INTRODUCTION GÉNÉRALE
De nombreux accidents se sont produits récemment sur
des fours industriels qui ont des rendements énergétiques
élevés, surtout ceux liés au procédé de
raffinage du pétrole brut, comme c'est le cas de l'explosion du four
11-F2 de la raffinerie d'Arzew en 2010 ou encore celui de l'explosion du four
100-F1 de la raffinerie de Skikda le 3 Janvier 2013, générant
ainsi des phénomènes dangereux tels que l'effet de souffle
susceptible d'induire des effets de flexion et/ou cisaillement dans les
structures de l'entreprise, éventuellement de compression pour le corps
humain et de propulsion de projectiles associés à des effets
thermiques.
Malgré toutes les mesures prises, on n'arrive toujours
pas à éviter des accidents majeurs similaires, donc le but de ce
travail est de faire une étude d'analyse des risques relatifs au four de
l'unité de distillation atmosphérique du pétrole brut de
la raffinerie située dans la zone industrielle d'Arzew visant ainsi
à sélectionner toutes les défaillances à fin de les
prendre en charge à temps et ainsi améliorer la fiabilité
du four 11-F1.
Pour cela, nous allons d'abord décrire le
procédé de raffinage du pétrole brut avant de
décrire le four 11-F1, sujet de notre étude.
Une étude sur les retours d'expériences
vécues sera donnée pour en tirer les causes et prendre les
enseignements, suivi préalablement par la méthode inductive HAZOP
(analyse de risques et de sécurité de fonctionnement) afin
d'identifier les scénarios pouvant se produire sur le four 11-F1 et qui
méritent d'être retenus pour une analyse par l'ADD (Arbre de
Défaillances) en utilisant le logiciel Arbre Analyste.
Dans un second temps, nous allons faire la simulation de ces
scénarios par utilisation du logiciel AgenaRisk.
Enfin nous allons déterminer le niveau
d'acceptabilité ou non acceptabilité du risque associé
à chaque scénario en fonction de sa gravité et de sa
probabilité d'occurrence.
2
CHAPITRE I : GÉNÉRALITÉS
Présentation de la Raffinerie d'Arzew RA1/Z
:
Dans l'Aval pétrolier et gazier, le groupe Sonatrach
exploite un actif important de complexes industriels comme la raffinerie
d'Arzew RA1/Z.
La raffinerie d'Arzew RA1/Z a été construite dans
le cadre du 1er plan quadriennal durant la période 1970-1975,
par la compagnie pétrolière japonaise « JAPON GAZOLINE
CORPORATION ».
C'est la 3ème plus grande raffinerie en
Algérie après celles d'Alger et de Hassi Messaoud. Elle
s'étant sur une superficie de 170 hectares comme le montre la figure
ci-dessous :

Figure I.1: Vue de Google Earth de la raffinerie d'Arzew
Elle traite 3,5 millions de tonnes de pétrole brut
Saharien par an et 280 000 tonnes de BAI (Brut Réduit
Importé).
Avec le pétrole brut Saharien, elle produit le propane,
le butane, l'essence Super et normale qui servent de carburants, le naphta, le
kérosène, le gasoil pour les moteurs diesel, le fuel BTS, le fuel
HTS, les lubrifiants, les graisses, les paraffines et avec les BRA (Brut
Réduit Atmosphérique) elle produit les bitumes routiers pour
faire les routes et les bitumes oxydés pour
l'étanchéité des plafonds.
Le pétrole brut Saharien provient de la base de
Sonatrach à Haoud El Hamra qui est un village de la commune de Hassi
Messaoud, située dans la province de Ouargla, en Algérie comme le
montre les deux figures suivantes :

3
Figure I.2: Haoud El Hamra
La Raffinerie d'Arzew RA1/Z est située dans la zone
industrielle d'Arzew sur le plateau d'EL
MOHGOUN à deux
kilomètres de la ville d'Arzew et à environ 40 kilomètres
de la ville d'Oran et au
voisinage du port qui lui permet les
enlèvements par bateau comme le montre la figure ci-après :
RA1/Z
Figure I.3: Situation géographique de la Raffinerie
d'Arzew dans la zone industrielle
Le complexe RA1/Z est divisé en 2 parties, presque la
totalité de la partie Nord/Ouest est réservée au stockage
des produits finis, intermédiaires et pétrole brut.
