|


DEPARTEMENT D'HYDRAULIQUE, SCIENCESET TECHNIQUES DE L'EAU
3e PROMOTION
CONCEPTION ET DIMENSIONNEMENT D'UN SYSTÈME
OPTIMISÉ DE TRAITEMENT DES EFFLUENTS DE L'ABATTOIR DE SAINT-CLOUD DANS
L'ARRONDISSEMENT D'ÉBOLOWA II
Mémoire présenté et soutenu en vue
de l'obtention du diplôme de
Master International en Assainissement Non Collectif
(ANC)
Par :
YAGOUE KAMENI SIDOINE DAVE
Ingénieur de Génie Sanitaire
Matricule : CMR-UEb-24ISAN0701
Encadreur Professionnel :
M.NGIEMA NGEMA Georges Debenoit
Urbaniste/Géomaticien/Msc en
Gestion et traitement des déchets liquides
Chef Service des Opérations d'urbanisme
Et du contrôle des infractions
Communauté Urbaine d'Ebolowa
Sous l'encadrement de
Encadreur Académique :
Pr Philippe KOSMA
Phytopathologiste
Professeur des universités, HDR
DIRECTEUR D'ISABEE
ANNEE ACADEMIQUE 2024/2025
TABLE DES MATIERES
CERTIFICAT D'AUTHENTICITE DU MEMOIRE i
DÉDICACES ii
REMERCIEMENTS iii
LISTE DES ABREVIATIONS iv
LISTE DES TABLEAUX v
LISTE DES FIGURES vi
RESUME vii
ABSTRACT viii
CHAPITRE I : INTRODUCTION 4
I.1. CONTEXTE ET JUSTIFICATION 4
I.2. PROBLEMATIQUE 5
I.3. OBJECTIFS DE RECHERCHE 6
I.4. IMPORTANCE DE L'ETUDE 6
I.4.1. UNE REPONSE A UNE CRISE ENVIRONNEMENTALE
IMMINENTE 6
I.4.2. UN IMPERATIF DE SANTE PUBLIQUE 7
I.4.3. UNE OPTIMISATION ÉCONOMIQUE ET LA
VALORISATION : ÉCONOMIE CIRCULAIRE. 7
I.4.4. UN OUTIL D'AIDE A LA DECISION ET DE BONNE
GOUVERNANCE 8
CHAPITRE II : REVUE DE LITTERATURE
9
II.1. CADRES JURIDIQUE ET INSTITUTIONNEL DE
LA GESTION DES DECHETS SOLIDES ET LIQUIDES AU CAMEROUN 9
II.1.1. CADRE JURIDIQUE 9
II.1.2. CADRE INSTITUTIONNEL
2
II.2. DEFINITION DES CONCEPTS
11
II.2.1. TYPOLOGIE DES ABATTOIRS
12
II.2.2. DECHETS D'ABATTOIRS
13
II.2.3. EAUX USEES
14
II.2.4. EAUX USEES DES ABATTOIRS
17
II.2.5. TRAITEMENT DES EAUX USEES D'ABATTOIR
20
II.3. REVUE DES TRAVAUX RECENTS DANS LE
DOMAINE
24
CHAPTITRE III : MATERIELS ET METHODES
27
III.1. PRESENTATION DE LA ZONE D'ETUDE
27
III.2. ETAT DES LIEUX DE LA GESTION DES EAUX
USEES DE L'ABATTOIR DE SAINT-CLOUD
29
III.3. COLLECTE DES DONNEES
31
III.3.1. Données secondaires
31
III.3.2. Données primaires
31
c) Détermination du TAC
32
d) Mesure du pH
32
e) Mesure de la conductivité
32
f) Mesure des TDS
33
g) Mesure de la DBO5
33
h) Mesure de l'azote total et du phosphore
total
33
III.4. MESURE DE DEBIT
34
III.5. BASES ET FORMULES DE DIMENSIONNEMENT DE LA
STATION DE TRAITEMENT
35
III.5.1. Bases de dimensionnement
35
III.6. VALORISATION DES BOUES ET DE L'EAU
TRAITEE
40
III.6.1. Typologie des boues
40
III.6.2. Procédés de traitement des
boues
40
III.6.3. Valorisation matière des boues
41
III.6.3. Valorisation de l'eau traitée
42
III.7. TRAITEMENT DES DONNEES
43
CHAPTITRE IV : RESULTATS ET DISCUSSION
44
IV.1. DESCRIPTION DE L'ETUDE DIAGNOSTIQUE DU MODE
DE GESTION DES EAUX USEES DE L'ABATTOIR
44
IV.1.1. Rôle des parties prenantes dans la
gestion des rejets de l'abattoir
44
IV.1.2. Identification et évaluation des
impacts sur l'environnement
49
IV.1.3. Evaluation des aspects et impacts issus de
la gestion anarchique des effluents d'abattoir
50
IV.2. ANALYSE DES CARACTERISTIQUES DES EAUX USEES
ISSUES DE L'ABATTOIR
54
IV.2.1. Ratio DCO/DBO5
57
IV.2.2. Ratio DBO5/DCO
58
IV.3. DESCRIPTION DES SOLUTIONS
D'ATTENUATION ET CONCEPTION DE LA STATION DE TRAITEMENT DES EAUX USEES DE
L'ABATTOIR DIMENSIONS ET MODE DE FONCTIONNEMENT
58
IV.3.1. Planification et sélection des
solutions optimales
58
IV.3.2. Mise en oeuvre des solutions retenues pour
la gestion des effluents de l'abattoir
61
IV.3.3. Modélisation du système
optimisé de gestion des effluents de l'abattoir de Saint-Cloud.
66
CHAPTITRE V : CONCLUSION ET PERSPECTIVES
70
RECOMMANDATIONS
2
VIS-A-VIS DU PERSONNEL ET DE L'ADMINISTRATION DE
L'ABATTOIR
71
VIS-A-VIS DE LA MAIRIE DE LA VILLE
71
VIS-A-VIS DE LA SECTORIELLE MINEPDED
(Délégation Départementale)
71
VIS-A-VIS DE SECTORIELLE MINEPIA
(Délégation Départementale)
72
VIS-A-VIS DES POPULATIONS ENVIRONNANTES
72
VIS-A-VIS DU GROUPE Hysacam S.A
72
ANNEXES
74
ANNEXE 1 : Fiches d'enquêtes
auprès des parties prenantes
74
ANNEXE 2 : Normes de rejet des effluents
liquides industriels définies par types d'industries
78
ANNEXE 3 : Résultats d'analyse
physico-chimique de l'effluent.
79
ANNEXE 4 : Mosaïque d'images de terrain
(Source : Auteur, images de 2025) 80
ANNEXE 5 : Cibles ODD concernées par
notre étude (Source : https://www.agenda-2030.fr)
2
ANNEXE 6 : Devis Quantitatif et Estimatif
(DQE) de réalisation du système.
84
BIBLIOGRAPHIE
87
Ouvrages scientifiques
87
Articles scientifiques, mémoires et
Thèses.
87
Webographies
89
CHAPITRE I :
INTRODUCTION
I.1. CONTEXTE ET
JUSTIFICATION
Dans les villes des pays en voie de développement, la
population croît si rapidement que les économies locales, les
services publics et les infrastructures ne peuvent suivre. Ceci engendre un
développement urbain non maîtrisé et un déficit
d'infrastructures d'assainissement, créant un cercle vicieux de
pollution et de maladie. (Takam et al., 2023). De 2005 à 2022, la
population camerounaise est passée de 17,4 à 27,4 millions
d'habitants environs (INS, 2022). Paradoxalement, le « taux moyen
d'accès à l'eau potable est de 45 % en milieu rural contre 77 %
en milieu urbain et la population ayant accès aux services
d'assainissement adéquat est estimée à 13,5 % en milieu
rural contre 17 % en milieu urbain ». Ainsi, le paradoxe camerounais de
l'eau se manifeste par une richesse hydrographique notablement
sous-exploitée et mal gérée, conduisant à une crise
d'accès à l'eau potable en milieu urbain, largement
exacerbée par la pollution environnementale et les déficits
chroniques d'infrastructures de potabilisation et de distribution. (Kengne, F.,
2022) Couplée à cela, les pollutions accrues des cours d'eaux par
les industries et le mauvais assainissement domestique compromettent de plus en
plus les possibilités d'approvisionnement en eau de rivière. A
titre illustratif, le système de drainage à forme dendritique qui
traverse la ville d'Ebolowa, du fait des nombreux ruisseaux contributifs de la
rivière Bengoqui rejoint la rivière Ebengue pour former
l'exutoire qui mène au principal cours d'eau Mfiande, met en
évidence les facteurs de pollution multiple le long de son parcours. En
amont, la rivière Bengo borde l'unique abattoir municipal de la ville
qui y déverse d'ailleurs tous ses déchets et effluents
directement. Ce qui avec la pression foncière sur le lit de cette
rivière et l'eutrophisation du fait de la pollution, ont
contribué à l'inondation grave de la nuit du 23 Juin 2025. Par
ailleurs, d'autres conséquences encore plus graves telles que les
épidémies de maladies hydriques ne sont pas à
négliger.Autre fait majeur c'est l'accroissement soutenu de la
population d'Ebolowa qui implique corrélativement une demande croissante
de produits animaux en particulier de viande et de poisson d'eaux douces
pêché directement dans ces rivières. Or, à partir du
moment où nous ne consommons uniquement que des portions d'animaux
destinées à l'alimentation, une partie importante de ceux-ci se
transforme en déchets. Le rapport entre la production et la collecte des
déchets d'abattoir dans les villes d'Afrique reste encore faible et ceci
constitue un épineux problème pour l'environnement et la
sécurité sanitaire des populations. Afin d'assurer le
succès technique et la performance économique de toute
filière de traitement des eaux usées d'abattoir, la
réalisation d'un diagnostic environnemental rigoureux, mesurant à
la fois le volume journalier produit et la charge polluante intrinsèque
(quantitatif et qualitatif), constitue le prérequis
méthodologique fondamental. (Nzali et al., 2024).
Au Cameroun, la plupart des déchets des structures
industrielles sont rejetées dans le milieu naturel sans un traitement
préalable. Des études sur le tout premier abattoir moderne de
Yaoundé inauguré en 2018 montre que les déversements
injustifiés de sang et d'excréments d'animaux dans les cours
d'eaux peuvent provoquer un appauvrissement en oxygène ainsi qu'un sur
enrichissement en nutriments du système récepteur. (Mbog, 2013).
En prenant en compte le fait que la grande majorité du bétail
destiné à la consommation dans notre ville d'Ebolowa provient du
septentrion, régulièrement sujet aux épidémies de
maladies hydriques telles que le choléra, il y a de quoi
s'inquiéter. Le rejet quotidien de cet effluent non épuré
ainsi que d'autres déchets solides de l'abattoir dans le cours d'eau
pourraient entraîner des dommages sur l'environnement et la santé
des populations locales. (Ndzana, 2021). Il est donc plus que nécessaire
d'alerter l'opinion sur les risques liés aux mauvaises pratiques
identifiées, et de proposer un système intégré de
traitement des effluents avant rejets dans la nature, avec en prime une
valorisation des boues et une réutilisation de l'eau traitée.
I.2. PROBLEMATIQUE
Au Cameroun, la plupart des eaux usées des
agglomérations et des structures industrielles sont aujourd'hui
rejetées dans le milieu naturel sans un traitement préalable.
(Mbog, 2013). La loi N° 98/005 du 14 avril 1998 portant régime de
l'eau, stipule dans son titre II, à l'article 4 que : « sont
interdits les déversements, écoulements, jets, infiltrations,
enfouissements, épandages, dépôts directs ou indirects dans
les eaux de toute matière solide, liquide ou gazeuse et en particulier
les déchets industriels, agricoles et atomiques susceptibles
d'altérer la qualité des eaux de surface ou souterraines, ou des
eaux de la mer dans les limites territoriales; de porter atteinte à la
santé publique ainsi qu'à la faune et à la flore aquatique
ou sous-marine; de mettre en cause le développement économique et
touristique des régions». Ainsi, l'absence
généralisée de traitement des effluents industriels et
agroalimentaires, y compris ceux des tanneries et abattoirs, constitue un
manquement systémique qui dégrade irréversiblement les
écosystèmes hydriques, créant une pollution chimique et
organique d'une intensité telle qu'elle rend la potabilisation de l'eau
insoutenable sur les plans technique et financier. (Koffi et al. 2023).Ces
phénomènes affectent et modifient les milieux aquatiques dans la
plupart de nos villes et particulièrement celle d'Ebolowa. En effet,
l'abattoir municipal de Saint-Cloud à l'image de celles du pays
constitue le type d'industrie agroalimentaire où l'eau est
utilisée pour le lavage des sous-produits et l'élimination des
déchets (matières fécales, débris de panse et
sang...). On obtient ainsi une eau usée chargée de matière
organique et même d'agents pathogènes, devenant dès lors
une importante source de pollution diverse pour le milieu récepteur.
(Ayo, 2012). L'abattoir d'oding étant situé dans une zone
particulière du quartier Elat lieu-dit Saint-Cloud dans l'arrondissement
d'Ebolowa 2e, caractérisée par un affleurement de la
nappe phréatique et un tissu urbain dense, le rejet quotidien de ses
effluents non épurés dans le cours d'eau Bengo pourrait entrainer
un impact négatif tant sur l'environnement que sur la santé des
populations. Ce qui pourrait être une menace pour la biodiversité
de l'ensemble du réseau hydrographique aval qui traverse la ville d'Est
en Ouest et aboutir à un problème de santé publique grave.
I.3.
OBJECTIFS DE RECHERCHE
L'objectif général est de proposer une solution
durable visant à atténuer ou limiter l'impact environnemental des
activités de l'abattoir sur le cours d'eau.
Plus spécifiquement, il vise à :
1. Réaliser une étude diagnostique du mode
actuel de gestion des eaux usées au sein de l'abattoir ;
2. Caractériser les eaux usées issues de
l'abattoir ;
3. Concevoir et dimensionner une station de traitement des
eaux usées d'abattoir susceptible d'apporter une amélioration
durable.
I.4. IMPORTANCE DE L'ETUDE
La présente étude n'est pas une simple
démarche technique, mais une nécessité stratégique
qui répond à des impératifs cruciaux en matière de
santé publique, de protection de l'environnement et de
développement territorial durable pour la ville d'Ébolowa.
I.4.1. UNE REPONSE A UNE CRISE
ENVIRONNEMENTALE IMMINENTE
L'abattoir de Saint-Cloud est une source de pollution
ponctuelle intense. Le rejet direct de ses eaux usées (riches en
matière organique, sang, et graisses) dans le cours d'eau Bengo pourrait
engendrer des conséquences écologiques sévères.
L'étude est fondamentale pour quantifier et caractériser
précisément cette pollution afin d'y apporter une réponse
technique adéquate.
· Destruction de la Biodiversité Aquatique : La
décomposition de la haute charge organique conduit à un
épuisement rapide de l'oxygène dissous, causant l'asphyxie des
écosystèmes aquatiques (DBO5 élevée)
(Koffi et al., 2023). L'étude garantit que la solution technique
proposée sera dimensionnée avec précision pour
éliminer ces polluants jusqu'à des niveaux conformes aux normes
de rejet, assurant ainsi la protection effective du milieu récepteur.
· Contamination des Ressources en Eau : La pollution
dégrade la qualité des eaux de surface et des nappes
phréatiques, compromettant la pérennité de la ressource
hydrique régionale (Ngangoum et al., 2024).
I.4.2. UN IMPERATIF DE SANTE
PUBLIQUE
Le traitement des effluents est un investissement direct dans
la santé de la communauté. Les rejets d'abattoir contiennent des
micro-organismes pathogènes qui augmentent le risque
d'épidémies dans les populations riveraines.
· Prévention des Maladies Hydriques : En
éliminant les contaminants biologiques, l'étude contribue
directement à la prévention des maladies d'origine hydrique
(choléra, typhoïde), un objectif de santé publique
prioritaire (OMS, 2022).
· Salubrité de l'Abattoir : La mise en place d'un
système de gestion des eaux usées s'accompagne d'une
amélioration des pratiques d'hygiène et de salubrité au
sein même de l'abattoir.
I.4.3. UNE OPTIMISATION
ÉCONOMIQUE ET LA VALORISATION : ÉCONOMIE CIRCULAIRE.
Notre étude vise aussi un système
"optimisé" pour garantir la viabilité économique à
long terme de l'installation.
· Contrôle des Coûts et Performance : Un
dimensionnement précis, basé sur la caractérisation
réelle, est essentiel. Un système non optimisé est
coûteux (surdimensionnement) ou inefficace (sous-dimensionnement). La
détermination exacte des concentrations de DCO et de MES est le
prérequis méthodologique fondamental pour choisir les
procédés les plus efficaces (Belkaid& El Khouakhi, 2023).
· Potentiel de Valorisation : L'optimisation passe d'une
part par la récupération de l'eau traitée qui sera
réinjectée dans le circuit d'approvisionnement pour pallier
à la panne de système d'AEP. Les boues de vidange et les
matières stercoraires seront d'autres parts utilisées comme
matière première secondaire dans un processus de compostage,
produisant ainsi un amendement biologique commercialisable. Ce qui transforme
une dépense (traitement) en une source d'économie ou de revenu,
assurant la soutenabilité du projet.
I.4.4. UN OUTIL D'AIDE A LA
DECISION ET DE BONNE GOUVERNANCE
La présente étude est également un
document technique et financier qui est indispensable aux autorités
locales pour une gestion rationnelle.
· Planification et mobilisation de financements : Le
rapport final fournit aux décideurs l'ensemble des données, des
schémas techniques, et des évaluations de coûts
d'investissement et d'exploitation nécessaires. C'est le fondement pour
une prise de décision éclairée et pour mobiliser des fonds
auprès des bailleurs de fonds (Banque Mondiale, BAD) (Banque Mondiale,
2024).
· Conformité et Exemplarité : Le projet
permet à l'abattoir de Saint-Cloud d'honorer ses obligations
légales et d'appliquer le principe du « pollueur-payeur ». Il
établit un modèle d'ingénierie environnementale
réplicable pour les autres industries de transformation alimentaire de
la région du Sud.
CHAPITRE II : REVUE DE
LA LITTERATURE
II.1. CADRES JURIDIQUE ET
INSTITUTIONNEL DE LA GESTION DES DECHETS SOLIDES ET LIQUIDES AU CAMEROUN
Les déchets rejetés dans un environnement
donné doivent respecter les normes de rejet prescrits par l'Organisation
Mondiale de la Santé(OMS), dans le cadre du respect et la protection de
l'environnement, afin de limiter les risques de pollution et contribuer ainsi
au processus de développement durable. Ces normes de rejet au Cameroun
sont définies, avec les caractéristiques physico-chimiques bien
précises, suivant des lois qui régissent toutes activités
anthropiques susceptibles de polluer. (Nzali et al., 2024).
II.1.1. CADRE JURIDIQUE
L'analyse montre que dans la législation Camerounaise,
le pays se dote progressivement depuis quelques années d'un ensemble de
lois qui garantissent santé et sécurité aux populations
:
· Loi n°64/lf/23 du 13 Novembre 1964 portant
protection de la santé publique ;
· Loi n°96/12 du 05 AOÜT 1996 portant loi-cadre
relative à la gestion de l'environnement ;
· Loi n°98/005 du 14 avril 1998 portant
régime de l'eau ;
· La loi n° 2003/003 du 21 avril 2003 portant
protection phytosanitaire : Selon cette loi, seuls les produits
phytosanitaires homologués ou bénéficiant d'une
autorisation de vente doivent être importés, distribués ou
utilisés au Cameroun.
· La loi n°2018/020 du 11 Décembre 2018
portant loi-cadre sur la sécurité sanitaire des aliments : Cette
loi est la référence en matière de sécurité
sanitaire des aliments au Cameroun. Cette loi s'applique aux activités
de production, de fabrication, etc...
· Le décret n°99/818/PM du 09 Novembre 1999
fixant les modalités d'implantation et d'exploitation des
établissements classés dangereux, insalubres et incommodes.
· Décret présidentiel n°2009/296 du 17
septembre portant création de l'ANOR qui a pour mission de contribuer
à l'élaboration et à la mise en oeuvre de la politique du
gouvernement dans le domaine de la normalisation et de la qualité au
Cameroun.
Ces textes sont renforcés par les engagements
internationaux pris par le Cameroun à travers la ratification de la
majorité des conventions et des accords internationaux (Nkoum, 2011).
C'est le cas de la Convention de Bâle du 23 mars 1989 sur le
contrôle des mouvements transfrontaliers de déchets dangereux et
de leur élimination ; de la Convention de Maputo du 11 juillet 2003 sur
la conservation de la nature et des ressources naturelles. Ces textes
nécessitent des acteurs spécifiques pour leur mise en
application.(Nkoum, 2011)
II.1.2. CADRE
INSTITUTIONNEL
II.1.2.1. Acteurs étatiques
a) Départements ministériels
Les déchets constituent plutôt un volet
parmi tant d'autres dans certains ministères, ce qui rend les
interventions de ces derniers inefficaces et vides dans le long terme. Ainsi,
les ministères intéressés de près ou de loin par la
problématique sur les déchets sont les suivants :
·
Ministère de l'Environnement, de la Protection de la Nature et du
Développement Durable (MINEPDED).
·
Ministère de l'Habitat et du Développement Urbain (MINHDU)
·
Ministère de l'Eau et de l'Energie (MINEE)
·
Ministère de la Santé publique (MINSANTE)
·
Ministère de l'Enseignement Supérieur (MINSUP)
·
Ministère de l'Administration Territoriale et de la
Décentralisation (MINATD)
·
Ministère du Commerce(MINCOMMERCE)
·
Ministère des Domaines, du Cadastre et Affaires Foncières
(MINDCAF). (PCGD-CUE, 2025)
b) Collectivités locales
Dans le cadre d'une décentralisation effective et d'un
réel transfert de compétences à l'administration locale,
les acteurs clés de cette administration interviennent au niveau de
l'exécution des politiques élaborées par l'administration
centralisée. Il s'agit entre autres des conseils régionaux, des
collectivités territoriales décentralisées(Mairies des
villes et d'arrondissements), et leurs partenaires institutionnels tels que le
FEICOM et les sectoriels et entreprises territorialement compétentes.
(PCGD-CUE, 2025)
II.1.2.2. Acteurs non étatiques
Ce sont surtout des personnes physiques ou morales qui,
conformément aux lois et règlements en vigueur, participent
à l'exécution des missions d'intérêt
général.
Les activités des acteurs non étatiques sont
surtout axées sur l'assainissement et la propreté des quartiers.
Ceux-ci sont parfois assez organisés et prennent les formes juridiques
d'Associations, de Groupes d'Initiative Commune (GIC), de groupement
d'Intérêt Economiques (GIE), d'Organisations Non Gouvernementale
(ONG). On peut citer pour le cas d'espèces :
· La FAO est à l'origine, en collaboration avec
l'OMS de la création de Codex alimentarius,
système de la normalisation internationale et matière
alimentaire ;
· L'organisation Mondiale de la Santé (OMS)
créée le 07 avril 1948, date à laquelle nous
célébrons chaque année la journée mondiale de la
santé.
L'action de l'OMS vise à ce que tous aient accès
à des aliments sûrs, sains et conformes aux normes de
salubrité, de manière à améliorer la
sécurité sanitaire des aliments et la sécurité de
la nutrition. Elle encourage l'intégration de la question de
sécurité sanitaire des aliments dans les programmes portant sur
la nutrition et la sécurité alimentaire.C'est d'ailleurs pour les
programmes portant sur la nutrition et la sécurité alimentaire.
(OMS et FAO, 2022.)
II.2. DEFINITION DES
CONCEPTS
Les
termes clés utilisés dans la formulation de ce sujet sont
fondamentalement polysémiques, cependant, nous n'allons retenir que les
sens et essences de ces mots qui nous permettrons d'en saisir la substance une
fois mis en commun. Nous aurons donc à tour de rôle :
Conception : Fait de concevoir,
d'élaborer intellectuellement un projet. (wikipédia, 2025).
Dimensionnement : Processus de
détermination des dimensions nécessaires d'un objet ou d'une
structure. Mieux encore, c'est la détermination des
caractéristiques d'une installation lors de sa conception pour
satisfaire à des critères préétablis et à la
pratique règlementaire. (Décret N° 2003/084/PM au
Cameroun)
Système optimisé :
Optimiser un système, c'est améliorer ses performances, assurer
sa sécurité et augmenter son efficacité. Cela permet non
seulement de réduire les coûts opérationnels mais aussi
d'offrir une possibilité de retour sur investissement, à travers
la valorisation et l'économie circulaire. (PNUE, 2021)
Traitement : Dans la gestion des
déchets (Branche de la rudologie appliquée), l'une des
étapes clés c'est le traitement. Il comporte plusieurs
étapes telles que le tri (essentiel pour récupérer les
matériaux recyclables et réduire la quantité de
déchets destinés à l'élimination) ; le
recyclage et réutilisation (qui permet de redonner une seconde vie au
déchets et d'en faire une matière première
secondaire) ; la valorisation énergétique ou matière
(convertir les déchets non recyclables en énergie,
généralement sous forme de chaleur ou
d'électricité ; ou le compostage par exemple, utilisé
dans l'amendement biologique des sols, en substitution des engrais chimiques).
(ADEME, 2020).
Effluent : L'ISO 6107-1 :2004 -
Qualité de l'eau -- Vocabulaire -- Partie 1 : définit l'effluent
comme l'« eau ou eau résiduaire provenant d'une enceinte
fermée telle qu'une station de traitement, un complexe industriel ou un
étang d'épuration ».
II.2.1. TYPOLOGIE DES
ABATTOIRS
L'organisation des nations unis pour l'alimentation distingue
trois (03) types d'abattoirs en fonction de la taille de
l'agglomération, de la qualité du marché et du niveau de
technologie mis sur pieds. On distingue : Les abattoirs traditionnels ; les
abattoirs modernes ; les abattoirs industriels.
II.2.1.1. Les abattoirs traditionnels ou aires
d'abattage
Ils correspondent aux abattoirs de brousse. Ils vont de la
simple tuerie de gros villages, aux petits abattoirs des petites villes (200
habitants). (WCF/FAO, 2023).
Ils sont caractérisés par :
· La faiblesse et l'irrégularité des
abattages (marché saisonnier restreint à faible pouvoir
d'achat)
· Leur sous-équipement, en particulier
l'approvisionnement en eau insuffisant et l'absence de système
d'évacuation des eaux usées ;
· Maque de formation professionnelle et
d'éducation sanitaire des bouches et des oeuvres d'où la
consommation massive des viandes ;
· L'absence d'installation de réfrigération
des viandes.
II.2.1.2. Les abattoirs modernes
Les abattoirs modernes sont des infrastructures
spécialisées, équipées de technologies
avancées, visant à assurer un abattage hygiénique,
respectueux du bien-être animal, productif et économiquement
compétitif, tout en minimisant leur impact environnemental.(FAO, 2021)
Elles se distinguent par :
· L'intégration de mécanisation,
robotisation, et automatisation pour optimiser les opérations d'abattage
et de découpe, améliorer la productivité, et garantir la
qualité des viandes ;
· Le maintien de standards stricts d'hygiène,
contrôle vétérinaire rigoureux, étourdissement avant
abattage, et conditions d'abattage qui limitent la souffrance animale ;
· Une organisation fonctionnelle et ergonomique :
Séparation des zones propres et sales, circuits adaptés pour
éviter la contamination croisée, espaces conçus pour le
respect de la chaîne alimentaire et la sécurité des
travailleurs ;
