|
République Algérienne Démocratique
et Populaire
Ministère de l'Enseignement Supérieur et
de la Recherche Scientifique
Université Abderrahmane mira -
Bejaia
Faculté des sciences de la nature et de la
vie
Département des sciences
alimentaires
![]()

![]()
Rapport de stage
d'ingéniorat
Proposé par :
Mr : IBERRAKEN Massinissa
Mr : MAOUCHE Kamel
Section 4 années CQA
Année 2006-2007
![]()
Nous adressons nos vifs remerciement les plus
profonds et les plus sincères à madame LA
GERANTE de l'unité de production CK
FLEISCH de nous avoir fait le grand honneur de nous accepter
comme stagiaires au sein de l'entreprise.
Nos remerciements les plus sincèress
sont adressé également au directeur du laboratoire ;
Mademoiselle AKSASS Tayakout .
Et a toutes les personnes du laboratoire qui
ont contribué de prés ou de loin au bon déroulement de
notre stage en particulier : Lynda et Sonia
Aussi Ahmed et Djilali et à
tout ce qui nous ont aidés.
Ce travail a pu se réaliser, grâce
a leurs précieux conseils, ils ont été pour nous
présents, patients et encourageants, ils nous ont appris à
être responsable et à faire face aux difficultés
rencontrées dans le mondes professionnels, pour tous cela nous les
remerciant chaleureusement.
En dernier lieu, nous souhaitons au complexe
CK FLEISCH beaucoup de réussite et de
développement dans l'avenir.
Listes des Abréviations:
ABS : Absence ;
BBB : Blanc Bleu belge.
BLBVB : Bouillon Lactosé Bilié au
Vert Brillont ;
CSR: clostridium sulfito-reducteur ;
DLC : Date Limite de
Conservation ;
ECH : échantillon
H : Heur ;
HPD : Humidité sur Produit
Dégraisse ;
HT : Humidité Total ;
ISO :Organisation mondial de
normalisation ;
LR :Liquide Ringer ;
Max : Maximum
MG : Matière Grasse ;
Mn : minute ;
P : poid ;
PCA : Plate Counte Agar ;
PSM:Poste de Sécurité
Microbiologique ;
SFB : bouillon selenite
cystine ;
T : temperature ;
TSE: Triptone Sel Eau ;
VF : Viande Foie ;
VRBL : Gélose Lactose à la Bile au
rouge neutre et cristal.
Sommaire
INTRODUCTION...................................................01
Parie 01 : Synthèse
bibliographique.............................02
Chapitre I : L'unité ck
Fleish...........................................................03
1. Présentation de
l'entreprise ;...........................................................................03
2. Schéma d`organisation de
l'entreprise (page suivante );..............................................03
Chapitre II Les
viandes..................................................................05
1.Définition ................................................................................................05
2. Connaissances de la
viande ...........................................................................05
3. Viande point de vue
technique ........................................................................06
3.1 Viande maigre (transformation du muscle en
viande)............................................06
3.2 La congélation des
viandes ..........................................................................06
4. Congélation et qualité de la
viande ...................................................................06
5. Critère de qualité de la
viande ........................................................................07
5.1 Qualité
nutritionnelle .................................................................................08
5.2 Qualité
sanitaire .......................................................................................08
5.3 Qualité
organoleptique ................................................................................08
5.4 Qualité
technologique.................................................................................10
Chapitre III La
charcuterie : ........................................................12
1.Définition de la
charcuterie ...........................................................................12
2. Quelques définitions dans ce
domaine ..............................................................12.
3. Les viandes utilisées en charcuterie CK
fleisch.....................................................14
4. Ingrédients et
additifs ..................................................................................15
5. Technologie de la charcuterie au niveau de CK
Fleisch ...........................................15
Ex 01: Technologie de fabrication mortadelle au fromage
diametre70............................15
Ex 02 : Salami au poivre : organigramme et
procède de fabrication.................................16
6. La gamme de produit CK
fleisch .....................................................................19
6.1-Saucisses de
francfort .................................................................................20
6.2-La
mortadelle ..........................................................................................21
6.3- Salami
tunisien .......................................................................................22
6.4-Salami au
poivre ......................................................................................23
6.5-Pâté de foie de
volaille ..............................................................................23
6.6-cachir ...................................................................................................24
6.7- Mix
grill ...............................................................................................24
6.8-Merguez
industrielle .................................................................................25
Chapitre IV : Les défauts de fabrications et
leurs remèdes.....................26
Exemple : saucisse à
tartiner...........................................................26 Partie
02 : Etude
expérimental...................................29
Chapitre I : Le laboratoire de contrôle de
qualité................................30
1. L'importance d'un laboratoire au sein d'une
entreprise............................................30
2. Le laboratoire d'autocontrôle de la SARL CK
Fleish ............................................30
3. Plan
d'échantillonnage.................................................................................30
Chapitre II: Analyse
microbiologique................................................30
1. La préparation des
milieux.............................................................................30
1.1 Les milieux de
dilutions...............................................................................30
1.2. Les milieux de
cultures ...............................................................................30
2. Analyse d'un produit
carné .:..........................................................................30
2.1 Préparation de l'échantillon et des
dilutions .......................................................31
2.2 Dénombrement des germes aérobies à
30°C .......................................................31
2.3 Dénombrement des coliformes
fécaux ..............................................................31
2.4 Recherche et dénombrement de staphylococcus
aureus ..........................................32
2.5 Recherche et dénombrement de CSR à
46°C ......................................................32
2.6 Recherche des
salmonelles ...........................................................................33
3. Etude d'un exemple
type ................................................................................33
3.1 Produit carné
cuit........................................................................................33
3.1.1Les germes recherchés
sont .........................................................................33
3.1. 2 Résultats et
interprétations ..........................................................................34
3.2 Produit carné
cru .......................................................................................35
3.2.1 Les germes recherchés
sont .........................................................................35
3.2.2 Résultats et
interprétations ..........................................................................35
4. Analyse de la matière première (viande,
épice, amidon)...........................................36
5.Analyse de
l'eau...........................................................................................36
Chapitre III: Analyse physico
chimiques ............................................36
1. Dosage de humidité totale
.............................................................................36
1.1
Définition ................................................................................................36
1.2 Préparation de
l'échantillon.............................................................................37
1.3 En utilisant la méthode
officielle..................................................................
...37
1.4 Calcul de l'humidité totale avec un dessiccateur
infrarouge .................................... .38
2. Dosage de la matière grasse
............................................................................38
2.1
Définition...............................................................................................
39
2.2 La méthode
officielle...................................................................................39
2.3 Détermination du taux de matière grasse sur extrait
sec:...........................................40
2.4 Détermination de l'humidité sur produit
dégraissé (HPD): ......................................41
3. Teneur en tissus
conjonctif...........................................................................41
Partie 03 :
Conclusion............................................. 39
REFERENCES
BIBLIOGRAPHIQUES..............................41
Partie 04 annexe
......................................................I
A.1 LES INDICATEURS EN
MICROBIOLOGIE....................................II
A.2 CERTIFICAT DE CONFORMIT2 ET CRITERE DES PRODUITS
..........II
A.3 RECHERCHE
ACTUELLE...........................................................V
Introduction :
Pendant des millénaires, le souci majeur
de l'homme était de trouver et de conserver des aliments. C'est à
partir de la fin du 19ème siècle que la production de
charcuteries a commencé à s'industrialiser. De nos jours, la
fabrication est assurée essentiellement par des entreprises
industrielles spécialisées qui concilient l'aspect traditionnel
des charcuteries et les plus récentes avancées scientifiques et
technologiques.
La transformation des viandes résulte de
deux préoccupations essentielles :
- obtenir à partir de viandes fraîches, des
produits susceptibles de se conserver afin d'étaler leur consommation
dans le temps. Ce fut le souci majeur des hommes vivant en autarcie et des
collectivités telles que l'armée, la marine commerciale. Les
viandes utilisées sont : boeuf, ovins, caprins, volailles, gibiers...
Les technologies employées sont à base de salage ou de salaison,
complétés par des procédés adaptés (cuisson,
séchage, fumage).
- varier les goûts et les formes de
présentation.
Année après année, de
nombreuses influences se sont exercées permettant d'offrir une palette
de spécialités très large.
. Arrivée de nouvelles techniques,
développement de la chaîne du froid et mise au point de nouveaux
emballages.
. Changements sociologiques dus à
l'urbanisation, à la transformation des structures de production, de
commercialisation et de distribution, à la modification des habitudes
alimentaires...
. Evolutions de la réglementation dans
le contexte communautaire.
Par ailleurs, la profession, afin de
répondre aux demandes des consommateurs, a étendu son
activité à la fabrication de charcuteries de volailles et de
poissons. (GUIDE DE PRESENTATION DES CHARCUTERIES N°
B2-17-99 ,M. BEISSON)
-
![]()
Chapitre I : L'unité ck Fleisch
1. Présentation de l'entreprise :
Situer dans la zone industrielle Taharacht (Akbou)
Wilaya de Bejaia ,CK Fleisch a vue le jour en 2000 d'un partenariat
Algero-Allemand , la société de transformation des viandes CK
Fleisch a récemment été reprise par Mr BATOUCHE fondateur
des laiteries Djurdjura..
Cette acquisition s'inscrit dans un processus
d'extension de ses activités,de son abattoir industriel
« vallée viandes ».
Tirant profit du
savoir de leurs partenaires allemands
et de l'expérience dans le
domaine agroalimentaire de Djurdjura , CK Fleisch est de nouveau
présente sur le marché avec une nouvelle gamme de haute facture.
Outre la garantie de la sécurité alimentaire, l'assurance
de la qualité s'inscrit dans une démarche globale de leur
entreprise. Elle réunit un certain nombre d'engagements à
même d'apporter aux distributeurs et consommateurs la garantie de
produits sains et de haute qualité.
D'une capacité de production de 16
tonne/jour, CK Fleisch est aujourd'hui à même de répondre
autant en qualité qu'en quantité de fournir une charcuterie
à partir de matières premières
sélectionnées, provenant d'animaux :
-sains.
-D'origine et de provenance identifiées.
-Abattus conformément au rite musulman, ce qui fait un
produit de consommation HALAL.
Le dynamisme et la jeunesse de leurs équipe
d'ingénieurs stimulées par la nouveauté des
produits et la disponibilité de
moyens technologiques performants dont un laboratoire
d'autocontrôle intégré, de 127,74 m².Ce qui
leurs permet d'effectuer des contrôles rigoureux tout au long du
processus de fabrication afin de garantir à leurs consommateurs des
produits de grande qualité.
2. Schéma d`organisation de
l'entreprise (page suivante):
MANUEL GENERAL D'ORGANISATION
DECISION PORTANT DEFINITION ET MISE EN OEUVRE DU SCHEMA
D'ORGANISATION DE LA SOCIETE
Réf : DG-A000
Rév : 6
Page : 6 de 13

![]()
· 18 Service Moyens Généraux
01 Assistant Direction générale
01 Secrétariat
Direction
Générale
01 Contrôle de Gestion
01 Service organisme . Planification.& Information
L'ORGANISATION CIBLE :04 Service ressource
Humaines
01 Responsable Sécurité
03 Responsable Assurance Qualité
04 Service Finances et Comptabilité
DG CK FLEISCH, Sarl S.BATOUCHE
Eff. =
Fait à AKBOU-Taharacht, le 04 -04-06
Le Directeur Général
S. BATOUCHE
08 service approvisionnement et achats
10 Service
Marketing -Commercial
27 Service Production
Chapitre II : Les viandes
La viande est la matière première
de fabrication des produits de charcuteries d'où la
nécessité de connaître ces constituants, sa conservation
ainsi ces critères et cela pour avoir un produit de bonne
qualité.
