DEUXIEME PARTIE

EXPERIENCE DU STAGE
ET ETUDE DE CAS

CHAPITRE 2 : EXPERIENCE DU STAGE

Au cours de notre stage, nous avons mené plusieurs
activités détaillées dans le journal de bord (Tableau
1)
II.1. Activités menées
Au cours de notre stage, nous avons mené plusieurs
activités détaillées dans le journal de bord (Tableau 1
p.3) à savoir un briefing sur la sécurité, la maintenance
et la fabrication des pièces à l'aide des machines-outils ainsi
que l'apprentissage de l'utilisation des machines de l'atelier de AFAMI.
II. 1.1. Règles générales de
sécurité et machineries utilisées >
Règles générales de
sécurité
Il est important d'être informé de principes de
l'ingénierie de base mais aussi être informé de dangers qui
existent dans un atelier et comment se sécuriser, c'est mieux.
S'assurer que votre lieu de travail est sécurisé
éliminera plusieurs accidents. Pour cela, les précautions
suivantes devraient être prises :
|
a) Assurer la protection individuelle
- Etre muni des EPI quand on entre dans un
atelier ;
- S'assurer que l'on sait comment arrêter
la machine
avant de commencer à l'utiliser ou se tenir à au
moins
1m du machiniste;
- Rester concentré tant que la machine
est en marche ;
|
|
|
Panneaux signalisant les
|
équipements de sécurité
obligatoires
b) Organiser rationnellement le poste de
travail
- Rendre accessible le poste de travail ;
- Rassembler l'outillage nécessaire et
ranger celui qui s'avère inutile ; - Disposer
rationnellement les outillages (pièces, outils...) ;
c) Travailler en respectant les règles de
sécurité
- Vérifier le montage des pièces
et des outils (balourd15, serrage) ; -
Repérer les organes en mouvement (manivelle, mandrin) ;
- Repérer les copeaux longs ;
- Respecter les conditions de coupe ;
- Ne jamais laisser une machine sans
surveillance tant qu'elle est en marche ; - Ne pas s'adosser
sur une machine quand elle est en marche ;
- Ne jamais nettoyer une machine tant qu'elle
est en marche.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
> Machineries utilisées
Dans un atelier de fabrication mécanique, en plus des
machines-outils, on y trouve des instruments de mesure ainsi que des outils et
fluides de coupe.
a) Machines-outils
Les machines-outils dont dispose notre atelier de fabrication
mécanique sont présentées dans la première partie ;
dans cette section, nous présenterons les différentes parties de
chaque machine ainsi que quelques règles particulières de
sécurité propres à chaque machine-outil.
· Tour parallèle
Une pièce travaillée sur un tour est
transformée en une pièce de révolution dont une forme
cylindrique, conique, surface plane ou une autre forme. La pièce est
fixée dans le mandrin. Celui-ci est mis en rotation par le moteur de
broche.
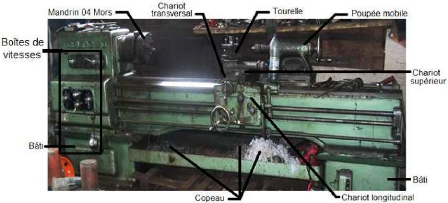
Photo 5: Différentes parties d'un tour
parallèle
Règles de sécurité lors de
l'utilisation des mandrins de tournage Lors du montage :
Des mors :
- Contrôler et nettoyer les mors et les rainures du mandrin
;
- Insérer les mors dans l'ordre, (1-2-3) le numéro
de fabrique des mors doit correspondre avec celui du mandrin (appairage) ;
Du mandrin :
- Lors du montage ou du démontage, toujours
protéger le banc
- Nez de broche fileté : visser le mandrin jusqu'au bout
et le bloquer, ne pas oublier de serrer la vis de blocage s'il y en a une ;
- Enlever les outils du chariot et de la contre poupée
pour éviter les blessures ;
Lors de l'utilisation :
- Ne jamais laisser la clé sur le mandrin (danger de mort)
;
- Ne jamais inverser le sens de marche pour arrêter la
machine ;
- Toujours lubrifier si nécessaire ;
- Ne jamais changer de vitesse la machine étant en
marche.
