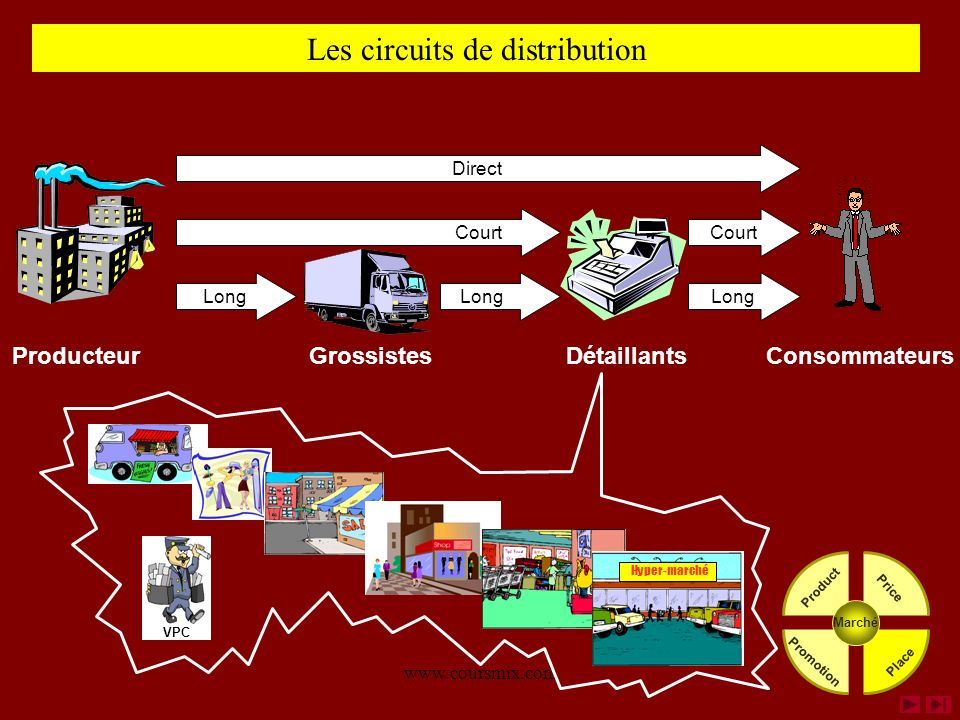
Gestion des stocks dans un réseau de distribution en adoptant plusieurs moyens de transport.par Jean-Claude KOUA institut des technologies d'Abidjan - Diplôme d'ingénieur de conception en logistique 2017 |

Tableau 1.1 : avantages et inconvénients de transport aérien.[9] 13 Chapitre I Chaine logistique et réseau de distribution 1.4.2 Transport maritimesLe transport maritime offre des avantages de sûreté, de moindre pollution et de fiabilité. En fait, il a le niveau d'insécurité le plus faible par rapport aux autres modes de transport au regard des accidents aux personnes et il offre des garanties de sûreté maximale pour les chargements et déchargements des marchandises. [9]
Tableau 1.2 : avantages et inconvénients de transport maritime 1.4.3 Transport ferroviaireLe transport ferroviaire est généralement plus réglementé que le transport routier et très souvent les pouvoirs publics participent directement à la fourniture des services, en sus de leurs responsabilités en matière de gestion des infrastructures. [9]
Tableau 1.3 : avantages et inconvénients de transport ferroviaire. [9] 1.4.4 Transport routierLe transport routier est une activité essentielle et multiforme dont la souplesse inimitable, le faible coût de revient, la capacité d'adaptation sont indispensables à notre économie. [10] La construction et la modernisation des infrastructures routières jouent un rôle important dans le développement du transport international de marchandises par route, d'autres facteurs sont également essentiels à l'établissement d'un réseau routier efficient et prospère. [9] 14 Chapitre I Chaine logistique et réseau de distribution
Tableau 1.4 : avantages et inconvénients de transport routier.[9] 1.5 Le coût de transportL'activité de transport ne se résume pas à des simples déplacements physiques des biens qu'il conviendrait d'optimiser en termes de coûts, de temps ou de coûts non monétaires (sécurité, confort...). Les situations de transport sont aussi fortement conditionnées par les acteurs qui participent directement ou indirectement à cette transaction d'une part, et aux transformations structurelles de l'économie d'autre part. Au même titre des opérations de fabrication, les opérations de transport devront être optimisées parce que susceptibles d'induire des coûts considérables. En Effet, même si ces coûts peuvent varier considérablement selon les produits et destinations, on estime qu'en moyenne les coûts de transport représentent entre 5 et 10 percent de la valeur du produit fini livré. 1.6 Les enjeux du transport1.6.1 Les prix / les coûtsLe cout de transport est un paramètre très sensible pour la société qui affecte directement le prix de produit et le bénéfice engendré par le produit lui-même. Ce qui oblige les réseaux de transport à améliorer régulièrement leur circuit de distribution et à revoir leur organisation industrielle. Cette tendance les a amenés à agir sur la minimisation de tous les coûts relative à la distribution et qui peuvent avoir une influence importante. Donc il faut bien savoir optimiser la distribution et la livraison pour rester dans le monde de concurrence. [11] 1.6.2 La qualité des produitsLa qualité n'est plus vraiment un objectif dans la mesure où elle se présente comme un prérequis pour pouvoir être compétitive. L'unité de mesure utilisée reflète bien les progrès 15 Chapitre I Chaine logistique et réseau de distribution réalisés dans ce domaine : du pourcent, le niveau de qualité est passé au «pour mille» puis plus récemment au PPM (pièces défectueuses par million). La question ne se pose plus sous la forme du niveau de qualité à atteindre mais plutôt du coût pour y parvenir. [9] 1.6.3 Les délaisLe délai se définit comme le temps s'écoulant entre la demande du client et la réception du produit commandé. Dans l'entreprise, industrielle ou non, pour l'utilisateur, il est plus souvent perçu comme le temps entre la constatation du besoin et le moment où il peut commencer à l'utiliser. Cet écart intègre des opérations réalisées par le fournisseur (préparation de la commande, expédition, etc.) mais également des tâches internes (constatation du besoin, contact avec le service Achats, passation de la commande, puis réception et contrôle). 1.6.4 La fiabilitéLa fiabilité dans les réseaux de transport est une notion essentielle et d'une importance majeur pour l'optimisation et la meilleur sélection. Une route plus longue peut être plus fiable qu'une route courte qui est confronté à plusieurs aléas (grande circulation, mauvais tapissage, route non goudronnée, mal éclairée pour les voyages nuitée ....etc.). 1.6.5 Le risqueLe progrès technologique a permis de faire un très grand pas vers l'avenir et instaurer une évolution majeure dans tous les domaines et particulièrement dans les systèmes industriels. Un critère qui était largement exigé par de nombreuses entreprises et la minimisation tous genres de risques (les retards, les erreurs, les pannes, détérioration, la défaillance des produits...etc. On analyse ainsi successivement les risques potentiels externes provenant du marché, de la concurrence, des changes, de la législation, etc.... et les risques internes liés à l'organisation, la technique utilisée, le niveau de la main-d'oeuvre, la gamme de produits et son renouvellement. Le transport est très sensible aux différents risques puisque celui-ci influence directement sur la fonction de transport. 1.6.6 La sécuritéLa sécurité varie selon la nature des produits transportés qui dépend du moyen de transport utilisé, la qualité de packaging de produit lui-même et des moyens de manutention utilisés pour le chargement et déchargement. 16 Chapitre I Chaine logistique et réseau de distribution 1.6.7 RapiditéLa rapidité permet de mesurer et respecter les délais de livraison sans dépasser les échéances prévues cela dit une livraison précoce peut entrainer des couts de sur-stockage il faut trouver le compromis adéquat qui favorise l'équilibre. 1.7 Le stockLe passage de produit dans le processus de fabrication ou distribution dans une chaîne exige une entrée et une sortie de matière dans chaque maillon de chaîne. La présence de cette substance sur ses différentes formes (matière première, semi-fini, produit fini) à l'entrée de chaque compartiment se visualise sous forme d'un stock. [12] 1.7.1 Un stockUn stock peut être défini comme un ensemble de marchandises, d'articles, accumulés dans l'attente d'une utilisation ultérieure et qui permet d'alimenter régulièrement les utilisateurs sans leur imposer les à-coups d'une fabrication ou les délais de livraison des fournisseurs. [13] La présence de ce stock est indispensable pour le bon fonctionnement de la chaîne cela dit une présence massive peuvent entraîner des pertes considérable à l'entreprise. [10] 1.7.2 La Gestion de stockUne bonne gestion de stock consiste à avoir la quantité nécessaire au bon moment. D'une manière générale, chaque revendeur qu'il soit : un centre de distribution, un grossiste, un ou un détaillant préfère avoir une quantité de produit dans son magasin avant l'arrivée du client. Pour ce faire, le revendeur doit estimer les ventes d'une période selon sa propre loi de consommation ou de son historique des ventes. Cette estimation permet de déterminer les quantités d'approvisionnement avant la manifestation des demandes réelles. [12] Dans ce cas le vendeur peut être confronté à trois configurations possibles : La première est lorsque la quantité approvisionnée est égale exactement à la quantité commandée par les clients. Dans ce cas le vendeur se trouve dans une situation idéal puisqu'il a vendu tout ce qu'il a commandé, mais cette situation idéaliste est rarement rencontrée dans la réalité vu que les demandes clients son incertaine et imprévisible. La deuxième possibilité rencontrée chez le revendeur est que la quantité approvisionnée dépasse la quantité commandée par les clients, dans ce cas on parle de produit en sur-stockage. 