1. Définition :
L'arrêté du 3 mars1981
(J.O.du25.3.81) qui reprend les directives CEE 64 433 pour animaux de
boucheries et 71 118 et 72 462 pour les volailles, définit la
viande comme « Toutes les parties des animaux de boucheries et de
volailles susceptibles d'être livrées au publique en vue de la
consommation «.(encyclopédie de la charcuterie Jean-claude
FRENTZ. Pierre ZERT troisième édition).
Jusqu'à la fin de l'année 2002, la
définition communautaire de la viande ne faisait pas distinction entre
les muscles, les gras et les abats. Depuis Janvier 2003, une directive
européenne définie la viande comme suit: Muscles
attachés au squelette.
Les autres parties comestibles des animaux comme les abats
(coeur, fois....ou les gras doivent être étiquetés en tant
que tels et non comme viande.
Toutes fois une partie du gras adhérant aux
muscles peut-être assimilée à la viande à condition
de ne pas dépasser :
Ø Pour les porcines 30%
Ø Pour les oiseaux et lapins 15%
Ø Pour les autres mammifères 25%
(Encyclopédie de la charcuterie Jean-claude FRENTZ. Pierre
ZERT édition récente)
.2. Connaissances de la
viande :
En langage technique, les viandes se
composent de 03 éléments qui sont : le muscle, le
tissu conjonctif et le gras. Au
niveau structural, ces trois composant sont plus ou moin liés entre eux
.la viande maigre est issue de la transformation du muscle après la mort
de l'animal (modification post mortem).
Le muscle se compose principalement de
protéines fibrillaires enveloppées de tissu
conjonctif à plusieurs niveaux .le tissu conjonctif se trouve
également en d'autres parties de l'animal, comme les intestins et la
peau.
Il peut y avoir du gras en quantité
assez faible dans le muscle .Généralement il est plutôt
concentré en divers régions du corps dans un tissu de
réserve appelé le tissu adipeux. (La
charcuterie de la belle Provence collection dirigée par Jean-claude
Frantz)
3. Viande point de vue technique :
3.1 Viande
maigre (transformation du muscle en viande)
Après la mort de l'animal des transformations
biochimiques et physiques s'installent ; ces transformations
appelées modification post mortem conduisant à
une maturation de la viande. (La charcuterie de la belle Provence collection
dirigée par Jean-claude Frantz)
3.2 La congélation des
viandes :
La congélation des viandes est une
opération qui consiste à amener une forte proportion de l'eau
contenue dans le produit sous forme de glace. La réfrigération
n'est pas suffisante pour bloquer trop longtemps l'évolution des
viandes. Ce moyen moderne de conservation est largement utilisé dans
l'industrie agro-alimentaire.
Sur le plan technologique ce sont les
paramètres liés à la technologie de congélation qui
influeront sur les propriétés techniques de la viande.
Les paramètres favorables au maintien de la
qualité technologique des viandes sont :
Ø Une congélation rapide (surgélation).
Ø Une température final interne très basse
(-18°C).
Ø Un stockage stable a basse température
(-18°C).
Ø Une décongélation rapide.
(La charcuterie de la belle Provence collection dirigée
par Jean-claude Frantz)
4. Congélation et qualité de la
viande :
Parmi toutes les techniques utilisées pour
conserver la viande et les produits carnés, la congélation
constitue certainement une solution des mieux adaptées.
Notablement, chez l'entreprise CK Fleisch
ou ; on a effectué notre stage. Il y a présence d'une
conservation par le froid de haut technologie .Cela en tirant moyen de leurs
partenaires GMF (Grands Magasins frigorifiques) qui leur réservent des
chambres froides juste à coté de l'usine et le transport
frigorifique est assuré par TMF (Transports Marchandises
Frigorifiques).Donc la chaîne du froid chez cette entreprise n'est
jamais rompus. Cet investissement est indispensable au dynamisme de l'usine
car, la matière première utilisée par l'usine est la
viande congelée (soit pour la viande bovine ou ovine)
Le respect de règles strictes
d'hygiène procure en principe une bonne sécurité à
l'endroit des dangers microbiens, parasitaire et toxicologiques. Le principal
risque, au regard de la qualité des viandes et des produits carne
congelés, se situe donc au plan d'altérations éventuelles
des caractéristiques sensorielles. En effet, des
phénomènes essentiellement attachés à l'oxydation
des lipides et de la myoglobine, peuvent, sur le long terme, entraîner
des effets importuns qui touchent la couleur et la flaveur des produits .Les
pertes de poids par sublimation de la glace ou exsudation lors de la
décongélation, quoique également redoutées,sont
d'une toute autre nature ,puisque l'avatar,d'ordre économique, n'affecte
que marginalement la qualité du produit.
Dans une majorité de situations, il existe
des solutions techniques qui permettent de limiter ces inconvénients. La
bonne maîtrise des procédés s'inscrit dans ce cadre
général et des mesures, comme le maintien de la
température de stockage à un niveau stable ou l'emploi
d'emballages spécifiques dans les opérations
d'emballages-conditionnements, ont produit des effets positifs toute fois, il
est patent que les matières premières elles mêmes,
présentent des caractéristiques qui les rendent les mieux aptes
à subir le traitement de congélation.
La démarche intégrée,qui prend
en compte la qualité originelle de la viande au travers d'indicateurs
attachés à différents aspects de la
production(caractéristiques d'élevage,alimentation,état
sanitaire)et de la première transformation(abattage,
réfrigération,maturation),est l'attitude qui devrait s'imposer
dans les prochaines années .C'est là, à n'en pas douter
,une condition nécessaire à une amélioration de la
stabilité,sur le long terme,des produits canés congelés
.(congélation et qualité de la viande ; Claude Genot INRA
édition 2000)
5. Critères de qualité de la
viande :
LA recherche de la qualité au sens large est
actuellement une préoccupation fondamentale pour l'industrie
agroalimentaire. La qualité se définie à partir de
système de référence: norme, labels, appellation, etc.
Elle s'obtient par l'application de
procédures bien définis et maîtrisées.
ü Définition de la qualité des
aliments :
Estimer la qualité d'une entité
selon la définition ISO 8402 : c'est définir l'ensemble des
caractéristiques de cette entité (activité, produit ou
organisme) qui lui confèrent l'aptitude à satisfaire des besoins
exprimés et implicites en vue de son utilisation à la
consommation et (ou) à la transformation. La qualité est
l'aptitude du produit ou d'un service à satisfaire les besoins des
utilisateurs.
Le soucie majeur du consommateur est comment reconnaître la
qualité d'une autre façon quel sont les critères de
qualités d'un produit alimentaire !
En ce qui concerne la viande cette qualité regroupe
plusieurs critères qui sont :
Ø Qualité nutritionnelle,
Ø Qualité sanitaire,
Ø Qualité organoleptique,
Ø Qualité technologique.
5.1 Qualité
nutritionnelle :
La viande est un élément qui
apporte de nombreux nutriments indispensables à une alimentation
équilibrée. C'est une source de protéines d'excellentes
qualités car ces protéines contiennent 40% d'acide aminées
essentiels
Cet aliment apporte également des minéraux t'els
que le fer en particulier dans les viandes rouges et le zinc et aussi des
vitamines du groupe B.
La viande peut être une source d'acide gras poly
insaturé à chaîne longue (en particulier acides gras de la
série n-6chez les volailles)
5.2 Qualité sanitaire :
5.2.1Microbiologique : la viande est un substrat favorable
au développement des micro-organismes pathogènes et qui peuvent
produire des substances toxiques .il s'agit donc d'un produit fragile, qui en
raison du danger présenté par les altérations et la
présence éventuelle de germes pathogènes doit être
strictement surveillé (microbiologie alimentaire joseph-piere Guiraud
édition 2004)
5.2.2Toxicologique :
Teneure en résidus (pesticides, produits de
fabrication)
Teneur en médicaments (hormones, antibiotiques)
5.2.3Pathologique :
Teneur en acide gras saturé
Présences de parasites
5.3 Qualité
organoleptique :
5.3.1 La
couleur : La couleur est, chronologiquement, le premier
critère d'appréciation de la viande par le consommateur. C'est un
facteur déterminant l'achat ou le rejet par ce dernier
En raison du développement de la
distribution des viandes en grandes et moyennes surfaces, ce paramètre
prend de plus en plus d'importance. Lors de l'achat d'un morceau de viande de
boeuf, le consommateur recherche une couleur rouge vif qu'il associe au
degré de fraîcheur du produit.
La couleur de la viande est liée principalement
à sa teneur en myoglobine (Renerre et Labas,
1987; Renerre, 1990). La teinte varie non seulement en
fonction de sa teneur mais aussi en
fonction de son état d'oxygénation ou
d'oxydation. La myoglobine réduite non oxygénée est
rouge pourpre. La myoglobine réduite
oxygénée est rouge vif : elle influe favorablement sur
l'acceptabilité de la viande par le consommateur. La
myoglobine oxydée, ou metmyoglobine,
est rouge-brun : elle entraîne une réaction de
rejet par le consommateur (Monin, 1991; Renerre, 1990). L'état
d'oxygénation ou d'oxydation de la myoglobine est principalement
lié aux techniques de traitement et de transformation utilisées
post mortem. La couleur peut également être liée
à l'ultra structure de la viande, elle-même influencée par
le pH : les viandes du boeuf à pH final élevé
présentent une couleur anormalement foncée. Il est donc important
de tenir compte de ce paramètre lors de la détermination de la
couleur des viandes.
Pour les viandes bovines et ovines, brûlure par
le froid et brunissement de la viande doivent être évités.
Pour les volailles et la viande blanche, la couleur de la viande doit rester
pale le brunissement des os des jeunes volailles est a proscrire.
5.3.2 Flaveur : la
flaveur et l'ensembles des propriétés gustatives et olfactives
perçus au cour de la dégustation .la flaveur se développe
au cour de la cuisson .la viande crue possède une faible odeur, un
goût sanguin et une flaveur peu prononcée. Elle contient des
précurseurs de la flaveur qui donneront naissance aux composés
d'aromes lors de la cuisson par le biais de réactions chimiques
complexes (Imafidon e spanier,1994 ;Meynieret gandemer,1994) .
La flaveur de la viande est
déterminée par la composition chimique et les changements
apportés à cette dernière lors de la cuisson (Monin,
1991). Il a été montré que la flaveur typique de la
viande, de toutes espèces confondues, est liée à des
composants hydrosolubles alors que les différences observées
entre espèces proviennent de la fraction lipidique (Pearson et
al., 1994). De nombreux composants aromatiques volatils sont produits
lors de la cuisson par dégradation ou oxydation des lipides,
dégradation thermique et interactions entre protéines, peptides,
acides aminés, sucres et ribonucléotides (MacLeod, 1994). Ainsi
par exemple, Maarse et Visscher (1989) ont publié une liste de 880
composés volatils issus de la viande de boeuf cuite. En raison
même de la complexité et de la lourdeur des méthodes
analytiques à mettre en place (chromatographie gazeuse combinée
à la spectrométrie de masse, par exemple) et en raison de la
difficulté d'établir la contribution respective de chacun de ces
composés à la flaveur caractéristique de la viande, une
étude spécifique de la flaveur de la viande des bovins BBB n'a pu
être réalisée à ce jour.
