??) = ?(?????? (??,??))
??=1
? ????(??, ??) correspond au temps
d'exécution totale des produits (ensemble des tâches i) de la
séquence k sur la machine (ressource) numéro m
pondérée par le ratio risque et en prenant en compte la
pénalité liée au coût.
? ????(??, ??)correspond au temps
d'exécution de la phase mobile du produit i sur la ressource m.
? Tx (i, m) correspond au temps
d'exécution de la phase d'analyse du produit numéro i
(tâche i) sur la machine (ressource) numéro m.
La forme disjonctive de Tpa(i,x) est la suivante :
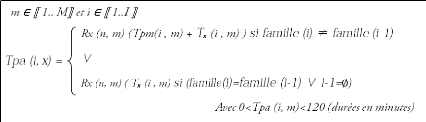
90
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
Cette fonction permet de prendre compte des critères
quantitatifs et offre l'avantage via la priorité notée
????(??) d'intégrer le jugement de l'expert.
Ce dernier pouvant la fixer dans des cas extrêmes à 0
(priorité absolue). Cette méthode n'annule pas la
subjectivité des choix de l'expert influençant ainsi plus ou
moins la solution retenue.
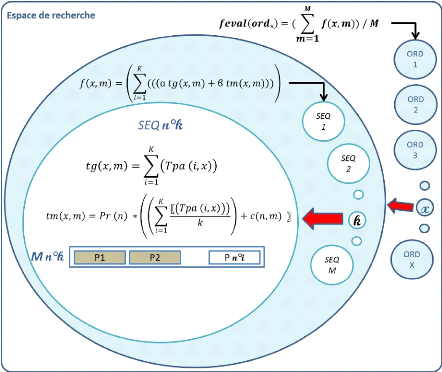
Figure 68: Représentation graphique de la
fonction dévaluation dans l'espace de recherche
Jusque-là, l'ensemble des agents produits construisent
les mêmes structures de données. Les ordonnancements sont
constitués de listes ordonnées sans répétions de
produits s'exécutant sur des ressources distinctes. L'évaluation
consiste à calculer une fonction d'évaluation notée «
FVAL(Ord) ».
91
Chapitre III : Spécification et
modélisation d'une solution à base de SMA
9. CONCLUSION
Ce chapitre décrit un modèle capable de piloter
une partie de la production. Les caractéristiques du
procédé requièrent une approche capable de lui
conférer flexibilité et agilité.
Les agents sont définis en s'inspirant du modèle
de produit actif pour les systèmes hétérarchique.
L'utilisation d'agents permet l'encapsulation des modèles de
comportement utilisés en particulier pour l'allocation et
l'ordonnancement des ressources.
La coordination entre agents-produits est
réalisée par le biais de partage d'informations et
d'évaluations. Le comportement du système de pilotage est ainsi
obtenu par émergence suite à ces interactions inter
produits-actifs.
92
Chapitre IV: Implémentation et simulations
CHAPITRE IV:
IMPLEMENTATION ET SIMULATIONS
1. INTRODUCTION
Nous proposons un modèle de produit intelligent
implémenté sur des systèmes multiagents (Plateforme JADE)
pour assurer la résolution d'un problème complexe
d'ordonnancement rencontré en industrie pharmaceutique.
Nous allons, dans ce dernier chapitre, voir plus en
détails les méthodes d'implémentations utilisées.
Nous verrons ainsi comment l'utilisation de la plateforme JADE, et plus
spécifiquement les mécanismes de comportements des classes «
AGENT », nous on permit d'implémenter notre produit actif.
2. L'ENVIRONNEMENT DE PROGRAMMATION
2.1. L'environnement « Eclipse »
L'environnement Eclipse est un environnement de
développement intégré « EDI » (ou IDE en
anglais). C'est un logiciel regroupant un ensemble d'outils nécessaires
au développement des applications dans un langage de programmation JAVA
(Sighireanu 2012)
Eclipse IDE est un environnement de développement
intégré libre (le terme Eclipse désigne également
le projet correspondant, lancé par IBM) extensible, universel et
polyvalent, permettant potentiellement de créer des projets de
développement mettant en oeuvre n'importe quel langage de
programmation.
Eclipse IDE est principalement écrit en Java (à
l'aide de la bibliothèque graphique SWT d'IBM), et ce langage,
grâce à des bibliothèques spécifiques, est
également utilisé pour écrire des extensions.
(Wikipedia).
93
Chapitre IV: Implémentation et simulations
2.2. La plateforme JADE
Le modèle du système multiagents est
implémenté sur la plate-forme SMA JADE réalisée en
Java, les agents que nous avons créés sont inspirés du
modèle Agent Management Référence proposé par
FIPA.