· Gestion durable et respect de l'environnement :
Traitement et recyclage des eaux usées, valorisation des déchets
organiques en engrais, réduction des émissions de gaz à
effet de serre, utilisation d'énergies renouvelables. (Codex
alimentarius, FAO/OMS 2021).
II.2.1.3. Les abattoirs industriels
Les abattoirs industriels alimentaires de grands
marchés de consommation (grandes villes 100 000 ou plus d'habitants) et
ainsi que des marché d'exportation. Leur capacité dépasse
3000 tonnes par an et peut aller jusqu'à 50 000 tonnes de viande par an.
Ces abattoirs industriels peuvent être spécialisés (bovins
seuls ou porcs seuls) ou polyvalents (toutes espèces) et sont
dotés d'équipements ultramodernes (sophistiqués) avec des
chaines d'abatage et une mécanisation poussée des diverses
opérations ainsi que de chambres froides, de réfrigération
et de congélation (INRS, 2003). Ainsi, le service
vétérinaire y est permanent et en nombre suffisant, pour
être rentable, ces abattoirs modernes et industriels doivent respecter un
certain nombre de principes.
II.2.2. DECHETS D'ABATTOIRS
D'une manière générale un déchet
municipal est un objet indésirable abandonné sur la voie
publique, même les cadavres d'animaux, bref une réunion de
résidus hétérogènes. Selon une étude
menée par Nzali et al. (2024), c'est l'ensemble des matières
résiduelles, solides et liquides, qui résultent de l'abattage des
animaux et des opérations de préparation primaire des carcasses
(saignée, éviscération, dépouille, lavage). Ces
sous-produits, bien que majoritairement considérés comme des
déchets en fin de chaîne, constituent des flux
hétérogènes et très chargés en
matière organique, en nutriments (protéines, graisses) et en eau,
représentant ainsi un risque environnemental majeur si non
traités, mais aussi un potentiel significatif de valorisation
matière et énergétique. Ils représentent la plus
grosse part des déchets d'abattoirs (environ 70% de l'ensemble). Chez
les bovins, ces matières sont vertes, très pailleuses d'aspect et
contiennent de fibres de 4 à 5 cm. Elles pèsent environ 45 kg par
contenu de pause et 3,5 kg pour les feuillets.
Compte tenu du pourcentage récupérable de ses
matières stercoraires, on peut compter sur 45 kg de matières
stercoraires par bovin. Il s'agit spécifiquement de :
Ø Cornes, onglons, os, poils et petits déchets
divers : Ils représentent des déchets non valorisés
et exposés en général dans l'environnement immédiat
des abattoirs entraînant une forte pollution. Les poils et petits
déchets divers sont produits à tous les niveaux durant les
activités d'abattage.
Ø Abats et viandes saisies : Ce sont des abats et
viandes saisis par les services vétérinaires qui sont
déclarés impropres à la consommation humaine, à la
suite de l'inspection sanitaire soit pour répugnance, soit pour
insalubrité. Les causes des saisies sont diverses, elles peuvent
être infectieuses, parasitaires, ou non spécifiques.
Ø Les déchets biomédicaux : Ce sont
des déchets issus de l'activité des cliniques, des
établissements de soins, des laboratoires et services
vétérinaires. Ces établissements produisent des
déchets à risques : objets coupants et tranchants, cultures
biologique de laboratoire, déchets anatomiques et cadavres d'animaux de
laboratoires, objets contenant du sang etc.
Ø Les déchets non polluants (fumier des
étables et de la salle de stabulation).
Ø Le sang : sous-produit liquide inévitable
de l'abattage, représente une fraction significative du poids vif de
l'animal (environ 4% à 10%), conférant aux effluents d'abattoir
leur charge organique et azotée la plus élevée. La gestion
optimisée et la séparation à la source de ce flux
hyper-polluant sont donc des actions prioritaires pour réduire
drastiquement le coût et la complexité du traitement des eaux
usées. (Diallo et al., 2023)
Ø Les eaux résiduaires : Elles sont les
eaux usées collectées à la sortie des industries
d'abattage. Les eaux résiduaires proviennent au niveau des abattoirs des
étables : purin, eau d'égouttage des fumiers, des postes de
travail de la viande, eaux de lavage des locaux d'abattage (triperies), eaux
pluviales, des cours d'eau, parcs, fumiers et les effluents des locaux
sanitaires. Le volume des eaux usées rejetées est
généralement proche en volume d'eau consommée par
l'abattoir. Ce volume varie de la durée de stabulation ses animaux avant
l'abattage, de la cadence d'abattage, du mode de transport des déchets,
et du travail effectué en triperie etc. (PNUE, 2020). Dans la
sous-partie suivant, nous traiterons en détails ces aspects d'eaux
polluées.
II.2.3. EAUX USEES
II.2.3.1. Origine
Une eau est considérée comme « usée
» lorsque son état et sa composition sont modifiés par les
actions anthropiques, de manière à ce qu'elle soit difficilement
utilisable pour tous ou pour certains usages, auxquels elle devrait servir
à l'état naturel. De manière générale, une
eau usée encore appelée eau résiduaire est une eau qui a
subi une détérioration après usage (Cors, 2013). Suivant
l'origine des substances polluantes on distingue quatre catégories
d'eaux usées (Letah, 2012).
II.2.3.2. Typologie des eaux usées
c) Eaux usées domestiques
Elles sont constituées d'une part des eaux vannes
encore appelées « eaux noires » issues des toilettes et
chargées des matières organiques azotées, de germes
fécaux, et d'autre part des eaux grises provenant des ménages
(lavabo, lessiveuse, baignoire, ...) et des rejets issus essentiellement des
activités ménagères. Les eaux usées domestiques (ou
eaux grises et eaux vannes), provenant de l'activité
résidentielle (sanitaires, douches, lessives et cuisines), constituent
un flux d'effluents faiblement à moyennement concentré en
matière organique biodégradable et en nutriments. Elles sont
également enrichies en micro-polluants tels que les détergents,
les graisses, et les résidus de produits d'hygiène,
nécessitant un traitement adéquat pour prévenir la
contamination microbiologique et l'eutrophisation des milieux aquatiques
récepteurs.(Kouam, 2024). Les eaux usées domestiques sont riches
en matières organiques biodégradables.
La composition chimique moyenne d'une eau usée
domestique est présentée au tableau (I) suivant.
Tableau 1. Composition chimique moyenne d'une eau usée
domestique (Banque Mondiale, 2023).
|
NATURE
|
MATIERES INORGANIQUES
|
MATIERES ORGANIQUES
|
|
COMPOSANTS MAJEURS
|
Azote, Phosphore, Potassium,
Calcium
|
Hydrates de Carbone,
Graisses, Matières
Protéiques
|
|
POURCENTAGE
|
10 à 30 %
|
70 à 90 %
|
D'après ce tableau, les eaux usées domestiques
sont très riches en matières organiques (70% à 90 %) dont
la dégradation par les micro-organismes donne des éléments
nutritifs.
d) Eaux usées industrielles et artisanales
Les déchets industriels, comme leur nom l'indique, sont
des déchets provenant des processus de fabrication, de transformation,
d'utilisation, de nettoyage, d'entretien et de consommation industrielle.
(Ropero, 2024). Dans l'industrie moderne, l'eau est une ressource transversale
dont les usages se déploient sur quatre fonctions essentielles : elle
est un composant vital du procédé de transformation (eau de
processus), un agent indispensable de la salubrité et du transport des
déchets (eau de lavage), un vecteur de transfert thermique (eau de
refroidissement), et une source d'énergie (eau de chaudière).
L'efficacité de la gestion industrielle repose sur la segmentation de
ces flux d'eau, chacun générant des effluents aux
caractéristiques de pollution distinctes. (OCDE., 2023). Les eaux
usées industrielles au Cameroun se distinguent par une grande
hétérogénéité de composition en fonction du
secteur d'activité, et excèdent la simple charge organique et
nutritionnelle des effluents domestiques. Au-delà des polluants
classiques (matières organiques et nutriments), ces rejets sont
fréquemment enrichis de substances dangereuses telles que les
métaux lourds (issus des tanneries), les hydrocarbures, et divers
micropolluants chimiques et solvants. Cette complexité et cette
toxicité accrue rendent leur traitement particulièrement
difficile et coûteux, tout en exacerbant la menace sur la santé
publique et les écosystèmes aquatiques récepteurs.Les
études menées sur les cours d'eau en milieu urbain au Cameroun
confirment la présence significative de métaux lourds et
d'hydrocarbures dans les effluents industriels, souvent à des
concentrations supérieures aux limites autorisées par le
Décret n° 2003/084/PM, soulignant l'insuffisance du traitement et
le risque de bioaccumulation. (Ngangoumet al., 2024). Certaines d'entre elles
doivent faire l'objet d'un prétraitement de la part des industriels,
avant d'être rejetées dans les réseaux de collecte. Elles
ne doivent être mêlées aux eaux domestiques que lorsqu'elles
ne présentent plus de danger pour les réseaux de collecte et ne
perturbent pas le fonctionnement des usines de dépollution (Koffi et
al., 2023).
e) Eaux usées pluviales
Le ruissellement des eaux pluviales en milieu urbain,
particulièrement lors d'événements orageux, est reconnu
comme une source majeure de pollution diffuse des hydrosystèmes. Cette
eau, initialement contaminée par les polluants atmosphériques,
lessive ensuite les surfaces imperméabilisées (chaussées,
toits), se chargeant ainsi en sédiments, hydrocarbures, métaux
lourds et autres microplastiques. Ces rejets non contrôlés,
agissant comme des débits de pointe, menacent l'intégrité
écologique des cours d'eau et compliquent la gestion globale de la
qualité de l'eau. (Kouam et al., 2024). En outre, lorsque le
système d'assainissement est dit "unitaire", les eaux pluviales sont
mêlées aux eaux usées domestiques. Lors d'épisodes
de fortes précipitations, l'afflux massif et rapide des eaux de
ruissellement (eaux pluviales) dans les réseaux d'assainissement
non-séparatifs (ou unitaires) dépasse souvent la capacité
hydraulique nominale des stations d'épuration. Pour prévenir
l'endommagement irréversible de leurs infrastructures et de leurs
processus biologiques, il devient alors techniquement nécessaire de
procéder à des déversements d'urgence de ce mélange
fortement dilué mais très pollué (composé d'eaux
usées domestiques et d'eaux de ruissellement contaminées)
directement dans les cours d'eau, constituant une source majeure de
contamination microbiologique et physico-chimique ponctuelle des milieux
récepteurs. (Baron, 2024). Les déchets liquides peuvent
être aussi classés selon leur nature. Dans ce contexte, on
distingue les déchets organiques, issues d'organismes vivants
végétaux ou animaux ; les déchets inertes,
constitués d'éléments minéraux qui
n'évoluent pas dans le temps et qui ne contiennent pas de substances
dangereuses ; et les déchets dangereux, composés des
éléments nocifs impliquant des précautions
particulières d'élimination. (Ngahane et al., 2020)
f) Boues de vidange
Les boues de vidange sont produites par des technologies
d'assainissement à la parcelle, c'est-à-dire qu'elles n'ont pas
été transportées par les égouts. Elles peuvent
être brutes ou partiellement digérées, sous forme de
pâte ou semi-solides, et provenir de la collecte et du
stockage/traitement des excréments ou des eaux noires, avec ou sans eaux
grises. (Compendium, P10). Elles renferment des substances azotées et
des germes fécaux en abondance (Ngnikam et al., 2017). Ces
éléments sont dangereux, car ils causent des pollutions
organiques.
II.2.4. EAUX USEES DES
ABATTOIRS
La pollution rejetée dépend directement :
- Du taux de récupération du sang ;
- Du mode d'évacuation des matières stercoraires
;
- De l'importance de la triperie boyauderie ;
- Des ateliers annexes (salaison, conserverie...).
Ces établissements consomment beaucoup d'eau potable
pour assurer l'hygiène de ces locaux et du produit de l'abattage. La
consommation d'eau entraîne la formation d'un effluent qui devrait subir
une épuration avant d'être rejeté dans le milieu
extérieur (Peiffer, 2003). Ainsi les abattoirs figurent parmi les
industries les plus polluantes en raison des grandes quantités de
déchets générés (Labioui et al., 2007).
II.2.4.1. Pollution par les effluents des abattoirs
La nature organique des effluents des abattoirs implique que,
dans une situation dégradée où il serait mal pris en
charge par la filière de traitement, il peut perturber le milieu
récepteur dans lequel il est rejeté. Ces effluents constituent
une source de nutriments qui va déstabiliser les réseaux
trophiques du milieu, favorisant la croissance de la population
d'espèces saprophytes qui vont dominer les autres espèces,
amenant l'écosystème concerné à une
réduction de sa biodiversité (Peiffer, 2003). Ainsi dans la
classification des générateurs des polluants, les industries
alimentaires (abattoirs inclus) sont considérées comme les
principales sources des polluants organiques. La saignée d'un bovin de
poids moyen (environ 300 kg) libère un flux sanguin hautement
concentré. L'estimation de 210 grammes de matière organique par
bovin abattu confirme que, bien que le sang puisse représenter seulement
4% à 10% du poids vif, il est proportionnellement le principal
contributeur à la pollution. La contribution moyenne de la
saignée à la charge organique totale des effluents d'abattoir est
estimée entre 35% et 50%, la matière organique
libérée par bovin étant directement corrélée
à la richesse protéique du sang, soulignant l'impératif
technique de la collecte intégrale pour le contrôle de la
pollution en sortie de ligne d'abattage. (Nzali et al., 2024). Cette charge
polluante équivaut à la quantité de la matière
organique produite par 39 habitants en un jour. La pollution engendrée
en moyenne par un litre de sang correspond à celle provoquée par
deux habitants et par jour. Les eaux usées des abattoirs
présentent en moyenne un ratio DCO/DBO5 variant de 0,63mg/L
à 1,70mg/L conforme avec celui des eaux usées urbaines à
dominance domestique présentant un rapport DCO/DBO5
inférieur à 3. Donc, on peut conclure que même si les eaux
usées des rejets urbains présentent une charge organique
élevée, elles sont facilement biodégradables. L'examen de
ce rapport souligne bien le caractère biodégradable des eaux
usées des abattoirs (Gannoun et al., 2015).
II.2.4.2. Eaux résiduaires d'abattoir
a) Généralités
Les abattoirs produisent des eaux résiduaires issues
des opérations de lavage du hall d'abattage contenant du sang, des eaux
de lavage de la triperie-boyauderie et les contenus digestifs, des eaux de
lavage des stabulations, des eaux de lavage des aires et des camions, ainsi que
celles des appareils et des installations divers (Gannoun et al., 2015). Ces
effluents ont, le plus souvent, un aspect rougeâtre et présentent
une importante charge en fragments de viandes, des graisses, des
excréments, le contenu de panses, des débris de parage, des
caillots de sang, des morceaux de cornes et d'onglons, des matières
stercoraires, des fèces et des pailles. Le volume des eaux
résiduaires rapporté au nombre d'animaux abattus varie
significativement, il dépend de l'importance de l'abattoir, du mode
d'exploitation et surtout de la nature de bêtes égorgées
(Belghyti et al., 2013).
b) Caractérisation du rejet d'abattoir
Composition physico-chimique
Le rejet d'abattoir possède un pH proche de la
neutralité. En effet, le sang présent dans ce type d'effluent
renferme majoritairement des complexes protéiques (fibrogène,
protéine de coagulation, anticorps, etc...) actives à pH neutre.
Le rejet d'abattoir se caractérise par une haute
alcalinité, une demande chimique en oxygène importante, une
grande teneur en matières volatiles, une teneur élevée en
ammonium et en phosphore.
Cet effluent renferme une fraction de DCO soluble nettement
inférieure à la DCO totale. Cette différence est
principalement due à la teneur élevée en matière
organique en suspension comprenant essentiellement la matière grasse.
Ces lipides représentent 40% de la DCO totale de l'effluent issu de
l'abattement des bovins. Ces constituants représentent moins de 1% de la
DCO soluble mais plus que 67% de la DCO insoluble du rejet d'abattoir. La
fraction insoluble représente entre 30% et 75% de la charge polluante
globale du rejet d'abattoir (Belghyti et al., 2013).
En effet, la partie organique soluble est égale
à 45% et 55% respectivement de la DCO totale et de la DBO5
totale. Ceci confirme la biodégradabilité modérée
de la charge organique totale qui se caractérise par un rapport
DBO5/DCO de l'ordre de 0,49 ; en comparaison avec un rapport de 0,61
pour la biodégradabilité de la fraction soluble. Enfin, le rejet
d'abattoir présente un rapport C/N remarquablement élevé
égal à 10 mg DCO /mg TKN, un rapport permettant une
activité biologique satisfaisante (Belghyti et al., 2013).
Composition microbiologique
Grâce à sa composition riche en
éléments nutritifs (N, C, P, sels minéraux, etc...)
plusieurs micro-organismes coexistent dans le rejet d'abattoir. La
caractérisation microbiologique des eaux usées d'abattoir
révèle la persistance de pathogènes zoonotiques en
concentrations élevées. Ces rejets, lorsqu'ils contaminent les
eaux de surface utilisées à des fins domestiques ou agricoles,
deviennent des vecteurs épidémiques majeurs en milieu urbain et
périurbain. (Koffi et al.2023). :
· Les bactéries lactiques qui forment un groupe
très hétérogène incluant
Lactococcusgravieae, Lactobacillus reuteri, Lactobacillus
murin, Enterococcusraffinosus ;
· Les bactéries du genre Bacillus qui sont
producteurs d'enzymes différentes. Certaines souches possèdent
une activité protéolytique tels que B. subtilis, B.
licheniformis et B. circulans. Dans des conditions
définies et optimisées, B. circulans, B.
subtilis et B.coagulans sont capables de produire des lipases.
Bacillus cereus ayant deux propriétés importantes qui
sont l'aptitude à sporuler et à produire des toxines
thermo-tolérantes responsables de l'empoisonnement des produits
alimentaires. Ce germe est principalement issu du sol, de la peau de l'animal,
des équipements et aussi du personnel et se trouve par la suite dans
l'effluent de l'abattoir (Belghyti et al., 2013).;
· Les enterobacteriaceae qui incluse les espèces
Escherichia coli, Shigellassp,
· Edwardsiellassp, Proteus ssp, Salmonella ssp,
Citrobacterssp, Klebsiellassp, Enterobacter
· ssp, Serratiassp, Morganellassp,
Providenciassp, et Yersinia ssp ;
· Staphylococcus aureus principal germe de la
dépouille des animaux ;
· Pseudomonas ssp psychrophile, cette
bactérie est le micro-organisme sporulant le plus dominant dans les
conditions aérobies
· Listeria monocytogenes et
Campylobacter qui proviennent essentiellement de l'environnement.
Comme pour toute eau résiduaire, les virus présentent un risque
certain pour l'homme. Parmi les virus rencontrés dans les eaux
usées, on cite les Entérovirus, les Adénovirus, les
Rotavirus et le virus d'Hépatite E.
· Cet effluent contient également des
Naegleriasp ; Acanthamoebasp et Giardia sp qui sont
présents au niveau des effluents traités, mais leur importance
épidémiologique à ce niveau est difficile à
apprécier. Parmi les métazoaires se rencontre Ascaris
sp, Taeniasaginada et les différents oeufs de
nématodes gastro-intestinaux provenant des déchets de l'abattoir
(Koffi et al.2023).
II.2.5. TRAITEMENT DES EAUX
USEES D'ABATTOIR
Les effluents des abattoirs et des entreprises de
transformation de la viande sont évalués à l'aide de
nombreux paramètres en raison de leur large éventail de charges
polluantes. Ces paramètres sont les suivants : Demande biologique en
oxygène (DBO), Demande chimique en oxygène (DCO), Carbone
organique total (COT), Azote total (AT), Phosphore total (PT), Matières
en suspension totales (MES), et d'autres paramètres tels que : pH,
toxicité, détergents, etc. (Celia Ibañez, 2023).
II.2.5.1. Prétraitement
Une étape nécessaire du prétraitement des
eaux usées des abattoirs est le dégrillage mécanique, qui
élimine les impuretés trop importantes pour les empêcher
d'entrer dans la station d'épuration. Sans dégrillage, le
système peut se boucher et les équipements
électromécaniques peuvent tomber en panne, ce qui peut
entraîner des problèmes opérationnels et une
détérioration à court terme des performances du
processus.
II.2.5.2. Traitement physico-chimique
Le rejet contient une quantité importante de
matières organiques colloïdales et dissoutes de faible
densité. C'est le cas des graisses, des débris de tissus et du
sang. L'une des méthodes de traitement primaire les plus pratiques pour
les eaux usées des abattoirs est la flottation à l'air dissous
(DAF) qui réduit considérablement ces polluants.
a) Coagulation-floculation
Toutefois, avant la flottation, un traitement de
coagulation/floculation doit être effectué. Dans le processus de
coagulation, les particules colloïdales présentes dans les eaux
usées d'abattoir sont regroupées en particules plus grandes
appelées coagulats. Les particules colloïdales présentes
dans les eaux usées d'abattoirs ont une charge négative
prédominante, ce qui les rend stables et résistantes à
l'agrégation. C'est pourquoi des coagulants contenant des ions
chargés positivement sont ajoutés pour déstabiliser les
particules colloïdales et faciliter ainsi le processus de
séparation. Les coagulants les plus utilisés sont les coagulants
inorganiques à base de métaux, tels que le sulfate d'aluminium,
le chlorhydrate d'aluminium, le chlorure ferrique, le sulfate ferrique et le
polychlorure d'aluminium. Selon le coagulant choisi, un ajustement du pH sera
nécessaire pour qu'il fonctionne dans des conditions appropriées
; ainsi, par exemple, le PAC (polychlorure d'aluminium), outre sa faible
toxicité, peut fonctionner correctement sur un large spectre de pH et
contribue à la formation de flocs pelucheux qui peuvent être
facilement séparés par flottation.
Après la coagulation, le processus de floculation est
réalisé par le dosage d'un polymère à longue
chaîne qui rassemble les caillots présents dans l'effluent pour
former de plus gros blocs appelés flocs. Selon le type de floculant
utilisé (cationique / anionique / non ionique), un ajustement
supplémentaire du pH peut être nécessaire. Dans le
processus de floculation, une agitation lente à l'aide d'hélices
appropriées est nécessaire pour éviter de briser les
floculus formés. Le temps de contact est d'environ 10 minutes.
(Tchobnoglous et al. 2014)
b) Flottation à l'air dissous
Les eaux usées contenant les flocs formés
entrent dans l'équipement de flottation pour la séparation des
polluants. Le principe de base de la flottation à l'air dissous implique
l'introduction de microbulles d'air dans l'eau qui adhèrent aux flocs,
réduisant ainsi leur densité apparente et les faisant flotter. De
cette manière, les graisses, les huiles et les solides en suspension se
déplacent vers la surface du système DAF (Dissolved Air
Flotation), créant une couche de boue, qui est continuellement
enlevée par les lames de raclage. Le système de flottation
fonctionne automatiquement et s'adapte au débit des eaux usées de
l'abattoir. La flottation à l'air dissous offre des performances
élevées pour les eaux usées des abattoirs et des usines de
transformation de la viande, en éliminant les substances en suspension
des eaux usées avec une efficacité élevée allant
jusqu'à 99 %. (Tchobnoglous et al. 2014)
II.2.5.3. Traitement biologique
Le traitement primaire et les procédés
physico-chimiques ne sont généralement pas suffisants pour
ramener les eaux usées dans les limites de rejet, de sorte qu'un
traitement secondaire est nécessaire pour éliminer les
composés organiques solubles et ceux qui restent après le
traitement primaire. Le traitement biologique des eaux usées des
abattoirs est un processus naturel qui ne nécessite pas l'utilisation de
produits chimiques, à l'exception de certains nutriments dans certains
cas. (Mekonnen et al., 2022).
Les eaux usées des abattoirs ont une forte teneur en
matières organiques biodégradables, qui peuvent être
décomposées par le développement de micro-organismes et
l'ajout contrôlé d'oxygène. Un traitement biologique bien
optimisé peut atteindre une efficacité d'élimination des
matières organiques de plus de 90 %. D'une manière
générale, les traitements biologiques peuvent être
classés en différents types de processus aérobies et
anaérobies, avec l'alternative supplémentaire des zones humides
artificielles. (Mekonnen et al., 2022).
a) Traitement anaérobie
La digestion anaérobie est le procédé
biologique le plus utilisé pour ce type de déchets, en raison de
son efficacité dans le traitement des effluents industriels
biodégradables très concentrés. Les composés
organiques sont dégradés par des bactéries
anaérobies en l'absence d'oxygène, produisant un mélange
gazeux de CO2 et de CH4 (biogaz).
Les systèmes anaérobies présentent
l'avantage d'une faible production de boues, d'une faible consommation
d'énergie avec la possibilité de récupérer les
ressources (énergie du biogaz) et d'une forte élimination de la
DCO.
