II.1.2. Quelques réalisations faites dans
l'atelier de fabrication mécanique > Sur le tour parallèle
Durant notre stage, nous avons effectué la
majorité des travaux à effectuer se sont faits sur le tour
parallèle ; nous présenterons brièvement quelques travaux
effectuées sur cette machine, à savoir un filetage
extérieur d'un axe, la réalisation du cône
porte-outil de la perceuse à colonne, la réduction du
diamètre d'une poulie* et la réalisation d'une bague en
bronze.
a) Filetage extérieur d'un axe (voir annexe IV-
photo 11)
Il nous a été donné d'effectuer le filetage
en bout d'arbre d'un axe pour y serrer un écrou. Pour cela, nous avons
procéder comme suit :
· Identification et détermination du pas
On identifie si le pas p de l'écrou est carré ou
triangulaire ; s'il est triangulaire, on détermine le pas à
l'aide d'un filon* dans le cas contraire, le pas est mesuré à
l'aide d'un réglet*.
Dans notre cas, on a un pas 81 carré que l'on
a mesuré avec la jauge de profondeur d'un pied à coulisse qui est
la distance entre les premiers sommets de 02 filets consécutifs.
· Mesure du diamètre nominal et chariotage de
l'axe
Après avoir déterminé le pas, nous avons
mesuré le diamètre nominal d de l'écrou avec un pied
à coulisse, charioté et chanfreiné le bout d'arbre en
montage mixte l'axe au diamètre d avec un outil en ARS à
charioter coudé (voir annexe- Tableau 2 : Forme de l'outil en fonction
de la forme de la pièce à réaliser).
· Réglages de la machine
L'axe étant charioté au diamètre
nominal, on passe au réglage du pas suivant les tabelles de
réglage (voir annexe -Figure 8: Boîtes de vitesse du tour
en vue de face et vue de gauche), modification des pignons si nécessaire
ensuite on filète notre pièce en avance automatique et en prenant
la passe progressivement en sachant que l'on doit obtenir
d1=d-p.
· Contrôle
Le contrôle est fait progressivement avec le pied à
coulisse ou le filon correspondant et dans notre cas également avec
l'écrou pour mieux vérifier l'adhérence.
Une lubrification suffisante s'est faite avec de l'huile
40.
b) Réduction du diamètre d'une poulie
à gorges multiples (voir annexe IV- photo 12)
1 Toutes les dimensions dont l'unité n'est pas
mentionné est en mm
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
Le travail à effectuer est la réduction du
diamètre d'une poulie* en fonte douce à 03 gorges de courroies
trapézoïdales, grand diamètre d1=157 mm, de petit
diamètre d2=142 mm et d'angle ?= 20° pour obtenir d1=150mm,
d2=135mm et ?= 26°.
Pour cela, après avoir charioté et
diminué les gorges avec un outil à saigner (voir annexe- Tableau
2 : Forme de l'outil en fonction de la forme de la pièce à
réaliser), les nouveaux angles de la poulie sont obtenus à l'aide
de l'outil tronçonneuse ayant au préalable régler le
tambour du chariot porte-outil selon la position de l'angle à
obtenir.
c) Réalisation du cône porte-outil de la
perceuse à colonne (voir annexe IV- photo 13)
Pendant le perçage des tôles des
serres-câbles, le cône porte-outil de la perceuse à colonne
de notre atelier s'est cassé et nous avons effectué une
maintenance corrective sur celle-ci en réalisation un autre cône
porte-outil.
