|
MINISTÈRE DE L'ENSEIGNEMENT SUPÉRIEUR ET DE
LA RECHERCHE SCIENTIFIQUE
*****
UNIVERSITÉ DE MONASTIR
*****
INSTITUT SUPÉRIEUR DE BIOTECHNOLOGIE
DE
MONASTIR
********
MÉMOIRE
Pour l'obtention du Diplôme Master Professionnel
Hygiène et Contrôle de la Qualité des Aliments
Intérêt de l'usage de la poudre de
Caséine et des produits
de substitution dans la production des fromages
analogues
Présenté par : Asma
Bouraoui
Encadré par :
Dr. Yasser Hachana Devant les Membres de jurys :
Président : Pr. Lotfi Achour Examinateur :
Dr. Sami Achour
Année Universitaire 2013-2014

Louange à Allah, seigneur de l'univers,
que les salutations d'Allah soient sur son messager qu'il a
envoyé en qualité de miséricorde universelle ainsi que
sur ses compagnons et ses frères jusqu'à la
résurrection.
Dédicaces
A mon cher père Habib
Qui a semé en moi le première germe de
réflexion, qui m'avait aiguillé sur les
voies du s'avoir, qui
m'avait toujours donné confiance et initié au langage
de
l'esprit .Que dieu vous garde parmi nous et vous prête
longue vie dans la
quiétude et le bonheur
A ma très chère
Rekaya
A celle qui m'a fait sourire quand j'en avais le plus
besoin, a celle qui m'a fait voir le bon coté des choses quand je
ne voyais seulement que le père.
Vous avez toujours la force de continuer quant tout le monde a
abandonné,
de prendre soin de notre famille en dépit de la
maladie et de la fatigue, Vous
portez en vous une énorme
sensibilité pour aimer au quotidien vos enfants
d'un amour
inconditionnel,
A mes frères et mes soeurs Omar, Ines,
kamel, koubeib, Med Amine à qui je
souhaite le
bonheur,
Qui ont été patients face a mes cavales et mes
périodes d'ermitage prolongées,
Pour le soutient moral qu'ils m'ont
généreusement offert et pour leurs
affectations et les appuis
qu'ils m'ont apporté.
Remerciements
Je tiens tout d'abord à remercier Monsieur le
Directeur Le la fromagerie
pour m'avoir accueilli au sein de la
société afin d'effectuer mon projet.
J'ai le plaisir d'exprimer mes vifs remerciements à
monsieur Yasser
Hachana pour ses compétences, ses efforts, sa
bienveillance et sa
Lisponibilité, car malgré son occupation
il a pu trouver le temps et le plaisir
pour m'aider et me conseiller
concernant les missions évoquées Lans ce
rapport.
Mes plus hauts respects et mes remerciements les plus
sincères et les plus
profonLs sont aLressés à Melle
Sihem Ayari responsable Lu laboratoire Le
recherche et Léveloppement
au sein Le la société pour m'avoir guidé
à
réaliser ce travail avec beaucoup Le rigueur et Le
gentillesse.
Aux responsables et à l'ensemble Lu personnel Le la
société et un très granL
merci à l'ensemble Les
techniciens Lu laboratoire et tous les employeurs Le la
fromagerie , qui par
leur aiLe technique et leur soutient ou par leur simple
présence
amicale ont contribué au bon Léroulement Le ce travail.
J'adresse enfin mes remerciements à tous les
professeurs de l'institut
supérieur Le biotechnologie Le
Monastir.
Listes des figures
Figure 1 : Classification des fromages analogues 51
Figure 2 : Vis mélangeuses 61
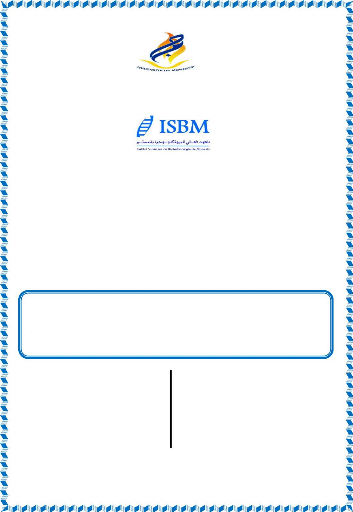
Figure 3 : Cuiseur 61
Figure 4 : Clipeuse des boyaux (SM 40P) 61
Figure 5 : Chaîne de refroidissement 62
Figure 6 : Refroidissement de mozzarella 62
Figure 7 : Machine de râpage des fromages 63
Figure 8 : Appareil d'emballage sous vide 63
Figure 9 : Produit caséine présure 64
Figure 10: Le lactosérum en poudre 66
Figure 11: Le lait en poudre 68
Figure 12: Amidon non modifié 68
Figure 13: Amidon modifié 69
Figure 14: Le citrate de sodium 70
Figure 15: la graisse de palme 71
Figure 16: Le beurre 72
Figure 17: Aromatisant Edam 73
Figure 18: Colorant fromage pur le Rocou 74
Figure 19: Présure Maxiren granulée 74
Figure 20: Ricotta 75
Figure 21: Fromage blanc 76
Figure 22: Caccio cavello 77
Figure 23: Provolone 78
Figure 24: Gouda 79
Figure 25: Edam 79
Figure 26: Mozzarella 81
Figure 27: Traitement thermique du lait 81
Figure 28: Formation d'un amas protéiques 82
Figure 29: Récupération par écumoire de
ricotta 82
Figure 30: Affinage des fromages 84
Figure 31: Gouda dans les moules 84
Figure 32: Chaîne de production de la mozzarella 85
Figure 33: Un pH -mètre 86
Figure 34: Un thermolacto-densimétre 87
Figure 35: Un lactodensimètre trempé dans le
lait 88
Figure 36: Un acidimètre 88
Figure 37: Les accessoires 88
Figure 38: Coagulation du lait contaminé 89
Figure 39: Dessiccateur (SARTORIW-M150) 91
Figure 40: Evolution de la production annuelle des fromages
93
Figure 41: Evolution de la production mensuelle au cours de
l'année 2012 94
Figure 42: Répartition de la production par type de
fromage 95
Figure 43: Répartition de la distribution de fromage 95
Figure 44: pH initial du lait du fournisseur 1 « Sahline
» 96
Figure 45: pH initial du lait du fournisseur 2 «
Kalaa-Kebira » 97
Figure 46: pH initial du lait du fournisseur 3 « Bembla
» 97
Figure 47: Acidité titrable du lait « Sahline »
98
Figure 48: Acidité titrable du lait « Kalaa-Kebira
» 98
Figure 49: Acidité titrable du lait « Bembla »
99
Figure 50: Densité du lait « Sahline » 100
Figure 51: Densité du lait « Kalaa-Kebira »
100
Figure 52: Densité du lait « Bembla » 101
Figure 53: Test alcool du lait « Sahline » 102
Figure 54: Test alcool du lait « Kalaa-kebira » 102
Figure 55: Test à alcool du lait « Bembla »
103
Figure 56: Variation du prix en fonction de l'acidité
104
Figure 57: Variation du prix en fonction de test à
l'alcool 105
Figure 58: Variation du pH de la mozzarella au cours de
fabrication 106
Figure 59: Variation de l'extrait sec au cours de la fabrication
de la mozzarella 107
Figure 60: pH du fromage blanc sans soude 108
Figure 61: pH du fromage blanc avec soude 108
Figure 62: Extrait sec du fromage sans soude 109
Figure 63: Extrait sec du fromage avec soude 109
Figure 64: Evolution du pH au cours de la fabrication du Gouda
112
Figure 65: Evolution de l'extrait sec au cours de la fabrication
du Gouda 113
Figure 66: Différence de variation du pH lors du
changement du beurre naturel par l'huile de
palme solide. 114
Figure 67: Différence de variation
de l'extrait sec lors du changement du type de matière
grasse. 115
Figure 68: Influence du lactosérum sur le pH du fromage
116
Figure 69: Influence du lactosérum sur l'extrait sec des
fromages 116
Figure 70: Apport de matière grasse de fromages analogues
et fromages naturels 118
Figure 71: Effet de la qualité de lait cru sur le
rendement fromager de la mozzarella
traditionnelle 120
Figure 72: Taux d'incorporation des différents
ingrédients dans la mozzarella analogue 122
Figure 73: Moisissures sur le provolone 124
Figure 74: Nettoyage du provolone des moisissures 124
Figure 75: Mozzarella filée 125
Liste des tableaux
Tableau 1: Composition moyenne des principaux constituants du
Lait de Vache (g/l) 5
Tableau 2: Teneurs des différents minéraux dans
le Lait 6
Tableau 3: Classification des protéines 8
Tableau 4: Classification de protéine de
lactosérum 9
Tableau 5: Teneur en Vitamines dans 100 ml de Lait de Cru
10
Tableau 7: Variation de composition vitaminique de lait crus
11
Tableau 8: Composition de lait de différentes
espèces 12
Tableau 9: Caractéristique physicochimique de lait
15
Tableau 10 : Normes microbiologiques du lait 21
Tableau 11 : Teneur en eau des fromages 22
Tableau 12 : Teneur lipidique pour 100 g de fromage fromages
23
Tableau 13 : Teneur protéique des fromages 24
Tableau 14 : Teneurs comparées en
oligoéléments du lait et des fromages 26
Tableau 15 : Caractérisation de différentes
catégories de fromages par effet de pH et Aw 26
Tableau 16 : Les mécanismes de la coagulation 28
Tableau 17 : Les critères microbiologiques du fromage
39
Tableau 18 : Influence de cellules somatiques sur le rendement
40
Tableau 19 : Origines possibles de défauts de
fabrication et remèdes possibles à envisager 40
Tableau 20 : Critère de granulométrie de
caséine en poudre 46
Tableau 21 : Critères qualitatifs des caséines
alimentaires 46
Tableau 22 : Critères de qualité physiques de
caséine en poudre 47
Tableau 23 : Critères microbiologiques de
caséine en poudre 47
Tableau 24 : Les ingrédients utilisés dans la
fabrication des fromages analogues 52
Tableau 25 : Critère physique de poudre de
caséine 64
Tableau 26 : Critères chimiques de poudre de
caséine 65
Tableau 27 : Critère microbiologiques de caséine
en poudre 65
Tableau 28 : Les caractéristiques physicochimiques de
lactosérum en poudre 67
Tableau 29 : Les caractéristiques microbiologiques de
lactosérum en poudre 67
Tableau 30 : Analyses microbiologiques des fromages
fabriqués à partir de lait cru 111
Tableau 31 : Les analyses microbiologiques des fromages
analogues 117
Tableau 32 : Les dates limites de consommation des fromages
analogues et fromages naturels
119
Tableau 33 : Variation de rendement du fromage blanc selon la
qualité de lait cru 121
Tableau 34 : Composition de la mozzarella naturelle et son
coût de production. 122
Tableau 35 : Composition détaillé de la
mozzarella analogue et son coût de production. 123
Liste des abréviations
AA : Acides aminés AT :
Acidité titrable AW : activité de l'eau
°C : Degré Celsius.
CCS : Comptage des cellules somatiques.
CEM : Enzyme de fromage modifié.
°D : Degré dornic.
DLC : Date limite de consommation
EFM : enzyme fromage modifié
ES : Extrait sec.
HR : Humidité relative
mesh : tamis
MF : Micro- filtration
MG : Matière grasse.
MP : Matière protéique
NF : Norme française
NT : Norme tunisienne.
PPNC : Pâte pressée non cuite
Ppm : Partie par million
SNG : Solides non gras
T : Température.
TIAC : Toxi- infection alimentaire collective
UFC : Unité Formant une Colonie
UHT : Ultra haute température
.ÉíÌæáæíÑÊßÈáÇ
ÉÏæÌáÇ
ÉíÆÇíãíßæíÒíáÇ
ÕÎáã
ÌÇÊäÅ í
ÈíáÍáÇ í
ÉáËãÊãáÇæ
ãÇÎáÇ
ÉÏÇãáÇ
áÇÏÈÊÓÇ
ÑíËÊ ãííÞÊ
ÏåÈ ÉÓÇÑÏáÇ
åÐå ÊíÑÌ ÏÞá
ÏÇæãáÇ äã
ÇåÑíÛ æ
áíÎäáÇ ÊíÒ
äÈááÇ áÕã
ÞæÍÓã
äííÒÇßáÇ
ÞæÍÓã áËã
ìÑÎáÇ
ÊÇÌÊäãÈ
äÈÌáÇ æ ÞÇÐã
ìáÚ ÇÈáÓ ÑË
ÏÞ ÉÆíÏÑ
ÉíÚæä íÐ
ãÇÎáÇ
钇ꇂ
ãÇÏÎÊÓÇ äÅ
.íÆÇåäáÇ
ÌÊäãáÇ ÉÏæÌ
ìáÚ ÉÇÖãáÇ
ÉÇÖÅ ãÊ
äÈÌáÇ ÉÏæÌ
ÈæíÚ
ÉÌáÇÚãá .
ÍÈÑáÇ ÔãÇå
ÉÏÇíÒ äã äßã
äßáæ
íÚíÈØáÇ
äÈÌáÇ ÌíÓä
äÅ .ÉÑÇÑãáÇ
ìáÅ áíãí
ÍÈÕ íÐáÇ
ÞÇÐãáÇ ìáÚ
ÇÈáÓ ÑË åäßá
ÉÖæãÍáÇ äã
áíáÞÊáá
ãæíÏæÕáÇ
ÏíÓßæÑÏíå
ßáÐ ìáÅ
ÉÇÖáÅÇÈ
ÉÖæãÍáÇ
ÉÌÑÏ ìáÚ
ÇÈáÓ ÑË ÏÞ
ÑíÙäáÇ
äÈÌáÇ ÉÚÇäÕ
í ÉÈÇÐáÅÇ
ÍáÇã
ãÇÏÎÊÓÇ äÅ
.ÚæäÕãáÇ
äÈÌáá ÉÇÌáÇ
ÉÏÇãáÇ áÏÚã
ÚÌÇÑÊ í
ÈÈÓÊ
ÉáÊÎãáÇ
ÊÇäæßãáÇ
ØáÎá åÇíãáÇ
ãÇÏÎÊÓÇ äÇ
ÍíÍÕÊ äã äßã
ÇäãË ÕÎÑÇ
ÑÈÊÚí íÐáÇ
áíÎäáÇ ÊíÒÈ
ÑíÙäáÇ
äÈÌáÇ í
ÉíÚíÈØáÇ
äæåÏáÇ
áÇÏÈÊÓÇ
ÉíÌíÓäáÇ
ÉÈíßÑÊáÇ
áßÇÔã ÖÚÈ
ìáÚ ÈáÛÊáá
.äÈÌáÇ äã
ÚæäáÇ ÇÐå
áËã í ÊÙÍæá
íÊáÇ
ÉÌæÒááÇ
ÉáßÔã
ãÇÏÎÊÓÇ äÅ .
áÏÚãáÇ
ÇÔäáÇ æ
íáÕáÇ ÇÔäáÇ
ÉÇÖÅ Úã
äíÒÇßáÇ
ÞæÍÓã
ÊÇÈíÈÍ ãÌÍ
ÑííÛÊ ãÊ
äÈÌáá ÇÏÈ
ËíÍ ÑíÙäáÇ
äÈÌáá
ÉíÌíÓäáÇ
ÉÈíßÑÊáÇ
ìáÚ ÇÈáÓ ÑË
ÏÞ äíÊæÑÈáá
ÑÏÕãß åÏÍæá
äíÒÇßáÇ
ÞæÍÓã
ÉÇÖáÅÇÈ
äÈÌáÇ ÌíÓä
äííáÊ äã äßã
íÐáÇ äÈááÇ
áÕã ÞæÍÓã
ÉÇÖÅ ãÊ ÏÞ
ÉáßÔãáÇ åÐå
ÉÌáÇÚãáæ .
ÇÈáÕ
.ÉÖæãÍáÇ
áíÏÚÊ ìáÅ
9ÊÛáÈ ÏÞ
íÚíÈØáÇ
äÈÌáÇ äã
ÏÍÇæáÇ ÛßáÇ
ÌÇÊäÅ ÉáßÊ ä
ÉíÏÇÕÊÞáÇÇ
ÉÓÇÑÏáÇ ÊÔß
ÏÞá
071 æ ÑíäÇä Ï 6
ìáÅ áÒä ÏÞ
ÉáßáÇ äãË äæ
ÉÏíÌ ÉíÚæä
æÐ ÈíáÍ
ãÇÏÎÊÓÇ
ÉáÇÍ í ãíáã
071æÑíäÇäÏ ÏÚÊ
äÇÈÌáÇ
ÑÆÇÙä äÅ .
ÉÆíÏÑ ÉíÚæä
äã ãÇÎ ÈíáÍ
ãÇÏÎÊÓÇ ÏäÚ
ãíáã 671 æ
ÑíäÇäÏ 4ìáÅ
ìÊÍ ãË ãíáã
ìáÚ ÏÒ .ãíáã 071
æ ÑíäÇäÏ 4
ÒæÇÌÊí áÇ
Çåäã ÏÍÇæáÇ
ãÇÑÛæáíßáÇ
ÑÚÓ æ
ÉíÚíÈØáÇ
äÇÈÌáÇ äã
ÉáßÊ áÞ ÓäÈ
ÉÚäÕãáÇ
ìÑÎáÇ
ÉíÚíÈØáÇ
ÊÇÌÊäãáÇ Úã
ÉäÑÇÞãáÇÈ
ÉÈÓÇäã
ÉíÌæáæíÑÊßÈ
ÉÏæÌÈ ÒÇÊãÊ
ÇåäÅ ßáÐ
.ÉÓÓÄãáÇ
ÉÏæÌáÇ -
ãÇÎáÇ
钇ꇂ
ÉíÚæä
íÚíÈØáÇ
äÈÌáÇ
ÑíÙäáÇ
äÈÌáÇ
äíÒÇßáÇ
ÞæÍÓã :
ÍíÊÇãáÇ
ÊÇãáßáÇ
Mots Clés : Poudre de caséine - fromage
analogue - fromage naturel - qualité, lait cru - paramètres
physicochimiques - bactériologiques.
Résumé
Cette étude a été réalisée
dans le but d'évaluer l'impact du remplacement de la matière
première, qui est le lait, dans la production fromagère, par
d'autres produits de substitution tels que la poudre de caséine, la
poudre de lactosérum, l'huile de palme et d'autres additifs, sur la
qualité du produit fini. L'utilisation d'un lait cru de qualité
médiocre a affecté négativement le goût et la
texture des fromages naturels, mais a permis d'augmenter la marge
bénéficiaire de la fromagerie. Pour remédier à ces
défauts de qualité, la fromagerie a eu recours à
l'addition de soude pour élever le pH des fromages et atténuer le
goût acide. Cependant, un goût d'amertume a été
constaté dans ces produits. L'usage des sels de fonte, au cours de la
fabrication des fromages analogues, a affecté négativement leur
pH. En plus, l'usage de l'eau pour mélanger les différents
ingrédients de la recette a provoqué une chute du taux d'extrait
sec. La matière grasse naturelle a été substituée
dans les fromages analogues par l'huile de palme, car non seulement elle
coûte moins cher mais aussi elle permet de corriger le problème de
fluidité observé dans ce genre de fromages. Pour remédier
à des problèmes de texture constatés dans les fromages
analogues, la fromagerie a eu recours à changer la granulométrie
de la poudre de caséine tout en ajoutant de l'amidon modifié et
natif. L'usage de la caséine en poudre seule, comme source de
protéines, a affecté négativement la texture des fromages
analogues qui est devenue très rigide. Pour remédier à ce
problème, l'adjonction de la poudre de lactosérum a permis de
ramollir la texture tout en ayant un pH convenable.
L'étude économique a révélé
que le coût de production du fromage naturel a atteint 9dt.170 en cas
d'usage d'un lait de bonne qualité, et il est descendu à 6dt.170,
et même encore à 4dt.670, en cas d'usage d'un lait cru de
qualité médiocre. Les fromages analogues coûtent moins cher
que les fromages naturels et le prix du kilogramme ne dépasse pas les
4dt.570. En plus, ils ont une qualité bactériologique convenable
par rapport aux fromages naturels produits dans la même fromagerie.
Summary
This study was conducted to assess the impact of replacing the
raw material, which is milk, in cheese production by substitution of other
products such as, casein powder, whey powder, palm oil and other additives, on
cheese quality. The use of poor quality raw milk, has negatively affected the
taste and texture of natural cheeses, but has increased the profit margin. To
address these quality defects, the cheese factory has used sodium hydroxide to
raise the pH of the cheese and reduce the acid taste. However, a bitter taste
was found in these products. The use of melting salts in the manufacture of
analogue cheese, affected negatively pH. In addition, the use of water for
mixing various ingredients caused a drop in the dry matter. Natural fat was
substituted in analogue cheeses by palm oil, since it's not only cheaper, but
also corrects the problem of fluidity observed in this type of cheese. To
overcome the problems noted in the texture of analogue cheese, the cheese
factory changed the size of the casein powder with addition of native and
modified starch. The use of casein powder alone, as a protein source, has
adversely affected the texture of the analogue cheese which became very rigid.
To remedy this problem, the addition of whey powder allowed to soften the
texture and gave a suitable pH for the cheese.
The economic study revealed that the cost of production of
natural cheese reached 9dt.170 in case of use of a good quality milk , and it
came down to 6dt.170, and even to 4dt.670 in case of use of raw milk of poor
quality. Analogue Cheeses are less expensive than natural cheeses and the price
per kilogram does not exceed 4dt.570. In addition, they have a suitable
bacteriological quality compared to natural cheese products.
Key words: casein powder -
analogue cheese - natural cheese - quality raw milk - physicochemical
parameters - Bacteriological parameters
SOMMAIRE
INTRODUCTION 3
SYNTHESE BIBLIOGRAPHIQUE 3
Chapitre 1 : le lait, matière première
4
I. Définition 4
1. Lait cru 4
2. Colostrum 4
II. Composition et structure de lait 5
1. Eau 5
2. Matière grasse 5
3. Les glucides de lait 6
4. Les minéraux et les sels de lait 6
5. Les protéines 7
6. Les vitamines de lait 9
7. Les enzymes 11
III. Facteurs de variation de la composition de lait
11
1. Variations au stade de l'animal 12
2. Variations au stade du traitement du lait 12
IV. Propriétés physicochimique de lait cru
13
1. Le pH 13
2. La Densité 13
3. Le Point de Congélation 13
4. L'Acidité 14
5. Viscosité 14
6. Extrait sec 14
7. Point d'ébullition 15
V. Propriétés microbiologiques du lait cru
15
1. Microbes de l'intérieur de la mamelle 16
2. Microbes de L'extérieur de la mamelle 16
3. Microorganismes utiles 18
4. Microorganismes contaminants 18
4.1. Flore pathogène 18
4.2. Flore d'altération 19
5. Principales activités des microorganismes dans le lait
19
VI. Les cellules somatiques dans le lait 20
1. Définition 20
2. Facteur de variation de teneur de cellules somatique dans le
lait 20
3. Effet des cellules somatiques sur la qualité du lait
21
Chapitre 2 : le fromage ; un produit fini 22
I. Fromage 22
1. Définition 22
2. Constituants du fromage 22
2.1. Teneur en eau et extrait sec complémentaires 22
2.2. Matière grasse 23
2.3. Les protéines 24
2.4. Les glucides 24
2.5. Minéraux 25
3. Caractéristiques physicochimiques des
différentes classes de fromages 26
4. Principes généraux de la technologie
fromagère 27
5. Les mécanismes de transformation des fromages 28
6. Les grandes familles de fromages 29
6.1. Fromages frais 29
6.2. Fromages à pâte molle, à croûte
lavée ou fleurie : 30
6.3. Fromages à pâte pressée 30
6.4. Pâtes dures 31
6.5. Pâtes filées 31
6.6. Fromages fondus 32
II. Impact de la qualité du lait cru sur le
fromage 32
1. Définition de la qualité lait- fromage 32
2. Impact de la qualité physicochimique du lait cru sur
la qualité fromagère et le
rendement 33
2.1. Aptitude à la coagulation du lait 33
2.2. Le rendement fromager 35
2.3. Particularité physicochimique des fromages 36
3. Impact de la qualité bactériologique de lait
cru sur le fromage 36
3.1. Microorganismes utiles 36
3.2. Micro-organismes responsables d'altération 37
3.3. Microorganismes potentiellement pathogènes 38
3.4. Particularités microbiologiques des fromages 38
4. Conséquences des cellules somatiques sur la
technologie fromagère. 39
4.1. Influence des cellules somatiques sur la qualité des
fromages 39
4.2. Impact des cellules sur le rendement fromager 40
III. Exemples des défauts rencontrés dans
le fromage 40
Chapitre 3 : Imitation des fromages ou produits analogues
42
I. Caséine en poudre 42
1. Définition 42
2. Type de caséine 42
2.1. Caséine acide 42
2.2. Caséine présure 43
3. Méthodes de préparation de la caséine
44
3.1. Etape de fabrication de la caséine en poudre 44
3.1.1. Précipitation 44
3.1.2. Drainage et lavage 45
3.1.3. Pressage, broyage et la diffusion 45
3.1.4. Séchage 45
3.1.5. Broyage 45
3.1.6. Conditionnement et stockage 46
3.2. Contrôle qualité des produits finis 46
3.2.1. Granulométrie 46
3.2.2. Les critères chimiques 46
3.2.3. Critères physiques 47
3.2.4. Critères microbiologiques 47
3.2.5. Etiquetage 48
3.2.6. Condition de stockage 49
4. Usage de la caséine 49
5. Propriété fonctionnelles 49
II. Fromage à base de poudre de caséine :
fromage analogue 50
1. Définition 50
2. Classification 51
3. La formulation des fromages 52
3.1. Les matières premières 52
3.2. Influence de matière première sur le fromage
53
3.2.1. Matières premières non laitières
53
3.2.2. Matières premières laitières 55
4. Technique de fabrication de fromage analogique 55
4.1. Méthode de fabrication: 55
4.2. Spécification de fabrication: 56
4.2.1. Substitution de protéine de lactosérum et
de l'amidon : 56
4.2.2. Substitution de matière grasse 57
5. Avantage de production de fromage analogue 57
MATERIELS ET METHODES 59
I. Equipements de production 60
1. Le cuiseur 60
2. Clipeuse 61
3. Chaîne de refroidissement 62
4. Râpeuse 63
5. Machine d'emballage sous vide 63
II. La matière première utilisée
dans la fabrication des fromages 64
1. Matière première séchés 64
1.1. Protéines fromageables (la caséine
présure) 64
1.2. Protéine sériques : lactosérum 35%
66
1.3. Poudre de lait : lait entier 68
1.4. Epaississant : amidon 68
1.5. Acidifiant : acide citrique (E 330) 69
1.6. Conservateur : Sorbate de potassium (E202) 70
1.7. Emulsifiants : citrate de sodium (E331) 70
1.8. Les kasomels 70
2. La Matière grasse 71
2.1. Huiles végétales 71
2.2. Beurre 71
2.3. Pâte fraîche 72
3. Les sels 72
4. Les aromatisants et les colorants 73
5. L'enzyme: présure (Maxiren) 74
III. Types de fromages produits par la fromagerie
75
1. Les fromages 75
1.1. Les fromages à base de lait 75
1.1.1. Fromage non affiné 75
1.1.2. Fromage affiné 76
1.2. Fromage à base de caséine en poudre 78
2. La méthode de fabrication 81
2.1. Processus de fabrication de ricotta 81
2.2. Processus de fabrication du fromage blanc 82
2.3. Processus de fabrication de la Mozzarella traditionnelle
83
2.4. Processus de fabrication de provolone 83
2.5. Processus de fabrication de Gouda 84
2.6. Processus de fabrication de l'Edam 85
2.7. Processus de fabrication de fromage râpé 85
2.8. Processus de fabrication de Mozzarella 85
IV. Contrôle de qualité
réalisé dans la fromagerie 86
1. Contrôle de la qualité des matières
premières des fromages analogues 86
2. Contrôle de la qualité de lait cru 86
2.1. Echantillonnage 86
2.2. Les analyses physicochimiques de lait cru 86
2.2.1. Mesure de pH 86
2.2.2. Mesure de la densité 87
2.2.3. Mesure de l'acidité 88
2.2.4. Test à alcool 89
3. Le contrôle de processus de fabrication 90
4. Contrôle de la qualité de fromage 90
4.1. Echantillonnage 90
4.2. Les analyses physicochimiques de fromage 91
4.2.1. Mesure de pH 91
4.2.2. Mesure de l'humidité 91
RESULTATS ET DISCUSSIONS 92
I. La production 93
1. La production annuelle 93
2. La production mensuelle 93
3. Répartition de type de fromage 94
4. La distribution 95
II. Etude qualitative du lait destiné à la
fabrication fromagère 96
1. Analyses physicochimique de lait destiné à la
fabrication de fromage 96
1.1. pH 96
1.2. Acidité titrable 97
1.3. Densité 99
1.4. Test alcool 101
2. Les analyses microbiologiques de lait crus 103
3. Le mode de paiement des fournisseurs 104
III. Etude qualitative des fromages à base de lait
105
1. Les analyses physicochimiques de fromage 105
1.1. Mozzarella 105
1.1.1. pH 105
1.1.2. Extrait sec 106
1.2. Fromage blanc 107
1.2.1. pH 107
1.2.2. Extrait sec : 108
2. Les analyses microbiologiques des fromages à base de
lait 110
IV. Etude qualitative du fromage produit base de
caséine 111
1. Evolution des paramètres physicochimiques au cours de
la fabrication du gouda 111
1.1. pH 111
1.2. Extrait sec 112
2. Variation de la qualité physicochimique des fromages
lors de changement de la
formulation 113
2.1. Impact du changement du type de
matière grasse sur le pH et l'extrait sec de la
« Mozzarella » 113
2.1.1. PH 113
2.1.2. Extrait sec 114
2.2. Impact de l'ajout de la poudre
du lactosérum sur le pH et l'extrait sec des
fromages à râper 115
3. Etude de la qualité bactériologique des
fromages analogues 117
V. Comparaison entre le fromage naturel et le fromage
analogue 118
1. Comparaison qualitative 118
2. Comparaison bactériologique 118
3. Comparaison de la DLC entre fromage naturel et fromage
analogue 119
VI. Facteurs de variation de prix de fromage
120
1. Effet de la qualité de lait cru 120
1.1. Effet de la densité 120
1.2. Effet de l'acidité 121
2. Effet des ingrédients de substitution 122
VII. Les problèmes de la qualité
morphologique des fromages et les solutions 123
1. Aspect externe 123
2. Texture 125
3. Flaveur 125
4. Emballage 126
CONCLUSION ET RECOMANDATIONS 126
REFERENCES BIBLIOGRAPHIQUES 129
ANNEXES 138
ISBM Page 1
Introduction
Introduction
Le fromage naturel a toujours été une valeur
sûre de l'alimentation humaine. C'est le résultat d'une
transformation du lait très ancienne puisque des écrits
témoignent de sa fabrication quelque trois mille ans avant notre
ère en basse Mésopotamie. Source précieuse de
protéines, le fromage a été l'un des premiers moyens de
conservation du lait, matière première rapidement
périssable. Cependant, la coagulation du lait et l'égouttage du
caillé qui en résulte n'offrent qu'une stabilité relative
et variable selon les fromages qui sont des produits laitiers « vivants
». Ainsi, si la protéolyse est un phénomène
fondamental lors de l'affinage, cette activité enzymatique se poursuit
même à basse température et conduit au-delà d'un
certain stade à une altération du fromage.
Malgré l'immense diversification des types de fromages
naturels dans le marché, et leur richesse nutritionnelle, des nouveaux
produits ont émergé depuis 2007, qui ont le goût du
fromage, la couleur du fromage et la texture du fromage et qu'on appelle les
fromages analogues. Le fromage analogue est obtenu par une commutation du lait
cru avec la caséine en poudre et autre composants peut provoquer un
danger pour le maintien de la consommation du fromage naturel, malgré
ses caractéristiques nutritionnelles très controversées.
Dans ce contexte, le présent travail vise une meilleure connaissance de
la composition de ces fromages analogues, ainsi que l'intérêt de
l'usage de la poudre de caséine et d'autres ingrédients de
substitution dans la production fromagère.
Hormis l'introduction et la conclusion, ce travail, est
organisé en trois grandes parties : La première partie consiste
en une synthèse bibliographique sur les fromages naturels et les
fromages analogues, débutant par une description de la caséine en
poudre et une définition du fromage analogue tout en présentant
un aperçu sur la technologie de production des fromages naturels. La
deuxième partie est un exposé du matériel et des
méthodes mis-en oeuvre dans le cadre du travail expérimental. Les
matières premières, les équipements ainsi que les
technologies de fabrication du fromage et les caractéristiques des
Produits finis y sont détaillés. Une bribe de cette partie a
été consacrée pour les analyses physicochimiques et
microbiologiques des fromages ainsi que les protocoles expérimentaux.
Les résultats sont ensuite développés dans une
troisième partie où ils sont discutés en trois
étapes. Tout d'abord, on a présenté l'impact de la
qualité du lait cru sur la qualité physicochimique et
microbiologique des fromages. Ensuite, dans une étude qualitative des
fromages analogues, on a démontré l'impact du processus de
fabrication ainsi que la qualité de la matière première
sur la qualité finale des fromages. En fin une étude comparative
entre
ISBM Page 2
Introduction
les coûts de production des deux types de fromages
à été réalisée dans le but de mieux
comprendre l'intérêt de utilisation, de plus en plus accrue, de la
caséine en poudre dans la fabrication des fromages.
ISBM Page 3
Synthèse bibliographique
Synthèse
bibliographique
ISBM Page 4
Synthèse bibliographique
Chapitre 1 : le lait, matière
première
I. Définition
1. Lait cru
? Définition générale
Le lait est un liquide sécrété par les
glandes mammaires des femelles mammifères après la naissance du
jeune. C'est un liquide de composition complexe, blanc et opaque, d'une saveur
douce, d'une réaction ionique (pH) voisin de la neutralité. La
fonction naturelle du lait est d'être un aliment exclusif des jeunes
mammifères pendant la période critique de leur existence,
après la naissance, alors que la croissance est rapide et qu'il ne peut
lui être substitué d'autres aliments. La grande complexité
de la composition du lait répond à cette fonction
(Alais , 1984) Le lait sécrété
dans les premiers jours après la parturition s'appelle le colostrum
(Enil Mamirole ,2011).
? Définition légale
- Le lait est le produit intégral de la traite totale
et interrompue d'une femelle laitière bien portante, bien nourrie et non
surmenée. Il doit être recueilli proprement et ne doit pas
contenir de colostrum (Enil Mamirole ,2011).
- La dénomination "lait" sans indication de
l'espèce animale de provenance, est réservée au lait de
vache. Le lait est alors le produit de la sécrétion mammaire
normale, obtenu par une ou plusieurs traites, sans aucune addition ou
soustraction (NT 14-01 1983).
2. Colostrum
Le colostrum est le premier lait sécrété
par un animal après la naissance du jeune. Il est très
différent du lait normal dans sa composition et ses
propriétés. Une caractéristique très distinctive du
colostrum est sa forte teneur en protéines solubles: environ 11% (du
poids total) contre environ 0.65% dans le lait normal. Cela a comme effet une
coagulation du colostrum lorsqu'il est chauffé. Les immunoglobulines
sont une partie importante des protéines du sérum de fromagerie
et des anticorps protègent le veau de toutes infections jusqu'à
la mise en place complète de son système immunitaire. Le
colostrum a une couleur
ISBM Page 5
Synthèse bibliographique
jaunâtre et un goût plutôt salé. Sa
teneur en catalase et peroxydase est élevée (Enil
Mamirole ,2011).
II. Composition et structure de lait
Les principaux constituants du lait sont l'eau, la
matière grasse, les protéines, le lactose (sucre du lait) et les
minéraux (sels). Le lait contient également des traces d'autres
substances, telles que des enzymes, des vitamines, des phospholipides
(substances avec propriétés lipoïdes), et des gaz. Le lait
de vache est constitué d'environ 87 % d'eau et de 13 % de substance
sèche. La substance sèche est en suspension ou dissoute dans
l'eau (Rennet ,1983). Les principaux constituants
chimiques du lait sont repris au Tableau 1.
Tableau 1 : Composition moyenne des principaux
constituants du Lait de Vache (g/l)
|
Constituants majeurs
|
Valeurs limitées (%)
|
Valeurs moyennes (%)
|
|
Eau
|
85,5 - 89,5
|
87,1
|
|
Protides
|
2,9 - 5,0
|
3,2
|
|
Glucides
|
3,6 - 5,5
|
4,6
|
|
Minéraux
|
0,7 - 0,9
|
0,8
|
|
Constituants mineurs
|
Vitamines, enzymes,
pigments
|
Cellules diverses, gaz
|
(Vignola, 2002 )
1. Eau
L'eau est le constituant le plus important du lait. Elle
représente environ le 9/10 du produit. 95% de l'eau présente sous
forme libre qui se congèle à 0°C. Les 5% qui restent se
trouvent sous forme liée séquestrée à
l'intérieur des micelles protéiques et ne se congèle pas
même à -18°C (Amiot, 2002).
2. Matière grasse
La matière grasse est sous forme de globules gras
(visible au microscope optique) en émulsion dans la phase aqueuse du
lait. Une émulsion est une dispersion de fines gouttelettes d'une
substance liquide dans un autre liquide. Suivant la nature de la phase
dispersée, on distingue les émulsions de matière grasse
dans l'eau (le lait) des émulsions d'eau dans la
ISBM Page 6
Synthèse bibliographique
matière grasse (le beurre). La stabilité de
l'émulsion est due à la présence d'une enveloppe
lipido-protéique chargée négativement
(Poiturier et Adda, 1969) .Le diamètre du
globule gras est variable (0,1 à 20 mm, le diamètre moyen du
globule gras du lait de vache est : 3 à 5 mm) : il diminue du
début à la fin de la lactation tandis que le nombre de globules
gras augmente et au cours d'une traite, le diamètre augmente ; un
globule gras est donc plus gros en fin de traite de début de lactation
(Poiturier et Adda, 1969) .
3. Les glucides de lait
Ils sont essentiellement représentés par du
lactose. Le lactose est le constituant le plus principale de la matière
sèche du lait. C'est un disaccharide, dont la molécule contient
les monosaccharides glucose et galactose .sa teneur est élevé
puisqu'elle est d'environ 50g/l. Le goût sucré n'apparait pas dans
le lait car le pourvoir sucrant du lactose est très faible. Le lactose
est le constituant le plus attaqué par les micro-organismes, il est la
principale source d'alimentation des bactéries, ces dernières
contiennent un enzyme appelé lactase, qui attaque le lactose en
décomposant ses molécules en glucose et galactose, ce qui
provoque un abaissement du pH du lait entraînant sa coagulation; celle-ci
est indispensable pour la fabrication de fromages et de laits fermentés
(Amiot, 2002).
4. Les minéraux et les sels de lait
Les minéraux jouent un rôle important dans
l'organisation structurale des micelles de caséine. Les principaux
minéraux présents dans le lait sont présentés dans
le tableau 2 et de nombreux autres sont présents à l'état
de traces. Les minéraux sont répartis entre l'état
soluble, sous la forme d'ions ou de sels, et l'état colloïdal,
associés à la micelle de caséine (Amiot, 2002
) .
Tableau 2 : Teneurs des différents
minéraux dans le Lait
|
Minéraux
|
Teneur en (mg/kg)
|
|
Sodium (Na)
|
445
|
|
Magnésium (Mg)
|
105
|
|
Phosphore (P)
|
896
|
|
Chlore (Cl)
|
958
|
|
Potassium (K)
|
1500
|
|
Calcium (Ca)
|
1180
|
|
Fer (Fe)
|
0,50
|
|
Cuivre (Cu)
|
0,10
|
|
Zinc (Zn)
|
3,80
|
ISBM Page 7
Synthèse bibliographique
|
Iode (I)
|
0,28
(Amiot, 2002 )
|
5. Les protéines
Les protéines sont des molécules géantes
constituées d'unités plus petites, appelées
aminoacides(AA). Une molécule protéique contient
généralement environ 100 à 200 aminoacides liés. Le
lait contient 32 à 36 g/l de matière protéique .Ces
protéines se présentent principalement sous deux formes :
? La caséine
La caséine est la principale protéine du lait de
vache. Elle représente environ 80 % des protéines contenues dans
le lait. Les 20 % restants étant des protéines du sérum.
Les caséines sont des polypeptides phosphorés associés
surtout à des constituants minéraux, en particulier le calcium,
mais aussi le phosphate, le magnésium et le citrate, de manière
à former des micelles de phosphocaséinate de calcium. La taille
des micelles se situe entre 100 et 500 nm, avec un diamètre moyen
près de 180 nm, et elle varie principalement selon l'espèce
animale, la saison et le stade de lactation (Brulé et al,
1997). On peut séparer trois composants