5.3.4 La
tendreté :
La tendreté peut être
considérée comme le composant mécanique de la texture de
la viande, le deuxième composant étant la jutosité
(Dransfield, 1994a). La tendreté mesure donc la facilité avec
laquelle une viande se laisse couper. Beaucoup de consommateurs classent ce
paramètre en premier lieu parmi les facteurs qui déterminent la
qualité de la viande. Paradoxalement, la tendreté est souvent
exprimée par son contraire : la dureté. Ce paramètre peut
facilement être mesuré puisqu'il représente la
résistance mécanique lors du cisaillement ou de la mastication.
Ce paramètre est très souvent mesuré sur des viandes
cuites puisque les viandes non divisées sont consommées le plus
souvent après cuisson. La dureté de la viande dépend
essentiellement de deux composants structurels protéiques (Ouali, 1991a
et 1991b).
Le premier est le collagène, constituant
principal du tissu conjonctif. On n'observe pas de modification importante du
collagène post mortem. Sa résistance mécanique
est donc considérée constante et on l'associe à ce que
l'on appelle souvent la 'dureté de base' ('background thoughness'
en anglais).
Le deuxième composant est constitué par
les myofibrilles, plus particulièrement par les protéines
myofibrillaires. Leur résistance mécanique n'est pas constante
post mortem. On distingue habituellement 3 périodes. La
première précède l'état de rigidité
cadavérique, on l'appelle 'état pre rigor' ou
'état pantelant' parce qu'au cours de celui-ci la structure musculaire
est relâchée. Elle est suivie par la rigidité
cadavérique ('rigor mortis') qui devient maximale quelques
heures après l'abattage chez les bovins. Cet état correspond
à des valeurs maximales de résistance mécanique que l'on
peut mettre en évidence par la mesure de la 'force maximale de
cisaillement' c.-à-d. la force maximale qui est appliquée au
cours d'une épreuve de cisaillement d'un échantillon de viande.La
valeur maximale est atteinte 1 à 2 jours après l'abattage.
Ensuite, on observe une diminution de la résistance mécanique de
la viande correspondant à un attendrissement de la structure
myofibrillaire. Cet attendrissement résulte d'une fragilisation de la
structure myofibrillaire, elle-même expliquée par une
protéolyse partielle de certaines protéines-clés
impliquées dans la constitution de la structure des myofibrilles. Cette
protéolyse se produit dès l'abattage mais ses effets favorables
sur la tendreté sont masqués par le développement de la
rigidité cadavérique au cours des 24 premières heures.
Diverses enzymes protéolytiques endogènes sont impliquées
dans ce processus. Les principales sont des 'protéases calcium
dépendantes' communément appelées 'calpaïnes'
(Koohmaraie et al., 1988; Dransfield, 1993,1994b; Dransfield et
al., 1994; Koohmaraie, 1994). La contribution respective de la
dureté myofibrillaire et de la dureté de base peut varier en
fonction de divers facteurs tels que l'espèce, la race, le sexe,
l'âge, le muscle et les techniques d'abattages, de traitement et de
transformation des carcasses et des viandes.
5.3.5 La
jutosité :
La jutosité de la viande cuite
présente deux composants organoleptiques (Lawrie, 1991). Le premier est
l'impression d'humidité durant les premières mastications :
celles-ci sont produites par la libération rapide de fluides par la
viande. Le deuxième est la jutosité soutenue liée à
l'effet stimulant de la graisse sur la salivation. Il est dès lors
possible d'estimer la jutosité de la viande par détermination de
la teneur en graisse de la viande et par estimation de la capacité de
rétention d'eaux. Pour rappel, la jutosité influence la
perception de la texture de la viande par le consommateur.
5.4 Qualité technologique :
Les caractéristiques technologiques
représentent l'aptitude de la viande à la conservation et
à la transformation (Monin, 1991).
5.4.1 Le pouvoir de rétention
d'eaux:
Le pouvoir de rétention d'eaux ou
capacité de rétention d'eaux est la capacité qu'a la
viande à retenir fermement sa propre eau ou de l'eau ajoutée, et
ce lors de l'application d'une force quelconque (Hamm, 1986). Il est primordial
de prendre en compte ce paramètre parce qu'il influence la
rentabilité du secteur de la transformation et, plus important encore,
les qualités organoleptiques de la viande. De plus ce paramètre
est souvent considéré par le consommateur comme un critère
de qualité, voire même, à tort parfois, comme une
indication d'un traitement des animaux par des promoteurs de croissance. Il est
donc nécessaire de déterminer le pouvoir de rétention
d'eau au cours de la conservation (on parle alors de pertes par
écoulement) mais aussi au cours de la cuisson (on parle alors de pertes
à la cuisson). Il est par ailleurs possible d'estimer le pouvoir de
rétention d'eau d'une viande par détermination des pertes de jus
lors de l'application d'une force externe sur un échantillon de muscle :
la quantité de jus produite est appelée jus expressible.
5.4.2 Le pH :
Bien qu'il s'agisse en fait d'un paramètre
chimique, le pH est habituellement classé parmi les
caractéristiques technologiques parce qu'il influence de façon
très importante sur l'aptitude à la conservation et à la
transformation des viandes (Hofmann, 1988; Bruce et Ball, 1990). La valeur du
pH intramusculaire mesuré in vivo est proche de 7. Dans les
heures qui suivent l'abattage, on observe, au sein du tissu musculaire, une
chute du pH liée à l'accumulation de l'acide lactique produit par
la dégradation du glycogène intramusculaire. Lorsque les
réserves de glycogène ont été
épuisées, on observe une stabilisation du pH. C'est le pH ultime
ou pH final dont la valeur est proche de 5,5. La valeur finale atteinte
influence très fortement l'aptitude à la conservation de la
viande : ainsi par exemple, un pH élevé, supérieur
à 6, favorise le développement des micro-organismes
altérants, responsables d'une altération du goût et de
l'odeur de la viande, mais aussi des micro-organismes pathogènes
(Monin,1988).
Par ailleurs, un pH élevé
entraînera également une modification de la capacité de
rétention d'eau et des qualités organoleptiques (Purchas et
Aungsupakorn, 1993). La valeur finale est donc liée principalement
à un seul facteur : la quantité de glycogène
présente dans le muscle avant l'abattage. Par contre, les facteurs qui
influencent la cinétique des réactions glycolytiques sont
beaucoup plus nombreux et complexes. La vitesse de dégradation varie
d'une espèce à l'autre, voire même au sein des
espèces (Shackelford et al., 1994) : chez le bovin, la valeur
finale de pH est atteinte après 24 heures environ alors que chez le
porc, le pH se stabilise dans les heures qui suivent l'abattage.
L'évolution du pH n'est pas homogène dans la carcasse : elle
varie d'un muscle à l'autre, voire même d'un endroit à
l'autre au sein du même muscle. Ces variations entre espèces et
entre muscles sont liées aux types métaboliques des fibres
musculaires. Par ailleurs, la vitesse de la glycogénolyse est
influencée directement par la température. Il est donc primordial
de mesurer simultanément le pH et la température de la carcasse
pour éviter toute erreur d'interprétation. (Les facteurs
de production qui influencent la qualité de la viande des bovins A.
Clinquart et al. - L'élevage du Blanc Bleu belge - CESAM, 26 mai
2000).
Chapitre III : La charcuterie :
1. Définition de la charcuterie :
Etymologiquement, le terme
« charcuterie » désigne les « chairs cuites » ; dans
son sens actuel, il représente les produits provenant de la
transformation des viandes.
La conservation des charcuteries, basée
initialement sur le salage et le fumage a profondément
évolué avec le développement de l'appertisation, puis de
la chaîne du froid et des techniques de conditionnement.
Ces procédés permettent d'obtenir
une très grande variété de produits.
(GUIDE DE PRESENTATION DES CHARCUTERIES N°
B2-17-99 ,M. BEISSON)
2. Quelques définitions dans ce
domaine :
2.1 Produit carné : produit
composé principalement de viande
2.2 Le Pâté :
Appellation générique couramment
utilisée en charcuterie qui englobe de très nombreuses
préparations et spécialité, à texture
grossière gros grain
et à texture fine (grain fin)
Il s'agit de produit cuit qui se compose :
-de maigre, de gras et d'abats d'animaux des espèces
autorisées en morceaux et/ou en pâte fine ;
-d'ingrédients variés notamment de lait (ou
dérivées du lait) et d'oeufs ou ovo produits ;
-ainsi que de certains additifs.
Ex : pâté en
croûte :
Il s'agit de pâté et de galantine (produits
de charcuterie fine de haut qualité) cuits généralement
en moules dans une pâte (encyclopédie de la charcuterie
Jean-claude FRENTZ. pierre ZERT).
2.3 Saucisse, Saucisson :
Etymologiquement, le mot
saucisse vient du latin « salsicia » qui désigne la
viande hachée salée. Selon des usages anciens, le terme saucisse
s'applique à de la viande hachée et salée, poussée
sous boyau et par extension, a des produits sans boyau. Le saucisson est une
grosse saucisse. (La charcuterie de la belle Provence collection dirigée
par Jean-claude Frantz)
2.4 Le boyau :
Enveloppe cylindrique, naturelle ou artificielle,
permettant le façonnage et a protection de certains produits de
charcuterie crues, cuite ou ayant subit une maturation dessiccation.
Une fois poussée sous boyau, le produit subit
une série de traitements nécessités par le processus de
fabrication (étuvage, fumage, séchage, cuisson,...) ces
opérations engendrent des modifications qualitatives et quantitatives du
produit que la présence du boyau ne doit pas entraver.
Ces impératifs nécessitent trois
qualités fondamentales pour les boyaux :
Ø la perméabilité a la vapeur d'eau qui est
indispensable pour le produit maturé -séché. Elle permet
une dessiccation progressive du produit. La perméabilité est
également rechercher pour un certain nombre d'aromes :Fumée
lors du fumage , épices et aromates lors d'une cuisson au bouillon .pour
les produit cuit ,par contre, il est souvent avantageux d'utiliser une
enveloppe imperméable qui permet de n'avoir aucune perte à la
cuisson .
Ø l'élasticité et la
rétractibilité qui permettent au boyau de suivre
l'évolution du volume du produit au cours du processus de
fabrication : Dilatation pendant les phases d'étuvage et de
cuisson, rétraction pendant le refroidissement ou le séchage.
Ø l'adhérence qui est un corollaire de
l'impératif précèdent .pour éviter la formation de
poches d'air entre le boyau et le produit, le boyau doit parfaitement suivre
l'évolution de la patte.
Il est d'usage courant de différencier quatre
grandes familles d'enveloppes pour produits de charcuterie :
Ø Les boyaux naturels : issus des
tubes digestifs des ovins, bovins ;
Ø Les boyaux
naturels manufacturés : collés ou cousus. Ce
sont des boyaux naturels dont le calibre a été rendu
régulier soit par couture de plusieurs éléments entre eux,
soit par collage sur un mandrin de forme précise et
régulier ;
Ø Les boyaux artificiels : en fibres
animales ; il sont constitués de fibres de collagène
obtenues a la suite de traitements physico-chimiques de derme de bovins (parti
de la peau de bovins se trouvant sous le cuir) ;
Ø Les boyaux synthétiques :
qui sont élaborés a partir de substances cellulosiques ou
plastique pâte (encyclopédie de la charcuterie Jean-claude
FRENTZ.pierre ZERT).