Les procédés anaérobies typiques pour le
traitement des effluents de la transformation de la viande peuvent être :
le réacteur anaérobie à cloison, le digesteur
anaérobie, le filtre anaérobie, la lagune anaérobie, les
fosses septiques et le réacteur à boues anaérobies
à flux ascendant (UASB). Malgré ses performances
élevées, le traitement anaérobie ne permet
généralement pas d'atteindre les limites de rejet requises, en
raison de la forte concentration de matières organiques dans les eaux
usées des abattoirs, et réduit à peine le NTK de
l'effluent. Par conséquent, une étape supplémentaire de
traitement biologique aérobie est recommandée pour
éliminer les composés organiques restants jusqu'à ce que
les limites admissibles soient atteintes. (Ouedraogo et al., 2017).
b) Traitement aérobie
L'utilisation de procédés aérobies pour
le traitement des eaux usées présente de nombreux avantages,
notamment une faible production d'odeurs, un taux de croissance biologique
rapide et la capacité de s'adapter rapidement aux changements de
température et de charge.
Les procédés aérobies sont
généralement utilisés pour l'élimination des
matières organiques biodégradables de niveau moyen
(jusqu'à environ 3 - 4 g/l de DCO). (Tchobnoglous et al. 2014)
Dans les abattoirs et les industries de transformation de la
viande, ils ne sont généralement pas utilisés comme
traitement direct après le processus physico-chimique pour deux raisons
:
· Coûts d'exploitation élevés en
raison de la forte consommation d'oxygène nécessaire
· L'importance de la production de boues, qui est
directement liée à la charge de polluants à
éliminer.
En outre, la taille des plantes est beaucoup plus importante
en raison de la teneur élevée en matières organiques et du
temps de contact nécessaire. Il convient donc de les installer
après le traitement anaérobie.
Il existe différents systèmes aérobies
utilisés pour le traitement des eaux d'abattoir, tels que les
systèmes de boues activées aérobies, les disques
biologiques rotatifs et les réacteurs discontinus séquentiels
(SBR).(Mekonnen et al., 2022).
c) Zones humides construites
Les zones humides artificielles imitent les mécanismes
de dégradation des zones humides naturelles pour la
décontamination de l'eau, en intégrant des processus biologiques
et physico-chimiques par l'interaction de la végétation, du sol,
des micro-organismes et de l'atmosphère pour l'adsorption, la
biodégradation, la filtration, la photo-oxydation et la
sédimentation des composés organiques et des nutriments.
Les zones humides construites ont montré leur
efficacité dans l'élimination des composés organiques et
des nutriments pour différentes végétations, avec des
éliminations maximales de 99%, 97%, 85% et 78% pour la DBO, la DCO, la
SSV et le NTK, respectivement. Il s'agit de méthodes simples dont les
coûts d'exploitation et d'entretien sont faibles et dont l'impact sur
l'environnement est limité, mais dont la mise en oeuvre nécessite
de vastes espaces. (Vymazal et al., 2020).
d) Processus FBR
Le procédé FBR ("bioréacteur à
flottation") combine trois technologies :
Ø Réacteur biologique dans lequel un traitement
biologique est effectué en présence d'oxygène, qui peut
être précédé de phases anaérobies et/ou
anoxiques.
Ø Un système de clarification DAF qui produit
une eau parfaitement clarifiée qui peut être versée.
Ø Pour que les processus de séparation
ultérieurs donnent les résultats escomptés, un
polyélectrolyte ayant un effet floculant doit être dosé
dans un système de floculation. En option, un coagulant peut-être
ajouté pour réduire les valeurs telles que la turbidité et
la précipitation du phosphore.
Il s'agit d'un nouveau système qui utilise la
flottation à l'air dissous comme clarification secondaire pour
améliorer les performances des systèmes traditionnels.
e) Système biologique à lit fixe
Les eaux usées des abattoirs sont souvent
caractérisées par un rapport N (azote) / DCO (demande chimique en
oxygène) élevé après prétraitement. Par
conséquent, les processus de traitement biologique avec nitrification et
dénitrification sont particulièrement appropriés. Des
agents supplémentaires pour la dénitrification ne sont
généralement pas nécessaires, à condition qu'il n'y
ait pas de dégradation préalable des composés
carbonés. (Tchobnoglous et al. 2014)
Un réacteur biologique à lit fixe en cascade est
un processus fiable et robuste qui peut supporter des surcharges et des
sous-charges sans problème. C'est un système qui a
été testé avec succès dans des usines de
transformation de la viande et qui donne des résultats exceptionnels
pour l'élimination de la DCO, de la DBO5, du phosphore, de l'azote et de
l'ammoniac des eaux usées des abattoirs. (Tchobnoglous et al. 2014)
II.3. REVUE DES TRAVAUX
RECENTS DANS LE DOMAINE
Tout récemment en 2024, des jeunes chercheurs en
génie sanitaire ont publié le résultat de leurs travaux de
fin d'études. Il s'agit deAWONO MBEGA et al., (2024) qui ont
montré que la pollution de l'eau (25%) et de l'air (20%) sont les
principales préoccupations, suivies par la pollution du sol (15%),
sonore (10%), olfactive (10%), thermique (5%), biologique (5%), chimique (5%),
et par les plastiques (5%). Ces pollutions entraînent divers impacts sur
la santé, allant des maladies hydriques et respiratoires aux
intoxications chimiques et perturbations endocriniennes.Ces résultats
sont similaires à ceux observés dans d'autres études,
où les impacts sur la santé des pollutions liées aux
abattoirs sont souvent significatifs (EPA, 2020) et parallèlement une
étude a été faite en 2015 dans les abattoirs celle-ci a
mis en exergue les différents types d'agent pathogènes qui sont
renfermés dans les déchets d'abattoir. Il s'agit entre autresde
charbon bactéridien (Brucellose, Salmonellose, Tuberculose) pouvant
causer des maladies gastroentériques et des et des infections
pulmonaires (Leila, 2015). Elle a conclu son travail en insistant sur le fait
que la gestion des déchets à l'abattoir de Biyem nécessite
des améliorations significatives pour minimiser les impacts
environnementaux et sanitaires. Les mesures actuelles de gestion des
déchets sont insuffisantes et nécessitent une sensibilisation et
une formation accrues du personnel. Les différentes formes de pollution
qu'elle y a identifié soulignent l'importance de mettre en place des
mesures de gestion adéquates pour protéger la santé
publique et l'environnement de Biyem par Ayos.
KAMEGNE KAMTOH et al. (2020) ont constaté à
l'issue d'une étude similaire portant sur le traitement des eaux
usées brassicoles, que les différents résultats montrent
une forte variation des caractéristiques physicochimiques de l'eau au
fil du temps, ce qui implique la nécessité d'un bassin tampon
dans la conception de la station de traitement.Ils ont également conclu
leurs travaux en indiquant que la station de traitement (à sept (07)
unités) conçue pour un traitement poussé permettant de
recycler près de 676 m3 d'eau non potable par heure garanti
un taux de réutilisation de 100%. Son coût d'investissement
calculé par la méthode empirique est de 370 000 000 F cfa Hors
taxes. Par contre, les taxes d'assainissement à payer pour la même
charge polluante s'élèvent à 1 128 100 000 Fcfa. La mise
en place de telles stations de traitement des eaux usées à des
fins de réutilisation pour les usages mineurs en entreprise constitue
une solution durable pour la gestion de la ressource en entreprise avec un
impact important sur la rentabilité économique de l'entreprise.
BISIMWA KAYEYE, (2014)a indiqué à l'issue de ses
recherches que les eaux usées de l'abattoir municipal de la ville de
Bukavu présentent des valeurs desparamètres physico-chimiques
majeurs de pollution qui dépassent relativement lesvaleurs limites
générales des rejets directs et indirects dans le milieu
récepteur, ce qui représente un risque de pollution
environnementale pour cedernier d'où la nécessité d'un
traitement de ces eaux usées brutes.Au terme de l'évaluation de
degré de pollution organique, il a constaté quel'ensemble des
paramètres étudiés (en particulier avec la
DBO5, la DCO et les MES)situent les eaux usées
analysées dans la tranche à concentration moyenne à
élever. Par ailleurs, selon la classification des effluents urbains
réalisée par l'OfficeNational de l'Eau Potable, ces eaux
usées sont 5 à 7 fois plus chargées en matière
organique. En plus de la matière organique,elles contiennent les
quantités adéquates d'azote organique pour subvenir aux
besoinsdes microorganismes épurateurs des systèmes biologiques,
cependant, lesortho phosphates avec des concentrations faibles peuvent
présenter un problème pour le traitement biologique. Il a ensuite
conclu que les eaux usées de ce rejet sont facilement
biodégradables même si les rapports DBO5/DCO et
MES/DBO5 sont élevés.L'examen du rapport
DCO/DBO5 souligne bien le caractère biodégradable des
eaux uséesde l'abattoir auxquelles un traitement biologique paraît
tout à fait convenable.Le traitement de ces eaux usées est
nécessaire afin de produire un effluent qui respecteles normes de rejets
directs et indirects selon le Ministère de l'Environnement (Bisimwa et
al., 2014). L'abattoir ELAKAT génère une eau usée qui
convient au traitement biologique entermes de DBO5, MES, et
substances nutritives (nitrates, nitrites et orthophosphates).Cependant, il
faut tenir compte les caractéristiques physico-chimiques
etmicrobiologiques des eaux usées domestiques mélangées
avec les effluents de l'abattoir.
La pollution environnementale représente toute
altération significative et d'origine humaine de l'état naturel
d'un milieu (air, eau, sol), que cette altération résulte d'une
modification des concentrations des éléments chimiques naturels
(matières organiques, gaz à effet de serre), de l'introduction de
substances synthétiques (pesticides, micropolluants), ou d'une
perturbation des équilibres physiques et biologiques (changement des
flux thermiques, rayonnement, ou introduction d'espèces invasives). Elle
se traduit par une dégradation fonctionnelle de
l'écosystème.(Schwarzenbach et al., 2022).
Les déchets qui polluent l'environnement peuvent se
présenter à l'état gazeux (produits de combustion,
produits volatils, composés chimiques dissipés dans l'air par
évaporation), à l'état liquide (eaux usées, eaux
pluviales et de ruissellement urbain, eaux de ruissellement des Zones
agricoles) ou à l'état solide (ordures ménagères,
résidus divers). La présente étude porte sur les rejets
liquides et elle s'intéresse préférentiellement aux eaux
usées.
CHAPTITRE III :
MATERIELS ET METHODES
III.1. PRESENTATION DE LA ZONE
D'ETUDE
Ebolowa est une communauté urbaine du
Cameroun1, située au coeur de la forêt
équatoriale. C'est le chef-lieu de la région du Sud et du
département de la Mvila. Sur le plan géographique, elle est
située à 158 km au sud de Yaoundé, la capitale politique
du Cameroun. Elle lui est reliée, via Mbalmayo (chef-lieu du
département du Nyong-et-So'o) par un axe routier bitumé, la route
nationale RN2. Elle est par ailleurs reliée aux frontières
gabonaise et équato-guinéenne par un axe de 120 km, et à
Kribi (sur l'océan Atlantique) par deux axes non revêtus, l'un de
160 km via Akom II et l'autre de 180 km via Lolodorf. Elle comptait environ
250.000 habitants en 2019, pour une densité de population
évaluée à 4 464 hab./km2 (CUE), et depuis trois
ans, elle fait l'objet d'une croissance démographique galopante.
Administrativement, la ville est subdivisée en deux (02) arrondissements
qui, se trouvent dans le bassin versant de la rivière Mvila qui compte
d'ailleurs des dizaines d'affluents qui arrosent ces 02 collectivités
territoriales décentralisées (PDU CUE, 2020). Le relief est
très peu accidenté, à l'exception de quelques
perturbations topographiques mineures, l'altitude moyenne variant entre 500
à 700 mètres. Les sols se distinguent essentiellement en deux
(02) types :
· Les sols ferralitiques typiques
caractérisés par l'individualisation des oxydes ou hydroxydes de
fer et d'alumine, de nature jaune, dérivés des roches
métamorphiques diverses. Ils sont issus des roches mères
composées de gneiss ou de migmatites, ou de granites à
pyroxène du socle métamorphique.
· Les sols hydro morphes appartenant aux groupes de
sols à accumulation de matière organique divisés en sol de
marais et sols marécageux.
Le niveau de la nappe phréatique est le plus souvent
très élevé toute l'année : le sol ne sèche
jamais et la transformation des produits végétaux et autres
déchets humains enfouis est fortement inhibée.
Des caractéristiques géomorphologiques et
hydrographiques qui lorsqu'elles sont couplées à une politique
inaboutie en matière d'assainissement, peuvent conduire à de
graves problèmes de santé publique comme c'est encore le cas ces
dix dernières années.
?Décret no 2008/025 du 17 janvier 2008 portant
création de la communauté urbaine d'Ebolowa, in Cameroon Tribune,
no 9018 du vendredi 18 janvier 2008, p. 5
ABATTOIR DE SAINT-CLOUD
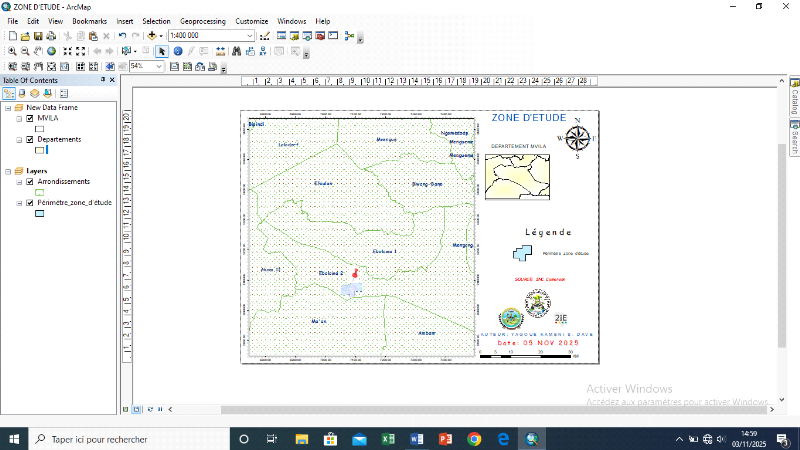
L'abattoir d'Ebolowa se trouve au quartier Oding lieu-dit
`'Saint-Cloud'', dans l'arrondissement d'Ebolowa 2e(Voire fond de
carte ci-dessous), département de la Mvila, Région du Sud
Cameroun.
Figure 1 : Localisation de la zone d'étude
Depuis 2003, la communauté urbaine à
régime spécial avait initié ce projet d'abattoir qui est
resté inachevé. Onze années après, la commune
d'arrondissement d'Ebolowa II a investi 10 millions de Fcfa pour rénover
totalement l'ouvrage. Bâtiment dont la capacité est de 15 boeufs
par jour, avec un sol bétonné, des murs entièrement
carrelés. Un treuil manuel permet de soulever l'animal abattu pour son
habillage, le bâtiment est connecté au réseau de la
Camerounaise des eaux, avec une citerne de réserve d'une capacité
de 6000 litres, don du MINEPIA. (Seh, 2014).
L'étude a été basée sur la
méthode quantitative transversale à visée descriptive,
dans et autour de l'abattoir de saint-cloud à Oding. Cetteapproche nous
a permis de collecter des données à un moment précis pour
décrire lescaractéristiques actuelles de la gestion des
déchets à l'abattoir.Des photographies et de brèves
enquêtes auprès du voisinage et/ou des propriétaires ont
été effectuées en total respect des règles
d'éthique et de respect de l'intimité des répondants.
III.2. ETAT DES LIEUX DE LA
GESTION DES EAUX USEES DE L'ABATTOIR DE SAINT-CLOUD
Dans le processus d'enquête interne, en vue de
l'établissement d'un diagnosticdu mode actuel de gestion des effluents
au sein de l'abattoir, nous avons élaboré et fait valider un
guide d'entretien, puis administré aux opérateurs de l'abattoir.
Les informations collectées sur site ont été
consignées sur la matrice de description du module A de la
méthode MOSAR représenté dans le tableau composite
N°2 suivant.
Tableau 2. Extrait des matrices de description et d'analyse
multicritère suivant la méthode MOSAR
|
Matrice de description fonctionnelle
|
DESIGNATION
|
TYPE (DIB,DIS,DEEE,DAOM)
|
VOLUME mensuel/Annuel moyen
|
Installation génératrice / SS / Poste de
travail
|
Procédé
générateur
|
MODE DE GESTION
|
|
|
Collecte
|
Traitement
|
Rejet direct (Nature)
|
Observation
|
|
|
..........................
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Matrice d'analyse des parties prenantes
|
PARTIE PRENANTE
|
TYPE (Organisation/Institution)
|
RÔLES (Actions à mener dans la gestion des
effluents)
|
RESPONSABILITES (Missions, Obligations, Job
description)
|
Niveau de réalisation des objectifs
(%)
|
ECARTS (%)
|
CONTRAINTES
|
EVALUATION GLOBALE (%)
|
|
|
|
..........................
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Matrice du flux des matières (Identification des
aspects et impacts environnementaux)
|
SERVICES
|
ACTIVITES
|
ASPECTS
|
IMPACTS
|
|
|
|
|
|
.......................
|
INPUT
|
PROCESS
|
OUTPUT
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Matrice d'analyse multicritères par
pondération
|
ASPECTS
|
IMPACTS
|
NUMERO
|
NATURE
|
INTENSITE
|
ETENDUE
|
DUREE
|
REVERSIBILITE
|
EVALUATION ABSOLUE
|
EVALUATION GLOBALE
|
|
..........................
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Grille de cotation multicritère
|
|
Côte
|
Intensité
|
Etendue
|
Durée
|
Réversibilité
|
Fréquence
|
|
|
|
|
Nature
|
1
|
Faible
|
Ponctuelle
|
Limitée
|
Réversible
|
Rare
|
|
|
|
|
-
|
2
|
Moyenne
|
Zonale
|
A-longue
|
Persistant
|
A-fréquent
|
|
|
|
|
+
|
3
|
Forte
|
Locale
|
T-longue
|
Irréversible
|
Permanant
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Planification des solutions endogènes et
exogènes
|
Numéro
|
Parties prenantes
|
Secteur d'activité
|
Problèmes identifiés
|
Causes pertinentes
|
Solutions endogènes
|
Solutions exogènes
|
|
|
|
|
.......................
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Outil d'analyse multicritère par
choix
|
Critères
|
Poids
|
SOLUTIONS
|
|
|
|
|
|
S1
|
S2
|
S3
|
S4
|
|
|
|
|
|
C1
|
A
|
e) A*e
|
i) A*i
|
m) A*m
|
q) A*q
|
|
|
|
|
|
B
|
f) B*f
|
j) B*j
|
n) B*n
|
r) B*r
|
|
|
|
|
|
C3
|
C
|
g) C*g
|
k) C*k
|
o) C*o
|
s) C*s
|
|
|
|
|
|
C4
|
D
|
h) D*h
|
l) D*l
|
p) D*l
|
t) D*t
|
|
|
|
|
|
Note Pondérée
|
Note 1
|
Note 2
|
Note 3
|
Note 4
|
|
|
|
|
|
EG = E+NRO/2
|
EG : Evaluation Globale
E : Ecart
NRO : Niveau de Réalisation des
Objectifs
|
|
EA = I*E*R
|
EG : Evaluation Globale
EA : Evaluation Absolue
E : Etendue
I : Intensité
R : Réversibilité
F : Fréquence
|
|
EG = EA*F
|
|
S = Po*Ct
|
S : Solution
Po : Poids
Ct : Cotation de la solution
Np : Note pondérée
Co : Coût
F : Faisabilité
T : Temps
E : Efficacité
|
|
Np = Co*T*F*E
|
Tableau 2.1. Légende du tableau 2.
III.3. COLLECTE DES
DONNEES
III.3.1. Données
secondaires
La collecte des données de sources secondaires s'est
faite principalement à travers la recherche documentaire,
c'est-à-dire la revue de littérature dans le domaine de la
gestion, traitement et même la valorisation soit matière soit
énergétique des eaux usées industrielles et plus
spécifiquement d'abattoirs. Il s'agit entre autres :
· Des thèses et mémoires, des articles, des
livres, des revues, des documents des sites web, des rapports des projets,
portant sur ce domaine, et dont certains ont été repris au
sous-titre II.3 du présent mémoire ;
· Des documents portant sur la législation, la
réglementation applicable en matière de gestion des
déchets liquides industriels ;
La liste de ces documents est consultable dans la partie
bibliographie de cette étude.
III.3.2. Données
primaires
III.3.2.1. Prélèvements,
échantillonnage et analyses des eaux usées
Les prélèvements et échantillonnages ont
été réalisés dans des conditions définies
par la norme ISO 5667/2 et le guide des techniques d'échantillonnage. En
effet, nos prélèvements ont été fait
derrière le bâtiment de l'abattoir, au sortir des canalisations
externes pour les eaux usées brutes, pendant quelques jours
consécutifs sur le même point. Nous avons prélevé
trois(03) échantillons pour mesurer des paramètres
physicochimiques généraux, à l'aide des bouteilles en PEBD
et en verre de 0,5 ml adaptées pour les mesures de DBO5 et de
DCO.
La conservation des échantillons a été
faite à 4°C dans une glacière remplie de glaçons
depuis le terrain jusqu'au laboratoire. Le transport des échantillons
s'est fait par pick-up jusqu'au laboratoire, dans le cas
d'échantillonnage indirect. De manière plus spécifique,
nous présenterons la méthode d'analyse de chaque paramètre
ainsi que le mode opératoire utilisé. (ISO 5667-1 :2020)
a) Détermination du TH
Le T.H indique la qualité douce ou dure d'une eau. La
douceur d'une eau est à l'origine du phénomène de
corrosion sur les conduites. Il est important de le mesurer aussi bien pour
l'entretien de la station que pour un traitement adéquat. (KamegneKamtoh
et al., 2020). Il a été déterminé par la
méthode titrimétrique. Cette méthode consiste à
utiliser une solution de titre connu pour déterminer la
concentration/titre de la solution à analyser.
b) Détermination du TA
Le T.A précisé dans la norme par la
dénomination "bicarbonates" est un paramètre d'une importance
majeur pour éviter l'entartrage des conduites mais aussi pour respecter
les paramètres organoleptiques de l'eau (incolore). Nous l'avons
déterminé par la méthode titrimétrique.
(Degrémont, 2020).
c) Détermination du TAC
Le T.A.C précisé dans la norme par la même
dénomination que le T.A, est également un paramètre d'une
importance majeur pour éviter l'entartrage des conduites mais aussi pour
respecter les paramètres organoleptiques de l'eau (incolore). Il a
été déterminé par la méthode
titrimétrique en continuant le dosage du T.A. (Degrémont,
2020).
d) Mesure du pH
Le pH est un paramètre incontournable pour le
traitement de l'eau : il conditionne une grande partie des
procédés des traitements physico-chimiques et biologiques. La
mesure du pH a été faite selon la méthode
électrochimique à l'aide d'un multimètre (oxymètre
et pH-mètre). (ISO 10523:2008)
e) Mesure de la conductivité
La conductivité donne des indices sur la
minéralisation d'une eau ou sa charge en ions. Nous l'avons
déterminé par la méthode électrochimique à
l'aide d'un conductimètre. (NF EN 27888)
f) Mesure des TDS
Les sels totaux dissous donnent des indices sur la charge en
ions salins d'une eau. En absence d'ions alcalins et d'autres ions, ils se
réfèrent à la conductivité. Nous l'avons obtenu par
la méthode électrochimique à l'aide d'un TDS-testeur.
(Degrémont, 2020).
g) Mesure de la DBO5
La demande biologique en oxygène est un
paramètre capital pour le traitement d'une eau. Il caractérise la
respiration des microorganismes pendant 5 jours à 20 °C. Elle a
été déterminée par la méthode
électrochimique à l'aide d'un multimètre (oxymètre
et pH-mètre) selon le mode opératoire suivant :Après
mesure directe de la teneur en oxygène dissous dans le rejet, nous avons
prélevé un échantillon d'eau usée dans une
bouteille en verre DBO5 de 350 ml de contenance de façon
à remplir la bouteille. Après incubation pendant 5 jours dans une
étuve à 20 °C, nous avons déterminé une fois
de plus la teneur en oxygène dissous. La différence de mesure
entre l'oxygène dissous initial et l'oxygène dissous après
5 jours est la DBO5 obtenue. (ISO 5815-1:2018)
h) Mesure de l'azote total et du
phosphore total
Le phosphore et l'azote sont des éléments
responsables de l'eutrophisation des milieux aquatiques. Leur dosage permet de
déterminer avec précision la charge polluante de l'eau à
éliminer. L'azote présent dans l'eau usée peut avoir un
caractère organique ou minéral.
L'azote organique est principalement un constituant des
protéines, des polypeptides, des acides aminés et de
l'urée. L'azote minéral qui comprend l'ammonium
(NH4+), les Nitrites (NO2-) et les
Nitrates (NO3-) constitue la majeure partie de l'azote
total. Nous avons déterminé leurs teneurs par la méthode
colorimétrique à l'aide d'un spectrophotomètre avec pour
réactifs du molybdate d'Ammonium avec des flacons
d'échantillonnage en verre. (Metcalf et al., 2014)
III.3.2.2. Enquêtes internes et externes
Bien que l'étude soit basée sur la
méthode quantitative transversale à visée descriptive, le
recours aux interviews des principaux groupes d'acteurs (Employés de
l'abattoir, population riveraines et formations sanitaires alentours)
était indispensable, avec l'aide de l'échantillonnage
probabiliste, et plus précisément l'échantillonnage
aléatoire simple pour chaque groupe. Ne disposant pas d'une liste
numérotée et complète des individus (unité
statistique) de la population mère, cette démarche a d'ailleurs
permis de minimiser le coût et le temps d'enquête. Pour
l'enquête auprès des ménages alentours à l'abattoir,
après avoir identifié les maisons dans la zone d'étude,
seuls les chefs de famille (père ou mère) et volontaires
d'échanger avec les enquêteurs ont été
interviewés sous anonymat. C'est ainsi que nous avons pu enquêter
trente-six personnes (employés d'abattoir, riverains et responsables de
formations sanitaires environnantes), à l'aide d'un questionnaire
annexé au présent mémoire. L'instrument de collecte a
été validé par les encadreurs et le pré-test
effectué sur site à Saint-Cloud. Pour ce qui est du SIG, un GPS
mono fréquence, un drone DGI Phantom 4 Pro ; des logiciels ArcGis
Pro, Adobe et ArchiCad 26 ont été mis à contribution.
III.4. MESURE DE DEBIT
Pour estimer le débit, nous avons utilisé la
méthode du jaugeage au flotteur. Cette méthode ne prend en compte
que les vitesses dans la tranche superficielle de l'écoulement, soit
environ les 20 premiers centimètres. Le déplacement horizontal
d'un flotteur durant un temps t permet de
déterminer la vitesse de l'écoulement de surface. L'estimation du
débit est obtenue par calcul :
Avec Q en m3/s ; Vmax en m/s = vitesse
maximale de surface L (m) = largeur utile (coulante). Pm (m) est la profondeur
moyenne. La profondeur moyenne est obtenue à l'aide d'un
limnimètre par mesure à différentes profondeurs de la
section considérée.
Le débit de pointe par temps sec
(Qpts)