principaux au sein des caséines: caséine alfa,
caséine beta â et caséine kappa (Tableau 3).Chaque fraction
de caséine a un rôle bien déterminé qu'on peut citer
:
La caséine ?S1: C'est la protéine la plus
importante en masse, elle possède 199 AA pour 23 614 g/mol. Cette
caséine est très sensible au calcium au pH normal du lait
(pH=6,7) : quelle que soit la température et en présence de
calcium, on constate une formation de flocons. Dans la micelle, la
caséine aS1 est peu accessible à la plasmine ; il est donc
probable qu'elle se situe au coeur de la micelle masquée par d'autres
caséines (Grippon, 1960).
La caséine ?S2 : Elle représente 8
à 11% de la micelle de caséine, possède 207 AA et 13
à 10 phosphates et son poids moléculaire estimé varie de
25150 à 25390 g/mol. Grâce à la présence des 2
résidus cystéine, les molécules peuvent s'associer en
dimères qui s'agrègent entre eux par interactions
électrostatiques pour former des polymères. Par sa richesse en
phosphate, elle est très sensible au calcium, et comme pour aS1, la
caséine aS2 semble ne pas être en surface de la micelle
(Grippon, 1960).
La caséineâ : Représentant 25
à 35% de la micelle, avec ses 209 acides aminés et ses 5
groupements phosphates, elle possède beaucoup d'analogie avec la
caséine aS1. Elle est sensible au calcium à température
ambiante mais après déphosphorylation (expérience de
ISBM Page 8
Synthèse bibliographique
laboratoire), la molécule perd cette sensibilité
et devient capable d'empêcher la précipitation de la
caséine aS1 par le calcium. Elle est sensible au froid et très
hydrophobe (ces zones hydrophobes sont à l'origine de l'association des
caséines b entre elles pour former des « néomicelles »)
(Grippon, 1960).
La caséine ? ? Il s'agit des fragments
C-terminaux résultant de la protéolyse de la caséine ? par
la plasmine (protéase alcaline du lait) (Grippon,
1960).
La caséine ê : Une grande
majorité de cette caséine se trouve à la surface de la
micelle, accessible à la présure (Grippon,
1960).
Tableau 3 : Classification des
protéines
|
Nom de protéines
|
% de protéines
|
Nombre des A.A
|
|
caséine
|
75-85
|
|
|
Caséineás1
|
39-46
|
199
|
|
Caséineás2
|
8-11
|
207
|
|
caséineâ
|
25-35
|
209
|
|
caséineê
|
8-15
|
169
|
|
caséineã
|
3-7
|
|
(Brunner, 1981)
La caséine est la composante de base du fromage. Dans
la fabrication du fromage la caséine est précipitée sous
l'effet de l'enzyme présure, et un coagulum se forme, constitué
de caséine, de protéines du sérum, de matière
grasse, de lactose et des matières inorganiques du lait. La coagulation
du lait après addition de présure résulte, entre autres
phénomènes, d'une action primaire sur la caséine k
(protéolyses entre les acide aminées 105 (Phenylalanine) et 106
(Methionine) situés à l'extérieur de la micelle) laissant
des plages hydrophobes de paracaséine k (les acides aminées 1
à 105 restant fixés à la micelle). Sous l'influence de
calcium ionique Ca++ dissous, il y a agglomération des micelles
dépourvues de caséino glycopeptide (cas k 106-169 qui se
solubilise) en un réseau : le caillé (Gaursaud,
1990).
? Protéines de lactosérum
Les autres protéines du lait sont présentes dans
le lactosérum, elles représentent environ 20% des
protéines totales, se retrouvent sous forme de solution colloïdale.
Les protéines sériques sont définies comme étant
les protéines solubles présentes dans le lactosérum
suivant
ISBM Page 9
Synthèse bibliographique
la précipitation des caséines à pH 4,6
à 20 °C. Les protéines sériques englobent une
première fraction protéique (80 %) composée de
â-lactoglobuline (â-LG), d' á-lactalbumine (á-LA),
d'albumine de sérum bovine (BSA) et d'immunoglobulines, et une
deuxième fraction non protéique (20 %) composée de
protéases peptones et de composés azotés (Guiraud,
1998). On les distingue des caséines par leur
composition, leur structure et diverses propriétés : - leur
teneur élevée en lysine, tryptophane, cystéine et autres
acides aminés soufrés leur confère une très bonne
valeur nutritionnelle.
- la structure est plus compacte : ces protéines fixent
peu les ions et résistent à l'action des protéases
- elles sont plus sensibles à la chaleur car
dénaturées par chauffage (à 100°C) et forment des
flocons, elles deviennent alors insolubles (sauf les protéoses-peptones)
(Alais, 1984).
Les protéines de lactosérum peuvent être
classées selon le tableau 4 suivant
Tableau 4: Classification de
protéine de lactosérum
|
Nom de protéine
|
% de protéines
|
Nombre d'acides aminés
|
|
Protéine de lactosérum
|
15-22
|
|
|
â -lactoglubiline
|
7-12
|
162
|
|
á -lactalbumine
|
2-5
|
123
|
|
Sérum albumin
|
0,7-1,3
|
582
|
|
Immunoglobuline (G1, G2...)
|
1,9-3,3
|
|
|
Protéose-peptone
|
2-4
|
|
(Brunner, 1981)
6. Les vitamines de lait
En plus des protéines, glucides, lipides, et
minéraux, le lait contient des vitamines liposolubles A, D, E et K et
des vitamines hydrosolubles qui se retrouvent dans le sérum. C'est le
cas de l'acide ascorbique la vitamine B1, B2, B6, B12, la niacine, l'acide
pantothénique, l'acide folique et la biotine (H) (Amiot,
2002).
Ce sont des molécules plutôt complexes mais de
taille beaucoup plus faible que les protéines, de structures très
variées ayant un rapport étroit avec les enzymes car elles jouent
un rôle de coenzyme associée à une apoenzyme
protéique. Seules les vitamines liposolubles sont d'origine alimentaire
et les conditions de vie de l'animal exercent une influence sur les teneurs
vitaminiques du lait : les productions estivales offrent donc un plus grand
intérêt que
ISBM Page 10
Synthèse bibliographique
les laits de stabulation. Au contraire, la vitamine C offre un
taux relativement constant en raison de sa synthèse
régulière dans l'épithélium intestinal
(Adrian, 1987).
On classe les vitamines en deux grandes catégories :
- les vitamines hydrosolubles (vitamines du groupe B et vitamine
C) de la phase aqueuse du lait.
- les vitamines liposolubles (vitamines A, D, E et K)
associées à la matière grasse, certaines sont au centre du
globule gras et d'autres à sa périphérie. Le tableau 5
indique les différentes teneurs des vitamines dans 100 ml de lait cru
Tableau 5 : Teneur en Vitamines dans 100 ml de
Lait de Cru
|
Vitamines
|
Teneur Moyenne
|
|
Vitamines Liposolubles
|
|
vitamine A
|
40ug/100 ml
|
|
vitamine D
|
2,4ug/100 ml
|
|
vitamine E
|
5ug/100 ml
|
|
vitamine K
|
100ug/100 ml
|
|
Vitamine Hydrosolubles
|
|
vitamine C (acide ascorbique)
|
2mg/100 ml
|
|
vitamine B1
|
45ug/100 ml
|
|
vitamine B2
|
175ug/100 ml
|
|
vitamine B6
|
50ug/100 ml
|
|
vitamine B12
|
0,45ug/100 ml
|
|
Niacine
|
90ug/100 ml
|
|
l'acide pantothénique
|
350ug/100 ml
|
|
l'acide folique
|
5,5ug/100 ml
|
|
vitamine H (la biotine)
|
3,5ug/100 ml
|
(Adrian, 1987)
Les différentes teneurs en vitamines que l'on trouve
dans le lait sont présentées dans le tableau 6. Il est à
noter que d'une source à une autre, les valeurs peuvent être
différentes, ce qui est, une conséquence de l'instabilité
des vitamines à doser et des techniques analytiques utilisées
(Adrian, 1987).
ISBM Page 11
Synthèse bibliographique
Tableau 6 : Variation de composition
vitaminique de lait crus
|
vitamines
|
Teneur en mg/l
(d'après
Jensen,1995)
|
Teneur en mg/l
(d'après
Adrian,1987)
|
|
B1, thiamine
|
388
|
400
|
|
B2, riboflavine
|
914
|
1700
|
|
B12, cobalamine
|
4
|
600
|
|
PP, niacine
|
1300
|
900
|
|
acide folique
|
60
|
2
|
|
acide pantothénique
|
3251
|
3200
|
|
biotine
|
47
|
40
|
|
C
|
30. 000
|
20,000
|
(Adrian, 1987)
7. Les enzymes
Ce sont des substances organiques de nature protidique,
produites par des cellules ou des organismes vivants, agissant comme
catalyseurs dans les réactions biochimiques. Environ 60 enzymes
principales ont été répertoriées dans le lait dont
20 sont des constituants natifs. Une grande partie se retrouve dans la membrane
des globules gras mais le lait contient de nombreuses cellules (leucocytes,
bactéries) qui élaborent des enzymes : la distinction entre
éléments natifs et éléments extérieurs n'est
donc pas facile (Blanc, 1982).Ces enzymes peuvent
jouer un rôle très important en fonction de leurs
propriétés :
- Lyses des constituants originels du lait ayant des
conséquences importantes sur le plan technologique et sur les
qualités organoleptiques du lait (lipase, protéase) ;
- Rôle antibactérien, elles apportent une protection
au lait (lactoperoxydase et lysozyme) - Indicateurs de qualité
hygiénique (certaines enzymes sont produites par des bactéries et
des leucocytes), de traitement thermique (phosphatase alcaline, peroxydase,
acétylestérase, sont des enzymes thermosensibles) et
d'espèces (test de la xanthine-oxydase pour détecter le lait de
vache dans le lait de chèvre) (Blanc
,1982).
III. Facteurs de variation de la composition de
lait
Le lait qui arrive à l'usine constitue une
matière première dont la composition n'est pas fixe, ce
caractère rend donc l'utilisation de cette matière
première assez difficile, diminue les
ISBM Page 12
Synthèse bibliographique
rendements et modifie les caractères organoleptiques
des produits. Deux grands types de variation existent, au stade de l'animal et
au stade du traitement du lait (Weber, 1987).
1. Variations au stade de l'animal
La composition chimique du lait et ses caractéristiques
technologiques varient sous l'effet d'un grand nombre de facteurs. Ces
principaux facteurs de variation sont bien connus, ils sont liés soit
à l'animal (facteurs génétiques, stade de lactation,
état sanitaire ...) soit au milieu et à la conduite
d'élevage (saison, climat, alimentation). Cependant, si les effets
propres de ces facteurs ont été largement étudiés,
leurs répercussions pratiques sont parfois plus difficiles à
interpréter compte tenu de leurs interrelations (Coulon,
1994).
Pour certains facteurs, comme le stade physiologique et la
saison, l'éleveur n'a aucun moyen d'action, il est donc
nécessaire d'en connaître les influences car elles peuvent
expliquer certaines variations de la composition non seulement au niveau de
l'individu, mais aussi au niveau des laits de mélange. Contrairement
à ces derniers, la maîtrise de certains facteurs tels que les
facteurs génétiques et l'alimentation est très
intéressante puisqu'elle peut permettre à l'éleveur d'agir
sur la composition du lait et améliorer ses caractéristiques. Les
facteurs génétiques et alimentaires restent donc les principaux
leviers d'action : mais si la sélection génétique a un
effet à moyen et long terme, l'alimentation, elle, peut agir rapidement
(Coulon, 1994). La composition du lait peut varier
d'une espèce à une autre (tableau 7)
Tableau 7: Composition de lait de
différentes espèces
|
nutriment
|
vache
|
chèvre
|
brebis
|
|
Protéine (g /100g)
|
3,3
|
3,6
|
6,0
|
|
Matière grasse
|
3,3
|
4,1
|
7,0
|
|
lactose
|
4,7
|
4,4
|
5,4
|
|
minéraux
|
0,7
|
0,8
|
1,0
|
|
riboflavines
|
0,16
|
0,14
|
0,35
|
(Miller et Bean, 2000)
2. Variations au stade du traitement du lait
Dès la traite et jusqu'à son utilisation en
industrie, le lait subit de nombreuses manipulations, au cours de son
transport, de sa conservation, de son stockage et de son
ISBM Page 13
Synthèse bibliographique
traitement de préparation. L'industriel joue, encore,
dans ce cas, un rôle important, puisque pour satisfaire certaines
exigences réglementaires et hygiéniques, il manipule sa
matière première, pour ensuite la réadapter pour les
besoins de la transformation. L'industrie utilise de nouvelles technologies
pour pallier à cette variation naturelle du lait et pour exploiter
toutes les ressources, tous les constituants que révèle cette
matière première (Coulon, 1994).
IV. Propriétés physicochimique de lait
cru
1. Le pH
Le pH permet de mesurer la concentration des ions H+ en
solution. Les valeurs de pH représentent l'état de
fraîcheur du lait, plus particulièrement sa stabilité du
fait que le pH influence la solubilité des protéines. Le pH du
lait de vache se situe généralement entre 6,6 et 6,8
(Vignola, 2002).
2. La Densité
Cette propriété se définit comme
étant le rapport de la masse volumique de lait à une
température (T) par la masse volumique de l'eau à la même
(T). Chacun des constituants agit sur la densité du lait ; étant
donné que la matière grasse est le seul constituant qui
possède une densité inférieure à 1. Donc plus un
lait ou un produit laitier contient un pourcentage élevé en
matière grasse plus sa densité sera basse. D'autre part, les
solides non gras (SNG), ont tous une densité supérieure à
1. On peut donc affirmer qu'un écrémage du lait augmentera sa
densité et qu'un mouillage ou une addition d'eau la diminuera
(Brulé et al, 1997). La norme tunisienne exige
que la densité du lait cru destiner à la transformation ne soit
pas inférieure à 1,028 à une température de
20°C.
3. Le Point de Congélation
Le point de congélation du lait est le seul
paramètre fiable pour vérifier un mouillage. C'est la
température de passage de l'état liquide à l'état
solide.
Le point de congélation du lait de vache, peut varier
de - 0,52 à - 0,56°C, toute variation supérieur à -
0,52°C est un indice de mouillage.
Dans ce contexte, il convient également de mentionner
que lorsque le lait est exposé à ultra haute température
(UHT) ou stérilisation, la précipitation de certains phosphates
provoque l'augmentation du point de congélation
(Brulé et al, 1997).
ISBM Page 14
Synthèse bibliographique
4. L'Acidité
A la réception de lait, l'acidité titrable (AT) est
mesurée pour vérifier la qualité de lait
(Alais, 1975).
L'acidité permet aussi de savoir si les
réactions d'acidification ont commencé (indicateur de
l'activité des bactéries lactiques, fermentation). Ce test a
l'avantage d'être très facile à mettre en oeuvre, peu
coûteux et permet de donner un résultat immédiat. L'AT d'un
lait normal se situe entre 16 et 18 degrés Dornic (°D), celui d'un
lait mammiteux ou de fin de lactation est inférieure à 15°D
tandis que celui d'un lait en début de lactation se situe entre 19 et
20°D (Cecchinato et al., 2009; Tyriseva et al., 2004)
.
A l'arrivée dans la laiterie, la mesure de AT du lait
permet de vérifier que la fermentation n'a pas commencé et que la
charge microbienne n'est pas trop élevée. L'augmentation de
l'acidité du lait lorsqu'elle est involontaire est un signe de mauvaise
hygiène et d'un développement intense de micro-organismes
(mauvais refroidissement, mauvaise pasteurisation, durée trop longue du
transport, par exemple) (Alais, 1957).
Lorsque l'acidité titrable est supérieure
à 20°D, des problèmes technologiques apparaissent. En effet,
un lait d'AT entre 20 et 22°D risque de coaguler pendant la
stérilisation et si l'AT est supérieure à 22°D, la
coagulation peut être induite au cours de la pasteurisation
(Cecchinato et al, 2009; Tyriseva et al , 2004) .
5. Viscosité
Le lait entier et le lait écrémé
présentent des viscosités de 2,0-2,1 et 1,5- 1,8 Cp (ou mPa/sec)
à 20°C. La viscosité varie non seulement avec les
changements de la nature physique (T°C) de la MG
(crémosité), mais aussi avec l'hydratation des protéines.
Les changements de taille de n'importe quels constituants aboutissent aux
changements de viscosité. Quand des globules gras sont subdivisés
par l'homogénéisation, une augmentation de la viscosité
est observée.
6. Extrait sec
L'extrait sec ou la matière sèche du lait
caillé désigne tous ses constituants autres que l'eau. Il doit
être au moins égal à l'extrait sec d'un lait normal. La
teneur en matière sèche du lait caillé est augmenté
par les opérations de poudrage, de sucrage ou de concentration du lait
par évaporation (Hermier et al, 1992). Le
tableau 8 englobe les caractéristiques physicochimiques de lait
ISBM Page 15
Synthèse bibliographique
7. Point d'ébullition
On définit le point d'ébullition comme la
température atteinte lorsque la pression de vapeur de la substance ou de
la solution est égale à la pression appliquée. Ainsi,
comme pour le point de congélation, le point d'ébullition subit
l'influence de la présence des solides solubilisés. Il est
légèrement supérieur au point d'ébullition de
l'eau, soit 100,5 C. Cette propriété physique diminuant avec la
pression, on applique ce principe dans les procèdes de concentration du
lait (Carole Vignolla ,1970)
Tableau 8 : Caractéristique
physicochimique de lait
|
Caractéristiques chimiques
|
valeurs
|
|
PH
|
6,6-6,8
|
|
Densité
|
1,028-1,030
|
|
Acidité (°D)
|
14- 18
|
|
Température de congélation C
|
-0,53
|
|
Caractéristiques physiques (g /
100g)
|
|
|
Teneur en eau
|
87,3
|
|
Extrait sec total
|
12,7
|
|
Taux de matière grasse
|
3,9
|
|
Extrait sec dégraissé
|
4,2
|
|
Teneur en matière azote
|
3,4
|
|
Teneur en caséine
|
2,8
|
|
Teneur en albumine
|
0,5
|
|
Teneur en lactose
|
4,9
|
|
Teneur en cendre
|
0,90
|
(Bourgois ,1990)
V. Propriétés microbiologiques du lait
cru
Le lait contient peu de microorganismes lorsqu'il est
prélevé dans de bonnes conditions à partir d'un animal
sain (moins de 103 germes/ml). Il s'agit essentiellement de germes
saprophytes du pis et des canaux galactophores : microcoques mais aussi
streptocoques lactiques (Lactococcus et Lactobacillus). Le lait cru est
protégé contre les bactéries par des
ISBM Page 16
Synthèse bibliographique
substances inhibitrices appelées "Lacténines"
mais leur action est de très courte durée, environ 1 heure
(Guiraud, 1998).
D'autres microorganismes peuvent se trouver dans le lait
lorsqu'il est issu d'un animal malade. Ils sont généralement
pathogènes et dangereux au point de vue sanitaire.
On répartit les microorganismes du lait, selon leur
importance, en deux grandes classes : les microorganismes indigènes ou
originels et les microorganismes contaminants. Les microorganismes contaminants
sont subdivisés en deux sous-classes : microorganismes
d'altération et microorganismes pathogènes (Guiraud,
1998).
1. Microbes de l'intérieur de la mamelle
Quand une vache a une mammite dans un quartier de sa mamelle,
le responsable de cette maladie est un microbe qui, venant de
l'extérieur, a pénétré à l'intérieur
par le canal du trayon et s'est rapidement multiplié. Il provoquera soit
une mammite visible (clinique) soit une mammite (subclinique). Plusieurs de ces
microbes peuvent contaminer le lait à un point tel que la santé
du consommateur pourrait en être affectée. Par ordre d'importance
ce sont : Staphylocoques dorés, E. coli, Listeria
monocytogénes et Salmonelles. Ces 4 microbes ne sont pas
utiles, ils font l'objet d'une réglementation, car ils peuvent
être responsables d'une toxi-infection alimentaire (TIAC) chez le
consommateur (Dillon et Berthir, 1997).
Les principaux facteurs prédisposant sont :
y' La traite : une mauvaise hygiène de la traite ; un
réglage défectueux de la machine à traire favorisant la
pénétration des microbes, les blessures occasionnées par
la machine à traire. y' Les conditions de vie : mauvaise hygiène
du logement, inconfort.
y' La rétention lactée et tout stress
susceptible de diminuer la résistance naturelle de la mamelle.
Plus la mammite est grave, plus la composition du lait se
rapproche de celle du plasma sanguin. Le taux butyreux diminue de même
que les triglycérides, alors que le taux de cholestérol augmente.
La proportion des protéines solubles (immunoglobulines,
sérumalbumines) augmente et celle des caséines diminue (Dillon et
Berthir, 1997).
2. Microbes de L'extérieur de la mamelle ? Surface
des trayons
Entre les traites, les trayons sont en contact avec le milieu
extérieur : Lieux de couchage et pâture qui va les contaminer. Les
microbes sont très nombreux, les bons comme les
ISBM Page 17
Synthèse bibliographique
mauvais. Les plus fréquents qui font l'objet d'une
recherche dans le lait sont : les Butyriques, les Coliformes,
les Listeria et les Salmonelles. Ils passent dans le lait
pendant la traite. La maîtrise de ces microbes se fait par
l'hygiène des bâtiments et l'hygiène des trayons
(Dillon et Berthir, 1997).
Naturellement présents à l'intérieur des
trayons, les staphylocoques vont profiter d'une dégradation de la peau
(gerçure, plaie, croûte...) pour se multiplier de façon
importante.
Ils passent dans le lait pendant la traite. La maitrise des
Staphylocoques passe par le maintien en bonne santé de la peau
des trayons (Dillon et Berthir, 1997).
? Matériel
Après le traite, des résidus de lait vont
demeurer sur tout le matériel ayant servi à la traite, au
transport, et au stockage du lait. Ces résidus, surtout la
matière grasse, les protéines, les minéraux, s'ils ne sont
pas éliminés par le nettoyage, permettront aux différents
microbes présents de trouver tout le nécessaire pour se
multiplier (nourriture, humidité, chaleur) (Dillon et
Berthir, 1997).
Dans un milieu insuffisamment nettoyé les microbes
passent dans le lait, surtout les bons mais aussi les indésirables
(Coliformes) et des pathogènes (Listeria, E. coli,
staphylocoque). Les microbes passent dans le lait a chaque traite. Pour
les maîtriser il faut avoir une méthode efficace de nettoyage et
un matériel propres (Dillon et Berthir,
1997).
? Environnement
Le milieu dans lequel évoluent les vaches est
très riche en microbes, les bons comme les indésirables et les
pathogènes. Dans l'eau on ne peut trouver que de mauvais microbes : les
Coliformes, Listeria, les Salmonelles et Les
Pseudomonas... plutôt en faible quantité.
Ces microbes passent dans le lait directement par le
matériel et les trayons lavés avec cette eau et indirectement par
les bouses des vaches ayant bue cette eau (Dillon et Berthir,
1997). La maîtrise de cette contamination passe par
l'entretien des captages, des points et par le traitement d'eau. Dans les
fourrages et les litières, on trouve les bons microbes qui sont
dominants, mais si leur récolte et leur conservation ont
été mal réalisées : Présence de terre,
excès d'humidité ou développement des moisissures... les
mauvais microbes vont alors se multiplier tel que les Butyriques et
Listeria (Claude et Champagne, 1998). Ces microbes
passent dans le lait indirectement par les bouses des vaches qui mangent ces
aliments et indirectement par l'air aspiré par les manchons trayeurs au
moment de la traite. La bouse, partout présente dans les lieux de vie
des vaches (couchage, alimentation, aire d'exercice,
ISBM Page 18
Synthèse bibliographique
traite...), contient d'autant plus de mauvais microbes citons
les Butyriques, les Coliformes, E. coli, les
Salmonelles, que les aliments consommés par les vaches sont mal
conservés et dégradé. Ces microbes de bouse passent dans
le lait directement quand le faisceau trayeur tombe sur un milieu de traite
souillée, et indirectement, par l'intermédiaire des trayons mal
nettoyés (Claude et Champagne 1998). La
maîtrise de ces microbes passe par de bonnes pratiques dans la conduite
des chantiers de récolte des aliments et dans la conduite du
bâtiment pour obtenir des animaux, des abreuvoirs, des lieux de traite
propres (Dillon et Berthir, 1997).
3. Microorganismes utiles
Elle fait partie de la flore normale du lait et se
caractérise par son aptitude à fermenter le lactose avec
production d'acide lactique et donc, abaissement du pH. Les ferments lactiques
laitiers constituent un groupe diversifié de bactéries qui ont
néanmoins un certain nombre de caractéristiques communes : elles
sont à Gram positifs, catalase négatifs, anaérobies
facultatifs ou micro-aérophiles et hétérotrophes
(Claude et Champagne, 1998). L'ensemble de ces
caractères précieux permet aux bactéries lactiques un
développement plus rapide que les espèces
considérées comme nuisibles (Saied Kourdar et
Boudabbous, 1994).
Très peu d'espèces résistent à la
pasteurisation basse (63°C pendant 30 mn). Elles produisent des substances
inhibitrices et antibiotiques telles que la nisine, la « diplococcine
», et « l'acidophine » qui sélectionnent les
bactéries non lactiques au profil des bactéries lactiques. Parmi
les bactéries lactiques ayant comme habitat le lait, nous avons le
genre
Streptococcus, Lactobacillus, Enterococcus, Leuconostoc et
Aerococcus (Luquet et Carrieu, 2005).
4. Microorganismes contaminants
Elle est composée de la flore pathogène et de la
flore d'altération.
4.1. Flore pathogène
Elle fait partie de la flore contaminante du lait. Les
bactéries pathogènes pour l'homme peuvent être
présentes dans le lait cru, ou dans les produits laitiers qui en
dérivent. Elles sont capables de provoquer des malaises chez les
personnes qui consomment ces produits (Vignola,
2002).
ISBM Page 19
Synthèse bibliographique
Les bactéries les plus importantes de cette flore
pathogène sont le plus souvent mésophiles et les principaux
microorganismes pathogènes associés aux produits laitiers sont :
Salmonella, Staphylococcus aureus, Clostridium botulinum, Clostridium
perfringens, Bacillus cereus, Yersinia enterocolitica, Listeria monocytogenes,
Escherichia coli, Campylobacter jejuni, Shigella sonei et certaines moisissures
(Vignola, 2002).
4.2. Flore d'altération
Incluse dans la flore contaminante, la flore
d'altération causera des défauts sensoriels de goût,
d'arômes, d'apparence ou de texture et réduira la vie des
produits. Parfois, certains microorganismes nuisibles peuvent aussi être
pathogènes. L'un n'exclut pas l'autre. Les principaux genres
identifiés comme flore d'altération sont : Pseudomonas sp,
Proteus sp, les coliformes soit principalement les genres : Escherichia et
Enterobacter, les sporulées telles que Bacillus sp, clostridium sp et
certaines levures et moisissures (Richard, 1990).
5. Principales activités des microorganismes dans le
lait
Les activités métaboliques des microorganismes
présents dans le lait peuvent avoir des effets positifs ou
négatifs sur l'apparence, l'odeur, la consistance ou la texture et le
goût des produits laitiers. Parmi ces activités on peut citer
l'acidification, la protéolyse, la lipolyse, la production de gaz
(Richard, 1990).
? L'acidification : c'est une production d'acide lactique
à partir du lactose par les ferments lactiques lors de leur
croissance.
? La protéolyse : c'est la dégradation des
protéines du lait avec formation de peptides, dont certains donnent des
mauvais goûts aux produits laitiers.
? La lipolyse : c'est la libération d'acides gras
à partir des triglycérides du lait, entraînant un
goût de rance.
? La production de gaz : certaines bactéries
(hétérofermentaires, bactéries telluriques) au cours de
leur croissance produisent des gaz. Dans le cas de certains fromages on peut
assister à l'apparition d'un défaut d'aspect, dû à
la production de gaz, associé ou non à un défaut de
goût.
Enfin, certains microorganismes ne semblent pas
présenter les inconvénients cités plus haut. Leur
présence en grand nombre dans le lait est toutefois l'indication d'une
mauvaise hygiène
ISBM Page 20
Synthèse bibliographique
générale au stade de la production du lait. Ces
microorganismes peuvent être considérés comme «
indicateurs » d'une hygiène défectueuse
(Richard, 1990).
VI. Les cellules somatiques dans le lait
1. Définition
Le lait, même « normal », contient des
cellules somatiques (CS) : le terme de cellules somatiques s'opposant à
celui de cellules « étrangères » qui peuvent être
présentes dans un lait contaminé telles que les bactéries
(Liu, 1980).
Les 2 grands types de CS rencontrés sont les cellules
épithéliales et les leucocytes. Les cellules
épithéliales sont des cellules qui tapissent normalement
l'intérieur du pis et qui sont détachées des
alvéoles, alors que les globules blancs sont des cellules du
système immunitaires. Même en absence d'infection intramammaire,
plus de 85% des cellules somatiques sont des leucocytes, alors que cette
proportion passe à plus de 99% si un quartier doit combattre une
infection (Schukken et Wilson, 1976). Une vache saine
contient moins de 150.000 cellules par ml, une vache atteinte de mammite peut
atteindre plusieurs millions par millilitre de lait (Schukken et
Wilson, 1976).
2. Facteur de variation de teneur de cellules somatique
dans le lait
Des facteurs peuvent faire varier le CCS, comme l'âge
d'un animal ou son stade de lactation cependant la portion de la variation
expliquée par ces derniers facteurs est relativement mineurs (Reneau,
1986). Par exemple SChepers et Coll (1997), ont rapporté que la
parité et le stade de lactation n'expliquant que 6% de variation du CCS
par quartier donc en conclus que l'âge et le stade de lactation moyen
expliquait rarement une augmentation importante des CCS. Bien que les
infections d'origines environnementales surtout associées a la mammite
clinique, elle aussi en partie responsable des variations du CCS. Par exemple,
plusieurs pratiques de régie liées à l'hygiène de
vache et au logement (et donc aux infections environnementales) sont
associées aux CCS (Reneau, 1986). Par
ailleurs, la variation saisonnières des CCS ; elle aussi liées a
une variation de la quantité d'agent infectieux dans l'environnement.
D'autre agent causent plutôt des
élévations du CCS importantes mais de courte durée, soit
les bactéries (E. Coli, klebsilla) et encore une fois le streptocoque de
l'environnement lorsque l'infection est éliminée rapidement. Ces
agents s'acquirent principalement de l'environnement immédiat des vaches
(SChepers et Coll, 1997).
ISBM Page 21
Synthèse bibliographique
3. Effet des cellules somatiques sur la qualité du
lait
Un CCS élevé réduit la durée de
conservation du lait. En effet, le lait contenant un nombre de cellules
somatiques élevé contient aussi une plus grande quantité
de substances normalement retrouvées dans le sang comme des enzymes qui
peuvent dégrader des protéines ou des lipides dont la plasmine.
De plus, les leucocytes eux même contiennent des substances chimiques qui
les aident dans leur rôle de défense. Avec le temps, ces
substances amènent une dégradation plus importante des
protéines et des lipides du lait et par conséquent, une
réduction plus rapides de la qualité organoleptiques du lait et
cela même si le lait a été pasteurisé
(Ma, 2000). Les normes applicables à la
qualité microbiologique du lait sont indiquées dans le tableau
9.
Tableau 9 : Normes microbiologiques
du lait
|
Critères
|
seuil
|
|
Bactéries totales
|
50.000 /ml
25.000/ml (avis préventives)
|
|
Bactéries après pasteurisation
|
7000 /ml
|
|
Cellules somatiques
|
500.000/ml
400.000 /ml (avis préventif)
|
|
Température
|
4 C( ferme) 6 C(usine)
|
|
Antibiotiques / antiseptiques
|
Aucun
|
(Ma, 2000)
ISBM Page 22
Synthèse bibliographique
Chapitre 2 : le fromage ; un produit fini
I. Fromage
1. Définition
Dans la réglementation française, la
dénomination "fromage" désigne un produit fermenté ou non,
obtenu à partir des matières d'origine exclusivement
laitière suivantes : lait qui peut être partiellement ou
totalement écrémé, crème, matière grasse,
babeurre, utilisées seules ou en mélange et coagulées en
tout ou en partie avant égouttage ou après élimination
partielle de la partie aqueuse. La teneur en matière sèche du
produit doit être au minimum de 23 g pour 100 g de fromage, à
l'exception de certains fromages frais (Décret
N88-1206).
2. Constituants du fromage
Les fromages représentent un groupe alimentaire
très hétérogène dont la constitution est
très variable selon la qualité de la matière
première utilisée ou selon la technique de fabrication.
2.1. Teneur en eau et extrait sec
complémentaires
L'extrait sec est le complément à 100% de la
teneur en eau. Il est fonction de la matière grasse du lait et de la
crème ajoutée, et de l'importance de l'égouttage.
Tableau 10 : Teneur en eau des
fromages
|
Teneur en eau (%)
|
Teneur moyenne en eau (%)
|
|
Fromage blanc
|
=80
|
=80
|
|
Fromage a pâte molle
|
|
|
|
Camembert 30%MG
|
58
|
|
|
45%MG
50%MG
|
50
45
|
50
|
|
60%MG
|
43
|
|
|
Roquefort 50%MG
|
40
|
|
|
Fromage a pâte demi-dure
|
|
|
|
Edam 30%MG
40%MG
|
50
45
|
45
|
|
45%
|
42
|
|
|
Fromage a pâte dure
|
|
|
|
Emmental 45%MG
|
36
|
35
|
|
Parmesan 40% MG
|
25
|
|
|
Fromage fondu
25%MG
|
65
|
50
|
Synthèse bibliographique
(Michel et al, 2000)
2.2. Matière grasse
Traditionnellement, la teneur en matière grasse
indiquée sur l'emballage ou le panneau lorsque le fromage est vendu en
vrac, correspondait à la quantité de matière grasse
contenue dans 100g d'extrait sec, c'est-à-dire sur ce qui reste du
fromage après déshydratation complète. Le qualificatif
accompagnant la dénomination fromage est lié au pourcentage de
matière grasse par rapport à l'extrait sec. Lorsque le fromage
est fabriqué avec du lait écrèmé, il porte la
mention 0% de matière. La plupart des fromages affinés
commercialisés provenant de lait non standardisée en
matières grasses ont une teneur en matière grasse affichée
aussi a 45%, ce qui ne préjuge en rien de leur teneur réelle en
lipide rapportée à 100g du produit .la teneur minimale en
matière grasse c'est-à-dire la teneur lipidique par rapport
à 100g du produit et maintenant indiquée sur
l'étiquetage.
Tableau 11 : Teneur lipidique pour 100 g de
fromage fromages
|
Pour 100 g
|
Fromage blanc à
45%
|
Edam à 45%
|
Gruyère fondus à
45%
|
Roquefort à
45%
|
|
Matière grasse en g dans le produit
fini
|
Soit 9%
|
Soit 26%
|
Soit 23%
|
Soit29%
|
(Michel et al, 2000)
De point de vue qualitatif, la composition relative en lipide est
celle du lait, c'est-à-dire en majeure partie sous forme de
glycéride. Le cholestérol a subi la même concentration que
le triglycéride, il peut atteindre 120 mg pour 100 g dans les fromages
à pâte dure.
Triglycerides
Acides gras