4
Quand à la partie Nord/Est, elle est
réservée principalement à la production des
utilités en zone 3, des bitumes routiers et oxydés en zone 10,
des lubrifiants en zone 6 et enfin des carburants en zone 4 comme le montre la
figure suivante :
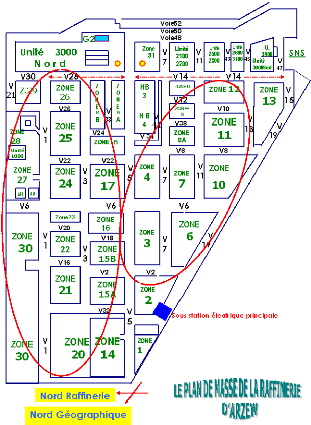
Figure I.4: Plan de masse de la raffinerie d'Arzew RA1/Z
La zone 4 est le poumon de la raffinerie d'Arzew car c'est
là où a lieu le procédé de raffinage du
pétrole brut dans l'unité Topping U11 mais avant de la
décrire il est important de définir la composition du
pétrole brut, par la suite nous allons savoir pourquoi.
Présentation des principales installations de
RA1/Z :
Zone 03 et zone 19 (les Utilités de P1 et P2)
:
Les utilités assurent les besoins du process de la
raffinerie (production et distribution) en :
Eau distillée (déminéralisée pour
zone 19), vapeur, électricité, air comprimé (de service et
d'instruments), eau de refroidissement (après traitement), gaz de
combustion (après
5
traitement), gaz inerte, eau potable, et assure le traitement des
eaux usées (Zone 19 unité 1800).
Zone 04 (production de carburants) :
C'est le point de départ du process de raffinage du
pétrole brut de HMD.
- Unité 11(distillation atmosphérique)
:
Elle a pour rôle la séparation par distillation
atmosphérique des différents composants
contenus dans le pétrole selon leurs densités, du
plus léger au plus lourd. Il s'agit ;
- Du gaz de pétrole
liquéfié (GPL).
- Du naphta léger LSRN (Light Straight
Run Naphta).
- Du naphta lourd HSRN (Heave Straight Run
Naphta).
- Du kérosène.
- Des gasoils légers (LGO).
- Des gasoils lourds (HGO).
- Du résidu atmosphérique(BRA).
- Unité 12(Reforming catalytique) :
Elle traite le naphta lourd (HSRN) provenant de la distillation
atmosphérique dans le but de produire une base à indice d'octane
élevé (reformat), du GPL, et un gaz riche en hydrogène.
- Unité 13(traitement du gaz) :
Elle traite le GPL obtenu de l'unité 11 , 12 et 17 en le
séparant en produits purs, tel que le propane et le butane (C3H8 ,
C4H10) .
- Unité 17 (Hydrotraitement et Penex
(Hydrotraitement et isomérisation du naphta léger)) :
Elle traite le naphta léger (LSRN) provenant de la
distillation atmosphérique, permettant l'amélioration de l'indice
d'octane d'essence légère contenant des hydrocarbures en C5et C6,
non traitables par le reformage catalytique.
- Unité 18 (l'unité du système de
l'huile chaude) :
Circuit est de fournir de la chaleur pour les unités
suivantes: Unité 11 et l'unité 17.
Zone 07(P1) / Zone 05(P2) (production de lubrifiants)
:
- Distillation sous vide (U 21 / U 100) :
Le brut réduit atmosphérique (BRA) est
fractionné dans cette unité sous vide, afin d'obtenir les coupes
nécessaires à la production des huiles de base (semi-finis). Ces
coupes sont : - Au sommet on obtient les gasoils (VGO).
- Latéralement on soutire les huiles
(SPO (spindle), l'huile mi-visqueusess (MVO) et l'huile visqueuse (VO).