 - -  Si Qmoy.h = 2,8L/s Si Qmoy.h = 2,8L/s
 - -  Si Qmoy.h = 2,8L/s Si Qmoy.h = 2,8L/s
Le débit de pointe en temps de pluie
(Qptp)

L'équivalent habitant EH

Cr = Coefficient de rejet = 80%
D = dotation (L/Hab/J). L'habitant ici c'est la bête
à saigner.
III.5. BASES ET FORMULES DE
DIMENSIONNEMENT DE LA STATION DE TRAITEMENT
Cette partie présentera les formules utilisées
pour le dimensionnement de la station de traitement ainsi que les bases de
dimensionnement utilisées.
III.5.1. Bases de
dimensionnement
Les charges polluantes
La charge de différents polluants est donnée par
la relation suivante :La charge en matière polluante = C * Qj (kg/j)
C : La concentration de La matière polluante dans l'eau
à épurée en (mg/L)Qj: Le débit total journalier
entré à la STEP
a) La charge moyenne journalière en DBO5
(L0)L0 = CDBO5 * Qjb
b) La charge moyenne journalière en DCO
(DCO0)DCO0 = CDCO * Qj (kg/j)
c) La charge moyenne journalière en MES
(MES0)MES0 = CMES * Qj (kg/j)
d) La charge moyenne journalière en azote (N)N =
CN * Qj (kg/j)
e) La charge moyenne journalière en Phosphore (P)P =
CP * Qj(kg/j)
Prétraitement
Ø Dégrillage
Pour le calcul des paramètres de la grille, on utilise
la méthode de KIRSCHMER
a) Largeur de la grilleLa largeur de la grille est
donnée par l'expression suivante :
L : Largeur de la grille
(m)S : Surface de passage de l'effluent
(m2)á: Angle d'inclinaison de la grille par
rapport { l'horizontal (60° à 80°)Hmax:
Hauteur maximum admissible de l'eau sur une grille, Hmax = (0,15 à
1,5m).â: Fraction de surface occupée par les
barreaux.

d: Epaisseur des barreaux
(cm)e: Espacement des barreaux (cm).
|
PARAMETRE
|
GRILLE GROSSIERE
|
GRILLE FINE
|
|
d(cm)
|
2
|
1
|
|
e(cm)
|
5
|
2
|
Tableau 3. Espacement et épaisseur des barreaux
ó: Coefficient de colmatage de
grille.
Ø Pour une grille manuelle, ó = (0,1 à
0,3)
Ø Pour une grille mécanique, ó = (0,4
à 0,5).
b) Surface de passage de l'effluent

Qpts : Débit de pointe en
temps sec (m3/s)
V : Vitesse de passage à travers la
grille (m/s)
· Pour un réseau séparatif, v = (0,3
à 1 m/s)
· Pour un réseau unitaire, v = (1,2 m/s).
c) Calcul des pertes de charge
KIRSCHMER a établi une relation entre la perte de
charge et le coefficient de forme des barreaux et l'angle de la grille avec
l'horizontale.
Avec :ÄH : La perte de charge
(m)F : Le coefficient de forme des barreauxg
: Accélération de la pesanteur (9,81
m/s2)d/e: Épaisseur des barreaux /
espacement entre les barreaux (cm)V : vitesse
d'écoulement dans la grille (0,8 m/s)á : Angle
d'inclinaison de la grille avec l'horizontal ( = 60°)
d) Dimensionnement des bassins de
dessableur-déshuileur
Pour la décantation des particules il faut
vérifier la condition suivante :
L : Longueur du bassin (m)H
: Profondeur du bassin (H = 1 à 3 m)Ve : La vitesse
horizontale (vitesse d'écoulement est Ve = 0,2 à 0,5
m/s)Vs : La vitesse de sédimentation (la vitesse Vs =
10 à 15 m/h pour le débit de pointe en temps sec et Ve = 40
à 70 m/h pour le débit de pointe en temps de
pluie)L/H : varier de 10 à 15T : Le
temps de séjour et compris entre 3 à 10 minute au débit de
pointe.
Le volume du bassin (V) :

La surface horizontale (Sh) :

La longueur (L) :
La largeur (l) :
Le volume d'air à insuffler dans le dessableur varie de
1 à 1,5 m3 d'air /m3 d'eau.

V : Volume d'air à injecter (m3), on prend V
= 1,5 m3Qpts : débit de pointe en temps sec
(m3/s)
Traitement secondaire et biologique
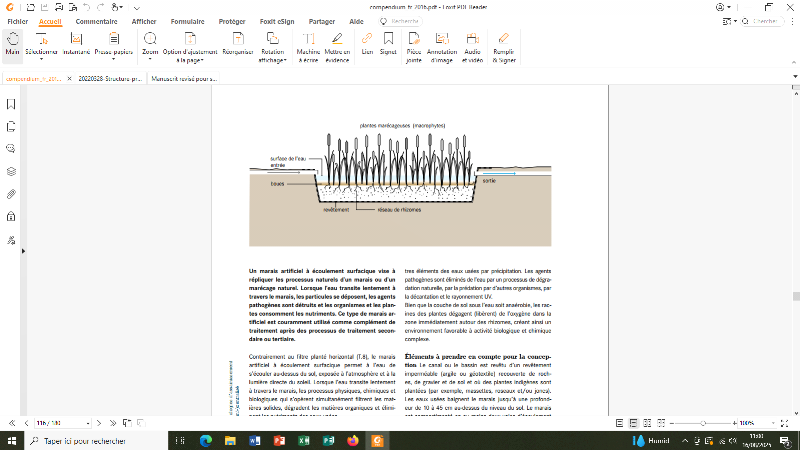
a) Choix du dispositif
Le procédé proposé est basé sur le
marais artificiel à écoulement surfacique.
Figure 2 : Schéma descriptif d'un marais artificiel
à écoulement surfacique
Source : (Eawag, 2016)
Un marais artificiel à écoulement surfacique
vise à répliquer les processus naturels d'un marais ou d'un
marécage naturel. Lorsque l'eau transite lentement à travers le
marais, les particules se déposent, les agents pathogènes sont
détruits et les organismes et les plantes consomment les nutriments. Ce
type de marais artificiel est choisi en raison de l'affleurement de la nappe
phréatique et la forte proximité avec la rivière
BENGO.
Contrairement au filtre planté, le marais artificiel
à écoulement surfacique permet à l'eau de s'écouler
au-dessus du sol, exposée à l'atmosphère et à la
lumière directe du soleil. Lorsque l'eau transite lentement à
travers le marais, les processus physiques, chimiques et biologiques qui
s'opèrent simultanément filtrent les matières solides,
dégradent les matières organiques et éliminent les
nutriments des eaux usées.
Les eaux noires brutes doivent être préalablement
traitées pour empêcher une accumulation excessive de
matières solides et d'ordures. Une fois dans le bassin, les particules
les plus grossières se déposent, ce qui retient également
les nutriments qui y sont fixés. Les plantes et les colonies de
microorganismes qu'elles abritent (sur les tiges et les racines)
prélèvent des nutriments comme l'azote et le phosphore. Des
réactions chimiques peuvent entraîner une séparation
d'autres éléments des eaux usées par précipitation.
Les agents pathogènes sont éliminés de l'eau par un
processus de dégradation naturelle, par la prédation par d'autres
organismes, par la décantation et le rayonnement UV.
Bien que la couche de sol sous l'eau soit anaérobie,
les racines des plantes dégagent (libèrent) de l'oxygène
dans la zone immédiatement autour des rhizomes, créant ainsi un
environnement favorable à activité biologique et chimique
complexe.
b) Éléments à prendre en compte pour la
conception
Le canal ou le bassin sera revêtu d'un revêtement
imperméable (argile ou géotextile) recouverte de roches, de
gravier et de sol et où des plantes indigènes sont
plantées (pour notre projet, nous utiliserons Phragmites
australis, une graminée vivace qui pousse dans les zones humides
polluées et les abords de cours d'eau). (Eawag, 2016)
Les eaux usées baignent le marais jusqu'à une
profondeur de 10 à 45 cm au-dessus du niveau du sol. Le marais est
compartimenté en au moins deux voies d'écoulement
indépendantes. Le nombre de compartiments en série dépend
de l'objectif de traitement. L'efficacité du marais artificiel à
écoulement surfacique dépend également de la bonne
distribution d'eau au niveau de l'entrée. Les eaux usées peuvent
être introduites dans le marais à l'aide de déversoirs ou
en perçant des trous dans une conduite d'alimentation, afin d'assurer
une distribution homogène à intervalles réguliers.
c) Rendement d'élimination

  = Concentration de DBO5 = Concentration de DBO5
d) Dimensions du bassin
- Le volume total du bassin
Cv : La charge volumique en (kg DBO5/
j/m3)Lo : La charge en DBO5 à l'entrée du
bassin d'aération en (kg DBO5/j)V : Le volume du bassin en
(m3)
- Le volume pour un bassin Vu = V/2
- La hauteur du bassin : Elle est
généralement prise entre 3 et 5m. Soit H=4m.
- La surface horizontale du bassin

- La surface utile pour un bassin Shu = Sh/2
- Les longueur et largeur du bassin
Si on prend : L=2l,  
- Le temps de séjour

  , V = volume du bassin (en m3) et Q = le
débit d'entrée dans ledit bassin (en m3/s) , V = volume du bassin (en m3) et Q = le
débit d'entrée dans ledit bassin (en m3/s)
Tout au long de l'étude, il a été
évaluée la quantité d'eau moyenne pour traiter une
carcasse à cinquante litres (50L). En partant sur la base de dix (10)
têtes par jour, on obtient environ 500L (500 cm3) d'EU
produites, et dont 1000L (1m3) d'eaux usées tous les deux
jours qui rentreront dans le système. C'est-à-dire qu'il faudra
environ soixante (60) jours pour que le bassin de stockage se remplisse. Or,
dans la phase de prétraitement, on a :
  Avec S : Surface de passage de l'effluent (m2) ; Q
: Débit de pointe (m3/s), Vmax: Vitesse maximale
de passage de l'effluent (m/s). Pour un réseau séparatif, car
l'eau de pluie ne va pas influer sur le système on prendra
Vmax = 1 m/s. Alors Avec S : Surface de passage de l'effluent (m2) ; Q
: Débit de pointe (m3/s), Vmax: Vitesse maximale
de passage de l'effluent (m/s). Pour un réseau séparatif, car
l'eau de pluie ne va pas influer sur le système on prendra
Vmax = 1 m/s. Alors  
e) Les charges
La charge en DBO5 à la sortie du bassin.
Selon les normes, Ls = Ss * Qj
La charge polluante en DBO5 éliminée.
Le = Lo - Ls
La masse de boues dans le bassin. Xa=
Lo/Cm
Concentration de boues dans le bassin. [Xa] =
Xa/V
III.6. VALORISATION DES BOUES
ET DE L'EAU TRAITEE
III.6.1. Typologie des
boues
Les boues des stations d'épuration sont les principaux
déchets produits par une station d'épuration à partir des
effluents liquides. On distingue les différentes boues suivantes :
III.6.1.1. Boues primaires
Elles sont issues du traitement primaire et sont produites par
simple décantation, en tête de station d'épuration. Ces
boues sont fraîches, c'est-à-dire non stabilisées. De par
la nature des nouvelles installations, elles tendent à
disparaître. (Gilot et al., 2018)
III.6.1.2. Boues secondaires
Qui résultent de l'activité vitale des
micro-organismes, les boues ont une structure floculée et sont
séparées dans des décanteurs secondaires ; dans les
filtres biologiques (lits bactériens). Il s'agit de boues des lits
bactériens prélevées dans les décanteurs
secondaires dans les bassins de boues activées. La plus grande partie
est recerclée dans les bassins comme boues de retour et seules les boues
en excès sont évacuées(Metcalf et al., 2014).
III.6.1.3. Boues mixtes
Le mélange de boues primaires et secondaires conduit
à l'obtention des boues mixtes, leur composition est dépendante
de quantité de boues primaires et secondaires qui sont
mélangés(ANDRIANONY, 2012).
Les boues physico-chimiques sont une variante de ce type de
boue. Ici, les matières organiques particulaires ou colloïdales
contenues dans les eaux usées sont agglomérées par
addition d'un réactif coagulant (sels de fer ou d'aluminium) ; 90% de
MES peuvent ainsi être captées. Séparées par
décantation, les boues obtenues renferment une partie importante de sels
minéraux issus des eaux brutes et de l'agent coagulant. (Amorce, 2012).
III.6.2.
Procédés de traitement des boues
À la sortie des filières de traitement des eaux,
les boues contiennent environ 95-99% d'eau. Dans le cadre de notre
étude, nous envisageons utiliser comme technique complémentaire
de traitement le séchage. Le séchage est une opération
unitaire du traitement des boues consistant à évaporer de l'eau
libre et liée. Plusieurs techniques de séchage sont ainsi
envisageables :
Ø Lit de séchage :
· Séchage solaire
· Lit de sable
· Lagune de séchage
· Lit planté des macrophytes
Ø Séchage thermique
· Séchage direct
· Séchage indirect
Compte tenu des réalités topographiques de la
zone d'étude, nous choisirons le lit de séchage, plus
explicitement le lit de sable.
III.6.2.1. Lit de sable
Ce procédé est basé sur la simple
propriété filtrante des sables. Pour éviter toute
contamination des sols, le lieu et les modalités d'épandage des
boues sur ces lits font l'objet d'une surveillance rigoureuse.
Le procédé consiste à épandre les
boues (d'environ 30cm d'épaisseur) sur un lit de sable
(étalé sur des couches de granulométrie plus importante
comportant un réseau de drainage) pour permettre l'absorption de l'eau
interstitielle par le sable. Ensuite intervient une évaporation qui
augmente la siccité des boues, jusqu'à 60% dans les conditions
les plus favorables.
III.6.3. Valorisation
matière des boues
Après l'étape de déshydratation, les
boues doivent subir deux étapes transitoires avant la valorisation, il
s'agit de la stabilisation et de l'hygiénisation.
La stabilisation consiste à réduire au maximum
l'activité biologique de dégradation des boues et plus
particulièrement leur fermentation. Elle réduit fortement la
nuisance olfactive, les émissions de méthane, les risques de
lixiviation, les populations bactériennes et la Demande Biologique en
Oxygène (DBO5).
L'hygiénisation est, quant à elle,
destinée à réduire la présence d'agents
pathogènes dans les boues afin d'éviter une contamination
éventuelle dans le cas d'une utilisation pour la valorisation d'un
écosystème (épandage ou revégétalisation par
exemple). Ces deux étapes peuvent être assurées de
manière biologique, chimique ou physique.(Metcalf et al., 2014).
III.6.3.1. Le compostage
Le compostage est une dégradation par voie
aérobie des éléments organiques fermentescibles des
boues. Ce procédé conduit à la formation d'un produit,
appelé compost riche en matières humiques, mais également
à des dégagements de gaz carbonique, d'ammoniaque, d'eau, d'azote
et de chaleur. Il nécessite un apport en oxygène, en eau et en
matières organiques, sources de carbone et d'azote, pour assurer une
croissance suffisante des bactéries aérobies. Les matières
organiques sont dégradées en phases successives, ce qui permet de
déterminer le degré de maturation du produit.
Le compostage présente deux principaux avantages, celui
de stabiliser mais aussi celui d'hygiéniser un « déchet
» pour en faire un « produit » conforme à la norme NFU
44-095. 5 (Astee, 2020).
III.6.3.2. Le Co-compostage
Les boues ne sont pas « auto-compostables » à
cause de leur humidité trop élevée (malgré
l'épaississement et la déshydratation préalables), de
l'absence d'élément structurant et d'un rapport carbone / azote
(C/N) trop faible. Il faut donc mélanger les boues avec un support
structurant carboné apportant une source supplémentaire de
carbone et facilitant l'aération. Puisque dans le voisinage
immédiat nous avons une scierie et des unités artisanales de
fabrication du charbon, nous envisageons dans le cadre de cette étude,
utiliser des écorces, des copeaux, des déchets verts, des rafles
de maïs ou de la paille.
A la fin du cycle de compostage, le support structurant est
souvent criblé afin de le recycler, ce qui permet une diminution des
approvisionnements. Par exemple, lors de l'utilisation d'écorces, le
criblage peut être effectué après la phase de fermentation
du compost et avant la phase de maturation. Cela permet le recyclage du
substrat grossier et un meilleur contrôle de la granulométrie du
compost. (ADEME, 2024).
Après le processus de fermentation aérobie,
d'affinage et de maturation du produit qui complèteront le cycle
à une centaine de jours, le compost pourra être conditionné
et vendu aux agriculteurs, mettant ainsi en évidence un exemple
d'import-substitution tel que prôné par le gouvernement.
III.6.3. Valorisation de l'eau
traitée
La consommation d'eau de ville varie considérablement
dans le secteur, mais dans tous les cas, un abattoir typique
génère une grande quantité d'eaux usées provenant
du processus d'abattage et du nettoyage des installations. C'est pourquoi la
réutilisation de l'eau et la récupération de sous-produits
de valeur à partir des effluents de la transformation de la viande sont
une tendance croissante dans le secteur agroalimentaire. (Celia Ibañez,
2023).
Les eaux usées traitées provenant de l'abattoir
pourront être réutilisées à diverses fins, en
fonction de la qualité de l'eau traitée et des exigences
spécifiques :
- Irrigation agricole : l'eau traitée pourra être
utilisée pour l'irrigation des cultures agricoles, à condition
qu'elle réponde aux normes de qualité et aux exigences
réglementaires établies pour la protection de la santé
humaine et de l'environnement.
- Utilisation industrielle : dans le cas d'espèce, pour
pallier au déficit observé dans l'approvisionnement en eau de
l'abattoir de Saint-Cloud, l'eau traitée pourra être
récupérée et stockée dans des futs de couleurs
sombres et disposés dans le bâtiment pour le nettoyage, le lavage
des équipements, les chasses d'eau ou d'autres utilisations non potables
qui ne nécessitent pas une eau de qualité potable.Par ailleurs,
une autre solution automatisée est proposée pour un transport
direct de l'eau traitée du cubitenair (installé au sortir du
système) vers le bâtiment à l'aide d'une pompe
alimentée à l'énergie solaire. La canalisation sera
raccordée à un robinet pour servir comme source
d'approvisionnement secondaire en eau.
III.7. TRAITEMENT DES
DONNEES
L'ensemble des données primaires recueillies par
catégories dans notre étude, a subi différentes
étapes de traitement. En effet, pour ce qui est de l'enquête
auprès des ménages, employés et usagers de l'abattoir, les
questionnaires ont été administrés grâce à
l'outil KoboCollect APK (pour android) et les données traitées
par les progiciels gratuits d'exploration des données : Tanagra et
Excel 2019. Ces mêmes outils nous ont également permis de traiter
les données reçues du laboratoire. Pour finir, les informations
collectées sur site ont été consignées sur la
matrice de description du module A de la méthode MOSAR, qui est une
Méthode Organisée Systémique d'Analyse des Risques. Elle
consiste en la décomposition du système à étudier
en sous-systèmes (ou sous-unités), à étudier chaque
sous-système indépendamment ainsi que les interactions possibles
entre ceux-ci.
CHAPTITRE IV :
RESULTATS ET DISCUSSION
IV.1. DESCRIPTION DE L'ETUDE
DIAGNOSTIQUE DU MODE DE GESTION DES EAUX USEES DE L'ABATTOIR
Pour atteindre cet objectif spécifique, deux examens
systématiques préalables ont été retenu :
l'Audit Environnemental du bâtiment et de ses installations et l'Etude
d'Impact Environnemental et Social du système optimisé
proposé. Il y a été question de mettre en évidence
les impacts des activités sur les écosystèmes voisins de
l'abattoir de Saint-Cloud, aux travers d'interview direct des employés
de la structure, des ménages et formations sanitaires dans le voisinage.
Pour ce fait, la matrice descriptive du module A de MOSAR (Tableau 3) qui
présente de façon détaillée ; le poste de
travail, les modes de gestion des déchets, les types et quantités
produits dans l'abattoir a permis d'identifier les différents effluents
solides et liquides générés lors du processus d'abattage
des bovins au sein de l'abattoir de Saint-Cloud.
IV.1.1. Rôle des parties
prenantes dans la gestion des rejets de l'abattoir
Tableau 4. Matrice d'analyse des parties prenantes dans la
gestion des effluents de l'abattoir.
|
PARTIE PRENANTE
|
TYPE (D'ORGANISATION OU INSTITUTION)
|
RÔLES (ACTIONS A MENER DANS LA GESTION DES
DECHETS)
|
RESPONSABILITES
|
NIVEAU DE REALISATION DES OBJECTIFS (%)
|
ECART (%)
|
CONTRAINTES DANS LA REALISATION DES
OBJECTIFS
|
EVALUATION GLOBALE DANS LA GESTION DES DECHETS
D'ABATTOIR (%)
|
|
Personnel de l'abattoir
|
Privé
|
Garant du cycle de gestion des déchets dans leurs
différents procédés d'abattage
|
Promotion et commercialisation de la viande de boeuf
|
12%
|
88%
|
Abattoir traditionnel; pas de matériel; système
d'approvisionnement en eau en panne; pas de système de collecte; de
traitement et de valorisation des déchets (25%)
|
35%
|
|
CUE
|
Etablissement public de coopération intercommunale
|
Garant du suivi de l'hygiène et de la
salubrité de l'espace urbain et ses environs
|
Développement et aménagement économique
social et culturel de l'espace communautaire; Protection et mise en valeur de
l'environnement et de politique du cadre de vie; Promouvoir le bien-être
sur le plan économique, sanitaire, culturel,social
|
10%
|
90%
|
Insuffisance d'expertise (30%)
|
35%
|
|
DD/MINEPDED
|
Publique
|
Elle est chargée de réaliser les audits,
contrôles, inspections, sanctions, surveillance, suivi de toutes les
installations qui peuvent nuire à la commodité environnemental et
sociale.
|
Elaboration, mise en oeuvre et suivi de la politique nationale
en matière d'environnement; Planification de la gestion durable des
ressources naturelles; Proposition des mesures correctives pour les milieux
contaminés; Elle doit faire le suivi de la mise en oeuvre des PGES et
NIE dans la Mvila
|
30%
|
70%
|
Contraintes politique, financière, humaine (15%)
|
42,50%
|
|
DD/MINEPIA
|
Publique
|
Elle est en charge entre autres du contrôle et inspection
sanitaire vétérinaire, du suivi des activités des
organisations professionnelles et interprofessionnelles du secteur, et de la
distribution du matériel technique et médicament.
|
Développement des productions et des industries
animales, des pâturages et des hydrauliques pastoraux ; Encadrement et
appui des activités des organisations professionnelles et
interprofessionnelles du secteur de l'élevage, des pêches ; et
l'industrie animale.
|
50%
|
50%
|
Contraintes politique, financière, humaine (20%)
|
35%
|
|
Population environnante
|
Publique
|
Obligation de signaler tout désagrément
d'incommodité auprès des institutions agrées
|
Doit se rassurer du suivi des conditions d'assainissement au
sein de leur agglomérations; Gestion appropriée de leurs ordures
ménagères ; approvisionnement en eau et pratique de
pêche dans la rivière Bengo ; latrines à fosses.
|
35%
|
65%
|
Insuffisance d'information; laxisme; manque
d'implication ; mauvaise pratique HSE (40%)
|
30%
|
|
Groupe Hysacam S.A
|
Privé
|
Elle assure la propreté intégrale au sein de la
ville
|
Collecte quotidienne porte àporte et à point
fixe, nettoiement des chaussées revêtues, places publiques et
marchés, traitement et valorisation (Hysacam). Gestion des eaux
usées et curage + aménagement des cours d'eaux (SECA)
|
70%
|
30%
|
Contraintes financières,insuffisance d'information etde
sensibilisation (10%)
|
20%
|
De cette matrice, six (06) parties prenantes interviennent
dans la gestion des déchets de l'abattoir municipal d'Ebolowa, à
savoir : l'ensemble du personnel ; la Mairie ; les Sectorielles
du MINEPDED et du MINEPIA ; les populations environnantes et le groupe
Hysacam S.A.
Pour chaque partie prenante, les rôles et
responsabilités ont été déterminés. Mais
fort est de constater qu'il existe des écarts considérables entre
ce qui est prévu et ce qui est fait pour atteindre les objectifs. Le
diagramme représenté à la figure 3 présente le
niveau de réalisation desdits objectifs, de même que les
écarts et évaluation globale de gestion des déchets issus
de l'abattoir de Saint-Cloud pour chaque PP. Suivant les données de
cette matrice, nous pouvons déduire que ces déchets sont
regroupés en deux grandes catégories :
Ø Les déchets industriels spéciaux (DIS)
tels qu'eaux de lavage, sang souillé, abats et viande saisie, exsudats
et autres matières stercoraires...
Ø Les déchets industriels banaux (DIB) à
savoir papier et plastique usagés, os, cornes, fèces...
Les représentations graphiques suivantes indiquent les
différentes proportions produites quotidiennement sur site.
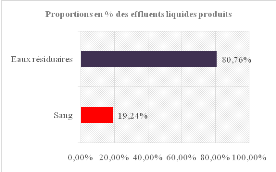
Figure 3 : Représentations graphiques des proportions
des déchets produits.
A l'analyse, les proportions les plus importantes des
déchets et effluents produits sur le site sont les eaux
résiduaires (80,76%). Malheureusement, aucun dispositif ou
mécanisme n'est prévu pour le traitement avant rejet dans le
cours d'eau adjacent Bengo. Il en est d'ailleurs de même pour les
matières stercoraires (65,57%), car aucun mode gestion écologique
et durable n'a été prévu. En rappel, l'outil
utilisé pour récolter et traiter ces informations sur site est un
extrait de la grille de description des installations selon le module A de
MOSAR, qui comporte d'ailleurs quelques limites sur le plan structurel, car la
seule rubrique exploitée étant la description de l'installation
en postes de travail au sein de l'abattoir.
De cette matrice ; il ressort donc que chaque
procédé d'abattage génère un type de déchet
spécial pour neuf autres identifiés avec des volumes bien
précis. Il est également à constater qu'il n'existe aucun
mécanisme ou système de collecte et/ou traitement de ces
déchets ; car majoritairement disposés du bâtiment
pour les déchets solides, ou dans le cours d'eau directement pour les
effluents liquides, polluant ainsi grandement les différents milieux
récepteurs.
Les résultats obtenus sur le type des déchets et
le mode de traitement sont quasi similaires à ceux obtenus par Kamdom
(2019) et Watchang (2021) où les eaux résiduaires
représentent la plus grande part des effluents produits à
l'abattoir (60%) et 40% des matières stercoraires. D'ailleurs, la
différence observée s'explique par le fait que l'abattoir de
Saint-Cloud ne dispose pas de système efficace de gestion des
déchets solides produits après abattage, ce qui entraine une
utilisation abondante d'eau pour le nettoyage des zones de travail.
Les résultats obtenus sur l'état de
salubrité de l'abattoir se rapprochent de ceux rapportés par
Watchang (2021) et Reounodji (2015) où la gestion des abattoirs fait
face à de grandes difficultés. En effet il y a été
identifié des aspects rendant la structure et ses environs insalubres.
Le déversement anarchique et l'accumulation des eaux usées issues
de l'abattoir dans le milieu récepteur voisin provoquent la
dégradation de l'aspect esthétique du paysage. Les
matières stercoraires et eaux usées non traitées
dégagent après quelques jours d'accumulation des odeurs
pestilentielles, dégradant ainsi la qualité de l'air
respirée par le personnel et le voisinage, non sans attirer plusieurs
espèces d'insectes et arthropodes vecteurs de maladies.
Les eaux résiduaires contenant du sang ruissellent vers
la rivière Bengo, affectant ainsi la flore et la faune aquatique. Des
résultats qui peuvent être croisés aux rôles des
parties prenantes dans cette gestion des rejets, comme l'indique la figure 4
suivante.

