|

République Algérienne Démocratique et
Populaire
Ministre de l'Enseignement Supérieur et de la
Recherche Scientifique

Université 08 Mai 1945
Département de Génie Mécanique
Mémoire de projet de fin d'étude licence
Etude des efforts de coupe et de la rugosité
lors de l'usinage du PE 80
Parcours : LICENCE C.F.A.O
Présenté par :
SELAIMIA Mossaab Et
HIMOUD Khaled
Encadré par :
Mr. BELHADI Salim
Mme. KADDECHE Mounia
JUIN 2009

Année: 2008 / 2009
Remerciement
Nous remercions Dieu qui nous a donné
la force et la patience nécessaire pour Mener le présent travail
à terme.
Nous remercions aussi, nos encadreurs Mr.BELHADI
SALIM
Et Mme.KADDECHE MOUNIA .
Nous remercions également tous les enseignants du
Département de mécanique, et
tout les étudiants promotion 2009
A touts ceux qui nous ont aidés à réaliser
ce travail.
Mercie à tous.........
Dédicace
Dédicace
On dédie ce modeste travail :
A NOS PARENTS
A nos chers frères
Très chers AMIS
pour leurs soutiens et leurs sacrifices.
A tous ceux qui nous ont aidé de prés ou
de loin pour la réalisation de ce Travail.
SELAIMIA MOSSAAB
HIMOUD KHALED
Une importante compétition sur les plans technique et
économique continue d'opposer les métaux aux matériaux
polymères pour la réalisation de pièces multiformes
destinées à être utilisées dans des domaines
variés comme le secteur de l'automobile, des prothèses
biomédicales, de l'aéronautique, des applications
électroménagères et autres. Les exigences des stylistes et
concepteurs imposent bien souvent des mises en forme très
compliquées ayant des cotes extrêmement précises
nécessitant, parfois, une fabrication de petites séries comme le
cas des coudes de diamètres importants.
Les polymères présentent l'avantage d'être
mis en oeuvre plus facilement lors de la production par moulage ou par
extrusion. Cependant, après moulage les pièces
polymériques peuvent encourir la probabilité de voir leur
structure se transformer par cristallisation en quelques jours, notamment en
surface, et les cotes peuvent ne plus être dans la tolérance
prévue par le design. Ainsi, les techniques de mise en forme et de
fabrication doivent être impérativement adaptées aux
comportements spécifiques du polymère pour l'application
désirée. Comme les polymères usuels ne sont
généralement pas conducteurs électriques, l'usinage par
électroérosion n'est donc plus possible. D'autre part, l'usinage
par ultrasons convient aux métaux durs, ce qui n'est pas le cas des
plastiques. Cela limite les procédés à l'usinage
conventionnel, souvent qualifié d'usinage par enlèvement de
copeaux et à la découpe par laser ou au jet d'eau.
Cette étude expérimentale est conçue dans
le but d'établir une loi de prédiction de la rugosité de
la surface obtenue en fonction des paramètres du régime de coupe
et d'étudier l'évolution des efforts de coupe lors de l'usinage
des tubes en HDPE-80.
I.1. Définitions :
Les polymères, appelés aussi matières
plastiques ou simplement plastiques, sont des matériaux organiques
composés essentiellement d'atomes de carbone et d'hydrogène. La
plupart des polymères sont élaborés à partir d'un
ou de deux types de monomères seulement. Les composés
macromoléculaires sont respectivement appelés homo ou
copolymères [1].
Une macromolécule correspond à un
enchaînement d'une multitude de monomères liés de
façon covalente. Le terme polymère est plutôt
réservé pour définir le matériau obtenue de
manière naturelle ou par synthèse organique. Le terme plastique
souligne plus fortement le caractère de matériau de
synthèse fini (à partir duquel des pièces sont produites
selon des technologies spécifiques) ; il définit moins la
structure du matériau et les réactions requises pour son
élaboration [2].