17 Chapitre I Chaine logistique et réseau de distribution Dans la troisième situation, la demande n'est pas satisfaite entièrement ou satisfaite partiellement, dans ce cas on parle de rupture de stock. Une bonne gestion des stocks consiste donc à trouver un équilibre entre la rupture et le sur-stockage qui permet de maximiser le profit tout en minimisant les coûts de dépenses. 1.7.3 Sur-stockageLe sur-stockage peut être défini par la possession d'un article sur une période donnée avant sa livraison au client final. Cette action bloque de la liquidité financière par article stocké. La diminution des charges liées à un produit stocké nécessite la réduction des couts de possession et les durées de séjour. ? Le coût de possession de stock est l'ensemble des coûts issus du maintien d'un article en stock : - Coût d'entreposage et le coût de dévaluation du stock - Coûts de fonctionnement des magasins (salaire, loyer, chauffage). - Couts divers (entretien des locaux, informatique, assurance ...etc.). Il est exprimé soit en unité monétaire par produire stocke et par unité de temps, soit en pourcentage du prix du produit sur une période donnée calculée sur une année. [12] CP = CP * IP Avec IP : nombre de stock possédé au cours d'une période et CP : cout de possession. La durée de séjours est le temps pendant lequel le produit est en attente sa livraison. Le temps de séjour d'un article est déterminé par l'intervalle de temps entre l'entré d'un article dans l'espace du stockage et le moment de sa sortie pour être livré au destinataire. 1.7.4 Rupture de stockLa rupture de stock peut être définie comme étant l'insatisfaction partielle ou totale d'une demande. Cette notion de rupture est très valorisante et de poids significatifs sur la performance de l'activité commerciale en-cours. 1.7.4.1 Le coût de ruptureLe cout de rupture est le coût occasionné par une vente manquée. Il correspond à la marge unitaire multipliée par le nombre de produits dont la vente n'a pu être réalisée. Lorsque la vente est simplement retardée dans le temps, son calcul est plus complexe et 18 Chapitre I Chaine logistique et réseau de distribution spécifique à la procédure mise en place par l'entreprise pour conserver son client en attente. Il est parfois nommé « coût de pénalité » ou « coût de pénurie. » L'entreprise doit déterminer un niveau de stock de sécurité pour éviter toute rupture de stock. Ce stock est calculé à partir de rythme et volume des commandes, des prévisions des valeurs extrêmes compte tenu des variations aléatoires de la demande et des retards éventuels d'approvisionnement. 1.7.4.2 Commande retardéeLa commande retardée est due à une insatisfaction immédiate de la totalité ou une partie de la demande et qui sera desservie dans un futur proche. Cette situation de pénurie ne se présente que lorsque la demande ou le délai de réapprovisionnement sont supérieurs aux valeurs moyennes utilisées dans les paramètres de gestion du système de réapprovisionnement. 1.7.4.3 Commande perdueLa commande perdue est une situation plus délicate vue que la demande ne sera jamais satisfaite ce qui donne des conséquences négatives sur la satisfaction des clients voire les perdez et qui entraîne des déficits importants dans le chiffre d'affaires. 1.8 Divers modèles de gestion de stock sont utiliséLa gestion des stocks est une façon particulière pour manipuler les "approvisionnements. Dans la littérature on peut trouver plusieurs méthodes proposées pour la gestion des stocks ou chaque méthode a ses avantages et ses inconvénients. il est important de noter que le choix d'une telle ou telle méthode exige une analyse préalable des consommations afin d'identifier la méthode de gestion la plus approprié. [12] 1.8.1 Le modèle de WilsonLe modèle Wilson destiné à déterminer la quantité optimale de la commande, la cadence optimale d'approvisionnement, c'est-à-dire celle qui minimise le coût de stockage. Ce modèle fonctionne en univers certain (la demande, les prix, les délais, sont connus). [13] Cette formule constitue un modèle mathématique simplificateur, dans lequel on suppose que : - La consommation est régulière - Les coûts sont proportionnels au nombre d'articles. - Il n'y a pas de pénurie. - Les coûts de stockage et de commande sont définis et constants. 19 Chapitre I Chaine logistique et réseau de distribution On peut également faire intervenir le coût de pénurie, mais pour des raisons pratiques (coût difficile à évaluer), il est intéressant de faire l'hypothèse que ce coût n'intervient pas pour le calcul des quantités économique. [12] La formule suivante dite formule de Wilson : [12]
Avec : Ca: le coût de passation (lancement). D : La demande annuelle. i : Le Taux de possession du stock. P: Le prix unitaire de l'élément. 1.8.2 Politique de gestion de stock classiqueLes politiques de gestion des stocks les plus utilisés dans le milieu industriel selon leur évolution temporelle et leur consommation via le marché sont résumons dans le tableau suivant : [12]
Tableau 1.5 : politiques d'approvisionnement ? La méthode calendrier (quantité fixe/date fixe) La gestion calendaire suppose l'examen du stock à intervalles de temps réguliers, par exemple, le de chaque mois. À ces dates fixes, il faudra passer une commande d'un volume égal à ce qui a été consommé pendant la période précédente. Cette méthode peut s'appliquer aux produits : [12] y' Dont la consommation est régulière. y' De faible valeur. y' De classe C. 20 Chapitre I Chaine logistique et réseau de distribution ? La méthode point de commande (quantité fixe/ date variable) Cette méthode, plus connue sous le nom de méthode du point de commande, son principe est le suivant : une commande est déclenchée dès que le niveau du stock devient inférieur ou égal au stock d'alerte. Cette technique est utilisée essentiellement pour les articles qui demandent un suivi permanent des stocks (c'est-à-dire savoir à tout moment où en est le niveau du stock), ce qui peut entraîner un coût de gestion élevé. [12] ? Les méthodes de ré-complètement (quantité variable/ date fixe) Selon cette méthode, appelée également méthode de ré-complètement, on définit pour chaque produit un niveau de stock optimum. À période fixe, le magasinier analyse son stock et commande une quantité permettant de retrouver le niveau voulu. Cette méthode s'applique notamment aux produits dont la consommation est régulière. [12] ? Méthode