Figure 4 : Représentations graphiques des rôles et
responsabilités des différentes PP.
Il ressort du diagramme des rôles et
responsabilités entre les différentes parties prenantes (figure
4) que celles-ci ont du mal à réaliser leurs objectifs. Le
personnel de l'abattoir (37,5%) ; la CUE (35%) et la
délégation départementale de l'élevage (35%) ; Les
populations environnantes (30%) ; la délégation
départementale de l'environnement (42,5%) et le groupe Hysacam 20%. Cela
se traduit par le fait que les enquêtes auprès de de chaque PP a
permis de déterminer les contraintes empêchant l'atteinte des
différents objectifs. A cet effet, les écarts suivants ont
été recensés:
· Insuffisance d'information et de sensibilisation
verticale et horizontale ;
· La mauvaise politique de l'administration qui
élabore le règlement intérieur et le budget de l'abattoir
qui n'accorde pas du prix à la gestion des déchets en parlant de
l'insuffisance de ressources financières ;
· Insuffisance de matériel adéquat pour la
gestion des déchets d'abattoir ;
· Insuffisance dans l'organisation pour la gestion des
déchets solides ;
· L'absence de contrat et de prestataire local
sérieux pour la gestion des effluents liquides.
Les résultats
obtenus sur l'état des lieux des parties prenantes se rapprochent de
ceux de Ze(2020) qui a pu identifier sept(07) acteurs intervenant dans la mise
en oeuvre de la politique de gestion des déchets solides urbains dans la
ville d'Ebolowa.Parmi ces acteurs, ce dernier a identifié :
l'état,collectivité territorial décentralisé, les
ONG,les organisations de la société civile, les
parlementaires,les médias ; et le privé.Il ressort clairement les
différentes relations qui existent entre chaque acteur
(unilatéral et bilatéral) afin de montrer le niveau d'implication
de chaque acteur.
Ainsi, conformément
à la réglementation en vigueur au Cameroun (Décret N°
2005/0577/PM du 23 février 2005), tout projet soumis à une
évaluation environnementale doit intégrer dans sa mise en oeuvre
les attentes et préoccupations de toutes les parties prenantes
particulièrement celles des populations riveraines.
IV.1.2. Identification et évaluation des impacts sur
l'environnement
Tableau 5. Matrice du flux des matières.
|
Services/Unités
|
Input
|
Procédé
|
Output
|
Aspects
|
Impacts
|
|
Réception
|
Comptage des espèces
|
|
RH
|
Echange avec les parties prenantes
|
Conclusion d'information
|
Malentendu
|
Conflits
|
|
Transfert de l'information sur la disponibilité
du cheptel
|
|
RH, quantité du cheptel
|
Information
|
Validation, approbation
|
Consignation de l'information
|
Organisations des autres opérations
|
|
Saignée
|
Coupure des bovins
|
|
Bovin;Matériels de coupure, RH
|
Dépiéçage; Vidage du sang de l'animal
|
Animaux morts; Matériels souillés; Rejet de sang
souillé
|
Déversement anarchique du sang souillé;
Exploitation des boeufs morts pour la commercialisation de la viande
|
Risque d'accident majeur; Pollution du sol; Nuisance olfactive;
Gain financier pour la valorisation de la viande
|
|
Coupe des pattes et dépouille
|
|
Dépouille de bovin, RH, petit matériel
|
Enlèvement des pattes et des cornes
|
Immondice de pattes, de cornes; Dépouille de bovin
dépourvu de cornes et de pattes
|
Rejet anarchique des cornes; Valorisation des pattes et
dépouille de bovin
|
Dégradation du paysage; Gain financier des produits
dérivés et des dépouilles de bovin
|
|
Eviscération
|
Déshabillage de la dépouille
|
|
Dépouille de bovin, RH, petit matériel
|
Nettoyage de la dépouille
|
Excrétât souillé, carcasse, abats de viande,
matières stercoraires
|
Dépôt anarchique des excrétât et une
infime partie des matières stercoraire; Valorisation de la carcasse et
une infime partie des matières stercoraire
|
Pollution du sol, pollution du cour d'eau, nuisance olfactive,
prolifération des agents vecteurs de maladies; Gène pour la
commodité des communautés environnantes, gain financier pour la
valorisation des dépouilles de bovin
|
|
Lavage des carcasses et autre
élément
|
Nettoyage à eau
|
|
Carcasse, RH, eau, petit matériel
|
Lavage des carcasses et matière stercoraires et autres
|
Carcasse propre et matières stercoraire
|
Valorisation commercial des carcasses et certaines
matières stercoraires
|
Pollution immédiate par les eaux usées; Gain
financier pour la commercialisation
|
|
Pesée
|
Calcul des masses
|
|
Carcasse, balance, RH
|
Mesure des calibres
|
Carcasse avec des poids connus; Balance usager ou en panne
|
Valorisation des mesures de poids pour les carcasses;
Dégradation des conditions de santé du personnel
|
Risque d'accident de travail pour le personnel qui fait la
manutention; Gain financier en rapport avec les mesures de masse
|
|
Service d'entretien
|
Nettoyage à l'eau du sol du
bâtiment
|
|
Bâtiment, eau, RH, petit matériel
|
Lavage du sol
|
Sol, propre, eaux usées
|
Propreté de l'abattoir (20%); Transport des eaux
inappropriés vers le cours d'eau Bengo
|
Limitation des nuisances sanitaire; Exposition aux agents
vecteurs de maladies; Détérioration du cadre esthétique;
Emanation des odeurs nauséabondes; Pollution des eaux
|
Cette matrice montre clairement les différentes
étapes ou activités d'abattage, les aspects de chaque
activité et son impact potentiel. Il ressort que chaque service peut
avoir des activités différentes, des aspects différents
mais des impacts similaires.
Ces résultats sont similaires à ceux
proposés par EC (2011) qui a identifié ses impacts grâce
à la matrice de Léopold en croisant les composantes du milieu
récepteur avec les activités du projet. Ce qui a permis de mettre
en évidence les interactions entre ces activités et les
composantes pertinentes du milieu susceptible d'être affectées par
l'activité concernée. Cette matrice présente des limites
par rapport à celle de Hoshing du fait qu'elle ne présente que
les activités, les différents milieux concernés et les
phases du projet.
IV.1.3. Evaluation des aspects
et impacts issus de la gestion anarchique des effluents d'abattoir
Tableau 6. Matrice d'analyse multicritère d'impacts.
|
ASPECTS
|
IMPACTS
|
N°
|
NATURE
|
INTENSITE
|
ETENDUE
|
DUREE
|
REVERSIBILITE
|
EVALUATION ABSOLUE
|
FREQUENCE
|
EVALUATION GLOBALE (E*F)
|
|
Comptage des espèces
|
|
Malentendu
|
Conflits
|
1
|
-
|
1
|
1
|
1
|
1
|
1
|
2
|
2
|
|
Consignation de l'information
|
Organisation des autres opérations
|
2
|
-
|
1
|
2
|
1
|
1
|
2
|
2
|
4
|
|
Coupure des bovins
|
|
Déversement anarchique du sang souillé
|
Risque d'accident majeur
|
3
|
-
|
1
|
1
|
2
|
1
|
2
|
1
|
2
|
|
Pollution du sol; nuisance olfactive
|
4
|
-
|
3
|
2
|
3
|
2
|
36
|
3
|
108
|
|
Exploitation des boeufs morts pour la commercialisation de la
viande
|
Gain financier pour la valorisation de la viande
|
5
|
+
|
2
|
2
|
2
|
1
|
8
|
3
|
24
|
|
Coupe des pattes et dépouille
|
|
Rejet anarchique des cornes
|
Dégradation du paysage
|
6
|
-
|
2
|
1
|
2
|
2
|
11
|
3
|
33
|
|
Valorisation des pattes et dépouille de bovin
|
Gain financier des produits dérivés et des
dépouilles de bovin
|
7
|
+
|
1
|
1
|
1
|
1
|
1
|
2
|
2
|
|
Déshabillage de la dépouille
|
|
Dépôt anarchique des excrétât et une
infime partie des matières stercoraires
|
Pollution du sol
|
8
|
-
|
3
|
2
|
2
|
2
|
30
|
3
|
90
|
|
Gène pour la commodité des communautés
environnantes
|
9
|
-
|
2
|
1
|
3
|
2
|
12
|
3
|
36
|
|
Pollution du cour d'eau
|
10
|
-
|
3
|
3
|
3
|
3
|
81
|
3
|
243
|
|
Prolifération des agents vecteurs de maladies
|
11
|
-
|
2
|
2
|
3
|
3
|
36
|
3
|
108
|
|
Nuisance olfactive
|
12
|
-
|
3
|
2
|
3
|
2
|
36
|
3
|
108
|
|
Valorisation de la carcasse et une infime partie des
matières stercoraires
|
Gain financier pour la valorisation des dépouilles de
bovin
|
13
|
+
|
2
|
2
|
2
|
1
|
8
|
3
|
24
|
|
Nettoyage à eau
|
|
Valorisation commercial des carcasses et certaines
matières stercoraires
|
Pollution immédiate par les eaux usées
|
14
|
-
|
2
|
2
|
2
|
1
|
8
|
3
|
24
|
|
Gain financier pour la commercialisation
|
15
|
+
|
2
|
2
|
3
|
1
|
12
|
2
|
24
|
|
Calcul des masses
|
|
Valorisation des mesure de poids pour les carcasses
|
Gain financier en rapport avec les mesures de masse
|
16
|
+
|
2
|
2
|
1
|
1
|
4
|
1
|
4
|
|
Dégradation des conditions de santé du
personnel
|
Risque d'accident de travail pour le personnel qui fait la
manutention
|
17
|
-
|
2
|
1
|
1
|
2
|
4
|
1
|
4
|
|
Nettoyage à l'eau du sol du
bâtiment
|
|
Propreté de l'abattoir
|
Amélioration du cadre de travail
|
18
|
+
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
|
Transport des eaux inappropriées vers le cours d'eau
Bengo
|
Exposition aux agents vecteurs de maladies
|
19
|
-
|
3
|
2
|
3
|
2
|
36
|
3
|
108
|
|
Détérioration du cadre esthétique
|
20
|
-
|
3
|
2
|
2
|
2
|
32
|
3
|
96
|
|
Emanation des odeurs nauséabondes
|
21
|
-
|
3
|
2
|
3
|
2
|
36
|
3
|
108
|
|
Pollution des eaux
|
22
|
-
|
3
|
3
|
3
|
3
|
84
|
3
|
252
|
|
Calcul du seuil d'impact
|
S = (3x3x3x3x3)/10
|
Seuil = 24
|
Figure 5 : Diagramme de répartition des impacts
significatifs de l'abattoir de Saint-Cloud.
A l'issue de l'audit environnemental, grâce à la
matrice d'analyse multicritère d'impacts, le constat qui
précède est sans appel : près de 42% d'impact majeur
sur les écosystèmes environnants.
Tableau 7. Liste des aspects et impacts significatifs.
|
N°
|
Aspect d'impacts significatifs
|
Impacts significatifs
|
|
1
|
Déversement anarchique de sang souillé
|
Pollution du sol - Nuisance olfactive
|
|
2
|
Dépôts anarchiques d'excrétas et une partie
de matières stercoraires
|
Gènes visuelles et incommodité des
communautés environnantes
|
|
Pollution du cours d'eau et eutrophisation
|
|
Prolifération des agents vecteurs de maladies
|
|
3
|
Transport des eaux inappropriées vers le cours d'eau
|
Exposition aux agents vecteurs de maladies
|
Tableau 8. Recueil statistique global 2024 des principaux
motifs de consultations liés à l'assainissement, dans la clinique
Saint-Cloud.
|
ANNEE 2024
|
Paludisme
|
Plasmodium falciparum
|
44
|
55,70%
|
|
Fièvre typhoïde
|
Salmonella typhi / paratyphi
|
15
|
18,99%
|
|
Dysenterie amibienne
|
Entamoebahistolytica
|
6
|
7,59%
|
|
Gastro-entérites
|
Helicobacter pylori / E-coli
|
12
|
15,19%
|
|
Furonculose
|
Staphylococcus aureus
|
2
|
2,53%
|
|
Standing social Moyen
|
9
|
15,25%
|
|
Standing social Bas
|
50
|
84,74%
|
Lors de l'interview, le directeur de la formation sanitaire a
également insisté sur les aspects de comorbidité entre les
pathologies liées au défaut d'assainissement et d'autres maladies
enregistrées comme motif principal de consultation.
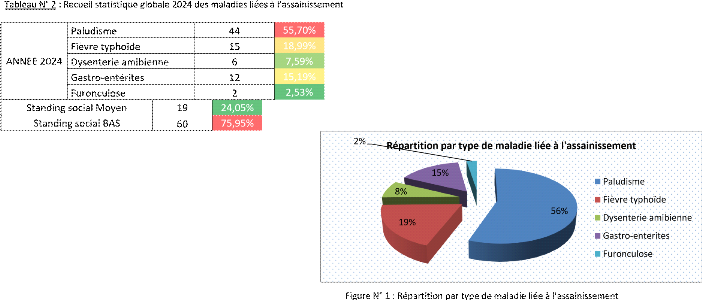
Figure 6 : Diagramme de répartition des proportions des
principaux motifs de consultations liés à l'assainissement, dans
le voisinage de l'abattoir.
Le tableau 6 de l'évaluation et de la
hiérarchisation ci- dessus présente les niveaux d'impacts
environnementaux qui résultent de la gestion des déchets issus de
l'abattage de bovin à l'abattoir municipal d'Ebolawa. A cet effet,
l'abattoir génère un totale de 22 impacts significatifs dont
09 impacts majeurs,02 impacts moyens et 11 impacts mineurs.
La figure 4 présente la synthèse de l'évaluation et de la
hiérarchisation des impacts environnementaux identifiés au sein
de l'abattoir liés à la gestion des déchets. Cette gestion
dénombre 41,8% d'impacts majeurs ; 9% d'impacts
moyens et 49,1% des impacts mineurs.
En complément d'enquêtes, il ressort de
l'interview effectué auprès de l'unique formation sanitaire la
plus proche du site, croisé aux standings des cinquante-neuf (59)
ménages également enquêtés, que les maladies
liées à un défaut d'assainissement représentent au
moins la moitié des motifs de consultation en 2024. En tenant compte des
comorbidités, les maladies parasitaires sont malheureusement les plus
courantes.
De même, « l'existence de bactérie de
la flore intestinale des ruminants (entérobactérie, coliformes
totaux, coliformes thermo-tolérants et E. coli) »
(Loukidias,2007) constitue un risque majeur pouvant se traduire par les
résultats d'enquêtes qui précèdent. Car dans un
contexte de très faible desserte en eau, ces ménages ont recours
soit directement ou indirectement aux eaux de la rivière Bengo au
travers des puits qui ne respectent pas très souvent les normes de
construction. Non sans ignorer leurs pratiques culturales et de pêche
artisanale le long de la rive et surtout en aval de l'abattoir de Saint-Cloud.
IV.2. ANALYSE DES
CARACTERISTIQUES DES EAUX USEES ISSUES DE L'ABATTOIR
Pour atteindre le deuxième objectif spécifique
de la présente étude, c'est-à-dire caractériser les
eaux usées issues de l'abattoir, des prélèvements
d'effluents ont été effectués directement à
l'exutoire pour une séried'analyses physico-chimiques. Il en ressort la
série de résultats consignés dans le tableau N°9 et
les interprétations à suivre.
Tableau 9. Paramètres physico-chimiques des effluents
liquides de l'abattoir de Saint-Cloud
Sources : Laboratoire LEAUCLEAN commandité par
l'auteur.
|
ECHANTILLON
|
PARAMETRES
|
METHODE
D'ANALYSE
|
RESULTATS
|
NORMES PNUD & PNUE 1998
|
UNITE
|
|
Abattoir de Saint-Cloud EBOLOWA
4°03'28.9"N 9°42'50.7"E
|
ORGANOLEPTIQUES
|
|
Couleur
|
ISO 7887 : 2011
|
327
|
0
|
mg/l échelle Pt/Co
|
|
Turbidité
|
ISO 7027-2 : 2019
|
356
|
0
|
NTU
|
|
NATURELS
|
|
pH
|
ISO 10523 : 2008
|
7,34
|
6 à 9
|
USI
|
|
Température
|
ISO 7888 : 1995
|
23,1
|
= 3°C
|
°C
|
|
Conductivité
|
ISO 7888 : 1995 ,
|
2711,8
|
850 à 900
|
uS/cm-1 à 25°C
|
|
Chlorures
|
ISO 7888 : 1995
|
236,9
|
0,03
|
mg/l Cl
|
|
TDS
|
ISO 7888 : 1995
|
582,5
|
? 35
|
mg/l
|
|
INDESIRABLES
|
|
Nitrates
|
ISO 6777 : 1984
|
5,74
|
? 20
|
mg/l NO3
|
|
Nitrites
|
ISO 10304-1 : 2007
|
0,03
|
0
|
mg/l NO2
|
|
Phosphates
|
ISO 15681-2 : 2003
|
14,45
|
? 3
|
mg/l PO4
|
|
DCO
|
ISO 5815-1:2019
|
307,2
|
? 250
|
Mg d'O2/l
|
|
DBO5
|
ISO 5815-1:2019
|
220,5
|
? 50
|
Mg d'O2/l
|
|
Rapport DCO/DBO5
|
ISO 5815-1:2019
|
1,39
|
---
|
---
|
|
ALCALINITE
|
|
Alcalinité totale
|
ISO 9963-1 : 1994
|
241
|
0,70
|
mg/l CaCO3
|
L'évaluation de la pollution d'une eau usée
brute se fait d'après la détermination d'un certain nombre de
paramètres physico-chimiques caractérisant cette eau usée.
Les caractéristiques physico-chimiques des eaux usées de
l'abattoir de Saint-Cloud à Ebolowa sont regroupées dans le
tableau N° 8 précédent.
Deux paramètres organoleptiques ont été
retenus pour la présente étude : la couleur et la
turbidité. Suivant la norme ISO 7887 : 2011, la méthode la plus
couramment utilisée pour l'évaluation de la couleur de l'eau dans
les installations agro-industrielles, les études limnologiques, etc. est
basée sur l'échelle de couleur à l'hexachloroplatinate.
Notre échantillon prélevé au niveau de l'exutoire donne un
résultat de 327 mg/L Pt/CO et traduit une eau de couleur pourpre. Ce qui
d'ailleurs se confirme par le degré de turbidité
évalué à plus de 356 NTU, suivant la méthode
d'analyse ISO 7027-2 : 2019.
La valeur de la température de l'échantillon
prise in situ, est inférieure à 30°C et donc
considérée comme valeur limite de rejet direct dans le milieu
récepteur. De même, cette valeurest inférieure à
35°C, et donc considérée comme valeur limite indicative pour
les eaux destinées à l'irrigation.
Le pH, indique l'alcalinité des eaux usées, son
rôle est capital pour la croissance des microorganismes qui ont
généralement un pH optimum variant de 6,5 à 7,5. Lorsque
le pH est inférieur à 5 ou supérieur à 8,5, la
croissance des microorganismes est directement affectée. En outre, le pH
est un élément important pour l'interprétation de la
corrosion dans les canalisations des installations de l'épuration. La
valeur de pH mesuréeest de 7,34. « Elle est comparable
à celles trouvées ailleurs pour les eaux usées d'abattoirs
qui présentent généralement un pH neutre à
légèrement basique »(M. Chennaoui, 2002).
La conductivité électrique est probablement
l'une des plus simples et des plus importantes pour le contrôle de la
qualité des eaux usées. Elle traduit le degré de
minéralisation globale, elle nous renseigne sur le taux de
salinité. C'est une expression numérique de la capacité de
l'eau à conduire un courant électrique mesurée en
millisiemens par centimètre. Le résultat obtenu met en
évidence une importante minéralisation liée au rejet des
déchets d'abattoir municipal fortement minéralisés. La
comparaison de cette valeur de la conductivité électrique au
niveau de l'exutoire avec les normes de qualité des eaux
destinées à l'irrigation permet de déduire que ces eaux
usées ne sont pas acceptables pour un rejet direct sans traitement.
Les valeurs de Chlorures dans l'échantillon d'eaux
usées issues de l'abattoir se situe autour de 236,9 mg/L de Cl. Des
niveaux excessifs de chlorure pouvant perturber considérablement les
processus de traitement biologique, réduire les taux
d'élimination de la DCO et même conduire à une
défaillance complète du système proposé.
Le TDS signifie total des solides dissouts et
représente la concentration totale des substances dissoutes dans l'eau.
Il est composé de sels inorganiques et de quelques matières
organiques. Les sels inorganiques communs trouvés dans l'eau incluent le
calcium, le magnésium, le potassium et le sodium qui sont tous des
cations et des carbonates, nitrates, bicarbonates, chlorures et sulfates qui
sont tous des anions. Cette forte concentration de TDS indique que des
polluants nuisibles comme le fer, le manganèse, le sulfate, le bromure
et l'arsenic peuvent être présent dans l'eau. C'est
particulièrement vrai lorsque des quantités de solides dissous
sont ajoutées à l'eau comme par la pollution ici mise en
évidence. (M. Asselin, 2005). Son effet sur le système de
traitement proposé est certain, notamment au niveau du type de
canalisations à utiliser car rendant l'eau calcareuse, il y a un fort
risque de corrosion.
L'azote présent dans l'eau usée peut avoir un
caractère organique ou minéral. L'azote organique est
principalement un constituant des protéines, des polypeptides, des
acides aminés et de l'urée.
L'azote minéral qui comprend l'ammonium
(NH4+), les Nitrites (NO2-) et les
Nitrates (NO3-) constitue la majeure partie de l'azote
total. Des valeurs très élevées de l'azote total (Nt) ont
été enregistrées dans les eaux usées d'abattoirs du
Brésil entre 133 et 179g/L(Miranda et al. 2005) et une teneur moyenne en
NH4+ de 163,7 mg/L (V. Reginatto, 2003). La teneur en
nitrates au niveau de l'abattoir d'Ebolowa est de 5,74 mg/L. Pour les Nitrites,
qui constituent une étape importante dans la métabolisation des
composés azotés, ils s'insèrent aussi dans le cycle
d'azote entre l'ammonium et les nitrates. Les Nitrites proviennent
généralement soit d'une dégradation incomplète
d'Ammoniac soit d'une réduction des Nitrates, ils ne représentent
qu'un stade CaCO3(s) + CO2(g)+
H2O(l)?Ca2++
2HCO3-intermédiaire et facilement oxydés en
nitrates (par voie chimique ou bactérienne).Les faibles concentrations
en Nitrites rencontrées au niveau des eaux usées del'effluent
étudié, pourraient être expliquées par le fait que
l'ion Nitrite (NO2-) est uncomposé
intermédiaire, instable en présence del'oxygène.
Les composés phosphorés existent dans les eaux
naturelles et les eaux usées sous différentes formes à
savoir les ortho-phosphates solubles, les phosphateshydrosolubles et les
dérivés organophosphorés (J. Rodier ; 1996.). La
valeur enregistréeà Saint-Cloud est de 14,45mg/L. Chennaoui et
al., en2002 ontrapporté une teneur moyenne en Ortho-phosphate de l'ordre
de 1,8g/L. Au niveau deseaux usées d'abattoir de Canada, Massé et
al., en 2005 ont trouvé des valeurscomprises entre 25 et 42 mg/L.D'une
manière générale, la MES intervient dans la composition de
l'eau par son effetd'échanges d'ions ou d'absorption aussi bien sur les
éléments chimiques à l'état detraces que sur les
microorganismes. Par ailleurs, ces valeurs moyennes en MES dans les eaux
uséesanalysées sont supérieures à la valeur
fixée par certaines normes environnementales.Dans les réseaux
d'assainissement des eaux usées, sa disparitioncomplète
s'accompagne généralement de l'apparition d'H2S dans
l'air, provenant dela réduction des composés soufrés
présents dans les effluents, et corrélativement
duphénomène d'attaque acide du béton des canalisations (O.
Thomas, 1995). Par contre sa présenceinhibe les activités
dénitrifiantesde la flore spécialisée. La comparaison de
la valeur en oxygène dissous dans notre échantillon d'eaux
usées analysées avec la grille dequalité des eaux de
surface permet de déduire que ces eaux usées sont de
qualitémoyenne très mauvaise.
Les valeurs élevées de la DBO5,
pourraient être expliqué par l'abondance de lamatière
organique (débris de panse), et par la concentration de cet effluent par
le sang des rejets de l'abattoir municipal drainés. Pour la DCO, la
valeur sont moinsfaibles que celles des eaux urbaines. Ces valeursmoyennes
globales (DBO5 et DCO) sont inférieures à 500 mg/L,
considérée comme valeur limite de rejet direct. Par ailleurs, ces
eaux usées sont classées comme de très
mauvaisequalité selon les normes de qualité des eaux de surface.
La charge polluante des eaux usées, telle que mesurée par sa
DCO,estun des plus importants critères utilisés dans la
conception d'un système de traitement deseaux usées afin de
déterminer le degré de traitement nécessaire. La charge
à traiterest la DCO des eaux usées qui y sont amenées. En
outre, ces valeurs sont moinsélevées et ne concordent pas avec
celles reportées par Sachon en France en 1986 ; deTritt et Shuchard en
Allemagne en 1992 ; de Gnagne et al. Au Burkina Faso en 2002 et 2003 ; et
les travaux de Miranda et al., en 2005.
Pour une meilleure appréciation de l'origine des eaux
usées de ces effluents étudiésde l'abattoir, le calcul des
rapportsDCO/DBO5, DBO5/DCO, et TDS/DBO5.
Tableau 10. Ratios des eaux usées de l'abattoir de
Saint-Cloud
|
Ratios
|
Valeurs en mg/L
|
|
DCO/DBO5
|
1,39
|
|
DBO5/DCO
|
0,72
|
L'utilisation de ces paramètres de
caractérisation constitue un bon moyen pourdonner une image du
degré de pollution des effluents bruts d'abattoir et aussi pouroptimiser
les paramètres physico-chimiques de ces eaux usées afin de
proposer unmode de traitement convenable.
IV.2.1. Ratio DCO/DBO5
Ce rapport permet de déduire si les eaux usées
rejetées directement dansle milieu récepteur ont des
caractéristiques des eaux usées domestiques (rapportDCO/DBO5
inférieur à 3) (ONEP et GTZ. Rabat, 1998). Les résultats
de ce rapport constituent une indication del'importance des matières
polluantes peu ou pas biodégradables. Les eauxusées de l'abattoir
municipal d'Ebolowa présentent un ratio DCO/DBO5 de 1,39mg/L (Tableau 9)
conforme avec celui des eaux usées urbaines à
dominancedomestique. On peut donc conclure que même si les eaux
usées de ce rejet urbain présentent une chargeorganique
élevée, elles sont facilement biodégradables. L'examen de
ce rapportsouligne bien le caractère biodégradable des eaux