Â-oxydation


réduction
Methylecetones
Alcool secondaire

hydrolyse
Ces transformations sont importantes dans le fromage à
moisissures internes dont l'arôme reste liée aux produits de
dégradation des triglycérides par les moisissures
spécifiques ensemencées, mais aussi dans les fromages à
pâtes molle, à croûte lavée ou non, très
affinés. Les fromages composés de matière grasse non
nuisible, mais les sujets à tube digestif fragile éviteront ces
fromages irritants pour les muqueuses, sont commercialisés dans
ISBM Page 23
ISBM Page 24
Synthèse bibliographique
des spécialités fromagères dans
lesquelles les matières grasses laitières ont été
remplacées par des matières grasses végétales,
riches en esters d'acides gras mono et polyinsaturés fromages
(Michel et al, 2000).
2.3. Les protéines
Les protéines du lait subissent une concentration lors
de l'égouttage. Dans les fromages affinés traditionnels, le
paracaséinate est la protéine essentielle puisque les
protéines solubles et les glycopeptides ont été
éliminées avec le lactosérum .Dans les fromages obtenus
par ultrafiltration préalable, toutes les protéines du lait sont
présentes et ont été concentrées
(Ramet, 1985).
Tableau 12 : Teneur protéique
des fromages
|
Fromages
|
Teneur protéique
en g pour 100 g
|
Concentration par
rapport au lait
|
|
Fromages blancs
|
7 à 10
|
2,5 à 3
|
|
Pâte molle
|
20 -21
|
6 à 7
|
|
Pâte persillée
|
22
|
6 à 7
|
|
Pâte demi-dur
|
25-26
|
7 à 8
|
|
Pâte dure
|
28-30
|
8 à 9
|
|
Fromage fondu (pâte fraîche)
|
9 à 11
|
3
|
|
Fromage fondu (pâte dure)
|
14 à 20
|
4,5 à 7
|
(Ramet, 1985)
2.4. Les glucides
La teneur en glucides des fromages blancs est de 3 à
4%, celle des fromages affinés et fondus est négligeables (2%),
elle est quasiment nulle dans les fromages a pâte pressée.
Le lactose a été entraîné lors de
l'égouttage dans le lactosérum ou a été
transformé par la flore lactique lors de caillage ou de l'affinage.
L'acide lactique formé a une saveur rafraîchissante dans les
fromages frais. Les acides volatils forment lors de la transformation du
lactose par la microflore, tels que les acides acétiques,
propénoïques, cétones .... Sont sapides et odorantes
(Ramet, 1985).
ISBM Page 25
Synthèse bibliographique
2.5. Minéraux ? Sodium
Les fromages ont subi l'adjonction de chlorure de sodium et/ou
autres sels de sodium. De ce fait, l'augmentation de leur consommation
constatée ces quinze dernières années a concouru au fort
apport sodique de l'alimentation, pouvant intensifier les troubles
cardio-vasculaires. Teneur en sodium pour 100g de fromage (Ramet,
1985) :
- Fromage blanc : 30 à 40 mg, mais le demi - sel :
1100mg
- Fromage affiné : 800mg en moyenne
- Fromage à pâte molle, à croûte
moisie et à croûte lavée : 900 valeur moyenne
acceptable.
- Fromage à pâte demi-dure :1000 valeurs moyennes
acceptables. - Fromage fondu : 1500mg en moyenne. (Ramet,
1985)
? Calcium et phosphore
Le rapport calcium / phosphore de 1,4 dans le lait, reste
à peu prés équivalent dans la plupart des fromages, sauf
dans les fromages à caillage lactique, à égouttage lent
où il est de 1,2. Le phosphore restant plus lié aux
matières organiques. Dans les fromages fondus dans lesquels des
polyphosphates ont été ajoutés, il est compris entre 0,5
et 1. La teneur en magnésium est de 10 à 50 mg pour 100g en
rapport avec la concentration en matières sèche. Une fuite
partielle du magnésium dans le lactosérum, fait que les fromages
sont moins intéressants que la quantité de lait, matières
première, qui a servi à leur fabrication, moitié moins en
général (Ramet, 1985).
? Oligoéléments
Le lait a une teneur faible en oligoéléments.
Dans les fromages , les oligoelements se concentrent avec la matières
sèche.
ISBM Page 26
Synthèse bibliographique
Tableau 13 : Teneurs comparées en
oligoéléments du lait et des fromages
|
fer
|
cuivre
|
zinc
|
sélénium
|
|
Lait
|
0,05
|
0,01
|
0,38
|
0,0033
|
|
fromage
|
0,2 à 1
|
0,08 à 0, 5
|
0,5 à 4,5
|
0,006
|
(Ramet, 1985)
? Vitamines
Les vitamines liposolubles A, D, E et K des fromages sont
fonction de la teneur en matière grasse des laits utilisés comme
matières premières, de l'adjonction de crème et de la
concentration en matière sèche réalisée lors de
l'égouttage. On peut donc déterminer les teneurs vitaminiques des
différents fromages en utilisant des facteurs multiplicateurs par
rapport aux matières grasses de lait. Les teneurs en vitamines E restent
faibles. Sauf la vitamine B12 qui augmente avec la concentration en
matière sèche, les vitamines hydrosolubles sont en partie
éliminées avec le lactosérum, aussi la plupart de fromages
sont-ils peu intéressants comme sources d'apport en vitamines C et B.
Cependant, certaines vitamines du groupe B sont synthétisées par
les moisissures .Les fromages à moisissures internes contiennent alors
une quantité quatre fois supérieur à celle du lait en
vitamines B2, PP, B6. Lors de l'affinage, les minéraux et vitamines
migrent vers la croûte du fromage : il est donc conseillé de
consommer le maximum de fromage servi, tout en sachant que la croûte est
la partie la plus contaminée des fromages par la flore microbienne
(Ramet, 1985).
3. Caractéristiques physicochimiques des
différentes classes de fromages
Les phases d'égouttage et d'acidification tiennent une
place importante dans le mode d'obtention des caillées lactique et
présure, puisqu'elles régulent les deux facteurs
prépondérants que sont l'activité de l'eau (Aw) et le pH
comme le montre le tableau 14 ci-dessous.
Tableau 14 : Caractérisation
de différentes catégories de fromages par effet de pH et Aw
|
Catégories de fromages
|
pH
|
Aw
|
|
Pâtes fraîches
|
4,3-4,5
|
0,980-0,995
|
|
Pâtes molles
|
4,5-4,8
|
0,970-0,990
|
|
Pâtes pressées
|
4,8-5,2
|
0,940-0,970
|
ISBM Page 27
Synthèse bibliographique
|
Pâtes dures
|
5,0-5,5
|
0,885-0,905
|
(Ramet, 1985)
Ces deux facteurs jouent un rôle essentiel dans
l'orientation de la croissance des microorganismes et dans le
développement des réactions enzymatiques et biochimiques au cours
de l'affinage des caillés. Comme on peut s'y attendre, il existe une
relation entre la teneur en eau et l'activité de l'eau des fromages
(Romain et Jean, 1989) plus que le Aw est élevée, plus que
l'humidité et important.
4. Principes généraux de la technologie
fromagère
Compte tenu de son caractère très
périssable, le lait subit de nombreux traitements ayant pour but de
prolonger sa durée de conservation et d'éliminer tout risque avec
la santé du consommateur. Il existe deux types de traitement thermique :
la stérilisation et la pasteurisation. (Adrian,
1987)
? La stérilisation se fait à une
température supérieure à 100°C. Elle a pour but de
détruire l'ensemble des germes. Pour la stérilisation du lait
commercialisé UHT (Ultra Hight Température), la méthode
vise la réduction du nombre de germes thermophiles par un facteur
de 109 fois afin de prévoir une marge de
sécurité (Alais, 1984).
? La pasteurisation se fait à température
inférieure à 100°C et ne vise à détruire que
les germes pathogènes présents sous forme
végétative. La pasteurisation est couplée à la
réfrigération afin de stabiliser le produit
(Alais, 1984).
La destruction des microorganismes est fonction donc de deux
paramètres : la température et
la durée du traitement (Alais,
1984).
Le lait peut être transformé, par des actions
enzymatiques ou microbiennes, en produits ayant acquis de nouvelles
qualités alimentaires et organoleptiques et présentant une
conservation accrue (Guiraud, 1998). Le fromage correspond à une
véritable conserve alimentaire, obtenue grâce au jeu croisé
de l'élimination plus au moins poussée de l'eau du lait et de la
récupération des matières sèches
(Brulé et al, 1997) .
La transformation de lait en fromage comporte 3 étapes
principales :
? La coagulation du lait qui correspond à des
modifications physicochimiques des micelles de caséines sous l'action
d'enzymes protéolytiques et (ou) de l'acide lactique, entraînant
la
Synthèse bibliographique
formation d'un réseau protéique tridimensionnel
appelé coagulum ou gel (Carole Vignolla,
1970)
? L'égouttage du caillé qui assure une
déshydratation partielle du gel, obtenu par séparation d'une
partie du lactosérum (Dillon et Berthir,
1997).
? L'affinage qui se caractérise par des transformations
biochimiques des constituants du caillé, essentiellement sous l'action
d'enzymes microbiennes. Dans la plupart des fabrications, entre
l'égouttage et l'affinage, se situe l'opération de salage qui
représente à la fois un complément d'égouttage et
un facteur de la maîtrise de l'affinage par action sur l'activité
de l'eau (Ramet, 1985).
5. Les mécanismes de transformation des fromages
La première dichotomie à considérer est
le mode de coagulation, qui reste l'étape clé de la fabrication
fromagère. La coagulation correspond au passage du lait liquide à
l'état de gel. Elle est obtenue par modification physico-chimique des
caséines du lait sous l'action d'une enzyme, le plus souvent la
présure et/ou d'un acide, généralement l'acide lactique
produit par les ferments lactiques. L'action de la présure ou de l'acide
lactique provoque la déstabilisation de la suspension colloïdale
qui entraîne l'agrégation des micelles de caséines et la
formation d'un caillé. Les deux types de coagulation sont
présentés dans le tableau 15(centre d'enseignement laitier par
correspondance)
Tableau 15 : Les mécanismes de la
coagulation
|
Caillé lactique
|
Caillé présure
|
|
Obtention
|
Action des bactéries lactiques
|
Action de la présure (mélange de chymosine et de
pepsine)
|
|
Mécanisme
|
L'apport d'une quantité croissante
d'acide lactique déstabilise progressivement les
micelles de caséines, les H+ neutralisant les charges négatives
présentes en périphérie des micelles.
Les micelles déstabilisées vont s'unir pour former
un gel, réseau protéique qui piège la matière
grasse et la phase
aqueuse
|
L'action de la présure se décompose en 2 phases
:
- phase primaire enzymatique où la présure lyse
spécifiquement la caséine ê et lui fait
perdre ses propriétés
stabilisantes,
- phase secondaire où les micelles
déstabilisées s'agrègent grâce à des liaisons
minérales essentiellement calciques pour former un gel
homogène.
|
|
Facteurs de
coagulation
|
· Lait riche en protéines coagulables
· Acidification lente et progressive
|
· Lait riche en caséines et en calcium dissous
· Température et pH au moment de
l'emprésurage
(température et pH optimaux de la présure
voisins de 40°C et
|
|
ISBM Page 28
Synthèse bibliographique
|
|
pH 5)
|
Structure
physique
|
Faible cohésion entre les micelles et les submicelles.
|
Micelles soudées entre elles par des liaisons
calciques.
|
Propriétés
du
caillé
|
Déminéralisé car l'acidification induit la
solubilisation des sels minéraux dans le sérum fragile et
friable
|
Minéralisé
Déformable et élastique
|
Egouttage
|
· Le sérum s'écoule spontanément entre
les micelles
· Egouttage spontané, lent et limité
· Niveau d'égouttage faible
|
· A cause de la cohésion entre les micelles le
sérum ne peut s'écouler qu'en périphérie.
· Egouttage mécanique rapide et poussé
· Niveau d'égouttage fort
|
|
|
Conséquences
en fromagerie
|
Fromage humide de petit format
Extrait Sec 10-35%
pH caillé = 4,6
Conservation courte
(Quelques semaines si affinage)
|
Fromage sec de gros format Extrait Sec 50-60% pH caillé =
5,2 Conservation longue (Plusieurs mois)
|
(Dillon et Berthir, 1997).
6. Les grandes familles de fromages
Les différents types de fromages présentent des
caractères spécifiques liés à la fois au mode de
coagulation et d'égouttage et à la flore microbienne, qui
libère des enzymes responsables de la saveur, de la texture et de
l'aspect de la pâte. On peut définir les différents types
de fromage qui sont :
6.1. Fromages frais
Le fromage frais résulte de la coagulation lente du
lait par action de l'acidification combinées ou non à celle d'une
faible quantité de présure. Le fromage frais présente une
grande diversité selon le degré d'égouttage et la teneur
en matière grasse du lait mis en oeuvre. Ces caillés restent
très humides (75-80%) et sont peu
minéralisés. la
pâte a un pH bas (4,34,5), n'a pas de cohésion et se prête
à la fabrication de fromage sans forme ou de format réduit et de
courte conservation (Michael et al, 2000) . Les
fromages frais se caractérisent tous par :
- Un caillé non pressé et une teneur
élevée en eau.
- Une faible sensation acide
- Un produit à consommer sans période de
maturation.
ISBM Page 29
ISBM Page 30
Synthèse bibliographique
Exemple .
· Fromages blancs divers Petits
suisses, Double ou Triple-crème... (Chavroux, Carré Gervais,
Brillat-Savarin...), Mascarpone, ricotta...
6.2. Fromages à pâte molle, à
croûte lavée ou fleurie :
La grande gamme des pâtes molles s'explique par les
grandes diversités des conduites d'affinage. Les caillés obtenus
sont mites a caractères lactique ou à caractère
présure .La recherche d'une synchronisation entre l'acidification et
l'égouttage permet l'obtention d'un caillé caractéristique
d'un fromage défini par son extrait sec, son pH et son degré de
minéralisation (Lenoir et al , 1985). Lorsque
l'on passe d'une technologie à caractère lactique vers une
technologie a caractère présure :
- Le pH d'emprésurage (6,60), la température,
(34-36 C) et la dose de présure (30-40ml/100l de lait) augmentent
- Le coagulum est plus finement découpé
- L'acidité de sérum est faible
Le développement de la mécanisation en
fromagerie de pâte molles a donc conduit les industriel, pour des raisons
de rendement, de productivité et de qualité, à se diriger
vers des technologies a caractère plus présure ;
Exemples .
· Boulette d'Avesne,
Époisses, Livarot, Maroilles, Munster, Pont-l'Évêque,
Reblochon, Vacherin-Mont d'Or... (Chaumes, Vieux-Pané...), Bel Paese,
Boulette de Namur, Brusselkaas, camembert....
6.3. Fromages à pâte pressée
Les catégories des fromages à pâte
pressée désignent un ensemble de fromages très
variés dans leur composition, leur format et leur aspect
extérieur (croûte sèche ou présence d'une couverture
microbienne). La coagulation à caractère enzymatique
nécessite des lait frais et l'emploi de doses élevées en
enzyme coagulant. Le temps de prise est court et la phase de durcissement est
réduite pour éviter la déminéralisation du gel. Le
pressage permet de compacter les grains et d'évacuer le
lactosérum inter-granulaire (Lenoir et al, 1985).
La bonne cohésion de la pâte permet la fabrication
de fromages de gros format. Les pâtes pressées se divises en 2
familles :
ISBM Page 31
Synthèse bibliographique
? Les pâtes pressées non cuites
Elle présente une teneur en matières
sèche comprise entre 44 et 55%. Certain PPNC subit un délactosage
afin de limiter l'acidification et la baisse aw qui a un rôle important
sur la sélection microbienne et sur l'action d'enzyme.
- Les PPNC à croute sèche (edam, gouda, cantal,
raclette,....)
- Les PPNC à croute fongique (tommes ....)
- Les PPNC à croute morguée (saint-paulin).....
? les pâtes pressées cuites :
Elles subissent une cuisson (53-55 C) pendant 30 - 50 min)
lors de travail en cuves afin d'effectuer un égouttage plus
poussé pour atteindre un extrait sec final 60% à 63%. Ce sont des
fromages de garde , on distingue :
? Le groupe emmental qui se caractérise par des
fromages de gros format (65 à 110 kg) à croute sèche
présentant des trous dans la pâte dus à la formation des
propénoïques lors du passage en cave chaude (16 à 18 C) ;
? Le groupe du gruyère qui regroupe des fromages
à croûte morguée, de format plus réduit
présentant peu ou pas de trous dus à une faible fermentation
propionique (Lenoir et al., 1985).
6.4. Pâtes dures
Leur teneur en extrait sec (64%-72%) et leur durée de
conservation peut atteindre 2 à 3 ans et en font de véritables
fromages de garde. Leur technologie se rapproche de celle des fromages a
pâte pressée cuite : le tranchage est poussé et le brassage
est effectué à chaud pendant 1 a 2 heures avec une montée
en température 55-58 C, ce qui permet d'atteindre l'extrait sec
recherché. La croûte est séchée et brossée
régulièrement, parfois huilée (Lenoir et al
,1985).
6.5. Pâtes filées
Ce sont des fromages d'origine italienne comme la mozzarella
ou le provolone.
Ces fromages présentent une grande analogie avec la
fabrication des pâtes pressées jusqu'à la fin du brassage
en cuve. Apres soutirage du lactosérum, les grains sont alors
pressés, laissés au repos pendant 3 à 8 heures
jusqu'à un ES de 50-53% nécessaire pour avoir un bon filage. Le
caillée est ensuite découpé en lamelles. Celles-ci sont
alors immergées dans l'eau ou le
ISBM Page 32
Synthèse bibliographique
lactosérum 70-85°C, pendant 10 à 20 min
afin de favoriser l'élasticité et le filage. Le conditionnement
est varié ; il peut être sous forme de balle, de cylindre ou de
disque (Lenoir et al ,1985).
6.6. Fromages fondus
A l'origine, la fabrication du fromage fondu permettait de
recycler la fabrication défectueuse de gruyère. Actuellement,
toutes les catégories de fromages sont utilisées en plus de
beurres, de la caséine et de la protéine de lactosérum. Le
procédé de fonte de fromage a pour fonction de transformer par la
chaleur et avec l'aide de sels de fonte le gel de paracaseine insoluble en un
sol de paracaseine c'est-à-dire de le faire passer à un
état homogène et fluide ou la masse de fromage peut être
pasteurisée, et le sol se transforme en gel homogène. Les sels de
fonte agissent comme émulsifiants et chélatants ; ils sont
autorisées dans la limite de 3% du poids du produit fini. Sont
autorisées par législation :
- Les polyphosphates de sodium - Les orthophosphates de sodium -
Le citrate de sodium
- L'acide citrique
La cuisson et le brassage sont généralement
effectués dans des pétrins à double paroi pour atteindre
des températures de 90- 95 C, voire 120- 125 C pour la
stérilisation. La durée de conservation exceptionnelle permet son
exportation dans les pays chauds (Michael et al,
2000).
II. Impact de la qualité du lait cru sur le
fromage
1. Définition de la qualité lait-
fromage
La qualité du lait pourrait se définir, dans le
cas qui nous occupe comme l'adaptation a la fabrication de fromage (Juran,
1974). La pertinence du choix des critères de qualité est
essentielle pour que le lait satisfasse a l'ensemble des besoins de la
filière lait- fromage. La prise en compte des critères de
composition bactériologiques et physicochimiques du lait est
nécessaire pour répondre a des besoins d'aptitude
fromagère (Thebaut, 1991).
ISBM Page 33
Synthèse bibliographique
2. Impact de la qualité physicochimique du lait cru
sur la qualité fromagère et le rendement
La qualité de lait représente une notion
complexe parce qu'elle possède plusieurs dimensions telles que la
qualité physicochimique et microbiologique ainsi l'aptitude
fromagère. La valeur d'un lait peut être jugée par son
efficacité à la transformation en fromage. L'aptitude à la
coagulation dépend de son pH, sa teneur colloïdale et en
caséine, qui jouent un rôle primordial dans la mise en place du
gel. Le rendement fromager est fortement corrélé a la teneur en
protéine ou caséine et en matière grasse du lait
(Martin et Coulon, 1995) .
2.1. Aptitude à la coagulation du lait
La coagulation du lait par la présure et/ou par
acidification est la première étape de la fabrication d'un
fromage qui peut être considéré comme le résultat
d'un processus dans lequel la caséine et les matières grasses
sont concentrées après élimination du lactosérum.
Pour le fromager, le comportement du lait lors de la coagulation joue un
rôle important sur le bon déroulement des étapes
ultérieures de la fabrication fromagère (Martin et
coulon, 1995).
? pH
Le pH initial du lait a un effet déterminant sur la
coagulation bien que pour le temps de raffermissement. La maîtrise de la
préparation de lait permet de régler le pH qui conditionne la
fermenté des gels au moment de moulage (Starry, 1982).
En fromagerie, L'abaissement du pH favorise le processus de
coagulation (diminution du temps de floculation et formation d'un gel se
raffermissant plus rapidement) par deux actions :
- L'activité de la présure sur la caséine
k est maximale à pH = 5,5 et est rapidement inactivée lorsque le
pH est supérieur à 7,0.
- La stabilité des micelles décroît avec
le pH par neutralisation des charges négatives et par libération
d'ions calcium, ce qui favorise la réaction d'agrégation
(Linden, 1987).
L'acidification du lait entraîne des modifications des
propriétés du lait puis de gel. Elle permet de raccourcir le
temps de prise et d'augmenter la vitesse de raffermissement. Elle permet
également d'obtenir une fermenté de gel accrue de part une
solubilisation du calcium et du phosphore qui deviennent alors disponibles pour
créer des liaisons entre les micelles lors de la phase enzymatique de la
coagulation. Si l'intensité de l'acidification est mal
gérée, les conséquences sont toujours négatives au
niveau de la technologie. Une acidification
ISBM Page 34
Synthèse bibliographique
excessive entraîne une déminéralisation
très forte qui rend le caillé friable. Une acidification
insuffisante entraîne une déminéralisation trop faible rend
le caille fragile. Il est donc nécessaire en premier lieu, l'ajustement
du PH et le contrôle des paramètres d'acidification
(Delphine, 2005).
? Teneur en calcium colloïdal
Un lait pauvre en calcium coagule difficilement et conduit
à un gel mou qui se tient mal et, aussi il est difficile d'agir
directement sur ces teneurs dans le lait car, les animaux sont capables de
mobiliser leurs réserves corporelles ce qui a pour résultat de
maintenir un taux stable de calcium dans le lait. Il peut être
ajouté du chlorure de calcium avant emprésurage pour permettre
d'obtenir un caillé plus structuré et réduire le temps de
floculation. Il est indispensable de rappeler que l'utilisation de chlorure de
calcium est interdite pour certaines fabrications sous signe de qualité
(Delphine, 2005). D'autre part, l'ajout en
excès peut entraîner l'apparition de défaut d'amertume et
un goût métallique. L'influence du taux de calcium se manifeste
sur le temps de floculation et la fermeté du gel. Le calcium est
indispensable à la floculation des micelles. L'aptitude à la
coagulation dépend également de la teneur en phosphate de calcium
colloïdal. Plus la teneur en phosphate de calcium micellaire
sera élevée, plus le gel sera ferme et se
prêtera à l'égouttage (Delphine, 2005).
? La teneur en caséine
Le lait contient deux fractions de protéines, la
caséine et la protéine du sérum ou protéine
sérique. La caséine se compose de 4 composants autonomes:
ás1, ás2, f3 et K. La protéine sérique regroupe les
«albumines» et les «globulines». Les caséines ne
présentent pas la même sensibilité vis-à-vis du
calcium. Les caséines ás1, ás2 et f3 s'agrègent en
présence de calcium jusqu'a une valeur limite de concentration
au-delà de laquelle elles précipitent. Seule la caséine K
ne précipite pas en présence de calcium. Le calcium se lie aux
caséines par l'intermédiaire des acides aminés
phosphoryles, ainsi deux charges négatives sur les molécules de
caséine sont neutralisées par chaque ion calcium lié, ce
qui entraîne une diminution des répulsions électrostatiques
entre les caséines (chargées négativement à pH
(6,6) et les conduits à s'agréger (Dalgleish, 1982).
La présence à la fois d'interactions
électrostatiques et hydrophobes permet aux caséines de former des
agrégats colloïdaux (Schmidt, 1982) qui retiennent le calcium et le
phosphate. L'augmentation de la teneur en caséine K s'accompagne de la
baisse de la taille des micelles et suggère une localisation de cette
caséine à la surface des micelles (Lavoisier,
1995).
ISBM Page 35
Synthèse bibliographique
? Taux d'urée
Un excès d'urée dans le lait souvent du à
un excès d'azote dans la ration, engendre des caillés plus mous
et plus humides du fait de la diminution en proportion des caséines
fromageables (Enil, 2011).
? Teneur en lactose
Au cours de traitement de lait à transformer, à
température élevée, le lactose participe avec les
protéines à des réactions de brunissement non enzymatiques
pouvant altérer la couleur et le goût (goût de cuit) des
laits pasteurisés et stérilisés et des fromages. En
fromagerie, Le lactose est un sucre fermentescible. Il est
dégradé en acide lactique ce qui provoque un abaissement du pH du
lait pouvant entraîner sa coagulation (Enil,
2011).
2.2. Le rendement fromager
Les rendements fromagers correspondent à la
quantité de fromage que L'on peut obtenir avec une quantité
fixée de lait.

