République Algérienne Démocratique
et populaire
Ministère de l'Enseignement Supérieur et de la
Recherche Scientifique
Université Abderrahmane
Mira-Bejaïa
Faculté des Sciences de la Nature et de la
Vie
Département de Microbiologie
Mémoire de fin de
cycle
En vue de l'Obtention du Diplôme d'Ingénieur d'Etat en
Génie Biologie
Thème
Proposé par Membres du jury
*Melle DEFLAOUI Hassiba *Président: Mr
KECHA
*Melle NIA Nihad *Examinatrice: Melle
BOUKTITE
*Promotrice: Melle AÏT MOHAMED
*Co-promoteur: Mr HAMITRI
Promotion 2007-2008
Remerciements
Au terme de la réalisation de ce mémoire,
nous tenons à remercier le bon Dieu de nous avoir donné le
courage pour mener à terme ce travail.
Il nous est agréable d'exprimer notre
reconnaissance envers tous ceux qui ont contribué à la
réalisation de ce travail, plus particulièrement notre promotrice
Melle Aït Mohamed qui a bien voulu diriger ce
travail et à notre co-promoteur Mr Hamitri pour sa vive
collaboration.
Nous voudrions également exprimer nos
vives gratitudes et nos sincères remerciements :
Aux membres dejury d'avoir accepté
d'évaluer ce travail.
A Mr Bahirène, chef des laboratoires de Cevital,
pour son extrême bienveillance et qui a répondu
gracieusement à toutes nos questions ;
Mme Mhidi, chef de laboratoire de la raffinerie de
Cevital, pour son aide précieuse et sa contribution sincère
à la réalisation de ce travail.
Nous tenons à exprimer toute notre
gratitude et notre respect :
Au personnel des laboratoires de la raffinerie et de
conditionnement pour nous avoir aidé à effectuer nos analyses et
pour avoir rendu agréable nos conditions de travail et
surtout pour leur chaleureuse sympathie;
Aux opérateurs de la raffinerie qui nous
ont fait partager leur expérience pratique ; Mr
Sahnoune, pour sa précieuse contribution en analyse statistique.
Il nous est particulièrement
agréable d'exprimer et de témoigner notre
très vive reconnaissance à nos
familles, pour leur aide, disponibilité,
encouragements et conseils et surtoutpour leur
patience tout au long duprojet.
Nous n'oublierons pas de remercier tous les
enseignants qui ont assuré notre formation au cours de ces
dernières années d'études, ainsi
toutes les personnes ayant participé de
prés ou de loin à la réalisation de ce
travail.
Merci à vous tous !

Dédicaces
Je dédie ce modeste travail
À
Mes très chers parents, sans qui je ne
serais pas ce queje suis aujourd'hui ;
Ma très chère soeur Lila, mes
deux frères adorables Nabil et Riad, mes deux
grands-mères ainsi qu'à toute ma famille
;
;
Ma collègue Nihad, une copine avec
quij'ai partagé des moments inoubliables, ainsi
qu'à sa famille ;
Mes très chers amis (es) et copines ;
Tous mes amis de la promotion Génie
biologie et CQA
Tous ceux qui m'ont aidé et
soutenu.

Je dédie ce modeste travail
À
Mes deux grandes soeurs : Amina
et Sonia à quije dois beaucoup ; Mon beau frère Kamel
qui n'a pas arrêté de m'encourager ;
Ma collègue Hassiba et toute la famille
Deflaoui, à quije souhaite une vie pleine dejoie et de
réussite ;
Mes chers amis avec lesquelsj'ai
partagé des moments inoubliables ; Toute la promotion
Génie Biologie 2007-2008 ;
Toutes les personnes qui ont participé
à l'élaboration de ce mémoire, qu'elles
trouvent ici ma profonde sympathie et toute ma reconnaissance.

Liste des abréviations
AcC: Acidité chimique.
AcE : Acidité enzymatique.
AP: Acide Phosphatidique.
EDTA: Acide Éthylène Diamine
Tétra Acétique.
FAO: Food and Agriculture Organization.
ISO: International Standards Organization.
JC: Unité jaune chimique.
JE: Unité jaune enzymatique.
kcal: Kilo calorie.
kDa: Kilo Dalton.
ME: Manuel entreprise.
mmHg: Millimètre de mercure.
MS: Matière sèche.
PC: Phosphatidyl Choline.
PE: Phosphatidyl Ethanolamine.
pH: Potentiel d'hydrogène.
PI: Phosphatidyl Inositol.
ppm: Partie par million.
r: Raffinage.
RC: Unité rouge chimique.
RE: Unité rouge enzymatique.
Sce : Service.
SPA: Société Par Action.
TSC: Traces de savon chimique.
TSE: Traces de savon enzymatique.
Liste des figures
|
Figure 01: Soja hispida ou Glycine
.....02.
Figure 02: Description macroscopique de la
graine de soja 03.
Figure 03 : Teneur de l'huile de soja en acides
gras saturés et insaturés 04.
Figure 04 : Formules chimiques des trois
principales phosphatides des lécithines de soja....09.
|
|
Figure 05 : Installation de dégommage
à l'eau
|
.15.
|
|
Figure 06 : Installation de dégommage
à l'acide
|
16.
|
|
Figure 07 : Extraction et raffinage des huiles
végétales
|
22.
|
|
Figure 08: Dégommage chimique et lavage
|
.25.
|
|
Figure 09: Les sites d'action des
différents types de phospholipases
|
27.
|
Figure 10 : Formation des micelles
|
28.
|
Figure 11 : Pénétration de
l'enzyme dans la micelle
|
29.
|
|
|
Figure 12 : Hydrolyse enzymatique des
phospholipides en lyso-phospholipides
|
29.
|
|
Figure 13 : Dégommage avec l'enzyme
Lecitase Ultra
|
31.
|
|
Figure 14 : Organigramme du complexe Cevital
|
...38.
|
|
Figure 15: Méthodologie
d'échantillonnage lors du procédé chimique
|
.43.
|
|
Figure16 : Évolution de l'acidité
en fonction des étapes du raffinage
|
59.
|
Figure17 : Évolution des traces de
savon en fonction des étapes du raffinage
|
60.
|
Figure18 : Évolution de la couleur
(Unité jaune) en fonction des étapes du raffinage
|
61.
|
Figure19: Évolution de la couleur
(Unité rouge) en fonction des étapes du raffinage
|
62.
|
|
Liste des schémas
|
Schéma 01: Etapes de l'extraction de
l'huile de soja brute
|
..07.
|
|
Schéma 02: Processus de dégommage
SOFT
|
16.
|
Schéma 03 : Processus d'ultrafiltration
miscellaire
|
17.
|
|
|
Schéma 04 : Processus de
décoloration et filtration continus
|
20.
|
Schéma 05 : Processus de
désodorisation
|
21.
|
|
|
Schéma 06 : Ajustement du pli tampon
|
30.
|
|
Schéma 07 : Réaction enzymatique
dans les réacteurs
|
30.
|
|
Schéma 08: Déroulement du
raffinage physique avec dégommage enzymatique
|
....32.
|
Schéma 09: Etapes du raffinage chimique
de l'huile de soja brute réalisées chez Cevital 40.
Schéma 10 : Etapes du raffinage
enzymatique effectuées au sein de Cevital 41.
Schéma 11 : Décomposition des
pâtes de neutralisation au niveau de la section S24 42.
Liste des tableaux
Tableau I : Spécification de l'huile de
soja brute 03.
Tableau II : Composition de l'huile de soja en
acides gras ...04.
Tableau III : Constituants mineurs de l'huile de
soja 05.
Tableau IV: Point de fumée de quelques
huiles communes entièrement raffinées 06.
Tableau V : Composition de l'huile de soja en
insaponifiables 11.
Tableau VI : Les composés
éliminés durant le raffinage 13.
Tableau VII: Avantages et inconvénients
du raffinage chimique 26.
Tableau VIII : Certaines caractéristiques
des trois types d'enzymes 28.
Tableau IX : Avantages et inconvénients
du raffinage enzymatique 33.
Tableau X : Composition moyenne de l'huile de
soja brute et celle raffinée 34.
Tableau XI: Activités de Cevital .35.
Tableau XII: Laboratoires trouvés chez
Cevital 37.
Tableau XIII : Caractérisation des deux
types de raffinages ...41.
Tableau XIV: Les moyennes des résultats
du test d'acidité obtenus le 07 - 07 - 07 52.
Tableau XV: Les moyennes des résultats
des traces de savon (ppm) obtenus les
07 - 07 - 07, 10 - 07 - 07 et 14 - 07 - 07...53.
Tableau XVI: Les moyennes des résultats
de la couleur (J / R) obtenus le 07 - 07 - 07.....53.
Tableau XVII: Les moyennes des résultats
de l'humidité et des impuretés obtenus le
07 - 07 - 07...54.
Tableau XVIII: Les moyennes des résultats
du taux de phosphore (ppm) obtenus les
07 - 07 - 07 et 14 - 07 - 07...54.
Tableau XIX: Les moyennes des résultats
de l'indice de peroxyde obtenus le
07 - 07 - 07...55.
Tableau XX : Résultats des analyses des
pâtes de neutralisation et des eaux de lavage 56.
Tableau XXI: Les moyennes des résultats
de l'acidité, d'humidité, des impuretés et de
l'indice de peroxyde obtenus le 05 - 04 - 08 57.