Nous avons procéder ainsi :
· Mesure du grand diamètre D=24mm, du petit
diamètre d=20mm et le la longueur L=78 mm du cône cassé
;
· Calcul de l'angle par la formule
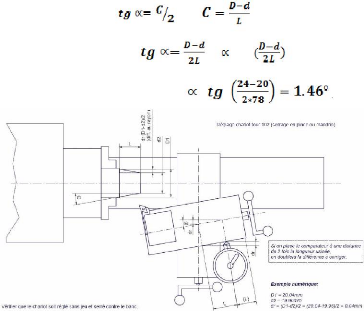
En application numérique, on a =
On a donc : et =tg-1
avec
-1
;
Schéma 2: Représentation des
différents paramètres lors d'un tournage conique
· Installation de la pièce sur le mandrin en montage
mixte et centrage à l'aide du comparateur ;
· Desserrage les boulons sur le chariot porte-outil ;
· Desserrage la vis de blocage de la douille de
réglage de l'excentrique tout en appuyant avec un doigt contre le
chariot, tourner l'excentrique pour délacer le chariot de la valeur
calculée ci-dessus (dans le bon sens) ;
· Serrage les boulons sur le chariot ;
· Tournage après avoir enlevé le comparateur
en lubrifiant suffisamment avec de l'huile soluble et effectuant plusieurs
contrôles pendant l'usinage.
d) Réalisation d'une bague en bronze (voir annexe
IV- photo 14)
Il était question de réaliser une bague en bronze
qui sera traversée par un axe en acier pour monter sur une poulie afin
d'éviter le frottement acier-acier.
Les étapes suivantes sont celles procédées
pour la réalisation de cette bague :
· Détermination du diamètre intérieur
D de la poulie et du diamètre d de l'axe qui y sera introduit ;
· Perçage de la bague pour y introduire un axe qui
servira d'appui de la pointe pour le montage mixte ;
· Chariotage et dressage de la pièce à un
diamètre légèrement supérieur au diamètre D
et à la longueur de la profondeur du trou de la poulie sans lubrifier
;
· Emmanchement forcé de la bague sur la poulie (voir
section suivante) ;
· Perçage et alésage de la bague au
diamètre d ;
· Vérification à chaque opération avec
le pied à coulisse.
> Sur la fraiseuse
Les travaux effectués sur la fraiseuse étaient
peu nombreux pendant toute la période du stage, néanmoins, nous
avons pu effectuer quelques opérations à savoir la
réalisation des cannelures sur un axe, le prolongement de
la profondeur des cannelures d'un axe et le taillage du pignon des
serres-câbles.
a) Réalisation des cannelures* sur un
axe
Il était question de réaliser 29 cannelures sur un
axe de diamètre 19. Le rapport du diviseur étant K=40, on
procède comme suit :
· Choix de la fraise : fraise de forme 01 taille ;
· Calcul le nombre de tours à effectuer pour
exécuter les surfaces équitablement, en utilisant directement la
formule : K / N avec N le nombre d'entités à
répartir
équitablement. On a donc K / N= 40/29= 1 tour de
manivelle ;
· Choix du plateau comportant au moins une rangée
dont le nombre de trous est multiple du dénominateur: notre plateau
comporte une rangée de 29 trous ;
· Engager le pointeau sur le départ de la
rangée de 29 trous ;
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
· Placer la première branche de l'alidade contre le
pointeau et régler l'écartement de l'alidade afin d'obtenir 11
intervalles donc 12 trous bloquer l'alidade ;
· Venir engager le pointeau contre la deuxième
branche de l'alidade, ce qui entraîne la rotation du plateau tournant.
L'opération d'usinage se fait en plusieurs passages.
b) Prolongement de la profondeur des cannelures d'un axe
Même procédés qu'au a) Réalisation des
cannelures sur un axe.
c) Taillage du pignon des serres-câbles (voir
chapitre 3- Etude de cas)
> Sur la perceuse à colonne
Autant que sur le tour, nous avons effectué plusieurs
opérations sur la perceuse à colonne dont dispose notre atelier
de fabrication mécanique. Cette sous-section présentera en
quelques lignes quelques opérations réalisées avec cette
machine parmi lesquelles le taraudage d'un axe et la réalisation des
trous sur une tôle.
a) Taraudage d'un axe pour y loger un
graisseur
Le taraudage consiste à pratiquer, à l'aide d'un
outil de forme en acier super rapide appelé « taraud », un
filet normalisé dans un trou percé à un diamètre
prédéterminé.