Ils varient principalement en fonction de la quantité
d'eau retenue dans le fromage, définie par les paramètres
technologiques et de la teneur du lait en protéines et en
matières grasse (Bank et al, 1984).
Toute augmentation du taux protéiques est favorable aux
rendements plus précisément, la teneur en caséine. En
pratique, la mesure du taux protéique du lait chez des animaux indemnes
de mammites, reste un bon indicateur du taux de caséine, donc la
surveillance de rendement commence par la maîtrise de taux
protéique. Le rendement augmente aussi avec la teneur en matière
grasse mais de façon beaucoup moins importante que la teneur en
protéine. En effet, la caséine quand elle coagule forme un
réseau protéique qui emprisonne les autres constituants et en
particulier la matière grasse présente sous forme de globules
gras. Par contre, une trop forte teneur en matière grasse peut
entraîner des problèmes d'égouttage et de coagulation
(Bank et al, 1984).
ISBM Page 36
Synthèse bibliographique
Un caillé insuffisamment acidifié ou
emprésuré trop tôt, risque d'avoir des micelles très
minéralisées il contient moins d'eau car le calcium et le
phosphore occupent les sites de fixation de l'eau. Il y a donc plus de
lactosérum égoutté (Delphine,
2005).
2.3. Particularité physicochimique des
fromages
Nous pouvons constater que lorsque le lait utilisé se
trouvait en bon état et que les valeurs de la composition chimique
démontrent sa qualité nutritive, Ceci confirme que le fromage
obtenu est de bonne qualité.
3. Impact de la qualité bactériologique de
lait cru sur le fromage
Au cours des siècles, les progrès de la
recherche ont mis en lumière l'impact des microorganismes du lait cru
sur les fromages. Il était question de mieux maîtriser la
qualité organoleptique des fromages en utilisant des flores aux
fonctions technologiques et aromatiques précises (Enil, 2011). La flore
microbienne du lait cru est très diversifiée. Selon son
intérêt et ses conséquences en laiterie, on peut les
classer en 3 groupes :
- La flore utile ou technologique : lactocoques,
lactobacilles, leuconostocs, flore de surface (levures, microcoques, etc.) ;
- La flore indésirable : coliforme, Pseudomonas ;
- La flore potentiellement pathogène : E. coli,
staphylocoques à coagulase positive, salmonelles, Listeria monocytogenes
(Enil, 2011).
3.1. Microorganismes utiles ? Bactéries
lactiques
Ce sont des bactéries Gram + (coques ou bacilles)
produisant de l'acide lactique par fermentation des glucides simples ou oses
(fermentation lactique), tolérant des pH acides, de niches
écologiques anaérobies ou anaérobies facultatives et se
montrant catalase négative. On distingue principalement: les
lactocoques, les leuconostocs, les pédiocoques, les streptocoques
thermophiles, les lactobacilles mésophiles et thermophiles et les
entérocoques (Guiraud, 1998). Elles ont pour rôles essentiels
d'acidifier le lait et le caillé, de participer à la formation du
goût (protéolyse, production d'arômes) et de la texture des
produits laitiers (fromage, beurre, yaourt, lait fermenté). Ces
bactéries sont maintenant largement utilisées sous formes
de levains sélectionnés (Guiraud,
1998).
ISBM Page 37
Synthèse bibliographique
? Les bactéries propioniques.
Ce sont des bactéries Gram +, fermentant les lactates
pour donner de l'acide acétique et propionique, ainsi que du CO2
(fermentation propionique). Ils participent à la formation du goût
et de l'ouverture des fromages à pâte pressée cuite
(Emmental, Comté, Gruyère) (Ramet,
1985).
? Les microcoques, les staphylocoques non pathogènes
(Staphylococcus equorum, S. xylosus, S. lentus), les bactéries
corynéformes (Brevibacterium, Arthrobacter, etc.).
Ce sont des bactéries Gram+, constituants de la flore
de surface des fromages affinés. Ils jouent un rôle essentiel dans
la formation du goût des fromages, notamment des fromages à
croûte lavée, fleurie ou croûte mixte (Munster, Camembert,
Pont l'Evêque, etc....) (Ramet, 1985).
3.2. Micro-organismes responsables
d'altération
Du fait même de leur composition et des conditions de
production, le lait et les produits laitiers peuvent être
contaminés par des microorganismes qui, en se multipliant dans le
milieu, provoquent des transformations nuisibles à la qualité des
produits par dégradation de leurs constituants (protéines,
lipides, lactose) et (ou) libération en leur sein de composés
indésirables. Ces dégradations peuvent être dues à
des bactéries, levures et moisissures et se traduisent par des
défauts de goût, d'odeur, d'aspect et de texture
(Ramet, 1985).
? Les coliformes
Peuvent être responsables de gonflements précoces
dans les fromages, conduisant notamment en pâte molle, à des
accidents spectaculaires (fromage à aspect spongieux). Ce gonflement est
du principalement à la formation d'hydrogène très peu
soluble dans le fromage.
Lors de leur développement dans le lait et les produits
laitiers, les bactéries psychrotrophes (genre Pseudomonas
principalement, mais également Bacillus) peuvent produire
des lipases et protéases extracellulaires, généralement
thermostables. Ces enzymes peuvent provoquer des défauts de goût
dans les fromages (goût de rance, amertume) ou être responsables
(protéases) de la déstabilisation des laits UHT
(Ramet, 1985).
ISBM Page 38
Synthèse bibliographique
? Les bactéries butyriques (Clostridium
tyrobutyricum)
Peuvent se développer dans les fromages (à
pâte pressée cuite et non cuite) et donner des défauts de
goût et d'ouverture « gonflement tardif » par fermentation
butyrique (production d'acide butyrique et d'hydrogène)
(Michel et al, 2000).
? Levures et moisissures
Elles se manifestent dans le fromage (peu dans le lait).
Ainsi, Mucor est responsable de l'accident dit « poil de chat
» principalement en fromage à pâte molle, se
caractérisant par un défaut d'aspect des fromages, et par
l'apparition de mauvais goûts. Il est à noter que le regroupement
des microorganismes en flore utile ou flore d'altération est à
nuancer en fonction des technologies considérées. Par exemple, le
Mucor est utile en Tomme de Savoie, mais nuisible en Camembert
(accident du « poil de chat ») (Michel et al,
2000).
3.3. Microorganismes potentiellement
pathogènes
La contamination du lait et des produits laitiers peut
être aussi l'oeuvre de germes dangereux pour la santé du
consommateur. Ainsi Staphylococcus aureus peut produire des
entérotoxines dont l'ingestion provoque des vomissements, souvent
accompagnés de diarrhée. Salmonella peut provoquer les
mêmes symptômes, caractéristiques d'une toxi-infection
alimentaire, ainsi qu'Escherichia coli (Hermier et al,
1992).
3.4. Particularités microbiologiques des
fromages
L'effet de la qualité bactériologique du lait
cru sur la qualité des produits de transformation du lait est capital.
Aussi les méthodes de transformation et la nature du produit fini
influent beaucoup sur la microbiologie de ce dernier (Antilav,
1977).
Les fromages, au point de vue microbiologique, doivent
être considérés comme des milieux de cultures solides, dans
lesquels se sont multipliés certains micro-organismes : bactéries
lactiques, microcoques, levures et moisissures. L'analyse microbiologique d'un
fromage peut porter soit :
- Sur les bactéries pathogènes apportées
par le lait ou au cours de la fabrication du fromage. Elles ne se multiplient
pas dans le fromage, mais peuvent survivre au cours de l'affinage. Il est
à noter que, dans des cas exceptionnels (Clostridium botulinum ou le
streptococcus aureus) est susceptible de produire de la toxine dans un
fromage
ISBM Page 39
Synthèse bibliographique
(Antilav, 1977). La croissance des
bactéries coliformes est fréquemment observée dans
certains types de fromages.
- Sur la flore microbienne "utile" qui s'est
développée au cours de la maturation du fromage et est
responsable de cette maturation.
- Sur les micro-organismes responsables des accidents de
fabrication (levures, moisissures, clostridia) (Antila,
1977).
Dans la pratique, l'analyse microbienne est effectuée
soit pour des raisons purement technologiques (cas d'accidents de fabrication),
soit pour des raisons hygiéniques dans le cas des toxi-infections
(Antila, 1977). Le tableau 9 indique les
critères microbiologiques des fromages.
Tableau 16 : Les critères
microbiologiques du fromage
|
Microorganismes
|
fromage
|
|
- Microorganisme aérobies a 30 C
- Coliformes fécaux
- Streptococcus fécaux
- Staphylococcus aureus
- Mycobacterium
|
< 2.10-5 germes /ml <10 germes / ml Non
considérée Absence dans 0,001g absence
|
(Beern et luquet, 1987)
4. Conséquences des cellules somatiques sur la
technologie fromagère.
Les cellules somatiques (CS) du lait constituent un indicateur
de l'état sanitaire, et la relation entre les facteurs infectieux
(mammites) et les CCS est bien établie (Berney et, Huched,
1980). Les conséquences des infections sur la
qualité microbiologique des laits et les pertes de production ont
été bien montrées (Baudry,
1999).Toutefois, une augmentation des cellules somatiques peut
également entraîner des modifications de la composition
biochimique du lait (Baudry, 1999).
4.1. Influence des cellules somatiques sur la
qualité des fromages
L'augmentation de la teneur en protéines solubles et en
minéraux, une baisse du pH et la diminution des taux de lactose et de
caséine, peuvent être observées dans des laits à
cellules somatiques élevées, ce qui entraîne dans la
fabrication des fromages un allongement du temps de coagulation et des
problèmes de fermeté du caillé. Mois le caillé est
ferme, plus qu'il y a
Synthèse bibliographique
de risque de perte de fines particules de caséines dans
le lactosérum. Si le lait de mélange contient trop de lait
mammiteux le problème peut aller jusqu'à avoir un lait
incoagulable, d'autre part, en cas d'infection mammaire la production de
protéines solubles pour la réponse immunitaire entraîne une
chute de production de caséine par rapport aux protéines
solubles.
4.2. Impact des cellules sur le rendement fromager
Toutes les modifications de la composition du lait cru en cas
de mammites ont pour conséquences une baisse du rendement qui peut
être très importante, elle est de plus associée à
l'obtention de fromage de moindre qualité. La réduction du
rendement devient particulièrement sensible lorsque le lait de
mélange atteint un million de cellules somatiques par ml
(Delphine, 2005). Le tableau 17 montre l'influence de
l'augmentation des cellules somatiques sur le rendement fromager.
Tableau 17 : Influence de cellules
somatiques sur le rendement
|
Lait à CCS faible
|
Lait à CCS élevé
|
|
Nombre de cellules somatiques
(*1000 cell /ml)
|
155#177;90
|
3200#177;950
|
|
Rendement fromager
|
15,0#177;2,0
|
14,4#177;2,0
|
(Delphine, 2005)
III. Exemples des défauts rencontrés dans
le fromage
Au cours du processus technologique et pendant le stockage,
quelques défauts technologiques peuvent apparaître. Ces
défauts sont résumés dans le tableau 18.
Tableau 18 : Origines possibles de
défauts de fabrication et remèdes possibles à envisager
|
Aspect de la
pâte
|
Origines possibles
|
Remèdes
|
|
La pâte n'est pas
homogène
|
- Le pH est faible, et sa valeur dépend de la
matière première employée (ex : emmental nécessite
un pH plus élevé que le cheddar)
- La teneur de sel de fonte est faible
- Le temps de cuisson étant court
|
Augmenter le pH
- Augmenter la dose - Augmenter le temps
|
|
Le fromage
|
- La matière première utilisée
|
- Mélanger la matière première
|
ISBM Page 40
Synthèse bibliographique
|
fondu liquide
|
n'est pas affinée, n'arrive pas à crémer ou
à l'inverse, est trop vieille et ne gonfle pas - Les sels de fonte
employés n'étaient pas crémants - Le mélange
contient une quantité élevée d'eau
|
jeune avec une autre affinée
- Mettre un sel de fonte crémant - Vérifier la
qualité d'eau
|
|
La pâte forme
des fils
|
- L'emploi des sels n'est pas adéquat
- Temps de fonte court
- Dose de sels de fonte n'est pas exacte
- Brassoir d'une vitesse faible
|
- Augmenter le temps
- Augmenter la dose de sels - Augmenter la vitesse des
brassoirs
|
|
à l'ouverture des
pétrins la pâte
est
trop molle
|
pH élevé
|
Diminuer le pH
|
|
A l'ouverture du
pétrin la pâte
est
relativement
épaisse
|
pH faible
|
Augmenter le pH
|
|
un
goût prononcé
de fromage
|
Cela tient dans la plupart des cas,
à un emploi
élevé du fromage trop
vieux où une valeur
élevée du pH
|
- Si c'est possible de mélanger la matière
première à un fromage plus jeune.
- Réduire la quantité des sels de fonte en
remplaçant la différence par le citrate de sodium qui masque le
goût indésirable
|
(Berger et al, 1998)
ISBM Page 41
ISBM Page 42
Synthèse bibliographique
Chapitre 3 : Imitation des fromages ou produits
analogues
Il existe deux principaux types de procédés de
fabrication succédanés de fromage. La première utilise le
lait liquide et implique un fromage conventionnel et des méthodes de
fabrication. Les produits étant souvent désignés comme
«rempli fromage ». Le deuxième type, désigné
comme « analogue de fromage», est réalisé en
mélangeant différentes matières premières ensemble
en utilisant des techniques similaires à celles des traités de
fabrication des fromages (Bachmann, 2001).
I. Caséine en poudre
1. Définition
Un produit riche en protéines, préparé
à partir de lait écrémé frais pasteurisé par
coagulation enzymatique. Convient pour une utilisation
végétarienne. La caséine se présente
généralement sous forme d'une poudre granuleuse, de couleur blanc
jaunâtre, soluble en milieu alcalin, mais insoluble dans l'eau
(Fox et al, 2000).
Les principales utilisations de la caséine
jusqu'à les années 1960 étaient dans des applications
techniques, non alimentaires tels que, les adhésifs pour le bois, en
papier, revêtement, la finition du cuir et des fibres
synthétiques, ainsi que les matières plastiques pour les boutons,
boucles, ...etc (Fox et al, 2000)
Au cours des 30 dernières années, toutefois,
l'utilisation principale des produits caséine a été comme
ingrédient dans les aliments pour améliorer leur physique (dite
fonctionnelle) propriétés, telles que coups de fouet et de
mousse, de rétention d'eau et l'épaississement,
émulsifiassions et la texture, et à améliorer leur
nutrition (Southward, 1994).
Il y a deux types de base de caséine, le caséine
acide et la caséine présure. Ils sont nommés
conformément à l'agent coagulant utilisé
(Asper ,1980)
2. Type de caséine
2.1. Caséine acide
- Utilisation de la caséine acide :
Caséine acide domine les marchés mondiaux, elle
est utilisée dans l'industrie chimique comme un additif dans la
fabrication de papier pour le vitrage de papier de belle qualité.
Pour
ISBM Page 43
Synthèse bibliographique
le papier l'application de papier industriel, il est
particulièrement important que la caséine est exempt de graisses
et ne contient pas de particules de matière étrangère ou
brûlés qui pourraient faire des taches sur le papier
(Southward, 1994). Pour obtenir une teneur extrêmement
faible en matière grasse dans le lait écrémé, il
doit être passé à travers un micro membrane de filtration
(MF) en combinaison avec la pasteurisation. Les industries de la peinture et
cosmétiques sont également de grands utilisateurs de la
caséine. Le caséine a également des utilisations
industrielles dans la fabrication de la colle (Asper,
1980).
La Caséine comestible est utilisée comme
absorbant d'eau et comme élément nutritif protéine pour
enrichir certains aliments pour bébés et pour les régimes
pour diabétiques avec protéines de lait. On peut aussi trouver la
caséine dans certains produits de pâtes et de types de pain, comme
addition à des saucisses ainsi que dans la production des
soupes (Asper, 1980).
- Technologie de fabrication de la caséine acide
:
Ce type de caséine est fait en utilisant des acides
minéraux tels que l'acide chlorhydrique ou sulfurique. De
préférence le premier est plus utile. L'acide dilué, est
pulvérisé sur le lait écrémé à chaud
(45 ° à 50 ° C) que l'on agite constamment jusqu'à ce
que le lait précipite en particules fines de caillé
(Southward, 1994).
La caséine sera séparée sous forme de
graines en laissant un lactosérum clair (pH= 4,5). Le caillé est
agité pendant environ 30 minutes, puis laissé au repos,
après quoi le lactosérum est soutiré. Le coagulât
est lavés trois fois avec l'eau légèrement
acidifié, et un autre lavage avec de l'eau pure. Après le lavage,
le caillé est enrobé dans un tissu solide d'égouttage et
de pressage (Asper , 1980). Le matériau
pressé est divisé et réparti sur des plateaux en couches
minces, et séché dans un séchoir tunnel. Le coagulât
séché ne doit pas contenir plus de 8% d'humidité et il est
directement emballé. Les emballages remplis de caséine doivent
être fermés hermétiquement et transférés
à une chambre de stockage propre et sèche, maintenue à une
température uniforme. Si la caséine sera stockée pendant
longtemps, il est préférable de stocker caséine dans un
sous-sol, à l'abri du soleil (Southward,
1994).
2.2. Caséine présure
- Utilisation de la caséine présure
ISBM Page 44
Synthèse bibliographique
Caséine présure est un produit différent
de la caséine acide. Dans l'industrie, il est utilisé
principalement dans la production de substances artificielles. De petites
quantités de caséine présure sont également
utilisées comme matière première pour le fromage fondu. La
caséine est un produit insoluble dans l'eau.
- Particularité de fabrication de la caséine
présure
La caséine présure est produite à partir
de lait écrémé par coagulation par la présure. Des
ions calcium solubles sont nécessaires pour cette réaction. Des
quantités suffisantes d'ions calcium sont déjà
présentes dans le lait. Au cours du chauffage du lait. Ces ions peuvent
précipiter. En l'absence des ions calcium, la coagulation ne peut avoir
lieu ou très lentement et de manière incomplète avec la
présure. L'addition d'une solution de chlorure de calcium peut aider la
présure pour coaguler correctement. Du lait écrémé
de bonne qualité est chauffé dans une cuve à double paroi
UPB à 36 -38 ° C. On ajoute pour le lait chauffé de la
présure et du chlorure de calcium pour provoquer la coagulation. Le
temps de coagulation varie entre 20 à 30 minutes. Le mélange est
agité suffisamment pour avoir une taille des particules
souhaitée. Là encore, un second chauffage est entrepris en
même temps que l'agitation est démarrée. La
température de cuisson est alors portée à 54 O C
jusqu'à 63 ° C et maintenue pendant environ 30 minutes.
Après la cuisson, le lactosérum est évacué. Le
coagulum est lavé trois fois avec une eau acidifiée, puis
rincé avec de l'eau pure. Le caillé est recueilli dans un tissu
solide d'égouttage et de pressage. Le coagulât pressé est
divisé et réparti sur des plateaux. Le produit fini ne doit pas
contenir plus de 10% d'humidité. La couleur de caséine obtenue
est normalement jaunâtre pâle pour le lait de vache et
blanchâtre pour le lait de bufflonne (Webb et al, 1970
)
3. Méthodes de préparation de la
caséine
3.1. Etape de
fabrication de la caséine en poudre
3.1.1. Précipitation
La caséine existe dans le lait en tant que
caséinates de calcium et des complexes de phosphate de calcium. Lorsque
l'acide est ajouté au lait, ce complexe est dissocié. A un pH
d'environ 5,3, la caséine commence à précipiter à
partir de la solution, et au point isoélectrique de la caséine,
un pH d'environ 4,7, maximum la précipitation a eu lieu. La
caséine se coagule sous forme d'un gel. Le gel est rompu pour permettre
l'expulsion de l'eau de celle-ci. La précipitation de la caséine
comporte trois considérations : l'acidité, le pH, la
ISBM Page 45
Synthèse bibliographique
température et la vitesse à laquelle il est
agité. L'acide est ajouté après précipitation
jusqu'à un pH de 4,1 est atteint, afin de dissoudre le calcium qui
s'écoule avec du lactosérum. Il contribue également
à améliorer la texture de la pâte et rendre le lavage plus
facile aidant à éliminer les protéines de
lactosérum, lactose, sels et acides. Tamime, (1980) a
expliqué l'importance de la température lors de la
précipitation et ses effets sur la texture de la caséine. Si la
température est inférieure à 35 ° C la caséine
est douce et difficile à laver. Si la température est comprise
entre 35 38 ° C, la caséine est grossière et facile à
laver. Si la température est supérieure à 38 ° C, la
caséine est grossière et grumeleuse et a une texture de
chewing-gum.
3.1.2. Drainage et lavage
Le lactosérum du caillé est retiré
rapidement du caillé. Le caillé est ensuite lavé deux fois
à l'eau froide. Au cours du premier lavage, l'eau de lavage est
légèrement acide et le caillé est agité doucement
pendant le lavage. (Tamime et al, 1980)
3.1.3. Pressage, broyage et la diffusion
Le caillé est pressé humide pour éliminer
autant d'eau que possible. Normalement, il n'est pas possible de réduire
le niveau d'humidité dans la pâte à moins de 55%.le
coagulât doit 'être rapidement broyé et séché
pour éviter la détérioration par la moisissure et l'action
des bactéries. Le caillé broyé sous forme de particules de
taille uniforme est réparti dans des plateaux perforés standard
pour le séchage.
3.1.4. Séchage
Tamime (1980) a étudié le séchage de la
caséine dans des conditions de température et d'humidité
dans un four à incubation continue d`air chaud continu. Il a
été recommandé que la température d'entrée
d'air chaud devrait se situer entre 71-77 °C et de sortie entre
52-57°C, afin d'éviter le risque de décoloration de la
caséine et nuire à sa solubilité. Une fois
démarré le séchage ne doit pas être interrompu
jusqu'à ce que le la teneur en humidité est réduite
à moins de 8% (Tamime, 1980 ) .
3.1.5. Broyage
La caséine est refroidie à température
ambiante avant le broyage. La finesse de broyage dépend de l'exigence
des clients.
Synthèse bibliographique
3.1.6. Conditionnement et stockage
La caséine séchée est emballée
dans des sacs en papier 3 plis lourds avec doublure en
polyéthylène. Les paquets remplis de caséine sont
fermés hermétiquement et stockés à un endroit sec
maintenu à une température uniforme. De grandes variations de
température lors du stockage entraîneront la formation de
moisissures dans la caséine (Tamime, 1980).
3.2. Contrôle qualité des produits
finis
Prélèvement d'échantillons : Le
prélèvement des échantillons est effectué selon la
procédure prévue par la norme internationale ISO 707. Les
États membres peuvent toutefois utiliser une autre méthode
d'échantillonnage pour autant que cette dernière soit conforme
aux principes de la norme précitée.
3.2.1. Granulométrie
Le produit doit être exempt des grumeaux qui
résisterait a une pression légère
Tableau 19 : Critère de
granulométrie de caséine en poudre
|
Granulométrie
|
Normes
|
|
30/60 mesh (tamis)
|
Min95%< 630ìm ( tamis
AFNOR29)
Max15%<160ìm (tamis AFNOR23)
|
|
90 mesh
|
Min 95%< 200 ìm (tamis AFNOR24)
|
(Directives 83/417/CEE)
3.2.2. Les critères chimiques
? Facteurs chimiques essentiels
Tableau 20 : Critères
qualitatifs des caséines alimentaires
|
La spécification chimique
|
Méthode d'analyse
|
Norme applicable
Caséine acide (m
/m)
|
Norme applicable
Caséine présure
(m/m)
|
|
humidité
|
NF V04-383
|
10%max
|
10%max
|
|
Protéine (N*6,38) /Sec
|
Kjeldahl
|
90%min
|
84%min
|
|
Matières grasse / Sec
|
NF V04-382
|
2,25%max
|
2%max
|
|
Acidité titrable
|
Exprime en ml de
solution d'hydroxyde de
|
0,27%max
|
|
ISBM Page 46
Synthèse bibliographique
|
sodium déci-normale /g
|
|
|
|
Cendres (P2O5)
|
NF V04-384
|
2,5%max
|
7,5% mini
|
|
Lactose anhydre
|
Méthode enzymatique
|
1%max
|
1%max
|
|
Sédiment (particule brûlée)
|
Spectrométrie atomique
|
22,5% / 25g max
|
22,5% / 25g max
|
(Directives 83/417/CEE)
? Les contaminants
- Teneur en plomb, arsenic : max 1mg /kg
- Teneur en fer : 10mg /kg - Teneur en cuivre : 5g/kg
3.2.3. Critères physiques
Tableau 21 : Critères de
qualité physiques de caséine en poudre
|
Spécifications physiques
|
Caséine présure
|
Caséine acide
|
|
couleur
|
Blanche a crème
|
Blanche a crème
|
|
Goût et odeur
|
Nature, franc,
frais, absence
d'odeur
étrangère
|
Nature, franc,
frais, absence
d'odeur
étrangère
|
|
Epreuve filtration
|
Disque A (ADPI)
|
Disque A (ADPI)
|
|
pH
|
6
|
4.7
|
(Directives 83/417/CEE)
3.2.4. Critères microbiologiques
Tableau 22 : Critères
microbiologiques de caséine en poudre
|
Spécifications microbiologiques
|
|
Caséine acide/ présure
|
|
Germe totaux
|
<
|
30.000 /g
|
ISBM Page 47
ISBM Page 48
Synthèse bibliographique
|
Levures/moisissures
|
< 50/ g
|
|
Coliformes
|
absence/0,1g
|
|
Clostridum perfringens
|
<1/g
|
|
Salmonelles
|
absence/375g
|
|
listeria
|
absence/25 g
|
|
Staphylococcus a cog+
|
absence/g
|
(Directives 83/417/CEE)
? Définitions
? Teneur totale en germes
Par teneur totale en germes, on entend celle
déterminée par dénombrement des colonies
développées sur terrain de culture après incubation pour
72 heures à une température de 30 °C
(Règlement (CEE) n°146/69).
? Teneur en coliformes
Par absence en coliformes en 0,1 g du produit concerné, on
entend la réaction négative obtenue sur terrain de culture
après incubation pour 24 heures à une température de 30
°C (Règlement (CEE) n°146/69).
? Teneur en thermophiles
Par teneur en thermophiles, on entend celle
déterminée par dénombrement de colonies
développées sur terrain de culture après incubation pour
48 heures à une température de 55 °C
(Règlement (CEE) n°146/69)
3.2.5. Etiquetage
Les emballages ou étiquettes, sous lesquels sont
commercialisés les produits autres que ceux destinés à
l'alimentation humaine, doivent porter les indications suivantes, bien
visibles, clairement lisibles et indélébiles
(JORF):
a) La mention « caséine à usages industriels
».
b) La mention «interdit pour l'alimentation humaine)
c) Le nom ou la raison sociale et l'adresse ou le
siège social du fabricant ou du conditionneur ou d'un vendeur
établi dans la Communauté
ISBM Page 49
Synthèse bibliographique
d) Pour les produits importés des pays tiers, outre
les indications a et b l'indication du pays d'origine.
e) Autres que destinés à l'alimentation
humaine, dont l'étiquetage fait référence aux
qualités définies par les normes, doivent répondre aux
exigences précisées par les dites normes
(JORF)
3.2.6. Condition de stockage
La caséine est emballé dans des secs en papiers,
multipliés, doublées par du polyéthylène,
réglés à 25kg. Et aussi conservée dans des endroits
d'humidité relative et température adéquate tel que
HR<65% ; 5 <T<25 C, éloignée de la lumière, de
toute source de goût et odeurs parasites
(JORF).
4. Usage de la caséine
Les utilisations de produits de caséine dans les
aliments comprennent, boulangerie, confiserie, produits fromagers, agents
blanchissants de café et de crème, produits laitiers de culture,
de poudres riches en graisses, et les pâtes à tartiner, glaces et
desserts surgelés, aliments pour bébés, barres
alimentaires nutritives, les pâtes alimentaires, les produits
pharmaceutiques soupes et sauces, boissons pour sportifs, garnitures
fouettées, etc.
La caséine n'est généralement pas
consommée comme un aliment en soi. Produits de caséine sont
principalement utilisés comme ingrédients dans les aliments pour
le but soit de modifier les propriétés physiques de ce produit
alimentaire ou de fournir des suppléments nutritionnels à elle.
En conséquence, ils forment généralement une proportion
relativement faible de la nourriture.
5. Propriété fonctionnelles
? La solubilité
Pratiquement toutes les applications de produits de
caséine ont besoin d'être dissous premièrement. Par
conséquent, avant l'utilisation, la caséine doit être
dissous en utilisant un alcalin pour produire une solution ayant un pH de 6,5
ou supérieur.
la caséine peut être dissoute dans d'autres bases
comme le borax ou de l'ammoniaque, généralement à un pH
légèrement plus élevé (7,5-9,5 ou plus) que celui
utilisé pour les applications alimentaires (Tamime,
1980).
ISBM Page 50
Synthèse bibliographique
? L'absorption d'eau et de viscosité
Les produits de caséine peuvent absorber des
quantités importantes d'eau, afin qu'ils puissent modifier la texture de
la pâte ou de produits cuits, le caséine peut servir comme matrice
dans les produits de type fromage ou pour augmenter la cohérence des
solutions telles que les soupes (Tamime, 1980).
? La nutrition
La qualité nutritionnelle d'une protéine est
déterminée principalement par sa teneur en acides aminés
essentiels (Tamime, 1980). Pour l'homme adulte, huit acides aminés sont
essentiels, c'est à dire qu'ils doivent être fournis dans
l'alimentation. Il s'agit de l'isoleucine, la leucine, la lysine, la
méthionine, la phénylalanine, la thréonine, le tryptophane
et la valine, l'enfant nécessite ainsi histidine. En comparaison avec
une composition de protéines de référence idéale
qui a été développé par la FAO en 1973, la
caséine contient une quantité suffisante de tous les acides
aminés essentiels à l'exception possible des acides aminés
soufrés méthionine et la cystéine.
II. Fromage à base de poudre de
caséine : fromage analogue
1. Définition
Les fromages analogues sont décrits comme des produits
qui ressemblent le fromage, mais dans lesquels la matière grasse du lait
a été partiellement ou complètement remplacées par
d'autres matières grasses (Commission codex alimentarius,
2004). Le fromage analogue peut être classé comme
les produits laitiers, les produits laitiers partiels ou non laitiers. La
catégorie est déterminée par le fait que la matière
grasse et / ou un ingrédient de protéines proviennent de source
de produit laitier ou végétal.
Aux Etats-Unis, un fromage analogue est défini comme un
produit qui est un substitue et ressemble au fromage, mais nutritionnellement
est inférieur, où l'infériorité nutritionnelle
implique une réduction de la teneur d'un nutriment essentiel
présent dans une quantité mesurable, mais ne comprend pas une
réduction de la teneur calorique ou de matière grasse
(FDA, 2003).
ISBM Page 51
Synthèse bibliographique
2. Classification
Les fromages imités sont arbitrairement classés
en trois catégories: (a) les fromages analogues, (b) les fromages
fourrés, et (c) les fromages à base de tofu. La classification
peut également être basée sur les ingrédients
utilisés et les procédés de fabrication suivi
(Fox et al, 2000). Des analogues de fromages peuvent
également être classés en tant que produits laitiers, les
produits laitiers partiels ou non laitiers, selon que les composantes graisses
et protéines ou sont de sources laitières ou
végétales comme le montre la figure 1.
Fromage analogue
(a)Produit (b)Produit laitier partiel Produit
synthétique
|
|
Pas de maturation
|
|
|
|
|
|
|
|
Ingrédients :
(a) Caséine
Caséinate
|
(b) caséine Caséinate Huile
végétale
|
(c) protéine végétale Huile
végétale
|
Huile de beurre
Figure 1 : Classification des fromages
analogues
Le fromage fourré: diffère
généralement des fromages naturels du type de matière
grasse utilisée .Cette MG du lait peut être partiellement ou
entièrement remplacés par des huiles végétales, qui
pourraient à leur tour être partiellement hydrogénés
pour donner un profil similaire à celui des graisses du lait. . En
outre, le fromage fourré peut être produit de deux façons:
(a) en utilisant du lait liquide, lait écrémé, tout en
ajoutant généralement de l'huile végétale, ou (b)
totalement synthétique (à l'aide de protéines
végétales).
Fromage a base de tofu : un aliment stable, en Orient
depuis des siècles, à partir d'un caillé caoutchouteux
creux fabriqué à partir de lait de soja (graines de soja
(Mc Carthy, 1991).
Synthèse bibliographique
3. La formulation des fromages
3.1.Les matières premières
La principale source de protéines dans les fromages
analogues est le casèinates ou la caséine présure, le
caséinate étant utilisé principalement pour les produits
à tartiner. La caséine présure est favorisée pour
les produits de blocs semi-durs et particulièrement mozzarella où
elle donne généralement une texture filamenteuse et extensible.
En choisissant la combinaison appropriée de sels de fonte, la
concentration de calcium peut être réduite au niveau
souhaité pour rendre la texture et la cuisson caractéristique
«sur mesure» en fonction de l'application envisagée du produit
(Fox et al, 2000). Plusieurs composants peuvent
être utilisé dans la fabrication de fromages analogue comme le
montre le tableau 23. .
Hoffman et al, (2005) ont indiqué que l'utilisation du
phosphate tricalcique comme un sel émulsifiant, à des niveaux
supplémentaires, dans la fabrication de "mozzarella analogue" à
partir de la caséine acide a entraîné une diminution de la
cohésion et la dureté du produit résultant. Il n'y avait
pas de différence notable entre les fromages analogues contenant de la
caséine acide et le caséine présure lorsqu'on les observe
au microscope électronique (Cavalier-Salou et Cheftel,
1991)
Tableau 23 : Les ingrédients
utilisés dans la fabrication des fromages analogues
|
Ingrédients
|
Fonction principale / effet
|
exemples
|
|
Matière grasse
|
Donne la composition désirée, la texture
et
l'aptitude à la fusion des caractéristiques.
Donne la
saveur laitière
|
Beurre, matière grasse laitière
anhydre, natif
ou de l'huile de soja,
l'huile de maïs, l'huile de
palme,
partiellement hydrogénés
|
|
Les protéines du lait
|
Donne composition souhaitée, texture
semi-dure avec
de bonnes caractéristiques
fluide et extensible
|
Caséine, caséinates, protéines
de
lactosérum
|
|
Les protéines végétales
|
Donne composition souhaitée et la
réduction
des coûts.
|
Protéine de soja, protéines
d'arachide, le
gluten de blé
|
|
amidons
|
Remplacement pour la caséine et la
réduction
des coûts
|
Formes natives et modifiées de maïs,
amidon de
pomme de terre riz.
|
|
Sels de fonte
|
Aider à la formation d'un produit
stable
physico-chimique; modifie les propriétés
|
Le phosphate de sodium et le citrate
de sodium.
|
ISBM Page 52
Synthèse bibliographique
|
texturales et fonctionnel
|
|
|
Hydrocolloïdes carraghénane.
|
Améliorer la stabilité du produit; modifie
les
propriétés texturales et fonctionnel
|
La gomme de guar, la gomme
xanthane, le
carraghénane.
|
|
agents acidifiants
|
Aider le contrôle du pH dans le produit
final.
|
Les acides organiques par exemple
des lactique,
acétique, citrique,
phosphorique.
|
|
Saveurs et
exhausteurs de goût
|
Apporte saveur; accentue la saveur
|
EMC *, distillats de démarreur, des
extraits de
fumée de bois, des épices,
du chlorure de sodium, extrait
de
levure.
|
|
colorants
|
Donner de la couleur désirée
|
Rocou, le paprika, colorants
artificiels
|
|
conservateurs
|
Retarde la croissance des moisissures;
prolonge la
durée de vie
|
Nisin, K-sorbate, Ca ou
Napropionate.
|
(Furio, 2000)
3.2. Influence de matière première sur
le fromage 3.2.1. Matières premières non laitières
- Eau :
L'humidité des fromages étant
généralement faible et puisque l'on incorpore des poudres, il est
absolument nécessaire d'apporter de l'eau au mélange. Celle-ci
permet de solubiliser et de disperser les protéines et
d'émulsionner par conséquent la matière grasse libre.
Cette eau doit être de qualité alimentaire. (Marshall,
1990)
- Graisse végétale
Plus économiques que la matière grasse
laitière, malgré l'inconvénient de leur richesse en acides
gras saturés, el leur impact négatif sur la santé
humaine, (Bachmann, 2000).
- Protéines végétales
Des études ont été entreprises sur le
remplacement de la caséine dans les spécialités
fromagères par différents types de protéines
végétales ; les protéines de soja, des arachides et
ISBM Page 53
ISBM Page 54
Synthèse bibliographique
le gluten du blé. Ces dernières ont une
capacité élevée d'absorption d'eau et
génèrent une consistance épaisse et peu fluide. Elles
doivent être incorporées à de faibles doses (2 à 3
%) (Chen et al., 1979)
- Amidon natif
Aucun autre ingrédient alimentaire ne rivalise avec
l'amidon en termes de polyvalence et d'application dans l'industrie
alimentaire. Les amidons ont été employés pour la
diversification des textures , l'amélioration de l'esthétique des
produits, la simplification de la déclaration du label, la
réduction des coûts de production , la garantie de la consistance
des produits et pour prolonger la durée de conservation
(Chen et al., 1979).
- Amidon réticulé alimentaire
La réticulation consiste à créer des
pontages inter ou intramoléculaires dans le granule d'amidon. On trouve
sur le marché des phosphates et des adipates de diamidon sur base
maïs cireux et fécule de manioc pour les amidons à cuire, et
sur base maïs cireux et fécule de pomme de terre pour les amidons
précuits ou prégélatinisés (Boursier, 2008). Ces
amidons modifiés sont employés afin de réaliser leur
rôle hygrothermique (Würzburg, 1995).
- Sels de fonte
Les sels de fonte utilisés dans la fabrication du
fromage fondu sont essentiellement les sels de sodium de l'acide phosphorique
et l'acide citrique. Les principales propriétés pour lesquelles
les sels de fonte sont utilisés sont :
? Chélatant
Il peut être défini comme l'aptitude à
fixer des cations métalliques pour former des complexes solubles. Cette
propriété de séquestration qu'ont les polyphosphates
permet de retirer le calcium du system protéique. Il en résulte
un réarrangement des molécules protéiques et l'exposition
des groupes hydrophiles. L'évolution du calcium au cours de ce processus
est donc un point important, de même que l'état des phosphates et,
secondairement, celui du potassium et du Magnésium (Horne,
1998).
? Pouvoir tampon
L'ajustement du pH d'une formule de fromage constitue une
étape importante dans le procédé de fabrication. Le
pouvoir tampon des sels de fonte affecte la conformation des
ISBM Page 55
Synthèse bibliographique
protéines, l'hydratation et la séquestration du
calcium. Les différents sels de fonte permettent, par leur pouvoir
tampon, d'ajuster le pH du produit à la bonne valeur. Cependant,
l'augmentation de la concentration de polyphosphate a un effet moindre sur le
pH (Karahadian, 1984)
? Effet bactériostatique
Certains sels possèdent un effet
bactériostatique, c'est le cas surtout des polyphosphates et des
orthophosphates qui peuvent inhiber très nettement la multiplication de
plusieurs espèces, en prolongeant la durée de conservation du
produit fini (Wagner, 1986).
3.2.2. Matières premières laitières
- Poudre de lait
La poudre de lait écrémé tend à
améliorer la qualité et la stabilité des traités
les fromages analogues.
- Lactosérum
L'industrie du fromage fondu s'intéresse à
incorporer des protéines de petit-lait en fromage de processus pour des
raisons économiques. Cependant, l'incorporation de protéines de
lactosérum en fromage de processus présente de nombreux
défis tels que l'effet sur la texture et la saveur (Wagner,
1986).
4. Technique de fabrication de fromage analogique
4.1. Méthode de fabrication:
Un procédé typique de fabrication implique les
étapes suivantes: addition simultanée de quantités
nécessaires d'eau et d'ingrédients secs (par exemple la
caséine, sels de fonte), l'addition de l'huile et la cuisson à
environ 85 O C (en utilisant une injection directe de vapeur), tout en
cisaillant en continu jusqu'à l'obtention d'une masse homogène.
Les matières aromatisantes (par exemple enzyme fromage modifié
(EFM), distillat de départ) et le régulateur de pH (acide
citrique par exemple) sont ensuite ajoutés. le mélange est
réalisé dans un cuiseurs à double vis horizontales (par
exemple Damrow, Blentech), fonctionnant à une vitesse de l'ordre de 40
tours par minute (Guinée et al, 2004).
ISBM Page 56
Synthèse bibliographique
L'addition de l'acide à la fin de la fabrication,
permet de regeler le pH et aussi contribue à une plus grande
séquestration du calcium par le sel émulsifiant (par exemple le
phosphate de sodium). Tous ces éléments conduisent à une
meilleure émulsion d'huile végétale dans la matrice
protéique. L'addition d'ingrédients aromatisants vers la fin du
traitement, réduit au minimum la perte des matières volatiles et
des arômes à cause de l'usage des températures
élevées dans la production des fromages analogues.
4.2. Spécification de fabrication:
4.2.1. Substitution de protéine de lactosérum
et de l'amidon :
Les chercheurs ont tenté de remplacer une partie de la
caséine /caséinates par les protéines
végétales et /ou de l'amidon qui sont beaucoup moins cher que les
ingrédients naturels. L'augmentation du niveau de substitution de la
caséine présure en protéines totales de lait, de l'ordre
de 0-50% ont abouti à une diminution de la fluidité des fromages.
L'incorporation de protéines de lactosérum comme un substitut de
la caséine nuie à la fluidité et provoque l'augmentation
de la fermeté du produit. Par conséquent, les protéines de
lactosérum devraient être limités à des niveaux de
1-3% p / p dans la production des fromages analogues (Asper,
1980).
Les protéines végétales, par exemple, le
soja, l'arachide ou la protéine de blé donnent des
résultats variables en fonction de la préparation des
ingrédients et le type et le niveau des autres ingrédients
utilisés dans la formulation. Un niveau de substitution de la
caséine supérieur à 20% en poids / poids de la
protéine totale par les protéines végétales,
entraîne la production des fromages analogues généralement
à une qualité inférieure par rapport à celui
produit en utilisant exclusivement de la caséine. Parmi les
problèmes rencontrés lors de l'utilisation des protéines
végétales à des niveaux élevés,
réduction de l'élasticité et de la fermenté, un
corps adhésif / collant, et un goût désagréables
(Guinée et al, 2004).
L'amidon a été incorporé dans le fromage
imitation, principalement pour remplacer la caséine qui est plus cher
(Zwiercan et al., 1987; Mounsey et O 'Riordan, 2001).
L'amidon de maïs natif est le plus utilisé
préférentiellement utilisé dans le commerce, que des
amidons provenant d'autres sources et de différents types de
modifications (prégélatinisés et / ou chimiquement ou
enzymatiquement modifié).
L'amidon natif peut être utilisé à des
concentrations de 2-4% pour remplacer environ 10-15% de la caséine
totale du fromage analogue. Mounsey et O 'Riordan (2001) ont observé une
réduction de la cohésion dans les fromages analogues contenant un
taux élevé d'amidon.
ISBM Page 57
Synthèse bibliographique
La dureté de ces fromages a augmenté lors de
l'utilisation des amidons de blé, de pomme de terre et l'amidon de
maïs, mais elle a été réduite par l'utilisation
d'amidon cireux de maïs ou de riz.
4.2.2. Substitution de matière grasse
Depuis de nombreuses années, les produits fromagers
synthétiques ont été réalisés en
remplaçants la matière grasse traditionnellement présente
dans le fromage naturel par une autre, moins cher, graisse animale ou
végétale. Dans presque tous les cas, les fromages
synthétiques sont offerts à moindre coût, ce qui
était probablement le facteur le plus important dans l'acceptation
initiale de ces produits laitiers synthétiques. Au cours des
dernières années, et, avec la sensibilisation accrue du public
aux dangers de cholestérol qui se trouve dans les graisses animales, les
produits fromagers synthétiques dans lesquels la matière grasse
est remplacée par une graisse végétale ont gagné en
popularité (Kong- Chan et al, 1991).
Différentes procédures de substitution de la
matière grasse laitières avec de l'huile végétale
hydrogénée, comme le soja, d'arachide, de palmiste, graines de
coton, noix de coco ou de maïs ont été
développés (Arellano-Gomez et al, 1996).
L'utilisation de matières grasses végétales
peut donner au fromage une cohérence qui le rend plus adapté pour
certaines applications. L'huile de soja confère une dureté et une
adhérence pour les succédanés de fromages, mais risque de
diminuer leur cohésion et leur souplesse. Un effet inverse a
été observerlors de l'usage l'huile de soja et de matière
grasse (Lobato-Calleros et al, 1997). Des fromages
analogues formulés avec des proportions différentes d'acide
butyrique et / ou de l'huile de soja ont montré d'importantes variations
de texture (Arellano-Gomez et al, 1996).
5. Avantage de production de fromage analogue
Selon Guine et al., (2004), les fromages analogues sont de
plus en plus utilisées dans le secteurs agroalimentaires en tant
qu'ingrédient de recettes des aliments formulés à base de
viandes ou même dans les pâtes . Ces auteurs ont indiqué
aussi que les fromages analogues ont les avantages suivants :
- Un coût de production beaucoup plus réduit que
celui des fromages naturels à cause de la substitution de la graisse du
lait par l'huile végétale qui est mois coûteuse.
- Absence de maturation donc rapidité de production.
ISBM Page 58
Synthèse bibliographique
- Possibilité d'incorporer d'autres éléments
dans la formule ce qui permet de créer facilement de nouveaux
fromages.
ISBM Page 59
Matériels et Méthodes
Matériels et
méthodes
ISBM Page 60
Matériels et Méthodes
Lieu de travail
Le travail a été réalisé dans une
fromagerie située dans le gouvernorat de Sousse, dont le
nom restera anonyme pour des raisons professionnelles. Les
spécialités fromagères fabriquées
par cette société sont :
- Mozzarella traditionnelle
- Ricotta
- Fromage blanc
- Provolone, caccio cavello
- Edam
- Gouda
- fromage râpé
I. Equipements de production
1. Le cuiseur
Le système de cuisson du fromage analogue utilise une
technologie de double agitation horizontale qui permet d'obtenir une texture et
une cuisson homogène du produit fini (figure 3). Le cuiseur est
équipé d'un agitateur à double vis (figure 2) en contre
rotation qui malaxe délicatement le fromage tout en exerçant un
effet de cisaillement qui améliore la qualité du produit. La
«double action» des deux agitateurs adjacents déplace le
fromage dans des directions opposées permettant de rapprocher la texture
du fromage analogue à la texture naturelle. L'action de mélange
combine parfaitement les ingrédients qui donnent au produit final une
texture lisse et naturelle. La clé pour une cuisson uniforme est la
pression de vapeur de T= 360°C qui permet de fusionner les particules de
fromage. Ce cuiseur a la capacité de produire 2000 kg par jour. Le
cuiseur est équipé par un système d'entraînement de
l'agitateur à vitesse variable et un système de contrôle de
température du fromage tous le long du cycle de cuisson.
ISBM Page 61
Matériels et Méthodes
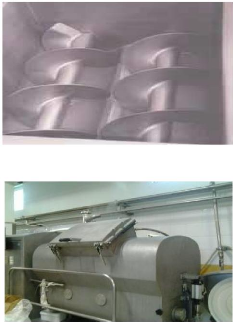
Figure 2 : Vis mélangeuses
Figure 3 : Cuiseur
2. Clipeuse
La fromagerie est équipée d'une double clipeuse
automatique qui permet la fermeture des boyaux de mozzarella par pose d'un lien
`clip' à deux fils métalliques recouverts de plastique. La
clipeuse (figure 4) est installée sur un châssis roulant. Elle est
synchronisée par un poussoir permettant de ressortir des boyaux de
diamètres variant de 10 mm à 30 mm. Ce matériel a un
rendement maximum de 130 coups / min selon le diamètre et le poids du
produit.