I.2. Classification des
polymères :
On peut classer les matériaux polymères suivant
différents critères. Le point de vue thermique conduit au
classement des matériaux polymères organiques en matériaux
thermoplastiques et matériaux thermodurcissables. Le point de vue
mécanique introduit les notions de solides viscoélastiques et
d'élastomères. On peut aussi examiner le matériau en
s'intéressant à sa structure physique ou à sa structure
chimique : dans le premier cas, les notion de matériau
semi-cristallins et de matériau amorphe sont introduites ; dans le
second, c'est la structure moléculaire en chaîne d'atome qui est
à prendre en considération [3].
I.2.1. Point de vue
thermomécanique :
* Les thermoplastiques :
Les thermoplastiques sont constitués de
macromolécules linéaires ou ramifiées, liées entre
elles par des liaisons physiques. Ces matières sont solides à
température ambiante. Elles se ramollissent à la chaleur
jusqu'à un état plastique dans lequel elles se laissent
comparativement plus facilement déformer. Ce processus est
réversible, c'est-à-dire que les thermoplastiques se rigidifient
de nouveau au refroidissement. Selon la régularité de leur
chaîne, ces polymères peuvent cristalliser (thermoplastiques
semi-cristallins) ou non (thermoplastiques amorphes) [2].
Ce qui caractérise un matériau thermoplastique
est la possibilité, après avoir subi une histoire
thermomécanique, d'être ramené par des moyens physiques
à l'état initiale. [3].
** Les thermodurcissables :
Les matières thermodurcissables diffèrent
nettement des matières thermoplastiques, non seulement du point de vue
de structure chimique, mais aussi des technologies de mise en forme requises.
Les principaux représentants de la famille des thermodurcissables sont
les polyesters insaturés (UP), les époxydes (EP), les
phénoplastes (phénol-formaldéhyde PF, notamment), les
aminoplastes, les acrylates et les silicones (SI). Ces matières trouvent
des applications, en particulier après renforcement par des fibres, pour
l'élaboration d'équipements industriels et sportifs, mais aussi
dans la construction aéronautique et d'engins spatiaux.
Les thermodurcissables sont stables même à des
températures relativement élevées et présentent en
générale une bonne tenue vis-à-vis des milieux agressifs.
Ils ne peuvent jamais revenir à l'état initiale quand leur
température a été augmentée.
***Les élastomères :
Les polymères de la 3éme famille, celle des
élastomères, se distinguent par les faibles valeurs des forces
d'attraction entre les chaînes et de leurs modules élastiques
(à température ambiante) et par leur capacité
élevée de déformation (quelque centaine de pour cent)
[4].
Les élastomères sont des composés
macromoléculaires dont les propriétés sont
étroitement liées à leur nature chimique et au
caractère aléatoire de la distribution des chaînes
moléculaires. Le caoutchouc naturel et les caoutchoucs
synthétiques appartiennent à cette famille.
I.2.2. Point de vue de la structure
physique :
* Polymère amorphe:
L'état amorphe des matériaux polymères
est caractérisé par l'absence d'ordre à grande distance.
Il n'y a pas de distance constante entre les macromolécules et aucune
régularité dans l'arrangement et l'orientation, et ceci en raison
de la structure et de la disposition aléatoire des chaînes
individuelles.
La structure des macromolécules dans les états
physiques solide (vitreux) et liquide étant très semblable pour
les matériaux amorphes. Pour une phase cristalline au contraire, un
nouvel arrangement ordonné des macromolécules les unes par
rapport aux autres est crée au refroidissement de la matière
fondue (cristallisation).
Les macromolécules dans la conformation de types pelote
statistique peuvent, selon les conditions auxquelles elles sont soumises,
s'entrelacer, s'enchevêtrer, mais aussi créer des noeuds chimiques
(réticulation) à certain endroits (figure 1) [2].