des opportunités (quantité variable/date variable) Cette méthode est principalement utilisée pour les produits dont les prix de revient varient fortement ou dont la disponibilité n'est pas permanente (exemple : bois exotiques). [12] 1.8.3 Le modèle ABC, modèle de gestion par exceptionLes articles dont dispose une entreprise n'ont pas la même importance, et il est impossible d'attribuer la même priorité à chaque article dans sa gestion, car cela devienne trop coûteux. Parmi les solutions proposées, une méthode conne par la méthode ABC qui s'effectue en utilisant l'ordre décroissant des valeurs de consommation annuelle des articles, calcule par la consommation annuelle d'un article par rapport à la consommation totale. À partir de ce classement, les produits sont regroupés en trois familles (A, B et C). [12] Selon une étude, 10% des produits A représentent 60% en valeur, tandis que 40% des produits B représentent 30% en valeur et 50% des produits C représentent 10%. Les produits A feront l'objet d'une gestion rigoureuse compte tenu de leur valeur ; [13] 1.8.4 Méthode de KANBANLe kanban peut se définir comme un mode de pilotage de la production destiné à éliminer tous les stocks inutiles surtout ceux qui concernent les encours de production. L'objectif global du kanban est d'atteindre le zéro stock que l'on a souvent associé au zéro défaut et ceci avec la mise en place de procédures de contrôle total de la qualité. 21 Chapitre I Chaine logistique et réseau de distribution Le principe du kanban est le suivant : il s'agit de produire et livrer des produits finit juste à temps pour être vendus, fabriquer des produits intermédiaires justes à temps pour être transformés en produits finis, acheter des matières premières justes à temps pour la fabrication. Elle gère les flux d'approvisionnement, de fabrication ou de distribution et leur lancement à très court terme. Elle est surtout utilisée pour des fabrications de grande série à flux réguliers, et vise à atteindre la rationalisation des flux d'informations et donc à supprimer les gaspillages. [14] 1.8.5 Politiques de besoin futur MRPLa méthode du MRP consiste à déterminer, pour chaque produit (matière première, composant, produit intermédiaire, produit fini, etc.), les dates et les quantités des lancements de production ou des commandes d'approvisionnement sur un horizon de planification donné dans le but de satisfaire les besoins exprimés dans le Plan Directeur de Production (PDP) pour chaque période. C'est une technique de gestion industrielle qui répond aux besoins suivants : V' Donné au client le meilleur service. V' Définir un programme de production. V' Réaliser au mieux l'adéquation charge/capacité résultant de ce programme de production. V' Maîtriser les coûts de production. M.R.P. est devenu plus qu'une technique, c'est un concept de gestion industrielle qui se trouve aujourd'hui à la base de la plupart des systèmes de (G.P.A.O). [15] 22 Chapitre I Chaine logistique et réseau de distribution
Figure 1.8 : Architecture MRP. [15] L'objectif de la planification MRP est de commander les articles et les fabriquer en limitant au maximum les surplus et les ruptures de stocks. [15] 1.8.6 Stock sous incertitudeUne des principales incertitudes en gestion de stock est l'écart entre la quantité en stock lue dans le système d'information et la quantité réellement disponible dans le système physique. En gestion des stocks ou la demande est incertaine, on parle de niveau de service lorsqu'on estime ne pas pouvoir répondre toujours à toutes les demandes et qu'on se fixe une probabilité de satisfaction à atteindre. Une préoccupation majeure des chercheurs est de lancer un défi dans le but de gérer au mieux les demande incertaine ou au moins rétrécir au maximum le spectre de sur stockage et la rupture. Dans ce cadre nous avons étudié un réseau de distribution composé d'un entrepôt central et plusieurs centres de distribution ou la demande dans chaque centre est incertaine, d'un côté il 23 Chapitre I Chaine logistique et réseau de distribution faut répondre aux demandes client et d'un autre côté il faut livrait la marchandise à moindre cout. 1.9 ConclusionsDans ce chapitre, nous avons présenté les concepts généraux relatifs aux chaînes logistiques et au réseau de distribution plus précisément nous avons pointé notre réflexion sur les politiques de gestion des stocks et le transport dans les réseaux de distribution. Les principaux concepts de chaque politique ont été présentés dans le but de mettre en évidence leurs similarités et leurs différences ainsi que les avantages et inconvénients. 24 Chapitre 2Présentation de l'entreprise et formulationdu problèmeChapitre 2 : Présentation de l'entreprise et formulation du problème 2.1 IntroductionL'amélioration des systèmes industriels exige de l'innovation et la proposition des nouvelles techniques afin d'assurer sa compétitivité concurrentielle sur le marché. Pour survivre à un tel environnement l'entreprise actuelle tente d'établir des formes de communication et d'échange d'informations, de matière, de produit et de ressources etc... dans le but d'augmenter son rendement. Dans ce travail nous allons proposer une forme de collaboration dans le réseau de distribution de l'entreprise literie Maghrébine qui sert de cadre applicatif à nos résultats. La première partie contient la présentation globale de l'entreprise, en spécifiant son processus de fabrication, et son le réseau de distribution. La deuxième partie est dédiée à la formulation de la problématique abordée, avec une description détaillée des paramètres utilisés. 2.2 Présentation de l'entrepriseL'entreprise LIT-MAG (Literie Maghrébine) est une société spécialisée dans le domaine de la literie. Située à Tlemcen Algérie. Dotée d'une capacité de production de 400 matelas/ jour et d'un effectif de 110 employés. L'entreprise LIT-MAG est dédiée à la fabrication des matelas de différentes dimensions, ainsi que les oreillers et les couettes. Une fois réalisation des produits ces derniers son envoyé vers des centres de distributions en respectant la demande de chaque centre et en utilisant un moyen de transport adapté à la quantité livré. L'entreprise LIT-MAG est constituée de deux compartimente production et distribution. 2.2.1 Chaine de production LIT-MAGLes produits réalisés par l'entreprise sont classés en trois catégories : une famille de matelas, une seconde famille qui contient : couette, draps et couvre lit et enfin la famille des oreillers et traversins. Dans la famille des matelas, on trouve une large variété de produits (matelas en mousse souple, matelas en mousse avec une grande résistance ou matelas injectés mousse et ressort) et une diversification de dimension. Ça peut aller d'un simple matelas pour bébé, au matelas deux places avec plusieurs dimensions [16]. La famille des couettes, draps et couvre lit est une spécialité très récente de l'entreprise. Elle consiste en la fabrication des couettes d'une et deux places, dans des formats multiples ainsi que de voiles de rideaux et couvre-lits haut de gamme à dimensions multiples. Et enfin la production comprend la famille des oreillers et traversins de différentes dimensions [16].