Figure 4 : Clipeuse des boyaux (SM
40P)
ISBM Page 62
Matériels et Méthodes
3. Chaîne de refroidissement
Figure 5 : Chaîne de
refroidissement
Figure 6 : Refroidissement de
mozzarella
La chaîne de refroidissement (figure 5 et 6) est
composée d'une ligne automatique pour le refroidissement et le
raffermissement de la Mozzarella et des fromages à pâte
filée. La ligne se compose d'une cuve monobloc fabriquée
complètement en acier inoxydable, avec le fond incliné en pente
adéquate pour consentir la décharge totale et une meilleure
efficacité de lavage. Afin d'éviter le choc thermique qui
pourrait provoquer l'écorchure et l'endommagement de la structure et de
la surface des boyaux de mozzarella, l'eau de refroidissement circule en
contre-courant, autrement dit, en direction opposée par rapport à
l'avancement du produit. La température de l'eau de refroidissement est
contrôlée automatiquement par un thermorégulateur
expressément dédié à cette fonctionnalité.
L'avancement et le transport des mozzarelles avec le système
breveté s'effectuent en exploitant la différence de
densité existante entre l'eau et le produit. Les grilles de transport du
produit positionnées sur le fond de la cuve sont dotées d'une
série de mouvements horizontaux et verticaux alternés qui
provoquent l'avancement du produit vers la fin de la ligne de manière
délicate pour conserver au mieux la forme des boyaux de mozzarella.
ISBM Page 63
Matériels et Méthodes
4. Râpeuse
C'est une machine de broyage des fromages durs pour
l'obtention de fromage râpé. La râpeuse peut râper
jusqu'à 40 kg de fromage à l'heure.

Figure 7: Machine de râpage des
fromages
5. Machine d'emballage sous vide
C'est une machine qui sert à évacuer la
totalité de l'air de l'emballage et de le sceller, permettant ainsi de
prolonger la durée de conservation des produits finis. La machine
d'emballage sous vide (figure 8) permet la soudure de la partie
supérieure et inférieure de l'emballage à l'aide d'un fil,
tout en assurant la fonction de coupure de l'emballage.

Figure 8 : Appareil d'emballage sous
vide
ISBM Page 64
Matériels et Méthodes
II. La matière première utilisée
dans la fabrication des fromages
A part le lait cru, la majorité de la matière
première et des additifs sont importés. Chaque réception
de produit de fabrication est accompagnée d'une fiche de renseignement
sur ce dernier, qui par la suite déposé dans un endroit
spécifique de stockage.
1. Matière première séchés
1.1. Protéines fromageables (la caséine
présure)
C'est un produit granulé riche en protéines,
préparé à partir de lait écrémé frais
pasteurisé, par coagulation enzymatique qui est la présure. C'est
un produit importé par la fromagerie sous le nom de « LACTALIS
ingrédients », emballé dans des sacs en papier,
doublés en polyéthylènes et réglés à
25 kg.
Figure 9 : Produit caséine
présure
La caséine présure se caractérise par des
spécifications physiques, chimiques et bactériologiques qui sont
indiqués dans la fiche (voir fiche technique de caséine
présure moulu dans les annexes) et présentées dans les
tableaux 24, 25 et 26.
Tableau 24 : Critère physique de poudre
de caséine
|
Critères physiques
|
|
couleur
|
blanche à crème
|
|
Gout et odeur
|
Nature, franc , fraiche
|
|
pH
|
6,8 - 7, 3
|
ISBM Page 65
Matériels et Méthodes
Tableau 25 : Critères chimiques de
poudre de caséine
|
Critères chimiques
|
|
protéines (%)
|
mini 90
|
|
Humidité (%)
|
max 10
|
|
Matière grasse (%)
|
6,8-7,3
|
|
Lactose(%)
|
max 0.2
|
|
Matière minérale (%)
|
mini 7.5
|
|
Calcium(%)
|
approx 2,8 - 3,3
|
|
Plomb / Arsenic
(ppm)
|
max 1
|
|
Cadmium (ppm)
|
0.05
|
|
Nitrites
|
absence
|
La caséine est stockées dans une chambre de
stockage à humidité relatives < 65% et à
température 5<T<25°C. La caséine doit être
éloignée de toute source des odeurs parasites qui peuvent la
contaminer facilement.
Tableau 26 : Critère microbiologiques
de caséine en poudre
|
Critères microbiologiques
|
|
Levures / moisissures / g
|
<50 ufc
|
|
germes totaux /g
|
< 30 000 ufc
|
|
Coliformes/ 1g
|
Absence ufc
|
|
Clostridium perfringens/ 1g
|
<1 ufc
|
|
Salmonelle /375g
|
Absence
|
ISBM Page 66
Matériels et Méthodes
|
Listéria monocytogéne /25g
|
Absence
|
Dans la fromagerie, le chef de production prend en
considération la granulométrie de la caséine en poudre
lors de la fabrication. Il y a 2 types de granulométries utilisés
:
? La granulométrie 90 mesh = 200 microns est
utilisé pour la fabrication des blocs, Edam, Gouda.
? La granulométrie 30 mesh= 630 microns utilisé
pour la production de la mozzarella.
1.2. Protéine sériques :
lactosérum 35%
C'est un produit non hygroscopique en poudre à forte
solubilité, obtenu à partir de la pulvérisation du
sérum de fromage liquide et frais auquel on a réduit la teneur en
minéraux. Il y a plusieurs types de lactosérums. La fromagerie
concernée par cette étude utilise un sérum
acide dont le nom commercial est « wheyco »
ayant une concentration de 35% en protéines
dans la matière sèche. Le sérum sert pour
l'augmentation de la valeur nutritionnelle des fromages analogues, ainsi que
pour l'amélioration de la texture et la réduction du coût
de production.
Figure 10 : Le lactosérum en
poudre
Le sérum est présenté sous forme de
poudre homogène et fine de couleur crème, à saveur et
odeur lactées, dont les caractéristiques sont situées dans
les tableaux 27 et 28
ISBM Page 67
Matériels et Méthodes
Tableau 27 : Les caractéristiques
physicochimiques de lactosérum en poudre
|
Critères physicochimiques
|
|
pH
|
5.80 - 6.20
|
|
protéines (%)
|
34.5 - 36.0
|
|
Humidité (à 87°c) (%)
|
max. 4.0
|
|
Matières grasse (%)
|
max. 3.84
|
|
Lactose(%)
|
min. 46.0
|
|
Matières minérales(%)
|
max. 6.5
|
|
Densité apparente g / l
|
350 - 550
|
Le lactosérum doit être conservé dans un
endroit frais, sec et obscur loin des fortes odeurs.
Tableau 28 : Les caractéristiques
microbiologiques de lactosérum en poudre
|
Critères microbiologiques
|
|
Levures / moisissures / g
|
max10 ufc
|
|
germes totaux /g
|
max 20 000 ufc
|
|
Coliformes/ g
|
max 10 ufc
|
|
Escherichia coli négatif /g
|
1 ufc
|
|
Salmonelle / 25g
|
Absence
|
|
Listéria monocytogéne /25g
|
Absence
|
ISBM Page 68
Matériels et Méthodes
1.3. Poudre de lait : lait entier
C'est du lait pasteurisé, déshydraté et
concentré à 40 - 55% de matière sèche,
utilisé dans l'industrie fromagère comme un ingrédient de
bonnes propriétés nutritionnels , riche en protéine 23% ,
et contient 26% de matières grasses .
Figure 11 : Le lait en poudre
1.4. Epaississant : amidon
Il y a 2 types d'amidon utilisés dans la fromagerie :
amidon modifié et amidon de mais
? Amidon natif « Royal Lion » importé de
Hollande, est employé dans la production des fromages pour des raisons
esthétiques des produits, il participe aussi à la prolongation de
la durée de conservation mais le plus important c'est qu'il permet de
réduire le coût de production.

Figure 12 : Amidon non
modifié
ISBM Page 69
Matériels et Méthodes
? L'amidon modifié : c'est un amidon
modifié par action enzymatique, importé de l'Espagne. Cette
modification est réalisée dans le but de donner des
propriétés particulières. Les amidons modifiés
utilisés dans la fromagerie sont ; l'adipate de diamidon
acétylé (E1422) importé sous le nom de « ROQUETTE
» (voir certificat d'analyse dans les annexes) qui est produit par
l'action de l'acide acétique anhydride et d'acide adipique anhydre sur
l'amidon. Le phosphate de diamidon hydroxypropylé (E1442) sous le nom
commercial « AVEBE », obtenu en traitant l'amidon avec du trichlorure
de phosphoryle [phosphore, oxychlorure], puis estérification avec de
l'oxyde de propylène . Chacun des deux types d'amidon exerces un
rôle particulier dans le fromage.
? E1422 : Il est utilisé dans la production de tous les
types de fromages dans le but d'améliorer la stabilité du produit
et la résistance aux contraintes des procédés de
fabrication alimentaire telle que le pH et la température. La dose
d'utilisation habituelle varie de 0.5% à 3.5%, plus rarement
jusqu'à 5%.
Figure 13 : Amidon
modifié
? E1442 : Cet amidon réticulé utilisé
lors de râpage des fromages afin d'éviter le colmatage de
chevelures de fromage râpés. Cet additif est
caractérisé par la capacité d'absorption de l'eau libre
dans la pâte et participe à l'augmentation de la viscosité
chez autre produit fini.
1.5. Acidifiant : acide citrique (E
330)
C'est un additif importé par la fromagerie sous le nom
de « TTCA » et fabriqué en Chine (voir certificat d'analyse
dans les annexes). Ce sont des cristaux incolores, inodores à goût
fortement acide. Cet additif est ajouté à la fin de la
fabrication du fromage dans le but
ISBM Page 70
Matériels et Méthodes
d'ajuster le pH du fromage analogue, et pour une meilleure
stabilité des produits. Le pH optimal des fromages analogues est compris
entre 5,9 et 6,1. À des valeurs de pH <5, le fromage devient dur par
contre à pH > 6 le fromage devient mou et microbiologiquement
dangereux.
1.6. Conservateur : Sorbate de potassium (E202)
Le sorbate de potassium est un conservateur de fromage
à usage limité (100mg /kg) sert à inhiber la croissance
des levures et moisissures et de certaines bactéries. Ce produit est
aussi fabriqué en chine par la société China Tianyu
chemical co,limited (voir le certificat d'analyses dans les annexes).
1.7. Emulsifiants : citrate de sodium (E331)
Le citrate de sodium, appelé aussi citrate trisodique
est obtenu par un mélange de soude et d'acide citrique. C'est un additif
alimentaire utilisé comme régulateur de l'acidité,
séquestrant, émulsifiant ou stabilisant ( voir certificat
d'analyse dans les annexes).

Figure 14 : Le citrate de sodium
1.8. Les kasomels
Dans la fromagerie les kasomels employées sont le
kasomel 1112(E339), kasomel 3138(E452) (voir fiche technique des kasomel dans
les annexes) .Ce sont des produits cristallins à graines fines.
? Kasomel 1112 : ou phosphate de sodium utilisé comme
correcteur d'acidité pour atteindre un pH compris entre 5,6 et 5,7.Des
valeurs de pH inférieures à 5,6 conduit à la
séparation de la phase grasse et à la perte ultérieure de
fusion. Par contre un pH de plus de 5,7 conduit à la
prolifération des bactéries.
ISBM Page 71
Matériels et Méthodes
? Kasomel 3138 : ou polyphosphate, son utilisation permet
d'obtenir une texture de fromage extensible et ferme à une
température de fusion faible. Cet additif est utilisé
essentiellement lors de la fabrication des fromages à tartiner ou
slices. Dans la fromagerie il n'y a pas de production de ces types de fromages
donc ils sont utilisés avec des quantités faibles juste pour
améliorer le texture.
Les kasomels sont très sensibles à
l'humidité. Lorsqu'ils sont stockés dans un environnement humide,
ils deviennent durs et très difficile à dissoudre au cours de la
fonte même à une haute température.
2. La Matière grasse
2.1. Huiles végétales
Ces huiles sont constituées de glycérides, de
cholestérol, et d'acides gras saturés et insaturés .Le
type d'huile employé dans la fromagerie est l'huile de palme
raffinée, blanchie, et désodorisée, commercialisée
en Tunisie sous le nom de «
TU.CO.GRAS » (voir certificats
d'analyses dans les annexes).Elle présente l'inconvénient d'une
teneur élevée en acides gras saturés.