- Au fond de colonne on aura le résidu
court sous vide, le Short Résidus (RSV).
6
- Unité 150 :
Cette unité fournie la chaleur (caloporteur) pour
réchauffer les unités 200, 300, 400 de P2. En
utilisant principalement le four H151.
? Desasphaltage au propane (U 22 / U 200) : le
short résidus venant de la distillation
sous vide, est traité avec un solvant sélectif qui
est le propane, afin d'éliminer l'asphalte
et obtenir l'huile DAO, qui alimentera l'unité 23 /
unité 300. elle inclut les étapes
suivantes :
- Mélange charge (RSV) et propane.
- extraction de l'huile
désasphalté DAO.
- Extraction de l'asphalte.
- Récupération du propane.
? Extraction au furfural (U 23 / U300) : Elle a
pour rôle l'élimination des aromatiques
et des naphtènes afin d'améliorer le VI (indice de
viscosité) des huiles (spindle, MVO,
VO, DAO). Elle comprend les étapes suivantes :
- La désaération (évite
l'oxydation du solvant en éliminant l'air dans la charge).
- L'extraction.
- La récupération du raffinat .
- La récupération de l'extrait
(solvant mélangé aux aromatiques).
- La récupération du solvant.
Quatre raffinats sont ainsi obtenus : spindle, mi-visqueux (SAE
10), visqueux
(SAE 30) et la Bright stock.
? Déparaffinage des huiles au Mectoluène,
et déshuilage (U24 / U400) : Le
mec-toluène (méthyle éthyle cétone
et toluène) est utilisé comme solvant sélectif pour les 4
coupes d'huiles à déparaffiner, afin d'éliminer les
paraffines, et pour améliorer le point d'écoulement (même
point d'écoulement à n'importe qu'elle période de
l'année, surtout en temps d'hiver).elle comprend les étapes
suivantes :
- mélange charge / solvant
- refroidissement du mélange à
-26 °C (batteries de réfrigération au propane (shilers)
).
- filtration entre paraffine
cristallisée et huile déparaffinée, en utilisant des
filtres rotatif sous vide créer par les compresseurs de gaz inerte.
- récupération du solvant par
filtration
En aura enfin l'huile déparaffinée (DO) d'un
coté et de la paraffine dure, et molle déshuilée
(amélioration de sa consistance et de son point de fusion ) d'un
autre.
La paraffine non déshuilée est aspirée par
pompage, tout en étant réchauffée par vapeur (3kg/cm2)
à 60°c, afin de faciliter le pompage.
? L'hydrofinishing (U25 / U500) : Les huiles
déparaffinées sont traitées alternativement à
l'hydrogène dans un réacteur contenant un catalyseur à
base de fer, de cobalt, et de
molybdène (enlever le soufre, l'azote,
oxygéné etc..) , Afin d'améliorer la couleur ,
7
l'odeur, la stabilité thermique et la résistance
à l'oxydation. En obtient l'huile de base BO.
? L'hydrofinishing des paraffines (U600) :
comme pour les huiles, dans cette unité on améliore la
paraffine cote couleur, odeur, stabilité thermique, et résistance
à l'oxydation par l'utilisation de l'hydrogène à travers
un catalyseur.
Zone 06 :
C'est la production (formulation) et le conditionnement des
huiles finis et de graisse à partir de la zone 7 en ajoutant des
additifs importés.
Zone 10 :
Production de bitumes routier et bitumes
d'étanchéité (bitumes oxydé).
? Unité 14 (flashe sous vide) : le BRI
et l'asphalte récupérer des unités de désasphaltage
au propane, sont fractionnés en gasoils sous vide ,et en un produit
visqueux obtenu en fond de colonne , lequel est traité dans la section
soufflage à l'air pur, pour obtenir du bitumes routier (avec
contrôle de sa dureté et son point de ramollissement).
? Unité 15 : on pousse l'oxydation de la
charge (bitume routier + gasoil) afin d'obtenir du bitume oxydé,
conditionné dans des sacs de 25 Kg
Zone 09 : stockage du résidu
atmosphérique dans 2 bacs. Zone 11, 12,13 : stockage du
brut de hassi-messaoud ; - 3 bacs de 60000 T.