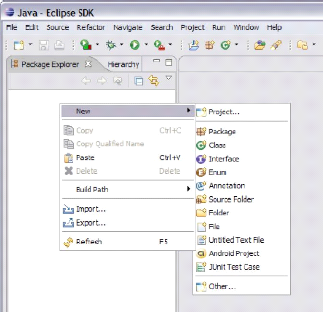
Figure 69: Architecture de référence
de l'agent plateforme selon les normes FIPA
Ce modèle établit les règles normatives qui
permettent à une société d'agents
d'inter-opérer.
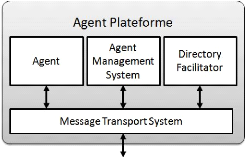
Environnement
Figure 70: Architecture de référence
de l'agent plateforme selon les normes FIPA
94
Chapitre IV: Implémentation et
simulations
3. L'ENVIRONNEMENT EXPERIMENTAL
Les expérimentations ont été
réalisées sur un ordinateur avec les caractéristiques
suivantes :
Système d'exploitation
|
Windows 7 Edition Intégrale (X68) Service Pack 1
|
Processeur
|
Intel CORE i3 370M Cadencé à 2.40 GHz
|
Carte mère
|
Hewlett-Packard 1439 60.3F
|
Chipset
|
Pont nord : Intel HAVENDALE/CLARKDALE Host Bridge
Pont sud
: Intel HM55
|
Mémoire
|
2 Go de mémoire totale de type DDR3 à 532.10
MHz
BARRETTE RAMAXEL TECHNOLOGY de 2 Go
|
|
Tableau 12 : Caractéristiques du
matériel utilisé pour les
expérimentations
4. CREATION DES SCENARIOS
Afin de faciliter la création, nous avons
développé un outil spécifique à la création
de script. Sous forme de petite application, cet éditeur permet de
créer un scénario à évènements discrets.
Il permet de générer un fichier textuel
(enregistrer sous l'extension .spt).
ENTITE PRODUIT
L'outil permet de retranscrire sous forme de codage les
informations sur
les entités « Produits » :
? Numéro de lot.
? Famille de produit soit 24 molécules.
? Priorité du produit.
? Heure d'arrivée.
? Avancement global.
95
Chapitre IV: Implémentation et simulations
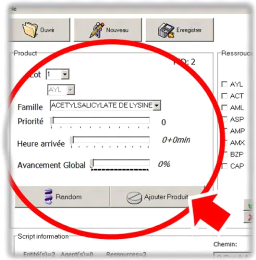
Figure 71: Codage des familles de
produits
ENTITE « RESSOURCE »
Permet de définir les compatibilités
éventuelles allant de 1 à 24 produits. Il permet aussi de
définir pour chaque correspondance un coût d'exécution
échelonné de 1 à 10 ainsi que des durées allant de
30min à plus de 4heure. Les données ainsi construites seront
alors stockées sur un fichier « .spt ».
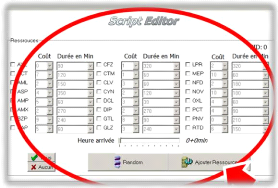
Figure 72: Zone dédiée au
paramétrage d'une ressource
96
Chapitre IV: Implémentation et simulations
5. TESTS ET SIMULATION
5.1. Paramètres en entrée
Pour ce premier jeu de scénarios nous prenons le cas
d'un atelier totalement flexible. C'est-à-dire que n'importe quel
produit peut être testé sur n'importe quelle ressource.
Nous avons en entrées :
1.
|
Deux ressources portant les PID « 0 » et « 1
|
».
|
2.
|
|
Trois produits portant les PID « 101 », «
produits et supposée concomitante.
|
102 » et « 103 ». l'arrivé des
|
|
L'atelier étant totalement flexible, chaque agent
génère la table de compatibilité TCOMP suivante :
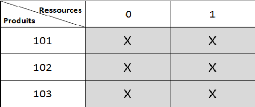
Tableau 13 : Table des compatibilités pour
le scénario
5.2. Résultats
PARCOURS DE L'ESPACE DE RECHERCHE
Les structures de données permettent de
générer uniquement l'espace de recherche pertinent. Ce qui
représente un gain important en termes de ressources et de temps
d'exécution. C'est ce point qui rend possible l'utilisation d'une
méthode exacte. De plus, cette approche de formalisme facilite
l'extension à d'autre phase de cycle de vie du produit
Nous avons les six valeurs suivantes pour les fonctions de
compatibilités:
Fcomp (101, 0) =1; Fcomp
(101, 1) =1 Fcomp (102, 0) =1; Fcomp
(102, 1) =1 Fcomp (103, 0) =1; Fcomp
(103, 1) =1
97
Chapitre IV: Implémentation et simulations
Ncomp(P) égal au nombre de ressources sur
lesquelles le produit P peut s'exécuter
|
Ncomp(101)=?=1 ??????????(??????, x)
=
|
2
|
|
Ncomp(102)=?=1 ??????????(????2, x)
=
|
2
|
|
Ncomp(103)=?=1 ??????????(??????, x)
=
|
2
|
Chaque agent crée alors une table contenant les
différentes affectations possible. Cette table est noté
« Tcombi ». A cette étape de la résolution on
ne parle que de combinaison puisqu'il s'agit jusque-là de listes
non-ordonnées. Son contenu peut alors être
représenté comme suit :
|
Affectation 1
|
Affectatio n 2
|
Affectation
3
|
Affectation
4
|
Affectation
5
|
Affectation
6
|
Affectation 7
|
Affectation 8
|
|
Ress.1
|
101 102 103
|
101 102
|
101 103
|
101
|
102 103
|
102
|
103
|
(vide)
|
|
Ress.2
|
(vide)
|
103
|
102
|
102 103
|
101
|
101 102
|
101 102
|
101 102
103
|
Tableau 14 : Représentation de la table des
combinaisons Tcombi
La longueur de la table « Tcombi »
correspond au nombre de combinaison
soit 23 schémas d'affectations
possibles. Ce qui donne, coté console, le résultat suivant
:
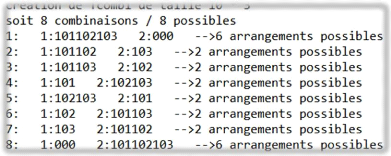
Figure 73: affichage des différentes
affectations possible sur la console éclipse
98
Chapitre IV: Implémentation et simulations
GENERATION DES AFFECTATIONS
Une fonction notée f(p) permet
par empilement et appel récursif des créer et de renseigner la
table des compatibilités.