Figure 15 : la graisse de palme
2.2. Beurre :
Vu son coût élevé, cet ingrédient
est utilisé dans un seul type de fromage, qui est le fromage
gruyère, afin d'améliorer le goût et de simuler le
goût du vrai fromage gruyère (voir fiche d'analyses dans les
annexes).
ISBM Page 72
Matériels et Méthodes
Figure 16 : Le beurre
2.3. Pâte fraîche
Cette dernière est obtenue après une coagulation
du lait par voie enzymatique. C'est une méthode utilisée par la
fromagerie dans le but de conserver le lait sous forme de pâte qui est
ensuite transformée en provolone, scamorza et mozzarella.
La fabrication de pâte est réalisée comme
suit : Le lait réceptionné (400 litres) dans lequel on ajoute 1
kg de sel, est orienté pour la thermisation par injection de vapeur
jusqu'à la température de 35°C. La température doit
être suivie par le thermomètre afin d'éviter qu'elle
dépasse les 40°C. A 37°C, une quantité de
présure bien déterminée (100 ml) est ajoutée
progressivement avec l'agitation. Après un temps de repos, on remarque
une formation d'un coagulum (masse protéique), sous l'action de l'enzyme
ajoutée. Une étape de décaillage est nécessaire
avec l'ajout de l'eau à 90°C pour une meilleure séparation
entre la caséine et le petit lait. Le lactosérum est
récupéré à l'aide d'une pompe afin d'être
utilisé pour la fabrication de ricotta. La pâte est
récupérée dans des cuves pour la réalisation de
l'étape de broyage. L'étape de broyage est procédée
par un essorage de la pâte afin d'éviter la formation de
moisissures. Enfin, la pâte fraîche est stockée dans des
caisses couvertes dans une chambre froide à 4°C.
3. Les sels
Le sel (fin) joue un rôle très important dans les
fromages. Il agit non seulement sur la saveur mais aussi il a une action
sélective sur les microorganismes se trouvant dans les fromages, et
ayant une sensibilité pour le sel marin. Ce dernier est la base de
composition de la solution de saumure qui est préparée par
l'ajout de 1 kg de sel marin dans 10 litres d'eau.
ISBM Page 73
Matériels et Méthodes
A l'immersion des fromages dans la saumure, il y a une
absorption du sel par ces fromages d'une part, et le passage du petit-lait des
fromages dans la saumure d'autre part. Ce phénomène engendre une
réduction de la concentration en eau des fromages. De même, une
partie de l'acide lactique, des protéines et des sels minéraux
passent du fromage dans la saumure. La conséquence de cette étape
est la diminution de la perméabilité de la croûte des
fromages à l'eau et aux substances dissoutes dans la phase aqueuse. Un
bon saumurage est effectué à une température <10°C
et à un pH : 5,15 - 5,25.
4. Les aromatisants et les colorants
Les aromatisants utilisés dans la fromagerie sont
l'arôme type EDAM T07254 (voir bulletin d'analyse dans les annexes),
l'arôme type GOUDA T017822, l'arôme type cheddar et l'arôme
type gruyère, importée sous le nom commercial « Nactis
». L'arôme est ajoutée à la fin de la fabrication des
fromages à une dose comprise entre 600 et 700 ml pour 250 kg à
350 kg (poids de recette).

Figure 17 : Aromatisant Edam
Le colorant utilisé par la fromagerie est le rocou 160b
: Pigment rouge-orange extrait de l'enveloppe de la graine du fruit du
Rocouyer. Ce colorant sert pour donner aux fromages Gouda et Cheddar une
couleur jaune-orange spécifique.
Matériels et Méthodes

Figure 18: Colorant fromage pur le
Rocou
5. L'enzyme: présure (Maxiren)
Maxiren est la chymosine de l'enzyme de fabrication de
fromage. Il est identique au produit naturel de l'animal, mais est obtenue par
fermentation par le Kluyveromyces lactis qui est une souche
génétiquement modifiée. Maxiren (voir certificat
d'analyses dans les annexes) induit la coagulation du lait par hydrolyse de la
liaison phénylalanine-méthionine de la caséine kappa. Le
temps de coagulation est inversement proportionnel à la concentration en
enzyme. L'activité optimale pour le lait cru est atteinte à 42,5
O C et à pH 6,6. La chymosine est inactive à des
températures supérieures à 45 O C et inférieures
à 15 O C. Dans la fromagerie la solution liquide de présure est
obtenue par l'ajout de 520 mg de masse de chymosine dans un litre d'eau.
La présure doit être stockée à
4°C, dans un emballage bien fermé et à l'abri de la
lumière pour éviter de décliner son efficacité de
coagulation.
ISBM Page 74
Figure 19: Présure Maxiren
granulée
ISBM Page 75
Matériels et Méthodes
III. Types de fromages produits par la fromagerie
La société fromagère concernée par
cette étude est spécialisée dans la fabrication des
fromages à base de lait, tel que la ricotta, les fromages frais, la
mozzarella et les fromages à base de caséine en poudre tels que
le Gouda, l'Edam, la Gruyère et le fromage râpé.
1. Les fromages
1.1. Les fromages à base de lait 1.1.1. Fromage
non affiné ? La ricotta
C'est un fromage de lactosérum, produit par une
précipitation acide du mélange lactosérum et lait cru et
parfois de lactosérum poudre 5%. Sa texture consiste en une pâte
fraîche de couleur variant de blanc au jaunâtre. Le pH optimum de
fabrication de ricotta varie de 5.2 à 5.5, avec un ES qui est 35% et le
taux de MG/ES est de 10% (NT14.119(1988)). Les caractéristiques
microbiologique (NT16.40(1988)) de la ricotta consiste en :
? Coliformes totaux à 30°C : 102 ufc/g
? Staphylococcus aureus : 102 ufc/g
? Salmonelles et Listéria: absence
La ricotta a une date limite de consommation (DLC) allant de 15
jours jusqu'à 20 jours.

Figure 20 : Ricotta
? Le fromage frais
ISBM Page 76
Matériels et Méthodes
C'est un fromage blanc à pâte fraîche
obtenu par coagulation enzymatique « présure »
égoutté et non affiné. La texture du fromage frais
consiste en une pâte molle, de couleur blanche, lisse, onctueuse,
développant une saveur acidulée. Le fromage frais se
caractérise par un pH > 5,2 une teneur en matière sèche
de 50% et de taux de matière grasse variant de 20 à 40%
(NT14.119(1988)). Quand aux Caractéristiques microbiologiques ; elles
sont identiques à celles de la ricotta. La DLC du fromage frais ne doit
pas dépasser 15 jours.

Figure 21 : Fromage blanc
? Mozzarella
C'est un fromage typique d'origine italienne, obtenu par une
coagulation de lait de vache par l'action de présure. Ce fromage ne
possède pas de croûte et peut se présenter sous diverses
formes. La société commercialise ce produit sous le nom de «
mozzarella traditionnelle », en forme de boules. La texture de ce fromage
consiste en une pâte filée, élastique composée de
longues fibres de protéines parallèles, sans présence de
grains de caillé et de couleur typique blanche. Pour avoir un filage
correct, le pH de la mozzarella doit être situé entre 5.15-5.20
(codex STAN 262-2006). Le taux de matière grasse dans la mozzarella est
de l'ordre de 40 à 50% par rapport aux extraits secs. Les
caractéristiques microbiologiques sont semblables aux fromages
précédents. La mozzarella a un DLC allant jusqu'à 2
mois.
1.1.2. Fromage affiné
La fromagerie est spécialisée dans la
fabrication d'un fromage affiné qui est le provolone ou le caccio
cavello. C'est un fromage affiné à pâte ferme/semi-dure. La
pâte a une couleur blanche cassée ou ivoire à jaune
pâle ou même carrément jaune. Il se prête à la
coupe
ISBM Page 77
Matériels et Méthodes
et au râpage lorsqu'il est plus vieux. Les trous de gaz
sont généralement absents, mais la présence de quelques
ouvertures et fissures est acceptable. Le fromage est
généralement cylindrique ou en forme de poire appelée
`'caccio cavello». Dans la fromagerie on
rencontre des problèmes de formation de moisissures au cours d'affinage
(20 jours), cela est du a un environnement d'affinage un peu humide. Pour
remédier à ce problème une étape
d'enlèvement de moisissures par l'eau salée est
nécessaire. Le provolone est commercialisé soit en portion ou en
cylindre, fumé ou non fumé. La texture avant l'affinage est
fibreuse composée de longues fibres de protéines
parallèles. Ce n'est qu'après l'affinage que la texture devient
dure. Le provolone a une teneur en MG de 45% à 50% (codex STAN
272-1968). Il doit avoir les caractéristiques (NT16.40 (1988))
microbiologiques suivantes :
? Staphylococcus aureus : <103ufc/g
? E .coli : min: 102ufc/g ; max:
103ufc/g
? Salmonelle et listéria : absence La DLC de provolone est
de 1 an.

Figure 22 : Caccio cavello
ISBM Page 78
Matériels et Méthodes

Figure 23 : Provolone
1.2. Fromage à base de caséine en
poudre
Les fromages produits à base de caséine en
poudre ne sont pas considérés comme fromage naturel mais comme
fromage analogue. Les fromages analogues produits par la fromagerie sont :
Gouda, Edam, fromage râpé et Mozzarella. Ces fromages sont
commercialisés sous une dénomination commerciale
spécifique. Ce sont des fromages fabriqués à base de
constituants tels que caséine, des graisses non laitières et des
protéines laitiers, répondant à des exigences
spécifiques. Ils sont de plus en plus commercialisés en raison de
leur faible prix et de leur efficacité lors de l'usage dans la
restauration. Ces fromages se caractérisent par des
propriétés physicochimiques et microbiologiques proches des
fromages produits à base de lait frais.
? Gouda
C'est un fromage à pâte molle de forme ronde de
couleur jaune pâle, développant une odeur spécifique
à cause de l'arôme ajoutées pour imiter le gouda
fabriqué a partir de lait cru. Le Gouda subie un affinage de 1 jours
dans une température de 4°C dans le but de durcir et ainsi de
pouvoir l'enrober par une cire alimentaires jaune. La texture avant affinage
est très visqueuse, mais après affinage, elle devient une
pâte molle. Le gouda à une teneur en MG variant de 40% à
50%, ES entre 48% à 51% et un pH entre 5,6 et 5,7 (codex STAN 2651966).
Le Gouda doit être conforme aux caractéristiques microbiologiques
(règlement (CE)N°1441/2007) suivantes :
? Staphylococcus aureus : 103ufc/g
? E. Coli : min100ufc/g, max : 1000ufc/g
ISBM Page 79
Matériels et Méthodes
? Salmonelle et listéria : absence
Le gouda peut être conservé pendant 3 mois à
une température de 4°C.

Figure 24 : Gouda
? Edam
C'est un fromage semblable au Gouda, cependant il a une
couleur et une arôme différente. L'Edam est de couleur jaune
foncée par le fait de l'ajout du colorant le rocou et d'un arôme
similaire de l'edam naturel. Le produit fini est conditionné par un
enrobage avec la cire rouge.

Figure 25 : Edam
ISBM Page 80
Matériels et Méthodes
? Fromage râpé
C'est un fromage à pâte extra dure. Il subit un
affinage pendant 2 jours à une température de 4°C afin
d'être prêt pour le râpage. Sa texture avant affinage est
molle mais après affinage elle durcit. Après râpage on doit
obtenir un fromage friable à chevelure non colmatée. Le fromage
râpé à un taux de MG de l'ordre de 32%, un pH compris entre
5,6- 6 et un taux de ES/g variant de 60 à 63%( codex STAN 283-1978).
Les caractéristiques microbiologiques (règlement
(CE)N°1441/2007) du fromage râpé sont les suivantes :
· Staphylococcus aureus :< 103 ufc/g
· E. Coli : min 100 ufc/g, max : 1000 ufc/g
· Salmonelle et listéria : absence
La DLC du fromage est de 3 mois dans un endroit frais
4°C.
? Mozzarella
C'est un fromage filé, lisse de couleur blanche,
commercialisé sous le nom de « Mozzarella Sousse » en boyaux.
La fromagerie essaye de rapprocher l'élasticité de la mozzarella
analogue à la mozzarella naturelle par le suivi des ingrédients
ajoutés et par le réglage des paramètres physicochimiques
qui sont : ES/g : 48-50%, pH : 5,6- 5,7 et MG/ES : 40- 50% (codex
STAN262-2006). Quand aux caractéristiques microbiologiques selon la
règlementation (CE) N°1441/2007), elles sont comme suit :
· Coliformes totaux à 30°C :< 102
ufc/g
· Staphylococcus aureus :< 102 ufc/g
· Salmonelles et Listéria : absence
La mozzarella peut être conservée pendant 2 mois
dans une chambre frigorifique à 4°C.
ISBM Page 81
Matériels et Méthodes

Figure 26 : Mozzarella
2. La méthode de fabrication
2.1. Processus de fabrication de ricotta
La coagulation du lait (50 litres) est produite par
précipitation par l'acide citrique (450 g) à chaud, du
mélange composé de lactosérum (400 litres) et de lait
chauffé à 60°C avec l'ajout de sel (2 kg). La
température de chauffage est augmentée de 80°C à
90°C afin de mieux déclencher la floculation (figure27). Il se
forme un amas de protéines coagulées séparé
à l'aide d'écumoire (figure 28), et récupéré
dans des pots en plastique alimentaire à l'aide d'une louche (figure
29). Les pots sont mis sur un bac de décantation pour l'égouttage
du lactosérum (voir diagramme de fabrication en annexe).

Figure 27 : Traitement thermique du
lait
ISBM Page 82
Matériels et Méthodes

Figure 28 : Formation d'un amas
protéiques

Figure 29 : Récupération par
écumoire de ricotta
Le produit est conditionné dans des pots en plastique
alimentaire perforés pour s'assurer de l'égouttage de la
pâte. Pour protéger la ricotta des impuretés pouvant
provenir de l'air ambiant par un film en plastique alimentaire. Elle est
emballée sous vide. La ricotta est pesée puis stockée dans
une chambre froide à T = 4°C.
2.2. Processus de fabrication du fromage blanc
Le lait avec le sel (2 kg) subit un traitement thermique
à T= 72°C pendant 1 à 5 mn visant à dénaturer
une partie des protéines sériques. Ce mélange est
refroidie à 37°C par une agitation mécanique pour pouvoir
ajouter la présure (200 ml/ 400 L). Une masse protéique se forme
à la surface, tandis que le lactosérum reste en dessous. Cet amas
protéique est décaillé par ajout d'eau à 90°C,
pour permettre le rejet du lactosérum. Le lactosérum est
récupéré à l'aide d'une pompe et conservé
pour la production de la ricotta (voir diagramme de
ISBM Page 83
Matériels et Méthodes
fabrication en annexe). Le fromage est
récupéré dans des pots en plastique pour
l'égouttage. Le produit est conditionné sous vide à la
livraison dans des sachets plastiques alimentaires. Après pesage il est
stocké dans une chambre froide à 4°C.
2.3. Processus de fabrication de la Mozzarella
traditionnelle
La mozzarella traditionnelle est produite à partir de
la pâte du lait déjà en stocke dans les frigos. La
pâte de lait est broyée puis malaxées avec de l'eau chaude
(80°C à 90°C) pendant 5 minutes. Ce malaxage à chaud
facilite la dilatation de la pâte et la rend plus filamenteuse. La
pâte est mise à l'aide d'une machine dans des moules
sphériques qui sont immédiatement refroidies dans une eau
à T= 9°C pendant 15 minutes. Les boules de la mozzarella sont
transférées par la suite dans une eau salée et y restent
pendant 10 min (voir diagramme de fabrication en annexe). Après
égouttage, les boules de mozzarella sont emballées sous vide,
dans du plastique alimentaire, puis pesées et stockées à
4°C dans une chambre froide à 4°C.
2.4. Processus de fabrication de provolone
Le provolone est produite à partir de la pâte du
lait déjà en stocke dans les frigos. La pâte de lait est
broyée puis malaxées avec de l'eau chaude (80°C à
90°C) pendant 5 minutes. Ce malaxage à chaud facilite la dilatation
de la pâte et la rend plus molle. Le fromager à le délicate
tâche de modeler le fromage tout en évitant la moindre bulle d'air
ou de liquide dans la pâte de tel façon que la surface
extérieur devienne lisse et uniforme. Après une étape de
moulage (provolone sous forme de cylindre et scamorza comme une poire)( figure
30), vient l'étape de salage. Après saumurage de 12 h, le
provolone ou scamorza est retiré de la saumure et mis dans des filets.
Le fromage est suspendu sur des supports pour un minimum de 20 jours d'affinage
dans une chambre à T°= 20°C, et de faible luminosité
(Voir diagramme de fabrication dans l'annexe).
Matériels et Méthodes
ISBM Page 84
Figure 30 : Affinage des fromages
Le provolone et le scamorza sont conditionnés dans des
sachets alimentaires sous vides, et sont commercialisés soit en portions
ou en forme complète. Le produit fini est stocké dans une chambre
froide à T= 4°C.
2.5. Processus de fabrication de Gouda
Un mélange de poudre de caséine, d'amidon, des
matières grasses, des matières protéiques, du sel, des
correcteurs d'acidité et de texture et de l'arôme Gouda est
pasteurisé à température de 72°C pendant 15 min dans
le cuiseur. La pâte cuite est versée dans le poussoir qui sert
à remplir directement les moules rond de Gouda (figure 31). La
pâte en moules est stockée dans une chambre dite chambre de
produit semi- finis à T°= 6°C pendant 1 jours pour l'affinage.
Le Gouda est démoulé pour être trempé dans une cire
jaune, puis stocké dans une chambre froide à 4°C. (Voir
diagramme de fabrication en annexe).

Figure 31 : Gouda dans les moules
ISBM Page 85
Matériels et Méthodes
2.6. Processus de fabrication de l'Edam
Le processus de fabrication de l'Edam est identique à
celui du Gouda. Il diffère uniquement au niveau de l'arôme
ajouté, de la couleur et de la cire de conditionnement. L'Edam est
aromatisé par un arôme « Edam », coloré par le
rocou de couleur jaune orange et enrobé par une cire rouge.
2.7. Processus de fabrication de fromage
râpé
La caséine en poudre, l'amidon, le sel, les
matières protéiques et les kasomels sont
homogénéisés à température T= de 65°C
pendant 10 min. La pâte cuite est versée dans le poussoir qui
permet de remplir les moules en bloc qui sont transportés en chariots
vers la chambre de stockage à 4°C. Après 1 ou 2 jours, les
blocs de fromage sont démoulés et orientés vers le
râpage (Voir diagramme de fabrication en annexe). Le fromage
râpé est conditionné dans des sachets en plastique
alimentaire qui sont pesés et stockés dans une chambre froids
à T = 4°C.
2.8. Processus de fabrication de Mozzarella

Figure 32 : Chaîne de production de la
mozzarella
La caséine en poudre, l'amidon, le sel, les
matières protéiques et les kasomels sont pasteurisés
à une température de 63°C pendant 30 min. La pâte
cuite est transportée vers l'extrudeuse permettant le conditionnement de
mozzarella en boyaux. Ces boyaux sont fermés des 2 cotés par une
clipeuse. Les boyaux sont plongés directement dans l'eau froide à
T= 9°C (figure 32). Après 30 min la mozzarella est
transportée en caisses vers la chambre froide à 4°C.
ISBM Page 86
Matériels et Méthodes
IV. Contrôle de qualité
réalisé dans la fromagerie
1. Contrôle de la qualité des matières
premières des fromages analogues
Les matières premières des produits analogues
(caséine, lactosérum, poudre lait )
sont importés et achetés selon des fiches
d'analyses indiquant la composition les analyses physicochimique,
microbiologique, date limite de conservation et les conditions de stockage (
voir les certificat d'analyses dans les annexes). Le responsable qualité
contrôle la matière première reçue uniquement
visuellement et par dégustation. Dans le cas où il y a un
défaut, il refuse la réception du produit.
2. Contrôle de la qualité de lait cru
2.1. Echantillonnage
Dés l'arrivée du fournisseur du lait cru
à la fromagerie, le responsable de la réception
prélève un échantillon de lait cru pour les analyses au
niveau du laboratoire. Dans un récipient bien propre de 1 litre, il
prélève un volume bien précis de lait de chaque
compartiment du camion citerne. Ce prélèvement est
précédé par un mélange bien soigné de lait
à fin d'obtenir un échantillon homogène et bien
représentatif de toute la quantité de lait livrée par le
fournisseur.
2.2. Les analyses physicochimiques de lait cru
réalisés au niveau de laboratoire 2.2.1. Mesure de pH
La mesure du pH du lait est réalisée par un pH
mètre portatif type « HANNA » (figure 33), après
étalonnage aux pH = 7 et 4 par trempage de l'électrode dans un
petit volume de lait prélevé dans un bécher.

Etallonage tampon 4
Affichage de pH
Electrode imbibée de Kcl
Etallonage tampon 7
Figure 33 : Un pH -mètre
ISBM Page 87
Matériels et Méthodes
Selon la norme tunisienne (NT14 -141), Le lait frais contient
peu d'acide et son pH est voisin de la neutralité donc la norme de
mesure du pH du lait cru est située entre 6.5et6.8.
2.2.2. Mesure de la densité
? Principe
La densité est mesurée en utilisant un
lactodensimètre (figure 34). La détermination de la
densité sert à l'étude du mouillage. C'est le rapport
entre la masse d'un volume de lait et celle d'un même volume d'eau
à 20 C.

Figure 34: Un
thermolacto-densimétre
Selon la norme tunisienne (NT 14- 141), la densité du lait
cru doit être = 1028 à 20°C. ? Mode
opératoire
- Prendre un échantillon de lait, amener sa
température à 20°C puis le mettre dans une éprouvette
et plonger le lactodensimètre en lui donnant une légère
rotation.
- Pour éviter des erreurs de lecture, il est
nécessaire de se mettre bien en face du lactodensimètre, les yeux
à la hauteur de la zone de lecture (figure 35).
- La valeur lue sur le lactodensimètre doit être
=10280 à 20°C. Un lait dans lequel on a rajouté de l'eau
aura une valeur inférieure à 1,028 (par exemple 1,025).
- Après chaque utilisation, le lactodensimètre est
nettoyé par l'eau.
Matériels et Méthodes
|
Point de lecture de la densité
|
Figure 35: Un lactodensimètre
trempé dans le lait 2.2.3. Mesure de l'acidité
? Principe
L'acidité est déterminée par le dosage de
l'acide lactique à l'aide de l'hydroxyde de sodium à 0,11
moles/l. L'acidité est mesurée à l'aide d'un
acidimètre (figure 36), permettant de savoir si les réactions
d'acidification ont commencé ou pas dans le lait.
|
Colonne graduée
Soude Dornic
|
Figure 36 : Un acidimètre
Pipettes
Soude (N/9)
Bécher
Phénolphtaléine
Figure 37: Les
accessoires
ISBM Page 88
Matériels et Méthodes
? Mode opératoire
- Remplir le récipient de l'acidimètre par la soude
Dornic.
- Remplir la colonne graduée de soude Dornic (0,11 N) en
appuyant sur le récipient en
plastique.
- A l'aide d'une pipette, prélever 10 ml de lait.
- Verser cet échantillon dans un bécher.
- Ajouter quelques gouttes de Phénophtaléine dans
le lait.
- Laisser couler, goutte à goutte la soude dans
l'échantillon tout en remuant le lait.
- Attendre l'apparition d'une coloration rose pâle,
persistant quelques instants.
- Lire sur la colonne. Le nombre de dixièmes de ml de
soude versé indique l'acidité du
lait en degré Dornic.
- Si le niveau de la soude affleure la graduation 1.6 : le lait
analysé titre 16° Dornic
(1°D=1 mg d'acide lactique ou 0,01% équivalent acide
lactique).
2.2.4. Test à alcool
? Principe
Le test à alcool permet d'apprécier la
stabilité thermique du lait en plus c'est un bon indicateur de
l'état bactériologique du lait. Un lait contaminé coagule
lors du test à l'alcool (figure 38).
ISBM Page 89
Figure 38 : Coagulation du lait
contaminé
ISBM Page 90
Matériels et Méthodes
? Mode opératoire
- Mesurer 2 ml de lait et 2 ml d'alcool éthylique
70°
- Mélanger ensemble dans un boite de pétri par
réaction de rotation
- Si des
grumeaux se forment, alors le lait est contaminé et doit être
refusé.
3. Le contrôle de processus de fabrication
Aux principales étapes du procédé de
fabrication, plusieurs paramètres doivent être suivis :
- Préparation, dosage: respect des
proportions des ingrédients par contrôle des masses des
ingrédients respectifs.
- Prémélange, mélange:
homogénéité de la pâte, mesure du pH et de
la teneur en eau et si possible de la teneur en matière grasse.
- Cuisson, fonte: temps et température
de fonte, vitesse de brassage.
- Stabilisation thermique: temps et
température de pasteurisation ou de stérilisation, temps et
température de refroidissement.
- Conditionnement: température de
conditionnement, absence de fils de fromage, pliage et
étanchéité des soudures pour les emballages souples, suivi
des masses, de l'étiquetage.
- Refroidissement : temps et température
de réfrigération.
4. Contrôle de la qualité de fromage
4.1. Echantillonnage
Le responsable qualité prélève des
échantillons de fromage au cours de la cuisson pour suivre la bon
déroulement de ce processus et fait des corrections si possible. Il
prélève aussi des échantillons à la fin de la
cuisson pour réaliser des analyses physicochimiques.
Matériels et Méthodes
4.2. Les analyses physicochimiques de fromage
réalisé au niveau de laboratoire 4.2.1. Mesure de pH
Les mesures du pH sont réalisées avec un
pH-mètre (Model 9450, HANNA) en introduisant directement le sondes (pH
et température) dans un échantillon de la pâte de
fromage.
4.2.2. Mesure de l'humidité
? Principe
La détermination de l'humidité est
réalisée par un dessiccateur (SARTORIW-M150) (figure 39) qui
combine une balance avec un four. Son principe repose sur l'élimination
de toute l'eau à une température de 103 #177; 2°C
jusqu'à obtention d'un poids constant de la prise d'essai
analysée.
|
Lampe halogène
|
|
|
|
|
Couvercle
|
|
|
|
|
|
|
|
|
|
Cuvette porte échantillon Afficheur d'extrait sec
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Clavier
|
|
|
|
|
ISBM Page 91
Figure 39 : Dessiccateur
(SARTORIW-M150)
? Mode opératoire
- Déposer un échantillon de fromage sur la cuvette
et l'étaler afin d'éviter l'erreur - Appuyer sur la touche de
lancement de séchage
- Fermer le couvercle
- Assurer que le dessiccateur fonctionne par l'allumage de la
lampe halogéné, sinon on doit répéter le
lancement.
- La fin du cycle est annoncée par une alarme sonore avec
mémorisation de résultats.
ISBM Page 92
Résultats et discussions
Résultats et
discussions
ISBM Page 93
Résultats et discussions
Dans la première partie de ce travail, on a
essayé d'étudier l'impact de la qualité physicochimique et
microbiologique du lait cru accepté par la fromagerie, sur la
qualité des fromages produits.
I. La production
1. La production annuelle
La figure 40 montre que la production totale annuelle des
fromages de la société est en évolution progressive et
croissante. En 7 ans d'activité, la production annuelle des fromages de
la société a doublé. Elle est passée de 350 tonnes
en 2007 à 720 tonnes en 2013. Depuis 2010, l'augmentation de la
production est remarquable. Ceci est en fait du à l'introduction d'un
nouveau produit par la fromagerie, qui est le fromage analogue. Durant les 3
premières années de production, la fromagerie produisait
uniquement du fromage à base de lait frais ce qui explique la faible
évolution de la production pendant cette période.
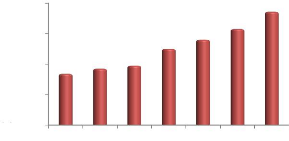
2007 2008 2009 2010 2011 2012 2013
production (tonnes)
400
800
600
200
0
année
Figure 40 : Evolution de la production
annuelle des fromages
2. La production mensuelle
En observant la figure 41, on peut noter que la production
mensuelle des fromages est caractérisée par une
irrégularité. Le pic de production a été
constaté pendant le mois d'aout qui a coïncidé pendant cette
année avec le mois de Ramadan. En plus, pendant la saison
ISBM Page 94
Résultats et discussions
estivale, la demande hôtelière augmente suite
à l'affluence des touristes. On peut cependant constater une baisse
remarquable de la production pendant les mois de septembre et octobre. Cette
période est généralement caractérisée par
une baisse de la production nationale en lait cru (période de basse
lactation) ce qui peut expliquer cette chute de production.
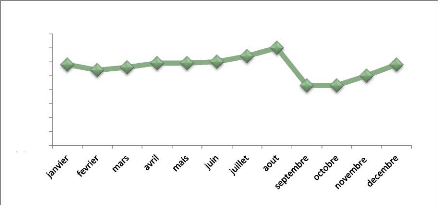
70
60
50
40
production par tonnes
0
mois
80
30
20
10
Figure 41 : Evolution de la production
mensuelle au cours de l'année 2012
3. Répartition de type de fromage
En examinent la figure 42, on peut constater que la
société se base essentiellement dans sa production sur le fromage
râpé (40%) et la mozzarella en boyaux (30%). En fait ces deux
types de fromages sont produits essentiellement à partir de poudre de
caséine donc se sont des fromages analogues. Généralement
les fromages analogues coûtent moins cher que les fromages produits
à partir de lait cru, c'est ce qui peut expliquer la différence
dans le volume de production avec les autres types de fromages.
ISBM Page 95
Résultats et discussions
provolone
fromage blanc
mozzarella traditionnelle rigoutta
fromage rapé mozzarela boyaux gouda/Edam
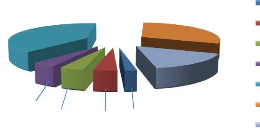
4%
2%
4% 4%
30%
40%
16%
Figure 42 : Répartition de la
production par type de fromage
4. La distribution
La fromagerie vise dans sa stratégie commerciale les
circuits de grande consommation. Les clients potentiels sont les hôtels
(53%) et les grandes surfaces (36%) (Figure 43). Le circuit de distribution de
l'entreprise se base sur la vente de grosses quantités à un
nombre réduit de clients à fin de garantir l'écoulement
continu de ces produits et de minimiser les coûts du transport. Cette
politique de commercialisation à permis à la fromagerie de vendre
ses produits à un prix concurrentiel permettant de garantir une
stabilité de sa clientèle et ainsi une stabilité des
revenues.
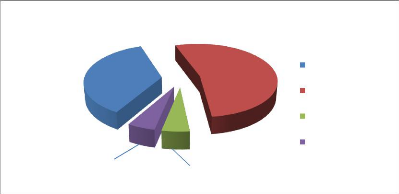
36%
5% 5%
53%
les grandes surfaces hotels
grossites
autres clients
Figure 43 : Répartition de la
distribution de fromage
ISBM Page 96
Résultats et discussions
- canal long : producteur grossistes détaillants
consommateur
- canal court : producteur détaillants consommateur
III. Etude qualitative du lait destiné
à la fabrication fromagère
1. Analyses physicochimique de lait destiné
à la fabrication de fromage
Les résultats des analyses du pH, d'acidité, de la
densité et test alcool réalisées sur la lait de 3
fournisseurs différents : Sahline , Kalaa-Kebira et Bembla, ont
été exploités pour comprendre la variation de la
qualité du lait cru utilisé pour la fabrication des fromages.
1.1. pH
D'après les figures 44, 45 et 46, les pH des laits des
fournisseurs, « Sahline » (pH1= 6,7) et de « Bembla » (pH3=
6,6) sont proches des valeurs du lait normal (pH= 6,6-6,8). Cependant, le lait
du fournisseur 2 « Kalaa-Kebira » enregistre un pH en dessous des
normes (pH2= 6,5). Les faibles valeurs du pH indiquent un lait qui n'est pas
stable. Cette instabilité est due essentiellement à une
dégradation de la qualité bactériologique engendrée
par un non respect des règles d'hygiènes. Un lait à pH en
dessous des normes, donne un fromage de mauvais qualité texturale et
gustative. La modification du pH du lait engendre un déséquilibre
dans la composition physicochimique du lait qui a un impact direct sur la
coagulation de la caséine et sur le rendement fromager (Martin et
Coulon, 1995). Selon Weber (1987), Les variabilités du pH peuvent
être liées au climat, à la disponibilité alimentaire
à l'apport hydrique et aux conditions de traites.
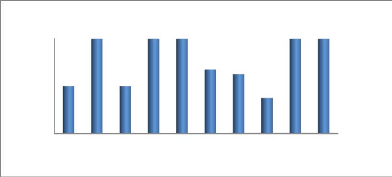
6,8
6,7
6,6
6,5
6,4
1 2 3 4 5 6 7 8 9 10
fournisseur 1
Figure 44 : pH initial du lait du
fournisseur 1 « Sahline »
ISBM Page 97
Résultats et discussions
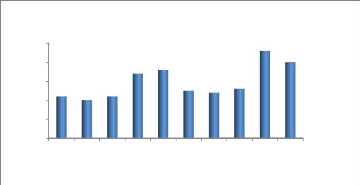
6,8
6,7
6,6
6,5
6,4
6,3
1 2 3 4 5 6 7 8 9 10
fournisseur 2
Figure 45 : pH initial du lait du
fournisseur 2 « Kalaa-Kebira »
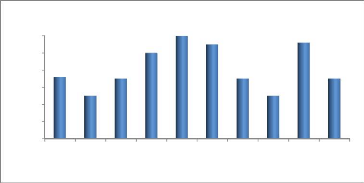
6,8
6,7
6,6
6,5
6,4
6,3
6,2
1 2 3 4 5 6 7 8 9 10
fournisseur 3
Figure 46 : pH initial du lait du
fournisseur 3 « Bembla »
1.2. Acidité titrable
Selon la norme Tunisienne, le lait a une acidité
titrable comprise entre 14 et 17°D. Les résultats obtenus montrent
que l'acidité du lait du fournisseur 1 « Sahline » est normale
(AT1= 17D°) ce qui indique la fraîcheur du lait. L'acidité du
fournisseur 3 est très élevée (AT3= 21,6D°). Cette
élévation est causée par un taux élevé en
acide lactique et autres acides provenant de la dégradation microbienne
du lactose dans le lait altéré. Cela peut conduire à
l'instabilité du lait lors des traitements thermiques. L'usage d'un lait
à acidité
ISBM Page 98
Résultats et discussions
élevée peut engendrer des produits finis de
mauvaise qualité gustative et instable pendant le stockage.
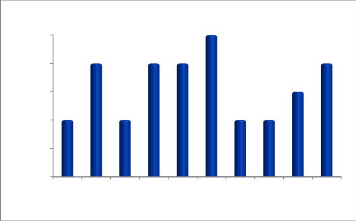
18,5
17,5
16,5
18
17
16
1 2 3 4 5 6 7 8 9 10
fournisseur 1
Figure 47 : Acidité titrable du
lait « Sahline »
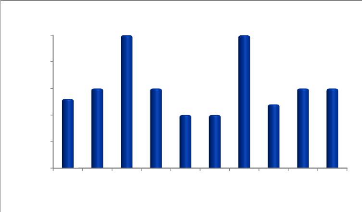
20,5
19,5
18,5
21
20
19
1 2 3 4 5 6 7 8 9 10
Fournisseur 2
Figure 48 : Acidité titrable du
lait « Kalaa-Kebira »
ISBM Page 99
Résultats et discussions
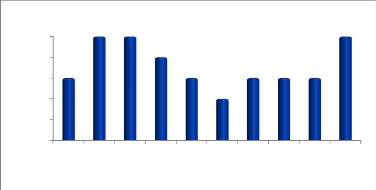
23
22
21
20
19
18
1 2 3 4 5 6 7 8 9 10
fournisseur 3
Figure 49: Acidité titrable du lait
« Bembla »
1.3. Densité
Les valeurs moyennes des densités des
échantillons de lait cru des fournisseurs 1 et 3 sont respectivement D1=
1029 et D3= 1028,5. Selon la norme Tunisienne, ces densités sont
convenables. La densité dépend directement de la teneur en
matière sèche du lait (MG, MP, lactose et minéraux). En
examinant la densité du lait du fournisseur 2, on constate qu'elle est
au dessous des normes Tunisiennes D2= 1026. Une faible densité est un
indicateur du mouillage du lait. En fait cette pratique d'ajout d'eau au lait
cru est illicite et provoque une détérioration de la
qualité du produit fini. Dans certains cas l'eau ajoutée peut
être non potable et devient alors une source potentielle de contamination
du lait. La densité seule ne permet pas de déceler les fraudes,
car il suffit d'ajouter du sel ou du sucre pour pouvoir camoufler l'ajout
d'eau. En plus, un écrémage peut aussi camoufler le mouillage
(Brulé et al., 1997).
ISBM Page 100
Résultats et discussions
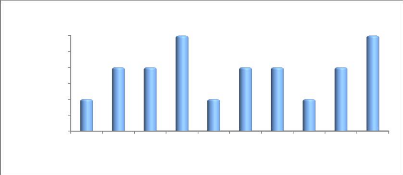
1030,5
1029,5
1028,5
1031
1030
1029
1028
1 2 3 4 5 6 7 8 9 10
fournisseur 1
Figure 50 : Densité du lait «
Sahline »
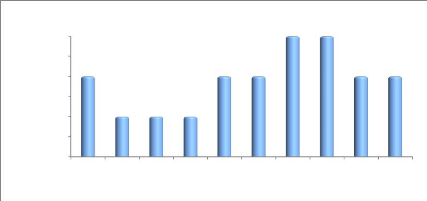
1027,5
1026,5
1025,5
1028
1027
1026
1025
1 2 3 4 5 6 7 8 9 10
fournisseur 2
Figure 51: Densité du lait «
Kalaa-Kebira »
ISBM Page 101
Résultats et discussions
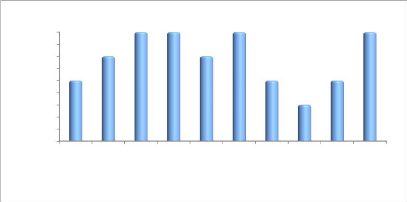
1029,5
1028,5
1027,5
1026,5
1025,5
1030
1029
1028
1027
1026
1 2 3 4 5 6 7 8 9 10
fourniseur 3
Figure 52: Densité du lait «
Bembla »
1.4. Test alcool
Les résultats des tests à l'alcool montrent que
le lait du fournisseur 1 (Sahline) est le plus stable, suivi du lait du
fournisseur 2 (Kalaa- Kebira) (figure 53et 54). Cependant, le lait du
fournisseur 3 (Bembla) est de qualité médiocre puisque 50% des
échantillons de lait sont positifs au test à alcool, contre 40%
qui sont négatifs et 10% (+ ou -) positifs.
Un lait positif au test à l'alcool est un lait instable
lors des traitements thermiques et peut être considéré de
mauvaise qualité. La formation des grumeaux lors du test à
l'alcool indique une présence probable de germes ainsi qu'une
altération de la fraction protéique de lait. Normalement, un lait
déclaré positif lors du test à l'alcool est inapte
à la transformation et à la commercialisation. L'usage d'un lait
déclaré positif pour la production des fromages, engendre des
produits finis de qualité organoleptique médiocre et instables
durant la conservation.
Résultats et discussions

