introduction
Devant le changement des échanges internationaux que
connaît le monde par la globalisation et la mondialisation ,les
entreprises surtout agroalimentaires se trouvent face a une concurrence accrue
et une exigence du consommateur qui est devenu vigilant vis-à-vis de la
qualité sanitaire des produits alimentaire .pour ce la ,il n est plus
suffisant de fabriquer des produits en quantité suffisante et en
qualité satisfaisante,mais le souci des entreprises agroalimentaires est
devenu l assurance de la sécurité alimentaire de leurs produit .
Le système HACCP (Hasard Analyse Critical Contrôle
Point) se traduit par analyse des dangers, points critiques pour leurs
maîtrises. Cette démarche établie par le codex
alimentarus en collaboration avec l
OMS, et exigé par La norme ISO
22000 versions 2005 ; à pour objectif de maîtriser
tous les dangers alimentaires et par conséquent diminuer les risques des
contaminations.
SODALMU, consciente de l'ampleur de la
sécurité alimentaire sur la santé du consommateur
marocain, elle s'est fixée comme objectif la mise en place d une
démarche HACCP pour que tous ses produits soient de qualité
nutritionnelle et sanitaire irréprochable puis être certifier ISO
22000 pour assurée la sécurité des produits alimentaires.
Pour cela l entreprise ma confié le sujet « Mise en
place de la démarche HACCP »et établir les procédures
et les instruction pour faciliter leur deuxième objectif qui est la
certification ISO22000 VERSION 2005.
Ce rapport comporte une première partie montre l
importance de l eau et la grande question qui se pose pourquoi l eau
embouteillée ?et la deuxième partie traitant la mise en place de
la démarche HACCP et PRP (programmes pré requis).
I-PRESANTaTION DE LA SOCIETE SODALMU :
|
Raison sociale
|
SODALMU
|
|
Forme juridique
|
Société Anonyme
|
|
Capital
|
71 000 000 DHS
|
|
Date de création
|
2001
|
|
Date de mise en service
|
Juillet 2003
|
|
Directeur Général
|
Mlle Naima AMHAL
|
|
Effectif
|
73 dont 47 employés et 26 intérimaires
|
|
Domaine d'activité
|
Production des Boissons Gazeuses et de l'eau de table
|
|
Adresse
|
Km n°7, Route Casa-Marrakech, Z.I, Berrechid
|
|
Téléphone
|
022 53 47 3/40/41
|
|
Fax
|
022 53 47 39
|
II- L'eau source de vie : L'eau est la substance minérale
la plus répondus a la surface du globe terrestre, elle constitue
l'hydrosphère, son volume est estimé a 1370 million de
Km3, on estime entre 1,5 million de Km3 entre le volume
d'eau douce répartie entre les fleuves, les lacs et les eaux
souterraines. Les glasses et les calottes polaires représentent 25
millions de Km3, enfin, il y a 50 000 Km3 sous forme
vapeur et nuages (Lyonnaise des eaux 2004) C'est le constituant majeur de la
matière vivante, il entre en moyenne pour 80 % dans sa composition, chez
les animaux supérieures présente entre 60 % et 70 %, l'eau
présente plus de 98 % des organismes marins tels que les méduses
et certaines algues.
III -L'eau En bouteille : La consommation d'eau en bouteille
augmente, en dépit de prix excessivement élevés par
rapport à ceux de l'eau du robinet. Pourquoi buvons-nous de l'eau en
bouteille? L'eau en bouteille , qu'est-ce que c'est?
1. Environnement social:
L'histoire de l'eau embouteillée, commence avec celle des
eaux minérales , déjà connues du
temps des Celtes et des Gaulois pour leurs vertus
thérapeutiques et transportées à travers
l'empire européen dans des amphores (vase ancien à
deux anses, haut et à col étroit). Tout au
long du XVIe jusqu'au XVIIIe siècle, les porteurs d'eau se
multiplient et approvisionnent l'élite
en lui livrant l'eau dans des jarres en terre cuite, lui
permettant ainsi de poursuivre sa cure
thermale à domicile. Pour les moins riches, le filtre
domestique au sable et gravier ou au
charbon demeure plus accessible pour bénéficier
d'une meilleure eau. Son utilisation fut très
répandue dans la seconde moité du XIXe
siècle à Paris. Parallèlement, des épidémies
dévastatrices de typhoïde et de choléra,
causées par la contamination des puits, amenèrent
plusieurs citoyens à se tourner vers l'eau minérale
embouteillée, d'autant plus que le très
respecté Pasteur avait affirmé: "Nous
buvons 90% de nos maladies."
Vers 1900, grâce aux progrès de la microbiologie, la
purification de l'eau par l'ozone mit fin à
l'utilisation des filtres de même qu'au métier de
porteur d'eau, en Europe. Les porteurs d'eau
existent toujours en Afrique. Il faudra cependant attendre la fin
de la Seconde guerre mondiale
pour que l'eau minérale se débarrasse de son image
de "remède".L'explosion de la
consommation d'eau embouteillée principalement en Europe
se fait immédiatement après la
guerre 39-45. Suite à d'intenses bombardements, les
canalisations et aqueducs furent mis à dure
épreuve, il fallait donc livrer l'eau dans des contenants.
En général, l'augmentation de la
consommation d'eau embouteillée est intimement liée
au développement rapide de la société occidentale,
à l'urbanisation, à la dégradation de l'environnement, au
progrès technique et à
l'élévation du niveau de vie (Auby, 1994)
2. Pourquoi l'eau en bouteille ? Les
besoins individuels en eau de boisson sont estimés à environ 2
litres par jour pour un adulte et un nombre croissant de personnes se tourne
vers les eaux de bouteille pour répondre à une partie ou à
l'intégralité de ces besoins individuels quotidiens. Les eaux en
bouteille sont perçues comme étant plus sûres et de
meilleure qualité .Dans les pays industrialisés, les
consommateurs cherchent à retrouver la sécurité
alimentaire perdue suite aux nombreux scandales de l'agroindustrie et dans les
pays en développement, ils cherchent à se protéger contre
les maladies hydriques. Même dans les pays bénéficiant d'un
accès à une eau de boisson sûre, les consommateurs
préfèrent parfois dépenser jusqu'à 1000 fois plus
pour boire de l'eau en bouteille. La consommation d'eau en bouteille progresse
régulièrement dans le monde depuis une trentaine d'années
(marocentreprendre.com). Au sein de l'industrie de l'alimentation et des
boissons, le secteur des eaux en bouteille est le plus dynamique: la
consommation dans le monde augmente, en moyenne, de 12% par an, en dépit
du prix excessivement élevé de l'eau en bouteille par rapport
à l'eau du robinet.
· Mémoire collective du passé
Le souvenir des épidémies du XIX siècle a
longtemps persisté, de même que celui des
épidémies de fièvre typhoïde de
Montréal en 1910, et encore récemment on pouvait lire: "Une
catastrophe comme celle de Walkerton pourrait se produire au
Québec" (1). La mémoire
collective n'a toujours pas oublié cet incident survenu en
2000, où l'eau contaminée à la bactérie
Escherchia coli avait fait 2300 infectés et 7
morts. Et celui de Fès et khribgha et leur région en
2007(Edition électronique de l'Economiste /acme_eau .org
.et le journal almassae du 09/2007)
· Dégradation de l'eau du robinet :
Le vieillissement et l'interconnexion des réseaux de
distribution altèrent l'eau d'origine. Selon
les jours, les saisons et la place, l'eau que reçoit le
consommateur a une odeur, une couleur et
un goût différents. Si le goût du chlore en
incommode plusieurs, il serait réducteur d'avancer
qu'une eau municipale présentant des qualités
organoleptiques supérieures provoquerait un
engouement pour l'eau du robinet.
· L'urbanisation :
Dans les années 70 du siècle
précèdent, le développement rapide de nouvelles villes a
exigé une prompte extension du réseau de distribution,
entraînant une baisse de la qualité de l'eau. A cause de manque de
maintenance et de contrôle régulier de ces canalisations.
· Le PET : (polyéthylène
téréphtalate), PP
(polyprophyléne), PVC (polychlorure de vinyle)
Le plastique a allégé jusqu'à 15 fois le
poids des emballages, facilitant ainsi l'achat et le transport de l'eau
embouteillée.
· Les nouvelles classes sociales :
Le boom du secteur tertiaire a entraîné un mode de
vie plus sédentaire, d'où la nécessité de
surveiller ses habitudes alimentaires. La bouteille d'eau s'est imposée
dans les bureaux et lors des repas d'affaires. La boisson des cadres "Yuppies"
fut vite adoptée par les employés comme symbole de
réussite sociale.
· Un besoin de nature : Le citadin
pressé retrouve dans l'eau embouteillée, pure et sans additifs,
sa dose de nature.
· Rester en forme :
On ne boit plus l'eau minérale et embouteille pour se
soigner, mais pour rester en forme, mince et équilibré; un
message qui rejoint particulièrement les femmes.
· Le rôle de la publicité
:
La publicité a aidé l'eau minérale à
se défaire de son discours paramédical et à se positionner
comme boisson haut de gamme en empruntant des images au sport, à la
pureté, à l'effort et à la réussite sociale.
· Le packaging
Les petites bouteilles individuelles de 500ml, sont très
appréciées pour leur côté pratique. De plus, pour
attirer le consommateur, des bouteilles au design séduisant ont vu le
jour grâce aux possibilités du PET (polyéthylène
téréphtalate)
· Environnement économique
Qu'est-ce qui pousse le consommateur à acheter un litre
d'eau embouteillée alors qu'il peut avoir mille litres d'eau courante
pour le même prix? Poser la question, c'est y répondre: même
mille fois plus élevé, le prix de l'eau embouteillée est
encore perçu comme très accessible. C'est donc dire que les
coûts de production sont minimes si l'eau peut être vendue aussi
"bon marché". Par contre, l'embouteillage de source naturelle doit se
faire dans un plus grand respect de la nature. L'épuisement des
aquifères et la pollution affecteraient directement l'entreprise, qui
doit se fixer un plafond de production annuelle... en théorie.
3. Quels sont les différents types d'eaux en
bouteille ? Cependant il y a différents types de l eau
que les industries puissent mettre en bouteille
Tableau 1 : les différents types d'eaux en
bouteille
|
Eau minérale naturelle
|
Eau souterraine protégée contre les risques de
pollution, caractérisée par un niveau constant de minéraux
et d'oligo-éléments. Cette eau ne peut pas être
traitée et aucun minéral ou élément exogène,
tels que des arômes ou additifs, ne peut lui être ajouté.
|
|
Eau de source
|
Eau provenant d'une formation souterraine et s'écoulant
naturellement à la surface de la terre. L'eau de source ne peut
être captée qu'à la source ou par l'intermédiaire
d'un sondage pratiqué dans la formation souterraine qui alimente la
source. Des eaux recueillies auprès de différentes sources
peuvent être commercialisées sous une même marque.
|
|
Eau purifiée
|
Eau souterraine ou de surface traitée pour s'adapter
à la consommation humaine. Seuls la façon dont elles est
distribuée (dans des bouteilles plutôt que par
l'intermédiaire d'un réseau d'approvisionnement) et son prix
élevé la différencient de l'eau du robinet.
|
|
Eau gazeuse
|
Eau traitée à laquelle on ajoute parfois du CO2
afin qu'elle présente la même teneur en gaz carbonique que lors du
captage à la source (à ne pas confondre avec les sodas, eaux de
Seltz ou sodas toniques).
|
|
Eau de Puits
|
Eau recueillie grâce à un trou creusé dans le
sol pour capter l'eau d'une formation aquifère.
|
L'appréciation de l'eau du robinet et de l'eau
embouteillée repose en partie sur une question de perception. La
confiance, la crainte, le goût, bref tous les comportements que
nous adoptons vis-à-vis de l'eau se rattachent à cette
faculté de l'intelligence qui permet à l'esprit de se
représenter une réalité. Il est évident que la
meilleure eau du monde, en terme de goût, est celle que nous avons bue
à partir de notre naissance jusqu'à l'âge de 10 ans. Une
eau sans goût n'existe pas, puisque les minéraux contenus dans
l'eau diffèrent d'une région à l'autre.
L'image et l'appréciation de l'eau du robinet sont
largement influencées par l'industrie de l'eau embouteillée. Dans
toute l'histoire des boissons, le phénomène de l'eau
embouteillée est celui ayant connu le taux de croissance le plus
élevé. Même dans des régions où l'eau est
propre à la consommation, la demande pour l'eau embouteillée est
en hausse.
4. Qui boit l'eau en bouteille et d'où vient-elle?
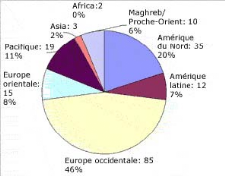
Consommation d'eau en bouteille dans le monde en 1999, en
litres par an et par personne et en %.