Chapitre 2 : Présentation de l'entreprise et formulation du problème 2.2.2 La structure de l'entrepriseL'unité de production de l'entreprise literie Maghrébine est constituée principalement de trois zones telles qu'il est présenté par la figure suivante : Figure 2.1 : structure de l'entreprise. [16] La réalisation de tels produits nécessite un certain nombre de matières premières comme : fils d'acier, colle, fil à coudre, tissu, ouate, ruban, fibre, grise, plastique d'emballage, produits chimiques...plus un savoir-faire des employés [16].
Chapitre 2 : Présentation de l'entreprise et formulation du problème
Figure 2.2 : processus de fabrication. [16] 2.2.3 Le réseau de distribution LIT-MAGL'entreprise de Lit-Mag a un réseau de distribution assez complexe, pour avoir une idée globale sur ce réseau, on va présenter les différentes principales parties. Le réseau de distribution LIT-MAG est constitué d'un entrepôt central situé à Tlemcen, mitoyen avec l'unité de production, et qui alimente plusieurs centres de distribution, identifiés par leurs zones de localisation sur le territoire algérien. A leur tour, les centres alimentent des grossistes dans la région où chaque grossiste est connecté à un ensemble de détaillants et chaque détaillant est connecté à un ensemble de clients finaux c'est à dire qu'un produit passe par plusieurs étages avant d'arriver au client final. et pour manque d'information nous avons choisi d'étudier le premier échelon qui se compose de l'entreprise mère situer à Tlemcen, et plusieurs centres de distribution localisés aux plusieurs wilayas sur le territoire national (Oran, Blida, Alger1,Alger2, Annaba) tel qu'il est donné par la figure2.3.
Chapitre 2 : Présentation de l'entreprise et formulation du problème
Figure 2.3 : le réseau de distribution de l'entreprise Lit Mag L'entreprise LIT-MAG approvisionneles détaillants localisés ayant des besoins spécifiques. en utilisant des moyens de transport de différente capacité(petit T, moyen M et grand G). Chaque moyen de transport visite un seul client et revient à l'entreprise. Quel que soit la demande de ce dernier l'entreprise exige un chargement complet quelque soit la capacité du camion.
Chapitre 2 : Présentation de l'entreprise et formulation du problème Figure 2.4 : le réseau de distribution de l'entreprise Lit Mag 2.3 Description du problèmeDans ce travail nous allons aborder un problème de transport et de livraison dans un réseau de distribution composé d'un entrepôt central et plusieurs grossistes identifié par leurs zones de localisation située sur le territoire algérien. Notre problème a une structure particulière constituée de deux phases : la première phase concerne la distribution entre l'unité de production et les différents entrepôts, la deuxième phase concerne les échanges de produits entre les entrepôts eux-mêmes. Le problème dans ce réseau est double d'un côté il faut livrai les produits aux centres de distributions au bon moment et dans les meilleures conditions qui optimisent l'utilisation de moyen de transport, d'autre part il faut gérer au mieux les stocks chez les revendeurs qui permettent de réduire le sur-stockage tout en satisfaisant les clients.
Chapitre 2 : Présentation de l'entreprise et formulation du problème 2.4 ProblématiqueLe problème considéré dans ce travail consiste à la minimisation du coût de transport dans un réseau de distribution constitué d'un entrepôt central et plusieurs centres de distribution en utilisent plusieurs moyens de transport de types différents (petit, moyen, grand). Plus précisément nous allons étudier un entrepôt central et trois centres de distribution ou chaque centre de distribution s'approvisionne auprès de l'entrepôt central avec des demandes incertaines et variées sur un horizon de temps donné. Cette incertitude sur la demande peut être expliquée par trois situations : soit la quantité commandée auprès de l'entrepôt est la quantité voulue exactement par les clients, la demande est en parfaite équilibrée, comme il peut y avoir la situation de sur-stockage lorsque les produits livraient son Supérieur à la demande des clients ou une situation de rupture lorsque les produits livraient son inférieur à la demande des clients. La livraison des produits depuis l'entrepôt central et le centre s'effectue en utilisons un moyen de transport bien déterminé avec une capacité fini. Sachant que l'entreprise possède trois moyens de transport de taille (capacité) différente. Notre chalenge dans ce travail est de proposer des circuits de livraison en choisissant le moyen de transport approprie tout en minimisant les couts de transport et les couts de stockage en assurant la satisfaction des clients. Dans ce contexte nous nous focaliserons principalement sur les couts relatifs aux transports, en prenant en compte tous les coûts directs et indirects, qui comprennent le coût de transport, le coût de stockage, le coût de charge et décharge, le coût de rupture. 2.4.1 HypothèsesNous nous situons dans le cadre mono-produit, où les marchandises stockées par les distributeurs sont de même type ou la demande est supposée incertaine dans un premier temps puis elles deviennent connues où les échanges de produits peuvent transiter entre les vendeurs. Dans notre modèle on a : ? les demandes de produits sont d'abord estimées à partir des statistiques. ? Les quantités de produit initial de tous les centres sont nulles. ? L'entrepôt central a une capacité infinie (peut satisfaire tous les ordres des centres de distribution). ? Tous les produits sont du même type et les périodes de livraison sont les mêmes pour tous les centres de distribution. ? Les commandes des centres de distribution sont satisfaites par l'entrepôt central. Ensuite, lorsque les demandes des clients se réalisent, la demande excédentaire d'un