- 2 bacs de 50000 T.
Zone 16 : - stockage eau brut pour incendie ; 1
bac de 30000 T
- stockage du naphta ; 2 bacs de 30000 T - stockage du naphta ; 2
bacs de 10000 T
Zone 17 : - stockage du kérosène ;
2 bacs de 10000 T, 2 bacs de 20000
- stockage d'essences de 1ere distillation ; 2 bacs.
Zone 18 : stockage du fuel pour mélange ;
5 bacs de 5000 T
Zone 24 : stockage de gasoils ; 7 bacs.
Zone 25 : stockage de fuel ; 6 bacs .
Zone 26 : stockage de GPL ;
8
- 1sphère de propane destinée aux
unités lubrifiants et au marché. - 3
sphères de butanes destinées au mélange de GPL.
- 2 sphères de butanes commerciales.
Zone 27 (unité 1800) :
récupération des eaux usées ; 2 bassins de
séparation et de décantation physique.
Zone 28 : zone d'expédition des produits
finis (ajouts d'additifs, couleurs, odeurs,...
Zone 29 : stockage du brut réduit
importé.
Zone 31 : contient deux torches (P1 et P2).
18- unité 3000 : elle comporte les
unités suivantes ;
? Unité 3100 production des huiles finis
:
a) but : elle est destinée à
fabriquer des huiles finis à partir des huiles de base fabriquées
dans les unités 100 à 500 et des additifs importés.
(Production de 132000 t/an pour une quantité de 10% d'additifs).
b) Grades d'huiles fabriquées :1)
huiles moteurs 81% de la production (essence, diesel, huiles pour
transmission). 2) huiles industrielles [hydraulique (tiska), turbines (torba),
engrenage (fodda), compresseur (torrada), et huiles divers].
L'unité utilise 2 méthodes de préparation
;
1) mélange en continu (mélangeuse en ligne).
2) mélange en discontinu (batch).
c) Mélange en continu : composé
de 3 mélangeuses associées à 3 groupes de bacs de
stockages des huiles finis, qui par la suite seront conditionnées en
fus, ou expédiés en vrac. Les 3 mélangeuses fabriquent les
3 catégories d'huiles moteurs avec 3 additifs (livrés en vrac, ou
conditionnés en fus et stockés dans 9 bacs. Une pré
dilution des additifs destinés aux mélangeuses en ligne dans le
ballon de pré mélange, en cas de forte viscosité des
additifs, stockage avant utilisation, additifs en faible proportion pour
être dosés directement.
Centrifugeuse ; l'huile finie présentant parfois des
traces d'eau (mauvais pour la commercialisation) doit être
déshydratée dans un ensemble composé de 3 centrifugeuses
disposées à la sortie de la mélangeuse en ligne.
d) Mélange en discontinu (batch) :
conçus pour la fabrication des huiles industrielles (2300 t/an).
9
On utilise pour ce mélange, 12 ballons divisés
en 4 groupes, selon le grade d'huile finie à produire (évite
problème de contamination).le remplissage d'huile est
contrôlé par le 31FQI 101, qui commande la fer/ouv de la vanne
auto, en amont du séparateur et la pompe P3105( la consigne de
prédétermination égale la valeur indiquée). L'ajout
des additifs est comptabilisé par le 31FQI 010. le remplissage des
additifs en fus se fait par le trous d'homme.
? Unité 3200 fabrication des graisses :
elle utilise 3 étapes.
a) saponification : un produit gras
(glycéride) en contact avec un alcali, forment un savon. Le linci est
utilisé pour épaissir l'huile (SAE30+Bride stocke), et donne au
produit la consistance de la graisse.
b) déshydratation : on soutire l'eau
du mélange savon huile sous vide.
c) finissage : on mélange dans le
savon déshydraté des additifs et du reste d'huile
minérale.