Tableau XXII: Les moyennes des résultats
des traces de savon et du phosphore obtenus le
05 - 04 - 08 57.
Tableau XXIII: Les moyennes des résultats
de la couleur (J / R) obtenus le 05 - 04 - 08....58.
Liste des figures et tableaux en annexes
Figures
Figure 01: Effet de NaOH sur le
dégommage enzymatique a.
Figure 02 : Effet de température sur
Lecitase Ultra b.
Figure 03 : Effet de l'eau sur le
dégommage enzymatique b.
Figure 04 : Effet de la dose de Lecitase Ultra
..c.
Figure 05 : Courbe d'étalonnage de
phosphore e.
Tableaux
Tableau I: Composition d'huiles de soja
génétiquement modifiées a.
Tableau II : Matériel, solutions et
réactifs utilisés au cours des analyses c.
Tableau III: Huile de soja traitée
chimiquement du 07/07/2007 au 25/07/2007 .f.
Tableau IV: Huile de soja traitée
enzymatiquement du 05/04/2008 au 21/04/2008 l.
Sommaire
Sommaire
Introduction Erreur! Signet non
défini.
Synthèse bibliographique
Chapitre I : Étude de l'huile de soja
Erreur! Signet non défini.
I.1. Définition de l'huile de soja Erreur! Signet
non défini.
I.2. Origine de l'huile de Soja Erreur! Signet non
défini.
I.3. Composition et altérations chimiques de l'huile de
soja Erreur! Signet non défini.
I.4. Obtention de l'huile brute de soja Erreur! Signet
non défini.
Chapitre II : Raffinage de l'huile de soja
Erreur! Signet non défini.
II.1. Définition et rôle du raffinage
Erreur! Signet non défini.
II.2.Constituants éliminés au cours du raffinage
Erreur! Signet non défini.
II.3. Les différentes étapes du raffinage
Erreur! Signet non défini.
II.4. Manipulation et entreposage de l'huile
désodorisée Erreur! Signet non défini.
II.5. Inconvénients du raffinage des huiles
Erreur! Signet non défini.
II.6. Traitement des co-produits Erreur! Signet non
défini.
II.7. Différents types de raffinage de l'huile de soja
Erreur! Signet non défini.
II.7.1. Raffinage chimique Erreur ! Signet non
défini.
II.7.2. Raffinage physique enzymatique Erreur! Signet non
défini.
II.7.3. Comparaison entre l'huile brute et celle raffinée
Erreur! Signet non défini.
Partie pratique
I. Présentation du complexe agroalimentaire
Cevital Erreur ! Signet non défini.
I.1. Activités Erreur ! Signet non
défini.
I.2. Raffinerie Erreur ! Signet non
défini.
I.3. Contrôle de la qualité Erreur ! Signet
non défini.
I.4. Organigramme du complexe Cevital Erreur ! Signet
non défini.
I.5. Procédés effectués au niveau de
Cevital Erreur ! Signet non défini.
I.5.1. Raffinage chimique Erreur ! Signet non
défini.
I.5.2. Raffinage enzymatique Erreur ! Signet non
défini.
I.5.3. Comparaison des deux procédés de raffinage
Erreur! Signet non défini.
I.5.4. Traitement des pâtes de neutralisation au niveau de
Cevital Erreur ! Signet non
défini.
II. Matériel et méthodes Erreur !
Signet non défini.
II.1. Echantillonnage Erreur ! Signet non
défini.
II.2. Analyses physico-chimiques effectuées
Erreur! Signet non défini.
Sommaire
II.2.1. Analyses physiques Erreur ! Signet non
défini.
II.2.1.1. Détermination de la couleur Erreur!
Signet non défini.
II.2.1.2. Détermination de la teneur en eau
Erreur! Signet non défini.
II.2.1.3. Détermination de la teneur en impuretés
Erreur! Signet non défini.
II.2.1.4. Détermination du potentiel d'hydrogène
Erreur! Signet non défini.
II.2.2. Analyses chimiques Erreur ! Signet non
défini.
II.2.2.1. Détermination de l'acidité
Erreur! Signet non défini.
II.2.2.2. Détermination des traces de savon
Erreur! Signet non défini.
II.2.2.3. Détermination de l'indice de peroxyde
Erreur! Signet non défini.
II.2.2.4. Détermination des phosphatides (Dosage du
phosphore) Erreur! Signet non
défini.
II.3. Détermination des pertes en huile Erreur!
Signet non défini.
II.3.1. Analyse des pâtes de neutralisation Erreur!
Signet non défini.
II.3.2. Analyse des eaux de lavage Erreur! Signet non
défini.
III. Résultats et discussion Erreur !
Signet non défini.
III.1. Suivi des paramètres physicochimiques de l'huile
de soja raffinée chimiquement
Erreur! Signet
non défini.
III.1.1. Évolution de l'acidité en fonction des
étapes Erreur! Signet non défini.
III.1.2. Évolution des traces de savon en fonction des
étapes Erreur! Signet non défini.
III.1.3. Évolution de la couleur en fonction des
étapes Erreur! Signet non défini.
III.1.4. Évolution de l'humidité et des
impuretés en fonction des étapes... Erreur!
Signet
non défini.
III.1.5. Évolution du taux de phosphore Erreur!
Signet non défini.
III.1.6. Évolution de l'indice de peroxyde Erreur!
Signet non défini.
III.1.7. Détermination des pertes d'huile Erreur!
Signet non défini.
III.2. Suivi des paramètres physicochimiques de l'huile de
soja raffinée enzymatiquement
Erreur! Signet non
défini.
III.2.1. Acidité, humidité, impuretés et
indice de peroxyde Erreur! Signet non défini.
III.2.2. Traces de savon et phosphores Erreur! Signet non
défini.
III.2.3. Couleur Erreur ! Signet non
défini.
III.2.4. Les pertes en huile Erreur! Signet non
défini.
III.3. Comparaison des paramètres des deux huiles
Erreur! Signet non défini.
III.3.1. Acidité Erreur ! Signet non
défini.
III.3.2. Traces de savon et couleur Erreur! Signet non
défini.
Conclusion Erreur ! Signet non défini.
Références bibliographiques
Sommaire
Annexes
Page 01
Introduction
Introduction
Les huiles et les graisses ont toujours constitué une
part importante de l'alimentation humaine (Prior, 2003). Les
huiles végétales offrent un large choix tant au niveau du
goût, de l'utilisation, du prix, que de la qualité. Quelle que
soit l'huile, la teneur lipidique reste identique: environ 100 %, soit
près de 900 kcal/100 ml. La différence entre les diverses huiles
réside dans la qualité des acides gras qui les composent. Selon
leur nature, elles sont plus ou moins riches en certains acides gras
polyinsaturés qui sont dits "essentiels" car notre organisme ne peut pas
les synthétiser. Elles constituent également la meilleure source
de vitamine E connue pour ses propriétés antioxydantes
(Alais et Linden, 1997 ; Frénot et Vierling, 2001).
Cependant, de plus en plus soucieux de leur ligne et de leur
équilibre alimentaire, les consommateurs (surtout les jeunes
générations) tendent à réduire leur consommation de
matières grasses. Face à cette crise, les industriels font preuve
d'originalité en proposant des produits de plus en plus axés
d'une part sur la praticité d'utilisation, et d'autre part, sur le
côté naturel et authentique (Cossut et al.,
2002).
Parmi ces produits, l'huile de soja qui provient d'une huile
brute et qui nécessite, pour obtenir une huile comestible, le passage
obligatoire par le traitement de raffinage (Platon,
1988). Ce traitement doit garantir au consommateur un produit
d'aspect engagent, neutre de goût, résistant à l'oxydation,
adapté à l'emploi désiré et
débarrassé de ses substances toxiques ou nocives. Il doit
respecter au mieux un certain nombre de composés qu'il est souhaitable
de conserver dans le produit final (Denise, 1992).
Afin d'assurer cette qualité, il est essentiel de
comprendre comment les propriétés des corps gras influencent les
procédés de fabrication et les caractéristiques du produit
fini (Prior, 2003).
Cette étude a consisté en un suivi et une
comparaison des paramètres physico-chimiques des huiles de soja, l'une
raffinée par le procédé chimique et l'autre par le
procédé enzymatique, effectués au sein de Cevital SPA.
Le stage pratique a permis d'assister aux différentes
étapes des deux procédés, de suivre de près l'huile
produite, en réalisant diverses analyses physico-chimiques au niveau de
Cevital pour mieux contrôler sa qualité.
Synthèse
bibliographique
Chapitre I Étude de l'huile de soja
Page 2
Chapitre I : Étude de l'huile de soja
I.1. Définition de l'huile de soja
L'huile de soja est fluide et d'un jaune plus ou moins
foncé suivant la nature des graines et les procédés
d'extraction. Fraîche, elle a une saveur assez prononcée d'haricot
qui s'atténue peu à peu. Elle est riche en acides gras
poly-insaturés et notamment en acide gras essentiel
alpha-linolénique. Elle est recommandée pour les
assaisonnements.
Sa richesse en lécithine la rend précieuse pour
la reconstitution des cellules nerveuses et cérébrales, sa bonne
digestibilité en fait une bonne remplaçante de l'huile d'olive
pour ceux qui ne peuvent la tolérer (Cossut et al.,
2002).