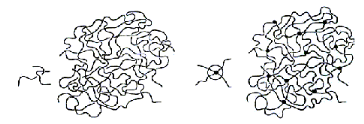
Exemple :PVC, PS,, PMMA, SAN Exemple :NR, SBR,
PUR
Figure1 : Interpénétration
de structure en pelote [2].
** Polymères
Semi-Cristallins :
Dans un polymère cristallisé les
molécules sont serrées les unes contre les autres et parfaitement
ordonnées dans des lamelles cristallines. Généralement les
polymères semi-cristallins présentent une alternance de
plaquettes de phase amorphe et de phase cristalline appelée structure
lamellaire.
Cependant certains matériaux polymères, tel que
le polyéthylène, peuvent présenter localement une
organisation macromoléculaire qui se répète sur une
distance telle qu'elle rappelle la structure cristalline des solides
métalliques.
A partir des études en laboratoire sur les monocristaux
de polyéthylène, la cristallisation résultait de
l'organisation en parallèle de segments de macromolécules. Elle
se replient sur elles-mêmes et peuvent ainsi participer à
l'édification de lamelles d'épaisseurs assez constante (quelques
dizaines de nanomètres).
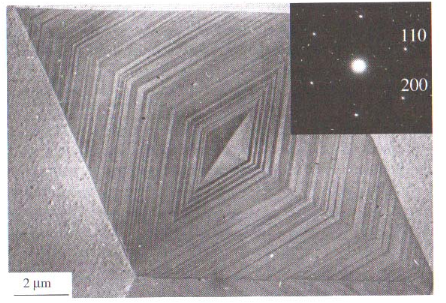
Figure 2 : Un monocristal de PE
à partir d'une solution de glycérol [4].
Les polymères semi-cristallins sont utilisés
à une température qui se situe entre la température de
transition vitreuse de leur phase amorphe et la température de fusion,
de leur phase cristalline. Ceci permet de profiter de la souplesse de la phase
amorphe et de la rigidité de la phase cristalline.
I. 3. Elaboration des polymères:
La nature des polymères conditionne leur mode
d'élaboration. Même si plusieurs voies sont chimiquement et
économiquement possibles, la liberté du choix de la
méthode de la mise en oeuvre est restreinte. Pour un objet
thermoplastique, il est rarement possible d'effectuer la polymérisation
dans le moule à partir des monomères, alors qu'un
thermodurcissable nécessite toujours que la chimie terminale soit faite
lors de la mise en forme. Ces contraintes font qu'entre le début des
opérations de synthèse et la mise en forme du matériau en
objet il va falloir passer par des étapes intermédiaires. Les
substances de base nécessaires à l'élaboration des
matières plastiques peuvent, à priori, être choisies dans
les trois origines de la nature (animale; végétale et
minérale) [5].
Actuellement les matières plastiques sont
essentiellement produites à partir de la pétrochimie (on pourrait
également utiliser la carbochimie, mais il est plus facile d'utiliser
directement un liquide ou un gaz). On opère suivant le cycle
représenté dans la figure 3.
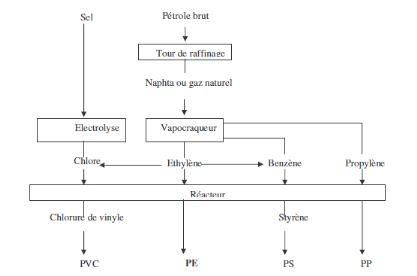
Figure 3: Grandes étapes de la
fabrication des plastiques [5].
A partir de naphta, le producteur de plastiques prépare
par vapocraquage (ou reformage) les rands intermédiaires de la
pétrochimie, dont les monomères qui, sous l'effet de pression,
température, catalyseurs... deviendront des polymères
(polycondensats), qui constituent les matières plastiques proprement
dites, que l'on utilisera dans la transformation. On passe du monomère
au polymère (combinaisons de monomères) de trois façons :
par polymérisation; par polycondensation et par polyaddition.