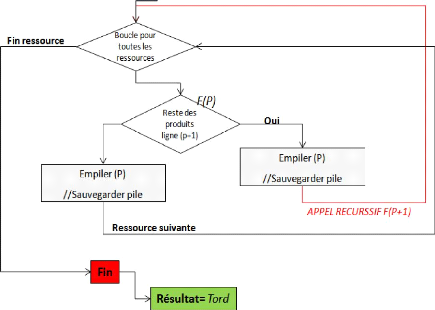
Figure 74: Création des ordonnancements Tord
à partir de Taffect
GENERATION DES SEQUENCES
Pour le premier schéma d'affectation, chaque agent va
générer une nouvelle
table similaire à Tcomp. Cette table est de longueur
égale au nombre
d'affectations possible.
On réutilise le même concept que celui de la
table de compatibilité remplissant les lignes par des ressources et les
colonnes par des arrangements (listes ordonnées)
générées à partir des combinaisons respectives des
ressources affectation par affectation.
99
Chapitre IV: Implémentation et simulations
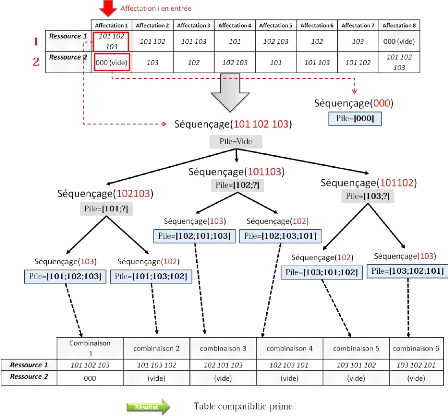
Figure 75: Table des combinaisons Tcombi pour le
scénario 1
REPARTITION DES EVALUATIONS
L'agent considère la table à la manière
d'un ensemble de règle (six pour la première ressource et une
seule pour la seconde). Ainsi il procède à l'application des
règles deux à deux générant ainsi 6 arrangements
possibles.
Ces résultats sont sauvegardés dans une table
« Tordi » contenant tous les
ordonnancements. L'agent passe alors à l'affectation suivante
créant un nouveau tableau de compatibilité correspondant et ainsi
de suite jusqu'à la génération de tous les ordonnancements
possibles.
100
Chapitre IV: Implémentation et simulations
|
Ordonnancement
|
Ressource 1
|
Ressource 2
|
|
1
|
101 102 103
|
000 (vide)
|
|
2
|
101 103 102
|
000 (vide)
|
|
3
|
102 101 103
|
000 (vide)
|
|
4
|
102 103 101
|
000 (vide)
|
|
5
|
103 101 102
|
000 (vide)
|
|
6
|
103 102 101
|
000 (vide)
|
|
7
|
102 101
|
103
|
|
8
|
101 102
|
103
|
|
9
|
101 103
|
102
|
|
10
|
103 101
|
102
|
|
11
|
102 103
|
101
|
|
12
|
103 102
|
101
|
|
13
|
103
|
102 101
|
|
14
|
103
|
101 102
|
|
15
|
102
|
101 103
|
|
16
|
102
|
103 101
|
|
17
|
101
|
102 103
|
|
18
|
101
|
103 102
|
|
19
|
000 (vide)
|
101 102 103
|
|
20
|
000 (vide)
|
101 103 102
|
|
21
|
000 (vide)
|
102 101 103
|
|
22
|
000 (vide)
|
102 103 101
|
|
23
|
000 (vide)
|
103 101 102
|
|
24
|
000 (vide)
|
103 102 101
|
Tableau 15 : Représentation de la table des
combinaisons Tordi
L'évaluation est repartie comme suit : Chaque produit
va évaluer l'arrangement où il est en tête de liste ;
notons que ce choix de critères garantie l'équité dans le
cas d'ateliers totalement flexibles.
|
12
|
Evalués par l'agent 101
|
|
12
|
Evalués par l'agent 102
|
|
12
|
Evalués par l'agent 103
|
|
12
|
Evalués par tous les agents produits
|
Tableau 16 : Répartition du calcul des
fonctions d'évaluation
101
Chapitre IV: Implémentation et simulations
5.3. Interaction entre les agents
Les deux figures ci-après montrent l'interface
graphique de l'agent SNIFFER.