1.2. Origine de l'huile de Soja
I.2.1. La plante
Le soja [Glycine max (L.) Merrill] appartient à
la famille des Fabacées, sous-famille des Faboideae, tribu des
Phaseoleae, sous tribu des Glycininae, genre Glycine (Rasolohery,
2007).
La plante est annuelle, herbacée, dressée, et
peut atteindre une hauteur de 1,5 m. La gousse est droite ou
légèrement courbée, d'une longueur de deux à sept
cm. Elle est formée par les deux moitiés du carpelle,
soudées le long de leurs bords dorsal et ventral (Anonyme V,
1996).
La figure 01 présente les différents stades de
croissance de la plante.

Figure 01 : Soja hispida ou
Glycine 1. Pousse fleurie 2. Pousse en
fruits. 3. Graine (Demarest, 1993).
I.2.2. La graine
A l'issue de la floraison et de la nouaison, se
développe une gousse contenant, selon les cas, entre 1 et 4 graines
(Pouzet, 1992).
Comme chez les autres légumineuses, la graine se
compose essentiellement d'une enveloppe lisse (la coque) et d'un embryon. Sa
taille varie généralement entre 5 et 10 mm de
Chapitre I Étude de l'huile de soja
Page 3
diamètre et son poids (selon les variétés)
oscille entre 50 et 400 mg. La forme de la graine varie selon les cultivars
(Pouzet, 1992).
La figure 02 représente une photographie des graines de
soja.
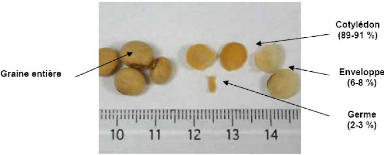
Figure 02 : Description macroscopique de
la graine de soja (Hubert, 2006).
La qualité des protéines est idéale en
termes de profil d'acides aminés et de digestibilité
(Hubert, 2006). Elles sont constituées principalement
de globuline (90 % des protéines et 36 % du poids de la graine).
La graine de soja contient aussi des glucides non structurels,
pour environ 10 % du poids de la graine, avec principalement des sucres
solubles (sucrose, stachyose et raffinose) et peu d'amidon (moins de 3 % du
poids des graines) (Pouzet, 1992).
I.3. Composition et altérations chimiques de
l'huile de soja
I.3.1. Composition de l'huile de soja
La principale différence de l'huile de soja par rapport
aux autres huiles végétales, se situe au niveau de la forme
d'insaturation et de la présence d'acide linolénique (C18 :3) en
quantité appréciable. Cet acide gras étant très
sensible à 1'oxydation, il conviendrait d'éviter au maximum le
contact de l'huile avec l'oxygène de l'air.
L'huile brute de soja est définie en termes
d'humidité, impuretés, teneur en phosphatides, en acides gras
libres et aussi en termes de couleur, caractéristiques d'oxydation et
traces métalliques (Tableau I) (Platon, 1988).
Tableau I: Spécifications
de l'huile de soja dégommée brute (Platon,
1988).
|
Humidité et impuretés volatiles
|
0,3 % maximum
|
|
Acides gras libres
|
0,75 % maximum
|
|
Phosphatides (exprimés en Phosphore)
|
0,02 % maximum
|
|
Matières insaponifiables
|
1,5 % maximum
|
|
Point d'éclair
|
121°C minimum
|
Chapitre I Étude de l'huile de soja
Page 4
I.3.1.1. Composition en acides gras
La composition moyenne en acides gras de l'huile de soja est
donnée dans 1e tableau II.
Tableau II : Composition de l'huile de
soja en acides gras (Platon, 1988).
|
Types d'acides gras
|
Pourcentage
|
|
Acide palmitique (C16: 0)
|
11,5
|
%
|
|
Acide stéarique (C18: 0)
|
4,0
|
%
|
|
Acide oléique (C18: 1, cis)
|
25,0
|
%
|
|
Acide linoléique (C18: 2, cis : cis)
|
51,5
|
%
|
|
Acide linolénique (C18: 3)
|
7,5
|
%
|
|
Acide arachidique (0: 0)
|
0,5%
|
La teneur en acides gras insaturés de l'huile de soja
étant très élevée, les molécules de
triglycérides contiennent au moins deux acides gras insaturés et
les glycérides di et tri-saturés sont pratiquement absents ou en
très faibles quantités (Platon, 1988).
|
|
|
Figure 03 : Teneur de l'huile de soja en
acides gras saturés et insaturés (Lot et al.,
2005).
|
|
I.3.1.2. Les constituants mineurs
Les constituants mineurs de l'huile de soja, dont certains
doivent être obligatoirement éliminés durant 1e raffinage,
sont regroupés dans le tableau III.
Chapitre I Étude de l'huile de soja
Page 5
Chapitre I Étude de l'huile de soja
Tableau III : Constituants mineurs de
l'huile de soja (Platon, 1988 ; Rohani Binti, 2006).
|
Nature
|
Composés
|
|
Lipidique
|
-Phosphatides hydratables et non hydratables - Glycérides
partiels
- Acides gras libres
|
|
Glucidique
|
-Sucres libres et glycolipides
|
|
Ions métalliques
|
-fer(Fe), cuivre(Cu), Calcium, Magnésium
|
|
Pigments colorants
|
-Caroténoïdes, chlorophylle et autres pigments
|
|
Produits oxydés
|
- Aldéhydes, cétones, peroxyde
|
|
Autres
|
- Composés odorants
-Matières insaponifiables
(hydrocarbones, alcools triterpéniques, stérols) -
Tocophérols.
|
I.3.2. Altérations de l'huile de soja
L'huile de soja est affectée par deux types
d'altération: L'oxydation et la dénaturation thermique.
? L'oxydation Les facteurs qui
influencent l'oxydation sont:
? Catalyseurs de l'oxydation:
-Atmosphère, lumière, chaleur;
-Métaux (Fe, Cu);
-Pigments;
-Eau : La teneur en humidité des huiles
brutes ne devrait pas dépasser 0,2 %;
-Enzymes (Lipases): Initialement
présentes à la surface des graines, ces enzymes
passent dans l'huile brute au cour des opérations de
pression et d'extraction (Denise, 1992 ;
Alais et Linden, 1997).
? Degré d'insaturation: Plus la teneur
en doubles liaisons est élevée, plus la vitesse de
dégradation des acides gras est importante
(Dilmi-Bouras, 2004).
? La chaleur
La résistance des corps gras à la chaleur est
variable : Il existe pour chacun d'eux une
température critique (également appelée
"point de fumée") à ne pas dépasser(TableauIV), au
Page 6
delà de laquelle, les corps gras produisent des
composés toxiques, irritants pour les muqueuses digestives et qui
oxydent les caroténoïdes et les vitamines A et E (Cossut
et al., 2002).
Tableau IV: Point de fumée de
quelques huiles communes entièrement raffinées(Poisson et
Narce, 2003) .
|
Huile
|
Point de fumée (°C)
|
|
Colza
|
317
|
|
Arachide
|
315
|
|
Graine de coton
|
322
|
|
Soja
|
317
|
|
Tournesol
|
316
|
|
Coprah
|
288
|
|
Palme
|
314
|
Il résulte de l'oxydation:
? Des produits volatils : Aldéhydes, cétones,
acides, hydrocarbures;
? Des composés polaires : Monomères oxydés
et oxypolymères;
? Des composés non-polaires : Produits de l'hydrolyse
(Polymères cycliques, polymères
non cycliques, monomères cycliques (Alais et
Linden, 1997 ; Nicolay et Roulin,
2004).
Ces produits ont des conséquences sur la qualité de
l'huile:
? Qualité nutritionnelle : Pertes en
acides gras libres et insaturés, mais également pertes en
vitamines et en protéines;
? Qualité hygiénique : Il y a
formation de composés plus ou moins toxiques;
? Qualité organoleptique : Apparition de
flaveurs rances dues aux acides et aux cétones,
ainsi qu'aux aldéhydes (Cossut et al.,
2002).
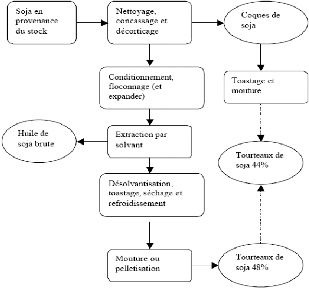
I.4. Obtention de l'huile brute de soja
Par trituration, les graines sont transformées en huile de
soja et en tourteaux pour l'alimentation du bétail.
Le traitement des graines de soja qui sont dites pauvres en huile
(15 - 20 %), est constitué de : Nettoyage, séchage, maturation,
décorticage, aplatissage, extraction et séchage (Schéma
01) (Laisney, 1992 ; Debruyne, 2001).
Chapitre I Étude de l'huile de soja
Page 7
Schéma 01 : Etapes de
l'extraction de l'huile de soja brute (Mustapha et Stauffer,
2002).
I.4.1.Nettoyage
Les graines sont soit stockées par l'agriculteur à
la ferme, soit transportées aux silos de l'usine, la tâche la plus
dure consiste à transporter la récolte d'un lieu de stockage
à un autre sans trop nuire à l'état de la graine.
Les graines doivent être bien nettoyées,
elles subissent d'abord un dépoussiérage par un courant
d'air. Puis le nettoyage se poursuit par un tamisage et un passage sur des
électroaimants (Mohtadji- Lamballais, 1989 ; Mustapha et
Stauffer, 2002).