· Fraiseuse verticale
Les fraiseuses ont supplanté certaines machines
(raboteuses, étaux limeurs) permettant la réalisation de
pièces: prismatiques, de révolutions extérieures,
intérieures, de profils spéciaux, hélices, cames,
engrenages, etc.
L'outil, une fraise, est fixé dans la broche et est
animé d'un mouvement de rotation (mouvement de coupe), la pièce
se déplace par rapport à l'outil.
Des équipements et accessoires: diviseurs (voir annexe-
schéma 1), circulaires, reproducteurs, montages d'usinage, têtes
spéciales, autoisent une grande diversité de travaux.
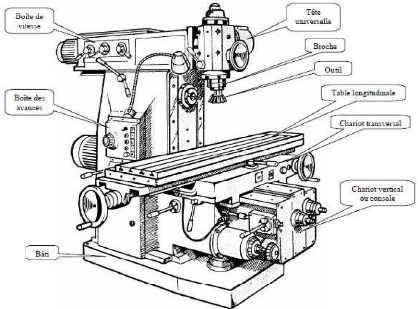
Photo 7: Fraiseuse
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
Sur ces deux machines (fraiseuse et tour) le
déplacement de l'outil sur la trajectoire d'usinage est
réalisé par un opérateur. Pour cela, il utilise les
manivelles permettant de générer les mouvements suivant les axes.
Les mouvements ne sont possibles que sur un seul axe à la fois. Des
moteurs permettent aussi de choisir des vitesses d'avance suivant les axes de
déplacements. Le choix de ces vitesses s'effectue par
l'intermédiaire d'une boîte de vitesse mécanique (celle du
tour parallèle de AFAMI fonctionne selon un système d'engrenage
voir annexe).
· Perceuse à colonne
Une perceuse à colonne est une perceuse d'atelier
fixée sur un bâti ou un établi. Elle permet des
perçages précis et importants (diamètres pouvant aller
à 20 ou 30 millimètres dans l'acier ordinaire).
Le moteur électrique, de quelques centaines de watts,
fait tourner une broche dans laquelle est maintenu le foret par
l'intermédiaire du mandrin, fixé à
l'extrémité de cette broche qui peut coulisser verticalement
lorsque l'opérateur manoeuvre un volant ou un levier. Le foret est
serré dans le mandrin avec une clé de mandrin. La pièce
à percer est maintenue fermement dans un étau fixé
lui-même sur une table coulissant le long de la colonne supportant le
moteur.
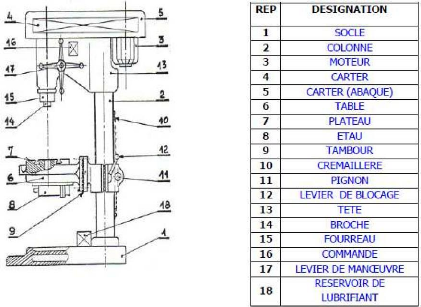
Photo 9: Descriptif d'une perceuse
On ne pourra utiliser la perceuse à colonne que si l'on
respecte les règles de sécurité cidessous :
- La perceuse à colonne est une
machine tournante de grande puissance, rien ne doit flotter: enlever les bagues
et les montres, attacher et protéger les cheveux, pas de manches
flottantes, pas de ceintures ou d'écharpes qui pendent...
- S'assurer que le foret est bien mis et
serré dans le porte-outil et le mandrin ;
- S'assurer que la pièce est bien
bridée afin d'éliminer les degrés de liberté non
seulement pour protéger la machine mais aussi soi-même;
- Bien serrer les leviers de blocage ;
- Nettoyez l'outil avec un pinceau et pas avec
les mains (ça coupe!) ;
- Ne pas arrêter le foret en rotation avec
ses doigts ;
- Ne pas tenir la pièce directement avec
les mains
- Ne jamais enlever les copeaux à la main
;
- Toujours lubrifier si nécessaire.
b) Instruments de mesure (annexe- photo)
Une règle peut donner une lecture aussi précise
que 1/10 Po ou 1/16 Po ou encore de 1/10 cm (1 millimètre). Cependant,
souvent lorsque l'on construit des systèmes mécaniques, on doit
effectuer des mesures au millième de pouce ou même au dix
millième de pouce près. Si on ne respectait pas un tel
degré de précision, ces systèmes ne fonctionneraient pas
de façon efficace ou ne dureraient pas aussi longtemps, et certains
pourraient même ne pas fonctionner du tout. Les techniciens ou les
mécaniciens utilisent, entre autres instruments, des pieds à
coulisse, des micromètres et même des comparateur pour ne citer
que ceux-là, afin de s'assurer de prendre des mesures précises.