Source:
Bottled
Water: Understanding a social
phenomenon, étude consacrée au phénomène de
société des eaux en bouteille, commandée par le Fonds
mondial pour la nature (WWF).
5. Le marché mondial de l'eau en bouteille
(
www.earthpolicy.org/Updates/2006/Update51_data.htmè)
 Le
marché mondial des eaux en bouteille représente un volume annuel
de 89 milliards de litres, soit un montant estimé à 22 milliards
de dollars des Etats-Unis. Le
marché mondial des eaux en bouteille représente un volume annuel
de 89 milliards de litres, soit un montant estimé à 22 milliards
de dollars des Etats-Unis.
 75%
du marché mondial est contrôlé par des entrepreneurs
établis localement. 75%
du marché mondial est contrôlé par des entrepreneurs
établis localement.
Plus de la moitié (59%) de l'eau en bouteille
consommée dans le monde est de l'eau purifiée;
eaux minérales et eaux de source composent les 41%
restants.
 Alors
que l'eau en bouteille est prélevée auprès de sources
protégées (à 75% dans des formations aquifères et
des sources souterraines), l'eau du robinet provient principalement des lacs et
des cours d'eau. Alors
que l'eau en bouteille est prélevée auprès de sources
protégées (à 75% dans des formations aquifères et
des sources souterraines), l'eau du robinet provient principalement des lacs et
des cours d'eau.
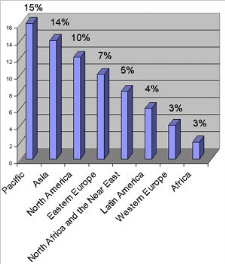
Augmentation annuelle de la consommation d'eau en bouteille, par
région.
Source:
Bottled
Water:
Understanding a social phenomenon, étude consacrée au
phénomène de société des eaux en bouteille,
commandée par le Fonds mondial pour la nature (WWF).
6. La consommation d'eau en bouteille (
www.earthpolicy.org/Updates/2006/Update51_data.htm)
 La
consommation mondiale annuelle moyenne d'eau en bouteille s'élève
à 15 litres par personne. Les habitants d'Europe occidentale, qui sont
les principaux consommateurs, absorbent près de la moitié des
eaux en bouteille du monde, soit une moyenne de 85 litres par personne et par
an. La
consommation mondiale annuelle moyenne d'eau en bouteille s'élève
à 15 litres par personne. Les habitants d'Europe occidentale, qui sont
les principaux consommateurs, absorbent près de la moitié des
eaux en bouteille du monde, soit une moyenne de 85 litres par personne et par
an.
 Les
marchés les plus prometteurs sont l'Asie et le Pacifique, où
l'augmentation annuelle a atteint 15% entre 1999 et 2001. Les
marchés les plus prometteurs sont l'Asie et le Pacifique, où
l'augmentation annuelle a atteint 15% entre 1999 et 2001.
 En
Europe, avec une moyenne de 107 litres par personne et par an, les plus grands
consommateurs d'eaux en bouteille sont les Italiens. Aux Etats-Unis, 57% des
Américains boivent régulièrement de l'eau en bouteille. En
Europe, avec une moyenne de 107 litres par personne et par an, les plus grands
consommateurs d'eaux en bouteille sont les Italiens. Aux Etats-Unis, 57% des
Américains boivent régulièrement de l'eau en bouteille.
 AU
MAROC le marché de l'eau en bouteille : le secteur des eau en bouteille
connaît une véritable expansion, avec une consommation de 4
à 5 litres par habitant et par an, Ce marché connaît
cependant une croissance annuelle de l'ordre de 6%. L'eau en bouteille est
encore perçue comme un produit cher. Elle est d'ailleurs
considérée fiscalement comme un produit de luxe, les taxes
représentant 33 à 35% du prix de vente, qui se situe aux
alentours de 5.5 dh la bouteille d'un litre et demie. AU
MAROC le marché de l'eau en bouteille : le secteur des eau en bouteille
connaît une véritable expansion, avec une consommation de 4
à 5 litres par habitant et par an, Ce marché connaît
cependant une croissance annuelle de l'ordre de 6%. L'eau en bouteille est
encore perçue comme un produit cher. Elle est d'ailleurs
considérée fiscalement comme un produit de luxe, les taxes
représentant 33 à 35% du prix de vente, qui se situe aux
alentours de 5.5 dh la bouteille d'un litre et demie.
Première partie :
Concept HACCP
L'hygiène alimentaire est l'ensemble des conditions et
mesures nécessaires pour assurer la sécurité et la
salubrité des aliments à toutes les étapes de la
chaîne alimentaire. Le CODEX alimentarius a publié depuis 1969 sa
première édition du "Code d'usages international
recommandé - Principes généraux d'hygiène
alimentaire -CAC/RCP-1". Depuis, le code a subi plusieurs révisions : en
1979, en 1985, 1997 et 2003 .L'édition du 2003 est celle qui est
actuellement en vigueur et elle est intitulée : Code d'usages
international recommandé - Principes généraux
d'hygiène alimentaire - CAC/RCP 1-1969, Rév. 4 (2003). Les
Principes généraux d'hygiène alimentaire jettent des bases
solides qui permettent de garantir l'hygiène des aliments et ils doivent
être, au besoin, utilisés en conjonction avec chaque code
spécifique d'usages en matière d'hygiène, ainsi qu'avec
les Directives régissant les critères microbiologiques. Ils
s'appliquent à la chaîne alimentaire depuis la production primaire
jusqu'à la consommation finale, en indiquant les contrôles
d'hygiène qui doivent être exercés à chaque stade.
Afin d'accroître la sécurité des aliments, il est
recommandé d'utiliser chaque fois que possible le système HACCP,
tel qu'il est décrit dans le Système d'analyse des risques -
points critiques Pour leur maîtrise (HACCP) et Directives concernant son
application. Les exigences en matière d'hygiène qui s'appliquent
aux établissements de transformation des denrées alimentaires
sont communément appelées "Programmes Préalable (PP)" ou
"Programmes Pré requis (PPR). En effet, ces programmes doivent
fonctionner dans un système de produit avant que le système HACCP
ne soit appliqué. Si ces programmes ne fonctionnent pas correctement, la
mise en place de l'HACCP sera compliquée et aura Pour résultat un
système lourd et bureaucratique. Les programmes préalables (PP)
ou encore programmes pré requis (PRP) sont généralement
regroupés dans six rubriques :
1 Des locaux
2 Transport et stockage
3 Equipements
4 Personnel
5 Assainissement et lutte contre les nuisibles
6 Procédure de rappel (Retrait)
Selon les recommandation pour les programmes préalable
(situer dans le projet de la norme ISO2200) l'organisme et libre de choisir les
critères permettant de classer les PRP en programmes d'infrastructure et
de maintenance et PRP opérationnel .
I-le système HACCP
I.1. Description du HACCP :
Le système d'Analyse des dangers, maîtrise des
points critiques (HACCP), est une méthode qui permet d'identifier les
dangers et de calculer les risques potentiels pour l'innocuité d'un
aliment dans le but d'établir des mesures pour les maîtriser. Elle
est destinée à la maîtrise de risques dans les
différents maillons de la chaîne alimentaire, depuis la production
primaire jusqu à la consommation.
Le système HACCP pour l'innocuité des aliments a
été créé à la suite d'une initiative
conjointe de l'Agence Spatiale Américaine (NASA), les laboratoires de
l'Armée des États Unis et la compagnie d'aliments Pillsbury ;
vers la fin des années 1960 et le début des années 1970,
tous les trois ont commencé à l'appliquer dans la production
d'aliments " sans défauts " destinés aux programmes spatiaux de
la NASA et par la suite, ils l'ont présenté officiellement en
1971 pour être discuté pendant la Conférence Nationale de
Protection d'Aliments aux États Unis. Après ce début,
l'acceptation du HACCP s'est accrue dans ce pays en 1973 et 1974, à
cause du risque de botulisme dans les champignons en boîte, son emploi
dans les aliments en boîte de basse acidité étant devenu
routinier, jusqu'à être conseillé dans les années
successives comme méthode d'élection pour assurer
l'innocuité des aliments ; démontrant ainsi son utilité
non seulement dans les grandes industries, mais aussi dans les moyennes et les
petites, dans les stands mobiles d'aliments sur la voie publique et même
dans les cuisines domestiques.
Le système HACCP est un instrument destiné
à évaluer les dangers et établir des systèmes de
maîtrise axés sur la prévention au lieu de faire appel
essentiellement à des procédures de contrôle a posteriori
du produit fini. Tout système HACCP est à même de subir des
adaptations et des changements, compte tenu notamment des progrès
réalisés en matière de conception de l'équipement,
des procédures de fabrication ou de l'évolution technologique.
Le système HACCP peut être utilisé tout au
long de la chaîne alimentaire, de la production au consommateur final.
Outre le renforcement de la salubrité des aliments, les avantages
comprennent une meilleure utilisation des ressources et une solution plus
opportune aux problèmes qui se posent. De plus, l'application du
système HACCP peut aider les services réglementaires dans leur
tâche d'inspection et favoriser le commerce international en
renforçant la confiance à l'égard de la salubrité
des aliments.
Pour être appliqué avec succès, le
système HACCP requiert l'engagement sans réserve et la
participation pleine et entière des gestionnaires et de l'ensemble du
personnel. L'application de ce système doit également être
entreprise dans un esprit d'équipe. L'équipe doit être
constituée de personnes ayant la compétence requise, telles que
agronomes, vétérinaires, personnel de production,
microbiologistes, spécialistes de la santé publique,
spécialistes de la technologie alimentaire, chimistes et
ingénieurs selon les besoins de l'étude particulière.
L'application du système HACCP est compatible avec la mise en oeuvre des
systèmes de gestion de la qualité, tels que ceux
mentionnés dans les normes de la série ISO 9000. l HACCP est le
système approprié pour assurer de la salubrité des
aliments à l'intérieur de ces systèmes.
I.2. AVANTAGES
Les avantages du HACCP se traduisent pour celui qui produit,
élabore, commercialise ou fait le transport des aliments dans une
réduction de réclamations, de retours, de re-processus, de rejets
; pour l'inspection officielle dans une diminution dans la fréquence des
inspections et une épargne des ressources ; et pour le consommateur dans
la possibilité de disposer d'un aliment inoffensif.
L HACCP est compatible avec de systèmes de
contrôle complet de la qualité, ce qui signifie que
l'innocuité, la qualité et la productivité vont de pair
avec les avantages d'une plus grande confiance du consommateur, un plus grand
profit pour l'industrie et des meilleures rapports entre tous ceux qui
travaillent dans le but commun d'améliorer l'innocuité et la
qualité des aliments ; tout cela implique un avantage évident
pour la santé et l'économie des pays. Ces considérations
expliquent l'importance de la méthode HACCP dans le commerce
international d'aliments. Il faut reconnaître, en outre, sa valeur
inappréciable pour la prévention des maladies transmises par les
aliments, aspect de la plus grande importance pour les pays en voie de
développement qui doivent subir le poids de ces dernières et la
limitation chaque fois plus pressante des ressources destinés au
contrôle de l'innocuité des aliments.
II-Les principes HACCP
Le système HACCP permet d'identifier le ou les dangers
spécifiques, de les évaluer et d'établir les mesures pour
les maîtriser. Le système repose sur les sept principes suivants :
Principe 1 : Procéder à une
analyse des risques en identifiant et en évaluant le ou les dangers
éventuels associés à la production alimentaire, à
tous ses stades, depuis la culture ou l'élevage jusqu'à la
consommation finale, en passant par le traitement, la transformation et la
distribution. Evaluer la probabilité d'apparition du ou des dangers et
identifier les mesures nécessaires à leur maîtrise.
Principe 2 : Déterminer les points
critiques pour la maîtrise des dangers.
Principe 3 : Etablir la (les) limite(s)
critique(s) à respecter pour s'assurer que le CCP est
maîtrisé.
Principe 4 : Etablir un système de
surveillance permettant de s'assurer de la maîtrise du CCP grâce
à des tests ou a des observations programmées.
Principe 5 : Etablir les actions correctives
à mettre en oeuvre lorsque la surveillance révèle qu'un
CCP donné n'est pas maîtrisé.
Principe 6 : Etablir des procédures
pour la vérification, incluant des tests et des procédures
complémentaires, afin de confirmer que le système HACCP
fonctionne efficacement.
Principe 7 : Etablir un système
documentaire concernant l ensemble des procédures et des enregistrements
appropriés à ces principes et à leur application.
L'application des principes du système HACCP doit
être précédée du respect des principes
généraux d'hygiène alimentaire et des codes d'usage des
produits appropriés.