I.4. Le matériau polyéthylène:
I.4.1. Structure et
propriétés:
La polymérisation de l'éthylène produit
un hydrocarbure à chaîne essentiellement droite et à masse
molaire élevée. Les polyéthylènes (PE)
possèdent l'une des structures chimiques les plus simples de tous les
polymères. C'est des matériaux thermoplastiques semi cristallins
qui représentent un enchaînement de groupe
(CH2-CH2). Ils sont obtenus par polymérisation
d'éthylène gazeux. Ce dernier est polymérisé en
présence d'un comonomère (butène, pentène,
hexène, octène...etc.). Divers procédés sont
utilisables pour cette polymérisation, au nombre desquelles nous
citerons : la déshydratation de l'alcool éthylique sur l'alumine,
la hydrogénation de l'acétylène et le cracking des
hydrocarbures aliphatiques se trouvant dans le naphta (pétrole brut) et
les gaz naturels. Cette dernière s'effectue à haute
température, vers 800°C. L'éthylène doit être
soigneusement purifié, pour le débarrasser de diverses
impuretés gazeuses comme : CO, CO2, N2, NH3, S...qui pourraient jouer le
rôle d'inhibiteurs de polymérisation, en rompant les chaînes
de polymère, au fur et à mesure de leur formation.
D'après la norme américaine ASTM D1248, les
polyéthylènes sont classifiés comme suit : les PE qui ont
les densités comprises entre 0.910 g cm-1 et 0.925 g cm-1 sont de type I
; polyéthylène à basse densité. La rangée de
0.926 à 0.940 est le type II, polyéthylène moyenne
densité. Les rangées de 0.941 à 0.959 sont
classifiées sous le type III et +0.960 comme type IV, sont
appelées polyéthylène haute densité. Cette
classification est devenue fondamentale dans l'industrie des tubes [5].
Le polyéthylène à basse
densité (LDPE) possède un plus grand
nombre de ramifications, ce qui produit une structure moléculaire moins
compacte.
Le polyéthylène à haute
densité (HDPE) possède peu de
ramifications, ce que le rend plus rigide et moins perméable que le
LDPE.
Le polyéthylène à basse
densité linéaire (LLDPE) combine la
dureté du polyéthylène à basse densité avec
la rigidité du polyéthylène à haute
densité.
Le polyéthylène à haute
densité réticulé (XLPE) est une
forme de polyéthylène à haute densité dans lequel
les chaînes moléculaires individuelles sont liées les unes
aux autres pour former un polymère tridimensionnel à la masse
molaire extrêmement élevée.
Dans ce thème, on est intéressé par les
polyéthylènes de haute densité. Ces
polyéthylènes (PEHD) sont des polymères non ou très
peu branchés, courts ou longs, fabriqué surtout à basse et
moyenne pressions par amorçage ionique. Par rapport aux PEBD, les
matériaux au PEHD ont une rigidité, une résistance
mécanique et un point de fusion supérieurs, mais ils
présentent une résistance plus faible à la fissuration
provoquée par l'environnement. La formule chimique du PEHD est de la
forme [6] :
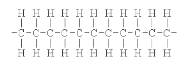
La Figure 4 représente le modèle d'un segment
macromoléculaire de polyéthylène de haute densité;
la chaîne est dans la réalité environ dix fois plus longue.
Les atomes d'hydrogène (blancs) sont liés latéralement aux
atomes de carbone (noirs), ce qui confère une allure en zigzag à
la macromolécule.
En l'absence de contraintes, le polyéthylène
haute densité peut supporter une température de 110 à
120°C, stérilisation par exemple, cette température
décroît sous charge et augmente avec la réticulation. Le
passage de la température de transition vitreuse est d'autant moins
sensible que le polyéthylène est plus cristallin. La fusion des
polyéthylènes est étalée. La température de
fusion augmente avec la masse volumique. Ils brûlent avec une flamme
bleutée et ils « gouttent ». La sensibilité
dimensionnelles est indépendante de la reprise d'humidité
très faibles <0.2% [5].