I.4.2. Séchage
Il est indispensable que la partie non grasse ne comporte pas une
humidité atteignant 15 %. Un séchage est aussi nécessaire
pour le décorticage.
Pour le soja, on sèche à niveau de 10 % puis la
graine séchée est stockée dans un silo où elle
séjourne 1 à 3 jours. Sans cette maturation qui permet
l'équilibrage de l'humidité, les coques se séparent mal au
décorticage (Laisney, 1992).
I.4.3. Le décorticage
L'intérêt du décorticage est
d'éliminer les matières sans valeur pour l'alimentation animale,
mais surtout de faciliter les traitements ultérieurs.
Le décorticage sera réalisé en fonction de
la matière protéique et de l'huile contenue dans la graine pour
arriver à avoir un tourteau à 44, 48 ou 50 % de matières
PROFAT (Protein Fat, Protéines + matières grasses).
Chapitre I Étude de l'huile de soja
Page 8
Pour le soja, la coque se sépare facilement, l'amande
et la coque constituent des mélanges qu'il faut dissocier avec des
tamis.
Le concassage grossier se fait sur des concasseurs à 4
cylindres cannelés (Laisney, 1992).
I.4.4. Aplatissage
Le concassage est suivi d'un aplatissage sur cylindres lisses.
Une température de 65°C est nécessaire pour avoir
l'état thermoplastique indispensable pour fournir des flocons qui ne
s'effritent pas. Cette température servira d'ailleurs de source de
chaleur pour l'extracteur qui, doit travailler à plus de 52°C pour
des raisons de sécurité mais aussi parce que l'extraction est
meilleure à chaud qu'à froid (Laisney, 1992).
I.4.5. Extraction
L'exaction de l'huile est effectuée d'abord par
pression et ensuite au moyen de solvants.
La matière première est pressée dans des
presses à vis, en continu, et l'on obtient d'une part l'huile brute et
d'autre part un résidu solide ou tourteau qui contient encore 10
à 20 % d'huile.
Le tourteau subit ensuite une extraction au moyen d'un
solvant; l'hexane. Le tourteau préalablement broyé, et le solvant
circulent à contre courant dans l'extracteur. Le mélange
solvant-huile ainsi obtenu est débarrassé du solvant par
distillation. Le tourteau déshuilé, qui ne contient plus qu'un %
d'huile est imprégné aussi de solvant qui sera
éliminé par chauffage.
Le solvant est récupéré pour de nouvelles
utilisations et les tourteaux sont utilisés pour l'alimentation animale
(Mohtadji-Lamballais, 1989).
I.4.6. Séchage
Il est souhaitable de sécher l'huile pour avoir moins
de 0,1 % d'humidité, il se fait toujours par pulvérisation de
l'huile chauffée à 80 - 90°C dans une enceinte sous un vide
de l'ordre de 50 mm de mercure (Laisney, 1992).
Les moyens employés pour le séchage et le
stockage des graines, ainsi que les procédés de trituration sont
susceptibles d'introduire dans les corps gras bruts des substances
contaminantes qu'ils faut éliminer pour livrer à la consommation
humaine un aliment parfaitement conforme à la réglementation
relative aux produits alimentaires (Denise, 1992).
Chapitre II Raffinage de l'huile de soja
Page 9
Chapitre II Raffinage de l'huile de soja
Chapitre II : Raffinage de l'huile de soja
II.1. Définition et rôle du raffinage
Les huiles brutes obtenues renferment un certains nombre
d'impuretés indésirables, responsables du goût et de
l'odeur désagréables et de leur mauvaise conservation.
Le raffinage a pour but, d'éliminer les acides gras
libres, les produits d'oxydation, les arômes désagréables,
les colorants, les produits toxiques (tels que pesticides, glycosides) mais
également les phospholipides ainsi que les métaux (tels que fer
et cuivre) présents à l'état de traces et
généralement liés à des composés organiques
(Mohtadji-Lamballais, 1989 ; Jamil et al., 1998).
II.2. Constituants éliminés au cours du
raffinage
II.2.1. Les phosphatides ou phospholipides
Ils peuvent représenter 2 % de l'huile de soja (30 % de
lécithine, 30 % de céphaline et 40 % d'inositol) ; les teneurs de
l'huile brute en ces phospholipides dépend du mode de trituration
employé (Denise, 1992).
Ils se présentent dans l'huile sous forme:
? Hydratables: Ces formes contiennent un groupe fortement
polaire, ce sont en particulier la phosphatidylcholine et la
phosphatidyléthanolamine qui sont aisément
éliminés;
? Non hydratables: Ce sont les sels de calcium et de
magnésium des acides phosphatidiques et des
phosphatidylinositols. Ces formes non hydratables peuvent
réagir avec des acides forts en donnant des sels monovalents et des
acides, elles deviennent alors hydratables et forment des composés
insolubles dans 1'huile (Figure 04) (Denise, 1992).
En outre, les phospholipides sont souvent liés à
des métaux lourds comme le fer et le cuivre qui sont de puissants
catalyseurs d'oxydation, surtout le cuivre qui présente une
activité dix fois supérieure à celle du fer
(Platon, 1988 ; Denise, 1992).
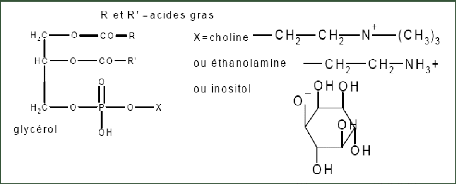
Figure 04: Formules chimiques des trois
principales phosphatides des lécithines de soja (Aboiron et
Hameury, 2004).
Page 10
Un lavage acide les élimine aisément au cours d'un
raffinage chimique, mais tous les procédés de raffinage physique
les conservent (Poisson et Narce, 2003).
L'élimination parfaite du phosphore est une
opération très importante pour obtenir une bonne qualité
de l'huile de soja. Les principaux inconvénients des phospholipides sont
présentés comme suit:
-- Ils provoquent des émulsions;
-- Ils réduisent le rendement lors de 1'opération
de filtration (colmatage des filtres);
-- Ils réduisent l'activité des terres de
blanchiment;
-- Ce sont de puissants inhibiteurs des
catalyseurs d'hydrogénation;
-- Leur présence conduit à des
phénomènes de mousse lors de l'opération de
désodorisation; -- Une huile raffinée mal
débarrassée de ses phospholipides s'acidifie, s'oxyde et prend
rapidement un goût désagréable (Denise, 1992 ;
Jamil et al., 1998).
II.2.2. Les acides gras libres
Ils sont naturellement présents dans la graine
où ils participent aux réactions biochimiques de la
liposynthèse. Ils proviennent également de réactions
d'hydrolyse enzymatique qui se produisent dans les huiles brutes soit au cours
de leur obtention, soit au cours de leur stockage. Leur présence dans un
corps gras peut être assimilée à celle d'un catalyseur
d'oxydation (Denise, 1992).
L'élimination des acides gras libres s'effectue soit
par voie chimique (neutralisation à la soude), soit par voie physique
(entraînement à la vapeur). C'est l'opération la plus
délicate et la plus importante du raffinage (Kartika,
2005).
II.2.3. Sucres libres et glycolipides
Ils proviennent des glucides présents dans les graines
au moment de la récolte. Certains de ces composés forment avec
l'eau des solutions colloïdales communément appelées «
mucilages» et qui sont émulsifiantes. Les mucilages
précipitent en présence d'alcali: La neutralisation chimique les
fait donc disparaître complètement (Denise,
1992).
II.2.4. Glycérides partiels
Ils portent généralement la fonction ester en
á ou en á', souvent considérés comme des agents
émulsifiants très gênants, ils peuvent entraîner des
pertes importantes lors des centrifugations qui entrent dans le
procédé de raffinage (Denise, 1992).
II.2.5. Tocophérols et Stérols
La partie insaponifiable de l'huile représente 1,6 % de
l'huile brute et 0,6 % à 0,7 % de l'huile raffinée (Tableau V).
Elle se compose essentiellement de stérols et de tocophérols
(Pouzet, 1992).
Chapitre II Raffinage de l'huile de soja
Page 11
Tableau V: Composition de l'huile de soja
brute en insaponifiables (Pouzet, 1992).
|
Insaponifiable : 0,5-1,6%
|
|
Stérols (en mg/100g) 250 - 418
Composition des stérols: (en % des stérols
totaux)
Cholestérol < 1
Brassicastérol -
Campestérol 19 - 23
Stigmastérol 17 - 19
ß sitostérol 47 - 59
A5Avénastérol 2 - 4
A7 Stigmastérol 1 - 3
A7 Avénastérol 1 - 2
Ergostérol < 3
|
Tocophérols (en mg/100g) 80 - 167
Composition des tocophérols: (en % des tocophérols
totaux)
Alpha tocophérol 5 - 10
Béta tocophérol 2 - 3
Gamma tocophérol 44 - 60
Delta tocophérol 30 - 43
Tocotriénols -
Alcools triterpéniques
(en mg/100g) -
|
? Les tocophérols
Ce sont des antioxygènes. La teneur en
tocophérols dans une huile de soja brute est de l'ordre de 150 à
280 mg pour 100 g d'huile. Après raffinage, la teneur se situe à
90 à 150 mg pour 100 g d'huile avec une répartition de : Alpha
tocophérol 10 %, beta tocophérol 3 %, gamma tocophérol 63
%, delta tocophérol 24 %.