Pendant l'identification, l'évaluation des dangers et
les opérations ultérieures pour la conception et la mise en
oeuvre du système HACCP, il y a lieu de prendre en compte l'impact
d'éléments tels que matières premières,
ingrédients, Bonnes Pratiques de Fabrication ainsi que le rôle
joué par des procédés de fabrication dans la
maîtrise des dangers, la destination finale vraisemblable du produit, les
populations de consommateurs à risque et les preuves
épidémiologiques relatives à la salubrité des
aliments.
L'objectif du système HACCP est de mettre l'accent sur
les actions de maîtrise à exercer au niveau des CCPs. La
reconception de l'opération doit être envisagée lorsqu'un
danger est identifié et qu'aucun CCP n'a été
établi.
L'application du système HACCP doit se faire sur chaque
procédé pris séparément. Les CCPs identifiés
pour tout exemple donné dans tout Code d'usages en matière
d'hygiène du Codex peuvent ne pas être les seuls CCPs
identifiés pour une application spécifique ou peuvent être
de nature différente.L'application du système HACCP doit
être révisée et les changements nécessaires
effectués lors de toute modification apportée au produit, au
procédé ou à toute étape de la production.
Lors de l'application du système HACCP, il importe de
faire preuve de souplesse en fonction du contexte particulier de l'application.
III-Mise en place et gestion d'une étude HACCP
III.1.Gestion d'une étude HACCP :
L'application des principes du système HACCP requiert
l'exécution des tâches suivantes, identifiées dans la
séquence logique d'activités pour l'application du système
HACCP, et programme pré requis.
III.1.1. Constituer l'équipe HACCP :
Constituer une équipe pluridisciplinaire,
possédant les connaissances spécifiques et l'expérience
appropriée du produit considéré. Si une telle
équipe expérimentée ne peut être obtenue sur place,
il convient dans ce cas de s'adresser à d'autres sources pour obtenir
des avis d'experts.
III.1.2. Décrire le produit :
Une description complète du produit, incluant les
informations relatives à sa composition et aux méthodes de sa
distribution, doit être effectuée.
III.1.3. Identifier l'utilisation prévue :
L'utilisation prévue doit être fondée sur
l'utilisation escomptée du produit par l'utilisateur final ou le
consommateur. On doit prendre en considération, dans certains cas
particuliers, les groupes vulnérables de la population (par exemple,
restauration collective au sein d'institutions).
III.1.4. Elaborer un diagramme de fabrication :
Le diagramme de fabrication doit être établi par
l'équipe HACCP. Le diagramme de fabrication doit couvrir toutes les
étapes de l'opération. Lors de l'application du système
HACCP a une opération donnée, il convient d'étudier les
étapes antérieures et postérieures à
l'opération en question.
III.1.5. Vérification sur place du diagramme de
fabrication :
L'équipe HACCP doit confirmer les opérations de
production en les comparant au diagramme de fabrication établi, pour
chacune des étapes et pendant les heures de fonctionnement et modifier
en conséquence le diagramme de fabrication le cas échéant.
III.1.6. Lister tous les dangers éventuels
associés à chacune des étapes, effectuer une analyse des
risques et lister toutes les mesures destinées à maîtriser
les dangers identifiés (Principe 1) :
L'équipe HACCP doit dresser la liste de tout danger
biologique, chimique ou physique dont l'apparition peut être logiquement
envisagée à chacune des étapes.
L'équipe HACCP doit effectuer une analyse des risques
pour déterminer les dangers qui sont de nature telle que leur
élimination ou leur réduction à des niveaux acceptables
soit essentielle au regard de la salubrité du produit alimentaire.
L'équipe doit ensuite envisager les mesures de
maîtrise susceptibles d'application à chaque danger, le cas
échéant, qu'il y a lieu de prendre.
Plusieurs mesures de maîtrise peuvent être
nécessaires pour maîtriser un danger donné et plusieurs
dangers peuvent être maîtrisés par une même mesure de
maîtrise.
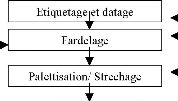
III.1.7. Déterminer les points critiques pour
la maîtrise des dangers (Principe 2) :La détermination
d'un CCP dans le cadre du système HACCP et PRP peut être
facilitée par l'application d'un "arbre de décision" qui
présente une approche de raisonnement logique. L'arbre de
décision doit être appliqué avec souplesse. Il peut servir
de guide pour déterminer les CCP et/ou LES PRP. Une formation aux
tâches d'application des arbres de décision est
recommandée.
Si un danger a été identifié à une
étape où la maîtrise est nécessaire pour assurer la
salubrité et s'il n'existe aucune mesure de maîtrise à
cette étape, ou à toute autre étape, le produit ou le
procédé doivent donc être modifiés à cette
étape, ou à tout autre stade antérieur ou
ultérieur, en vue de l'inclusion d'une mesure de maîtrise.
III.1.8. Etablir les limites critiques pour chaque CCP
(Principe 3) :
Les limites critiques doivent être
précisées pour chaque point critique pour la maîtrise des
dangers. L'identification de ces points critique nécessite la
création d'un arbre décisionnel .Dans certains cas, plusieurs
limites critiques seront établies à une étape
déterminée. Parmi les critères fréquemment
utilisés, on note les mesures de température, de temps,
d'humidité, de pH, de taux de chlore disponible et des paramètres
sensoriels tels que l'aspect visuel et la texture.
III.1.9. Etablir un système de surveillance
pour chaque CCP (Principe 4) :
La surveillance correspond à la mesure ou à
l'observation programmée d'un CCP par référence à
ses limites critiques. Les procédures de surveillance doivent être
telles qu'elles permettent de déceler toute perte de maîtrise des
CCPs. Par surcroît, la surveillance doit, idéalement, fournir une
information en temps utile pour faire des ajustements et s'assurer de la
maîtrise du processus pour éviter de dépasser les limites
critiques. Les résultats des opérations de surveillance doivent
être interprétés par une personne désignée
possédant les connaissances et l'autorité nécessaires pour
prendre des actions correctives le cas échéant. Si la
surveillance n'est pas continue, le nombre et la fréquence des
opérations de surveillance doivent être suffisants pour garantir
la maîtrise du CCP. La plupart des procédures de surveillance des
CCPs doivent être réalisées rapidement dans la mesure
où elles correspondent à des contrôles en direct pour
lesquels on ne dispose pas du temps nécessaire à de longs essais
analytiques. Des mesures physiques ou chimiques sont souvent
préférées aux analyses microbiologiques à cause de
la rapidité avec laquelle on peut les prendre et aussi parce qu'elles
peuvent souvent attester de la maîtrise des caractéristiques
microbiologiques du produit. Tous les enregistrements et les documents
associés à la surveillance des CCPs doivent être
signés par la ou les personnes réalisant les opérations de
surveillance et par la ou les personnes de l'entreprise chargée(s)
d'interpréter les résultats.
III.1.10. Etablir les actions correctives (Principe 5) :
Dans le contexte du système HACCP, des actions
correctives spécifiques doivent être prévues pour chaque
CCP de façon à pouvoir réagir aux écarts lorsqu'ils
surviennent. Les actions entreprises doivent permettre de vérifier que
le CCP a été à nouveau maîtrisé. Elles
doivent également prévoir la destination à donner au
produit affecté. Les écarts et les procédures
prévoyant la destination à donner aux produits doivent être
documentés dans les dossiers HACCP.
III.1.11. Etablir des Procédures de
Vérification (Principe 6) :
Il s'agit d Etablir des procédures pour s'assurer que
le système HACCP fonctionne correctement. Des méthodes de suivi
et de vérification des procédures et des tests, y compris
l'échantillonnage au hasard et l'analyse, peuvent être
utilisées pour vérifier que le système HACCP fonctionne
correctement. La fréquence des vérifications doit être
suffisante pour valider le système HACCP. Les activités de
vérification comprennent par exemple :
- L'examen du système HACCP et de ses documents ;
- l'examen des écarts et la destination donnée aux
produits;
- la confirmation que les CCPs sont bien maîtrisés
;
- la revalidation des limites critiques établies.
III.1.12. Etablir un système d'enregistrement
et de documentation (Principe 7) :
Un enregistrement efficace et précis est essentiel pour
l'application du système HACCP. Les procédures HACCP se
référant à chacune des étapes doivent être
documentées et ces documents doivent être réunis dans un
manuel. Les enregistrements concernent par exemple : la sécurité
des produits ; la transformation ; le conditionnement ; l'entreposage et la
distribution ; les dossiers relatifs aux écarts ; les modifications
apportées au système HACCP.
III.2. Formation : La formation du personnel des
industries, des pouvoirs publics et des universités aux principes du
système HACCP et à ses applications ainsi qu'une meilleure
information des consommateurs sont des éléments essentiels pour
la mise en oeuvre effective du système HACCP. La coopération
entre les producteurs primaires, l'industrie, la distribution, les
organisations de consommateurs et les autorités responsables revêt
une importance capitale. Toutes les facilités doivent être
données pour une formation conjointe du personnel de l'industrie et des
autorités chargées du contrôle afin d'encourager et
d'entretenir un dialogue
permanent et de créer un climat de compréhension
pour la mise en oeuvre pratique du système HACCP.
Deuxième partie :
Dangers BCP et leurs maîtrises
I-Types des dangers :
1-Dangers microbiologiques :
Un danger microbiologique existe quand il y a présence de
micro-organismes ont lieu qui sont soit indicateurs (pas de risque direct
à santé), ils indiquent la présence d'un danger potentiel
de dégradation (effet sur la qualité du produit alimentaire),
soit toxiques qui constituent un dangers réel. Les micro-organismes
présentant des dangers pour la santé ont été
divisés en 4 groupes :
Sévère : dangers pour la santé.
Modéré : dangers directs avec une étendue potentielle
extensive. Modéré : dangers directs avec une étendue
limitée. Basse : dangers directs.
2-Dangers chimiques:
Ils proviennent de l'usage de divers produits chimiques en
plusieurs points sur la chaîne de production alimentaire.
Tableau 2:divers produits chimiques utilise au cour
de la chaîne de production
|
Motif de l'utilisation
|
Types de produits chimiques
|
|
Culture
|
Pesticides, herbicides, défoliants
|
|
Elevage de bétail
|
Hormones de croissance, antibiotiques
|
|
Production
|
Additifs alimentaires, agents de transformation
|
|
Entretien industriel
|
Lubrifiants, peintures
|
|
Hygiène industrielle
|
Produit de nettoyage, agent désinfectant, pesticide
|
Les produits chimiques nocifs sont classés suivant
deux principales catégories :
Substances interdites (sels de cobaltous, dulcine...).
Substances toxiques et délétères dont la
présence est inévitable (Pb,Cd...).
3-Dangers physiques:
Les dangers physiques créent généralement
des risques pour un seul individu ou un petit nombre d'individus. Un danger
physique est tout objet étranger ou matière superflue ne se
trouvant pas normalement dans la nourriture (ex : métal, verre...).
II- Maladies d'origine alimentaire :
1-Intoxication :
Causée par les toxines par les micro-organismes et par
la réaction du corps à ces toxines.
2-Infection :
Causée par de micro-organismes pathogènes
pénétrant et colonisant le corps et par la réaction de ce
dernier à ses organismes.
3-Toxi-infection :(en langage courant, une
intoxication alimentaire)
Est une maladie, souvent
infectieuse et accidentelle, contractée suite à l'ingestion de
nourriture
ou de
boisson contaminées par des agents pathogènes qu'il s'agisse de
bactéries, virus, parasites
ou de prions.
Pour les maladies d'origine alimentaires provoquées par l'ingestion de
produits non-
comestibles
ou toxique (intoxications
médicamenteuses, métaux lourds, empoisonnement, champignons
vénéneux, des produits chimiques), on parle seulement
d'intoxication alimentaire.
III- Contrôles et prévention des maladies
alimentaires :
1- Contrôles :
Ils consistent à prendre en considération les
paramètres suivants :
critères microbiologiques pour les matières
premières et les ingrédients.
Facteurs de conservation de l'aliment (pH, T°...).
Application de temps/température (stockage,
congélation...)
Pratique de manipulation des aliments.
Hygiène des employés.
Indication d'utilisation au consommateur
Entreposage, pratiques de distribution.
2- Prévention :
La prévention exige un certain nombre d'instructions
qui sont les suivantes :
adhérer aux réglementations des bonnes pratiques
de production.
Détruire les agents de maladies d'origine alimentaire.
Eviter le développement de ces agents.
Stocker à des températures adéquates.
Bien cuire les aliments.
Suivre une bonne hygiène personnelle.