L'entité Master représente l'instanciation de la
classe mère « Ag_simo.jar ». C'est cette classe qui instancie
les deux autres, à savoir, les agents produits nommés 101,102 et
103 ; et ressources nommés 1 et 0 ; à partir de leurs classes
respectives.
INSATANTIATION DES AGENTS
Quand un agent produit est créé, il diffuse les
informations le concernant ; et parallèlement récolte les
informations sur les agents produits et ressources concernés par le test
en cours. Cette étape est cruciale parce qu'elle permet aux agents
d'avoir une vision exhaustive de leur environnement.
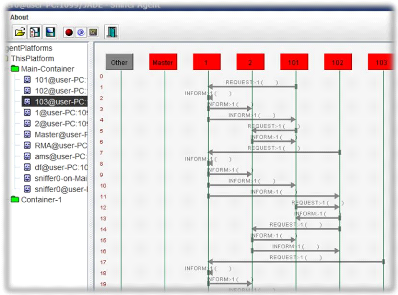
Figure 76: Premières communications au fur et
à mesure de l'arrivé de nouveaux agents
RESOLUTIONS ET PARTAGE D'INFORMATIONS
Quand les comportements d'évaluation sont
déclenchés, chaque agent génère les combinaisons
puis en évalue une partie. Une fois cette évaluation «
partielle » terminée, il partage les informations en les diffusant
à tous les autres agents.
102
Chapitre IV: Implémentation et simulations
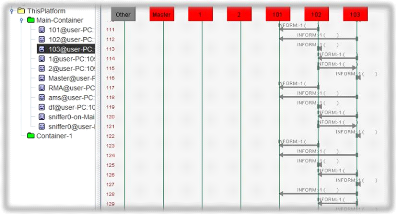
Figure 77: Partage des informations entre agents
produits
5.4. Comportement des agents
En résumé les comportements
implémentés sont de trois types : SIMPLEBEHAVIOUR,
ONESHOTBEHAVIOUR et TICKERBEHAVIOUR. :
1. SIMPLEBEHAVIOUR : Ce sont des
comportements destinés à se répéter en boucle de
maniéré à persister.
2. ONESHOTBEHAVIOUR : Exécute le code
qu'il contient séquentiellement une seule fois et se termine.
3. TICKERBEHAVIOUR : Exécute le code
qu'il contient une fois à chaque fois qu'un laps de temps
prédéfini s'écoule.
Sur cette base nous avons implémenté six
comportements différents :
1. PERCEPTION : Comportement persistant,
servant à capter les informations de l'environnement de l'agent candidat
au même teste, mais aussi de répondre à des
requêtes.
2. ECOUTE : L'écoute permet à
l'agent produit de récolter et de stocker de façons
ordonnées les évaluations des autres agents.
3. LOOP : A chaque arrivée d'agent,
tous les autres déjà présents définissent une
nouvelle échéance pour commencer la résolution. Cette
fonction est une boucle qui vérifie si l'échéance est
franchie pour, le cas échant, déclencher la résolution
coordonnées.
4. TREE : Ce comportement permet à
chaque agent de générer l'ensemble des affections possibles dans
un premier temps, puis de l'ensemble des séquences composant l'espace de
recherche.
103
Chapitre IV: Implémentation et simulations
5. EVAL : Permet de calculer et de diffuser les
évaluations partielles.
6. PROG : Contrôle-le suivie de
l'ordonnancement avec la plus petite fonction « Objectif ».
|
Comportement
|
type
|
Déclenchement
|
|
PERCEPTION
|
SIMPLEBEHAVIOUR
|
AG_PROD.SETUP ()
|
|
ECOUTE
|
SIMPLEBEHAVIOUR
|
AG_PROD.SETUP ()
|
|
TREE
|
ONESHOTBEHAVIOUR
|
LOOP
|
|
LOOP
|
TICKERBEHAVIOUR
|
AG_PROD.SETUP ()
|
|
PROG
|
TICKERBEHAVIOUR
|
TREE
|
Tableau 17 : Digramme de séquences de
l'algorithme de résolution
5.5. Résultats point de vue produit intelligent
Les agents sont définis en se basant sur le
modèle de produit actif pour les systèmes
Hétérarchiques. L'utilisation d'agents permet l'encapsulation des
modèles de comportement (que nous nommons activités)
utilisés en particulier pour l'ordonnancement des ressources.