NB : Dans l'entreprise CK Fleisch les
boyaux utilisés sont de type synthétique et artificiel
(cellulosique. Collagène)
2.5 Fumage :
L'utilisation de la fumée fut
certainement un des premiers moyens de conservation des viandes et des
poissons.
Si dans ces temps éloignés, le principal
objectif était la conservation des
produits, l'apparition de nouvelles techniques de conservation
(réfrigération, appertisation ...) n'ont pas fait
disparaître le fumage traditionnel de la charcuterie .Cependant, son
rôle conservateur se trouve bien souvent repoussé au second
plan ; actuellement, le fumage est effectué pour donner au produit
une saveur et une présentation typique.
Le fumage est régi par deux paramètres
principaux la température et l'humidité de la cellule de fumage.
(encyclopédie de la charcuterie Jean-claude FRENTZ.pierre ZERT).
3. Les viandes utilisées en charcuterie CK
fleisch :
On classe généralement les viandes en deux
catégories :
- la première regroupe les viandes rouges qui
comprend le boeuf.
-La seconde catégorie réunit les viandes
blanches qui englobent les différents oiseaux.
3.1 Le boeuf :
Terme désignant un animal
de race bovine mâle castré. les boeuf élevés et
engraissés pour la production de viandes sont abattues à un age
environnant les trois ans .
L'appellation viande boeuf regroupe les viandes
issues d'animaux de l'espèce bovine. Veaux de boucherie exceptée,
qui peuvent être :
Ø -des boeufs repentants a la définition
classique.
Ø des jeunes bovins (tourillons, génisses et jeunes
boeufs).
Ø -les vaches réformé (abattus
après avoir produit un ou plusieurs veaux)
(Encyclopédie de la charcuterie Jean-claude FRENTZ.
pierre ZERT).
3.2 Volaille :
On rassemble plusieurs
espèces, sous le terme volaille, le poulet dinde oie. Tout les oiseaux
ont un point commun : leur carcasse recouverte d'une peau qu'on aura
déplumé est constituée de cuisses composées
de viande brune d'une poitrine généralement composé de
viande blanche et d'ailes. (Encyclopédie de la charcuterie Jean-claude
FRENTZ. pierre ZERT).
.
4. Ingrédients et additifs :
Les charcuteries sont élaborées
à partir de viandes (maigre, gras, abats) des animaux cités,
Selon le produit ; d'autres ingrédients sont ajoutés :
- ingrédients tels que l'eau, le sel, le sucres,
l'épices, l'arômes, l'aromates, la fumée, les oeufs et
l'ovo produits, lait et produits laitiers, matières protéiques
végétales, amidon et fécule de pomme de terre etc.
- additifs technologiquement nécessaires qui ne doivent
pas présenter de danger pour
le consommateur ni l'induire en erreur. Ils jouent un rôle
d'agent de conservation et agent rehausseurs de saveurs, est utilisée
en faible quantité dans des limites règlementaires
a- nitrate et nitrite (action sur la couleur et le
goût, antimicrobien)
b-les antioxydants (préviennent les
réactions d'oxydation)
c les rehausseurs de saveur (ont la
propriété d'accentuer le goût)
(GUIDE DE PRESENTATION DES
CHARCUTERIES N° B2-17-99, M. BEISSON)
5. Technologie de la charcuterie au niveau de CK
Fleisch :
Les charcuteries résultent de transformation
complexes qui mettent en oeuvre des modifications biochimiques (traitement de
salaison), physiques (cuisson, séchage, ...) microbiologiques
(acidification) qui conduisent à des caractéristiques
recherchées de texture, d'arôme, de couleur en assurant
simultanément un niveau élevé de
sécurité.
Ex 01: Technologie de
fabrication mortadelle au fromage diametre70
a-preparation des ingrédients et
additifs :
Le pesage des ingrédients et additifs s'effectue au
niveau du magasin tampon.
b-preparation de la
mêlée :
b-1 a la
guillotine :
Elle dépite en morceaux les blocs de viandes
congelées.
b-2 Au
hachoir :
Une fois la viande découper en morceaux, elle
passe dans la hachoir pour le hachage,à la fin on obtient des morceaux
de viande de grosseur déterminé et constante.
b-3 Au cutter :
Cutterage de la viande hachée en force les
ingrédients et additifs mélangés avec l'eau. Obtention
d'une patte fine uniforme.
b-4 Au
mélangeur :
Mélanger la patte fine
avec le fromage coupé en dés (mélange
homogène)
c- Poussage :
Avant le poussage, le boyau est tromper dans l'eau
chaude pour avoir une
bonne dilatation .Au poussage la mêlée est mise sou boyau, le
calibre et de 70mm, les pièces cuite, pèsentent un kilogramme, et
on fabrique des pièces de mortadelle en petit calibre (45mm) ;
appelées chapelets .
Les barres de mortadelles seront suspendues sur des
chariots pour la cuisson.
d- Cuisson :
après poussage,les
mortadelles passent immédiatement (compte tenu de la température
d'émulsion) a la cuisson qui se réalise au four pendant trois
heurs et trente minutes ,avec une température à coeur de
30°C .Dés la fin de la cuisson, les mortadelles sont refroidis
rapidement par douchage .
e- Conservation et
commercialisation :
Les mortadelles refroidies, seront stockées dans
la salle d'emballage à 04°C, dans l'attente des résultats
d'analyse.
Une fois les résultats obtenues,on fait
l'étiquetage et le conditionnement dans des caisses.
Les mortadelles sont stockées dans les magasins
produits finis à06°C, avec une date limite de conservation de 02
mois, qui seront ensuite destinées au commercialisation.
Ex 01 : Salami au poivre : Voire
organigramme de salami au poivre et procede de fabrication
Organigramme du Salami au Poivre.
VIANDE DE BOEUF
GUILLOTINE
-SEL
-ADDITIFS
TECHNOLOGIQUES
-EPICES
-FECULE
HACHOIR
CUTTER
-SAUMURE.
(SEL+ ADDIYIFS TECHNOLOGIQUES)
MELANGEUR
POUSSAGE
ACCROCHAGE
REPOTS à 4°C
CUISSON T à COEUR76°C
TEMPS DE CUISSON CALIBRE 45 :2h
TEMPS DE CUISSON CALIBRE 120 :5h
REFROIDISSEMENT
EMBALLAGE (ETIQUETTAGE)
ANALYSES MICROBIOLOGIQUE ET PHYSICOCHIMIQUE
STOCKAGE à 4°C
COMMERCILISATION
PROCEDE DE FABRICATION DU SALAMI AU POIVRE
CCP
INTRANTS CCP
Emballage
-Boyaux multicouche rétractable
-Etiquettes
-Carton ondulé
VIANDES
Avant bolc 90/5
Cappa 75/25
Ingrédients secs
Sel
-Fécule de pomme de terre, Poivre entier Poly phosphates
E450
-Nitrate de k+ E 452
-Exhausteur de goût E621
-Anti O2 E300
-Stabilisant E326
-Colorant E120
Ingrédients liquides
-Glace/eau
-Emulsion de gras de volaille
-Condensat de fumée
Parrage, découpe hachage des viandes
Préparation de la saumure
Cutterage
Mélangeur, addition marquant
Poussage
Repot à 4°C
CCP
CUISSON
CCP
Refroidissement rapide Douche
Conservation et entreposage
CCP
: DANGER BIOLOGIQUE
IMMINENT.
CCP : POINT CRITIQUE DE
CONTRÔLE.
: OBLIGATIONDE LA MARCHE EN
AVANT.
6. La gamme de produit CK fleisch
Les charcuteries sont une famille particulièrement
riche et diversifiée de produits à base de viande. Chaque produit
est caractérisé par :
- la nature de ses ingrédients,
- la technologie à mettre en oeuvre pour sa
préparation,
- ses caractéristiques organoleptiques :
Chaque produit a sa propre finalité d'utilisation
(produits à consommer en l'état, produits à chauffer,
produits à cuire).
CK Fleisch avec sa politique d'innovation et l'évolution
constante de sa gamme en fonction de la demande permette aujourd'hui d`offrir
un large éventail de produit dont :
Ø Le Salami au poivre en version chapelet fumé et
non fumé ;
Ø Le Salami au poivre grande bar (GB) non
fumé ;
Ø La Mortadelle aux olives ;
Ø La Mortadelle au fromage
Ø Le Salami tunisien en version chapelet fumé et
non fumé
Ø Les Saucisses sèches ;
Ø Le pâté de foie de volaille ;
Ø La merguez industrielle ;
Ø Les saucisses de francfort ;
Ø Les saucissons d'Akbou ;
Ø Les saucissons de viande
Ø Le Mix grill
Ø Les filets au suprême de volaille
Ø Le Cachir aux olives
Ø Le CK délice
Ø Le francfort au fromage
6.1 Saucisses de francfort :
Saucisses fumées précuites, originaires
d'Allemagne .Fortement aromatisées,elles sont fabriquées à
partir de viande de boeuf abattu selon le rite musulman. Elles se consomment le
plus souvent sous forme de HOT Dog ou découpées en
lanières dans les hors d'oeuvres. Ces Saucisses à haut dog sont
réchauffées avant d'être déposés sur un pain
spécialement conçue a cet effet. ce pain peu cuit a une forme
allongée semblable a celui des paninis.
IL existe deux versions de hot dog :
- le hot dog grillé : la saucisse
est réchauffée à sec, au poêlon ou sur le gril avant
d'être déposée sur le pain légèrement
grillé.
- Le hot dog vapeur : la saucisse
réchauffée par la vapeur ou dans l'eau avant d'être
déposée sur le pain.
Les saucisses sont recouvertes de lanières
d'oignons, de moutarde ou ketchup selon les préférences
individuelles.
Les francforts sont aussi fabriquées sous
forme de saucisses cocktails de03à04cm pour agrémenter les
apéritifs.
La fameuse saucisse à hot-dog, peut
contenir de la viande séparée mécaniquement, elle peut
contenir de boeuf ainsi que des édulcorants, des aromates et des
additifs. Elle contient jusqu'à 30% de matières grasses.
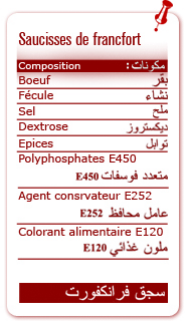

Figure01 : Saucisse de francfort Tableau 01:
La composition de saucisses de francfort
6.2 La mortadelle :
Contrairement à ce que l'on
pourrait croire, le nom italien mortadella
Dérive du latin murtatum , qui veut
dire « face au myrte »(toute épice).
Gros saucisson cuit italien de 15 à
20 cm de diamètre, à base de boeuf ou de viandes
mélangés avec des épices. Spécialité de
Bologne, ce saucisson est truffé de dés de gras ou de fromage ou
des olives vertes. La mortadelle est tranchée très finement et
servie en hors-d'oeuvre. Une tranche de 20 g de mortadelle équivaut
à 70 calories.
L'entreprise CK Fleisch fabrique :
o la mortadelle aux olives.
o la mortadelle au fromage.