Activité antioxydante : alpha < beta < gamma <
delta.
Activité vitaminique : alpha > beta> gamma> delta
(Platon, 1988).
Une partie des tocophérols disparaît au cour du
raffinage surtout lors de la désodorisation (Denise,
1992).
? Les stérols
Il s'agit de molécules complexes à plusieurs
cycles avec une fonction alcool, dont le principal représentant est le
cholestérol. Ils sont retrouvés soit à l'état libre
ou combiné avec un acide gras. Les végétaux contiennent
des stérols qui leur sont spécifiques (Cossut et
al., 2002). Comme le Campestérol présent dans
l'huile de soja (Camacho, 1999). Une partie de ces
stérols est entraînée à la vapeur lors de la
désodorisation (Denise, 1992).
II.2.6. Colorants
Le ß-carotène se rencontre dans toutes les huiles
végétales, c'est un colorant particulièrement sensible
à la chaleur et à l'oxydation. La chlorophylle est
présente à un degré moindre, dans les huiles de soja
(Denise, 1992).
Les colorants d'origine oxydative sont responsables de la
couleur brune de certaines
Chapitre II Raffinage de l'huile de soja
huiles. Ils sont beaucoup plus gênants que les
précédents car ils ne sont que peu retenus par les produits
adsorbants utilisés pour décolorer les huiles (Kartika,
2005).
II.2.7. Substances d'origine externe
Il s'agit la plupart du temps de pesticides qui se trouvent
à la surface des graines au moment de la récolte ou qui sont
introduits au cours du stockage pour lutter contre l'infestation par les
insectes.
Ils sont facilement détruits par hydrolyse lors de la
neutralisation à la soude, ou par entraînement à la vapeur
lors de l'opération de désodorisation (Denise,
1992).
Page 12
Le tableau VI regroupe les éléments
éliminés au cour du raffinage de l'huile.
Chapitre II Raffinage de l'huile de soja
Page 13
Tableau VI : Les composés
éliminés durant le raffinage (Platon, 1988 ; Denise,
1992).
|
Opérations
|
Composants éliminés
|
Composants
parasites
introduits
|
|
Stockage
|
-
|
Acides gras libres
|
|
Mucilages, phosphatides, glycolipides
|
|
|
et composés protidiques.
|
Eau
|
|
Démucilagination
|
La chlorophylle est partiellement éliminée surtout
si l'acide phosphorique est utilisé.
|
|
|
Neutralisation
|
Acides gras libres, phosphatides
|
|
|
résiduels,
composés de dégradation d'origine oxydative,
composés métalliques,
Matières colorantes réduites, Insecticides.
|
Savon Eau
|
|
Lavage
|
Savon, traces de soude, phosphatides
|
|
|
résiduels.
|
Eau
|
|
Séchage
|
Eau
|
_
|
|
Décoloration
|
Pigments (caroténoïdes et
|
Peroxydes et
|
|
chlorophylliens essentiellement)
|
formation
|
|
Savon
|
d'isomères à
|
|
Hydrocarbures polycycliques (si
|
double liaisons
|
|
traitement au charbon actif)
|
conjuguées.
|
|
|
Acides gras libres
|
|
Désodorisation
|
Acides gras libres, substances volatiles
|
Formation
|
|
responsables de l'odeur et du goût, peroxydes,
pigments et produits de leur dégradation, pesticides,
stérols et tocophérols.
|
d'isomères
géométriques et de dimères.
|
II.3. Les différentes étapes du
raffinage
Le raffinage comprend une série de traitements qui
sont: La démucilagination, la neutralisation, le lavage, le
séchage, la décoloration, la filtration et la
désodorisation (Mohtadji- Lamballais, 1989).
Chapitre II Raffinage de l'huile de soja
Page 14
II.3.1. Démucilagination
Le dégommage ou la démucilagination consiste
à éliminer de l'huile brute les composés susceptibles de
devenir insolubles par hydratation (phospholipides, lipoprotéines, etc.)
ou d'être éliminés avec la phase aqueuse (Glucides).
Généralement, seules les huiles d'extraction qui
contiennent normalement 2 à 4 fois plus de phospholipides qui sont
dégommés que les huiles de pression (Denise,
1992).
Que le procédé utilisé soit physique ou
chimique, les trois principes de base du processus de dégommage sont
résumés comme suit:
- Elimination de phospholipides par la formation de micelles;
- Hydratation rapide des phospholipides;
- Elimination des phospholipides non hydratables par un
traitement avec des acides (Ruiz-Mendez, 1999).
Il existe différents types de protocoles de
dégommage de l'huile de soja : Le dégommage à l'eau,
à l'acide, le dégommage SOFT, le dégommage micellaire et
le dégommage enzymatique (Kartika, 2005).
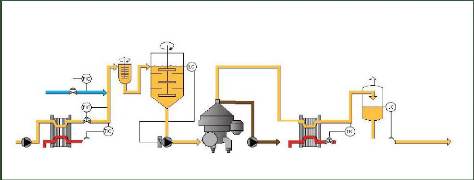
II.3.1.1. Le dégommage à l'eau
L'huile brute, en général, est
dégommée avec de l'eau dans les extracteurs de fève de
soja et ce n'est que rarement qu'arrivent aux raffineries des huiles de soja
à raffiner avec plus de 200 ppm de phosphore (Graciani
Constante, 1999a).
C'est un traitement à l'eau chaude qui insolubilise les
phospholipides ainsi que diverses matières colloïdales
(Cheftel et Cheftel, 1992). L'huile brute est chauffée
à 80°C dans un échangeur à plaques. Elle
reçoit un appoint de 2 à 3 % d'eau avant de passer dans un
mélangeur rapide puis dans un contacteur à axe vertical dans
lequel le mélange huile-eau est brassé pendant une demi-heure
avant centrifugation sur séparateur continu classique (Figure 05)
(Denise, 1992). Les conditions de séparation doivent
être optimisées afin d'éviter les pertes en huile, tout en
conservant une bonne efficacité de séparation. Les
paramètres clés sont la quantité d'eau ajoutée, la
température, la vitesse de rotation et la durée d'agitation
(Kartika, 2005).
L'huile de soja dégommée avec de l'eau, est
l'huile utilisée au niveau commercial et, celle qui dans une immense
majorité des cas, arrivera aux industries de raffinage pour sa
transformation (Graciani Constante, 1999a).
Chapitre II Raffinage de l'huile de soja
Eau
Echangeur
Mélangeur
Vapeur
Réacteur
Séparateur
Pâtes
Echangeur
Vapeur
Vide
Séchage
Stockage
Page 15
Figure 05 : Installation de
dégommage à l'eau (Logan, 2003).
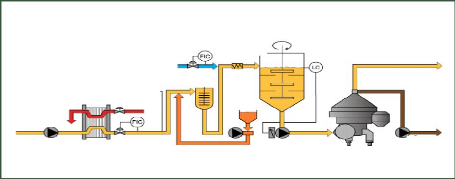
II.3.1.2. Le dégommage à l'acide
Le taux de phosphores de l'huile brute dégommée
à l'eau, passe de 800 ppm à 150 - 200 ppm ces derniers
représentent principalement les phospholipides non hydratables dont
l'élimination est nécessaire pour le raffinage physique, et peut
être réalisée grâce à un dégommage
à l'acide (Jamil et al., 1998). Il consiste
à disperser dans l'huile brute des acides comme les acides phosphorique,
citrique, acétique, oxalique, mais de façon
générale, l'acide phosphorique est largement utilisé, car
il se forme une liaison forte entre les groupements phosphates et les ions
calcium, fer et magnésium (Kartika, 2005).
On ajoute 1 à 3 °/°° d'acide
phosphorique commercial à 75 °/° (v/v) à de l'huile
brute
chauffée jusqu'à 60°C. Après un
brassage durant 20 minutes, le mélange est réchauffé
à 90°C et reçoit un ajout de 2 à 3 % d'eau avant
d'être brassé à nouveau pendant 20 minutes pour permettre
l'hydratation des phospholipides. Le mélange est ensuite refroidi
jusqu'à 50°C pour
insolubiliser les phosphatides avant leur séparation
par
centrifugation (Figure 06) (Denise, 1992).
Les principaux facteurs qui influencent l'efficacité de
ce type de dégommage sont la concentration d'acide, la
température et le temps d'opération (Ruiz-Mendez,
1999).
Chapitre II Raffinage de l'huile de soja
Huile brute
Echangeur
Vapeur
Eau
Mélangeur
Acide
Mélangeur
Réacteur
Séparateur
Séchage/ Stockage
Pâtes
Page 16
Figure 06 : Installation de
dégommage à l'acide (Logan, 2003).
II.3.1.3. Dégommage SOFT
Il est basé sur la mise en contact de l'huile brute, ou
dégommée à l'eau, avec une solution aqueuse d'un agent
chélatant: l'acide éthylène diamine tétra
acétique (EDTA) ou l'un de ses sels. L'avantage du procédé
réside dans la douceur du traitement permettant d'atteindre une haute
qualité d'huile en une seule étape et des taux de phosphore
résiduel inférieurs à 5 ppm (Schéma 02)
(Kartika, 2005).
Huile brute
Chauffage
EDTA et Eau
Mélange
Entreposage

Séparation
Huile complètement
dégommée
Gommes
Schéma 02: Processus de
dégommage SOFT (Münch, 2003).
