5 Appellation commune d'une tôle d'épaisseur 10
mm
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
Le crochet qui sert d'attache des cordes est obtenue par
découpage, chauffage et cintrage d'un fer rond de ö18.
· Découpage
Le fer rond de ö18 approvisionné en barre de 1m
est découpé en barreaux de 50 mm à l'aide d'un
mètre pour la précision des côtes, d'une craie industrielle
pour le repérage des côtes mesurées et de la meule pour
tronçonner.
· Chauffage et cintrage Le crochet est obtenu par chauffage
puis cintrage du fer rond.
Le chauffage du fer rond se fait dans un mini four
préalablement chauffé avec du combustible ce qui facilite le
cintrage à la main où on utilise un levier pour tenir le fer rond
chauffé que l'on fait passer sur un calibre*.
> Réalisation des virgules
La virgule qui assure le système de verrouillage du
pignon du serre-câble est obtenue par tronçonnage,
détourage et perçage des tôles de 10.
· Découpage et Détourage
Le découpage ici se fait de la même
manière que celui des autres pièces. Le détourage quant
à lui qui consiste à donner le contour exact à une
pièce donnée est effectué par l'usage d'un cache ou
maquette en papier carton dont la longueur maximale est de 73 mm et celle
minimale de 44,8 mm. Après cela, la forme est réalisée
avec la meule.
· Perçage
Le perçage de la virgule est effectué de la
même que les autres pièces : le centre du trou de la pièce
est au préalable repéré par un pied à coulisse et
pointé ; la pièce est bridée et ensuite percée par
un foret à queue cylindrique de ö12 monté sur un mandrin et
lubrifié à l'huile soluble.
Le pignon communément appelé criquet dans le
cas d'un serre-câble est une roue dentée qui lorsqu'elle est
associée à la virgule assure le serrage effectif des
câbles. Sa réalisation comporte plus d'étapes donc plus de
temps que celle des autres pièces parmi lesquelles le découpage
des tôles carrées, le soudage en lot de 04 ou 06 tôles
préalablement découpées, le tronçonnage des sommets
des lots soudés, le perçage, l'alésage, le chariotage, le
taillage, la dislocation et enfin l'ébavurage.
> Découpage des tôles
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
Les tôles sont découpées avec les outils
tels que le mètre pour mesurer les côtes à obtenir, la
craie industrielle pour le repérage de ces côtes, le trusquin et
la meule pour tronçonner.
On obtient ainsi des tôles carrées d'ép. 10
mm de dimension 100 mm*100 mm. > Soudage et tronçonnage
Les tôles carrés sont soudés en lots de
04 ou 06 afin d'être montés sur un mandrin spécial qui
porte 12 tôles carrés pour le chariotage et le taillage.
Après le soudage, on trace les diagonales du
carré pour repérer le centre (pour le perçage) puis on
tronçonne à l'aide d'une meule les sommets des ensembles
carrés afin de faciliter le chariotage des tôles carrés.
> Perçage et alésage
Le perçage et l'alésage des tôles
carrés est fait sur le tour parallèle de l'atelier d'AFAMI, afin
d'avoir un trou de ö49.
Le traçage des diagonales étant
effectués avant le tronçonnage, on peut alors pointer l'ensemble
avant de le percer. L'ensemble est monté sur un mandrin à 04 mors
puis centré à l'aide d'une contre-pointe montée sur la
poupée mobile.
Le perçage est effectué avec 03 forets
montés sur la poupée mobile de ö23, ö30 et ö34
avec une avance manuelle pour pouvoir dégager le copeau et une
lubrification considérable à l'huile soluble.
A la fin du perçage, le foret de ö34 est
démonté de la poupée mobile qui, elle-même est
dégagée le montage de l'outil à aléser sur le
porte-outil. 05 passes de 3mm chacune en avance automatique sont prises pour
obtenir le ö49 ; la vérification au pied à coulisse est
faite au début de l'alésage, à l'avant dernière
passe et à la dernière. Aussi, une seconde vérification
est faite par une introduction de l'axe déjà
réalisé dans le trou de l'ensemble carré.
> Chariotage
Le chariotage de l'ensemble de tôles carrées est
fait sur un mandrin spécial (arbre de 225 mm) déjà
fabriqué. Ce mandrin spécial qui porte la série de
criquets est monté avec 03 rondelles dont 01 à l'avant,
après l'épaulement en bout d'arbre (créé pour le
dégagement de l'outil sans usiner les mors) et 02 autres à
l'arrière, après la série de criquets. L'ensemble, pour
empêcher une éventuelle translation de la série de criquets
est fileté sur une longueur de 30 à l'autre bout de l'arbre et
visé par un écrou de M30*350.
Ce mandrin est par la suite monté au niveau de
l'épaulement sur un mandrin 03 mors du tour parallèle, puis
centré afin d'effectuer un montage mixte. La série de criquets
est par la suite chariotée pour obtenir un ensemble cylindrique de
ö100.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
> Taillage
Après le chariotage, on doit passer au taillage du
pignon de Z=12dents au da*=85 sur une fraiseuse. On dispose d'un diviseur de
rapport K=40 et d'un plateau à 47-49-51-53-57-59 trous par
rangée.
Pour ce taillage, on procède comme suit :
· Calcul des éléments du pignon
considéré (formule avec schéma à l'appui)
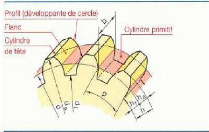
Module : m=da/ (Z+2) = 100/ (12+2)
8 (module normalisé)
Pas: p = m x ð= 8 X 3,14 = 25,12
mm
Diamètre primitif: d = m x Z = 8 x 12 =
96 mm Hauteur de la dent: h = 2,25 m = 2,25 x 8 =
18
mm
· Montage de la pièce sur le diviseur
La roue à tailler est montée sur un diviseur
sur le mandrin cylindrique utilisé lors du chariotage placé entre
les pointes du diviseur et de la contre-pointe. On vérifie le
diamètre de tête da et la Co axialité à l'aide
respectif d'un pied à coulisse et d'un comparateur.
·

Réglage du diviseur
Pour le pignon considéré, on pose le rapport
K / Z= 40/12= 3trs =3trs . Soit 3 tours plus 17 intervalles
sur la rangée de 51 trous du plateau mis à notre
disposition.
· Montage de la fraise
On monte une fraise à denture droite conique et on
règle les vitesses de rotation et d'avance. Il faut centrer la fraise en
situant l'axe de symétrie de son profil dans le plan vertical passant
par l'axe de la roue à tailler et par la suite prendre le repère
vertical.
· Taillage
La profondeur de passe p correspond à la hauteur h de
la dent (h = 2,25 m). Cependant, pour obtenir un taillage précis, on
prévu trois passes: une passe d'ébauche P1, une passe
intermédiaire P2 et une passe de finition P3.
Après avoir pris la passe, on taille le premier creux.
Après ce creux, on effectue à la manivelle pointeau 3tours + 17
intervalles, on taille le deuxième creux et on répète
l'opération sur un tour de la broche. Par la suite, on détermine
la profondeur de passe pour la finition et après réglage et
vérification de l'épaisseur de la première dent, on
termine le taillage en veillant à la
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
régularité de la division. Cette opération
de taillage est effectuée en lubrifiant suffisamment à l'huile 40
pour éviter les déformations et en bloquant la broche du diviseur
à chaque division.
> Dislocation et Ebavurage
Après avoir taillé les pignons, on passe à
la dislocation de l'ensemble et on procède à l'enlèvement
des bavures avant d'assembler les différentes pièces du
serre-câble.