La coordination entre agents produits est
réalisée par le biais de partage d'informations et
d'évaluations. L'évaluation du système de pilotage ainsi
défini se fait en utilisant l'interaction entre produits actifs.
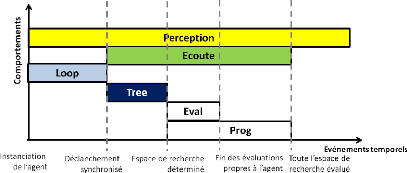
Figure 78: Séquence de déclenchement
des comportements dans une résolution type
Les comportements sont comme des briques logicielles,
réutilisables et modulaires qui, combinées entre elles,
permettent d'envisager d'étendre à des taches dans
différents domaines, tel que l'ordonnancement de production, la
logistique ou encore la planification de personnel.
104
Chapitre IV: Implémentation et simulations
5.6. Efficacité de la méthode
Les structures de données permettent de
générer uniquement l'espace de recherche pertinent. Ce qui
représente un gain important en termes de ressources et de temps
d'exécution.
C'est ce point qui rend possible: premièrement,
l'utilisation d'une méthode exacte d'énumération totale,
deuxièmement, cette approche de formalisme facilite l'extension à
d'autres phases de cycle de vie du produit
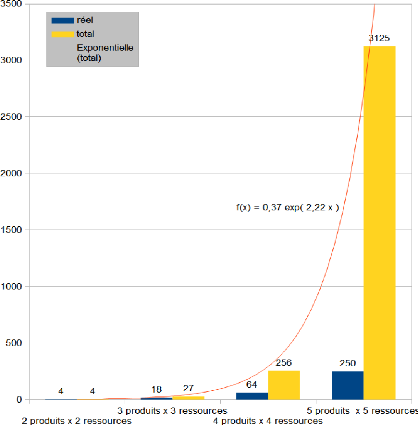
Figure 79: Ecart entre espace totale et espace
pertinent
105
Chapitre IV: Implémentation et simulations
5.7. Efficacité de la méthode et
hétérogénéité des produits
Comme le montre les premiers résultats,
l'efficacité de notre méthode est positivement affectée
par l'hétérogénéité. En effet, plus les
produits à ordonnancer sont de familles différentes, plus les
temps de changement d'outils peuvent s'avérer importants. En
résulte une progression avec une courbe de tendance de 237,17 exp (0,14
x). Notre méthode est alors d'autant plus efficace que
l'hétérogénéité des produits est
importante.
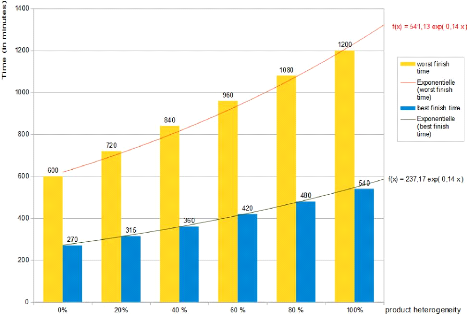
Figure 80 : Impacte de
l'hétérogénéité des produits sur les
résultats
5.8. Temps d'exécution
Pour un nombre réduit d'agents-produits les temps de
résolution sont tout à fait acceptables. Cette validation tient
compte de l'environnement industriel du cas pratique. En effet, dans le
contexte pratique, le nombre de machines d'HPLC est de quatre machines. Pour
les produits, une simple présélection des produits à
traiter suffit à garder les données dans un cadre
mathématiquement exploitable.
106
Chapitre IV: Implémentation et simulations
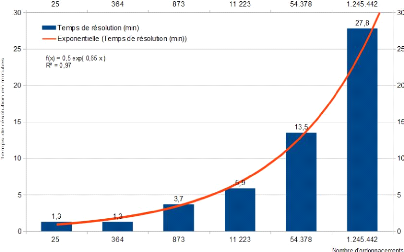
Figure 81 : Dégradation du temps de
résolution
5.9. Besoins en mémoire
C'est sans doute l'un des principaux inconvénients de
l'utilisation de structure récursive. L'utilisation d'appels
récursifs crée une croissance exponentielle de l'espace
consommé. Toutefois, nous noterons que pour notre cas d'étude les
limites sont tout à fait convenables.