Chapitre 2 : Présentation de l'entreprise et formulation du problème centre peut éventuellement être satisfaite par les autres centres de distributions voisines. > Plusieurs connexions de transport existent entre les différentes zones de distribution et le coût de transport dépend de la distance parcourue, nous supposons que le coût de transport ne dépend que de la distance parcourue, et qu'il est proportionnel aux quantités transportées. 2.4.2 Formulation du problèmeCette problématique est identifiée par un certain nombre d'informations des variables de décisions. les quantités commandées X(j) de l'entrepôt (j) vers l'unité de production qui est utilisée pour satisfaire la demande local D(j) en utilisant un nombre fini de moyen de transport(k) notée N(j, k) qui a une capacité (cap) et un cout de transport C(j, k). Au cours de la livraison on est confronté à plusieurs situations : > Premier cas La quantité livrée X(j) est égale à la demande D(j) ou le centre est en parfait équilibré. > Deuxième cas La quantité livrée X(j) est supérieure à la demande D(j) ou le centre est face à une situation de sur-stockage avec une quantité Qs(j) en stock ou chaque article stocké est valorisé par un cout de stockage H (j). > Troisième cas La quantité livrée X(j) est inférieure à la demande D(j) ou le centre est face à une situation de rupture de stock avec une quantité Qr(j) et un cout de rupture R(j). Pour régler les problèmes de sur-stockage et la rupture on ajoute des fourgons K1 qui assure le transite de marchandise Qt(j, j1, k1)d'un centre vers un autre avec une capacité (cap2) et un coût (cout). 2.4.3 Les paramètres utilisés> j : l'ensemble des entrepôts. > k : l'ensemble des camions. > Qr1(j) : la quantité des articles en rupture avant l'approvisionnement. > Qs1(j) : la quantité des articles de sur-stockage avant l'approvisionnement. > Qr2(j) : la quantité des articles en rupture après l'approvisionnement. > Qs2(j) : la quantité des articles de sur-stockage après l'approvisionnement. > Qt(j ,j1 ,k1): la quantité des articles transportés d'un entrepôt à un autre.
Chapitre 2 : Présentation de l'entreprise et formulation du problème > C (j,k) : le cout de transport de l'usine à l'entrepôt (j) pas le camion (k). > N (j,k) : le nombre de camion (k) . > H (j) : le cout de sur-stockage par article par période (semaine) . > k1 : l'ensemble de fourgon. > Cout : le cout de transport entres les entrepôts. > X (j) : la quantité transportée de l'usine à l'entrepôt (j). > D (j) : la demande de l'entrepôt (j). > Cap : la capacité de camion (k). > Cap1 : la capacité de fourgon (k1). > R (j) : le cout de rupture par article par période. > Pa : prix d'achat. > Pv : prix de vente. > Les variables de décision : Qs1(j), Qr1(j), Qr2(j), Qs2(j), X(j). 2.4.4 Modélisation de problématique2.4.4.1 Modélisation de problématique sans fourgon> La fonction objective k Max Z= ? ( D * ( Pv - Pa )) - ( ? ? C* N + ? H * Qs 2 + ? R * Qr 2 ) j j j , k j j j j
X -? Cap N = V V N ? N + * , 0 j k j k , , j k j k , k
Figure 2.5 : le réseau de distribution de l'entreprise Lit Mag sans échanges entre les dépôts | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||
|
|
||
|
|||
Tableau 3.1 : la capacité de chaque entrepôt
|
|
|
|
|
|
||
|
|
||
|
|
||
|
|||
Tableau 3.2 : la demande de chaque clients
Figure 3.1 : la relation entre les entrepôts et les clients
Tableau 3.3:le coût unitaire entre les entrepôts et les clients
San Francisco
Dallas
St. Louis
2
6
7
6
4
2
9
5
4
Le coûtunitaire
|
|
|||
|
|
|||
|
|
|||
|
Pour rédiger le problème qui permet de trouver la quantité à acheminer entre les sitesil faut commencer à définir : les ensembles, les paramètres, les variables de décision, la fonction objectif et les contraintes.
Chapitre 03 : Evaluation de réseau de transport
· Les ensembles
> I: ensemble des entrepôts
> J: ensemble des clients
· Les paramètres
> Xij: Volume transporté entre l'entrepôt i et le clientj > Cij: coût de transport entre l'entrepôt i et le client j > Bi : capacité de l'entrepôt i
> Aj : la demande du client j
· La fonction objectif
Cij
X ij
3 4
Min ?? Z =
i=1 j
= 1
· Les contraintes Contraintes de demande
|
|
||
|
|
|
||
|
|||||||
|
|||||||
|
|||||||
|
|
||||||
|
|
|
|||||
|
|||||||
|
|
||||||
· Contraintes
- De demande
!la demande de client;
@FOR (Client (J): [DEM]@SUM(ENTREPOT(I): VOLUME (I,J))>= DEMANDE(J));
- De capacité
!satisfaction du besoin de client;
@FOR (ENTREPOT (I): [SUP]@SUM(Client(J): VOLUME (I,J))<= Capacite(I));
Lemodèlecomplet
MODEL:
!3 entrepôts, 4 clients,problème de transport;
SETS:
ENTREPOT /E1, E2, E3/: Capacite;
Client /C1, , C3, C4/ : DEMANDE;
ROUTES ( ENTREPOT, Client) : Cout, VOLUME;
ENDSETS
!la fonction objective;
[OBJ] MIN = @SUM( ROUTES : Cout * VOLUME);
!la demande de client;
@FOR (Client (J): [DEM]@SUM(ENTREPOT(I): VOLUME (I,J))>= DEMANDE(J));
!satisfaction du besoin de client;
@FOR (ENTREPOT (I): [SUP]@SUM(Client(J): VOLUME (I,J))<= Capacite(I));
Chapitre 03 : Evaluation de réseau de transport
!les parametres ;
DATA:
Capacite = 30, 25, 21; DEMANDE = 15, 17, 22, 12;
Cout = 6, 2, 6, 7,
4, 9, 5, 3,
8, 8, 1, 5;
ENDDATA END
· Solution donnée par LINGO
Global optimal solution found.
Objective value: 161.0000
Total solver iterations: 0
Variable Value Reduced Cost
CAPACITE( E1) 30.00000 0.000000
CAPACITE( E2) 25.00000 0.000000
CAPACITE( E3) 21.00000 0.000000
DEMANDE( C1) 15.00000 0.000000
DEMANDE( ) 17.00000 0.000000
DEMANDE( C3) 22.00000 0.000000
DEMANDE( C4) 12.00000 0.000000
|
|
|
|
|
|
|||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|
||||||
|
|
|
|
|||||||
|
|
|
|
|||
|
|
|
|
|||
|
|
|
||||
|
|
|
||||
|
|
|
||||
|
|
|
||||
|
|
|
||||
|
|
|
||||
|
|
|||||
Dans cette section nous avons présenté un exemple sous LINGO pour expliquer sa manipulation dans la section suivante nous présentons les résultats obtenus par rapport à notre problématique.