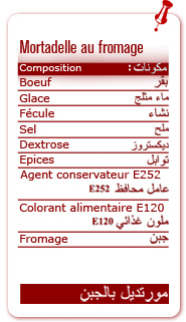

Figure02 : Mortadelle coupée en tranche
Tableau 02: La composition de la mortadelle
6.3 Salami tunisien :
Ce salami purement à
base de viande de boeuf est appelé aussi pepperoni cuit c'est un produit
originaire d'Amérique du sud. Son profil aromatique est très
relevé avec une note subtile à base d'ail est une dominante
épicée apportée par le piment de cayenne. Ce pepperoni est
caractérisé par une couleur rouge orangée assez intense du
au paprika .il se présente en version fumée ou non
fumée.
On le consomme tranché en hors d'oeuvre ou
comme garniture de sandwichs et de sous marin (type de sandwich allongé
servis chaud).
On l'utilise aussi pour garnir d'autre mets
préparés comme la pizza, les lasagnes ou autres compositions
à base de pattes.

Figure 03 : Salami tunisien
Tableau 03: La composition du salami
tunisien
6.4 Salami au poivre :
Préparation pure boeuf avec une texture
grossière proche du salami tunisien mais se différent par une
couleur naturellement claire et une saveur plus légère ainsi
qu'un profil aromatique, domine par le poivre et l'ail.
Il peut être consommé en sandwich ou en
garniture pour salade. Il peut être fumé ou non.

Figure 04 : Salami au poivre en
tranches.
Tableau 04: La composition du salami au poivre.
6.5 Pâté de foie de volaille :
Les pâtés de foie sont des
produits de type émulsion , composée de foie de volaille, de gras
mou de volaille, d'une fraction protéique liante et émulsifiant
d'oeufs ou dérivés , lait ou dérivés ,
protéines végétales,etc. ainsi que d'ingrédient
d'assaisonnement , épices et additifs agent de conservation .
6.6 Cachir :
Ce produit, incontournable, résume toute la
tradition charcutière algérienne .c'est des produits de
qualités faits à bas de viande de boeuf de premier choix
fabriquer sous les conditions d'hygiène imposés par les
autorités aux ensembles des métiers de transformation des
viandes.
Ce produit est additionné d'olives (cachir aux olives)
chez CK Fleisch.

Figure 05 : Cachir aux olives.
Tableau05 : Composition du Cachir aux olives
6.7 Mix grill :
Ces produits ont une texture
grossière composé d'une farce fine avec des gros marquants de
viandes de boeuf .il est destiné pour les collectivités et les
fast-food.
Ce produit a une duré de vie de deux
mois ; il a pour but de remplacer la viande ou le steak haché
utilisé pour les sandwichs ou hamburger.
Il offre pour la restauration ; l'avantage et
la sécurité d'un produit de longue conservation évitant
ainsi les approvisionnements intempestifs et les pertes relatives a la
présomption de la viande fraîche.
Après cuisson le Mix grill a la texture et le
goût du steak grillé avec une note distinctive des boeufs
rôtis.
Se produit prés cuit peut, aussi être
consommé froid en garniture de sandwich ou de salade

Figure06 : Mix grill
Tableau06 : Composition de Mix
grill
6.8 Merguez industrielle :

Petite saucisse crue très
épicée, originaire d'Algérie, très populaire en
Afrique du Nord et en Espagne. Préparée à base d'agneau,
de boeuf ou de mouton, cette saucisse épicée de piment fort et de
cumin est facilement reconnaissable à sa couleur rouge. Frite ou
grillée, elle peut être utilisée pour préparer des
brochettes ou pour garnir un couscous. Elles sont disponibles dans la plupart
des épiceries.
Figure07 : Merguez
Chapitre IV : Les défauts de fabrications
et leurs remèdes
« Exemple : saucisse à
tartiner »
Cette description ne présente pas un caractère
exhaustif ; il s'agit de défaut constaté plus
fréquemment dans ce type de fabrication et les relation de causes a
effet décrite sont les plus courantes. (tableau08)
Tableau n° :07 Tableau qui
résume :
Ø le défaut de fabrication,
Ø origine
Ø remèdes des anomalies de fabrication des
saucisses à tartiner.(encyclopédie de la charcuterie
Jean-claude FRENTZ. pierre ZERT troisième édition ).
|
Défaut de fabrication
|
Origine
|
Remèdes et/ou observation
|
|
1-Taches anormales
Ø brunâtre
Ø Jaunes
Ø Grisâtre
Ø Noires
|
-Fixation d'eau par le sel relâché au moment du
fumage ;
- retombée de goulettes provenant de condensation des
fumées.
|
-employer du sel fin et veiller a sa bonne
répartition
-veiller au bon entretien de matérielle de fumage.
|
|
-emploi de gras présentant un début de
rancidité
|
-utiliser des gras frais et éviter de stocker les
produits finis a la lumière et/ou une température trop
élevée.
|
|
-contacte d'eau avec la pate.
|
-travailler avec des mains bien sèches et
égoutter soigneusement t les boyaux.
|
|
-développement de moisissures apportées par les
épices ;
-présence de rougeur sanguinolente dans la
mêlée
|
-utiliser des épices fraîche de bonne
qualité si possible stérilisées ou sou forme d'extraits
-Procéder au parage soigneux des matières
premières mise en oeuvre
|
|
2- anomalies au niveau du boyau
Ø Présence de cristaux de sel en surface
Ø Plissage du boyau
|
-Boyau naturel pas assez dessalé.
-Mauvaise utilisation des boyaux artificiels ;
-condition de stockage défectueuse
|
-Respecter les conditions de trempages des boyaux
-suivre les indication de fabricants quant au condition de
trempage des boyaux.
-éviter d'entreposer les produits finis dans une
ambiance trop séchée qui favorise le découlement des
boyaux
|
|
3-defauts de consistances de la pâte
Ø Manque de consistances
Ø Consistance trop ferme
|
-Mise en oeuvre de viande (humidité) et/ou de gras
huileux ;
-travail inadapté au cutter.
|
-proscrire l'emploi de viande PSE ainsi que des gras huileux
qui seront utilisés de préférence dans les
émulsions grâces.
-respecter les conditions de température et de dure de
cutterage
|
|
-Liaison importante de la pâte
|
-Augmenter les teneurs en gras.
-éviter de disperser top tôt le sel pendant le
travail au cutter
.
|
|
4- mauvais goût
Ø Goût acide
Ø Goût rance
Ø Goût anormal (putrice piqué au autre)
|
-Dose trop élevée de sucre
|
-Réduire les doses de sucres surtout si la
température d'étuvage et/où de fumage dépasse plus
22°C
|
|
-croutage du produit fini
-qualité efficiente des gras ;
-condition de stockage défectueux des produits
finis.
|
Ces problèmes ont été évoque a
tache anormal jaune.
|
|
-viande de mauvaise qualité ;
-croutage des produits finis.
|
-Veiller a la fraîcheurs des matières
premières
-dans les saucisses a teneurs élevé en maigre,
se défaut empêche une dessiccation
normal et favorise la prolifération des bactérie
putréfiante
.
|
|
5- défaut divers
Saucisse graisseuse
|
-Température top élevé de cutterage et/ou
de séchage
fumage.
|
Veiller au bon respect des paramètres conseillés
|
|
Ø Saucisse à intérieur grisâtre
|
-temperature de préparation trop basse ;
-croutage des produits finis ;
-emploi de matière première huileuse
|
-Dans les variétés a gros grains, en
particulier,on peut observer un coulage des gras qui empêche la saucisse
de (respirer).
|
|
Ø Présence de creux ans la pâte
|
-Mécanisme de formation comparable a ceux décrit
dans la technologie de saucisson sec
|
-Se défaut est aggraver par la teneur en sel
réduites mais ne peut s'observer que sur les saucisses à tartiner
de haute gamme (saucisse maigre a texture plus grossière).
|
|
Ø Saucisse grise extérieurement
|
-Mauvaise état de matérielle de coupe ;
-temps d'étuvage et /ou fumage insuffisant ;
-excès de sucre ;
-gras rance ;
-Température de cuterage top
élevée ;
-facteurs évoqués « saucisse
à l'intérieure grisâtre
|
Travailler avec des plaques de hachoirs et couteaux de cutter
bien affûter.
-les spécialistes allemands fixe la température
de plus 18°C comme valeurs maximal
|
.(encyclopédie de la charcuterie Jean-claude
FRENTZ. pierre ZERT troisième édition ).
![]()
Chapitre I : Le laboratoire de contrôle de
qualité
1. L'importance d'un laboratoire au sein d'une
entreprise :
Le laboratoire est un local équipé de
matériels nécessaires pour réaliser des analyses, des
recherches etc. Intégrer un laboratoire dans une entreprise demande
beaucoup d'argent mais ; c'est un investissement à long terme qui
assure :
Un produit de qualité : Qui est la conséquence
d'un contrôle rigoureux à différents stades de
productions, de la matière première au produit finis.
· Un contrôle rapide sans perdre de temps à
faire des analyses dans des laboratoires privés qui reviennent toujours
avec une lourde facture pour l'entreprise.
2. Le laboratoire d'autocontrôle de la SARL CK
Fleisch :
Il est d'une surface de 127,74m2,il comporte :
Ø Une salle microbiologique, composée de :
· Une salle de manipulation ;
· Une salle d'incubation ;
Ø Une salle physicochimique ;
Ø Une salle de préparation et de lavage ;
Ø Une salle de destruction/stérilisation ;
Ø Une salle de stockage ;
Ø Un bureau ;
Ø Sanitaire.
3. Plan d'échantillonnage
3.1. Prélèvements effectués au
niveau de la production :
L'échantillon analysé est représentatif d'un
lot ou d'une fabrication : il est constitué de 05 unités de
100à200g environ, prélevées au hasard dans l'ensemble du
lot.
Une fois le produit refroidi (dans la salle d'emballage) une
personne qualifiée de la production effectue les
prélèvements ; qui seront acheminés vers le
laboratoire. Le transport se fait au préalable au froid.
Pour la matière première (viande et épices)
les prélèvements s'effectuent dans des sacs à
échantillonnage stériles.
Chapitre II: Analyses microbiologiques :
C'est l'ensemble des examens effectués afin de
détecter les microorganismes existants dans les produits alimentaires
1. La préparation des milieux
1.1 Les milieux de dilutions :
L solution mère ainsi que ces dilutions sont
réalisées à l'aide du liquide Ringer au ¼. Le liquide
Ringer est préparé avec de l'eau distillée et Na Cl 9g,
KCl 0,42g (Ca cl2 ,2 H2O) 0,64g et NaHCO3
0,20g. Reparti en tubes (aml) et flacons et autoclavés à
121°C pendant 15mn.
1.2 Les milieux de cultures :
Ces derniers arrivent en états déshydratés,
la préparation se fait en tubes ou en flacons après autoclavage,
les milieux déshydratés se préparent en dissolvant une
certaine quantité selon les milieux, dans un litre d'eau
distillée. Puis, chauffés pour assurer la fusion et
l'homogénéisation du milieux, repartis en flacons et enfin
autoclavés. (Le temps et la température de la
stérilisation sont en fonction des milieux de culture).
2. Analyse d'un produit
carné :
Les germes recherchés sont
généralement :
Ø Germe aérobies à 30°C,
Ø Coliformes fécaux,
Ø Staphylococcus aureus,
Ø Clostridium sulfitoréducteur,
Ø Salmonelle.
NB : les germes recherchés sont les même dans
le cas des matières premières (viande, épice,
amidon....)
