IV2 -Les techniques de mise en oeuvre.
A priori il ne paraît pas evident que les techniques de
mise en oeuvre aient une influence sur la qualité de l'objet final. Mais
en réalité, un récipient obtenu par extrusion-soufflage
sera différent de celui obtenu par injection.
En général la matière se présente
sous la forme d'une poudre de granulés ou d'une masse ayant la
consistance pâteuse d'un mastic. Le choix de la technique de mise en
forme dépend de l'utilisation du produit final. Elle nous permet d'avoir
les plastiques. La mise en forme des thermodurcissables quant à elle a
lieu avant la fin de la polymérisation. Le choix de la technique de
polymérisation dépend de l'utilisation du produit final.
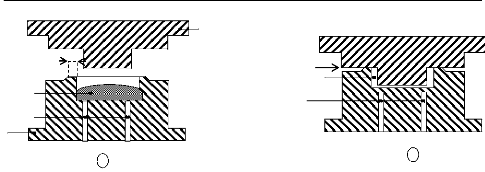
IV 2-1 Moulage par compression
La matière à mouler est introduite dans un moule
le plus souvent en acier afin de supporter sans usure appréciable de
nombreux cycles, puis comprimée dans des conditions de
température et de pression telle qu'elle épouse parfaitement la
forme de l'empreinte.
Cette technique est plus utilisée pour les
thermodurcissables. Son avantage est de faire appel à un matériel
classique inspiré aux techniques de transformation des métaux.
33
Mémoire présenté et soutenu par Jacques
Nkongo Dim
Les polymères dans l'industrie
A
E
D
C
B
a
F
G
C
b
LEGENDE :
a) Moule Ouvert b) Moule fermé
A Poinçon B Matrice
C Ejecteurs D Poudre à mouler
E Appui F Plan du joint
G Pièce moulée
L'objet est stabilisé dans sa forme et extrait à
chaud. Le moule est donc maintenu en permanence à la température
de cuisson. L'inconvénient de cette méthode est de ne pas se
prêter à des cadences de production très
élevées. Cette méthode convient à la fabrication
d'objets de faibles épaisseurs de formes planes.
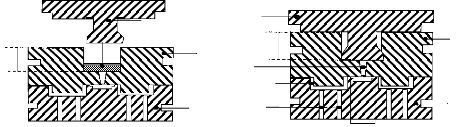
IV 2-2 -Moulage par compression-transfert.
Dans ce cas, on se sert d'un moule à empreintes
multiples. C'est un procédé consistant à rendre plastique
hors du moule, dans un pot de transfert, la quantité de matière
à mouler nécessaire pour un seul moulage, puis à la
transférer sous pression dans l'empreinte du moule ; la matière
est injectée dans une empreinte fermée.
A
B
I
H
D
C
G
F
A
H
D
B
E
b

a

LEGENDE
a) Moule Ouvert b) Moule fermé
A Poinçon B Matrice supérieure
C Canal principal D Matrice inférieure
E Canaux secondaires F Ejecteurs
G Empreintes H Chambre de compression
I Matière à mouler
34
Mémoire présenté et soutenu par Jacques
Nkongo Dim
Les polymères dans l'industrie
Cette méthode presque analogue à la
précédente comporte néanmoins quelques
inconvénients. - Présence de matières restées dans
le pot de transfert ;
- Prix des machines plus élevées ;
Il convient également pour les thermodurcissables.
| 