? Unité 3300 : elle est conçus
pour le démoulage de la paraffine provenant de l'U600. la paraffine est
introduite dans le skid (par P 2601/2) depuis TK2601/2 à 80°c, puis
pénètre dans la section de réfrigération à
temp° (-15 °c)au propane. Ensuite elle est démoulée en
pain de 5 kg, et conditionnés ensuite dans des cartons de 25 kg
Equipement ; - skid de maintient de temp° à
80°c
- chaîne pour véhiculer la
paraffine
- réfrigération afin de baisser la
temp° de la paraffine à 20 - 25 °c
? Unité 3400/3500/3600 : assure le
conditionnement des huiles finis
? Unité 3700 : structure implantée
à l'ISP, son rôle consiste :
- Au déchargement des additifs
importés des navires.
- Aux suivis des bacs de stockage
(contrôle de temp°, niveau, pression, etc.)
- Au transfert des additifs vers RA1z par
camions citerne.
- Au chargement d'huiles de base dans les
navires.
? Unité 3900 : réalisée
en 1997 elle assure le conditionnement et remplissage des huiles finis en
jerrycans de (2L/5L) et de la graisse dans des pots de 1 Kg Elle comporte :
a) Les utilités : incluant un
ensemble de transfos d'électricité, 2 compresseurs d'air
(atlas-copco), d'un système de refroidissement, et de silos de stockage
de matière première (PEHD).
b) Les machines : les machines à
soufflage, à injection, de remplissage, de
capsulage,
d'étiquetage, de la mise en ballots, et de palettisation
(palettiseuse + filmeuse).ainsi que l'ensemble des éléments
nécessaires à la conversion d'une ligne de 2 l en 5 l, et les
bacs de stockage intermédiaires de bidons.
Fonctionnement : le chargement des silos en PEHD s'effectue
à partir de la station de crève sacs ( par un système de
pompes de vide). La matière 1ere est aspirée vers les
machines de soufflage pour la fabrication de bidon d'huiles et boite de
graisse, et vers les machines d'injection pour la fabrication des bouchons et
sous bouchons. Les carottes et rebuts sont entièrement
récupérables grâce aux broyeurs.
10
Les bidons passent après le soufflage, par le
système intégré pour le control
d'étanchéité, après être remplis , ils sont
capsulés, étiquetés, mis en ballots, palettisés, et
enfin stockés.
L'ensemble des machines et équipements étant
complètement automatisé, a permis d'amélioré la
qualité de l'emballage (bonne étanchéité, et un
résistance permettant le gerbage des ballots sur des palettes), et
permis aussi d'arriver à un taux de production jamais
égalé par les unités précédentes.
Composition du pétrole brut :
Le pétrole brut n'est pas nécessairement noir et
visqueux tout dépend de sa composition qui varie en fonction de
l'endroit où il provient (nature du gisement) comme le montre la figure
ci-après :
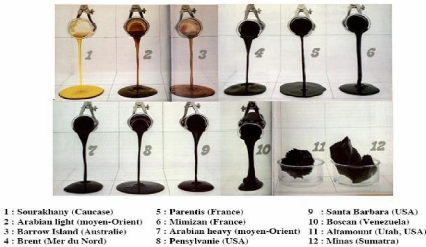
Figure I.5: Pétroles bruts
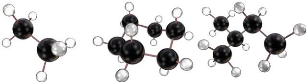
Ces pétroles sont tous constitués d'hydrocarbures,
de molécules, d'assemblages de carbone et d'hydrogène, pourtant
ces molécules ne sont pas toutes identiques, certaines sont
linéaires, d'autres sont cycliques, d'autres sont raffinées comme
le montre la figure ci-dessous :
11
Figure I.6: Molécule linéaire - Molécule
cyclique - Molécule raffinée
Surtout elles n'ont pas le même poids, ce poids vari en
fonction de la quantité de carbone, plus il y'a de carbone, plus c'est
lourd et en fonction de la quantité de carbone les
propriétés ne sont pas les mêmes, donc il faut trier ces
hydrocarbures.
Et le tri commence dans la colonne de distillation
atmosphérique de l'unité Topping (U11).
12
| 