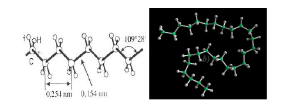
Figure 4 : Structure
macromoléculaire du polyéthylène linéaire (PE-HD)
[1].
a) Schéma de la structure d'une
chaîne et disposition spatiale des atomes.
b) Modèle d'un segment
macromoléculaire.
Les propriétés importantes de ces types sont
rassemblées dans le Tableau I.
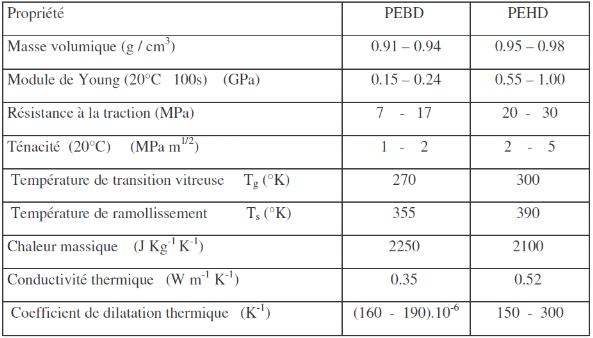
Tableau I: Propriétés
mécaniques et thermiques des polyéthylènes [7].
Les propriétés des polyéthylènes
dépendent des paramètres structuraux comme la
cristallinité, la masse volumique et la distribution des masses
molaires, de la conception de la pièce et des conditions d'utilisation
comme la durée des charges appliquées, la nature des contraintes
de sollicitation et la température. Le HDPE est un polymère
semi-cristallin. L'introduction de branchements courts dans la chaîne
carbonée, favorisant l'encombrement stérique, abaisse la masse
volumique du HDPE et sa cristallinité.
I.4.2.Mise en oeuvre du PE:
Pendant la mise en oeuvre, le polymère est
mélangé à différents produits (stabilisants,
lubrifiants, plastifiants, charges..) pour élaborer une formulation qui
se présente le plus souvent sous forme de poudre ou de granulés.
Cette formulation est ensuite fondue (cas des polymères
semi-cristallins) ou plastifiée (cas des polymères amorphes),
à la fois par conduction thermique depuis les parois de l'outillage de
mise en forme et par dissipation d'énergie mécanique. Cette
matière thermoplastique très visqueuse est ensuite forcée
dans un outillage qui va donner une première forme au produit (tube,
jonc, film...), elle est en suite mise en forme est alors refroidie, dans
certain cas étirée ou bi étirée, pour obtenir le
produit final.
Etant donné leur faible conductivité thermique
et leur viscosité élevée, les matériaux
polymères ne se laissent pas mettre en oeuvre comme des matériaux
traditionnels. Il faut en effet provoquer leur fusion, puis les mettre sous une
pression suffisante pour pouvoir les forcer au travers des outillages de mise
en forme.
Les machines d'extrusion (Figure 5) sont des
équipements de mise en oeuvre les plus utilisés et au travers
desquelles, la plus grande quantité de matières thermoplastiques
est mise et forme. Les éléments actifs de ces machines sont une
ou plusieurs vis enfermées dans un Foureau, dont la température
peut être contrôlée par des éléments
chauffants et refroidissant. Ces vis sont entraînées par un moteur
électrique (parfois hydraulique) à vitesses variables au travers
d'un réducteur et d'un dispositif d'accouplement [5].
Le PEHD peut être transformé par d'autres
techniques :
* Extrusion de films par technique ''Chill - Roll'';
* Production de fils et de fibres à partir de film
extrudé - soufflés (fibrillation) ;
* Production de fils par filage.
Pour plus d'informations le lecteur pourra consulter l'ouvrage
[7].
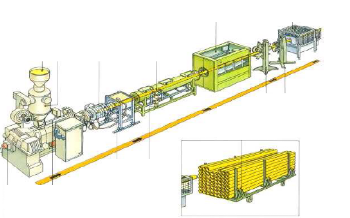
Figure 5: Représentation d'une
installation d'extrusion des tubes [5].