usées mélangées de l'abattoirmunicipal auxquelles un
traitement biologique paraît tout à fait convenable.
Cesrésultats concordent avec ceux reportés par Gnagne et
Brissauden Décembre 2023 et Zerhouni en 2003.
IV.2.2. Ratio DBO5/DCO
Pour caractériser une pollution industrielle, on
considère souvent le rapportDBO5/DCO, qui donne des indications
très intéressantes sur l'origine d'une pollutiondes eaux
usées et ses possibilités de traitement. Pour notre étude,
ce rapport estrelativement élevé de l'ordre de 0,72 (Tableau 9).
C'est le cas général pour lesrejets chargés en
matière organique. Cettecharge organique rend ces eaux uséesassez
instables, c'est à dire qu'elles évolueront vite vers des formes
"digérées"avec le risque de dégagement d'odeurs. En effet,
les eaux usées de cette structure sontà dominante organique.
IV.3. DESCRIPTION DES
SOLUTIONS D'ATTENUATION ET CONCEPTION DE LA STATION DE TRAITEMENT DES EAUX
USEES DE L'ABATTOIR : DIMENSIONS ET MODE DE FONCTIONNEMENT
IV.3.1. Planification et
sélection des solutions optimales
Le tableau 10 présente les différentes parties
prenantes de la gestion des déchets de l'abattoir, les problèmes
identifiés, les facteurs de risques et les solutions envisagées
à la résolution de chaque problème. Cette matrice (Tableau
10) prend en compte l'avis des différentes parties prenantes pour la
gestion des déchets de l'abattoir de Saint-Cloud afin de diversifier les
solutions pour ne retenir que les plus optimales. Par ailleurs, l'analyse
multicritère (Tableau 6) par choix ne saurait être la seule
démarche pour prioriser les solutions optimales. Il existe
également pour cet exercice le vote pondéré, le vote
simple, les consultations publiques, etc...
Tableau 11. Planification des solutions endogènes et
exogènes issus des avis des parties prenantes
|
N°
|
PARTIE PRENANTE
|
SECTEUR D'ACTIVITE
|
PROBLEMES IDENTIFIES
|
CAUSES PERTINENTES
|
SOLUTIONS ENDOGENES
|
SOLUTIONS EXOGENES
|
|
1
|
Personnel de l'abattoir
|
Gestion des déchets produits dans l'abattoir
|
Pas de coordination en termes de management environnemental et
de gestion opérationnelle de l'abattoir
|
- Insuffisance d'expertise et de compétences ;
- Insuffisance criarde d'information et de communication
|
- Formation / recyclage aux bonnes pratiques de gestion interne
des déchets (PTA, PDCA, EPI...) ;
- Organisation de la conteneurisation et de la précollecte
des déchetspuis acheminement vers les points de collecte
|
- Travail en synergie avec la CUE et ses prestataires dans le
domaine de la gestion des déchets solides et assimilés ;
- Affectation des récipients de collecte et
intégration de la structure dans le calendrier de collecte porte
à porte quotidienne
|
|
2
|
CUE
|
Management environnemental et social
|
Retard et insuffisance budgétaire (Droits d'accises,
CAC)
|
- Retard dans la transmission du PCGD ;
- Tensions de trésorerie
|
- Expression des besoins financiers à temps adossée
au projet de réalisation d'une station de traitement et valorisation des
déchets produits sur site.
- Construction d'un plus grand abattoir moderne en
périphérie de la ville.
|
Conception - Dimensionnement et réalisation d'une
station de traitement et de valorisation des déchets et eaux
usées de l'abattoir existant et du prochain en cours de finition.
|
|
3
|
DD/MINEPDED
|
Gouvernance
|
Budget, effectif et logistique insuffisants ;
|
Niveau de préoccupation managériale pour le suivi
de la mise en oeuvre des PGES et NIE
|
- Mobiliser les ressources humaines (même stagiaires)
;
- Mobiliser les ressources financières et la
mobilité pour la cause.
|
- Plaidoyer en direction de l'administration locale et nationale
pour la mobilisation de toutes ces ressources afin de garantir l'atteinte des
objectifs définis.
|
|
4
|
DD/MINEPIA
|
Gouvernance
|
Budget, effectif et logistique insuffisants ;
|
Niveau de préoccupation managériale pour le suivi
et la mise en oeuvre des activités des organisations professionnelles et
interprofessionnelles du secteur de l'élevage, des pêches ; et
l'industrie animale.
|
- Mobiliser les ressources humaines (même stagiaires)
;
Mobiliser les ressources financières et la
mobilité pour la cause.
|
- Plaidoyer en direction de l'administration locale et nationale
pour la mobilisation de toutes ces ressources afin de garantir l'atteinte des
objectifs définis.
|
|
5
|
Population environnante
|
Management communautaire
|
Non maîtrise des risques et dangers liés à
la vie dans le voisinage de l'abattoir ;
|
- Ignorance ou laxisme dans la mise en oeuvre des mesures de
lutte contre les nuisibles et vecteurs de maladies issus de
l'abattoir ;
- Insuffisance criarde d'information et de communication
|
- Détruire toutes gîtes larvaires autour des
habitations ;
- Eviter de se ravitailler en eau directement à la
rivière et/ou de l'utiliser comme dépotoir ou latrine
- Proscrire la pêche dans ces eaux aux enfants
- Construire des puits en amont et à bonne distance des
latrines
- Rat proofing et grilles anti-insecte sur les fenêtres
|
- Education populaire sur les bonnes pratiques d'hygiène
et d'assainissement communautaire : Information - Education et
Communication (IEC) et Communication pour le Changement de Comportement (CCC)
vis-à-vis des populations vivantes autour de l'abattoir ;
- Campagne trimestrielle de lutte anti-vectorielle dans un rayon
de 50 mètres et distribution des MILDA
- Construction/Réparation du Forage + forages
communautaires pour le voisinage
|
|
6
|
Groupe Hysacam S.A
|
Prestataire multisectoriel de l'Etat et des CTD
|
Faible taux de desserte de cette zone par la collecte porte
à porte des déchets produits, idem pour la gestion des eaux
usées.
|
Incivisme notoire des populations d'Elat Saint-Cloud en
général (Destruction des récipients par les flammes).
Absence de contrat de vidange des fosses avec les usagers et l'abattoir.
|
Hysacam en collaboration avec la CUE : Curer et
élargir le lit de la rivière aux abords de l'abattoir ;
Intensifier l'opération de soutien aux ménages et structures
d'Etat à travers les dons en récipients de collecte (Poubelles
plastiques de capacités variables) ;
Seca doit prospecter auprès des ménages et
structures pour la gestion de leurs eaux usées.
|
- Plaidoyer en direction de l'administration locale et du
Maître d'Ouvrage pour la construction d'un refuge à déchets
assimilables aux ordures ménagères provenant de
l'abattoir (Hysacam);
- Dès appels d'offre, soumission d'une offre pour la
gestion des déchets liquides issus de l'abattoir ou la vidange des
fosses septiques des ménages environnants. (SECA)
|
Tableau 12. Matrice d'analyse multicritères par cotation
pour la sélection des solutions optimales
|
CRITERES
|
POIDS
|
GAMMES DE SOLUTIONS
|
|
S1 = IEC/CCCélargies + EPI au
personnel
|
S2 = Station de T3 eaux usées
|
S3 = Nouvel abattoir moderne
|
S4 = Unité de compostage
|
S5 = Conteneurisation des déchets (Bacs &
refuges)
|
S6 = Lutte Anti-vectorielle + MILDA
|
S7 = AEP & forages communautaires
|
S8 = Création d'un Comité élargi
de Gestion
|
|
Coût
|
2
|
2 || 4
|
3 || 6
|
2 || 4
|
1|| 2
|
1 || 2
|
2 || 4
|
2 || 4
|
1|| 2
|
|
Temps
|
3
|
3 || 9
|
3 || 9
|
3 || 9
|
2 || 6
|
1 || 3
|
1 || 3
|
3 || 9
|
2 || 6
|
|
Faisabilité
|
2
|
2 || 4
|
3 || 6
|
2 || 4
|
3 || 6
|
2 || 4
|
2 || 4
|
2 || 4
|
2||4
|
|
Efficacité
|
3
|
2 || 6
|
3 || 9
|
2 || 6
|
2 || 6
|
2 || 6
|
2 || 6
|
3||9
|
2 || 6
|
|
NOTE PONDEREE
|
Note1 = 23
|
Note 2 =30
|
Note 3 =23
|
Note 4 =20
|
Note 5 =15
|
Note 6 =17
|
Note 7 =26
|
Note 8 =18
|
Le tableau 11 présente les huit (08) gammes de
solutions identifiées pour la gestion des déchets de l'abattoir
municipal d'Ebolowa. Solutions évaluées en fonction de quatre
(04) critères tels que le coût, le temps de réalisation, la
faisabilité et l'efficacité. Les solutions optimales retenues
à l'issu de l'analyse multicritère concerne la conception, le
dimensionnement et la réalisation d'une station d'épuration pour
le traitement des eaux usées et leur valorisation et
réutilisation, afin de pallier au déficit en eau sur le site.
Pour empêcher les ménages alentours de recourir à l'eau de
la rivière, la solution N°7 a également été
plébiscitée à savoir la réparation du
système principal d'approvisionnement en eau de l'abattoir et la
construction de forages communautaires à motricité humaine. Les
autres solutions N° 1 et 4 pourront être greffées au projet
global de réalisation d'une station d'épuration, dans ce sens
où le contenu des panses de bovin qui représente plus de 65% des
déchets solides produits sur site, pourra être associé aux
boues de vidange de la station et constituer au final un excellent compost qui
pourra soit être commercialisé et favoriser l'import-substitution.
De même, pour pallier aux écarts constatés dans la
structure, ces ressources contribueront par exemple à renouveler
régulièrement les équipements de protection individuelle
au personnel. Afin d'optimiser le futur abattoir municipal et moderne de la
ville, toutes ces solutions pourront être intégrées et
adaptées à l'ouvrage.
IV.3.2. Mise en oeuvre des
solutions retenues pour la gestion des effluents de l'abattoir
Grâce à l'analyse des données
collectées sur le terrain, plusieurs actions potentielles ont
été sélectionnées suivant l'importance de la
problématique des déchets surtout liquide de l'abattoir. Ensuite
ils ont été réunis en un plan d'action cohérent.
IV.3.2.1. Gestion des eaux usées de l'abattoir
Au regard de la typologie des effluents à traiter, un
système composite comportant plusieurs ouvrages
spécialisés et cohérents les uns avec les autres est ainsi
proposé. Ainsi, à l'issue d'un dimensionnement minutieux et
rigoureux, le tableau 12 présente les caractéristiques de base
des ouvrages qui constituent le système optimisé de gestion des
effluents de l'abattoir de Saint-Cloud.
Tableau 13. Caractéristiques des ouvrages du
système de traitement des effluents de l'abattoir d'Ebolowa.
|
N°
|
TYPE D'OUVRAGE
|
MATERIAUX
|
FORMES
|
VOLUME (m3)
|
LONGUEUR (m)
|
LARGEUR (m)
|
HAUTEUR (m)
|
AUTRES
|
|
1
|
Dégrilleur
|
Fer inoxydable
|
Rectangulaire
|
0,50
|
1,4
|
0,6
|
0,6
|
Conception locale
|
|
2
|
Dégraisseur
|
Fer inoxydable
|
Rectangulaire
|
0,54
|
1,8
|
0,6
|
0,5
|
|
3
|
Regards
|
Béton
|
Rectangulaire
|
0,36
|
0,9
|
0,8
|
0,5
|
|
|
4
|
Bassin de stockage et de décantation
|
Béton
|
Rectangulaire
|
28,52
|
4,6
|
3,1
|
2
|
02 compartiments + une pompe
|
|
5
|
Déversoir
|
Béton
|
Rectangulaire
|
0,45
|
1,5
|
0,6
|
0,5
|
|
|
6
|
Marais artificiel (MAES)
|
Revêtement
imperméable (géotextile)
|
Rectangulaire
|
60
|
5
|
3
|
4
|
|
|
7
|
Réservoir d'eau
|
Béton
|
Cylindrique
|
3,07
|
2
|
1,4
|
---
|
Enfouis + une pompe
|
|
8
|
Lit de séchage
|
Béton
|
Rectangulaire
|
---
|
1,8
|
1,3
|
1
|
Sur pilotis
|
|
9
|
Unité de compostage
|
Béton
|
Rectangulaire
|
13
|
2,5
|
2
|
2,6
|
Cabane
|
Le système ainsi conçu sera un tout petit peu
similaire à celui proposé par Konda en 2007 pour le traitement
des eaux usées de l'abattoir de la ville d'Ouahigouva au Nord-Ouest du
Burkina Faso. Seulement, il a été optimisé en utilisant
d'une part, un sous-système adapté pour le traitement de ce type
d'eau usée : le marais artificiel à écoulement
surfacique, dont le but est de répliquer les processus naturels du
marécage naturel alentour afin de ne pas modifier l'équilibre de
l'écosystème alentour.D'autres parts, son optimisation repose sur
la réutilisation de l'eau traitée pompée et
canalisée vers le bâtiment principal de l'abattoir, mais aussi la
valorisation des boues issues non seulement du bassin de stockage et de
décantation, mais également du marais artificiel, dans un
processus de Co-compostage à l'unité dédiée pour la
cause, qui prendra naturellement en compte les déchets biologiques
produits au sein de l'abattoir.
L'écoulement dans le système sera laminaire,
c'est-à-dire caractérisé par une diffusion de la
quantité de mouvement élevée et une convection globalement
faible, à l'exception du passage par le déversoir qui favorisera
une ré oxygénation avant l'entrée dans le MAES. En effet,
l'angle d'inclinaison dans une station dépend essentiellement du
composant spécifique. Au niveau du dégrilleur, il sera
disposé deux (02) grillages en escalier en fer inoxydable suivant une
inclinaison à 55%. Pour le reste, il s'agira de respecter les normes
d'évacuation des eaux usées qui imposent une pente minimale de
1%. Pour gérer la dénivelée importante et s'assurer du
fonctionnement automatisé du système qui fonctionnera en circuit
fermé, il faudra disposer de deux (02) pompes immergées
verticales dont l'une dans le bassin de décantation et l'autre dans le
réservoir d'eau traitée. Les têtes de pompage seront
suspendues dans le liquide et les moteurs d'entraînement installés
à sec au-dessus, le tout pourvu de flotteur pour actionner ce dernier
dès que les niveaux d'eau atteint la limite de refoulement. Le choix des
caractéristiques de ces pompes submersibles se fera en prenant en compte
le degré de turbidité de l'eau moyennement polluée
(surnageant) du bassin de décantation et de l'eau clarifiée du
réservoir d'eau traitée.
Pour ce qui est du temps de séjour, il dépend du
processus de traitement choisi dans le système suivant la formule de
dimensionnement utilisée au chapitre III, et en application
numérique, on obtient les résultats suivants consignés
dans le tableau N° 14.
Tableau 14. Evaluation du temps séjour maximumde
l'effluent dans chaque composant du système.
|
N°
|
COMPOSANT
|
FORMES
|
VOLUME (m3)
|
LONGUEUR (m)
|
LARGEUR (m)
|
VITESSE (m/s)
|
Temps de séjour (s)
|
|
1
|
Dégrilleur
|
Rectangulaire
|
0,50
|
1,4
|
0,6
|
0,3
|
1984
|
|
2
|
Dégraisseur
|
Rectangulaire
|
0,54
|
1,8
|
0,6
|
0,3
|
1667
|
|
3
|
Regard
|
Rectangulaire
|
0,36
|
0,9
|
0,8
|
0,3
|
1667
|
|
4
|
Bassin de stockage et de décantation
|
Rectangulaire
|
28,52
|
4,6
|
3,1
|
0,3
|
6667
|
|
5
|
Déversoir
|
Rectangulaire
|
0,45
|
1,5
|
0,6
|
0,3
|
1667
|
|
6
|
Regard
|
Rectangulaire
|
0,36
|
0,9
|
0,8
|
0,3
|
1 667
|
|
7
|
Marais artificiel (MAES)
|
Rectangulaire
|
60
|
5
|
3
|
0,3
|
13 333
|
|
SOMME TEMPS DE SEJOUR MAXIMUM EN SECONDE
|
28651
|
Le temps de séjour global maximal sera de 08
heures 00 minutes exactement, pour une vitesse d'écoulement de
l'effluent prise à 0,3m/s. Par ailleurs, en considérant une
vitesse maximale plus grande, soit 1m/s dans ce réseau séparatif,
nous aurons un temps de séjour global minimalTs= 2
heures et 24 minutes exactement.
Désinfection de l'eau traitée.
Dans le système optimisé qui est proposé,
il est prévu un cycle de réutilisation de l'eau traitée
pour les mêmes tâches identifiées à savoir la
stabulation, l'abattage, le lavage des équipements et zones de travail
et le traitement des sous-produits (Os, Viscères, etc...). Or, à
partir du moment où l'abattoir de Saint-Cloud a vocation de fournir des
produits alimentaires sûres et de qualité, il serait fortement
recommandé de désinfecter l'eau claire du réservoir d'eau
avant pompage et redistribution vers le bâtiment. D'où le recours
à un processus simple appelé chloration, c'est-à-dire
utiliser un produit chloré (eau de Javel etc...) dans un produit ou un
substrat et parfois même un aliment, dans le but de limiter tout risque
de maladies hydriques après consommation, le chlore étant ici
utilisé pour ses propriétés superoxydantes et
rémanentes qui en font un biocide bien adapté à la
désinfection d'un réseau de distribution d'eau ou d'une
réserve d'eau (si elle est confinée dans une enceinte
étanche).Dans le cadre de l'étude, il s'agira de procéder
à la désinfection de l'eau claire issue du marais et
stockée dans le réservoir étanche d'une capacité de
3,07 m3.
Mais avant cela, pour connaître le volume d'eau de Javel
à ajouter pour atteindre la concentration souhaitée, il faut
connaître son degré chlorométrique, qui tourne autour de
9° pour l'eau de Javel commercialisée librement au Cameroun. Un
degré chlorométrique correspond à 3,17 grammes de chlore
actif par litre d'eau de Javel. Par conséquent, si l'eau de Javel dont
on dispose est à 9° et si l'on souhaite obtenir une concentration
C de chlore actif dans l'eau à traiter
(comprise entre 5 et 20mg/L, selon les cas), le volume d'eau de Javel à
ajouter peut-être facilement calculé à l'aide de la formule
suivante :
Veau de Javel = C x Veau à
traiter / (9 x 3,17).
AN : Pour C = 5mg/L par
exemple, et dès que l'eau traitée atteint le flotteur
situé au ¾ du réservoir, on aura Veau de Javel =
5 x ¾ (3,07*103) / (9 x 3,17) Alors Veau de Javel
= 403,52 millilitres.
Le résultat obtenu est en ml car la concentration a
été exprimée en mg/L.
A titre indicatif ou de rappel, le volume d'une goutte est
d'environ 0,2mL et 1ml = 0,001 litre.
A partir du moment où un tel exercice couplé
à une chloration manuelle s'avèrent périlleuse,
risquée et fortement demanderesse d'un personnel
spécialisé, l'on recommander plutôt l'intégration
d'une pompeuse doseuse de chlore au système. Des deux types de pompes
doseuses qui existent sur le marché (pompes péristaltiques et
pompes doseuses à membrane ou à solénoïde), choisir
la pompe doseuse automatique car le dosage «automatique» est une
méthode dans laquelle la pompe doseuse injecte du chlore liquide dans le
réservoir uniquement lorsque cela est nécessaire.Pour ce faire,
le niveau de chlore libre dans l'eau du réservoir est mesuré en
temps réel, à l'aide d'une sonde ampérométrique (ou
potentiostatique) intégrée, de sorte que l'hypochlorite de sodium
n'est injecté que lorsque le niveau de chlore tombe en dessous du point
de consigne.
IV.3.2.2. Unité de valorisation matière des
déchets solides biodégradables.
L'unité de valorisation sera constituée d'un lit
de séchage extérieur au bâtiment de stockage,
aménagé sur pilotis pour permettre que les eaux qui percolent
(Lixiviat) soient recueillies et renvoyées vers le bassin de
décantation. A proximité de là nous auront le
bâtiment qui servira de :
· Broyage des briques de boues et du contenu des panses
d'animaux préalablement séchés ;
· Criblage et mise en andains après mélange
successif puis maturation ;
· Ensachage et stockage des sacs de compost prêt
à la commercialisation.
La dimension de l'espace dépendra bien entendu
desquantités de substrats à traiter. L'unité et tout le
système en général seront protégés par
uneclôture pour que les animaux errants et les curieux ne viennent pas y
divaguer, s'alimenter ou même se servir.Ladite unité sera elle
aussi optimisée dans le sens où pendant l'entretien du marais
artificiel et des espaces vers au sein de l'abattoir, les déchets verts
seront intégrés après la phase de biodégradation
aérobie.
Dimensionnement de l'unité de Compostage.
Il est fait en considérant les postulats
suivants : 1m3=> 1000L ; 1L => 1Kg et
1m3=> 1000 Kg soit 1 tonne (T). Le contenu moyen d'une panse de
boeuf abattu est de 30Kg et le ratio moyen d'abattage quotidien à
Saint-Cloud sur la période d'étude est de 10 têtes. Ainsi,
la production quotidienne en matières stercoraires est de 300Kg par
jour. En considérant également une production moyenne des boues
du système dans son fonctionnement optimal à environ 60 Kg par
jour, on obtient une quantité globale de matières à
composter égale à 360Kg. On aura donc besoin d'un bac en bois de
16m3divisé en 02 compartiments d'égales dimensions.
Selon les normes d'assainissement, le taux de remplissage du bac ne doit pas
excéder les 75%. De ce fait, chaque compartiment mettra environ deux
semaines (16 jours) pour se remplir au ¾, soit environ six (06)
tonnes de matières. En considérant également que
dans le bâtiment de l'unité on aurades conditions moins optimales
que celles requises pour la maturation du produit,
c'est-à-dire :
- Un apport en oxygène de 0,1m3 d'air par
minute et par tonne de matière ;
- 20° à 30°C contre 80°C de
température règlementaire ;
- Et un pH proche de 7 ;
Au bout de 45 jours, on obtiendra environ 4,5
Tonnes de compost mûr et sec (3/4 de la quantité
lorsqu'humide). Soit une production annuelle estimée à
trente-six (36) Tonnes.
Autonomie énergétique.
Pour garantir un fonctionnement permanent du système,
eux égards les nombreuses perturbations dans l'approvisionnement en
électricité dans la ville, il sera question de combiner
l'énergie solaire photovoltaïque à la fourniture en
électricité par le prestataire ENEO. Cela implique l'installation
de panneaux solaires sur le toit du bâtiment principal, le tout
raccordé à deux batteries au Lithium de 200AH, d'un onduleur et
d'un inverseur électrique automatique qui jouera le rôle de
commutateur entre la fourniture du réseau ENEO et celle du dispositif
solaire en cas de délestage ou suspension temporaire. Le stockage
d'énergie dans les batteries permettra au système de fonctionner
sans interruption pendant les périodes de faible ensoleillement ou la
nuit.Les seuls appareils qui seront alimentés par cette solution
alternative seront les deux pompes immergées, la pompe doseuse de chlore
et l'éclairage total du site. En plus, à partir du moment
où le temps de séjour global maximal sera de 08 heures 00 minutes
exactement, pour une vitesse d'écoulement de l'effluent prise à
0,3m/s il sera recommander de faire le check up du système trois fois
par jour en moyenne.
IV.3.2.3. Dimensionnement Quantitatif et Estimatif
En s'appuyant sur la mercuriale en vigueur et les prix
pratiqués localement pour les intrants disponibles dans les environs du
site du projet, on a pu dimensionner et produire un devis global pour la
réalisation du système. Il est consigné dans le tableau en
annexeN° 6. Le coût global de réalisation de l'ouvrage est de
46.811.848 FCFA amortissable en quatre années entières.
IV.3.3.
Modélisation du système optimisé de gestion des effluents
de l'abattoir de Saint-Cloud.
La modélisation est le processus de
création d'une représentation mathématique
tridimensionnelle d'un objet, une forme ou un système à l'aide de
logiciels spécialisés. Celui-ci permet dans de nombreux secteurs
comme l'architecture et l'ingénierie en général de
visualiser, simuler ou créer des structures physiques avant leur
construction, garantissant ainsi une maîtrise des coûts et une
limitation des erreurs. Dans le cadre de l'étude, il a été
choisi le logiciel d'architecture Archicad 26 (dernière version). Ce
logiciel créé par la société hongroise Graphisoft
se présente aujourd'hui comme le leader mondial de la conception
architecturale et le dessin technique. Les figures 7, 8, 9 et 10 illustreront
un plan côté et de rendus à l'issu d'un long travail de
conception et de dimensionnement du système proposé.
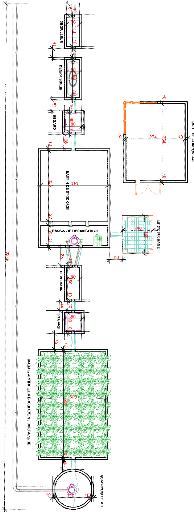
Figure 7 : Plan côté général du
système optimisé.
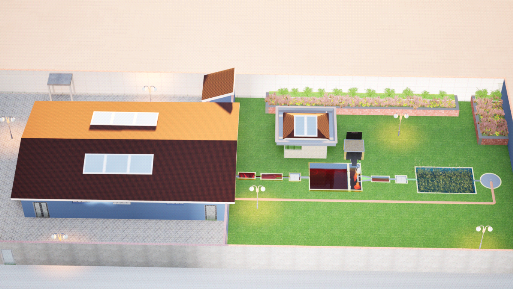
Figure 8 : Rendu 3D illustrant l'ensemble du
système raccordé au bâtiment de l'abattoir (Vue
aérienne)
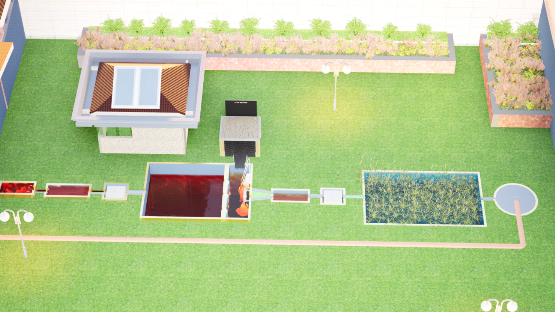
Figure 9 : Rendu 3D illustrant l'ensemble du
système à l'arrière de l'abattoir (Vue de dessus)