2.1 Préparation de
l'échantillon et des dilutions :
L'échantillon doit être composé de (05)
unités, chacune d'elle est nettoyée avec l'alcool,
flambée à la flamme puis, on prélève à
l'aide d'un couteau stérile de petits morceaux sur toutes les parties du
produit (surface, coté et profondeur).On pèse 10 g de produit +
90ml du liquide Ringer dans un flacon stéril (suspension mère)
On pèse 25 g de produit + 75 ml du liquide Ringer
dans un flacon stérile (recherche des salmonelles).
On fait la même chose pour les cinq
unités :
![]()
90ml LR+10g 1ml 1ml
1ml
Produit 10-1 10-2
10-3 10-4
Figure N° : schéma représentatif des
dilutions effectuées.
2.2 Dénombrement des germes
aérobies à 30°C :
Il s'agit d'un test de salubrité
général, ces germes sont dangereux lorsque leur charge est
excessive.
2.2.1
Manipulation : on ensemence en masse avec 1ml de la
dilution 10-4 boite de pétri, on ajoute (14ml) de
gélose PCA , après étuvage ,les colonies se
développent sous plusieurs formes ;de tailles et de couleurs
différentes. On fait la même chose pour la dilution 10-5
.
Ø On prépare une boite témoin pour LR (1ml
de LR + PCA).
Ø On prépare une boite témoin pour le milieu
PCA.
Lecture :
Choisir les boites contenant entre 15 et 300 colonies,
Compter le nombre de colonies sur chaque boites
Faire la moyenne pour les boites de la même dilution et
multiplier par l'inverse de la dilution.
2.3 Dénombrement des coliformes
fécaux :
Ce sont des germes habituels du tube digestif de l'homme et des
animaux, leurs présences dans un produit est donc fréquemment en
relation avec une contamination d'origine fécale .le principale germe de
ce groupe est Escherichia coli , la valeur minimale du
développement est en général pour T 7°C ;pH5,4
aw 0,35
2.3.1
Manipulation :
Faire un ensemencement en masse et en double couche d'un (1) ml
de la dilution 10-1 dans une boite de Pétrie, ajouter la gélose
VRBL 14ml, après solidification, ajouter une deuxième couche
(4ml), incuber à 44°C/24h, s'il y un développement les
colonies apparaissent rouge roses ou violettes avec une phase minimum de
0,5mm.
2.3.2 Test de conformation sur
BLBVB :
Repiquer les colonies à l'aide d'une anse de platine dans
un tube contenant BLBVB(s/c) + cloche de Durham.
Incuber à 44°C/24h s'il y a trouble et
dégagement de gaz, le test est positif.
2.4 Recherche et dénombrement de
staphylococcus aureus :
Les staphylocoques appartiennent au micrococcaceae,ce sont des
coccci à Gram(+), non sporulées, immobiles de 0,5à2,5
micromètres de phase qui ,se divise en plusieurs plans en formant des
amas irréguliers, ils sont habituellement immobile ,ils sont catalases
(+),et ont un métabolisme respiratoire fermentatif, phosphatase(+), ce
sont des aéro-anaérobies facultatifs, la majorité sont des
coagulases (+).
2.4.1 Manipulation
On ensemence en surface avec 0,1ml de la dilution 10-1
dans une boit de pétrie contenant déjà la
gélose Baird Parker ; le jaune d'oeuf et tellurite de Potassium, on
étale sur toute la surface à l'aide d'un râteau
étaleur incubation à 37°C/48h.
2.4.2 Interprétation des
résultats :
Les colonies de staphylococcus auréus donnent des
colonies noires (réduction du tellurite en tellure) avec un halo claire
du à la protéolyse des protéines du jaune d' oeuf, et
éventuellement, un liseré blanc, opaque (précipitation
des acides gras produits par la lecithinase qui hydrolyse la lécithine
du jaune d'oeuf).
Leur taille 0,5 à 2mm, aspect : brillant
NB : on prépare une boite témoin pour Baird
Parker.
2.4.3 Identification de
staphylococcus aureus :
a) Test de la coagulase :
Enrichissement :
On prélève les colonies suspectées
d'être celles des staphylococcus aureus qu'on ensemence dans un tube
contenant le milieu coeur cervelle, incubation à 37°C/24h.
Mettre dans une cloche de Durham 0,5 ml du milieu
d'enrichissement + 0,5ml de plasma humain, incubation à 37°C/5
à 24h. La coagulation du plasma confirme que c'est le germe
staphylococcus aureus
2.5 Recherche et dénombrement de CSR
à 46°C :
Les clostridiums sont des bacilles , Gram (+),souvent de grandes
tailles isolés ou en chaînettes ,sont généralement
mobiles ,elles sont capables de sporuler ,elles sont catalases (-),anaerobies
stricte .
2.5.1Manipulation :
L'ensemencement se fait en tube.
v Activation des spores :
Mettre dans un tube 20ml de la dilution 10-1 ,
chauffer au bain marie à 80°C/10mn, puis refroidire rapidement,
à partir de ce tube, prélever un (1) ml puis rajouter 20ml de
gélose viande foie, incubation à 44°C/24h, les CSR se
développent sous forme de grosses colonies noires dues à la
réduction des sulfites qui précipitent avec les ions de fer ,
chaque colonie noire est issue d'une spore ,
On détermine le nombre de spore dans le produit.
2.6 Recherche des
salmonelles :
se sont des Gram(-),anaérobies facultatifs,mobiles
grâce à des cils peritriches,elles sont des nitrates (+)
,fermentent le glucose avec production de gaz ,H2S +,lactose(-),se
développent à une température entre 5t 47°C ;pH
optimal est de 6,5 ;se développent aussi à une
activité d' eau entre 0,945et 0,999.
2.6.1 Manipulation :
Ø Pré enrichissement non
sélectif :
Dans un flacon, mettre25gde produit,
ajouter 75ml du LR (dilution1/4), incubation à 37°C/24h.
Ø Enrichissement
sélectif :
ensemencer un tube contenant 10 ml de bouillon d'enrichissement
(SFB), avec un ml du milieu d' enrichissement bien mélanger ,
incubation 37°C/16à18h.
Ø Isolement :
Prélever avec l'anse de platine une goutte du milieu
d'enrichissement qu'on semence en stries sur milieu sélectif
(gélose Hectohen) puis incuber à 37°C/24h.
les salmonelles se développent sous forme de colonies
vertes ou bleutées avec ou sans centre noir.
3. Etude d'un exemple type :
3.1 Produit carné cuit
3.1.1 Les germes recherchés
sont :
Ø Germe aérobies à 30°C/g ;
Ø Coliformes fécaux/g ;
Ø Staphylococcus aureus/g ;
Ø Clostridium sulfitoréducteur à
46°C/g ;
Ø Salmonelle/25g.
Germe aérobie à
30°C : Incubation à 30°C/72h
10-4
10-5
1ml 1ml
1ml 1ml
PCA PCA
PCA PCA
Coliformes fécaux :
incubation à 44°C/24h
10-1
1ml
VRBL
Colonies rouges roses ou violettes
Staphylococcus aureus :
incubation à 37°C/48h
10-1
1ml
Colonies noires avec un halo clair
Baird
Parker et une zone opaque
Clostridium
sulfitoreducteur : incubation à 46°C/24h
Après un
refroidissement
Rapide
prélever 1ml
VF (viande foie)
20 ml (dilution 10-1)
Chauffer à 80°C/10 mn
Grosse colonies noires
Salmonelles : incubation
à37°C/24h
1ml
1ml
VF
75ml d'eau peptonnée
+
25g de produit
9 10 ml SFB
Préparé
Pré enrichissement
enrichissement isolement
Colonies vertesou bleutées
avec ou sans un centre noir
3.1.2 Résultats et
interprétations :
Désignation : saucisse de francfort
|
Détermination
|
Ech1
|
Ech2
|
Ech3
|
Ech4
|
Ech5
|
Norme
|
référence
|
|
Germes aérobies à30°C/g
|
<104
|
<104
|
<104
|
<104
|
<104
|
3.105
|
NA 647
|
|
Coliforme fécaux/g
|
ABS
|
ABS
|
ABS
|
ABS
|
ABS
|
10
|
NA 1215
|
|
Staphylococcus aureus/g
|
ABS
|
ABS
|
ABS
|
ABS
|
ABS
|
10²
|
NA 1616
|
|
Clostridium SR à 46°C/g
|
20
|
ABS
|
ABS
|
ABS
|
ABS
|
30
|
/
|
|
Salmonelles/25g
|
ABS
|
ABS
|
ABS
|
ABS
|
ABS
|
ABS
|
ISO 3565
|
NORME : l'arrêté
interministériel du 24/01/98 JO n°35
Conclusion : produit de qualité
microbiologique satisfaisante
3.2 Produit carné cru :
3.2.1 Les germes recherchés
sont :
Ø Coliformes fécaux/g ;
Ø Staphylococcus aureus/g ;
Ø Clostridium sulfitoréducteur à
46°C/g ;
Ø Salmonelle/25g.
Coliformes fécaux :
incubation à44°C/24h
10-1
10-2
10-3
1ml
1ml 1ml
Staphylococcus aureus :
incubation à 37°C/48h
10-1
0.1ml
Baird
Parker
Clostridium
sulfitoreducteur : incubation à 46°C/24h
Après un
refroidissement
rapide
prélever 1ml
VF (viande foie)
20 ml (dilution 10-1)
+1ml
Chauffer à 80°C/10mn
Au bain marie
Grosse colonies
Salmonelles : incubation
à37°C/24h
1ml
VF
75ml d'eau peptonnée
+
gelose
Hectohen
25g de produit
9mlSFB
Préparé
Pré enrichissement
enrichissement
Colonies vertes avec ou sans un
centre noir
3.2.2 Résultats et
interprétations :
Désignation : Merguez
industrielle
|
Détermination
|
Ech1
|
Ech2
|
Ech3
|
Ech4
|
Ech5
|
Norme
|
référence
|
|
Coliforme fécaux/g
|
10
|
ABS
|
102
|
40
|
ABS
|
3.105
|
NA 1215
|
|
Staphylococcus aureus/g
|
ABS
|
ABS
|
ABS
|
ABS
|
ABS
|
10
|
NA 1616
|
|
Clostridium SR à 46°C/g
|
ABS
|
ABS
|
ABS
|
ABS
|
ABS
|
30
|
/
|
|
Salmonelles/25g
|
ABS
|
ABS
|
ABS
|
ABS
|
ABS
|
ABS
|
ISO 3565
|
NORME : l'arrêté
interministériel du 24/01/98 JO n°35
Conclusion : produit de qualité
microbiologique satisfaisante
4. Analyse de la matière première
(viande, épice, amidon) :
§ Les germes recherchés
sont :
Ø Germe aérobies à 30°C/g ;
Ø Coliformes fécaux/g ;
Ø Staphylococcus aureus/g ;
Ø Clostridium sulfitoréducteur à
46°C/g ;
Ø Salmonelle/25g.
5. Analyse de l'eau :
§ Les germes recherchés
sont :
Ø Germe aérobies à 22°C/1ml
Ø Germe aérobies à 37°C/1ml ;
Ø Coliformes aerobies à 37°C/100ml ;
Ø Coliforme fecaux/100ml.
Ø Streptocoques D/50ml ;
Ø Clostridium sulfitoréducteur à
46°C/20ml ;
Ø Clostridium sulfitoréducteur à 46°C/
1 ml
Chapitre III: Analyse physico chimiques
C'est l'ensemble des techniques de
laboratoire (manipulations) qui permettent de déceler, déterminer
ou de doser certains composants des denrées alimentaires tel que:
· Teneur en tissu conjonctif ;
· Humidité totale (%);
· Matière grasse totale (%);
· HPD (%).