Eviter les causses de contamination secondaire
Troisième partie :
Application pilote de la méthode HACCP
au système de production de l'eau de table MAZINE à
SODALMU « Application de cette démarche à SODALMU
Introduction :
La méthode HACCP est une structure, un cadre qui permet de
recenser de façon systématique et rigoureuse les risques -
associés à des paramètres ayant un impact sur la
santé du consommateur
- puis de les hiérarchiser. Cette étude est
réalisée, en identifiant de façon précise le
produit consommé : eau de table MAZINE élaborée à
partir d'une eau brute.
1. L'équipe de HACCP :
Avant de procéder à l'élaboration du manuel
HACCP, il est important de former les membres de l'équipe HACCP aux
bonnes pratiques de fabrication et l'application du système HACCP.
L'équipe HACCP est constituée des membres suivants :
* le responsable qualité.
* le responsable de production
* Un responsable de laboratoire.
* chefs d'équipes.
* Le responsable de la maintenance.
* Le responsable du magasin. Chacun des membres de
l'équipe HACCP est responsable de l'exécution de ou des
éléments relevant de ses compétences sous la supervision
du manager qualité et du directeur technique. Quotidiennement, le
manager qualité valide toutes les actions qu'il juge nécessaire
d'entreprendre pour la mise en oeuvre du programme en privilégiant
toujours les actions qui sauvegardent la qualité et la salubrité
du produit. Au besoin, le conseiller technique est consulté pour
apporter un avis scientifique et technique concernant les divers aspects de
l'application du programme HACCP. La communication entre les différents
membres de l'équipe est conçue de façon à permettre
une rapidité et une complémentarité des interventions .Le
ou les membres qui devront être informés du résultat
d'analyses ou des contrôles sont identifiés sur les documents et
consultés rapidement pour prendre les mesures qui s'imposent.
2. Description de l'eau MAZINE:
L'eau MAZINE est un liquide inodore et sans goût. Elle
a une teinte bleue (bleuâtre), qui peut être perçue
uniquement lorsqu'elle forme une couche épaisse. Les paramètres
organoleptiques, physicochimique, et bactériologiques.
Tableau 3, exigences spécifique des contrats
avec les collectivités.
|
Paramètres
|
Valeur maximale admissible
|
|
1) facteurs organoleptiques
|
|
|
Odeur à 25°C
|
3
|
|
saveur à 25°C
|
3
|
|
Turbidité (NTU)
|
550
|
|
2) facteurs physico-chimiques
|
|
|
pH
|
6-7
|
|
Conductivité en uS/cm
|
400-550
|
|
Minéralisation
|
15%
|
|
Dureté total en °F
|
4-6
|
|
Mg en mg/l
|
9.72
|
|
Potassium en mg/l
|
1
|
|
CHLORURE en mg/l
|
88.75
|
|
Sulfates en mg/l
|
20.55
|
|
Calcium en mg/l
|
11.22
|
|
Nitrates en mg/l
|
3.42
|
|
Bicarbonates en mg/l
|
42.70
|
|
4) facteurs bactériologiques
|
|
|
Coliformes totaux/100ml
|
0
|
|
Coliforme fécaux/100ml
|
0
|
|
Germes totaux à22°C/100ml
|
20
|
|
Germes totaux à 37°C/100ml
|
100
|
|
Pseudomonas
|
0
|
3. Utilisation de l'eau de table MAZINE :
L'eau de table MAZINE est destinée à la
restauration et à la consommation. Ainsi une utilisation anormale
comme la consommation d'eau chaude et consommation de congélation des
glaçons. Et pour l'utilisation particulière par des clients
sensibles surtout les malades et pour les bébés.
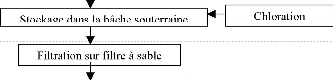
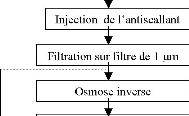
3. Diagramme de production de l'eau potable :
Le diagramme de la figure 1 montre les différentes
étapes par les quelles passe la production de MAZINE :
Bâche d'eau Eau de ville
Déchloration par méta bisulfite

Re minéralisation de l'eau
Osmose inverse
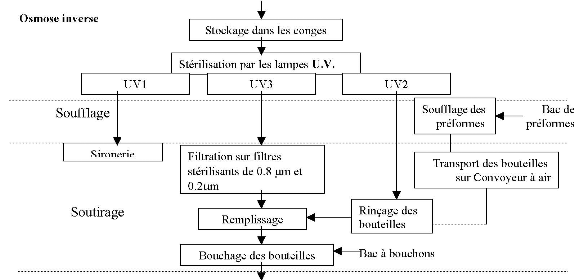
Chauffage
Etiquettes + colle Films rétractables
Films étirables
23
Stockage
Figure 1 : Diagramme de fabrication
5. Confirmation du Diagramme de production sur site :
Le responsable qualité et les membres de
l'équipe HACCP doivent vérifier sur site le diagramme de
production pour le vérifier.
6. Identifier les dangers et mesures
préventives :
· Objectif: identifier de
manière exhaustive et hiérarchiser.
1 Les dangers.
2 Les causes de dangers.
3 Estimation de taux de risques.
4 liste des mesures préventives.
· Estimation du taux de risques:
Pour l'estimation du taux de risque on se
réfère à quatre critères : fréquence,
gravité,
détection et criticité, on classe les risques
selon des niveaux, tel que le montre le tableau 3
Tableau 3 : montrent comment classé les
risques selon des niveaux
|
Critère
|
Niveau
|
Signification
|
|
1
|
Très rare
|
|
2
|
Rare
|
|
Fréquence (F)
|
3
|
Fréquente
|
|
4
|
Très fréquente
|
|
1
|
Dangers détectables
|
|
2
|
Dangers difficiles à détecter
|
|
Détection (D)
|
3
|
Dangers très difficiles à détecter
|
|
4
|
Dangers n'est pas apparent
|
|
1
|
Mineure : le client ne s'en aperçoit pas de
conséquence sur la production
|
|
2
|
Significative : mécontentement du client et changement de
ses comportement. léger bouleversement sur la production.
|
|
Gravité (G)
|
3
|
Grave : grand mécontentement du client.
Désorganisation élevée de la production
|
|
4
|
Catastrophique : implique des problèmes de
sécurité sanitaire des consommateurs ou un arrêt de la
production
|
Sur la base de la valeur attribuée, on calcule la
criticité (C) de chaque danger suivant la formule suivante :
C = F *G *D
On définit alors un danger comme : Mineur
: ont un indice de criticité de 1à 6 24
Majeur : ont un indice de criticité de 7
à 15 Critique : Ceux qui ont un indice de
criticité de 16 à 64
· Liste des mesures préventives :
Les mesures de maîtrise et préventives appropriées
ont été identifiées suite à l'identification de la
cause de chaque danger. Celle-ci varie selon le niveau d'apparition du danger
sur le diagramme de fabrication. Elle peut être une contamination, la
production ou la persistance d'une substance toxique ou d'autres produits
indésirables du métabolisme microbien, En effet, les mesures
préventives qu'il faut appliquer est:
la protection des sources d'eau (Alimentation secours,
Capacité d'arrêt, Bases de données...) vise à garder
l'eau brute aussi propre que possible, ce qui limite le risque des contaminants
qui échappent au traitement.
La procédure de traitement : filtres a sable, osmose
inverse, les filtres, UV.
A ce niveau nous avons établie une liste exhaustive des
dangers /risques et les criticité en utilisant des outils qualité
tels que le diagramme de cause a effet (diagramme d'ISHIKAWA) ,dont le
résultat est illustré dans les tableaux qui suivent .
· Tableaux récapitulatifs :
Tableau 4 : Analyse des dangers et estimation du taux
de risque de l'étape du captage de l'eau
|
Etape 1
|
Dangers
|
Causes de dangers
|
Estimation du Taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
La réception de la matière
première
|
L'eau brute
|
Dangers microbiologiques ? Contamination microbienne
|
Contaminationd'origine (ONEP) Contamination des conduites
Hygiène du personnel.
|
1
|
4
|
3
|
12
|
Fiche d'analyse fournie par le fournisseur. Contrôle
microbiologique LB/Fr-05-01-21 Fournisseur agrée
|
|
Dangers physiques ? Présence de corps étrangers
|
Particules dues à la corrosion des conduites.
|
1
|
3
|
2
|
6
|
Contrôle visuel. Contrôle de la turbidité
LB/Fr-05-01-20 Stockage pour quelque min (sédimentation
des particules) Fournisseur agréé.Formation du personnel sur les
bonnes méthodes de travail.
|
|
Dangers chimiques ? Contamination chimique par des produits de
désinfection ou de Nettoyage
|
Mauvaise méthode de nettoyage. Mauvaise méthode de
travail.
|
1
|
4
|
3
|
12
|
Formation sur les bonnes pratiques de nettoyage et du travail.
Contrôle physicochimique à la réception .pH
.TH.CONDICTIVITE .TA.TAC .GOUT.ODEUR.APPA RENCE suivant LB/Fr-05-01-20
|
SODALMU /SUP'AGRO Rapport de projet fin d'étude
Tableau 5 : Analyse des dangers et estimation du taux de risque de la
réception du préforme SODALMU /SUP'AGRO Rapport de projet
fin d'étude Tableau 5 : Analyse des dangers et estimation du taux de
risque de la réception des bouchons
|
Etape 1
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
La réception de la matière
première
|
Préforme
|
Dangers microbiologiques ? Contamination microbienne
|
Préforme contaminé. Mauvaise manipulation au cours
du déchargement. Emballage de préforme contaminé.
|
1
|
4
|
4
|
16
|
Fiche d'analyse fournie par le fournisseur. Fournisseur
agréé et certifié. Audit de fournisseur pour
vérifier qu'il respecte les bonnes pratiques d'hygiène.
Formation du personnel aux bonnes pratiques de travail. Fournisseur
certifié et respectant le cahier de charges.
|
|
Dangers physiques ? Présence de corps
étrangers
|
Préforme contaminé : Granules de PET
collés sur préforme Mauvaise méthode de travail:
renversement de box de préforme sur le sol au cours du
déchargement
|
3
|
2
|
1
|
6
|
Contrôle à la réception de Préforme
suivant LB/MO-05-01-13 et suivi d'un autocontrôle par
l'opérateur de SIDEL lors de l'utilisation. Formation du personnel sur
les bonnes méthodes de travail.
|
|
Dangers chimiques ? Lubrifiant ? Contamination chimique par des
produits de désinfection ou de nettoyage
|
Préforme contaminé. Endommagement de l'emballage
au cours du déchargement et contamination des préformes par le
lubrifiant du clark. Nettoyage et désinfection au cours du
déchargement
|
1
|
3
|
1
|
3
|
Fournisseur certifié et respectant le cahier de charges.
Fiche d'analyse fournie par le fournisseur. Formation du personnel aux bonnes
pratiques de travail. Pas de désinfection ou de nettoyage au cours de
déchargement
|
|
Etape 1
|
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
La réception de la matière
première
|
Bouchon
|
|
Dangers microbiologiques : ? Contamination microbienne
|
Bouchon contaminé. Emballage contaminé. Mauvaise
méthode de travail au cours du déchargement des box de bouchons.
|
1
|
4
|
4
|
16
|
Fiche d'analyse fournie par le fournisseur. Fournisseur
agrée et certifié Audit de fournisseur pour vérifier qu'il
respecte les bonnes pratique d'hygiène RH/Pr-03-01.
Formation du personnel aux bonnes pratiques de travail.
|
|
Dangers physiques : ? Présence de corps
étrangers
|
Bouchon contaminé: Contenant de la poussière.
Mauvaise méthode de travail: renversement de box de bouchons sur le sol
au cours du déchargement.
|
1
|
3
|
4
|
12
|
Contrôle à la réception des bouchons suivant
LB/MO-05-01-14 suivi d'un autocontrôle par
l'opérateur de LA SOUTIREUSE lors d l'utilisation. Fournisseur
agréé et certifié Formation du personnel sur les bonnes
méthodes de travail.
|
|
Dangers chimiques: ? Lubrifiant ? Contamination chimique par
des produits de désinfection ou de nettoyage
|
Bouchon constitué de PP de mauvaise qualité qui
peut favoriser une migration des molécules de PP vers le produit.
Endommagement de l'emballage au cours de déchargement et contamination
des bouchons par le lubrifiant du clark. Nettoyage et désinfection au
cours du déchargement
|
1
|
4
|
3
|
12
|
Fournisseur certifié et respectant le cahier des charges.