Figure 10 : Rendus 3D illustrant le lit de séchage
et une partie du MAES + Réservoir de stockage
CHAPTITRE V : CONCLUSION ET PERSPECTIVES
Au terme de cette étude, on peut conclure que les eaux
usées rejetées par l'abattoir de Saint-Cloud peuvent nuire
à l'écosystème immédiat d'Oding et de toutes ses
composantes. Grâce à la matrice descriptive du module A de MOSAR,
l'audit environnemental du bâtiment existant et l'étude d'impact
environnemental et social du système proposé, ont
révélé de fortes proportions de déchets industriels
banaux et spéciaux. De même, les entretiens avec cinquante-neuf
ménages, le personnel de la formation sanitaire voisine et le personnel
de l'abattoir nous ont permis de faire l'inventaire des risques
environnementaux et sanitaires liés. Outre son mauvais état, les
résultats des paramètres physiques et chimiques
étudiés ont montré que le DBO5, DCO, MES, TDS,
Alcalinité totale, le Nitrite, l'ortho phosphate, la turbidité,
l'alcalinité, le chlorure, la couleur et la turbidité en
général ne sont pas conformes aux normes PNUD/PNUE de 1998. On
constate donc que l'effluent brut de l'abattoir est dense. Chargées
d'indicateurs de polluants vitaux, ces eaux ont besoin de beaucoup
d'oxygène pour oxyder et même dégrader biologiquement la
matière organique. Les valeurs dépassent largement les normes
d'élimination des déchets d'abattoir dans les milieux
récepteurs. Une concertation avec les différentes parties
prenantes a permis d'hiérarchiser les pistes de solutions aux
différents problèmes connexes identifiés. Ainsi, le
système optimisé de traitement des effluents de l'abattoir a
été hautement plébiscité à moyen terme et
comme livrable, on soumet dans cette étude ce projet intégral
comportant une modélisation 3D de l'ensemble du système, des
plans de coupes de chaque compartiment (Dégrilleur, Dégraisseur,
Regards, Bassin de stockage et de décantation, Déversoir, Marais
artificiel à écoulement surfacique et le réservoir de
stockage de l'eau traitée), un devis quantitatif et estimatif et un
mode de fonctionnement. Ce système est dit optimisé car en plus
de son autonomie énergétique, il propose une valorisation
matière de l'eau usée traitée et des boues et
matières stercoraires en compost biologique commercialisable.
L'étude a donc permis de mettre en lumière les
risques de pollution de la rivière Bengo, et après investigation
et dialogue communautaire, de choisir ensemble les solutions les plus
adaptées au contexte actuel, en vue de résoudre
définitivement à court, moyen et long terme tous les
problèmes environnementaux qui puissent y exister. En clair, le livrable
est un projet qui répondra à coup sûr aux
préoccupations des cibles 3 ; 6 ; 11 ; 12 ; 13 et 14
des objectifs de développement durable (ODD) d'ailleurs
d'actualités dans cette partie du pays en ce moment.
RECOMMANDATIONS
VIS-A-VIS DU PERSONNEL ET DE
L'ADMINISTRATION DE L'ABATTOIR
- Procéder aux formations / recyclages aux bonnes
pratiques de gestion interne des déchets et doter
régulièrement le personnel en EPI et guide d'hygiène et de
sécurité ;
- Organiser la conteneurisation et la précollecte des
déchets assimilables aux ordures ménagères produits sur
site puis acheminer vers les points de collecte ;
- Travailler en synergie avec la CUE et ses prestataires dans
le domaine de la gestion des déchets solides et assimilés :
Pendant la période de stage, nous avons improvisé un travail
communautaire le long de la rive du cours d'eau, et obtenu de la CUE une
affectation des récipients de collecte en plastique et munis de roues et
couvercles, qui seront vidés régulièrement par les camions
de collecte porte à porte ;
VIS-A-VIS DE LA MAIRIE DE LA
VILLE
Eu égard le retard dans la transmission du plan
communal de gestion de déchets (PCGD), la CUE devra :
- Finaliser ledit document et exprimer des besoins financiers
à temps à la session budgétaire et au Feicom,
adossés au projet de réalisation d'une station de traitement et
valorisation des déchets produits sur des sites
industrialo-communautaires après maturation ;
- Education populaire sur les bonnes pratiques
d'hygiène et d'assainissement communautaire : Information - Education et
Communication (IEC) et Communication pour le Changement de Comportement (CCC)
vis-à-vis des populations vivantes autour de l'abattoir ;
- Mener des campagnes trimestrielles de lutte anti-vectorielle
dans un rayon de 50 mètres et distribution des MILDA ;
- Construction/Réparation du forage de l'abattoir +
forages communautaires pour le voisinage de l'abattoir ;
- Construireet équiper un plus grand abattoir moderne
en périphérie de la ville.
VIS-A-VIS DE LA SECTORIELLE
MINEPDED (Délégation Départementale)
Eu égard le faible niveau de préoccupation
managériale pour le suivi de la mise en oeuvre des PGES et NIE, cette
sectorielle devra :
- Mobiliser les ressources humaines (même stagiaires) ;
- Mobiliser les ressources financières et la
mobilité pour la cause.
- Plaidoyer en direction de l'administration locale et
nationale pour la mobilisation de toutes ces ressources afin de garantir
l'atteinte des objectifs définis en matière de suivi de la mise
en oeuvre des PGES et Audits Environnementaux dans la Mvila.
VIS-A-VIS DE SECTORIELLE
MINEPIA (Délégation Départementale)
En raison du très faible niveau de préoccupation
managériale pour le suivi et la mise en oeuvre des activités des
organisations professionnelles et interprofessionnelles du secteur de
l'élevage, des pêches ; et l'industrie animale dans le
département de la Mvila, cette sectorielle devra :
- Mobiliser les ressources humaines (même stagiaires) ;
- Mobiliser les ressources financières et la
mobilité pour la cause.
- Plaidoyer en direction de l'administration locale et
nationale pour la mobilisation de toutes ces ressources afin de garantir
l'atteinte des objectifs définis dans leur domaine de
compétence.
VIS-A-VIS DES POPULATIONS
ENVIRONNANTES
En raison de l'ignorance ou du laxisme dans la mise en oeuvre
des mesures de lutte contre les nuisibles et vecteurs de maladies issus de
l'abattoir, de l'insuffisance criarde d'information et de communication, les
populations voisines devront :
Détruire toutes gîtes larvaires autour de leurs
habitations ;
Eviter de se ravitailler en eau directement à la
rivière et/ou de l'utiliser comme dépotoir ou latrine ;
Proscrire la pêche dans ces eaux aux enfants ;
Construire des puits en amont et à bonne distance des
latrines ;
Effectuer le Rat proofing et faire poser des grilles
anti-insecte sur les fenêtres ;
VIS-A-VIS DU GROUPE Hysacam
S.A
A partir des constats effectués sur site et environs
notamment l'incivisme notoire des populations d'Elat Saint-Cloud en
général (Destruction et/ou vol des récipients de collecte
par les flammes), l'absence de contrat de vidange des fosses avec les usagers,
le groupe Hysacam, en collaboration avec son maître d'ouvrage(CUE)devra
:
- Accélérer l'opération de soutien aux
ménages et structures d'Etat à travers les dons en
récipients de collecte (Poubelles plastiques de capacités
variables munis de couvercles et roues) ;
- Curer et élargir le lit de la rivière aux
abords de l'abattoir ;
- La filiale Seca du groupe devra prospecter auprès des
ménages et structures pour la gestion de leurs eaux usées
domestiques et industrielles ;
- Plaidoyer en direction de l'administration locale et du
Maître d'Ouvrage pour la construction d'un refuge à déchets
assimilables aux ordures ménagères provenant de l'abattoir et des
habitations voisines difficiles d'accès aux camions de collecte porte
à porte.
ANNEXES
REPUBLIQUE DU CAMEROUN
Paix - Travail - Patrie
****
MINISTERE DE L'ENSEIGNEMENT SUPERIEUR
****
UNIVERSITÉ D'EBOLOWA
****
INSTITUT SUPERIEUR D'AGRICULTURE, DU
BOIS, DE L'EAU, ET DE L'ENVIRONNEMENT
(ISABEE)
****
DIVISION DE LA FORMATION CONTINUE ET A
DISTANCE
****
www.univ-Ebolowa-isabee.com
Email: isabee@gmail.com
BP : 118Ebolowa (Cameroun)
Tél./Fax : (237) 222 28 42 32/673740885 / 656750184
ANNEXE 1 : Fiches d'enquêtes auprès
des parties prenantes