Chapitre 03 : Evaluation de réseau de transport
Pour donner un échantillon des résultats pouvant être obtenus grâce à l'utilisation de notre modèle, nous allons définir dans un premier temps les paramètres utilisés. Bien entendu, ce paramétrage dépend du cas étudié. Dans ces exemples, nous nous restreignions volontairement au cas mono-produit dans un réseau de transport plus particulièrement une entreprise et un ensemble de trois centres de distributions (zones de demande) en utilisant trois moyens de transport de tailles différentes.
Comme il a été présenté dans le chapitre II l'entrepôt central est à capacité infinie, les produits livrés sont supposés identiques pour tous les centres.
Pour déterminer l'efficacité de notre algorithme, nous avons implémenté de manière similaire deux procédures. Dans la première procédure, l'échange entre centres de distribution n'est pas autorisé tandis que dans la seconde procédure, nous autorisons l'échange entre différents centres selon les besoins.
Nous avons considéré aussi qu'un chargement doit respecter la capacité totale du camion pour effectuer une visite dans un centre, en plus il doit respecter un seul aller-retour vers un centre.
Cette section contient deux parties : la première est dédiée à la collecte des données et des informations nécessaires à l'implémentation de notre algorithme, en précisant la demande de chaque centre, les différents coûts de transport, le coût de stockage et le coût de rupture. Dans ce cadre nous allons effectuer une analyse de sensibilité sur la variation du coût de stockage et celle du coût de rupture et leurs impacts sur le système global.
Les demandes moyennes collectées à partir des données expérimentales de l'entreprise et de l'historique de consommation dans les différents centres du réseau de distribution, sont résumés dans le tableau 3.4 :
|
|
|
|
|
|
|
|
|
|||
Tableau 3.4 : la demande moyenne pour chaque centre
Chapitre 03 : Evaluation de réseau de transport
Plusieurs moyens de transport existent entre les différentes zones de distribution. Chaque moyen de transport est doté de deux couts, un cout de transport unitaire relatif au type de moyen utiliser plus un cout fixe qui dépend des frais de moyen de transport utiliser selon la capacité et la distance parcourue.
Ils peuvent être calculés à partir de la localisation des centres de distribution situés dans des villes différentes. Ces villes sont séparées par des distances géographiques (ORAN, ALGER, ANNABA).
Le tableau 3.5 résume les coûts de transport-ci" associés au déplacement depuis l'usine vers l'entrepôt (j) selon le moyen de transport choisi et le tableau 3.5 représente les couts unitaires par produire transporté d'un centre (i) vers un centre (j).
|
|
|
|||
|
|
|
|||
|
|
|
|
||
|
|
|
|
||
|
|
|
|||
Tableau 3.5 : représente les coûts unitaires de transport (DA)
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
||
|
|
|
|||
Tableau 3.6 : coûts unitaires de transport associés au déplacement entre les entrepôts eux-
mêmes (DA)
Pour évaluer l'impact du profit total de l'entreprise sur la performance globale nous avons effectué plusieurs expérimentations sur le réseau étudié :
Chapitre 03 : Evaluation de réseau de transport
Dans un premier temps nous avons comparé entré en deux configurations différentes dans la première nous avons autorisé les échanges de produits entre les différents entrepôts, dans la seconde configuration les échanges entre les centres ne sont pas autorisés.
Une deuxième phase qui contient une série d'expériences :
La première consiste à étudier l'impact la variation du cout de transport. Dans ce cadre deux tests était effectué la première variation s'intéresse juste dans le sous-réseau la seconde étudiée la variation du cout de transport sur le réseau global et pour les deux configurations proposées.
Ensuite nous avons étudié la variation du cout de stockage et la variation du cout de rupture pour les deux configurations proposées avec échange et sans échange.
Comparaison entre un modèle sans échange et un modèle avec échange :
Pour pouvoir effectuer la comparaison entre les deux modèles nous avons utilisé les mêmes paramètres de demandes, les couts de transport a aussi utilisé un cout de stockage estimé par l'entreprise à 50 DA par produire stocké et un cout de rupture estimé à 500 DA par produit non satisfait. Nous résumons les résultats obtenus de programme sans et avec l'utilisation de fourgons dans le tableau 3.7 :
|
|
|
|
||
|
|
|
|||
Tableau 3.7: comparaison entre le profit total pour les deux configurations avec et sans
échange
Nous constatons une amélioration pour un modèle avec un échange est de l'ordre de 5850 DA ce qui représente une augmentation de 3 %o. Cette augmentation est relativement faible mais pour la même quantité commandée le nombre de clients à satisfaire à augmenter ce qui exprime une amélioration de la qualité de service. Ce qui permet d'enduire que notre algorithme résout efficacement notre problématique.
Dans cette patrie, nous avons varié le cout de transport unitaire des fourgons qui assurent le déplacement de produits finis entre les déférents entrepôts.
Chapitre 03 : Evaluation de réseau de transport
Le but de cette étape est de préciser à partir de quel cout unitaire l'entreprise doit opter pour l'utilisation des fourgons sachant que le cout de transport unitaire entre centres coute plus chère que le cout de transport unitaire entre l'entrepôt et un centre et de voir son impact sur le profit du réseau global. Nous résumons l'ensemble des résultats dans le tableau3.8 et les représentons par la figure3.2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|||
Tableau 3.8 la variation du cout de transport des fourgons et son influence sur le profit
5 10 15 20 25 30 35 40 45 50 55 60 65 70 80 90 100150200250300
L'infuence de variation de cout de transport sur le profit (Da/150km)
Le profit (Da)
1950000
1945000
1940000
1935000
1930000
1925000
1920000
1915000
1910000
1905000
Figure 3.2 : l'influence de la variation des coûts de transport sur la fonction objectif
On observe que le profit est une fonction décroissante qui diminue par l'augmentation du cout de transport de sous réseau. Cette variation nous donne une idée sur la marge où le cout est bénéfique par rapport aux conditions actuelles de l'entreprise. À partir de la courbe nous remarquons que notre courbe peut être partagée en trois zones : la première pour des valeurs allant de 5 à 30 DA ou la fonction objective chute brusquement pour arriver à une zone de stabilisation de 30 jusqu'à 70 qui représente le cout de transport le plus favorable. La fonction objective décroît jusqu'à arriver à un cout de 250 DA ou l'utilisation d'un fourgon pour échanger la marchandise s'avèrent très couteuses et on n'a pas intérêt à l'utiliser.