Chapitre II Raffinage de l'huile de soja
Page 17
Chapitre II Raffinage de l'huile de soja
II.3.1.4. Dégommage miscellaire
Le dégommage miscellaire met en oeuvre les techniques
membranaires. L'application de cette technique au raffinage des huiles ouvre de
larges perspectives car ce sont des procédés simples, avec une
faible consommation énergétique, facilement extrapolables, et ne
nécessitant pas de produits chimiques additionnels. Plusieurs auteurs
ont montré que cette technique permet d'éliminer totalement les
phospholipides, tout en retenant les pigments et certains acides gras libres.
Les techniques ont été surtout étudiées pour le
raffinage de mélange huile-solvant organique (Schéma 03)
(Kartika, 2005).


Miscella brute (Huile brute avec Hexane)
Ultrafiltration
Distillation
Ultrafiltration
Distillation
Huile complètement dégommée
Lécithine
Schéma 03: Processus
d'ultrafiltration miscellaire (Münch, 2003).
II.3.1.5. Dégommage enzymatique
La démucilagination enzymatique est un type de
procédé physique performant, qui produit des rendements en huile
plus élevés. Elle consiste à transformer les
phospholipides non hydratables en lyso-phospholipides hydrophiles sous l'action
d'une phospholipase (Anonyme I, 2004 ; Kartika, 2005). La
teneur en phosphore de l'huile de soja démucilaginée passe sous
le seuil des 10 ppm, atteignant même des teneurs de 3 ppm, des
résultats comparables à ceux du procédé chimique.
Après décoloration, la teneur en phosphore de
l'huile devient quasiment nulle (Anonyme I,
2004).
Le procédé d'origine, ou
démucilagination EnzyMax a été breveté en 1992 par
la société d'ingénierie allemande Lurgi, qui a mis au
point le procédé et conçu une usine spéciale
(Anonyme II, 2001).
II.3.2.Neutralisation
L'élimination des acides gras libres est
l'opération la plus importante du raffinage. La neutralisation par les
bases élimine les acides gras sous forme de savons appelés
communément « pâtes de neutralisation », qui comprennent
outre les savons de sodium et la
Page 18
soude, de l'eau, du sel, des phosphates de sodium, des
mucilages, de l'huile neutre entraînée, des colorants, des
produits d'oxydation (difficile de s'en débarrasser par des
procédés physiques: adsorption sur les terres
décolorantes) et des contaminants divers (Denise,
1992). Les réactions qui ont lieu lors de ce processus sont:
? La neutralisation de l'excès d'acide phosphorique
ajouté pour dégommer les huiles.
? La neutralisation des acides gras libres en formant les
savons sodiques:
R-COOH + NaOH R-COONa + H2O
Acide gras base savon eau
Comme ce sont des acides faibles, ils requièrent un
excès d'alcali pour s'assurer que la réaction soit
déplacée dans le sens de la formation du savon et que
l'acidité résiduelle de l'huile soit petite. Cet excès est
d'habitude entre 0,01 et 0,05 % pour les huiles de soja dégommées
avec de l'acide contenant une quantité de phosphore résiduelle
inférieure à 2 ppm.
? La possibilité que l'excès d'alcali
ajouté pour neutraliser les acides gras, quand la température de
l'huile est élevée et l'alcali concentré, produise une
saponification partielle des triglycérides pour engendrer du
glycérol et des savons sodiques. Cette réaction, appelée
« saponification parasite » par beaucoup de raffineurs, est
totalement nuisible puisqu'elle augmente en grande mesure les pertes et doit
donc être évitée.
Les deux premières réactions sont vraiment
beaucoup plus rapides que la troisième, ce qui permet de réaliser
la neutralisation chimique des acides libres dans les huiles, dans certaines
conditions sans qu'il y ait de façon notable, la saponification parasite
(Graciani Canstante, 1999b).
Industriellement, les procédés de neutralisation
les plus utilisés sont les procédés continus connus sous
le nom de Long-mix qui augmentent les temps de
contact avec la solution de soude. Le Short-mix
permet de minimiser les pertes (Kartika, 2005), avec ce
procédé, la soude est ajoutée à une
température légèrement inférieure à
90°C. Une fois le mélange bien homogénéisé et
la courte période de temps de réaction est passée,Il est
procèdé à la centrifugation et à la
séparation des phases. Avec le procédé « Long mix
», la température de l'huile, quand la soude est ajoutée,
doit être comprise entre 30 - 33°C, et ne doit jamais atteindre 38 -
40°C. Elle doit être maintenue un certain temps de contact, entre 5
et 15 minutes, après que le mélange entre les deux phases ait
été réalisé convenablement. Postérieurement,
la température est élevée jusqu'à 70 - 75°C
avec un échangeur de chaleur, pour favoriser la séparation des
phases lors de la centrifugation (Graciani Canstante,
1999b).
Il est possible de coupler démucilagination et
neutralisation. Dans ce cas, phospholipides et savons sont
séparés en une seule étape de centrifugation. Les deux
opérations sont effectuées en continu à 80°C environ
(Cossut et al., 2002).
Chapitre II Raffinage de l'huile de soja
Page 19
II.3.3. Lavage et séchage
C'est l'opération qui permet d'éliminer les
substances alcalines (savons et soude en excès) présentes dans
l'huile à la sortie de la turbine de neutralisation, ainsi que les
dernières traces de métaux, de phospholipides et autres
impuretés. Il est essentiel que l'huile brute ait subi une bonne
séparation. Dans le cas contraire, il peut se produire des
émulsions importantes et une partie du savon risque de ne pas être
éliminée.
Le lavage est plus efficace lorsqu'il est effectué en
deux stades, et l'eau de lavage doit être la plus chaude possible
(90°C).
Si toutes les opérations en amont ont été
menées correctement, l'huile lavée contient moins de 30 ppm de
savon.
L'humidité présente dans l'huile lavée
est éliminée avant l'opération de décoloration car
elle peut provoquer un colmatage rapide des filtres, surtout en présence
de savon.
L'huile neutralisée sortant du lavage, à une
température de l'ordre de 90°C, est pulvérisée dans
une tour verticale maintenue sous une pression de 30 à 60 torrs
(Denise, 1992).
II.3.4 Décoloration
Cette opération vise à éliminer les
pigments de l'huile (chlorophylle et pigments caroténoïdes),
nuisibles à sa couleur et à sa conservation, que la
neutralisation n'a que très partiellement détruits
(Mohtadji-Lamballais, 1989 ; Denise, 1992). Pendant cette
étape, sont aussi adsorbés des produits primaires et secondaires
d'oxydation, des métaux, des savons, des composés phosphatidiques
et polyarômatiques ainsi que certains composés moins profitables,
comme les tocophérols (Ruiz-Mendez, 1999).
À cet effet, l'huile préalablement
chauffée au dessus de 100°C et déshydratée, est
traitée par du charbon activé ou autre adsorbant (Cheftel
et Cheftel, 1992).
? Agents décolorants
? Terres décolorantes
Les terres naturelles ou terres à foulon sont
employées telles quelles car elles possèdent un pouvoir
décolorant naturel. Ce sont des argiles plastiques qui sont en
général simplement séchées et finement
broyées pour accroître la surface de contact. Ces terres sont peu
actives et ne sont pas activables. Leur emploi est donc limité aux
huiles très faciles à décolorer (Denise,
1992).
En général les terres actives, notamment la
bentonite, ne possèdent aucun pouvoir décolorant à
l'état naturel. Ce sont des argiles plastiques de type «
Montmorillonites » (Denise, 1992 ; Hamzaoui et al.,
2004).
L'activation consiste à transformer les silicates en
silice colloïdale qui possède un fort pouvoir adsorbant. Cette
transformation est réalisée par voie chimique par l'action
d'acides forts à des températures variant de 80 à
130°C (Denise, 1992; Kartika, 2005).
L'acide fort agit en remplaçant des cations par des
protons tout en augmentant considérablement la surface adsorbante. La
qualité de la terre dépend des quantités d'acide
employées, du temps de contact, et de la température après
réaction (Denise, 1992).
Chapitre II Raffinage de l'huile de soja
Page 20
Les études ont montré que leur activité
est très bonne vis à vis des â-carotènes, des
chlorophylles, des aldéhydes et des cétones (Kartika,
2005).
? Charbons actifs
En général, les charbons actifs renferment 95
à 98 % de charbon, mais leur caractère spécifique vient de
leur porosité (Denise, 1992). L'activation est conduite
par voie chimique, sous l'action d'acides oxygénés peu volatils,
des acides phosphoriques, du chlorure de zinc, des carbonates de potassiums, ou
par activation gazeuse par l'air; la vapeur ou le dioxyde de carbone (CO2)
(Kartika, 2005).
Les charbons actifs sont seuls capables d'éliminer les
hydrocarbures aromatiques polycycliques qui peuvent être présents
en quantité non négligeable dans certaines huiles
végétales (Denise, 1992).
II.3.5. Filtration
L'enlèvement total de la terre décolorante de
l'huile par filtration est très important car le résidu d'argile
agit en tant que pro-oxydant puissant et salit le matériel à
l'aval (Mustapha et Stauffer, 2002).
