CHAPITRE 3-RÉSULTATS, ANALYSES ET
DISCUSSIONS
plusieurs variables de sortie. Dans ce cas il n'est pas
recommandé de s'aventurer à l'analyse de sensibilité
présentée précédemment. Dans une telle situation,
on pourrait effectuer une analyse de sensibilité spatiale. La
Figure 3.14 illustre l'analyse de sensibilité spatiale dans le
cas de notre modèle.
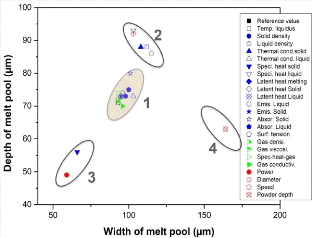
Figure 3-14: Analyse de sensibilité des
réponses du modèle.
Les données d'entrée sont
différenciées par couleur : bleue pour les
propriétés du matériau, verte pour les
propriétés du gaz et rouge les paramètres du
procédé. Le domaine 1 ou zone 1 est constitué des
variables qui entrainent une faible variabilité des réponses du
modèle. On constate que les propriétés du gaz et quelques
propriétés matériau influent moins les réponses du
modèle. Les zones 2, 3 et 4 représentent les variabilités
importantes du modèle. On peut noter que les paramètres
procédés (hauteur de poudre, vitesse, puissance et
diamètre du laser) sont des variables d'entrée qui contribuent le
plus à la variabilité du couple profondeur-largeur du bain de
fusion. Ce résultat est en accord avec les travaux publiés dans
la littérature. On observe que la variabilité de la profondeur du
bain est plus importante pour les données d'entrée de la zone 2
tandis que celles de la zone 4 influent plus la largeur du bain de fusion. La
variabilité de la hauteur et la largeur du bain de fusion est
plutôt décroissante pour les données d'entrée de la
zone 3.
64
MASTER II-LABORATOIRE SCIENCES DES
MATÉRIAUX
KOND NGUE PIERRE GÉRARD DAREL
(c)2021
CHAPITRE 3-RÉSULTATS, ANALYSES ET
DISCUSSIONS
3.3 Conclusion
Ce chapitre a mis en évidence expérimentalement
et numériquement l'influence des certains paramètres
procédés tels que la puissance laser, la vitesse de balayage et
la densité d'énergie volumique sur la morphologie en surface et
en profondeur de cordons au cours du procédé SLM. Les analyses
effectuées ont permis de définir la paramètrie
nécessaire à l'obtention de cordons continus, uniformes, stables
et denses.
Par la suite, une étude de sensibilité sur le
module des paramètres de sortie (taille du bain) à une
perturbation de chaque paramètre d'entrée a été
effectuée sur le module melting développé par ESI Group.
Il en découle que les paramètres procédés sont ceux
qui ont le plus d'influence sur la variabilité des réponses du
modèle.
65
MASTER II-LABORATOIRE SCIENCES DES
MATÉRIAUX
KOND NGUE PIERRE GÉRARD DAREL
(c)2021
| 