1. Dosage de l'humidité
totale:
1.1Définition:
C'est la quantité d'eau contenue
dans 100g de produit. Elle provient du maigre, des abats, de la glace et du
bouillant ajoutés. La teneur en humidité totale n'est pas
limitée, parce qu'un produit à base de viande qu'il est d'autant
plus humide qu'il est plus riche en maigre et abats. Donc l'humidité
totale (HT) ne peut pas être retenue comme critère de
qualité.
L'humidité est dosée par
évaporation. Une quantité connue de produit est
séchée dans une étuve à 103°C
#177; 2°C (la méthode officielle) ou dans un appareil
à chauffage infrarouge (méthode utilisée au niveau du
laboratoire ck fleisch) ou a microondes jusqu'à poids constant.
La
teneur en humidité est exprimée par le pourcentage de perte en
poids.
1 .2 Préparation de
l'échantillon:
- L'échantillon
est représentatif d'un lot, constitue d'une seule unité d'au
moins 200g;
- Broyer l'échantillon couper en morceaux dans un
mortier ou un hachoir jusqu'a obtention d'un mélange bien
homogène;
-Introduire l'échantillon dans un flacon
étanche rempli complètement et le conserver au
réfrigérateur pour éviter sa détérioration
et tout changement dans sa composition ,l'analyse est effectues dans les 24 h.
1.3 La méthode officielle:
1.3.1 Principe:
Aprés formation d'un mélange homogène de la
prise d'essai, dessiccation à l'étuve à
103°C #177; 2°C jusqu'a masse constante.
1.3.2 Mode
opératoire:
-Sécher la capsule a
l'étuve pendant 30 mn a 103°C #177; 2°C;
-Placer
la capsule dans un dessiccateur garni d'un agent déshydratant (gel de
silice ) jusqu a refroidissement (température ambiante);
-Peser la
capsule vide (m0);
-Transvaser de 2 à 3g de
l'échantillon dans la capsule et peser a nouveau (ml);
-
Sécher à l'étuve pendant 2h a 103°C #177;
2°C;
- Placer la capsule dans un dessiccateur ,laisser refroidir
jusqu'a température ambiante;
-Peser après
séchage(m)
1.3.3 Expression des
résultats:
L'humidité totale de
l'échantillon, en pourcentage en masse est égale a:
HT= (m1-m)/ ( m1
- mo)*100
mo: est la masse, en grammes, de la capsule
vide;
m1: est la masse, en grammes, de la
capsule avec la prise d'essai avant séchage;
m: est
la masse, en grammes, de la capsule avec la prise d'essai après
séchage
1.3.4 Application
numérique :
Pour l'échantillon de Mix grill
m0=56,6720g HT= (m1-m)/
(m1-m0) x 100
m1=58,1434g HT=(58,1434-57,0936)/
(58,1434-56,6720)x100
m=57,0936g HT=71,
34%
Pour l'échantillon des saucisson
d'Akbou :
m0=56,4459g HT= (m1-m)/
(m1-m0) x 100
m1=58,3000g HT= (58, 3000-57, 2049)/
(58, 3000-56, 4459) x100
m=57,2049g
HT=59,06%
1.4 Calcul de l'humidité totale avec un
dessiccateur infrarouge:
1.4.1Description de l'appareil:
Le dessiccateur infrarouge (analyseur
d'humidité) Precisa HA3000 se compose:
- D'une balance de
précision 1 mg/ portee 310 g, située a la base de l'appareil sur
laquelle sont affiches les résultats d'analyses:(% matière
sèche ,humidité ,poids résiduel,etc..)
- D'une partie
supérieure composée d'un système de chauffage avec 2
lampes a quartz a rayonnement infrarouge, et d'un clavier permettant la
programmation des différents paramètres de l'analyse.
1.4.2Principe:
Apres broyage de l'échantillon et
homogénéisation, une prise d'essai est séchée au
dessiccateur infrarouge 145°C et 135°C
jusqu'à masse constante.
1.4.3 Mode opératoire:
-Programmer les différents
paramètres de l'analyse:
l'analyse se déroule en deux
intervalles:
-Intervalle 01: T=145°C , temps 10 mm;
-Intervalle
02: T= 135°C, temps = 30 mm;
-Ouvrir le couvercle du dessiccateur
infrarouge;
-Placer une coupelle en aluminium sur le dessiccateur et la
tarer;
-Peser une prise d'essai de 5g de l'échantillon
déjà préparé dans la coupelle en aluminium,
bien étaler l'échantillon sur toute la surface de la
coupelle.
-Fermer le couvercle;
-Démarrage de l'analyse.
1.4.4Résultats:
Le résultat de l'analyse est
affiché sur l'écran de la balance en humidité.
Produit :
Mix grill : HT=63.3%
Saucisson d' Akbou : HT=64.44%
2. Dosage de la matière grasse:
2.1 Définition:
La teneur en matière grasse totale des
viandes et produits a base de viande s'exprime en pourcentage en masse.
Dans le domaine de la viande et des produits à base de viande se
sont surtout les analyseurs rapides de la matières grasses utilisant des
méthodes physiques qui se sont développées parmi elles on
distingue:
-les mesures directes sans extraction;
-les mesures avec
extraction de la matière grasse par un solvant suivie de
l'évaporation du solvant et pesée du gras restant.
L'extraction de la matière grasse s'effectue de deux façons:
la méthode officielle qui se fait avec un traitement a l'acide
chlorhydrique, et l'extraction sur extrait sec (c'est celle utilisée au
sein du laboratoire CK Fleisch).
2.2
La méthode officielle:
Ø Principe:
Traitement de l'échantillon
avec de l'acide chlorhydrique dilué, bouillé pour libérer
les fractions lipidiques liées. Filtration de la masse
résultante et après séchage extraction au moyen de n-
hexanes ou d'éther de pétrole, de la matière grasse
retenue sur le filtre
Ø Réactifs :
-HCl (4N)
-Ether de pétrole
Ø Préparation de l'échantillon:
- L'échantillon est représentatif d'un lot,
constitue d'une seule unité d'au moins 200 g;
-Broyer
l'échantillon coupe en morceaux dans un mortier ou un hachoir jusqu'a
obtention d'un mélange bien homogène;
-Introduire
l'échantillon dans un flacon étanche rempli complètement
et le conserver au réfrigérateur pour éviter sa
détérioration et tout changement dans sa composition, l'analyse
est effectuée dans les 24 h.
Ø Mode opératoire:
-Peser dans une fiole conique 3à5 g
d'échantillon.
-Ajouter 25 ml d'eau distillée
-Ajouter 50
ml HCl (4N)
-Placer la fiole avec un dispositif de
réfrigération à reflux
-Chauffer 30 min A 100°C
-Filtration
-Laver le filtrat avec de l'eau distillée chaudes
plusieurs fois
-Placer le papier filtre dans la cartouche d'extraction
-Couvrir avec du coton carde
-Sécher a l'étuve (30 min
à 103 #177; 2°C)
-Laisser refroidir à T° ambiante
-Peser la fiole
conique séchée ( poids fiole vide)
-Mettre dans la fiole
l'éther de pétrole (125m! ou plus)
-Placer la cartouche dans
l'extracteur qui sera lie à un système réfrigérant
-Chauffer a 100°C pendant 4h
-Récupérer la fiole
contenant le solvant et purifier par distillation
- Sécher à
l'étuve (2h à 103 #177; 2°C)
-Peser après
séchage la fiole contenant la matière grasse extraite (fiole +
matière grasse)
Ø Résultats:
MG= p (fiole
+MG) -p(fiole vide ) /p(ech)* 100
2.3 Détermination du taux de
matière grasse sur extrait sec:
Ø Principe:
Cette détermination se fait
sur l'extrait sec de l'échantillon obtenu de la détermination du
taux d'humidité avec le dessiccateur infrarouge l'extraction est
réalisée avec l'extracteur rapide de matière grasse ATL
modèle MG2-test.
Ø Mode opératoire:
-Peser le flacon vide Po;
-Récupération de l'extrait sec de 1 `échantillon de la
coupelle, l'insérer dans la cartouche d'extraction. Enlever toute trace
de matière grasse de la coupelle de dessiccation en utilisant du coton
carde humidifie avec le solvant d'extraction (1' éther de
pétrole), mettre également le coton dans la cartouche
d'extraction;
-Fixer la cartouche d'extraction sur la tige qui est
reliée au bloque réfrigérant;
-Remplir le flacon
d'extraction du solvant jusqu'au trait de jauge (100 ml éther de
pétrole);
-Relier par 2 ressorts le réfrigérant au
flacon;
-Descendre la cartouche dans le flacon à l'aide de la tige;
-Tirer le système bloquant afin de descendre le flacon sur la plaque
chauffante;
-Mettre l'appareil en marche pour faire l'extraction;
L'extraction se fait en 3 étapes:
-Extraction position basse: plonger
la cartouche dans le solvant bouillant, cette phase dure 30 min .pendant ce
temps, 80% de la matière grasse va passer de l'échantillon dans
le solvant.
-Extraction position haut :
rementer la cartouche en position haute (en dehors du solvant) a
l'aide de la tige. Le solvant va rincer la cartouche et entraîner le
restant de la matière grasse dans le flacon.
La durée de
cette phase est de 1H30.
-Récupération
du solvant et du flacon: La récupération du
solvant se fait au niveau du réfrigérant et il serra
réutilise pour les prochaine analyse;
-La récupération
du flacon contenant la matière grasse se fait en ôtant les
ressorts le reliant au réfrigérant;
-Séchage du flacon
dans une étuve à 103°C pendant 45min afin d'éliminer
le solvant résiduel sans détruire la matière grasse.
Expression des résultats:
la teneur en matière grasse totale de
l'échantillon, en pourcentage en masse, est égale a:
MG = (P1-Po)/P2
*100
P0: est la masse, en grammes, du flacon vide;
P1: est la masse, en grammes, du flacon et de la matière
grasse après séchage;
P2: est la masse, en
grammes, de la prise d'essai.
Application
numérique :
-Pour l'échantillon de Mix grill
P0=139,7295g
P1= 140.4362g
P2= 4,966g
MG = (140.4362-139.7295)/4.966x100=14.23%
2.4 Détermination de l'humidité sur
produit dégraissé (HPD):
C'est un critère
analytique calcule selon la formule suivante:
HPD=HT/ ( 1 00-MG)*100
Des limites
ont été fixée pour les produits de charcuterie et de
salaison suivants : pièces crues étuvées fumées non
séchées, pièces cuites, saucisses, saucissons en fonction:
-De la technologie : plus le produit doit être cuit ou sec plus l'HPD
est basse; si ou contraire, l'addition d'eau, de glace ou de substances riches
en eau est tolérée, 1' HPD est plus élevée.
-De
la qualité du produit: l'HPD à été fixée
à des valeurs plus basses pour certains produits portant des
qualificatifs de supériorité ou des mentions assimilées.
L'HPD est pratiquement indépendante du rapport gras/maigre
(contrairement à l'humidité totale). Elle dépend des
quantités d'eau ou de matières riches en eau ajoutées
(lait, oeuf, gelées etc.) ,du rendement, ou de la sèche
(soucisson secs).