Figure 53 : Test alcool du lait «
Sahline »
Figure 54 : Test alcool du lait «
Kalaa-kebira »
ISBM Page 102
ISBM Page 103
Résultats et discussions
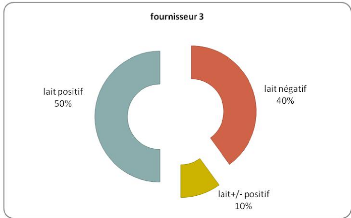
Figure 55 : Test à alcool du lait
« Bembla »
En se basant sur les tests d'acceptation
réalisés au niveau de la réception, la fromagerie effectue
un tri sélectif du lait cru. Le lait négatif au test à
l'alcool ayant une acidité convenable, est orienté directement
à la production du yaourt frais pour s'assurer d'une bonne
activité des ferments lactiques ajoutés et ainsi de pouvoir
contrôler l'acidité finale du produit fini. Le lait de
qualité médiocre est orienté vers la production de
mozzarella et de ricotta sans se soucier de la qualité finale du produit
fini.
2. Les analyses microbiologiques de lait crus
Le fromager est convient que pour pouvoir fabriquer un fromage
d'excellente qualité et qui se conserve bien, il faut que le lait soit
de qualité microbiologique irréprochable. Une charge
élevée de microorganismes dans le lait destiné à la
transformation, représente un risque lors de la fabrication. Il se peut
que le lait ne se coagule pas correctement lors de l'emprésurage et peut
engendrer des défauts de texture et de goûts. Malgré
ça, la fromagerie ne donne pas beaucoup d'importance aux analyses
microbiologiques pensant qu'il est suffisant que le lait subit avant la
transformation un traitement thermique. Malheureusement, il y a des
bactéries qui peuvent résister à des températures
élevées, telles que le Streptococcus aureus, Listeria
monocytogéne ..., et peuvent se trouver dans le produit fini et
engendrer ainsi des maladies graves pour le consommateur.
ISBM Page 104
Résultats et discussions
3. Le mode de paiement des fournisseurs
Le prix du lait frais est calculé mensuellement en
fonction de la variabilité de production, mais aussi selon les
résultats des analyses effectuées sur le lait
réceptionné. Les figures 56 et 57 montrent que le prix du lait
dépend de l'acidité et du test alcool.
Selon l'acidité titrable, la fromagerie estime le prix du
lait cru comme suit:
· Le prix du litre du lait est de 900 millimes si
14°D=AT=17°D.
· On soustrait 300 millimes si 18°D =AT=21°D
(prix du litre 600 millimes).
· On soustrait 450 millimes si 22°D=AT=24°D (prix
du litre 450 millimes).
· Dans le cas ou le lait a une acidité =24°D il
est refusé car il ne supporte pas les traitements thermiques.
.
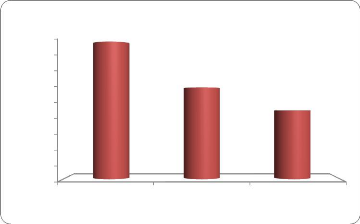
prix du lait(millimes)
400
900
800
700
600
500
300
200
100
0
(14-17°D) (18-21°D) (22-24°D)
acidité(°D)
Figure 56 : Variation du prix en fonction de
l'acidité
Selon le test à l'alcool, le prix du litre de lait cru
est estimé comme suit :
· Si le lest à l'alcool est négatif le prix
du litre de lait cru est de 900 millimes.
· Si le lest à l'alcool est positif ou (+/-)
positif, le prix du litre est alors inférieur à 900 millimes et
descend à moins que 400 millimes, selon l'offre et la saison (figure
57).
ISBM Page 105
Résultats et discussions
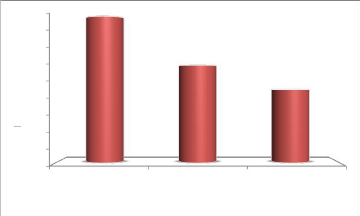
prix du lait(millimes)
400
900
800
700
600
500
300
200
100
0
négatif négatif/positif positif
test à alcool
Figure 57: Variation du prix en fonction
de test à l'alcool
En fait cette méthode d'estimation du prix du litre de
lait cru montre bien les raisons pour les quelles les dirigeants de la
fromagerie acceptent du lait de mauvaise qualité. Donc ce sont des
considérations économiques qui ont un impact direct sur le prix
de revient des produits finis, mais malheureusement au dépend du
coté qualitatif.
III. Etude qualitative des fromages à base de
lait
Pour vérifier l'impact de la qualité du lait
accepté sur la qualité des fromages, on a réalisé
des études sur la qualité physicochimique et microbiologique de
deux types de fromages qui sont : le fromage blanc et la mozzarella
traditionnelle.
1. Les analyses physicochimiques de fromage
Dans le but de vérifier la qualité des fromages
et selon la disponibilité du matériel de mesure dans la
fromagerie on va s'intéresser surtout à la mesure du pH et de
l'extrait sec.
1.1. Mozzarella 1.1.1. pH
Le pH est un facteur critique dans la fabrication de la
mozzarella. La figure 58 montre que le pH diminue progressivement durant le
processus de fabrication de la mozzarella pour atteindre un minimum lors de
l'opération de saumurage (pH=4,77). Cette diminution est
ISBM Page 106
Résultats et discussions
attribuée à l'augmentation de l'activité
protéolytique de présure qui s'accentue par la présence de
la flore croissante du lait à une acidité
élevée.
Le pH de mozzarella au cours de conditionnement est 4,76.
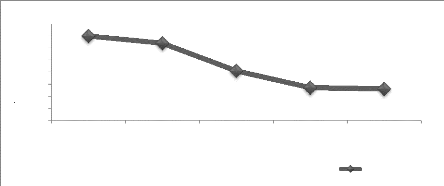
phase de fabrication
pH de mozzarella
caillé malaxage refroidissement saumurage
conditionement
5,3
5,2
5,1
5
taux de pH
4,9
4,8
4,7
4,6
4,5
Figure 58 : Variation du pH de la
mozzarella au cours de fabrication
1.1.2. Extrait sec
La figure 59 montre que le taux d'ES de la mozzarella est
variable durant le processus de fabrication. On constate que le taux d'ES lors
du caillage est de l'ordre de 49,5% puis diminue progressivement pour atteindre
un seuil minimal pendant l'étape de malaxage (48,5%). en fait la
diminution du taux de l'ES est due à l'ajout d'eau chaude pendant le
malaxage à fin d'améliorer le pouvoir d'élasticité
de la pâte et la création de texture filamenteuse. Dés la
fin du processus du malaxage la mozzarella commence à perdre le
lactosérum et ainsi améliorer le taux de l'ES. L'étape de
saumurage permet d'accélérer la libération de l'eau de la
mozzarella et le taux d'ES atteint son maximum jusqu'à la phase de
conditionnement (ES=49,2%).
ISBM Page 107
Résultats et discussions
|
taux de ES %
|
49,6
49,4
49,2
49 48,8 48,6 48,4
|
|
|
48,2
|
|
|
48
|
|
caillé malaxage refroidissement saumurage
conditionnement
phase de fabrication ES de mozzarella
47,8
Figure 59 : Variation de l'extrait sec au
cours de la fabrication de la mozzarella
On peut déduire donc que, le pH et l'extrait sec, sont
2 paramètres qui ont une influence sur l'élasticité de
mozzarella. Dans notre cas, le fromage fabriqué a un pH= 4,76 et un taux
d'ES= 49,2%. Selon le responsable de la qualité c'est une mozzarella de
mauvaise qualité, non filamenteuse. En effet, c'est un résultat
attendu, puisque la fabrication est réalisée en utilisant un lait
cru de qualité médiocre, ce qui conduit à un pH inferieur
aux pH obligatoire de la mozzarella (pH=5,15) et ES= (50-55%) (Codex STAN) par
l'effet de la présence excessive de flore microbienne dans le lait qui
est responsable de l'augmentation du taux d'acide lactique. En plus, à
pH bas le fromage absorbe plus de sel et libère mois d'eau ce qui
entraine la diminution de l'élasticité des fromages, en plus un
goût amer est décelé après quelques jours de
stockages (Brulé, 1997).
1.2. Fromage blanc
Le pH et l'extrait sec sont mesurés après 24
heures de l'égouttage dans une chambre de stockage à
température 4°C.
1.2.1. pH
Pour certains fromages le producteur ajoute de la soude pour
corriger le pH. Les figures 60 et 61 montrent que le pH de fromage sans soude
varie de 5,6 à 5,8 ; et le pH du fromage blanc avec soude varie de 6,62
à 6,68. Les cristaux de soude ajoutés lors de la fabrication du
fromage engendrent la diminution de l'acidité du lait à fin de
préparer un milieu favorable pour l'emprésurage et ainsi
éviter les pertes de protéines dans le lactosérum et
l'augmentation
ISBM Page 108
Résultats et discussions
du rendement fromager. L'ajout de la soude permet de
stabiliser le goût du fromage durant le processus de stockage.
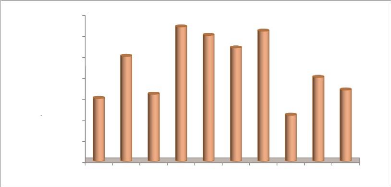
taux de pH
5,85
5,75
5,65
5,55
5,8
5,7
5,6
5,5
1 2 3 4 5 6 7 8 9 10
Figure 60 : pH du fromage blanc sans
soude
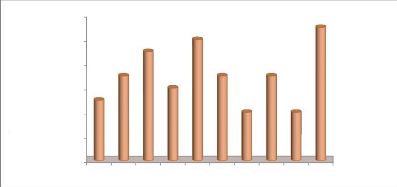
taux de pH
6,68
6,66
6,64
6,62
6,58
6,56
6,6
1 2 3 4 5 6 7 8 9 10
Figure 61: pH du fromage blanc
avec soude
1.2.2. Extrait sec :
Les résultats indiqués dans les figures 62 et 63
montrent que l'ES du fromage sans soude varie entre 33% et 36% alors que la
teneur en extrait sec du fromage avec soude est située entre 44 ,5% et
47, 5%. Dans la coagulation présure normale, la teneur de l'extrait
sec
ISBM Page 109
Résultats et discussions
doit être de l'ordre de 45% à 50%. D'après
les résultats indiqués dans les (figure 62 et 63), on peut
considérer que l'extrait sec du fromage avec soude est correcte, mais
celui du fromage sans soude est très faible. Ceci est due à une
teneur élevée en eau dans le fromage.
Cette élévation de la teneur en eau est le
résultat du faible pH du lait donnant un fromage blanc plus ferme
s'égouttant moins bien, ce qui augmente le rendement apparent c'est
à dire l'augmentation de l'humidité du fromage. Ces fromages
doivent être séchés plus longtemps.
taux de ES
36,5
35,5
34,5
33,5
32,5
31,5
36
35
34
33
32
1 2 3 4 5 6 7 8 9 10
Figure 62: Extrait sec du fromage sans
soude
taux de ES
47,5
46,5
45,5
44,5
43,5
42,5
47
46
45
44
43
1 2 3 4 5 6 7 8 9 10
Figure 63 : Extrait sec du fromage avec
soude
L'ajout de la soude au fromage permet donc de corriger le pH
du lait de mauvaise qualité. Il permet aussi d'améliorer le taux
d'ES et ainsi augmenter le rendement de fromage.
ISBM Page 110
Résultats et discussions
Cependant, la qualité organoleptique est
affectée et le fromage a un goût désagréable ainsi
qu'une couleur jaunâtre.
2. Les analyses microbiologiques des fromages à
base de lait
De temps en temps le responsable d'hygiène prend
quelques échantillons de fromages pour effectuer des analyses
microbiologiques dans un laboratoire externe. Le tableau 29 montre que sur 12
échantillons de fromages fabriqués à partir de lait cru, 6
sont contaminés par les coliformes et 4 sont contaminés par E.
coli. Par contre, tous les fromages sont indemnes de Staphylococcus aureus et
de salmonelles. Les résultats des analyses microbiologiques montrent
bien qu'il y a un problème d'ordre sanitaire dans la fromagerie. En
fait, la présence de coliformes fécaux dans les fromages peut
avoir plusieurs origines, soit la matière première, soit le
personnel et ou le matériel de fabrication.
La matière première qui est le lait cru, peut
être une source de contamination. Ceci indique que le lait a
été collecté dans de très mauvaises conditions
d'hygiène. Mais en sachant que la fromagerie procède par une
pasteurisation du lait cru avant son utilisation, donc cette source de
contamination qui est le lait cru, n'est pas la vraie cause de présence
des coliformes dans les fromages. La contamination peut être due donc
à une mauvaise hygiène corporelle du personnel de la fromagerie,
ou à un mauvais nettoyage du matériel de production.
Ce qui est plus dangereux, c'est qu'on arrive à trouver
dans les fromages produits à partir de lait cru, des E. coli qui peuvent
être très nuisibles pour la santé humaine (
gastro-entérites, infection urinaire, méningites....). Ces
bactéries peuvent provenir des mains souillées, d'une eau de
lavage contaminée par les égouts. Ce sont donc les fromages
blancs qui sont les plus contaminés. Les trois échantillons
analysés contenaient en même temps des coliformes et des E. coli.
Le seul fromage indemne est le provolone.
Tout un programme de contrôle d'hygiène doit
être instauré dans les différentes étapes de
fabrication, incluant tout le personnel travaillant dans la fromagerie ainsi
que le matériel de fabrication, afin de déceler la source exacte
de contamination et d'essayer de l'éliminer.
Résultats et discussions
Tableau 29 : Analyses microbiologiques des
fromages fabriqués à partir de lait cru
|
fromage
|
Echantillons
|
Coliformes
presumé à
30°C ufc
/g
|
E.coli
ufc /g
|
Staphylococcus
aureus
ufc /g
|
Salmonelle/25g
|
|
Fromage
blanc
|
1
2
|
1.3
3
|
4.3
4.1
|
négatif
négatif
|
absence
|
|
3
|
>1.5
|
>1.5
|
négatif
|
|
|
1
|
négatif
|
négatif
|
négatif
|
|
|
Ricotta
|
2
|
>1.5
|
>1.5
|
négatif
|
absence
|
|
3
|
négatif
|
négatif
|
négatif
|
|
|
Mozzarella
|
1
2
|
6. 102 >4.
|
négatif
négatif
|
négatif
négatif
|
absence
|
|
3
|
négatif
|
négatif
|
négatif
|
|
|
1
|
|
négatif
|
négatif
|
|
|
Provolone
|
2
|
|
négatif
|
négatif
|
absence
|
|
3
|
|
négatif
|
négatif
|
|
IV. Etude qualitative du fromage produit à base
de caséine
1. Evolution des paramètres physicochimiques au
cours de la fabrication du gouda 1.1. pH
Durant le processus de fabrication des fromages à base
de caséine en poudre il ya une étape très importante qui
précède la cuisson. Cette étape est dite l'étape de
fonte. Elle consiste à faire fondre la poudre de caséine dans
l'eau chaude (60°C) avec une vapeur d'eau à 72°C. L'examen de
la figure 64 montre que le pH augmente pendant la fonte de la poudre de
caséine pour atteindre son maximum à la fin de la cuisson (pH=
5,88). Le pH commence à baisser pour atteindre un seuil minimal final
(pH= 5,70). La diminution du pH est due à l'ajout des sels de fonte
durant cette étape, et qui sont caractérisés par un
pouvoir tampon, dans le but d'ajuster le pH à la bonne valeur (Horne,
1998).
.
ISBM Page 111
ISBM Page 112
Résultats et discussions
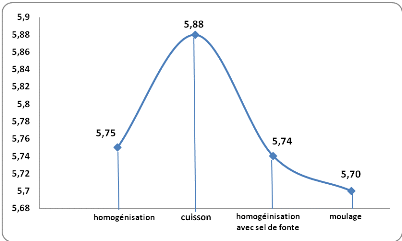
Figure 64 : Evolution du pH au cours de la
fabrication du Gouda
1.2. Extrait sec
Le figure 65 montre que le taux d'ES diminue durant le
processus de fabrication du Gouda à base de caséine en poudre.
Cette diminution du taux d'ES est très nette depuis l'étape de
fonte jusqu'à la fin de cuisson. L'ES passe de 64,85% à 50,84%.
Cette baisse du taux d'ES est due à l'adjonction progressive d'eau chaud
(72°C). Après la cuisson, on note une légère
régression du taux de l'ES (ES passe de 50,84% à 49,66%). En
fait, cette baisse du taux d'ES est due à l'ajout de l'eau froide lors
de l'homogénéisation avec les sels de fonte. Avant le moulage, il
y a ajout de l'arome gouda liquide et du colorant, ce qui explique la
légère diminution du taux d'ES.
ISBM Page 113
Résultats et discussions
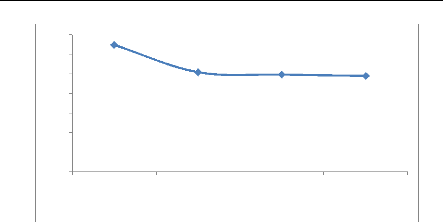
moulage
homogeinisation cuisson homogeinisation
avec sel de fonte
64,85
50,84 49,66 49
40
70
60
50
30
20
10
0
Figure 65 : Evolution de l'extrait sec au
cours de la fabrication du Gouda
2. Variation de la qualité physicochimique des
fromages lors de changement de la formulation
2.1. Impact du changement du type de matière
grasse sur le pH et l'extrait sec de la « Mozzarella »
2.1.1. PH
La figure 66 montre que la substitution du beurre naturel par
l'huile de palme solide dans la fabrication de la mozzarella, n'a induit aucun
changement dans le pH du produit fini (pH= 5,6- 5,7). L'ajout des sels de fonte
et de phosphate de sodium dans la préparation permet une meilleure
émulsion de l'huile végétale dans la matrice
protéique des fromages
ISBM Page 114
Résultats et discussions
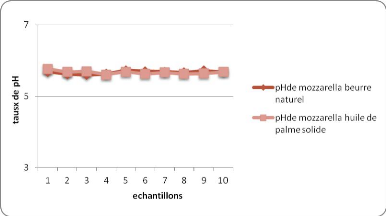
Figure 66 : Différence de
variation du pH lors du changement du beurre naturel par l'huile de
palme solide.
2.1.2. Extrait sec
La figure 67 montre que lors de l'utilisation de la
matière grasse laitière dans la formule de fabrication de la
mozzarella, le taux d'ES n'est pas descendu en dessous de 48% et il a
même dépassé les 50%. Ce taux convenable d'ES donne
à la mozzarella une texture cohérente et filée signe d'une
bonne qualité du produit. Par contre, lorsque le beurre naturel est
remplacé par la graisse du palme, on constate que le taux de ES n'a pas
dépassé 47% et il y a même une chute 38%. Dans ce cas la
texture de la mozzarella est colmatée et non filamenteuse.
La substitution de la matière grasse laitière
par la graisse de palme engendre donc des répercussions négatives
sur le taux de ES et sur le texture de Mozzarella.
Pour résoudre le problème de texture, la
fromagerie a opté par le changement de la granulométrie de la
caséine. Le diamètre est passé de 90 mesh à 30 mesh
ce qui permet d'obtenir une texture plus homogène. En plus, une portion
de caséine (15%) a été remplacée par de l'amidon
modifié (E1442), afin d'assouplir la texture et en même temps
réduire le coût de production. En présence
d'humidité, les granules d'amidon gonflent à cause de
l'absorption d'eau, améliorant ainsi le taux de l'ES. Sous la force de
cisaillement exercée par les malaxeuses et avec l'adjonction des sels de
fonte, les granules d'amidon éclatent et simulent bien la texture
filée de la mozzarella (Mounsey et O 'Riordan, 2001).
ISBM Page 115
Résultats et discussions
Malheureusement, l'usage de certains produits de substitution
telle que l'huile de palme solide, connue par sa richesse en corps gras
saturés, peut engendrer des répercussions négatives sur la
santé humaine (Bachmann, 2000).
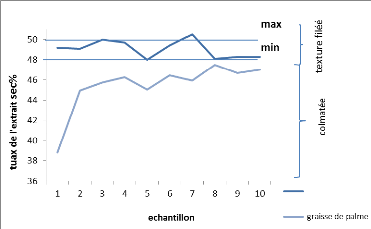
Beurre
texture
Figure 67 : Différence de variation
de l'extrait sec lors du changement du type de matière
grasse.
2.2. Impact de l'ajout de la poudre du
lactosérum sur le pH et l'extrait sec des fromages à
râper
L'usage de la poudre de lactosérum dans la production
du fromage à râper a engendré une augmentation du pH par
comparaison au fromage obtenu par la poudre de caséine seule (figure
68). Le pH du fromage à râper fabriqué à partir de
mélange de poudre de lactosérum et de caséine est compris
entre 5,5 et 6. Par contre le pH du fromage à râper produit
uniquement à partir de la poudre de caséine varie de 4,5 à
5, donc plus acide. L'avantage de l'utilisation de la poudre de
lactosérum, réside dans le fait qu'elle permet d'atténuer
le goût acide du fromage, engendré par l'utilisation de la poudre
de caséine seule dans la production du fromage à râper.
Cependant, la poudre de lactosérum a affecté positivement le taux
d'ES des fromages (figure 69). Le fromage à râper produit à
base de poudre de caséine a montré des teneurs en ES variant
entre 58% et 60% (figure 69). Par contre, le fromage produit à partir du
mélange de poudre de caséine et de lactosérum a
montré des teneurs de l'ES plus élevées variant entre
60%et 62% (figure 69).
ISBM Page 116
Résultats et discussions
La figure 68 et 69 montre que l'ES des fromages à base
de caséine et de lactosérum augmente avec hausse du pH. Cela peut
être expliqué par une interaction entre les protéines du
lactosérum et la caséine.
A un pH bas, le fromage produit, a une texture semi dure
donnant après râpage des particules très friables et non
homogènes. Le fromage produit a un pH =6, a une texture plus dure et
donnante après râpage des filaments uniformes et souples.
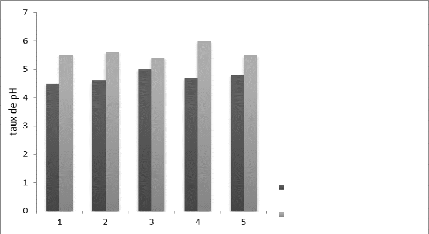
Fromage a raper avec caséine
Fromage a raper avec caséine et
lactosérum
Figure 68 : Influence du lactosérum
sur le pH du fromage
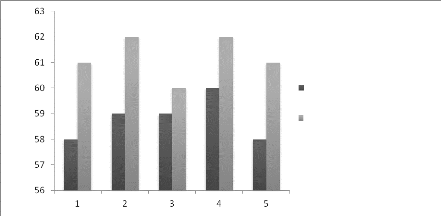
Taux d'ES
Fromage à raper avec caséine
Fromage à raper avec caséine et
lactosérum
Figure 69 : Influence du
lactosérum sur l'extrait sec des fromages
Résultats et discussions
3. Etude de la qualité bactériologique des
fromages analogues
Les analyses microbiologiques réalisées sur 12
échantillons de fromages analogues montrent bien que ces derniers sont
indemnes des contaminations bactériennes (tableau 30).
De point de vue hygiène, les fromages analogues
produits par la fromagerie sont plus aptes à la consommation humaine que
les fromages produits à partir du lait cru. En fait, la majorité
des ingrédients utilisés dans la fabrication des fromages
analogues sont désemballés juste avant mélange c'est ce
qui réduit le risque de la contamination. En plus, la cuisson des
fromages analogues à vapeur d'eau 72°C et l'utilisation de l'eau
chaude à 60°C permet d'éliminer d'éventuelles
contaminations pouvant provenir du milieu extérieur.
Tableau 30 : Les analyses microbiologiques des
fromages analogues
|
fromage
|
Echantillons
|
Coliformes ufc /g
|
E. Coli ufc /g
|
S.aureus ufc /g
|
Salmonelle
|
Listéria monocytogéne
|
|
1
|
< 1.0
|
< 1.0
|
< 1.0
|
|
|
|
Edam
|
2
|
< 1.0
|
<1.0
|
< 1.0
|
Absence
|
Absence
|
|
3
|
< 1.0
|
<1.0
|
< 1.0
|
|
|
|
1
|
< 1.0
|
< 1.0
|
< 1.0
|
|
|
|
Mozzarella
|
2
3
|
< 1.0
< 1.0
|
< 1.0
< 1.0
|
< 1.0
<1.0
|
Absence
|
Absence
|
|
|
|
|
|
|
|
|
1
|
|
< 1.0
|
<1.0
|
Absence
|
Absence
|
|
Gouda
|
2
|
|
< 1.0
|
<1.0
|
|
|
|
3
|
|
< 4.0
|
<1.0
|
|
|
|
1
|
|
< 1.0
|
< 1.0
|
Absence
|
Absence
|
|
Fromage
|
2
|
|
< 1.0
|
<1.0
|
|
|
|
rapé
|
3
|
|
< 1.0
|
<1.0
|
|
|
ISBM Page 117
ISBM Page 118
Résultats et discussions
V. Comparaison entre le fromage naturel et le fromage
analogue
1. Comparaison qualitative
Un fromage produit à partir de lait cru de bonne
qualité est sans doute de meilleure qualité qu'un fromage
reconstitué. L'usage de certains substituant dans la production des
fromages analogues peut engendrer la modification de leur goût ou
même de leur valeur alimentaire.
La figure 70 montre que le fromage produit à partir de
lait cru contient plus de matière grasse que le fromage analogue. Ce qui
fait encore la différence, c'est que la matière grasse se
trouvant dans les fromages à base du lait cru est naturelle et non
nuisible à la santé humaine si elle est consommée avec
modération (Michel Mahaut, 2000). Par contre, la matière grasse
des fromages analogues est essentiellement d'origine végétale et
plus précisément de l'huile de palme connu par ses effets
indésirables sur la santé humaine.
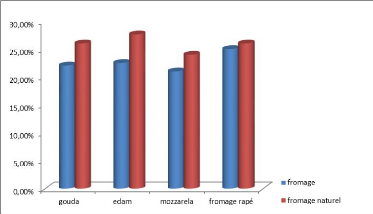
analogue
Figure 70 : Apport de matière grasse
de fromages analogues et fromages naturels
2. Comparaison bactériologique
Les analyses microbiologiques montrent que les fromages
naturels sont plus contaminés que les fromages analogues (tableau 29 et
30). En fait, les fromages naturels sont produits à partir de lait cru
dont la qualité bactériologique qui est dans la majorité
des cas inconnue, ce qui augmente le risque de contamination du matériel
et du produit fini. En plus, le processus de fabrication des fromages naturels
est souvent manuel et nécessite un contact direct du personnel avec le
produit, ce qui favorise le terrain pour la contamination par les
Résultats et discussions
coliformes. La qualité bactériologique
convenable des fromages analogues est expliquée par le fait que la
majorité des ingrédients utilisés sont emballés et
indemnes de bactéries. En plus, l'usage d'une chaîne de production
automatisée permet de réduire le contact de la main d'oeuvre avec
le produit. Ajoutant a cela, l'étape de cuisson qui se fait à
72°C et l'eau chaude à 60°C et permet de détruire les
germes qui peuvent y exister.
3. Comparaison de la DLC entre fromage naturel et fromage
analogue
Le tableau 31 montre que les fromages analogues ont une DLC
beaucoup plus élevée que le fromage naturel. Ceci est du à
ce que le taux d'humidité du fromage naturel est plus
élevé, ce qui le rend plus vulnérable au
développement des flores bactériennes.
La phase de cuisson qui se fait à 72°C permet au
fromage analogue de se conserver mieux et pendant une période plus
longue, puisqu'elle permet non seulement de réduire le taux
d'humidité mais aussi de débarrasser le produit des
microorganismes exogènes. En plus l'amidon modifié ajouté
à la recette des fromages analogues permet de réduire le taux
d'humidité et allonger la DLC.
Tableau 31 : Les dates limites de consommation
des fromages analogues et fromages
naturels
Fromages analogues
Fromages naturels
|
Produit
|
DLC
|
|
Gouda
|
3mois
|
|
Edam
|
3 mois
|
|
mozzarella
|
2mois
|
|
Fromage râpé
|
3 mois
|
|
Mozzarella traditionnelle
|
1 mois
|
|
Ricotta
|
15 jours
|
|
Fromage blanc
|
15 jours
|
ISBM Page 119
ISBM Page 120
Résultats et discussions
VI. Facteurs de variation de prix de fromage
1. Effet de la qualité de lait cru
1.1. Effet de la densité
Dans la fabrication des fromages naturels, Il ya un facteur
très important pouvant influencer le prix du kilogramme du produit fini,
qui est la qualité du lait cru. Selon la figure 71, on peut constater
que plus la densité du lait cru utilisé augmente, plus le
rendement de fromage mozzarella augmente aussi.
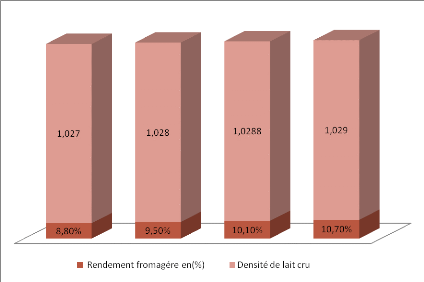
Figure 71 : Effet de la qualité de
lait cru sur le rendement fromager de la mozzarella
traditionnelle
Le tableau 32 montre aussi que le rendement du fromage blanc
augmente avec la densité du lait cru. Si on compare le rendement
fromager de l'échantillon 2 produit à partir de lait cru de
densité 1028 avec l'échantillon 1 produit à partir de lait
cru de densité 1030 , on constate qu'il y a une différence de
4,55%, ce qui n'est pas du tout négligeable. Cette différence
sera plus frappante si on la traduit en quantité de fromage produit qui
est de l'ordre 18,2 kg. Si on considère que le prix d'achat du lait cru
n'est pas déterminé selon la densité ,
ISBM Page 121
Résultats et discussions
donc le fromage obtenu par l'échantillon 2
coûtera beaucoup plus cher que celui obtenu par l'échantillon
1.
Tableau 32 : Variation de rendement du fromage
blanc selon la qualité de lait cru
|
Nombre d'échantillons
|
1
|
2
|
3
|
4
|
|
Quantité de lait (litre)
|
400
|
400
|
400
|
400
|
|
Quantité de fromage produite (Kg)
|
83.700
|
65.5
|
69.35
|
66.6
|
|
Rendement fromager en (%)
|
20.9
|
16.35
|
17.33
|
16.65
|
|
Densité de lait cru utiliser
|
1030
|
1028
|
1028.7
|
1028.3
|
Le fromager à intérêt donc à
acheter du lait cru de bonne qualité physicochimique, car ça lui
permet non seulement d'obtenir un rendement fromager plus élevé
mais aussi d'augmenter sa marge de bénéfices. Donc la
densité du lait cru doit être prise en considération lors
de la fixation du prix d'achat du lait.
1.2. Effet de l'acidité
En examinant le tableau 33, on peut noter que lorsque le lait
cru utilisé pour produire la
mozzarella a une acidité convenable, le coût du
kilogramme du produit fini atteint .170
millimes. Dans le cas ou le lait cru utilisé a une
acidité élevée (AT 18 et 21°D), le coût du
kilogramme descend à 6 .170 millimes. Lorsque le lait cru utilisé
est de qualité médiocre
(acidité comprise entre 22 et 24°D), le kilogramme
du mozzarella coûte uniquement .670
millimes. Malgré que l'usage d'un lait cru dont
l'acidité est hors normes améliore considérablement la
marge bénéficiaire du fromage, il a un impact négatif sur
la qualité du produit fini. Selon les normes tunisiennes, un lait cru
dont l'acidité dépasse les 17°D est inapte à la
transformation et même à la commercialisation. En plus, un fromage
produit à partir de lait cru dont l'acidité est très
élevée est caractérisé par une texture friable et
spongieuse, un goût très acide et instable durant le stockage et
peut même contenir des germes pathogènes.
Résultats et discussions
Tableau 33 : Composition de la mozzarella
naturelle et son coût de production.
|
Ingrédients
|
Quantité
|
PU1 (dt)
|
PU2 (dt)
|
PU3 (dt)
|
Coût 1 (dt)
|
Coût 2 (dt)
|
Coût 3 (dt)
|
|
|
AT convenable
|
AT (18-21)
|
AT(22-24)
|
|
|
|
|
lait
|
400 (l)
|
0,9
|
0,6
|
0,45
|
360
|
240
|
180
|
|
sel
|
1 (kg)
|
0,2
|
0,2
|
0,2
|
0,2
|
0,2
|
0,2
|
|
Présure
|
0,1 (l)
|
66,4
|
66,4
|
66,4
|
6,64
|
6,64
|
6,64
|
|
Total
|
|
|
|
|
366,84
|
246,84
|
186,84
|
|
Prix 1 kg mozzarella (dt)
|
|
|
|
9,171
|
6,171
|
4,671
|
PU=prix unitaire
2. Effet des ingrédients de substitution
Si on examine la composition d'un fromage analogue, par
exemple la mozzarella, on va constater qu'elle est composée
essentiellement de graisse de palme (23, 3%), d'amidon (4,82%) , amidon
modifié (2,58%), de caséine (17, 33%) et d'eau( 48,66%) (Figure
73).
Par comparaison au prix du litre de lait cru de bonne
qualité, ces produits de substitution sont beaucoup moins chers et
permettent de produire un fromage analogue à prix réduit et
concurrentiel aux fromages naturels.
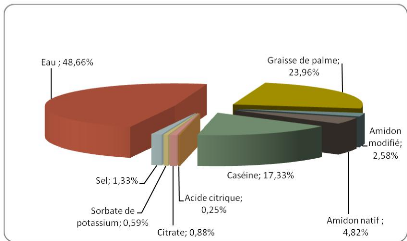
Figure 72 : Taux d'incorporation des
différents ingrédients dans la mozzarella analogue
ISBM Page 122
Résultats et discussions
Le tableau 34 montre que pour produire 271.28 kilogrammes de
mozzarella analogue, la fromagerie dépense 1257 ,240de produit de
substitution. Donc par simple calcul, un
kilogramme de mozzarella analogue coute .600.
En comparant le prix de la mozzarella analogue .600)
à celui de mozzarella produite à
partir de lait cru de bonne qualité. .170)
(figure 72), on constate que la différence par
kilogramme est énorme ( ,570). C'est pour cette raison que
la fromagerie a tendance
d'abandonner avec le temps la production des fromages à
partir de lait cru.
Tableau 34 : Composition
détaillé de la mozzarella analogue et son coût de
production.
|
Ingrédients
|
Quantité
|
% dans la recette
|
Prix
|
coût (dt)
|
|
Caséine
|
47
|
17,33
|
21,8
|
1024,6
|
|
amidon modifié
|
7
|
2,58
|
2
|
14
|
|
Amidon
|
12
|
4,42
|
1,7
|
20,4
|
|
Graisse de palme
|
65
|
23,96
|
2,8
|
182
|
|
Acide citrique
|
0,68
|
0,25
|
2
|
1,36
|
|
citrate
|
2,4
|
0,88
|
2
|
4,8
|
|
Sorbate de potassium
|
1,6
|
0,59
|
4,2
|
6,72
|
|
Sel
|
3,6
|
1,33
|
0,2
|
0,72
|
|
Eau
|
132
|
48,66
|
0,02
|
2,64
|
|
Total (kg)
|
271,28
|
100
|
|
1257,24
|
VII. Les problèmes de la qualité
morphologique des fromages et les
solutions
1. Aspect externe
L'aspect externe a une importance primordiale dans la
commercialisation. Un contrôle visuel est réalisé pour tous
les fromages qui sont prêt à la commercialisation. Dans la
fromagerie on rencontre des problèmes d'aspect tel que:
? Probléme1: Si les
conditions d'hygiène ne sont pas respectées, cela peut engendrer
une croissance de moisissures non désirées. Le fromage tel que le
provolone peut être contaminé par des moisissures (pour la
plupart, du genre Penicillium) en raison de mauvais soins aux
ISBM Page 123
Résultats et discussions
fromages et/ou d'un climat de cave défavorable. Les
conditions d'affinage du provolone doivent être T°C entre 8 et
16°C, d'humidité relative 80 à 95%.
ISBM Page 124
Figure 73 : Moisissures sur le
provolone
? Solution1 : le provolone
attaqué par le Penicillium doit être nettoyé par brossage
pour l'enlèvement des moisissures par l'eau salée. Les filets
doivent être changés.