Pour réaliser ce taraudage de graisseur à M8 de pas
1.25, nous avons procédé comme suit :
· Perçage d'un trou non débouchant à
d'=d-p ; ici, on utilisera le foret de diamètre d'=8-
1.25=6.75 en lubrifiant à l'huile de coupe pour faciliter le
perçage ;
· Blocage de l'axe avec l'étau ;
· Introduction du taraud de 8*1252
ébaucheur (le plus conique) dans le tourne-à-gauche et le serrer
fortement. Le tourne-à-gauche étant usé, nous avons
effectué ce taraudage avec la clé à molette ;
· Parfaitement perpendiculaire au perçage, on visse
lentement tout en maintenant fermement la position ;
· Vissage sur une première profondeur de 1 cm
environ.
· Desserrage d'un demi-tour et lubrification à
l'huile de coupe, puis dévissage lubrification tous les trois tours ; on
dévisse sans hâte, bien dans l'axe, en veillant à la sortie
du taraud.
· Changement de l'ébaucheur pour le taraud
intermédiaire et reprise des opérations avec les mêmes
précautions.
· On termine au taraud de finition en nettoyant entre les
passes.
A la fin, on nettoie et contrôle avec le graisseur.
2 Le taraud est communément désigné par son
diamètre nominal et son pas.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
b) Réalisation des trous en ébauche,
demi-finition et finition d'une tôle (voir étude de
cas-étude de fabrication d'un serre-câble)
> Sur la presse hydraulique
Plusieurs opérations ont été
effectuées sur la presse hydraulique et nous présenterons le
démontage d'un silentbloc ainsi que l'emmanchement d'une bague en bronze
dans une poulie.
a) Démontage d'un silentbloc dans un
tendeur
Le démontage d'un silentbloc se fait à l'aide
d'une presse hydraulique où une rondelle et un circlips doivent
être démontés.
Pour effectuer ce démontage, on a procédé
aux étapes suivantes :
· Vérification de l'alignement et de la
stabilité des pièces les unes par rapport aux autres ;
· Pompage pour approcher le vérin ; si le
vérin est court, on utilise des axes afin d'immobiliser le tendeur ;
· Le tendeur étant immobilisé, on
soulève légèrement le circlips avec une pince à
circlips, on le maintien soulevé avec la tête d'un tournevis ;
ensuite on place la tête d'une lime dans un des trous du circlips et tape
à l'aide d'un maillet jusqu'à ce que le circlips sorte.
· Ouvrez la vanne d'ouverture fermeture (molette)
placée sur la pompe afin de libérer la pression exercée
sur le tendeur ;
· Retrait du tendeur et remontage complet du si on a fini
d'utiliser la presse.
La presse est une machine très dangereuse et certaines
pièces peuvent être lourdes. Pour la sécurité on
doit faire attention à ne pas faire chuter des pièces sur les
pieds ni à se coincer les doigts.
b) Emmanchement d'une bague en bronze dans une
poulie
La bague réalisée plus haut est emmanchée
dans une poulie, pour effectuer cela, nous avons effectué les
étapes suivantes :
· Positionnement de la bague au-dessus du trou de la poulie
;
· Le vérin n'étant pas long, on utilise des
axes appropriés pour que la poulie puisse être poussée ;
· Vérification de l'alignement et de la
stabilité des pièces les unes par rapport aux autres ;
· Après vérification, on commence la mise en
pression, jusqu'à l'introduction de la bague dans le trou de la
poulie;
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
· Dès que la bague est complètement
emmanchée dans la poulie, on ouvre la vanne d'ouverture fermeture
(molette) placée sur la pompe afin de libérer la pression
exercée sur l'ensemble de la poulie et on retire l'ensemble en
n'oubliant pas de remonter complètement le vérin si on a fini
d'utiliser la presse.
NANGA NDEDI HENRIETTE
DUT2 option GMP- IUT DE DOUALA
2011-2012
| 