I.5. Application des plastiques en
tuyauterie:
Les tuyaux plastiques ont été utilisés
pour la première fois par les Allemands, au milieu des années
1930, dans des réseaux sanitaires d'évacuation. Leur emploi est
maintenant très diversifié et largement répandu dans les
pays industrialisés [6]. Le transport souterrain de l'eau et
d'égout a connu plutôt le béton, l'argile vitrifiée
et l'acier. Cependant, il y a une grande variété de tubes
plastiques souterrains comme le PVC et le polyéthylène à
haute densité. Une autre application concerne le transport d'eau chaude
est le (XPE). Ce dernier est un tube extrudé en
polyéthylène réticulé utilisé pour le
transport d'eau chaude.
Les plastiques sont les tubes de choix pour les lignes de
distribution de gaz à basse pression. Tandis que les composites et les
plastiques sont employés pour les lignes d'écoulement, de
collecte et de distribution. Actuellement, ils sont acceptés dans les
systèmes de transmission à haute pression de gaz naturel pour des
états d'étude. En raison de la facilité d'enroulement en
plus petits diamètres et de transport, les composites et les plastiques
sont un produit de substitution économique pour le tube d'acier.
Cependant il y a eu un essai limité d'un mélange
d'acier/composite dans une application de canalisation à transmission de
gaz naturel. Les résultats de cette recherche indiquent qu'il y a
quelques obstacles qui doivent être franchi pour fabriquer un tube de
composite à grand diamètre comme un choix permanent pour le
transport du gaz naturel à haute pression dans l'avenir [6]. Le Tableau
II donne les propriétés des plastiques et des matériaux
traditionnels employés en tuyauterie.
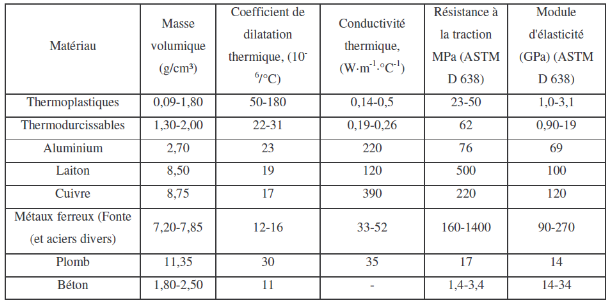
Tableau II : Propriétés des
plastiques et des matériaux traditionnels employés en transport
de fluides [5].
La discipline du développement technologique des
canalisations de gaz exige l'amélioration continue sur plusieurs fronts.
Les chercheurs prévoient un futur où les systèmes de gaz
sont plus fiables, et plus économiques que ceux d'aujourd'hui. Afin de
réduire le coût et d'améliorer l'efficacité du
contrôle de fuite de gaz naturel, GRI (Gas Research Institute) a
étudié l'utilisation de capteurs sensibles à distance, et
des techniques de formation d'image de fuite par laser qui tirent profit des
propriétés spectrales infrarouges d'absorption du gaz naturel.
Des systèmes prototypes ont été établis et ont
montré l'efficacité de ce procédé. D'autres
chercheurs ont réussi de fabriquer un matériau magnétique
pour des tubes de PE. Cette technologie facilite la localisation ainsi que
l'installation des canalisations. En ce qui concerne le contrôle des
réseaux, plusieurs méthodes de détection ont
été développées parmi lesquelles on cite
brièvement : techniques basées sur l'emploi de satellite afin de
détecter les éboulements potentiels qui sont dangereux ;
appareillage de contrôle de pression qui fournit une méthode
simple et beaucoup plus rapide pour surveiller et enregistrer
l'évolution de la pression, le temps et la température dans un
trancon de canalisation. Pour la préparation en "direct" des lignes de
gaz à l'intérieur du tube, un système robotique
automatisé est développé et manipulé à
distance économisant le temps et assurant la sécurité des
personnes [6].
| 