Dans l'industrie du raffinage des huiles
végétales, les filtres habituellement utilisés
après décoloration mettent en oeuvre des surfaces filtrantes
constituées le plus souvent de toiles métalliques (exemple:
filtre Niagara lorsqu'il s'agit d'installation continue).
Les filtres Niagara sont équipés d'une
série d'éléments filtrants toujours verticaux constituants
la partie la plus importante du matériel. Les éléments
filtrants sont montés individuellement sur une rampe centrale
(Denise, 1992). L'huile décolorée doit
être protégée contre les excès thermiques et
l'oxydation étant donné que l'huile à ce niveau du
processus de raffinage est dans son état le moins stable (Schéma
04) (Mustapha et Stauffer, 2002).
Huile brute
Pompe huile brute Echangeur thermique Mélangeur
Tank d'argile activée Blanchisseur
Pompe huile décolorée Filtres à pression
Tank d'huile mâle décolorée
Récepteur huile filtrée
Pompe huile décolorée
Vapeur
Condensa
Terre de blanchiment
Vapeur directe
Terre usée
Sous vide
Terre usée
Vapeur
Huile décolorée
Schéma 04: Processus de
décoloration et filtration continus (Münch,
2003).
Chapitre II Raffinage de l'huile de soja
Page 21
II.3.6. Désodorisation
La désodorisation, comme son nom l'indique, a pour but
d'éliminer les substances volatiles comme les aldéhydes et les
cétones, qui donnent une odeur et une saveur désagréables
à l'huile, ainsi que les acides gras libres encore présents dont
certains sont très sensibles à l'oxydation (Cheftel et
Cheftel, 1992; Casimiro-Soriguer, 1999).
Cette opération consiste à injecter de la vapeur
sèche dans l'huile maintenue sous vide (3 - 5 mmHg) à haute
température (~ 250°C) (Denise, 1992 ; Casimiro-Soriguer,
1999). Un chauffage prolongé à température
élevée doit être évité, car il risque de
provoquer une polymérisation.
L'absence d'air est impérative, on ajoute parfois des
antioxydants ainsi que certains sels (citrates, phosphates, tartrates) qui
complexent les traces de métaux de cuivre et de fer, pouvant être
présents (Cheftel et Cheftel, 1992).
En continu, elle est réalisée dans des tours
cylindriques où l'huile entre par la partie supérieure et descend
par une série de disques, ou bien de colonne, où circule le gaz
d'entraînement à contre-courant, de bas en haut. Ce processus
présente une économie considérable tant de vapeur que de
calories en utilisant l'huile chaude qui sort par la partie inférieure
de la colonne pour chauffer l'huile décolorée qui
pénètre par la partie supérieure (Ruiz-Mendez,
1999).

Schéma 05: Processus de
désodorisation (Münch, 2003).
S'il n'a pas été procédé au
préalable à l'élimination des acides gras par la
neutralisation avec de l'alcali, ces acides gras sont éliminés
par distillation à cette étape. Le processus total s'appelle
« Raffinage physique » ou «
distillation neutralisante ». C'est un processus de distillation
à vide et à haute température, qui est
réalisé avec entraînement à la vapeur d'eau
(Ruiz-Mendez, 1999; Belitz et al., 2004).
Chapitre II Raffinage de l'huile de soja
est conduite à des températures plus
élevées de l'ordre de 260
tocophérols à des niveaux
|
isomères trans
|
à partir de l'acide
|
Dans ce cas, la désodorisation
280°C, ce qui a pour conséquence l'abaissement de
la teneur en plus bas et la formation d'une quantité appréciable
d' linolénique (Platon, 1988).
Page 22
La distillation neutralisante n'est
applicable qu'aux huiles fluides brutes obtenues à partir de
graines de qualité parfaite (soja) . La qualité de ces
huiles dépend essentiellement de l'efficacité du
prétraitement (Denise , 1992).
|
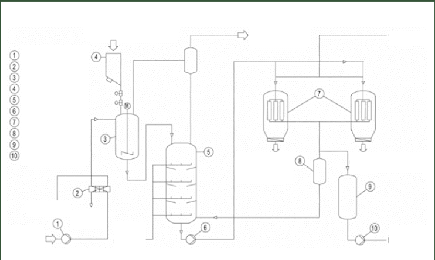
La figure 07 ci dessous présente les traitements
que les graine une huile comestible.
|
s de soja subissent pour avoir
|
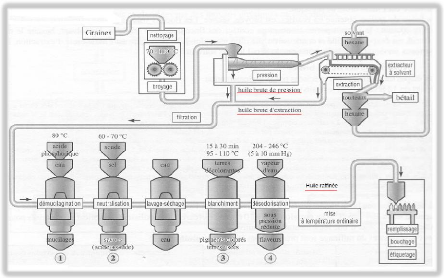
Figure 07 : Extraction et raffinage des
huiles végétales (Nicolay et Roulin, 2004).
II.4. Manipulation et entreposage de l'huile
désodorisée
Une manipulation et un entreposage corrects
de l'huile de soja désodorisée sont aussi
importants que le raffinage afin d'assurer un produit de
qualité au consommateur (Woerfel, 1990). Il faut pour cela
la sécher, pour éviter l'hydrolyse des
triglycérides, la filtrer et la placer à l'abri de l'air
sous azote par exemple (Cheftel et Cheftel, 1992; Kartika,
2005).
Les réservoirs de stockage pour l'huile
désodorisée doivent être prévus pour être
vidangés complètement, car des restes minimes
d'huile oxydée peuvent créer une oxydation
à la charge suivante, ils doivent être
également remplis par le bas afin de minimiser
l'exposition à l'air
(Woerfel, 1990).
Chapitre II Raffinage de l'huile de soja
Page 23
Chapitre II Raffinage de l'huile de soja
II.5. Inconvénients du raffinage des huiles
Les inconvénients liés au raffinage sont:
? Modification qualitative de la composition de l'huile au
préjudice des nutriments essentiels (protéines, acides gras
insaturés, vitamines, minéraux et oligo-éléments,
fibres); ? Destruction de la vitamine F à fort pouvoir antioxydant;
? Transformation de la structure moléculaire des acides
gras: - Saturation d'une partie des acides gras insaturés, qui
deviennent inactifs sur le plan biologique (perte de l'activité
vitaminique E), mais favorisent les maladies métaboliques de surcharge
(maladies cardio-vasculaires et surcharge pondérale), - Inversion de
configuration spatiale de la molécule autour de la double liaison
(formes "Cis"&"Trans") : La majorité des acides gras
insaturés naturels sont de configuration "cis", ils pivotent en position
"trans", qui a deux inconvénients majeurs: D'une part, elle favorise
l'athérosclérose, d'autre part, des études
épidémiologiques font suspecter ces graisses "trans" de favoriser
certains cancers (notamment du sein, côlon et prostate) (Le Goff,
1998).
II.6. Traitement des co-produits
II.6.1. Pâtes de neutralisation
Outre les savons formés par la neutralisation des
acides gras libres de l'huile brute, les soap stocks contiennent, pour
l'essentiel, des phospholipides et de l'huile brute entraînée.
Après dilution, ils sont traités à l'acide, ce qui
provoque la transformation des savons en acides gras. Pour que la
réaction soit la plus rapide et la plus complète possible, elle
est conduite à 90°C (Denise, 1992).
Les huiles à base d'huiles acides de soja, colza,
tournesol et/ou maïs contiennent 40 à 60 % d'acides gras
polyinsaturés : Oméga 6 et oméga 3, car les huiles acides
sont principalement des mélanges obtenus à partir des pâtes
de neutralisation du raffinage chimique des huiles brutes ou des acides gras
issus de la distillation neutralisante (Rossignol-Castera et al.,
2005).
II.6.2. Terres provenant de la décoloration
Le traitement des terres usagées issues des
différentes étapes de raffinage est une opération
importante liée à la protection de l'environnement
(Pagès, 1994). Lorsque la récupération de
l'huile par solvant n'a pas été prévue dans le
procédé, il n'existe que peu de moyens pour se débarrasser
des terres usées: Les traitements par des solutions alcalines ne
permettent qu'une récupération très partielle d'une huile
de mauvaise qualité qui est tout juste bonne à être
mélangée aux huiles acides (Denise, 1992), ou
qui trouve débouché à l'alimentation animale
(Pagès, 1994).
La terre ainsi traitée contient encore trop de
matière grasse (10 à 20 %). Il est possible, bien que cela pose
de nombreux problèmes, d'incinérer les terres usées
avec
Page 24
récupération de l'énergie produite
(Denise, 1992).
Par contre la terre traitée, dégraissée et
séchée peut être alors éliminée en
décharge ou partir
en valorisation agricole (épandage
contrôlé) en conformité avec les
dispositions
environnementales réglementaires (Pagès,
1994).
II.6.3. Co-produits de la désodorisation
L'huile récupérée dans les laveurs de
vapeur présente généralement une acidité de 25
à 60 %. Elle est mélangée aux huiles acides à moins
qu'elle ne soit isolée pour être traitée
ultérieurement en vue d'y récupérer les stérols.
L'huile entraînée dans les condenseurs
barométriques n'est pas récupérée pour la valeur
marchande qu'elle représente, mais pour éviter d'envoyer à
l'égoût une eau chargée de matière grasse. Il suffit
pour cela de placer entre les condenseurs barométriques et le rejet des
eaux usées un décanteur de dimension adaptée
(Denise, 1992).