Fiche d'analyse fournie par le fournisseur. Formation du personnel aux bonnes
pratiques de travail. Pas de désinfection ou de nettoyage au cours du
déchargement.
|
Tableau 6 : Analyse des dangers et estimation du
taux de risque de la réception DU METABISULFITE /L'ANTISCALANT /L'ENCRE
|
Etape 1
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
La réception de la matière
première
|
metabisulfi te antiscalant L'encre
|
Danger chimique:
|
Pureté du métabisulfIte. Mauvaise méthode
de travail: dépôt des sacs sur des palettes salies par des
produits de nettoyage ou désinfection
|
1
|
4
|
2
|
8
|
Fiche d'analyse fournie par le fournisseur. Fournisseur
agrée et certifié. Marquage des palettes des méta
bisulfite et leur séparation des autres palettes. Formation du personnel
aux bonnes pratiques de travail.
|
|
Danger chimique
|
Sa concentration .
|
1
|
3
|
3
|
9
|
Fournisseur agrée et certifié. Fiche d'analyse
fournie par le fournisseur. Formation des personnels aux bonnes pratiques de
travail.
|
|
Danger chimique
|
Encre non alimentaire. Mauvaise qualité de l'encre.
|
3
|
1
|
1
|
3
|
Fournisseur certifié. Encre de qualité alimentaire.
Contrôle visuel.
|
SODALMU /SUP'AGRO Rapport de projet fin d'étude
Tableau 7 : Analyse des dangers et estimation du taux de risque du stockage
de l'eau brute
|
Etape 2
|
Dangers
|
Causes de dangers
|
Estimation de aux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
Stockage de la matière
première
|
L'eau brute
|
Dangers microbiologiques ? Contamination microbienne
|
La Bâche d'eau est sale. Mauvaise méthode de
travail: ? Non respect des bonnes pratiques d'hygiène Mauvais nettoyage
de la Bâche ; présence d'eaux stagnantes Présence du bio
film dans les conduites ou dans la bâche de stockage. Mauvaise
étanchéité des fenêtres qui permet l'entrée
des nuisibles
|
1
|
4
|
4
|
16
|
Nettoyage et séchage de la bâche Formation du
personnel sur les bonnes méthodes de travail: Formation du personnel sur
les bonnes pratiques d'hygiène. Assurer un bon nettoyage. Contrôle
de l'efficacité de la dératisation MN/Pr-04-07
S'assurer de l'étanchéité des portes. Analyse
microbiologique suivant LB/MO-05-01-31. Nettoyage et
désinfection des conduites et de la bâche.
|
|
Dangers physiques ? Présence de corps
étrangers
|
Bâche non fermée hermétiquement.
Présence, des matières étrangères dans le contour
de la bâche. Mauvaise dératisation du milieu; présence des
nuisibles
|
2
|
2
|
1
|
4
|
Mettre une protection ou bien une couverture sur les bouchures de
la bâche. Nettoyage de la Bâche et élimination des
matières étrangères. Dératisation et
désinfection suivant MN/Pr-04-07
|
|
Dangers chimiques ? Contamination chimique par des produits de
désinfection ou de nettoyage
|
Mauvaise méthode de nettoyage: Nettoyage et
désinfection sans fermeture de la bâche. Surdosage du chlore.
|
1
|
4
|
2
|
8
|
Formation sur les bonnes pratiques de nettoyage et
désinfection. Contrôle physico-chimique de l'eau brute (pH ;
chlore ; turbidité) LB/Fr-05-01-20. Formation du
personnel aux bonnes pratiques d'hygiène. Contrôle de
l'efficacité de la dératisation suivant MN/Fr-04-07-02
|
Tableau 8 : Analyse des dangers et estimation du
taux de risque du stockage du Préforme et bouchons
|
Etape 2
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
Stockage de la matière
première
|
Préforme
|
Dangers microbiologiques ? Contamination microbienne
|
Mauvaise manipulation: non fermeture de l'emballage
après utilisation. non respect des bonnes pratiques d'hygiène.
Magasin de stockage: contamination par les matières fécales des
nuisibles
|
1
|
4
|
4
|
16
|
Formation du personnel aux bonnes pratiques de travail. ?
Fermeture de l'emballage après utilisation Formation du personnel aux
bonnes pratiques d'hygiène. Les portes doivent être fermées
pour éviter toutes formes de nuisible. Respecter le planning de
dératisation .et désinfection.
|
|
Dangers physiques ? Présence de corps Etrangers
|
Magasin de stockage: présence de poussière et des
nuisibles Mauvaise méthode de travail: renversement de box de
préforme sur le sol au cours de l'utilisation
|
2
|
3
|
2
|
12
|
Dératisation ; les fenêtres, et les portes doivent
être fermées pour éviter toutes les formes de nuisibles
Formation du personnel aux bonnes pratiques d'hygiène. Formation du
personnel sur les bonnes méthodes de travail.
|
|
Dangers chimiques ? Contamination chimique par des produits de
désinfection ou de nettoyage
|
Contamination croisée par des produits de nettoyage et
désinfection due à une mauvaise séparation entre les
produits
|
2
|
4
|
2
|
16
|
Séparer les box de préformes des produits chimiques
Identifier la zone de stockage des préformes de la zone de stockage des
produits chimiques et des autres produits stockés.
|
|
Etape2
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
|
F
|
G
|
D
|
C
|
|
Stockage de la matière
première
|
Bouchon
|
Dangers microbiologiques ? Contamination microbienne
|
Mauvaise manipulation: non fermeture de l'emballage
après utilisation. non respect des bonnes pratiques d'hygiène
Magasin de stockage: contamination par les matières fécales des
nuisibles
|
1
|
4
|
4
|
16
|
Formation des personnels aux bonnes pratiques de travail. ?
Fermeture de l'emballage après utilisation Formation du personnel aux
bonnes pratiques d'hygiène. les portes doivent être fermées
pour éviter toutes les formes de nuisibles. Respect du planning de
dératisation et désinfection.
|
|
Dangers physiques ? Présence de corps
étrangers
|
Magasin de stockage: présence de poussière et des
nuisibles Présence sur les lieux de travail des affaires personnels
Mauvaise méthode de travail: renversement de box de préforme sur
le sol au cours d'utilisation
|
2
|
3
|
1
|
6
|
Les portes doivent être fermées pour
éviter toutes les formes de nuisibles Formation du personnel aux bonnes
pratiques d'hygiène. Formation du personnels sur les bonnes
méthodes de travail.
|
|
Dangers chimiques ? Contamination chimique par des produits de
désinfection ou de nettoyage
|
Contamination croisée par des produits de nettoyage et
désinfection due à une mauvaise séparation entre les
produits
|
2
|
3
|
2
|
12
|
Séparer les box de préformes des produits
chimiques Identifier la zone de stockage des bouchons de la zone de stockage
des produits chimiques
|
Tableau 9 : Analyse des dangers et estimation du taux
de risque au cour de la chloration de l'eau de la bâche
|
Etape 3
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
Traitement de l'eau
|
Chloration de l'eau De la bâche
|
Dangers microbiologiques ? Contamination microbienne
|
Présence des nuisibles. non respect des bonnes pratiques
d'hygiène de la par main d'oeuvre (bonnet, masque...). Formation de bio
film.
|
1
|
3
|
3
|
9
|
Respect de bonnes pratiques d'hygiène et de fabrication
Respect de la procédure de nettoyage de la bâche. Fermeture de la
bâche et le bon entretien du local. Contrôle physico-chimique
.LB/Fr-05-01-20. Maintenance et entretien de la pompe doseuse
de chlore.
|
|
Dangers physiques : ? Présence de corps
étrangers
|
Matériels de maintenance. Présence des
matières étrangères.
|
2
|
2
|
1
|
4
|
Fermeture de la porte de la bâche. Formation sur les bonnes
pratique de maintenance. Arrangement des matériaux.
|
|
Dangers chimiques: ?Contamination chimique par des produits de
désinfection ou de nettoyage ?Surdosage du chlore
|
Nettoyage du local son fermeture du couvercle de la
bâche. Déréglage de la pompe doseuse
|
1
|
4
|
1
|
4
|
Formation sur les bonnes pratique de nettoyage. Fermeture de
l'ouverture de la bâche. Analyse physico-chimique de l'eau
LB/MO-05-01-22/26
|
Tableau10 : Analyse des dangers et estimation du
taux de risque dans les filtres à sables Tableau 11 :
Analyse des dangers et estimation du taux de risque du stockage de
Métabisulfite et l'antiscalant
|
Etape 3
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
Traitement de l'eau
|
Filtration (Filtre à sable)
|
Dangers microbiologiques ? Dévélopment
microbienne
|
Eau stagnant dans les filtres à sable. Colmatage des
filtres
|
1
|
4
|
3
|
12
|
Vidange des filtres à chaque arrêt. Nettoyage a
contre courant avant chaque démarrage. Contrôle physico -chimique
LB/fr-05-01-20 Contrôle microbiologique
LB/fr-05-01-21
|
|
Dangers physiques : ? Présence de corps
étrangers
|
Désintégration des parois des filtres.
Désintégration des grains de sable
|
2
|
4
|
1
|
8
|
Respect de la durée de vie et de la fréquence de
changement des filtres à sable. Contrôle visuel .et
physico-chimique de l'eau à la sortie du filtre a sable.
LB/fr-05-01-20
|
|
Etape 3
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
Traitement de l'eau
|
Injection de métabisulf ite Injection De L'antiscal ant
|
Danger chimique ? Surdosage du métabisulfite
|
Déréglage de la pompe doseuse. Non respect de la
préparation du produit et non respect de sa concentration.
|
1
|
3
|
3
|
9
|
Respect de la procédure de préparation du
méta bisulfite. Maintenance et entretien de la pompe doseuse. Analyse
physico-chimique de l'eau LB/MO-05-01-22/26.
|
|
Dangers chimiques: ?Surdosage du l'antiscalant.
|
Déréglage de la pompe doseuse Le non respect de la
préparation du produit et non respect de sa concentration.
|
1
|
4
|
1
|
4
|
Respect de la procédure de préparation
l'antiscalant. Maintenance et entretien de la pompe doseuse. Analyse
physico-chimique de l'eau LB/MO-05-01-22/26
|
SODALMU /SUP'AGRO Rapport de projet fin d'étude
Tableau 12 : Analyse des dangers et estimation du taux de risque au cour du
filtration sur la filtre de 1um
|
Etape 3
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
Traitement de l'eau
|
Filtration Sur Un filtre De 1um
|
Dangers microbiologiques ? Contamination microbienne
|
Colmatage des filtres. Mauvaise méthode de travail.
|
1
|
4
|
4
|
8
|
Respect de la durée de vie des filtres. (fiche technique)
Changer les filtres quand la ?p>1 Formation du personnel aux bonnes
pratiques de travail.
|
Tableau 12 : Analyse des dangers et estimation du
taux de risque du stockage de l'eau brute
Traitement de l'eau
Etape 3
Eau d'osmose inverse
|
|
Estimation de
|
|
|
Dangers
|
Causes de dangers
|
taux de risque
|
Mesures préventives
|
|
|
F G D C
|
|
|
Dangers chimiques:
|
Excès de produit d'osmoseur Mauvais rinçage
|
|
Respect des doses de traitement des osmoseurs Contrôle
chimique de l'eau
|
|
Mauvaise filtration
|
3 3 1 9
|
Traitement des membranes des osmoseurs
|
|
? Contamination
|
|
|
|
|
chimique par des produits de
|
|
|
|
|
désinfection ou de nettoyage
|
|
|
|
|
Dangers microbiologiques :
|
à l'arrêt, la présence de l'eau stagnante et
des sels minéraux
|
2 4 4 32
|
Suivre la procédure de l'arrêt d'osmoseurs.
Utilisation d'un Antimicrobien pendant l'arrêt.
|
|
provoque le développement des
|
|
Respect de la fréquence du nettoyage chimique
|
|
? developpement
|
bactéries.
|
|
d'osmoseurs. Contrôle microbiologique. olfactif et
odoriférant.
|
|
microbienne
|
|
|
|
SODALMU /SUP'AGRO Rapport de projet fin d'étude
Tableau 13 : Analyse des dangers et estimation du taux de risque du cour de
remineralisation SODALMU /SUP'AGRO Rapport de projet fin d'étude
Tableau 14 : Analyse des dangers et estimation du taux de risque du stockage
de l'eau traite dans les conges SODALMU /SUP'AGRO Rapport de projet fin
d'étude Tableau 15 : Analyse des dangers et estimation du taux de
risque au niveau de l'UV
|
Etape 3
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
Traitement de l'eau
|
reminera lisation
|
Dangers microbiologiques ? Contamination microbienne
|
L'eau stagnant dans les conduites Méthode de travail: Non
respect des bonnes pratiques de fabrication
|
1
|
4
|
4
|
16
|
Formation sur les bonnes pratiques d'hygiène et de
fabrication Respect des bonnes pratiques de fabrication
|
|
Dangers chimiques: ? Surdosage de méthabisulfite et de
l'antiscatant
|
Respect du réglage des pompes doseuses
|
2
|
4
|
1
|
8
|
Contrôle visuelle des pompes. Contrôle
physico-chimique d'eau.
|
|
Etape 3
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
Traitement de l'eau
|
stockage dans les conges
|
Dangers microbiologiques ? Développment Microbien
|
Stagnation de l'eau. Mauvaise désinfection des conges. .
|
2
|
4
|
1
|
8
|
Vidange des conges à la fin de la production. Respect de
la procédure et de la durée de nettoyage des conges. Fermeture de
la bâche le bon entretien du local. Contrôle microbiologique
LB/Fr-05-01-27.
|
|
Dangers physiques : ? Présence de corps
étrangers
|
Matériels de maintenance. Corrosion de la partie interne.
|
2
|
2
|
1
|
4
|
Contrôle visuel et physico-chimique de l'eau des conges.