Ces instruments de mesure se présentent soit en graduation
métrique, soit en graduation impériale.
· Pied à coulisse
Cet instrument compte diverses pièces, y compris
Trois mécanismes pour mesurer :
-- becs extérieurs -- pour mesurer les dimensions
extérieures des objets, par exemple, le diamètre extérieur
d'un tuyau ;

-- becs intérieurs -- pour mesurer les dimensions
intérieures des objets, par exemple, le diamètre intérieur
d'un tuyau ;
-- jauge de profondeur -- pour mesurer la profondeur des
objets, par exemple, la profondeur d'un petit contenant ;
Deux échelles de mesure :
-- une échelle fixe ; Figure 2: Parties d'un pied
à coulisse
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
-- une échelle mobile (vernier).
L'échelle fixe est, comme son nom l'indique, immobile, et
ressemble à une règle ordinaire. La règle mobile (ou
vernier) se déplace.
Un ou deux systèmes de mesure :
-- impérial (décimal et fraction) ;
-- métrique (décimal) ;
Le système décimal est examiné en
détail ci-après.
Système métrique
Le système métrique se fonde sur les
décimales. L'échelle fixe est divisée en
millimètres, c'est à dire 1/10 cm (échelle
métrique). L'échelle mobile (vernier) représente 1/10 x
1/10 = 1/100 cm.
· Micromètre
Le micromètre peut
mesurer de très petites distances, tel le
diamètre d'un tuyau, d'une tige, d'un écrou et d'un boulon, ainsi
que de rondelles et de clous.
Le schéma qui suit
représente les principales pièces du
micromètre :
|
|
|
Figure 3: Principales parties d'un
micromètre
· Comparateur à cadran
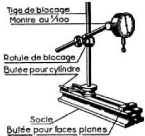
Le comparateur à cadran a la forme d'une
grosse montre.
La grande aiguille, commandée par le palpeur fait un tour
pour une différence de cote de 1 mm.
Le grand cadran est divisé en 100 parties égales,
il est donc possible d'apprécier le 1/100è de
mm.
Le petit cadran indique le nombre de tours de la grande
aiguille. L'ensemble de la grande graduation peut tourner autour de l'axe de la
montre, afin que la division "zéro" puisse être mise à
volonté devant l'aiguille centrale.
Figure 4: Comparateur à cadran
c) Outils de coupe
· Les outils du tournage
On choisit la forme de l'outil en fonction de l'opération
à effectuer (ébauche ou finition) et de la forme de la
pièce à réaliser.
- Les outils ARS
Les outils ARS (Acier Rapides Supérieurs) sont
élaborés à partir d'un acier faiblement allié
subissant un traitement thermique. Il est toujours utilisé pour certains
types d'outils comme les forêts, ou les outils nécessitant un
angle de tranchant très faible.
Ils ne permettent pas une vitesse de coupe élevée
car un échauffement trop important élimine la trempe de l'outil,
et crée donc un effondrement rapide de l'arête de coupe.
Tableau 2: Forme de l'outil en fonction de la forme de
la pièce à réaliser
Visualisation
|
Opération
|
Outils utilisés
|
|
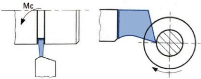
Dressage
C'est la réalisation d'un plan
perpendiculaire à l'axe de la pièce.