Figure 74: Nettoyage du provolone
des moisissures
? Probléme2 : lors d'un
mauvais moulage du Gouda ou de l'Edam, on peut remarquer une forme non
homogène à cause de l'utilisation des sachets en plastiques afin
d'éviter le collage du gouda en moule.
? Solution2 : Dans la fromagerie, Edam ou
Gouda ou autre type de fromage analogue de formes non homogènes et
comportent des problèmes d'aspect, sont tranchés et
commercialisés en portions.
? Problème3 : A cause du
non-respect du dosage des composants du fromage râpé, on remarque
un aspect huileux de ce produit.
ISBM Page 125
Résultats et discussions
· Solution3 : L'agent de
production doit respecter, lors du mélange, surtout la quantité
d'eau utilisée car une quantité d'eau insuffisante conduit
à un aspect huileux du fromage
2. Texture
· Problème1 : Sur
certains lots de fromage râpés, on remarque que les chevelures de
râpé sont colmatées malgré un extrait sec bien
maîtrisé. Ceci est du à un mauvais réglage de la
machine.
· Solution1 : Le
contrôle de l'appareil d'aspersion d'amidon sur le tapis roulant
conduisant le fromage râpé vers la conditionneuse, est
nécessaire pour éviter la perte inutile due au colmatage de
chevelures.
· Probléme2 : En
procédant à la découpe du fromage Edam ou Gouda pour la
réalisation d'un test de consistance, on remarque la présence des
corps étrangers qui sont des caséines et du kasomel durcis non
dissouts
· Solution2 : La non
dissolution des matières premières est due à
l'insuffisance de la température de cuisson qui doit être
contrôlée à chaque procédés de
fabrication.
· Problème 3 : La
mozzarella est un produit caractérisé par
l'élasticité. Malgré cette exigence la plupart des tests
montrent que la pâte de mozzarella est non filée (ce qui est un
signe de mauvaise qualité).
· Solution3 : L'absence
de l'élasticité de la pâte est due à un
défaut dans les compositions de ces produits.

Figure 75 : Mozzarella
filée
3. Flaveur
· Problème 1 : Lors de la
réalisation des tests de dégustation, on remarque la
présence de goût de caramel au niveau de certains fromages ainsi
qu'une couleur de jaune foncé.
ISBM Page 126
Résultats et discussions
· Solution1 : Ce goût est
développé par l'effet de la réaction de Maillart, qui est
provoquée par un taux de température de cuisson très
élevé. Donc une maîtrise de la température de
préparation est cruciale.
· Problème 2 : Certains
fromages fabriqués à partir des déchets de recyclage
nettoyés préalablement des moisissures ont un goût
très agressif.
· Solution 2 : La fromagerie
suit la stratégie de rien ne se perd rien ne se crée tout se
transforme. Puisque le fromage recyclé est moisi donc sûrement le
goût est affecté. Donc la solution pour éviter le
goût agressif résultant, c'est de minimiser ou d'éviter
l'usage des déchets moisis.
· Problème 3 : Une
dégustation de ricotta a montré la présence du goût
du chlore qui vient du mauvais nettoyage du pot de fabrication des
résidus de javel.
· Solution 3 : Il faut veiller
à bien rincer tout le matériel de production.
4. Emballage
· Probléme1 : On à
remarqué lors des contrôles des sachets de fromage
râpé, que l'emballage est compacté sur le produit à
cause d'une fuite du gaz injecté lors du conditionnement.
· Solution1 : Il est
recommandé de régler l'appareil de gazage, et de bien
contrôler les données et les paramètres indiqués sur
l'appareil afin d'éviter les pertes.
· Problème 2 : Certains
fromages conditionnés sous vide ont un problème
d'irrégularité du niveau de vide dans les sachets ce qui donne un
produit irrégulier
· Solution2 : Il faut donc
s'assurer du réglage de la machine du vide pour ne pas tomber dans ce
genre de problèmes.
ISBM Page 127
Conclusion générale &
recommandations
Conclusion générale &
recommandations
La qualité du lait cru utilisé dans la
production des fromages naturels a montré un impact considérable
sur la qualité du produit fini. La fromagerie concernée par cette
étude accepte souvent un lait cru de qualité physico-chimique et
bactériologique médiocre. Il s'est avéré que les
vraies causes de cette pratique illicite sont purement économiques. Un
litre de lait de qualité médiocre, dont l'acidité
dépasse 24°D, est acheté à 350 millimes alors qu'un
litre de lait de bonne qualité est acheté à 900 millimes.
L'étude de la qualité des fromages basée sur la mesure du
pH et du taux d'extrait sec (ES), a montré que les fromages produits
à partir de lait cru de mauvaise qualité ont un mauvais
goût et une mauvaise texture. La mozzarella fabriquée à
partir de lait cru de qualité médiocre a un aspect
gélatineux et non filé, avec un taux d'ES de l'ordre de 49.2, un
pH acide (pH=4.76) et un taux élevé d'humidité. Pour
remédier à ces défauts de qualité la fromagerie a
eu recours à l'addition de soude pour élever le pH et
atténuer le goût acide de ce type de fromage. Cependant la
qualité organoleptique reste désagréable et
présente un goût d'amertume. L'étude de la qualité
des fromages analogues a révélé que l'usage des sels de
fonte au cours de la fabrication affecte négativement le pH. En plus
l'usage de l'eau pour mélanger les différents ingrédients
de la recette a affecté négativement le taux d'ES. Les fromages
analogues sont des produits dont on peut maîtriser la composition en
matière grasse par l'adjonction de l'huile de palme et la composition en
protéines par l'usage de la poudre de caséine et de
lactosérum. Malgré que la graisse de palme ait des
répercussions négatives sur la qualité de la mozzarella
analogue, la fromagerie continue à l'utiliser car non seulement elle est
moins chère que la matière grasse naturelle, mais aussi permet de
corriger le problème de fluidité de ce genre de mozzarella. Pour
remédier à des problèmes de texture, la fromagerie a eu
recours au changement de la granulométrie de la poudre de caséine
(le diamètre des graines de poudre de caséine est passé de
90 mesh à 30 mesh), tout en ajoutant de l'amidon modifié et natif
pour corriger la fluidité et en même temps réduire le
coût de production. L'usage de la caséine en poudre seule, comme
source de protéines, a affecté négativement la texture des
fromages analogues qui est devenue très rigide. Pour remédier
à ce problème, l'adjonction de la poudre de lactosérum a
permis de ramollir la texture tout en ayant un pH convenable mais il ne faut
pas dépasser un taux d'incorporation de l'ordre de 3%.
Malgré que le remplacement du lait naturel par des
produits de substitution dans les fromages analogues puisse réduire leur
valeur alimentaire, ils restent plus stables pendant la
ISBM Page 128
Conclusion générale &
recommandations
conservation, et ont une bonne qualité
bactériologique par rapport aux fromages naturels produits par la
fromagerie.
L'étude comparative du coût de production des
fromages naturels et des fromages analogues a montré que le prix de
production des fromages naturels aurait été influencé par
la qualité du lait cru utiliser. Le coût de production du fromage
naturel a atteint 9dt.170 en cas d'usage d'un lait de bonne qualité et
descend à 6dt.170 et même encore à 4dt.670 en cas d'usage
d'un lait cru de qualité médiocre. Les fromages analogues
coûtent moins cher que les fromages naturels et le prix du kilogramme ne
dépasse pas les 4dt.570, ce qui explique bien la tendance actuelle de la
fromagerie à abandonner progressivement la production des fromages
naturels et les remplacer par les fromages analogues.
Vue que la qualité bactériologique
médiocre des fromages naturels puisse avoir des répercussions
sanitaires très graves sur le consommateur, on recommande que les
autorités tunisiennes concernées (Ministère de la
santé publique et ministère du commerce) instaurent des cahiers
de charge pour la production des fromages analogues, afin de bien
préciser le terme analogue et la composition détaillée sur
les emballages. En plus, il faut effectuer des contrôles rigoureux dans
les fromageries pour superviser la qualité de la matière
première utilisée, ainsi que les conditions de production et de
stockage des produits finis.
En fait, les fromages analogues peuvent être une
solution provisoire pour rendre le prix des fromages plus abordables pour le
consommateur tunisien. En plus, leur qualité bactériologique est
correcte. Cependant, on recommande une étude plus poussée sur la
vraie valeur nutritionnelle de ces fromages, surtout que leur composition
engendre des produits tels que la soude, les sels de fonte, les colorants
artificiels, l'huile de palme et dont les effets secondaires sur la
santé du consommateur sont très contestés.
ISBM Page 129
Références Bibliographiques
Références
bibliographiques
ISBM Page 130
Références Bibliographiques
Références
bibliographiques
· Adrian. J, 1987. Les vitamines, le
lait matière première de l'industrie laitière, 2 volume2,
première édition, p26.
· Alais. C, 1984. Sciences du lait,
principes des techniques laitiers, volume11, 4émé édition,
p14.
· Alais. C, 1975. Science de lait.
principe de techniques laitières, volume11, 3éme édition,
p107.
· Alais. C, 1984. Sciences du lait,
principes des techniques laitiers, volume10, 3éme édition,
p12.
· Amiot. J, 2002. Science et
technologies du lait, transformation du lait, volume4, 2éme
édition, p50-51
· Antila. V, 1977. The effect of the
bacteriological quality of raw milk on the quality of milk products .Dairy
milk. 90: 45756- 4585.
· Arellano-Gomez. L.A., Lobato-Calleros. C.,
Aguirre-Mandujano. E., Lobato-Calleros. M.O., 1996. Effect of using
different fats in the microstructure and texture characteristics of cheese
analogs. Dairy technologie. 56: 9-14..
· Asper. De, 1980. Physicochemical and
rheological properties of block-type processed cheese analogue made from rennet
casein and total milk protein. Dairy science. 51: 684-687.
· Bachmann. H.P., 2000. Cheese
analogues: a review. International Dairy Journal. 11: 505-515.
· Bachmann .HP., 2001. Cheese
analogues: a review. International Dairy Journal. 11: 505-515.
· Bank. J.M., Banks. W., Muir. D.D., Tamime.
A.Y., 1984. A comparison of cheese yields and cheese making efficiency
using seasonal and standardized milk. Dairy technology. 37: 38- 88.
ISBM Page 131
Références Bibliographiques
· Baudry. C, 1999. Influence de la
numération cellulaire sur la production et la composition du lait,
volume23, 1ére édition, p26-28.
· Beern et Luquet. F.M., 1987 .Guide
pratique d'analyses microbiologique des laits et produits laitiers , volume14,
2éme 2dition, p67.
· Berger. W., Klostermeyer. H., Merkenich. K.,
Uhlmann. G., 1998. Volatile compounds of swiss processed cheeses.
Dairy science. 89 :625-638.
· Berney. F., Huched. V ; 1980.
Relation entre numération cellulaire du lait et le statut infectieux de
la mamelle, volume16, 3éme édition, p88.
· Blanc, 1982. les protéines du
lait a activité enzymatiques et hormonale ,volume62, 1ére
édition, p95.
· Bourgois, 1990. Microbiologie
alimentaire, aspect microbiologique de la sécurité et de la
qualité alimentaire, volume2, 2éme édition, p22.
· Boursier. B, 2008. Amidons natifs et
amidons modifiés alimentaires. Techniques de l'Ingénieur,
volume4, 2éme édition, p45.
· Brulé. G., Lenoir. J., Remeuf. F.,
1997. La micelle de caséine et la coagulation du lait
,volume16, 3 éme édition lavoisier, p7-14.
· Brunner, 1981. Cow milk protein , twenty
years of progress. Journal Dairy Science. 64: 1038-1040.
· Carole Vignola. R, 1970. Science et
technologie de lait, volume2 , 3 éme édition,
p13.
· Cavalier-Salou. C., Cheftel. J.C.,
1991. Emulsifying salts influence on characteristics of cheese analogs
from calcium caseinate. Journal Food Science. 56: 1542 -1551.
· Cecchinato. A., Degno. L., Carrier. P.,
2009.effect of milk protein variant on the protein composition of
bovine milk. Journal of Dairy Science. 92 : 5304-5313.
ISBM Page 132
Références Bibliographiques
· Chen. S.L., Wan. P.J., Rhee. K.C., 1979.
Utilization of peanut protein and oil in cheese analogue. Food
Technology. 37: 88-93.
· Claude et Champagne, 1998. Production
de ferment lactique dans l'industrie laitière, volume12, 3éme
édition, p210.
· Coulon. J.B., 1994. Effet de stade
physiologique et de la saison sur la composition chimique du lait de vache et
ses caractéristiques technologique, volume14, 1ére
édition, p120.
· Dalgleish, 1982 . Milk products.
Chemistry and physics food protein London.
Recueil des médecins
vétérinaire.170 : 367- 374.
· Décret N88-1206 du 30
décembre 1988 code de la consommation.
· Delphine Cuvillier, 2005. Centre
fromager de bourgogne aout 2005 (une synthèse sur le rendement
fromager). Dairy Food. 78 : 145- 155.
· Dillon. J., Berthir. A., 1997. Le
fromage dans l'alimentation, volume16, 2éme édition, p713-724
· Directives 83/417/CEE du conseil du 25
juillet 1983. Relatives au rapprochement des législations des Etats
membres concernant certain lactoproteine.
· Enil Mamirole, 2011. Connaissance du
lait Congres international de la répression
des Fraudes à Genève 1999
· FDA. Food and drugs administration
regulation 101, FDA, 2003
· Fox. PF., Guinee. TR., Cogan. TM., Sweeney. PL.,
2000. Fundamentals of Cheese Science», An Asen publication,
volume23, 3éme edition, p 445 - 450.
· FAO. Commission codex alimentarius,
2004. Programme mixte FAO/OMS sur les normes alimentaires
comité du codex sur le lait et les produits laitiers. Sixième
Session, Auckland.
· FAO / WHO 1973. Energy and protein
requirement, report of a joint FAO/ WHO commited ad hoc expert.
ISBM Page 133
Références Bibliographiques
· Furio. B., 2012. International journal
food and nutrition. 5: 7-10.
· G
|
aursaud. J,. 1990. Le contrôle de la
qualité de lait, matière première de
|
|
l'industrie. le lait, matière première de
l'industrie laitière, volume12, 3 éme édition, p72.
· Grippon. JC., 1960 : la
protéolyse, le lait matière première de l'industrie
laitière, volume3, 3 éme édition, p34.
· Guinee. T.P., Cariæ. M., Kaláb.
M., 2004. Pasteurized Processed Cheese and Substitute/Imitation Cheese
Products. Ed. Elsevier Applied Science Ltd, London, p. 349-394.
· Guiraud, 1998. Microbiologie
Alimentaires, volume4, 2éme édition , p89-95.
· H
|
ermier. J., Lenoir. F., Weber, 1992. Les
groups microbiens d'intérêt laitiers,
|
|
volume 34, 2éme édition, p56.
· Hoffmann. W., Hinrichs. M ., Johannsen. N.,
Scheurer. G., Maurer-Rothmann. A., 2005. Use of different acid caseins
in analogue low-moisture mozzarella. Journal Dairy Science.
60:395-398.
· Horne. DS., 1998. Casein interactions,
casting light on the black boxes, the structure in dairy products. Internaional
Journal Dairy. 8: 171-177.
· Indira Gandhi. National school of
agriculture dairy products , Octobre 2006.
· ISO 707 (2012) : Milk and milk products
- Guidance on sampling
· JORF (journal officiel de la
république française), 2007. Décret n. 2007- 628 du 27
avril 2007 relatif aux fromages et spécialités
fromagères, 10 p.
· Juran. JM., 1974 : quality control hand
book ,McGraw hill book company, volume 21, 1ére édition, p41.
ISBM Page 134
Références Bibliographiques
· Karahadian. C., 1984. Technological
aspect of reduced-sodium process American cheese, voume3, 2éme
édition , p32.
· Kong-Chan. JL., Hellyer. JA., Tafuri. MW.,
1991. Simulated cheese products with reduced animal fat and calories.
United States Patent. 61:5031-5014.
· L avoisier, 1980 .Association of
casein and casein micelle, volume 6, 4éme édition, p 33.
· Lenoir, Lambert. G.schmidt. J.L., 1985 :
la maitrise de bioréacteur de fromage , volume9 , 1ére
édition, p41.
· Linden . G , 1987. Les enzymes, le lait
matière première de l'industrie laitière , volume 14 ,
1ére édition, p127.
· Liu. Y., Beuvieu. F., Cogan.T. ,1980 :
contribution à l'étude des relations entre numération
cellulaires et bactériologiques des laits de quartiers en cas
d'infection subclinique chez le vache. pp10-12-26
· Lobato-Calleros. C., Vernon-Carter. E. J.,
Guerrero-Legarreta. I., Soriano-Santos, J., Escalona-Beundia. H. 1997.
Use of fat blends in cheese analogues: Influence on sensory and instrumental
textural characteristics. Journal of Texture Studies. 28: 619-632.
· Luquet.F et carrieu, 2005 :
bactéries lactique et probiotiques, volume20, 2 éme
édition, p307.
· M a.Y.C., 2000. Effect of somatic cell
count on quality und schelf life of pasteurized
flud milk . Convention de mis en Marché du lait FPLQ
2003.
· Marshall. R.J., 1990. Composition,
structure, rheological properties and sensory texture of processed cheese
analogues. Journal of Science and Food Agriculture. 50 :237-252.
· Martin. B., Coulon. JB., 1995
.Facteur de production du lait et caracteristique de fromage.
Influence du facteur de produit sur l'aptitude à la coagulation des
laits .Lait. 5: 61-80.
ISBM Page 135
Références Bibliographiques
· Mc Carthy . J . , 1990. Imitation cheese
products. International Dairy Food. 13: 4552.
· Michel Mahaut, Romain Jean, Gérard
Brulé, 2000. Initiation à la technologie
fromagère. Éditions TEC & DOC, volume20, p194.
· Miller. M., Bean. C., 2000: Handbook of
dairy foods and nutrition. National dairy uncil.75: 154-160
· Montreuil, 1960 : Les glucides dulait
,bull,soc,chim, bio.p 23
· Monsey. JS., O' Riordan. ED., 2001.
Characteristics of imitation cheese containing native starches. Journal
Food Science. 66: 586-591.
· Normes tunisienne NT 14-01 1983.
· Phillips. J., Muir. JG., Birkett. A., Lu .X.,
Jones. GP., O'Dea K ., Young.
GP., 1995 . Effect of resistant starch on
faecal bulk and fermentation-dependent events in humans. Journal Clinical
nutrition. 72: 1457- 1467 .
· Poiturier. H ., Adda. J ., 1969 .
beurrerie industriel, la maison rustique paris , volume31, 3éme
édition, p44.
· Ramet, 1985. le fromage, volume2, 3
éditions, p54.
· Règlement (CEE) n146/69 de la
commission du 24 janvier 1969.
· Reneau, 1986. Effective use of dairy
heard improvement somatic cell account, in mastitis control. Journal Dairy
Science. 69: 1708-1720.
· Rennet. Cl ., 1983 : le lait et les
produits laitiers dans la nutrition humaine, volume 33, 4éme
édition , p45.
· Richard. J., 1990 : production de
lait cru de bonne qualité bactériologique, 5éme
édition, p56.
ISBM Page 136
Références Bibliographiques
· Rupesh. S., Chavan . A., 2007.
Technology & Nutrition. International Journal of Food Science. 2 :
25-39
· Saied Kourdar et Boudabbous 1994 :
Bactéries de genre lactobacillus et
streptococcus isolées de Produits laitiers .Appl. Envir.
Microbio. 57 : 1683- 1686
· SChepers et Coll., 1997. Estimation
of variance compenonte somatics celles counts to determine thresholds for
uninfected quarters . Journal Dairy Science. 80: 18331840.
· Schmidt, 1982 : Development in dairy
chemistry protein, association of casein and casein micelle structure, volume5,
2 éme edition, p61.
· Schukken. Y.H ., Wilson , 1976 :
Suivi de la qualité et de la sante de pis à l'aide de la
décantation des cellules somatiques pour déterminer le seuil de
quartiers non infectée. Recueil des médecins
vétérinaire. 70 : 120- 140
· Southward, 1994 : Consumer and
Applications Science Section, New Zealand. Dairy Research Institute.
56: 338-356.
· Starry. JE ., 1982 : Supplimentation
of pressed sugar with molasses for the production milk. Dairy Science.
39: 209-225.
· Tamime, A.Y., Dech. H., 1980:
Technology and biochemistry. Journal Food Prot. 43: 939-977.
· Thebaut. L., 1991: Qualités
des produits agricoles et qualité de l'environnement , des synergies
limitées. Tun . Reg. Aride. 1: 1-11
· Tyriseva.K., Vahlesten.T., Matiojola .,
2004. No cagulation of milk in finisch Ayrchireand Holshtein, effect
of hard on milk coagulation ability. Journal of Dairy Science p87:
3958-3966.
· Vignola. Cl ,2002 : Science et
technologie de lait , transformation de lait, volume11, 4éme
édition, p67.
ISBM Page 137
Références Bibliographiques
? Wagner. M.K., 1986. Phosphates as
antibotulinal agents in cured meats, a review. Journal of Food
Protein. 49: 482-487.
? Weber. F., 1987 : Les incidences technologique
des variations de composition du lait , le lait matière première
de l'industrie laitiers, edition lavoisier, p45.
? Webb.B., Whittier.K., 1970 :Cheese and casein
booklet dairy management and milk .Dairy science.39:34-45
? Würzburg. B., 1995 . Modified Starch in
Food Polysaccharides and its Application. Science. 147:747-748.
? Zwiercan. GA., Lacrourse. NL., Lenchin. JM.,
1987. Imitation cheese products
containing high amylose starch as total caseinate replacement.
United States Patent. 46: 95 -175.
ISBM Page 138
Annexes
Annexes
| 