LB/Fr-05-01-01. Formation sur les bonnes pratiques de
maintenance.
|
|
Dangers chimiques: ?Contamination chimique par des produits de
désinfection ou de nettoyage
|
Persistance du produit de nettoyage et de désinfection
|
1
|
3
|
1
|
3
|
Formation sur les bonnes pratique de nettoyage. Analyse
physico-chimique de l'eau LB/MO-05-01-22/26
|
|
Etape 3
|
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
Traitement de l'eau
|
Eau de l'UV
|
|
Dangers microbiologiques ? Résistance
bactérienne
|
Dysfonctionnement des lampes UV Surcharge de l'eau osmose avec
les bactéries Turbidité très élevée de l'eau
osmosée
|
2
|
4
|
4
|
32
|
Contrôler périodiquement l'efficacité des
lampes UV et assurer la traçabilité du contrôle
QL/Fr-01-03-02 Contrôler la turbidité de l'eau
osmosée Respecter la durée de vie des lampes UV.
|
Tableau 16 : Analyse des dangers et estimation du taux
de risque au niveau des filtres 0.8u et 0.2u
|
Etape 3
|
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
Traitement de l'eau
|
Filtratio n Sur les filtres 0.8u et 0.2u
|
|
Dangers microbiologiques ? Développeme nt microbien
|
Colmatage des filtres
|
2
|
4
|
2
|
16
|
Contrôle de la ? p >1 (entre l'entrée et la
sortie des filtres) Respect de la durée de vie des filtres Vidange en
cas d'arrêt Respect de la procédure et de la durée de la
sanitation Stérilisation à l'eau chaude 85°C pendant 20 min
|
SODALMU /SUP'AGRO Rapport de projet fin d'étude
Tableau 17 : Analyse des dangers et estimation du taux de risque au niveau
de la trémie de la souffleuse
|
Etape 4
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
La souffleuse
|
La trémie
|
Dangers microbiologiques ? Contamination microbienne
|
Préforme contaminée à cause d'un mauvais
stockage Contamination des préformes par la main d'oeuvre Trémie
contaminée à cause d'une mauvaise désinfection
|
2
|
4
|
4
|
32
|
Respect des bonnes pratiques de stockage Fermeture des sacs
après utilisation Formation du personnel aux bonnes pratiques
d'hygiène Désinfection du milieu MN/Pr-04-07
|
|
Dangers physiques : ? Présence de corps
étrangers
|
Présence des nuisibles Casse des préformes Mauvais
acte d'opérateur
|
2
|
3
|
1
|
6
|
Désinfection du milieu MN/Pr-04-07
Respect des bonnes pratiques de fabrication Interdiction de manger au
cours du travail
|
|
Dangers chimiques: ? Contamination chimique par des produits de
désinfection ou de nettoyage
|
Trémie mal rincée
|
2
|
4
|
2
|
16
|
Contrôle visuel Nettoyage de la trémie
|
Tableau 18 : Analyse des dangers et estimation du taux
de risque au coure du rinçage des bouteilles
|
Etape 5
|
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
La soutireuse
|
Rinçage
|
|
Dangers microbiologiques ? Contamination microbienne
|
Eau de rinçage contaminée Rinceuse
contaminée : mauvaise désinfection des portes bouteilles
Présence des nuisibles : les abeilles
|
2
|
4
|
2
|
16
|
Contrôle de l'eau de rinçage LB/Pr-05-01
Contrôle de fonctionnement des lampes UV Respect du programme de
nettoyage de la soutireuse MN/In-0408-24 Contrôle visuel
des bouteilles.
|
|
Dangers chimiques: ? Contamination chimique par des produits de
nettoyage
|
Mauvais rinçage de la soutireuse
|
2
|
4
|
1
|
8
|
Respect du programme de nettoyage de la soutireuse
MN/In-0408-24
|
SODALMU /SUP'AGRO Rapport de projet fin d'étude
Tableau 19 : Analyse des dangers et estimation du taux de risque au cour de
remplissage des bouteilles SODALMU /SUP'AGRO Rapport de projet fin
d'étude Tableau 20 : Analyse des dangers et estimation du taux de
risque au cour des Bouchonnage des bouteilles SODALMU /SUP'AGRO Rapport de
projet fin d'étude Tableau 20 : Analyse des dangers et estimation du
taux de risque au niveau de l'étiqueteuse et la fardeleuse
|
Etape 5
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
La soutireuse
|
Remplis- sage
|
Danger microbiologique ? Contamination microbienne
|
Mauvaise désinfection de la remplisseuse Produit fini
contaminé
|
1
|
4
|
2
|
8
|
Nettoyage et désinfection correcte suivant l'instruction
de nettoyage de la soutireuse Respect des actions préventives
citées ci-dessous pour la préparation du produit fini
|
|
Danger physique : ? Présence de corps
étrangers
|
Détachement des pièces du remplissage
|
2
|
3
|
1
|
6
|
Vérification des pièces de la remplisseuse et
respect du programme de maintenance préventive MN/Pr-04-05
|
|
Danger chimique: ? Contamination chimique par des produits de
désinfection ou de nettoyage
|
Mauvais rinçage de la remplisseuse
|
1
|
4
|
1
|
4
|
Nettoyage suivant l'instruction MN/In-04-08-24
Contrôle des eaux de rinçage
|
|
Etape 5
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
La soutireuse
|
Bouchonnage
|
Dangers microbiologiques ? Contamination microbienne
|
Mauvaise désinfection du bac d'alimentation de la
boucheuse Hygiène du personnel Contamination provenant de l'entourage du
bac Mauvais bouchonnage Mauvaise qualité des bouchons Mauvaise
méthode de remplissage du bac
|
2
|
4
|
4
|
32
|
Respect du programme de nettoyage et désinfection du bac
Formation du personnel sur les bonnes pratiques d'hygiène Respect des
précautions à prendre lors du remplissage avec les bouchons
Pr/In-04-01-08 Test de torque LB/MO-05-01-40
Contrôle des bouchons à la réception Respect de
bonnes pratiques de travail ? Fermeture du bac après remplissage ?
Eviter le contact de l'extérieur de l'emballage avec l'intérieur
du bac
|
|
Dangers physiques : ? Présence de corps
étrangers
|
Présence des nuisibles: les abeilles
|
2
|
4
|
1
|
8
|
Respect du programme de lutte contre les nuisibles
Mn/Pr04-07 Autocontrôle
|
|
Dangers chimiques: ? Contamination chimique par des produits de
désinfection ou de nettoyage
|
Mauvais rinçage
|
1
|
4
|
3
|
12
|
Respect du programme de nettoyage et désinfection de la
boucheuse MN/In-04-08-24
|
|
Etape 6
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
Espace de conditionnement
|
Dateuse et étiqueteuse
|
Dangers chimiques:
|
Mauvaise qualité de l'encre qui s'efface rapidement donc
non maitrise de la traçabilité L'encre se colle sur les mains
à l'ouverture Mauvaise manipulation de l'opérateur
|
1
|
2
|
1
|
2
|
Utilisation d'encre de bonne qualité Vérification
de la dateuse avant démarrage de la production
|
|
Fardeleuse
|
Dangers chimiques:
|
Echange moléculaire entre le produit et l'emballage
dû à l'augmentation de la température
|
1
|
1
|
1
|
1
|
Contrôle et maîtrise de la température de la
fardeleuse
|
Tableau 20 : Analyse des dangers et estimation du taux
de risque au cour du stockage du produit fini
|
Etape 7
|
Dangers
|
Causes de dangers
|
Estimation de taux de risque
|
Mesures préventives
|
|
F
|
G
|
D
|
C
|
|
Magasin Produit Fini
|
Stockage du produit fini
|
Dangers microbiologiques ? Contamination microbienne
|
Altération à cause d'une réhumidification ou
d'un développement microbien au cours du stockage
|
2
|
4
|
2
|
16
|
Contrôle des bouteilles Maîtrise des conditions de
stockage Programme de contrôle régulier de la température
et de l'humidité Installation des sécheurs Respect du programme
de lutte contre les nuisible Mn/Pr04-07
|
|
Dangers chimiques: ? Défaut de qualité
organoleptique
|
Augmentation de la température qui permet
l'élargissement des micropores de l'emballage ce qui conduit au
changement du goût.
|
1
|
3
|
2
|
6
|
Respect de FIFO Installer des refroidisseurs
|
7. Détermination des CCP :
Une fois les dangers identifiés, leurs niveaux
d'apparition pendant la fabrication et leurs causes déterminées,
l'équipe HACCP à procédé à
l'évaluation de chaque étape du diagramme de fabrication pour
savoir si c'est un point critique ou non et ce pour chaque danger. Ainsi, les
CCP sont requis dans la mesure ou les PRP opérationnels ne peuvent
assurer une maîtrise suffisante. Pour l'identification des points
critiques et les PRP op, l'équipe HACCP a utilisé l'arbre de
décision et présenté par les deux figures 2 et 3.
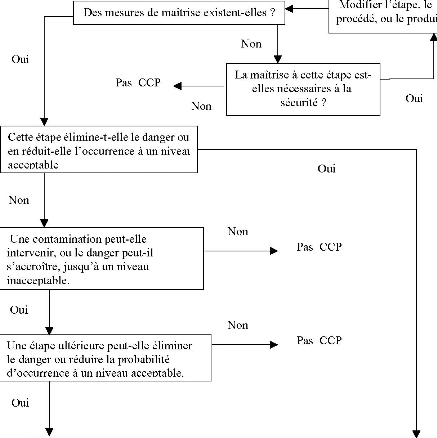
Modifier l'étape, le procédé, ou le
produit
CCPs : points critiques
Figure .2. Arbre de décision
:
D'après l'arbre(s) de décision et le bon sens,
l'équipe HACCP a pu identifier les points critiques et les PRP op comme
le montrent les tableaux suivants (tableaux 21 ET 22)
8. Etablir les limites critiques aux CCP et les PRP op:
A chaque étape considérée comme
critique, des limites critiques ont été définies pour
permettre de voir si la mesure de maîtrise du danger
considéré a été appliquée convenablement ou
non. A cet effet, il a été fait appel aux informations
scientifiques et techniques déjà publiées, autant que
possible, les limites critiques ont été choisies de façon
à ce que leur dépassement indique le glissement vers une zone
dangereuse, mais bien avant l'apparition du danger.les limite sont
signalé dans les tableaux 21 est 22.
9. Etablir le système de surveillance des CCP
et PRP op:
Pour vérifier que les limites critiques ne sont pas
dépassées, les mesures et les observations à noter
à chaque point critique ont été définies, il faut
donc mettre en place:
Une autosurveillance adaptée à la maîtrise
des points critiques et des prp op.
Des indicateurs et des seuils au niveau des points critiques
afin de mesurer les performances et assurer un meilleur suivi de la
qualité de l'eau.
L'utilisation d'analyses physicochimiques et microbiologiques
pour s'assurer de la conformité du produit,
Exemple de stratégie d'autosurveillance :
Pour les Ressources :
Suivi de la qualité de l'eau brute, afin de montrer
l'adéquation de la chaîne de Traitement.
Adéquation de la fréquence en fonction du risque.
· Analyse en continu de certains paramètres
afin d'adapter le traitement. Pour la Production :
· Nécessite de fixer des limites
sévères, afin de Respecter les normes recommandées.
Exemple :
· Turbidité suivie en continu, en particulier
après les étapes de filtration.
Fixation des seuils de vigilance : limites a ne pas
dépasser.
· Indicateur d'efficacité de traitement.
10. Etablir un plan d'action correctives :
Ce sont des mesures correctives qu'il faut mettre en place
lorsque la surveillance révèle la tendance vers le
dépassement d'une limite critique donnée, et parmi ses mesures
on trouve :
- La gestion de dysfonctionnements :
Gestion des actions correctives. -La gestion des non
conformités :
Gestion des analyses non conformes.
-Les Audits des installations : Gestion des audits internes.