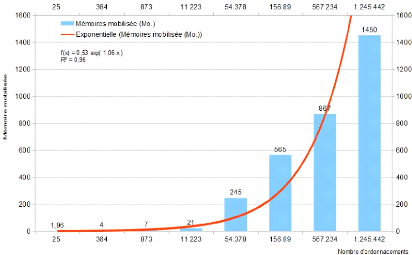
Figure 82 : Consommation
mémoire
107
Chapitre IV: Implémentation et
simulations
6. PRODUITS INTELLIGENTS OBTENUS
ASPECTS DES PRODUITS INTELLIGENTS
Voici en quelques points les avantages et résultats
obtenus:
y' Contrôle distribué
y' Architecture hétérarchique
y' Grâce au concept de produit intelligent, il y a deux
types d'intelligence : Une individuelle et une seconde collective prenant en
compte l'aspect multi critères et multi contraintes.
y' La méthode proposée pour résoudre le
problème complexe d'ordonnancement des tests de concentration permet de
jeter les bases pour la gestion du cycle de vie.
y' Notre méthode est d'autant plus efficace lorsque
nous sommes confrontés à une
hétérogénéité importante.
y' Les structures de données utilisées ne
génèrent que les cas plausibles de l'espace de recherche.
y' Utilisation d'une méthode exacte de
dénombrement totale.
y' Gain significatif en termes de ressources et de temps
d'exécution.
y' Pas de problème de myopie (bonne perception des
agents de leur environnement).
y' Ce formalisme facilite l'extension à d'autres phases
du cycle de vie du produit
LIMITES ET QUESTIONS SOULEVEES
Toutefois, nous relevons certaines limitations, principalement
:
- Pas de pilotage réactif qui pourrait devenir
indispensable l'environnement devient trop instable et changeant.
- Possibilité d'utiliser des heuristiques pour
optimiser, encore plus, les phases d'évaluation combinatoire.
- Limités à un nombre ressource et de produits
définis choisi par présélections.
108
Chapitre IV: Implémentation et simulations
7. CONCLUSION
Dans ce quatrième chapitre, nous avons montré
une structuration logicielle correspondant aux méthodes et
modèles présentés dans les chapitres
précédents.
Nous avons, ensuite, montré la validité des
concepts proposés en décrivant les résultats obtenus sur
un cas de processus industriel. Ces résultats portent sur la mise en
évidence de la qualité, point de vue optimalité et
exhaustivité du pilotage.
Nous avons montré que la structure d'agent «
produit intelligent » prend en charge des problèmes
multicritères et propose un compromis efficace en termes de
flexibilité et d'intégration d'objectifs globaux.
Nous proposons une approche pour permettre, à terme, de
gérer le cycle de vie du produit pharmaceutique. Une première
étape consiste à résoudre le problème d'allocation
de ressources pour les tests du laboratoire.
109
CONCLUSION GENERALE ET
PERSPECTIVES
Nous proposons une approche pour permettre « à
terme » de mieux maitriser le cycle de vie du produit pharmaceutique.
Cette dernière offre un contrôle distribué.
C'est-à-dire qu'il n'y a pas de décision centralisée. Avec
le concept de produit intelligent, nous pouvons distinguer deux niveaux
distincts: l'un individuel et l'autre collectif. Cette modélisation des
individus et de leurs relations est relativement simple ; le comportement
global est obtenu par émergence.
La méthode proposée pour résoudre le
problème complexe du test concentration des épreuves
d'ordonnancement peut jeter les bases pour la gestion du cycle de vie. Nous
sommes partie du principe s'appuyer sur cette phase critique. Il sera
envisageable d'adapter ces comportements à d'autres phases
présentant des problèmes similaires d'allocation de ressources
avec contraintes comme la production ou les transports par exemple.
Les structures de données utilisées ne
génèrent que plausible l'espace de recherche. Cela
représente un gain significatif en termes de ressources et de temps
d'exécution. Cela rend possible: d'abord en utilisant une méthode
exacte et d'autre part cette approche formalisme facilite l'extension à
une autre phase du cycle de vie du produit. Notre méthode est plus
efficace lorsque nous sommes confrontés à
l'hétérogénéité d'un produit important.
Une première étape consiste à la
résolution du problème d'allocation de ressources pour les tests
du laboratoire. L'implémentation pour la méthode des SMA permet
une résolution réactive avec une modélisation proche de la
réalité physique du problème. L'intégration de
phénomène d'apprentissage permettra une optimisation progressive
des allocations.
Une fois la méthode entièrement validée,
il sera tout à fait envisageable d'étendre ces mécanismes
à la gestion ; en les adaptant à d'autres étapes du cycle
de vie du produit: Production, distribution, traitement des
déchets...etc.