Chapitre 03 : Evaluation de réseau de transport
Le tableau 3.9 contient la capacité de chaque camion et ses caractéristiques (les coûts d'utilisation des camions de l'usine vers les entrepôts plus les couts unitaires par kilométrage)
|
|
|
|
|
|
|
||
|
|
|
|
|
||||
|
|
|
|
|
||||
|
|
|
|
|
|
|||
|
|
|
|
|
|
|||
|
|
|
|
|
||||
|
|
|
|
|
||||
|
|
|
|
|
|
|||
|
|
|
|
|
|
|||
|
|
|
|
|
||||
|
|
|
|
|
||||
|
|
|
|
|
|
|||
|
|
|
|
|
|
|||
|
|
|
|
|
||||
|
|
|
|
|
||||
|
|
|
|
|
|
|||
|
|
|
|
|
|
|||
|
|
|
|
|
||||
|
|
|
|
|
||||
|
|
|
|
|
|
|||
|
|
|
|
|
|
|||
|
|
|
|
|
||||
|
|
|
|
|
||||
|
|
|
|
|
||||
Tableau 3.9 : les variations des coûts de transport par camions
Les profits engendrés après l'exécution du modèle avec échange et sans échange en faisant varier les couts de transport sont donnés dans le tableau 3.10et représentés par la figure3.3 les quantités de stockage et des quantités de rupture sont données dans le tableau 3.11 et représentés par la figure 3.4pour les deux configurations sans et avec fourgon.
Chapitre 03 : Evaluation de réseau de transport
|
|
|
|
|
|
|
|
||
|
|
|
||
|
|
|
||
|
|
|
||
|
|
|
||
|
|
|
||
|
|
|
||
|
|
|
||
|
|
|
||
|
|
|||
Tableau 3.10 variation de coûts de transport et son influence sur le profit dans les deux
configurations
5 10 15 20 25 30 35 40 45 50
fonction objectif
2000000
1950000
1900000
1850000
1800000
1750000
1700000
1650000
1600000
les coûts de transport
FOB avec FRG FOB sans FRG
Figure 3.3 : influence de variation de coûts de transport sur la fonction objectif
D'après la figure 3.3 nous constatons que, le profit global pour deux configurations (avec et sans fourgon) est une fonction qui décroît par l'augmentation des couts de transport, et que le profit pour un modèle avec échange est supérieure au profit d'un modèle sans échange pour des couts allant de 1 à 30 DA. Au-delà de 30 DA nous remarquons que l'écart entre les deux courbes à tendance a affaibli cela peut être expliqué le fait que si le transport est trop cher les centres non pas intérêt à échanger de produit puisque le gain engendré par l'article lui-même est moins ce qu'on dépense dans son transport.
Chapitre 03 : Evaluation de réseau de transport
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
||||
Tableau 3.11: les quantités totale de rupture et de sur-stockage de chaque dépôt avec et sans
fourgons
la quantité de sur-stockage
150
100
50
0
5 10 15 20 25 30 35 40 45 50 le coût de transport
qte en stock avec fourgon
qte en stock sans fourgon
Figure 3.4 : l'influence de la variation de coût de transport sur les quantités en stock dans les
deux configurations
Chapitre 03 : Evaluation de réseau de transport
la quantité de rupture
15
10
5
0
5 10 15 20 25 30 35 40 45 50 le coût de transport
avec fourgon sans fourgon
Figure 3.5 : l'influence de la variation de coût de transport sur les quantités en rupture dans les deux configurations
D'après la figure 3.4 nous constatons que dans le système composé des trois centres que la quantité de produit en stock pour un modèle avec fourgon à baiser d'une manière considérable que pour une configuration sans échange cela peut-être expliqué par le transit de produit pour satisfaire une demande voisine ce qui a permis de réduire voir supprimé les ruptures de demande tel qu'il est présenté par la figure 3.5 quelle que soit la variation du cout de transport.
Une deuxième vague d'expérience, cette fois nous allons varier le cout de stockage appliqué aux deux configurations proposé model avec échange et model sans échange, les résultats obtenue sont donnée dans les deux tableaux 3.12 et 3.13 et représentés par la figure3.6
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
||||
|
|
|
|
|
|||||
Tableau 3.12 : variation de cout de sur-stockage et son influence sur le profit dans la première configuration (avec échange)
Chapitre 03 : Evaluation de réseau de transport
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
||||
|
|
|
|
|
|||||
Tableau 3.13 : variation de cout de sur-stockage et son influence sur le profit dans la deuxième configuration (sans échange)
|
|
|||||
|
||||||
|
||||||
Figure 3.6 : l'influence de la variation du cout de sur-stockage sur la fonction objective dans les deux configurations (avec et sans fourgon)
D'après la figure 3.6 nous observons une diminution de profit lorsque le cout de stockage augmente pour les deux configurations. Pour un modèle avec échange le profit est nettement meilleur que celui pour un modèle sans échange. Aussi pour un modèle avec échange le profit diminue jusqu'à 120 DA après elle se stabilise car chaque centre n'accepte pas de faire l'échange ce qui nous explique qu'il préfère de rester en rupture d'être en surstock par contre pour un modèle sans échange le profit continuera sa diminution avec une grande ponte puisque tous les produits reste en stock.
Le tableau 3.14 résume les quantités de sur-stockage dans les deux configurations selon le changement de cout de sur-stockage.
Chapitre 03 : Evaluation de réseau de transport
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Tableau 3.14 : la quantité en stock après la variation du coût de sur-stockage dans les deux configurations
Chapitre 03 : Evaluation de réseau de transport
la quantité de sur-stockage
60
40
20
0
5 20 40 60 80 100 120 140 160 180 200 220 le coût de sur-stockage
qte avec fourgon qte sans fourgon
Figure 3.7 : l'influence de la variation de coût de sur-stockage sur la quantité en stock
D'après la figure 3.7 nous remarquons que l'augmentation du cout de stockage influence sur la quantité approvisionner dans le système pour les deux configurations proposées cela peut être expliqué le fait qu'un centre préfère être en rupture que de payer des sommes importantes pour les produits en stock. Nous constatons aussi que les quantités qui restent dans le système en stock pour un modèle avec fourgon sont inférieure aux quantités pour un modèle sans fourgon et cela peut être expliqué par le transit de quantité de produit qui est destinée à la base au stockage pour un centre j est livré vers un centre demandeur J'.
Une dernière vague d'expérience, cette fois nous allons varier le cout de rupture appliqué aux deux configurations proposé model avec échange et model sans échange, les résultats obtenue sont donnée dans le tableau 3.15et représentés par la figure 3.8
|
|
||||||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
||||
Chapitre 03 : Evaluation de réseau de transport
|
|
||||||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|||
Tableau 3.15: l'influence de la variation du cout de rupture dans les deux configurations (avec et sans fourgons) sur le profit.
|
|
|||||
|
||||||
50 150 250 350 450 550 650 750 850 950 les coûts de rupture
Figure 3.8 : la fonction objectif avec et sans fourgon après le changement de cout rupture
D'après la figure 3.8 nous constatons que la fonction profit décroît lorsque le cout de rupture augmente pour les deux configurations. Pour un modèle avec échange le profit est nettement meilleur que celui pour un modèle sans échange. À partir de la valeur de 500 le profit est plus au moins stable ce qui explique le parallélisme des deux courbes.