11. Etablir des procédures de vérification
:
La procédure développée par l'équipe
HACCP pour réviser et valider les programmes HACCP mis en oeuvre
consistera à procéder à :
Evolution des connaissances des dangers :
Un comité d'expert veille sur les dangers
émergents. En cas de résultats indiquant une déviation ou
glissement loin des normes recommandées, une analyse
détaillée des documents, et éventuellement des
contrôles renforcés aux points critiques concernés seront
enclenchés pour cerner la ou les causes de la déviation et y
remédier.
Evolutions locales :
Le système de production doit être
vérifié régulièrement, c'est-à-dire la
réalisation d'un audit par un conseiller technique. Celui-ci
procédera à :
l'audit de l'exercice HACCP par analyse des registres
documentaires et entretien avec tous les membres de l'équipe.
l'audit du programme de maintenance de l'équipement.
l'audit de la maintenance et du calibrage de
l'équipement, et le calibrage des méthodes
d'analyses au laboratoire. A l'issue de cet exercice d'audit, une
réunion est tenue avec tous les membres de l'équipe HACCP et les
résultats de l'audit sont présentés et discutés en
vue d'apporter les rectificatifs nécessaires. Cette réunion est
également l'occasion pour présenter les récents
développements technologiques et techniques (normes, méthodes
d'analyse...) dans le domaine .Un rapport détaillé de l'audit et
un procès verbal de la réunion sont dressés et
conservés.
Î Analyse des remarques des clients :
Les remarques des clients sont prises en considération
pour réviser les programmes HACCP.
12. Etablir une documentation :(annexe 2 /4)
Utilisation des formulaires pour enregistrer tous les
résultats des analyses effectuées, et ce pour vérifier la
bonne application de chaque mesure de maîtrise à chaque point
critique.
L'équipe HACCP a développé quelques
formulaires aussi simples que possible, qui décrivent succinctement les
contrôles effectués et les résultats obtenus, les mesures
correctives appliquées et les responsables d'analyses, de la validation
des résultats et des mesures correctives. Les formulaires sont
présentés en annexe. Tableaux récapitulatifs
: montrent les CCP, PRP op. , avec leur limites, critères
a surveillé, action corrective (tableaux 21 ET 22)
|
Etape
|
CCP
|
Danger
|
Critère à surveiller
|
Limite critique
|
Comment
|
Qui Surveillance
|
Fréquence
|
Action corrective
|
Correction
|
Qui
|
Enregistrement
|
|
Filtration sur les filtres 0.2u
|
CCP1
|
Dangers biologiques développement microbien (levures et
moisissures PSEUDOMONAS
|
Analyse microbiologiqu e
|
00UFC/100 ml de coliformes fécaux et totaux <20UFC
pour les germes totaux 100 pour les PSEUDOMONAS
|
Contrôle microbiologiqu e
|
laborantin
|
1 fois / jour
|
*blocage du produit * arrêt de la production
|
* stérilisation à chaud (85°C 20min) Avant et
après la production *changement des filtres qu'on ?P>1 BAR
|
RM + RQ
|
Fiche de surveillance MICROBIOLOGIQU E LB / Fr-05-01-27
|
|
Soutirage (rempliss age)
|
CCP2
|
dangers biologiques
|
Analyse microbiologiqu e
|
00UFC/100 ml de coliforme fécaux et totaux >20UFC
pour les germes totaux
|
Contrôle microbiologiqu e
|
Laborantin
|
Chaque production de MAZINE
|
* respecter la fréquence et les étapes de la
sanitation
|
Bloquer le produit
|
RS+RQ +RP
|
Fiche de contrôle de l'efficacité du programme
d'assainissement MN / Fr-04-08-03
|
|
Bouchage des bouteilles (Soutireu se)
|
CCP3
|
Dangers biologiques * postcontamination micobienne
|
La fermeture des bouteilles
|
7 < torque < 18 LBS
|
Contrôle du torque Et contrôle
microbiologiqu e
|
Laborantin + Opérateur de la soutireuse
|
Chaque démarrage et Chaque demie heure de fonctionneme
nt
|
* Respecter le planning de maintenance préventive de la
boucheuse
|
* régler et ajuster les têtes de la boucheuse
|
RQ + RP
|
Fiche de contrôle du SS, SF et du PF LB /
Fr-05-01-22
|
RQ : RESPONSABLE QUALITE RM : RESPONSABLE MEINTENANCE
RS : RESPONSABLE SOUTUREUSE RP : RESPONSABLE DE PRODUCTION
|
Etape
|
PRP Op
|
Danger
|
Critère à surveiller
|
Limite critique
|
Comment
|
Surveillance Qui
|
Fréquence
|
Action corrective
|
Correction
|
Responsable
|
Enregistrement
|
|
Stockage Eau brute
|
PRP Op1
|
Dangers biologiques * Contamination microbienne
|
Eau brute
|
Germes totaux : max 200 UFC / 100ml
|
Analyse micro biologique de l'eau brute
|
laborantin
|
1fois /semaine
|
* Fixer et Respecter le débit de la pompe doseuse
|
Augmenter le débit de la pompe doseuse
|
RL+RU
|
Fiche de contrôle de l'eau LB /
Fr-05-01-20
|
|
Osmose inverse
|
PRP Op2
|
Dangers biologiques * contamination microbienne (germes totaux
et coliformes totaux)
|
Eau traitée
|
Germes Totaux<20 UCF/100ml Coliformes totaux et fécaux
=0UFC/100 mL
|
Analyse microbiologi que de l'eau traitée
|
laborantin
|
Chaque jour
|
* arrêt de la production. Vidange du conge
|
* appliquer le nettoyage chimique et la désinfection des
osmoseurs
|
RQ+RU
|
Fiche de contrôle de l'eau LB /
Fr-05-01-20
|
|
Osmose inverse
|
PRP Op3
|
Dangers Chimiques Produit d'osmose inverse
|
Paramètre chimique de l'eau traitée
|
Normes internes
|
Contrôle du pH de l'eau
|
RQ + Laborantin
|
2 x / jour
|
fixer et respecter les débits des pompes
doseuses
|
Vider les conges de stockage d'eau et réajuste le
débit des pompes doseuse
|
RQ + RU
|
Fiche de contrôle micro biologique LB /
Fr-05-01-20
|
|
REMINER ALISATION
|
PRP Op4
|
Dangers chimiques *le non respect des paramètres
chimique du produit fini
|
Paramètres chimiques de l'eau brute de l'eau
traitée Et de l'eau minéralisée
|
Norme interne
|
Contrôle physico- chimiques de sortie osmoseure et l'eau
minerailisé
|
Laborantin
|
Chaque heur
|
* réglage de la vanne de reminéralisati on A 15 %
|
Vidange des conge de stockage Réglage de la vanne de
coupage
|
RL + RM
|
Fiche de contrôle du SS, SF et du PF LB /
Fr-05-01-26
|
PRP op
|
Etape
|
PRP Op
|
Danger
|
Critère à surveiller
|
Limite critique
|
Comment
|
Surveillance Qui
|
Fréquence
|
Action corrective
|
Correction
|
Responsable
|
Enregistrement
|
|
Traitement de l'eau * Lampes UV
|
PRP Op5
|
Résistance microbienne
|
L `efficacité des lampes UV
|
% UV > 30%
|
Lecture du pourcentage d'efficacité des
lampes UV
|
Opérateur Utilités + Laborantin
|
Toutes les 2 heures de fonctionnement
|
Respect de la fréquence de changement des lampes
|
* changer les lampes U.V
|
RU + RM
|
Fiche de surveillance des lampes U.V. Fiche de surveillance
des lampes U.V. QL / Fr-01-03-02
|
|
Convoyeur à air (souffleuse)
|
PRP Op6
|
Dangers biologiques * Contamination microbienne (germes totaux
et coliformes totaux
|
Germes totaux et coliformes totaux
|
Germes totaux 25 UFC/BOITE Coliformes totaux 0 UFC/BOITE
|
Analyses micro biologiques
|
Laborantin
|
1 / par semaine
|
* respecter la fréquence de changement des filtres
|
* changer les filtres
|
RM
|
Fiche de contrôle micro biologique de l'air du
convoyeur à air MN / Fr-04-0806
|
RL : RESPONSABLE LABORATOIR RU : RESPONSABLE UTILITE
Surveillance des CCP
Date DE L'audite : AUDITEURES : ..................
: ..................
..................
|
PARTIE RENSEIGNEE PAR L'EQUIPE D'AUDIT
|
PARTIE RENSEIGNEE PAR RESP.HACCP
|
|
Localisation
|
CCP
|
Vérification
|
Résultats de la vérification
|
Respecté
|
Action à mettre en oeuvre en cas de non
maîtrise du risque
|
Responsable
|
Délai
|
Date de réalisation
|
|
oui
|
non
|
|
Filtration sur les filtres 0.2u
|
CCP1
|
Analyses micro biologique de l'eau de la sortie du filtre
|
|
|
|
|
|
|
|
|
Soutirage (remplissage)
|
CCP2
|
Analyses micro biologique de l'eau
|
|
|
|
|
|
|
|
|
Bouchage des bouteilles (Soutireuse)
|
CCP3
|
Analyses micro biologiques du produit fini
|
|
|
|
|
|
|
|
|
SODALMU /SUP'AGRO
|
Rapport de projet fin d'étude
|
|
Surveillance des PRP OP
|
|
DATE :
|
NON DES AUDITEURES :
|
|
PARTIE RENSEIGNEE PAR L'EQUIPE D'AUDIT
|
PARTIE RENSEIGNEE PAR RESP.HACCP
|
|
Localisation
|
PRP op
|
Vérification
|
Résultats de la vérification
|
Respecté
|
Action à mettre en oeuvre en cas de non
maîtrise du risque
|
Responsable
|
Délai
|
Date de réalisation
|
|
oui
|
non
|
|
Stockage Eau brute
|
PRP Op1
|
|
|
|
|
|
|
|
|
|
Osmose Inverse pour Dangers biologiques
|
PRP Op2
|
|
|
|
|
|
|
|
|
|
Osmose Inverse pour Dangers Chimique)
|
Prp3
|
|
|
|
|
|
|
|
|
|
REMINERALI SATION
|
PRP Op4
|
|
|
|
|
|
|
|
|
|
Traitement d'eau * Lampes UV
|
PRP Op5
|
|
|
|
|
|
|
|
|
|
Convoyeur à air (souffleuse)
|
PRP Op6
|
|
|
|
|
|
|
|
|
Conclusion
La démarche HACCP « Hazard Analysis Critical Control
Point » est utilisée afin d'assurer la sécurité des
produits alimentaire, la réussite d'une telle démarche repose
essentiellement sur les points suivants ? Une volonté et conviction des
dirigeants par leur engagement de mettre en oeuvre tous les moyens
nécessaire ; ? Une animation du responsable qualité par la
formation et la sensibilisation du personnel ; ? L'implication de l'ensemble
du personnel de l'entreprise et leur responsabilité ; ? Une
équipe HACCP pluridisciplinaire, stable et motivée.
Néanmoins la quasi-totalité du personnel qui est en
contact direct avec la production sont des saisonniers avec un niveau culturel
bas, ce qui rend la tâche difficile pour le responsable qualité en
matière de formation et sensibilisation, d'une part, d'autre part les
démissions fréquents des personnels et de la direction
était un obstacle pour atteindre mon objectif. En effet l'équipe
HACCP formé au début de ma période du projet est
complètement différente de l'équipe actuelle. Ces
changements des membres de l'équipe m'a obligé de refaire les
formations ce que je considère une perte de temps.
Par contre la création des procédures et
instructions pour la maîtrise des actions préventives
était d'une très grande utilité. Ainsi grâce
à ce stage j'ai acquis une nouvelle vision d'analyse et
d'évaluation du risque et par conséquent une meilleure
façon de mettre en place l'HACCP dans n'importe quelle industrie
agroalimentaire.
annexes
Vocabulaires
Analyse des risques : Processus de collecte
et d'interprétation des informations sur les dangers et les conditions
conduisant leur présence afin de déterminer les dangers
significatifs qui doivent être pris en compte dans le plan HACCP.
Maîtriser: Prendre toutes les mesures
nécessaires pour garantir et maintenir la conformité aux
critères définis dans le plan HACCP et PRP op.
Maîtrise: Situation dans laquelle les
méthodes suivies sont correctes et les critères sont satisfaits.
Mesure de maîtrise: Toute intervention
et activité à laquelle on peut avoir recours pour prévenir
ou éliminer un danger qui menace la salubrité de l'aliment ou
pour le ramener à un niveau acceptable.
Mesure corrective: Toute mesure à
prendre lorsque les résultats de la surveillance exercée au
niveau du CCP indiquent une perte de maîtrise.
Points critiques pour la maîtrise (CCP):
Stade auquel une surveillance peut être exercée et est essentielle
pour prévenir ou éliminer un danger menaçant la
salubrité de l'aliment ou le ramener à un niveau acceptable.
Seuil critique: Critère qui distingue
l'acceptabilité de la non acceptabilité.