INDEX
110
A
|
Affectations
|
37,
|
84
|
|
B
|
|
|
|
Balance analytique
|
|
28
|
|
Boïds
|
|
72
|
|
C
|
|
|
|
C.I.M (Computer Integrated Manufacturing)
|
|
13
|
|
Charge bactérienne
|
|
29
|
|
Chromatographique
|
|
34
|
|
Conception Assistée par Ordinateur (C.A.O)
|
|
13
|
|
Conditionnement
|
|
|
|
Primaire
|
|
26
|
|
Secondaire
|
|
26
|
|
Conteneurs intelligents
|
|
51
|
|
Contraintes
|
|
35
|
|
Contrôle et qualité
|
|
23
|
|
Coûts de production
|
19,
|
74
|
D
|
Décisions
|
|
|
|
|
Centres de décisions
|
|
|
18
|
|
Opérationnelles
|
|
14,
|
15
|
Stratégique
|
14,
|
15,
|
42
|
|
|
Tactique
|
|
14,
|
15
|
|
Diagramme de GANTT
|
|
|
39
|
|
Dissolu-test
|
|
|
29
|
F
Fabrication Assistée par Ordinateur (F.A.O.) 13
G
Germes 29
H
Hiérarchie 18
HPLC 32
I
Incidence de l'ordre 38
Intelligence
Embarquée 51
Item intelligent 51
M
Médicament
Définition 21
Formes galéniques, 28
Générique 21
O
Objectifs
Globaux 24
Industriels 24
Objet(s)
Communicant sensitif 59
Objet demandeur / fournisseur de services 58
Objet pointeur vers un systéme d'information 57
Objet porteur de données 56
ORACLE 42
Ordonnancement ... 11, 15, 18, 37, 38, 39, 77, 86, 91
P
P.L.M
Beginning of life (BOL): 44
Définition 11
End of life (EOL) 44
Middle of life (MOL) 44, 52
Pharmacopées 27
Phase mobile 33
Philips 12
Physico-chimie 23
Pilotage
Correctif 18
Prédictif 16
Proactif 17
Réactif (temps réel) 17
Product Lifecycle Management 11, 41
Production
Procédé de fabrication 26
Processus de production 25
Site de production 23
Productique 12
produit informationnel 54
Produit(s)
Actif dans un environnement d'intelligence
ambiante 60
|
Décisionnel
|
|
50, 55
|
|
Produit actif de BRUN PICARD
|
|
52
|
|
Produit déclencheur
|
|
50
|
|
Produit informationnel
|
|
50
|
|
Produit intelligent de Mc FARLANE
|
|
54
|
|
Produits intelligents
|
|
49
|
|
Produits intelligents de BAJIC
|
|
56
|
|
R
|
|
|
|
Radio Frequency IDentification
|
|
57
|
|
Réactivité 13,
|
18,
|
20, 108
|
|
Recherche et Développement
|
|
24
|
|
RFID
|
|
57
|
|
Risque
|
|
38
|
|
S
|
|
|
|
SAP
|
|
42
|
|
SOPHAL
|
|
20
|
|
Stabilité
|
|
30
|
|
système de production
|
|
14
|
|
Système(s)
|
|
|
|
Décision
|
|
14
|
|
Physique
|
|
14
|
|
Système d'information
|
|
14
|
|
systèmes de pilotage
|
|
16
|
|
Systèmes multiagents
|
|
63
|
|
T
|
|
|
|
Technico-administratif
|
|
23
|
|
Traçabilité
|
|
47
|
111
112
BIBLIOGRAPHIES
PAUL VALCKENAERS & al. Intelligent products: From
lifecycle data acquisition to enabling product-related. Computers in
Industry réf: 60, 2009.
ALOULOU, Mohamed Ali. «Modélisation et
résolution des probéemes d'ordonnancement.» Paris:
Université Paris Dauphine, 2006.
ARMETTA, Frédéric. Proposition d'une
auto-organisationelle pour le partage de ressources critiques. Lyon:
Doctorat de l'Université Claude Bernard Lyon I, 2006.
BAJIC & DOBRE. «Active product modeling for chemical
security management based on smart object concept.» 7ème
Conférence Francophone de MOdélisation et SIMulation - MOSIM'08.
Paris, 2008.
BAJIC & RAMIREZ. «Service Modeling for Intelligent
Products in the Supply Chain'. ICPR.» 18th International Conference on
Production Research. Fiasciano, Italy, 2005.
BAJIC. Towards a holon-product oriented management.
Seoul, Korea: IFAC Workshop on Intelligent Manufacturing Systems, 2004.
BERCHET. «Intégration du processus de pilotage
à la simulation des systèmes de production.»
conférence MOSIM'99. Annecy: SCS éditions, 2000.
BLANC & CASTAGNA. «PILOTAGE MULTI-AGENTS D'UN SYSTEME
DE FABRICATION DE VITRES DE SÉCURITÉ.» 6e
Conférence Francophone de MOdélisation et SIMulation. Rabat:
MOSIM'06, 2006.
BRUN PICARD et al. Pilotage sans plan prévisionnel
ni ordonnancement préalable. Hèrmes: Méthodes du
pilotage des systèmes de production, 1997.
CHARPENTIER. «Quelques approches de pilotage
distribué et leur formalisation.» Journal Européen des
Systèmes Automatisés. Vol. 35. 2001. 885-904.
CIMdata, Inc. «Product Lifecycle Management.» A
CIMdata Report, 2002. DEBAEKER, Denis. PLM: La gestion collaborative
du cycle de vie des produits. 2008.
DENIS, Senpere, et Hardeep GULATI. «A PLM Overview &
Strategy for Life Sciences.» 2009.
113
DOBRE, Drago°. «CONTRIBUTION A LA MODELISATION D'UN
SYSTEME INTERACTIF D'AIDE A LA CONDUITE D'UN PROCEDE INDUSTRIEL.»