Le tableau 3.16 résume les quantités de rupture dans les deux configurations selon le changement de cout de rupture et présenté par la figure 3.9.
Chapitre 03 : Evaluation de réseau de transport
Quantité de rupture (avec fourgon)
Quantité de rupture (sans fourgon)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Tableau 3.16 : les quantités de rupture après la variation de coût de rupture dans les deux configurations.
Chapitre 03 : Evaluation de réseau de transport
la quantité de ruptur
1000
400
800
600
200
0
50 100 150 200 250 300 350 400
450 500 550 600 650 700 750
le coût de rupture
800
850
900
qte avec fourgon qte sans fourgon
950
1000
Figure 3.9 :l'influence de la variation du cout de rupture sur la quantité de rupture avec et sans
fourgon
Nous remarquons que l'augmentation du cout de rupture influence sur la quantité approvisionnée dans le système pour les deux configurations proposées. On remarque que la quantité de rupture diminue avec l'augmentation du coût de rupture, et cela est dû au fait que chaque centre préfère avoir des stocks qu'être en rupture.
Dans ce chapitre, nous avons présenté le système étudié qui est un réseau de distribution mono-produit, composé d'un entrepôt central et de trois centres de distributions. Dans ce contexte, nous avons comparé plusieurs configurations différentes : une structure sans échange, une structure avec échanges les résultats numériques que nous avons obtenus ont permis d'évaluer l'efficacité de l'algorithme proposé pour chaque configuration. De plus, ils nous indiquent que la configuration avec échange entre centres est nettement plus avantageuse pour le réseau global qu'une organisation sans échanges.
Au terme de ce mémoire de fin d'études intitulé « Gestion des stocks dans un réseau de distribution en adoptant plusieurs moyens de transport » dont l'objectif était de résoudre le problème du transport et la gestion du stock au sein de l'entreprise literie Maghrébine composé d'un entrepôt central et trois centres en utilisant plusieurs moyens de transport de différentes tailles.
Dans ce contexte nous avons modélisé un support théorique relatif au réseau de transport associé à la gestion des stocks représenté par deux configurations différentes ou dans la première nous avons respecté l'autonomie de chaque centre pour gérer sa propre demande, dans la deuxième nous avons proposé une forme de collaboration entre centres par l'échange de marchandises afin de satisfaire la demande de chaque centre. le problème ainsi formulé et modéliser sous le logiciel LINGO qui nous a permis d'évaluer les résultats.
Les résultats numériques que nous avons obtenus nous ont permis d'évaluer l'efficacité de l'algorithme proposé et nous indique que la configuration ou l'échange entre centres est autorisé et nettement plus avantageux pour le réseau global.
Perspectives :
Dans ce travail nous avons considéré principalement un réseau de distribution mono-produit et qui utilise des moyens de transport de différents types pour le transport de l'entreprise vers les centres et un fourgon pour le transport entre centres.
Notre perspective est de proposer :
· l'étude de réseau avec variation des produits
· L'étude de réseau avec la variation de la capacité des fourgons entre centres.
[1]- http://docnum.univ-lorraine.fr/public/INPL/2007_MOULOUA_Z.pdf
[2]- http://www.centredelanguefrancaise.paris/wp-content/uploads/downloads/2011/10/distribution.pdf
[3]- http://www.pearson.fr/resources/titles/27440100688820/extras/7344_chap01.pdf [4] http://images.slideplayer.fr/1/472504/slides/slide_30.jpg
[5]- http://www.definitions-marketing.com/definition/reseau-de-distribution/
[6]- 2008_these_F_Hnaien_final.pdf
[7]- http://img.over-blog.com/300x161/4/35/24/22/Sans-titre3.png
[8]- http://www.transport.nsw.gov.au/about/legislation/nsw-passenger-transport-legislation-review. [En ligne]. [Accès le 2016].
[9]-R. TOUIL , I. MESMOUDI , A. LANABI , A. AOUS et . N. BENTSAID, «Amélioration de la stratégie de transport dans une chaine logistique,» Université de Tlmcen , Tlemcen , 2015.
[10]- http://www.groupeisf.net/logistique_et_transports/transport/2/Module%20transport%202.htm. [En ligne]. [Accès le 2016].
[11]- B. Stepien, Problèmes de Transport, Montpellier: Université de Montpellier, 1970.
[12]- Z. Merzak , S. Abbaz , L. Moumene , Y. Mekki et M. A. Cherier , «Gestion des stocks dans le complexe Denitex sebdou,» Université de Tlemcen , Tlemcen , 2014.
[13]- livre de :100 fiches pour comprendre le management 4° édition,ALBERIC HOUNOUNOU,Dépôt légal : Août 2013-870 0003/01-N° d'impression : 307389 Imprimé en France
[14]- «Le KANBAN,» Logistique de production, 2006.
[15] -H. AOUAG, Management de la production : Outils et diagnostic Etude de cas : Entreprise Bouteilles A Gaz-Batna, Batna: Université de Batna, 2005.
[16]- TRIQUI.L 2015, Tlemcen
Dans ce travail nous avons étudié la gestion des stocks et le transport multi-moyen dans réseau de distribution appliqué à l'entreprise literie Maghrébine qui est composée d'un entrepôt central et trois centres de distributions identifié par leurs zones de localisation située sur le territoire algérien où la livraison s'effectue à l'aide de plusieurs moyens de transport avec différentes capacités. Le problème traité a une structure particulière constituée de deux parties : la première partie concerne la distribution entre l'entreprise et les différents entrepôts, qui assure la livraison des produits aux entrepôts au bon moment et dans les meilleures conditions qui optimise l'utilisation de moyen de transport. La deuxième partie concerne les échanges de produits entre les entrepôts eux-mêmes, qui permet de gérer au mieux les stocks c'est-à-dire réduire le sur-stockage tout en satisfaisant les commandes clients.
Mots clés : réseau de distribution, multi-moyen de transport, optimisation, gestion des stocks.
This study addresses the problem of inventory management and the multi transport in distribution network applied to the LIT-Mag company that is composed of a central warehouse and three distribution centers localized in Algeria where the delivery is made using several means of transport with different abilities. The treaty issue has a particular structure composed of two parts: the first part concerns the distribution between the company and the individual warehouses, which ensures the delivery of products to warehouses with using of means transport. The second part organizes the exchange of products between companies based on actual local demands to reduce overall inventory in the distribution networks throughout ensuring a good level of service.
Keywords : distribution network, multi-transportation, optimization, inventory management.


{kind=link}
{kind=link}