Ecart : Non respect d'un seuil critique.
Diagramme des opérations:
Représentation systématique de la séquence des
étapes ou opérations utilisées dans la production ou la
fabrication d'un produit alimentaire donné.
Programme(s) pré requis (PRP) : condition
et activités de base nécessaires pour maintenir tout au long de
la chaîne alimentaire un environnement hygiénique approprie a la
production ,a la manutention et a la mise en disposition des produits finis sur
et de denrées alimentaires sur pour la consommation humaine
Programme (s) préalable(s) opérationnel :
identifie par l'analyse des dangers comme à la maîtrise de la
probabilité d'introduction de danger lies à la
sécurité des aliments et/ou de la contamination ou
prolifération des dangers lies à la sécurité des
aliments dans le produit ou dans l'environnement de transformation
HACCP : Hazard Analysis Critical Contrôl point
(Analyse des dangers, points critiques pour leurs maîtrises).
Plan HACCP: Document préparé en
conformité des principes HACCP en vue de maîtriser les dangers qui
menacent la salubrité des aliments dans le segment de chaîne
alimentaire à l'étude.
Danger: Agent biologique, biochimique ou
physique ou état de l'aliment ayant potentiellement un effet nocif sur
la santé.
Analyse des risques: Démarche consistant
à rassembler et à évaluer les données concernant
les dangers et les facteurs qui entraînent leur présence, afin de
décider lesquels d'entre eux représentent une menace pour la
salubrité des aliments et, par conséquent, devraient être
pris en compte dans le plan HACCP.
Surveiller: Procéder à une
série programmée d'observations ou de mesures afin de
déterminer si un CCP est maîtrise.
SODALMU /SUP'AGRO Rapport de projet fin d'étude
Etape: Point, procédure, opération ou stade de la
chaîne alimentaire (y compris matières premières), depuis
la production primaire jusqu'à la consommation finale.
Validation: Obtention de preuves que les
éléments du plan HACCP sont efficaces.
Vérification: Application de
méthodes, procédures, analyses et autres évaluations, en
plus de la surveillance, afin de déterminer s'il y a conformité
avec le plan HACCP. Arbre décisionnel : série
de question s'appliquant à chaque étape du procédé
accompagnée d'un
risque identifié permettant d'identifier les étapes
points critiques.
Annexe 1 : Fiche de dysfonctionnement
|
1 Produit 1 Fourniture 1 Système
|
|
Lieu de détection
|
|
1 Achats 1Ressources humaines 1Installation 1 Production 1
Maintenance 1Client 1Contrôle 1 Livraison 1Service après vente
1Autre processus
|
|
Cas de la fourniture : Date de réception
:............... Quantités reçues :.......................Q.
Contrôlée :...............................Q. Refusée
:.......................
|
|
Description du dysfonctionnement (=Non
conformité)
|
|
Décrire la nature du problème constaté
:............................................................................................
.................................................................................................................................................
..................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
.................................................................................................................................................
..................................................................................................................................................
Décrire les causes de la non conformité.
:..........................................................................................
.................................................................................................................................................
|
|
.................................................................................................................................................
...................................................................................................................................................
|
|
Constaté par
|
Date :
|
|
Responsable Laboratoire:
Avis/Décision (dans le cas d'une fourniture) Responsable
Qualité :
|
|
Traitement du dysfonctionnement
|
|
Décrire l'action curative décidée
pour réparer le problème constaté :
......................................................................................................
......................................................................................................
......................................................................................................
......................................................................................................
......................................................................................................
......................................................................................................
......................................................................................................
......................................................................................................
......................................................................................................
|
SI dérogation Date demande :
Décision : ......................................
...................................... ......................................
Quantité :..........................
Période :............................ Visa du
décideur :
|
|
A effectuer par :
|
Date :
|
Visa :
|
|
Vérifié par :
|
Date :
|
Visa :
|
|
Décrire les actions correctives à mettre
en oeuvre
:........................................................................
....................................................................................................................................................
....................................................................................................................................................
....................................................................................................................................................
|
|
Diffusion : Noms
......................................................Visas
:.....................................................
....................................................................................................................
.....................................................................................................................
|
|
Pour information :
......................................................
Visa........................................................
|
Contrôle micro biologique de l'eau
(Mazine)
ANNEXE 2
|
Nature
|
Germes Totaux UFC/100ml 22°C
|
Germes Totaux UFC/100ml 37°C
|
Coliformes Totaux UFC/100ml 37°C
|
Coliformes Fécaux UFC/100ml 44°C
|
Levures et moisissures UFC/100ml 30°C
|
|
Eau de ville chlorée
|
|
|
|
|
xxxxx
|
|
Eau Après filtre à sable
|
|
|
|
|
xxxxx
|
|
Eau osmosée
|
|
|
|
|
xxxxx
|
|
Après minéralisation (Eau du conge 1 )
|
|
|
|
|
xxxxx
|
|
Après minéralisation (Eau du conge 2 )
|
|
|
|
|
xxxxx
|
|
Après UV2
|
|
|
|
|
xxxxx
|
|
Après UV3
|
|
|
|
|
xxxxx
|
|
Après filtre 0.8ìm
|
|
|
|
|
xxxxx
|
|
Après filtre 0.2ìm
|
|
|
|
|
xxxxx
|
|
PF1 :
|
|
|
|
|
|
|
PF2 :
|
|
|
|
|
|
|
PF3 :
|
|
|
|
|
|
|
PF4 :
|
|
|
|
|
|
|
PF5 :
|
|
|
|
|
|
|
PF6 :
|
|
|
|
|
|
|
PF7 :
|
|
|
|
|
|
|
PF8 :
|
|
|
|
|
|
|
PF9 :
|
|
|
|
|
|
|
PF10 :
|
|
|
|
|
|
|
PF11 :
|
|
|
|
|
|
|
PF12 :
|
|
|
|
|
|
SODALMU /SUP'AGRO Rapport de projet fin
d'étude
Date : / /
Fiche de contrôle physico-chimique d'eau (pour
Mazine) ANNEXE 3
|
Lieu
|
|
|
Eau brut
|
|
|
Sortie filtre à sable
|
entrée Osmo seur
|
Sortie osmoseur
|
Minéralisation ( eau du conge)
|
Eau après filtre 0.8 ìm
|
Eau après filtre 0.2 ìm
|
|
|
Produit fini
|
|
|
|
|
Contrôle
|
Cl libre
|
TDS
|
pH
|
TAC
|
TH
|
Cond .
|
Cl libre
|
Cl libre
|
TDS
|
TH
|
Cond.
|
pH
|
Cl libre
|
TH
|
Cond.
|
pH
|
TDS
|
Cond.
|
TDS
|
Cond.
|
TH
|
TAC
|
Cl libre
|
TDS
|
Cond.
|
GOA
|
pH
|
C a
|
|
Fréquence
|
/heure
|
/4 heures
|
/4 heures
|
/équipe
|
/équipe
|
/équi pe
|
/heure
|
/heure
|
/heure
|
/heure
|
/heure
|
/heure
|
/heure
|
/heure
|
/heure
|
/heure
|
/heure
|
/heure
|
/heure
|
/heure
|
/ 30 mn
|
/15 mn
|
/15 mn
|
/15 mn
|
/15 mn
|
/15 mn
|
/15 mn
|
/ 4 h e u r e s
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-64
ANNEXE 4 Contrôle de l'efficacité du
programme d'assainissement
|
Echantillon
|
Germes totaux (UFC/100ml) à 22°C
|
Germes totaux (UFC/100ml) à 37°C
|
Coliformes totaux (UFC/100ml) à 37°C
|
Remarque
|
|
Eau de sanitation de soutireuse + prémix
|
|
|
|
|
|
Eau bouteille rincée
|
Bouteille 1
|
|
|
|
|
|
Bouteille 2
|
|
|
|
|
|
Bouteille 3
|
|
|
|
|
|
Eau de rinçage des conges de la siroperie
|
|
|
|
|
|
Eaux des égouts
|
|
|
|
|
|
Test de l'ambiance de remplissage
|
|
|
|
|
PLANINNIG DU NETTOYAGE ET DESINFECTION DES
EQUIPEMENT ANNEXE 5
|
|
|
Mois :
|
|
Semaine1
|
|
|
|
Semaine 2
|
Semaine 3
|
|
Semaine 4
|
|
|
Equipements
|
Dp
|
N
|
D
|
Dm
|
L
|
M
|
M
|
J
|
V
|
S
|
L
|
M
|
M
|
J
|
V
|
S
|
L
|
M
|
M
|
J
|
V
|
S
|
L
|
M
|
M
|
J
|
V
|
S
|
|
Bâche .eau RAD
|
|
x
|
x
|
|
|
1 fois / 6 mois
|
|
|
Filtre à sable
|
|
x
|
|
|
|
|
|
|
|
N
|
|
|
|
|
|
N
|
|
|
|
|
|
N
|
|
|
|
|
|
N
|
|
Osmoseur
|
|
x
|
|
|
|
1 fois par 3 mois
|
|
|
Bâche .eau adoucie
|
|
x
|
|
|
|
|
|
|
|
N
|
|
|
|
|
|
N
|
|
|
|
|
|
N
|
|
|
|
|
|
N
|
|
Refroidisseur
|
|
x
|
|
|
|
|
|
|
|
N
|
|
|
|
|
|
N
|
|
|
|
|
|
N
|
|
|
|
|
|
N
|
|
Réfrigérant de la SIDEL
|
|
x
|
|
|
|
|
|
|
|
N
|
|
|
|
|
|
N
|
|
|
|
|
|
N
|
|
|
|
|
|
N
|
|
Compresseur
|
x
|
x
|
|
|
|
|
|
|
|
N/Dp
|
|
|
|
|
|
N/Dp
|
|
|
|
|
|
N/Dp
|
|
|
|
|
|
N/Dp
|
|
Siroperie
|
|
x
|
|
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
|
Souffleuse
|
|
x
|
x
|
|
|
|
|
|
|
N/D
|
|
|
|
|
|
N/D
|
|
|
|
|
|
N/D
|
|
|
|
|
|
N/D
|
|
Soutireuse
|
|
x
|
|
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
N
|
|
L'extérieur des conges...
|
x
|
x
|
|
|
|
|
|
|
|
N
|
|
|
|
|
|
N
|
|
|
|
|
|
N
|
|
|
|
|
|
N
|
|
Etiqueteuse
|
|
x
|
|
|
|
Nettoyage chaque matin avant démarrage
|
|
|
dateuse
|
|
x
|
|
|
|
Nettoyage si arrêt de plus de 8 heures
|
|
|
fardeleuse
|
|
x
|
|
|
|
Nettoyage chaque matin avant démarrage
|
|
|
Palettiseur
|
|
x
|
|
|
|
Nettoyage chaque matin avant démarrage
|
|
|
Chaudière
|
x
|
|
|
|
|
|
|
|
|
Dp
|
|
|
|
|
|
Dp
|
|
|
|
|
|
Dp
|
|
|
|
|
|
Dp
|
REFERENCES BIBLIOGRAPHIQUES :
1. SITE INTERNETE :
WWW.CODEXALIMENTARUS.COM.NET.
www .wikipedia .org
WWW. Bottled Water.COM
FORUMISO22000@AFNOR.ORG
WWW.AFNOR.ORG/AGROALIMENTAIRE/
WWW.LENNTCH.COM
WWW.MEMOIRENLINE.FREE.FR
WWW.EAU.BE/FR
1 CIRCULAIRE CONJOINTE N°1 DU 9 MAI 1983 DU MINISTRE DE
L'Agriculture ET DE LA REFORME AGRAIRE ET DU MINISTRE DE LA SANTE RELATIVE AUX
CRITERES BACTERIOLOGIQUES D'Usage POUR LES EAUX MINERALES NATURELLES ET LES EAU
DE TABLES.
2 NF 3.NFEN ISO 22000 VERSION 2005 SYSTEME DE MANAGEMENT DE LA
SECURITEDES DENREES ALIMENTAIRES EXIGENCEPOUR TOUT ORGANISME APPARTENNT A
LA CHAINE ALIMENTAIRE
3 PROJET DE NORME INTERNATIONAL ISO /DIS22000
4 Code d'usages international recommandé - Principes
généraux d'hygiène alimentaire - CAC/RCP 1-1969,
Rév. 4 (2003).
5 COURE DE L'Hygiène DANS LE SECTEUR AGROALIMENTAIRE/MR
MOHAMMED YASSAFI/SUP AGRO 2006/2007.
6 Mémoire de fin d'étude année 2003/2004
/ APPLICATION DE LA DEMARCHE HCCP AU SYSTEME D'Alimentation EN EAU POTABLE CAS
DE CENTRE BENHMED.PAR MELLE BOUALLOU SANAE
| 