Ø Application numérique
HPD=63.3/ (100-14.23) x100
HPD=73.80%
Ø Résultats et interprétations
:
|
Détermination
|
Résultats
|
Norme
|
référence
|
|
Humidité totale
|
63.3%
|
/
|
Dessiccateur infrarouge
|
|
Matière grasse total
|
14.23%
|
Max 25%
|
Sur l'extrait sec total
|
|
HPD
|
73.80%
|
Max80%
|
/
|
Produit conforme pour les détermination effectuées
confirmement a l'arrêté interministériel du24/07/2000
journal officiel n°54.
3. Teneur en tissu conjonctif (Taux du
collagène) :
Analyse non effectuée pour l'instant malgré la
présence de tout le matériel nécessaire
NB : Traitement des eaux : Les
analyses des eaux s'effectuent dans des laboratoires privés hors
l'unité.
Conclusion :
Au cours de notre stage de
prés de 15 jours effectué au niveau de l'unité CK
FLEISCH nous avons eu la possibilité de côtoyer le monde
professionnel, d'approfondir quelques connaissances relatives au domaine de la
fabrication des produits carnés.
La première phase de notre
travail, nous l'avons consacré au processus de fabrications de quelques
produits de charcuteries.
En la seconde phase, nous nous
sommes intéressés à l'activité du laboratoire dans
le cadre du contrôle de la qualité de quelques produits
carnés durant les différentes étapes de la fabrication et
sur le produit fini.
Enfin, nous avons pu suivre aussi la
méthodologie par laquelle est évaluée la qualité
d'un produit cané qui est :
Ø La nécessité d'effectuer des
prélèvements (échantillonnage) après chaque
production.
Ø Réaliser toutes les analyses microbiologiques
selon les normes ministérielles (recherches des salmonelles, coliformes,
les CSR, etc.).
Ø Réaliser toutes les analyses physico-chimiques
nécessaires (taux de matière grasse les l'humidité et
HPD).
Ø La vérification de la conformité du
produit fini.
Si les produits de CK FLEISCH
sont de grande qualité, c'est par ce que chez CK FLEISCH ils sont
extrêmement vigilants sur la qualité, celle ci est
contrôlée et évaluée à tous les niveaux de la
chaîne de fabrication.
Au terme de ce stage, nous
pensons avoir contribué à l'établissement d'un manuel
réunissant un nombre considérable de connaissance dans le domaine
de la viande, ainsi que son utilisation dans le domaine industrielle qui ne
cesse de s'élargir de jour en jour, certes incomplet mais , reste une
porte ouverte pour d'autres projets afin d'explorer d'avantage le vaste
domaine de la charcuterie.
REFERENCES BIBLIOGRAPHIQUES
1. GUIDE DE PRESENTATION DES CHARCUTERIES N°
B2-17- 99 , M. BEISSON).
2. site Internet de ck Fleish
(www.ckfleisch.com).
3- Encyclopédie de la charcuterie Jean-claude FRENTZ.
Pierre ZERT troisième édition).
4- La charcuterie de la belle Provence collection
dirigée par Jean-claude Frantz.
5- Congélation et qualité de la viande ;
Claude Genot INRA édition 2000).
6-Les facteurs de production qui influencent la qualité
de la viande des bovins BBB)(AClinquart et al.L'élevage du Blanc Bleu
belge -CESAM, 26 mai 2000).
7-Institut National de la Recherche Agronomique de
France(www.inra.fr).
8-Comité provincial sur l'uniformisation et
l'interprétation des critères microbiologiques des aliments
(CUMAIRA - CRITÈRES).
![]()
A.1. Les indicateurs en microbiologie
alimentaire
Tableau08 : Résumé de la
signification des microorganismes indicateurs en microbiologie
alimentaire
|
Indicateurs
|
Causes les plus probables de la
non-conformité
|
|
Bactéries aérobies mésophiles (BPF)
|
§ Hygiène et salubrité déficientes
§ Chaîne de froid non respectée
§ Préparation à l'avance
§ Mauvais refroidissement
§ Conservation prolongée
§ Température de maintien au chaud insuffisante
|
|
Coliformes totaux (BPF)
|
§ Nettoyage et désinfection inadéquats
§ Matériaux contaminants (ex. : emballages)
§ Mauvaises conditions d'entreposage
§ Vulnérabilité d'une source d'eau non
traitée
§ Déficience du traitement de désinfection
(ex. : eau)
§ Déficience du traitement thermique (ex. :
pasteurisation, cuisson)
|
|
Coliformes thermo tolérants (fécaux)
|
§ Déficience du traitement thermique (ex.
:pasteurisation, cuisson)
§ Défaut de désinfection des
matériaux
§ Non-respect du protocole de décontamination
§ Mauvaises conditions d'entreposage ou de protection
|
|
E. coli (Santé 2)
|
Contamination fécale de mammifères à sang
chaud; probabilité de présence de microorganismes
pathogènes entériques
|
|
Coliphages F-RNA spécifiques (Santé 2)
|
Contamination fécale de l'eau ou des mollusques
|
|
Staphylocoques aureus (Santé 2)
|
§ Défaut d'hygiène du personnel
§ Porteurs de Staphylococcus aureus
§ Abcès sur la peau des manipulateurs
§ Dispositif adéquat pour le lavage des mains non
disponible (
savon, eau chaude)
|
|
Bactéries lactiques (BPF -Altération)
|
§ Bactéries d'altération des aliments
emballés sous-vide ou sous atmosphère modifiée
§ Conservation prolongée
§ Fraîcheur du produit diminuée
§ Levures et moisissures (BPF -Altération)
|
|
Levures et moisissures (BPF -Altération)
|
Microorganismes d'altération
Conservation du produit prolongée
Fraîcheur du produit diminuée
|
|
Pseudomonas aeruginosa (BPF)
|
Croissance dans l'eau embouteillée
|
A.2 Certificat de conformité et critère
des produits
A.3 La conservation des viandes
Lactobacillus sakei :
Une bactérie bénéfique
pour la conservation de la viande
Une équipe de chercheurs de l'INRA a
séquencé le génome de la principale bactérie vivant
sur la viande et le poisson frais : Lactobacillus sakei. Cette bactérie,
utilisée couramment en Europe pour la fermentation des produits
carnés comme le saucisson sec, montre des propriétés qui
pourraient être utilisées également pour une meilleure
conservation de la viande fraîche (ou du poisson), en préservant
sa qualité microbiologique. Le détail de ces résultats est
publié dans l'édition avancée en ligne de "Nature
Biotechnology" du 6 novembre 2005
La fermentation : le développement de
"bonnes" bactéries au détriment d'autres
|
|
Fig08 :Lactobacillus sakei en culture
INRA/A
|
Dans la fabrication de produits carnés fermentés,
comme le saucisson sec, la fermentation est due au développement de
bactéries, appelées bactéries lactiques, qui sont
présentes en grand nombre et empêchent le développement
d'autres espèces. Parmi les bactéries utilisées pour la
fermentation de la viande, Lactobacillus sakei est majoritairement
utilisée en Europe, l'espèce Pediococcus pentosaceus
étant plutôt utilisée aux Etats-Unis. Lactobacillus
sakei a été décrite pour la première fois dans
l'alcool de riz, le saké, d'où son nom (1). Depuis, il a
été montré qu'il s'agit de la bactérie typique de
la viande car elle est presque systématiquement trouvée sur les
produits carnés et souvent sur les produits à base de poisson
cru. Une équipe de chercheurs de l'INRA a séquencé et
analysé le génome de Lactobacillus sakei afin de
répondre à une question principale : quelles sont les fonctions
importantes, codées par ce génome qui permettent d'expliquer que
cette bactérie soit si bien adaptée à la viande. En la
comparant à d'autres bactéries, les chercheurs ont observé
trois grandes fonctions originales :
- L. sakei est capable
d'utiliser au mieux les molécules nutritives présentes dans la
viande pour se développer ;
- elle est aussi capable de mieux
résister que d'autres à des conditions environnementales
difficiles (froid, présence de sel, d'épices, environnement en
oxygène variable) rencontrées lors de la conservation des
produits carnés ;
- enfin, elle peut produire des molécules
capables de tuer d'autres espèces bactériennes concurrentes.
C'est la conjugaison de ces trois caractéristiques, dont certaines
n'étaient pas suspectées avant le séquençage de ce
génome, qui fait que cette bactérie présente donc bien des
atouts pour être utilisée comme agent biopréservant de la
viande.
Parmi les bactéries présentes sur la viande on peut
trouver :
-des bactéries pathogènes (Listeria
monocytogenes, certaines formes d'Escherichia coli...) qui sont
à proscrire car dangereuses pour l'homme,
-des bactéries
d'altération (Brochothrix thermosphacta, Pseudomonas
fragi par exemple) qui sont à éviter car si elles ne
présentent pas de danger pour la santé, elles peuvent causer une
perte économique importante pour les producteurs, à cause du
retrait du marché des produits altérés.
-des
bactéries lactiques, observées sur les produits carnés ou
dérivés de poissons, qui existent aussi dans les produits
laitiers, des produits végétaux, et parfois dans notre tractus
digestif et ont peut-être, pour certaines, un effet
bénéfique pour la santé de l'homme. Ces bactéries
sont d'ailleurs largement utilisées pour la fabrication de produits
fermentés entrant depuis longtemps dans la nourriture de l'homme (le
vin, la choucroute, les poissons fermentés, les saucissons secs, les
yaourts et fromages, représentent les produits les plus courants).
Ces propriétés donnent maintenant des
pistes pour savoir sur quels paramètres physico-chimiques (comme la
température, l'ajout d'épices ou d'autres composés comme
le sel, l'environnement gazeux) il est envisageable d'intervenir pour permettre
le développement de L. sakei au détriment d'autres
espèces. Les chercheurs s'orientent aussi vers la sélection des
souches possédant un ensemble de propriétés qui leur
confèrera un avantage par rapport aux autres espèces,
pathogènes ou d'altération.
Une fonction nouvelle pour L. sakei : conserver la
viande et le poisson :
En ce qui concerne la conservation des produits
carnés ou dérivés de poissons, l'utilisation de cette
catégorie de bactérie est maintenant envisagée, non plus
pour fermenter les produits, mais pour préserver leur qualité
microbiologique. Dans ce cas, ces bactéries doivent être
présentes, mais ne pas se développer en trop grande
quantité, ne pas altérer les qualités organoleptiques du
produit (couleur, flaveur, texture), et empêcher les bactéries
indésirables de se développer. Pour ce faire, la bactérie
lactique Lactobacillus sakei est un bon candidat : c'est
l'espèce bactérienne typique du milieu carné, elle
représente la flore majoritaire d'un certain nombre de produits
(saucissons secs, viande conservée sous vide), elle résiste bien
au sel, à une faible teneur en eau et aux basses températures,
conditions souvent utilisées pour la conservation, et a un effet
inhibiteur sur le développement d'autres bactéries.
De plus, il a récemment été
montré que cette bactérie était retrouvée dans le
tractus digestif de l'homme en bonne santé. Il est vraisemblable que
dans ce cas, son origine soit alimentaire et que cette bactérie soit
donc une vieille compagne de l'homme. (1) Elle ne participe pas à la
production du saké mais était plutôt un contaminant.
Source : The complete genome sequence of the
meat-borne lactic acid bacterium Lactobacillus sakei 23K. Nature Biotechnology,
DOI 10.1038/nbt1160 advance online publication du 6 novembre 2005,
publication du 6 novembre 2005,
http://www.nature.com/nbt/journal/vaop/ncurrent/index.html

| 