Thèse Présentée pour l'obtention du titre de Docteur
de l'Université Henri Poincaré. Nancy: École
Doctorale IAEM Lorraine, Novembre 2010.
DOUMEINGTS. Méthodes pour concevoir et
spécifier les. Marseille, 1990.
ELKHYARI, Abdellah. Outils d'aide à la
décision pour des résolution dynamique. Nantes, 2003.
ELLERY, Dr Tony. 3rd Annual Pharmaceutical PLM Conference.
Londre, 28, 29 et 30 Janvier 2009.
FERBER, J. Un méta-modèle organisationnel
pour l'analyse, la conception et l'execution de systèmes multi-agents.
3rd International ternational Conference on Multi-Agent Systems ICMAS'96,
1996.
FINNVEDEN, Göran. Recent developments in Life Cycle
Assessment. Journal of Environmental Management, 2009.
IBM. Rapport de perspective economique du PLM. 2011.
INCOSE. «Systems Engineering Handbook : a guide for
system life cycle processes and activities.» International Council on
Systems Engineering, 2010.
LAVIGNE. «Category Theory Based Approach for IMS
Modelling.» Budapest: IMS, 2003.
LE MOIGNE, J.L. «La théorie du système
général, Théorie de la modélisation.»
pages 228,1994. Paris: PUF, 1994.
LINDNER, John R. «Product Lifecycle ManagementCenter of
Competency.» 2008.
MARIN, Patrick. «Thése professionelle.»
L'usage des systémes d'information PLM contribue t-il à
l'innovation collaborative ? - HEX paris; Mines ParisThech, 05 12 2009.
MAYER, f. «Contribution to manufacturing engineering:
Application to pedagogical.» Thèse de doctorat. Nancy:
Université Henri Poincaré, 1995.
MC FARLANE & al. The intelligent manufacturing control
and management. Engineering Applications of Artificial Intelligence:
special issue on Intelligent Manufacturing, 2002.
MC Farlane, D., Giannikas, V., Wong, A.C.Y., Harrison, M.
«Product Intelligence: Theory and Practice.» 2012.
114
MEYER & al. «Intelligent Products: A survey.»
Computers in Industry, volume 60. 2009. pages 137-148.
MOE, T. Perspectives on traceability in food manufacture.
Trends in Food Science & Technology, 1998.
ORACLE. «Product Lifecycle Management in the
Pharmaceutical Industry.» An Oracle White Paper, 2008.
RAPINE, Christophe. «ORDONNANCEMENT.» grenoble:
Institut national polytechnique de Grenoble, 2010.
SALLEZ et al. «The Life Cycle of Active and Intelligent
Products: The Augmentation Concept.» International Journal of Computer
Integrated Manufacturing. 2010.
SALLEZ, Yves. The lifecycle of active and intellgent products
: the augmentation concept. 2010.
SERGIO, TERZI. A holonic metamodel for product traceabily in
PLM. University or Bergamo, Department of Industrial Engineering, Viale
Marconi 5, 24044, Dalmine (BG), Italy,, 2007.
Sighireanu, Mihaela. «Environnements de
d'eveloppement.» Paris: UFR d'Informatique, 2012.
TRENTESAUX. «A generic design framework for decentralized
control: the DMU model.» 2nd IFAC/IFIP/IEEE Conf. On Management and
Control of Production and Logistics, MCPL. Grenoble, 2001.
TRENTESAUX et al. Trentesaux D. et Tahon C. Modèle
de communication inter-agents pour une structure de pilotage temps réel
distribuée. Revue d'Automatique et de Productique
Appliquées, 1994.
TRENTESAUX, Damien. Conception d'un système de
pilotage distribué, supervisé et. GRENOBLE: l'INSTITUT
NATIONAL POLYTECHNIQUE DE GRENOBLE, 1998.
Trentesaux, Damien. «Pilotage hétérarchique
des systèmes de production.» Habilitation à diriger des
recherches. Valenciennes: Laboratoire d'Automatique, de Mécanique
et d'Informatique Industrielles et Humaines (LAMIH), 2002.
WALDNER, Jean-Baptiste. CIM, les nouvelles perspectives de
la production. Paris: Dunod, 1990.
WEISS. «Multiagent systems and societies of agents.»
A Modern Approach to Distributed Artificial Intelligence. The MIT
Press, 2001.
115
Yang, Xiaoyu. Intelligent products: From lifecycle data
acquisition to enabling product-related services. Computers in Industry
60, 2009.
ZBIB, Nadine. «Allocation et routage dynamique dans un
FMS basés sur le concept de champ de potentiel.» Thèse
Présentée pour obtenir le grade de Docteur de l'Université
de Valenciennes et du Hainaut Cambrésis. Valenciennes: Laboratoire
Thermique Ecoulement Mécanique Matériaux Mise en Forme
Production, 2010.
| 