(surface
rouge)
|
Outil
à
charioter
coudé
|
|
Outil à
charioter
droit
|
|
Plan épaulé
C'est l'association d'un dressage et d'un chariotage. (surface
verte)
|
Outil à dresser les angles
|
|
|
|
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA 2011-2012
Visualisation
|
Opération
|
Outils utilisés
|
|
Perçage
C'est un trou dans la pièce. Il peut
être
débouchant ou borgne. Attention en
tournage, l'axe du trou est confondu
avec l'axe de la
pièce.
|
Foret à centrer Foret
Alésoir
|
|

Les gorges
C'est l'association de 2 plans parallèles avec un
cylindre (surface vertes)
Outil à saigner outil à
tronçonner
|
Quelconque
C'est l'association de plusieurs surfaces
élémentaires : sphère, cylindre, plan, cône ...
|
|
|
- Les outils Carbure
Les outils carbures sont les plus utilisés
actuellement. Il en existe de toutes formes pour chaque type de matériau
et pour chaque type d'usinage. Ce matériau est très
résistant par rapport à ARS Ils se présentent sous la
forme d'une plaquette que l'on vient fixer sur un porte outil.
A AFAMI, nous avons eu à utiliser ces outils pour usiner
des pièces en fer chromé.
ETUDE DE FABRICATION D'UN SERRE-CABLE
(SERRE-BACHE
CAMION)
· Les outils du fraisage
La fraise est un outil multiple, formé par plusieurs
taillants disposés radialement sur une circonférence. On
distingue les fraises acier rapide et es fraises à plaquettes
Photo 10 : Quelques fraises
- Caractéristiques des fraises (voir
annexe III- fig. 5)
On distingue une fraise en fonction de sa taille, sa forme, sa
denture, ses dimensions, son mode de fixation et sa construction.
v' La taille :
Correspondant nombre d'arêtes tranchantes par dents.
o Fraises à une taille o Frais à deux tailles o
Frais à trois tailles v' La forme :
o Fraises cylindriques
o Fraises coniques, biconiques
o Fraise cloche
o Fraises de forme
o Fraises à lames ou à outils rapportés
v' La denture :
Si l'arête tranchante est parallèle à la de
la fraise, on a :
o une denture droite
Si l'arête tranchante est inclinée par rapport
à l'axe de la fraise, on a : o une denture hélicoïdale
à droite ou à gauche
o une denture à double hélice alternée
v' Le mode de fixation :
On distingue deux modes de fixation distincts :
o à trou : lisse, lisse rainurer ou taraudé o
à queue : cylindrique ou conique
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
· Les outils du perçage (voir annexe
IV) - Descriptif :
Le foret hélicoïdal, également appelé
foret américain, est l'outil de perçage le plus couramment
employé, il comprend :
v' la tête ou partie active
formée par les deux surfaces d'affûtage, partie conique
dont l'arrête d'intersection forme le sommet du foret. Les arrêtes
tranchantes, ou lèvres du foret, sont déterminées par les
intersections des surfaces coniques et des rainures
hélicoïdales.
v' le corps constitué par un cylindre
dans lequel ont été fraisées deux rainures
hélicoïdales servant au dégagement des copeaux et au passage
du lubrifiant.
v' la queue cylindrique ou tronc conique. Les
queues troncs coniques se terminent par un tenon d'entraînement qui
empêche toute rotation dans l'organe de la machine.
- Pratique du perçage :
Avant d'exécuter le perçage il faut :
v' repérer le centre des trous par coups de pointeaux* ;
v' vérifier l'état du foret ;
v' employer les vitesses de rotation et d'avance ; v' bloquer
convenablement les pièces.
· Les outils d'affûtage et
d'ajustage
Comme outils d'affûtage et d'ajustage, pendant notre stage
nous avons eu à utiliser une affûteuse, une meule et des
limes*.
Quelques règles pour un bon affûtage :
La meule doit travailler dans le même sens que la
matière à usiner (pour éviter les bavures) ; Refroidir
régulièrement l'outil durant l'affûtage, (en cas de
surchauffe, l'acier se détrempe et l'outil s'émousse plus
facilement) ; utiliser le grain de meule approprié (grossier pour
l'ébauche et fin pour la finition).
d) Fluides de coupe
En mécanique, les lubrifiants sont des huiles
minérales, obtenues par distillation de la houille et du pétrole
ou extraites des schistes et des sables bitumineux, et servent surtout à
lubrifier les organes mécaniques. En fonction du matériau de la
pièce à usiner, de l'opération et de la vitesse de coupe,
on utilise de l'huile soluble ou de l'huile 40 ou de
moteur.
| 