REPUBLIC OF CAMEROON
Peace - Work - Fatherland
****
MINISTRY OF HIGHER EDUCATION
****
UNIVERSITY OF EBOLOWA
****
HIGHER INSTITUTE OF AGRICULTURE,
FORESTRY, WATER AND ENVIRONMENT
(HIAFWE)
****
DIVISION OF CONTINUOUS AND DISTANCE
EDUCATION
****
www.univ-Ebolowa-isabee.com
Email: isabee@gmail.com
PO.BOX: 118Ebolowa (Cameroun)
Phone./Fax : (237) 222 28 42 32/673740885 / 656750184


Selon la loi N° 91/1023 du 16 Décembre
1991 portant réglementation sur les recensements et enquêtes
statistiques, les informations recueillies au cours de cette enquête sont
strictement confidentielles et ne peuvent en aucun cas être
utilisées à des fins de contrôle ou de répression
économique.
Etude sous le thème :
CONCEPTION ET DIMENSIONNEMENT D'UN SYSTÈME
OPTIMISÉ DE TRAITEMENT DES EFFLUENTS DE L'ABATTOIR DE SAINT-CLOUD DANS
L'ARRONDISSEMENT D'ÉBOLOWA II
Nom de l'enquêteur : M. YAGOUE KAMENI Sidoine Dave
I. QUESTIONNAIRE AUPRES DU PERSONNEL
D'ABATTOIR
Date :
Genre : Masculin ? Féminin ?
Age : 15-25 ans? ; 25-45 ans? ; 45 et
plus?
Poste au sein de l'abattoir :
_____________________________________________________
1. Depuis combien d'années travaillez-vous au sein de
l'abattoir ? __________________
2. En quelle année fût créé
l'abattoir ? ________________________________________
3. Combien de têtes de bovin pouvez-vous abattre par
jour ? ______________________
4. Quel était le mode de gestion des eaux usées de
l'abattoir dans les années de création de l'abattoir ?
_________________________________________________________
5. Qu'est-ce qu'une eau usée ?
______________________________________________
6. Que représente-t-elle pour vous ?
__________________________________________
Une matière première? ; un risque? ;
rien?
7. Quels sont les déchets liquides
générés au sein de l'abattoir ?
_____________________________________________________________________
8. A quelle fréquence sont-ils produits ?
Journalière? ; hebdomadaire? ; mensuelle ?
9. Pouvez-vous évaluer la quantité de ces effluents
issus de l'abattage d'un bovin ? ____
10. Quel est le mode de gestion actuel des effluents
produits ? ______________________
11. Connaissez-vous les risques auxquels sommes-nous
exposés lorsque les déchets de bovin ne sont pas traités
ou sont déversé dans l'environnement ? _________________
Si oui lesquels ?
________________________________________________________
12. L'abattoir dispose-t-il un système de collecte des
eaux usées ?
Oui? ; Non?
13. Selon vous existe-il des méthodes de traitement de
ceseffluents d'abattoir ?
Oui? ; Non?
Si oui lesquels ?
________________________________________________________
14. Avez-vous déjà entendu parler du
recyclage ?
Oui? ; Non?
Si oui définissez-la :
____________________________________________________
15. Quel est votre ambition pour changer la façon de
traiter ce type de déchets ?
_____________________________________________________________________
16. Que faite vous des déchets provenant de votre poste de
travail ?
Rejet dans la nature? ; stockage dans les récipients
? ; transfère auprès des prestataires agréés
?
17. Quelles solutions proposez-vous face à tous les
problèmes ici identifiés ?
_____________________________________________________________________
II. QUESTIONNAIRE POUR LES PERSONNES
RIVERAINES
Date :
Genre : Masculin ? Féminin ?
Age : 15-25 ans? ; 25-45 ans? ; 45 et
plus?
1. Vivez-vous proche de l'abattoir ?
Oui ?; Non?
2. Si oui, depuis combien de temps vivez-vous à cet
endroit ? ______________________
3. Avez-vous des enfants ?
Oui? ; Non?
Si oui, de quelle tranche d'âge ? 0-5ans? ;
5-10ans? ; 10 ans et plus?
4. Les eaux usées sont-elles bien gérées
dans cet abattoir ?
Oui ?; Non?
5. Quels sont les problèmes auxquels vous êtes
confrontés depuis que vous êtes voisins avec l'abattoir ?
________________________________________________________
6. Êtes-vous perturbés par les déversements
de cet abattoir ?
Oui? ; Non?
7. Utilisez-vous l'eau de la rivière Bengo ?
Oui? ; Non?
Si oui à quelle fin ? Lessive? ;
vaisselle ?; bain? ; autres (précisez)?____________
8. Êtes-vous régulièrement exposé
à des maladies hydriques ?
Oui? ; Non?
Si oui lesquels ? Paludisme? ; typhoïde? ;
choléra? ; dysenterie amibienne?
9. Dans quel hôpital vous rendez-vous habituellement pour
ces cas de maladies ?
_____________________________________________________________________
10. Quelles solutions proposez-vous face à tous les
problèmes que vous rencontrez ici ?
________________________________________________________________________
III. QUESTIONNAIRE POUR LES FORMATIONS SANITAIRES
ENVIRONNANTES
Date :
Genre : Masculin ? Féminin ?
Age : 25-45 ans ? ; 45 et plus ?
Poste au sein de la formation hospitalière :
_________________________________________
1. En quelle année fût créée votre
formation sanitaire ? ___________________________
2. Quels services disposez-vous ?
Médecine Générale ? ; Urgences ?;
Maternité ? ; Pédiatrie ? ; Chirurgie ? ;
Laboratoire ? ; Radiographie ? ; Pharmacie ? ; autres
(précisez)?_______________
3. Quelle est votre capacité d'accueil ? 10 lits
? ; 20 lits ? ; Plus de 30 lits ?
4. Quelle proportion représente (en pourcentage) les
motifs de consultation pour maladies hydriques (Paludisme, Typhoïde,
dysenterie amibienne, choléra, etc...) ?
En 2005 ? _____ En 2015 ? _____ En 2025 ? _____
5. Quelles solutions proposez-vous face à tous les
problèmes ici identifiés ?
ANNEXE 2 : Normes de
rejet des effluents liquides industriels définies par types
d'industries
|
TYPE D'INDUSTRIE
|
POLLUANTS
|
CONCENTRATION MAXIMALE ACCEPTABLE
|
|
Agriculture
|
Matières en suspension
Phosphate (PO4)
Fluor (F)
pH
Ammonium (NH4)
Arsenic (As)
Nitrate (NO3)
Pesticide Total
|
15
3
1
6-9
0,1
0,1
20
0,1
|
|
Agro-alimentaire
|
Matières en suspension
Phosphore total
Azote total (NH4-N)
pH
Huile et Graisse
DBO5
DCO
Elévation max de température
Bactérie coliformes
|
50
2
10
6-9
10
50
250
=3°C
400 MPN3 / 100 mL
|
Source:Compendium of environmental laws of African
countries. Volume VII, pages 248-255 (UNDP and UNEP, 1998); World Bank
Guidelines.
ANNEXE 3 :
Résultats d'analyse physico-chimique de l'effluent.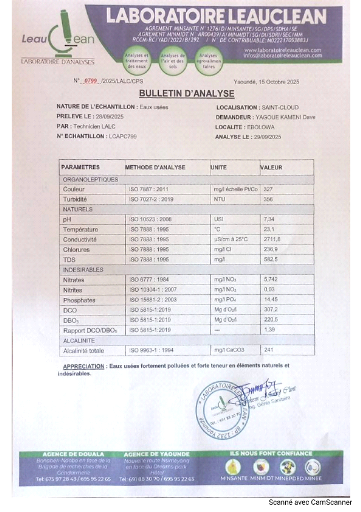 ANNEXE 4 : Mosaïque d'images de
terrain (Source : images de terrain, 2025) ANNEXE 4 : Mosaïque d'images de
terrain (Source : images de terrain, 2025)
|
|
|
Photo 1 : Saignée et dépeçage
à même le sol nu et sans EPI
|
Photo 2 : Dimensionnement
|
|
|
|
Photo 3 : Employés de l'abattoir se confondent aux
bouchers et clients qui viennent se ravitailler à la source, en tenue de
ville (sans EPI), ni pédiluve à l'entrée du
bâtiment, sous le regard impassible du vétérinaire
(DD/MINEPIA).
|
Photo 4 : Effets visibles de la pollution de
l'écosystème aquatique en aval de l'abattoir :
l'eutrophisation.
|
|
|
|
Photo 5 - 6 - 7 - 8 : Sang - exsudats et autres
matières stercoraires sont directement canalisés vers le cours
d'eau Bengo sans aucune forme de traitement. Et les déchets solides mal
gérés
|
|
|
|
|
|
Photo 9 : Résultats des activités à
fort impact social et communautaire menées pendant notre stage en
compagnie de CUE - Hysacam - Employés de l'abattoir et les
riverains : Travail à faire = Désherbage des abords de
l'abattoir et rives du cours d'eau.
|
Photo 10 : Il s'est aussi agi de : Curer tous les
caniveaux qui communiquent avec la rivière Bengo. (venant de samba,
Oding et des agences).
|
ANNEXE 5 : Cibles ODD
concernées par notre étude (Source :
https://www.agenda-2030.fr)
Les Objectifs de Développement Durable (ODD)
définis par l'ONU comportent plusieurs cibles qui traitent de
l'hygiène, de l'eau et de l'assainissement. Au-delà de l'ODD
N°6 qui traite spécifiquement de l'eau potable et de
l'assainissement, nous avons également plusieurs autres cibles
appartenant aux autres objectifs de développement durable.
Nous avons donc principalement :
- ODD 6. Eau potable et assainissement : Cet objectif vise
à garantir l'accès à l'eau potable, à
l'assainissement et à l'hygiène pour tous, tout en assurant une
gestion durable des ressources en eau.
· 6.1 : Assurer l'accès universel et
équitable à l'eau potable, à un coût abordable.
· 6.2 : Assurer l'accès à des services
d'assainissement et d'hygiène adéquats et équitables pour
tous, et mettre fin à la défécation en plein air.
· 6.3 : Améliorer la qualité de l'eau en
réduisant la pollution et en minimisant le rejet de produits chimiques
et de déchets dangereux.
· 6.4 : Accroître l'efficacité de
l'utilisation de l'eau et assurer une gestion durable des ressources en eau.
· 6.5 : Mettre en oeuvre la gestion
intégrée des ressources en eau.
· 6.6 : Protéger et restaurer les
écosystèmes liés à l'eau (rivières, lacs,
zones humides).
· 6.a : Accroître la coopération
internationale et le renforcement des capacités pour améliorer la
gestion de l'eau et de l'assainissement.
· 6.b : Encourager la participation des
communautés locales à l'amélioration de la gestion de
l'eau et de l'assainissement.
Les autres ODD liés à l'hygiène, l'eau et
l'assainissement
- ODD 3. Bonne santé et bien-être :
· 3.3 : Lutter contre les maladies liées à
une mauvaise qualité de l'eau et à un mauvais assainissement (ex.
maladies hydriques comme le choléra).
· 3.9 : Réduire les maladies et
décès dus à la pollution de l'eau et de l'air.
- ODD 11. Villes et communautés durables
· 11.5 : Réduire l'impact des catastrophes
naturelles, notamment les inondations, qui affectent l'accès à
l'eau et à l'assainissement.
· 11.6 : Réduire l'empreinte écologique des
villes, notamment en améliorant la gestion des déchets et des
eaux usées.
- ODD 12. Consommation et production responsables :
· 12.4 : Réduire la pollution liée aux
déchets chimiques et dangereux, y compris ceux qui contaminent l'eau.
- ODD 13. Lutte contre le changement climatique :
· 13.1 : Renforcer la résilience des populations
face aux impacts du changement climatique, y compris ceux affectant l'eau et
l'assainissement.
ODD 14. Vie aquatique :
· 14.1 : Réduire la pollution marine, notamment
due aux eaux usées non traitées.
Ces cibles montrent l'importance de l'eau, de l'assainissement
et de l'hygiène dans le développement durable et leur lien avec
d'autres enjeux globaux comme la santé, l'urbanisation et le climat.
ANNEXE 6 : Devis
Quantitatif et Estimatif (DQE) de réalisation du système.
|
DEVIS QUANTITATIF, ESTIMATIF ET EXTRAIT DES
MATERIAUX
|
|
N°
|
DESIGNATION
|
UNITE
|
QNTE
|
P.U (FCFA)
|
MONTANT (FCFA)
|
|
0
|
FONDATION DES DIFFERENTS OUVRAGES ET
PERIPHERIQUES
|
|
A
|
TRAVAUX DE TERRASSEMENT
|
|
1
|
Fouilles en puit pour Marais
|
m3
|
60
|
13?800
|
828?000
|
|
2
|
Fouilles en puit pour autres fosses
|
m3
|
30,73
|
13 800
|
424 074
|
|
3
|
Remblais d'apport en Bloc latéritique pour sous bassement
y/c le nivelage et compactage
|
m3
|
15
|
43?550
|
653 250
|
|
|
SOUS TOTAL 0-A
|
|
|
|
1 905 324
|
|
B
|
TRAVAUX DE FONDATIONS
|
|
|
Béton de propreté
|
m3
|
5,4
|
|
|
|
1
|
Ciment
|
T
|
1,35
|
120?000
|
162?000
|
|
2
|
Sable
|
m3
|
2,16
|
100?500
|
217?080
|
|
3
|
Granite
|
m3
|
4,32
|
201?000
|
868?320
|
|
|
Souches de poteaux en BA
|
m3
|
6,4
|
|
-
|
|
1
|
Ciment
|
T
|
2,24
|
120?000
|
268 800
|
|
2
|
sable
|
m3
|
2,56
|
100?500
|
257?280
|
|
3
|
Granite
|
m3
|
5,12
|
201?000
|
1?029?120
|
|
4
|
Fer 12 et 14
|
T
|
0,576
|
628?000
|
361 728
|
|
5
|
Fer 6
|
T
|
0,364
|
312?000
|
113 568
|
|
6
|
Fils d'attache de 5kg
|
R
|
2,304
|
5 500
|
12?672
|
|
7
|
Planche de coffrage
|
U
|
10
|
4?200
|
42?000
|
|
8
|
Bois ronds
|
U
|
5
|
3?350
|
16?750
|
|
9
|
Chevrons
|
U
|
5
|
13?400
|
67?000
|
|
10
|
Pointes ordinaires
|
Kg
|
2
|
5?040
|
10?080
|
|
|
Bétons de soubassement
|
m2
|
180
|
|
-
|
|
1
|
Ciment
|
T
|
2,34
|
120?000
|
2?80?800
|
|
2
|
Sable
|
m3
|
4,5
|
100?500
|
452?250
|
|
3
|
agglos 20 plein
|
U
|
520
|
700
|
364?000
|
|
|
Longrines en B A
|
m3
|
28
|
|
-
|
|
1
|
Ciment
|
T
|
9,8
|
120?000
|
1?176 000
|
|
2
|
Sable
|
m3
|
11,2
|
100?500
|
1?125?600
|
|
3
|
Granite
|
m3
|
22,4
|
201?000
|
4?502?400
|
|
4
|
Fer 12
|
T
|
1,68
|
628?000
|
1 055 040
|
|
5
|
Fer 6
|
T
|
1,12
|
312?000
|
349 440
|
|
6
|
Fils d'attache de 5kg
|
R
|
6,72
|
5 500
|
36 960
|
|
7
|
Planche de coffrage
|
U
|
40
|
4?200
|
1?68?000
|
|
8
|
Chevrons
|
U
|
40
|
3?350
|
134?000
|
|
9
|
Pointes ordinaires
|
Kg
|
40
|
13?400
|
536?000
|
|
10
|
Pointes acier
|
Paquet
|
10
|
3?350
|
33?500
|
|
|
Béton de sol armé ép*8cm
|
m2
|
482
|
|
-
|
|
1
|
sous couche de sable ép*5cm
|
m3
|
7,71
|
100?500
|
774?855
|
|
2
|
Ciment
|
T
|
14,46
|
120?000
|
1 735 200
|
|
3
|
Sable
|
m3
|
19,28
|
100?500
|
1?937?640
|
|
4
|
Granite
|
m3
|
38,56
|
201?000
|
7?750?560
|
|
5
|
Slm polyane
|
r
|
1
|
84?000
|
84?000
|
|
6
|
Fer a béton
|
Kg
|
157
|
4?690
|
736 330
|
|
|
TRAVAUX DE PLOMBERIE
|
|
|
|
|
|
1
|
Réservation pour évacuation
|
ens
|
1
|
PM
|
PM
|
|
|
TRAVAUX D'ELECTRICITE
|
|
|
|
|
|
1
|
Réservation pour la mise à la terre
|
ens
|
1
|
PM
|
PM
|
|
|
SOUS-TOTAL 0-B
|
|
|
|
20 377 107
|
|
|
MAIN d'oeuvre
|
%
|
25%
|
5 094 277
|
|
TOTAL GENERAL TERRASSEMENT ET FONDATION
|
25 471 383
|
|
C
|
TRAVAUX CONNEXES - EQUIPEMENTS ET FINITIONS
|
|
|
ELEVATION
|
|
|
|
-
|
|
Poteaux + poutres de chainage en B A
|
m3
|
46,5
|
|
-
|
|
1
|
Ciment
|
T
|
16,3
|
120?000
|
1 956 000
|
|
2
|
Sable
|
m3
|
16
|
100?500
|
1?608?000
|
|
3
|
Granite
|
m3
|
7,2
|
201?000
|
1?477?200
|
|
4
|
Fer 12
|
T
|
4,185
|
628?000
|
2?628?180
|
|
5
|
Fer 6
|
T
|
2,79
|
312?000
|
870?480
|
|
6
|
Fils d'attache de 5Kg
|
R
|
16,74
|
5 500
|
92?070
|
|
7
|
Planches de coffrage
|
U
|
72
|
4?200
|
302?400
|
|
8
|
Chevrons
|
U
|
45
|
13?400
|
603 000
|
|
9
|
Bois ronds
|
U
|
50
|
3350
|
167 500
|
|
10
|
Pointes ordinaires
|
Kg
|
75,89
|
5?040
|
382 486
|
|
|
Maçonnerie en agglos creux 15
|
m2
|
1132
|
|
-
|
|
1
|
Pose agglos creux 15x20x10
|
P
|
1528
|
2?345
|
3 583 160
|
|
2
|
Ciment
|
T
|
11,89
|
120?000
|
1 426?800
|
|
3
|
Sable
|
m3
|
24,9
|
100?500
|
2?502?450
|
|
|
Linteaux en B A
|
m3
|
5
|
|
-
|
|
1
|
Ciment
|
T
|
1,75
|
120?000
|
210?000
|
|
2
|
Sable
|
m3
|
2
|
100?500
|
201?000
|
|
3
|
Granite
|
m3
|
4
|
201?000
|
804?000
|
|
4
|
Fer 10
|
t
|
0,3
|
628?000
|
188?400
|
|
5
|
Fer 6
|
t
|
0,25
|
312?000
|
78?000
|
|
6
|
Fils d'attache de 5Kg
|
R
|
12
|
5 500
|
66?000
|
|
7
|
Bois ronds
|
U
|
80
|
3?350
|
268?000
|
|
8
|
Chevrons
|
U
|
100
|
13?400
|
1?340?000
|
|
9
|
Pointes ordinaires
|
Kg
|
60
|
5 040
|
302?400
|
|
|
SOUS-TOTAL C-I
|
|
|
|
12?938?580
|
|
D
|
REVETEMENT SOL ET MURS
|
|
|
|
|
|
|
Enduit sur murs int.et ext.
|
m2
|
2284
|
|
-
|
|
1
|
Ciment
|
T
|
19,02
|
120?000
|
2 282 400
|
|
2
|
Sable
|
m3
|
32,07
|
100?500
|
3 223 035
|
|
|
SOUS TOTAL D
|
|
|
|
5 505 435
|
|
E
|
TRAVAUX DE MENUISERIE
|
|
|
|
|
|
1
|
Porte métalliques
|
m2
|
16
|
8?000
|
128?000
|
|
2
|
Anti vole pour baie vitrée sur surfaces
|
m2
|
9
|
20?000
|
180?000
|
|
4
|
Porte en bois
|
U
|
2
|
37?000
|
74?000
|
|
5
|
Baies vitrée sur surfaces
|
m2
|
14
|
5?500
|
70 700
|
|
|
SOUS TOTAL E
|
|
|
|
452 700
|
|
F
|
TRAVAUX DE PLOMBERIE ET ELECTRICITE
|
|
|
|
|
|
1
|
Acquisition pompes verticales immergées 2HP slim de
1500W
|
U
|
2
|
200 000
|
400 000
|
|
2
|
Groupe électrogène 3KVA
|
U
|
1
|
199 000
|
199 000
|
|
3
|
Fourniture de canalisation, filerie, appareillage
d'éclairage et de commande
|
U
|
1
|
180?000
|
180?000
|
|
4
|
F/P armoire TGBT
|
U
|
1
|
90?000
|
90?000
|
|
5
|
F/P projecteur IP 56 LED
|
U
|
4
|
14?000
|
56?000
|
|
6
|
F/P projecteur LED light sous auvent
|
U
|
2
|
15?000
|
30 000
|
|
7
|
KIT complet Energie solaire cpt 200AH
|
U
|
1
|
1 250 000
|
1 250 000
|
|
8
|
PLOMBERIE
|
Ens
|
1
|
PM
|
-
|
|
9
|
MO
|
%
|
25%
|
|
238 750
|
|
|
SOUS TOTAL F
|
|
|
|
2 443 750
|
|
|
TOTAL GENERAL TRAVAUX CONNEXES
|
21 340 465
|
|
TOTAL GLOBAL
|
46 811 848
|
BIBLIOGRAPHIE
Ouvrages scientifiques
J. Rodier. « L'analyse de l'eau naturelle, eau
résiduaires, eau de mer », 8èmeEdition, (1996) Dénod.
Paris, 1383p
D.I. Massé and L. Masse. Treatment of slaughterhouse
wastewater in anaerobicsequencing batch reactors. 2000 Canadian Agricultural
Engineering. Vol. 42, No. 3.131-137.
D. Hatem, « Les procédés biologiques
d'épuration, » Université Virtuelle de Tunis, 2008.
Amorce, "Boue de station d'Epuration : Techniques de
traitement, Valorisation et Elimination", 2012.
Metcalf& Eddy, Inc. (2014). Wastewater engineering:
Treatment and resource recovery (5eéd.). McGraw-Hill
Education.
Apha, awwa, &wef. (2017). pH (Méthode4500-H+B). In
Standard methods for the examination of water and wastewater
(23eéd.). American Public Health Association.
PNUE. Guide de bonnes pratiques environnementales pour
l'industrie de la viande et de l'abattage. Nairobi.
Degremont, Memento Technique de l'eau, Degrémont,
2020.
OMS (Organisation Mondiale de la Santé) (2022).
Directives de qualité pour l'eau de boisson : quatrième
édition. (Souligne l'importance du traitement des eaux usées pour
atteindre la sécurité sanitaire).
Banque Mondiale (2024). Note d'information sur les
investissements dans les infrastructures d'eau et d'assainissement en Afrique
subsaharienne. (Référence générale sur la
nécessité de l'investissement optimisé dans les
infrastructures).
Articles scientifiques,
mémoires et Thèses.
Chennaoui M. and Asssobhei O., "Biostabilisation des eaux
usées d'abattoir de la ville d'ElJadida," Maroc, 2002.
G. Peiffer, « Impact environnemental des effluents
d'abattoirs : actualités techniques et règlementaires, »
Thèse de doctorat, Université Paul-Sabatier de Toulouse,
Toulouse, France, 2002.
V. Reginatto, R.M. Teixeira, F. Pereira, W. Schmidell, A.
Furigo, R. Menes, C.Etchebechere andH.M. Soqres. Anaerobicammonium oxidation in
a bioreactortreating slaughterhouse wastewater. Brazilian Journal of Chemical
Engineering.Vol.22, No 04, pp. 593 600, October-December 2003.
Defo C. (2006). Gestion des boues de vidange en milieu urbain
au Cameroun : CSA de la ville de Bafoussam. « Mémoire Online
». Thèse de Master of Science, Université de Dschang.
F. A. Andrianony, "L'efficacité de traitement des eaux
usées", Antananarivo : Mémoire de Master, faculté des
sciences - chimie minérale et chimie physique, Université
d'Antananarivo, 2012.
S. Moulin, d. Rozen-rechels, m. Stankovic- Centre
d'Enseignement et de Recherches sur l'environnement et la
société, « Traitement des eaux usées, »
atélier l'eau : Qualité vs Quantité, pp. 2,3,
2012-2013.
M. S. Mbog, "Evaluation de la gestion des déchets liquides
hospitaliers : cas des eaux uséesdu Centre Hospitalier Universitaire
(CHU) de Yaoundé.," Cameroun, 2013.
Y. Khemici, « Etude de la qualité physico-chimique et
bactériologique d'une eau usée épurée par un lit de
plantes, » Mémoire de master professionnel en traitement des eaux,
Université KasdiMerbah Ouargla, 2014.
Tchobanoglous, G., Stensel, H. D., Tsuchihashi, R., &
Abu-Obeid, H. (2014). Wastewater Engineering: Treatment and Resource Recovery
(5th ed.). McGraw-Hill Education.
Defo C. (2015). Collecte et évacuation des boues de
vidange dans la ville de Bafoussam-Cameroun. 23 p. Vertigo. Vol. 15.
n°1.
UNICEF (2015). Rapport mondial des nations unies sur la mise
en valeur des ressources en eau.
A. Reounodji, "Evaluation de la gestion des eaux usées
de l'abattoir d'Etoudi : Impacts environnementaux et sociaux.," Yaoundé,
Cameroun, 2016.
Ouedraogo, A., Traoré, K., &Savadogo, N. (2017).
Faisabilité technique et économique de l'utilisation des
réacteurs UASB pour le traitement des effluents d'abattoir au Burkina
Faso. Journal of Water Science and Technology, 75(5), 1100-1110.
Djimou, N., Fotsing, A. A., &Mfonfu, M. A. (2018).
Évaluation des technologies d'assainissement pour les abattoirs en zone
rurale camerounaise : Critères de choix et faisabilité. Actes du
Colloque International sur l'Eau et l'Assainissement.
Gillot, S. & De Smet, F. (2018). Le traitement des eaux
urbaines. Lavoisier.
Bankole, M., &Toundou, O. (2019). Conception d'un
système de traitement des eaux usées d'abattoir par filtres
plantés de roseaux au Bénin. Journal Africain des Sciences de
l'Environnement et de la Technologie, 7(2), 45-60.
Vymazal, J. (2020). Constructed wetlands for wastewater
treatment: A review of the field in 2020. Water Research, 186, 116345.
Kassab, Y., &Hajjaj, H. (2020). Caractérisation et
évaluation des sous-produits d'abattage pour une gestion
intégrée et une valorisation des déchets. Revue
Internationale de Génie des Procédés et de
l'Environnement, 11(1), 5-18.
Tchinda, A. L., Noumssi, F. N., &Kamdem, V. (2020).
Quantification et caractérisation des eaux usées d'un abattoir de
volaille et proposition de traitement en région tropicale. Revue de
Génie Industriel et de Procédés, 9(4), 211-224.
Mekonnen, A., &Amare, D. (2022). Physicochemical
characteristics of slaughterhouse wastewater and its treatment challenges in
developing countries: a review. Environmental Science and Pollution Research,
29(1), 123-135.
Tamo, C., Wamba, N. G., &Noumsi, J. A. (2022).
Dimensionnement d'une filière de traitement par lagunage pour les eaux
usées d'un abattoir semi-industriel en zone tropicale : Cas de la ville
de Bafoussam. Revue des Sciences et Techniques de l'Eau, 10(3), 89-102.
Schwarzenbach, R. P., Egli, T., Hofstetter, T. B., Von Gunten,
U., &Wehrli, B. (2022). Environmental Organic Chemistry (3rd ed.). John
Wiley & Sons.
Belkaid, A., & El Khouakhi, A. (2023).
Caractérisation et évaluation du potentiel
méthanogène des effluents d'abattoir pour une valorisation
énergétique. Revue des Sciences de l'Eau, Vol. 36, N° 4.
Koffi, P. P., et al. (2023). Impact des activités
industrielles et agro-industrielles sur la qualité des ressources en eau
de surface en Afrique subsaharienne : revue de la littérature.
International Journal of Environment and Water, Vol. 12, N° 3.
Diallo, A., Diop, S., &Mbaye, A. (2023). Stratégies
de gestion et de valorisation des sous-produits d'abattoir pour une
réduction de l'impact environnemental en Afrique de l'Ouest. Revue
d'Ingénierie et d'Environnement, 14(2), 78-91.
Ngangoum, M., Tchakonté, G., &Djiotang, T. (2024).
Évaluation de la pollution des cours d'eau par les rejets industriels et
son impact sur la santé publique dans la région du Littoral,
Cameroun. Revue Internationale de l'Environnement et de la Santé
Publique, Vol. 15, N° 2.
Nzali, C., Fotsing, E., &Nguimdo, R. (2024).
Évaluation et modélisation du traitement anaérobie des
eaux usées d'abattoir au Cameroun pour une approche d'économie
circulaire. Journal des Sciences Appliquées et de l'Environnement, Vol.
12, N° 1.
Webographies
[W1] v. Environnement, «la station d'épuration du
futur»https://www.veolia.com/sites/g/files/dvc4206/files/document/2014/04/veolia_chroniques_scientifiques_n17.pdf,
Juin 2010. Consulté le 03 septembre 2025.
[W2] Celia ibañez« Traitement des eaux
usées des abattoirs et de la transformation de la viande »
https://sigmadafclarifiers.com/fr/aguas-residuales-de-matadero,
10 juillet 2023. (Consulté le : 21 septembre 2025.)
[W3] https://www.google.com, (Consulté le : 01
Octobre 2025).
|