II.6.4. Traitement des eaux résiduaires
Les eaux provenant des lavages sont dégraissées
par décantation dans des florentins ou par centrifugation. Elles sont
ensuite réunies avec les eaux émises par l'atelier de traitement
des pâtes de neutralisation. Comme ces eaux sont très acides,
elles décomposent les savons dissous dans les eaux de lavage
libérant ainsi de la matière grasse qui peut être
facilement récupérée à l'aide d'un flottateur.
Après ce premier dégraissage, l'effluent doit au
moins être soumis à un prétraitement avant d'être
envoyé à l'égoût. Le prétraitement des eaux
résiduaires consistent à les neutraliser à la soude si la
législation locale le permet ou si non à la chaux. Dans ce cas il
faut investir dans une installation coûteuse (Denise,
1992).
II.7. Différents types de raffinage de l'huile
de soja
II.7.1. Raffinage chimique
? Etapes
Le raffinage alcalin classique comprend
généralement les étapes suivantes:
? Démucilagination ou dégommage:
Élimination des mucilages à l'eau ou par des solutions acides
(acide phosphorique ou citrique) (Ollivier et al.,
2005);
? Neutralisation: Neutralisation des acides gras libre par un
léger excès de solution d'hydroxyde de sodium.
L'huile sort de la turbine de démucilagination à
60°C - 80°C et passe dans un échangeur à plaques qui
élève la température jusqu'aux environ de 90°C. La
solution neutralisante est alors injectée par un système de pompe
doseuse. Au départ, la quantité de soude est réglée
à 5 - 10 % au dessus de la quantité calculée pour la
neutralisation complète des acides gras libres et de l'acide
phosphorique présent dans l'huile. Le mélange d'huile et de soude
passe dans un mélangeur rapide ou un mélangeur statique avant
d'être envoyé vers la centrifugeuse destinée à
séparer les pâtes de neutralisation (Denise, 1992 ; FAO,
1994).
Chapitre II Raffinage de l'huile de soja
Page 25
Pour le lavage il est plus efficace de l'effectuer en deux stades
pour éliminer les savons et les phospholipides hydratés (Figure
08) (Platon, 1988 ; Denise, 1992);

Soude
Mélangeur
Séparateur
Eaux de lavage
Figure 08 : Dégommage chimique et
lavage (Logan, 2003).
? Décoloration: Élimination des pigments et des
colorants par voie physique uniquement par des terres ou charbons adsorbants
(Ollivier et al., 2005) ;
Dans une installation Niagara, la filtration exige
l'utilisation de deux filtres fonctionnant en parallèle : Pendant que le
premier est en cour de filtration, le second peut être
débâti et préparé pour le cycle suivant
(Denise, 1992) ;
? Désodorisation: Èlimination des produits
odorants et volatils par injection de vapeur d'eau dans l'huile chauffée
(180°C - 240°C), à basse pression (2 - 6 mbar) (FAO,
1994 ; Ollivier et al., 2005).
? Avantages et inconvénients
Les avantages et les inconvénients du raffinage
chimique sont présentés dans le tableau suivant:
Chapitre II Raffinage de l'huile de soja
Page 26
Tableau VII: Avantages et
inconvénients du raffinage chimique (Denise, 1992 ; (Münch,
2003 ; Anonyme I, 2004).
|
Avantages
|
Inconvénients
|
|
- Permet de raffiner les huiles même si
elles
|
- Produit d'importants volumes de pâtes de
|
|
ont subit un début de dégradation;
|
neutralisation;
|
|
- Effet décolorant de la neutralisation
à la
|
- Provoque des pertes importantes par
|
|
soude, ce qui facilite la décoloration et la
|
entraînement d'huile neutre dans les soap
|
|
désodorisation
|
stocks;
|
|
- Consommation moindre de terre
|
- Une quantité de soude caustique excessive
|
|
décolorante;
|
peut causer une saponification et des pertes
|
|
- Récupération de l'huile acide à partir
du
|
d'huile supplémentaires;
|
|
distillat.
|
- Le procédé chimique utilise d'importantes
quantités de produits chimiques agressifs, qui
peuvent avoir un impact négatif
sur
l'environnement;
|
|
- Les eaux de lavage entraînent une quantité
notable d'huile neutre;
|
|
- La rétention d'huile dans la terre usée est
comprise entre 23-30 %.
|
II.7.2. Raffinage physique enzymatique
La démucilagination enzymatique est un type de
procédé physique durant lequel une phospholipase transforme les
phospholipides non hydratables en lyso-phospholipides, insolubles dans l'huile,
pouvant être éliminés par centrifugation (Kartika,
2005 ; Olsen, 2005).
? Enzymes utilisées et réaction
enzymatique
? Différents types de phospholipases
Il existe cinq sous-classes de phospholipases : A1, A2, B, C, et
D (Figure 09).

Chapitre II Raffinage de l'huile de soja
Page 27
X= H, Choline, Ethanolamine, Sérine, Inositol, etc.
Figure 09 : Les sites d'action des
différents types de phospholipases (Münch,
2004).
Uniquement les phospholipases A1 et A2, sont couramment
commercialisées et libèrent un seul acide gras par
molécule de lécithine (Münch, 2004).
La première huilerie au monde à avoir
adopté la démucilagination enzymatique est Cereol et cela, en
faisant appel dés 1994 à Lecitase 10L (phospholipase A2 de
Novozymes). Mais l'approvisionnement était limité car cette
enzyme est extraite de pancréas de porc. La démucilagination avec
Lecitase 10L nécessite une teneur en eau élevée dans
l'huile brute (5%), ce qui peut poser des problèmes de séparation
car les mucilages risquent de ne pas former de pâtes (Anonyme II,
2001).
Ces inconvénients ont été
surmontés en 2000 avec le lancement d'une phospholipase (A1) de
deuxième génération; la Lecitase Novo d'origine
microbienne (Anonyme II, 2001). Cette enzyme nécessite
une teneur en eau de 1,5 % pour la démucilagination, active à un
pH optimum ~5 et à une température
comprise entre 40 - 45°C (Anonyme II, 2001 ; Clausen,
2001).
Lecitase Ultra, une phospholipase de troisième
génération (A1) d'origine microbienne (Thermomyces
lanuginosus/Fusarium oxysporum), a été mise au point par
Novozymes et utilisée pour la première fois par la
société chinoise Southseas en 2003. Cette enzyme est produite par
fermentation submergée d'Aspergillus oryzae
génétiquement modifiée. Elle possède une ester
carboxylique hydrolase capable de transformer les phospholipides hydratables et
non hydratables en lyso-phospholipides, son activité est maximale
à pH=5. Si la température est supérieure à
40°C, son activité est prédominante sur les phospholipides
et négligeable sur les triglycérides (Andersen, 2004 ;
Yang et al., 2006). Les caractéristiques des trois
enzymes sont regroupées dans le tableau VIII:
Chapitre II Raffinage de l'huile de soja
Tableau VIII: Certaines
caractéristiques des trois types d'enzymes (Yang et al.,
2006).
|
Enzymes
Caractéristiques
|
Lecitase 10L
|
Lecitase Novo
|
Lecitase Ultra
|
|
Source
|
Poncréas du porc
|
Fusarium oxysporum
|
Thermomyces lanuginosus
Fusarium oxysporum
|
|
Spécificité
|
Phospholipase A2
|
Phospholipase A1
|
Phospholipase A1
|
|
Masse
moléculaire kDa
|
12 - 14
|
28
|
35
|
|
Température
d'hydrolyse (°C)
|
70 - 80
|
50
|
60
|
|
Ca2+ dépendant
|
Oui
|
Non
|
Non
|
? Réaction enzymatique
Une petite quantité d'eau avec une grande
quantité d'ions métalliques rendent les micelles dures,
difficiles à éliminer (figure 10). Le gonflement de ces
dernières (augmentation de l'interface eau / huile) est assuré
par l'ajout de l'acide citrique durant l'étape du dégommage et
cela en chélatant avec les ions afin de permettre aux phospholipases d'y
pénétrer (Figure 11) (Münch, 2004).
La réaction catalysée par l'enzyme est
schématisée dans la figure 12.

Huile
Eau
PC PI PE AP
PC : Phosphatidyl Choline. PI :
Phosphatidyl Inositol. PE : Phosphatidyl Ethanolamine.
AP: Acide Phosphatidique.
Page 28
Figure 10: Formation des micelles
(Münch, 2004).
Chapitre II Raffinage de l'huile de soja

Huile
Eau
Page 29
Figure 11: Pénétration de
l'enzyme dans la micelle (Münch, 2004).
L'enzyme hydrolyse, à l'interface, les phospholipides
en libérant les acides gras dans la phase huile rendant ainsi la
molécule plus hydrophile. Cette dernière est
éliminée par centrifugation dans la phase aqueuse (Figure 12)
(Münch, 2004).

Huile
Eau
Hydrolyse
Huile
Eau
Figure 12: Hydrolyse enzymatique des
phospholipides en lyso-phospholipides (Münch, 2004).
? Etapes
Le procédé d'EnzyMax comprend trois importantes
étapes:
? Porter les phospholipides à l'interface eau / huile:
- Ajout de l'acide citrique pour chélater les
métaux;
- Emulsionner la mixture pour fournir de larges surfaces;
- Ajuster le pH de l'huile à 5;
? Réaction de l'enzyme:
- Addition de la solution d'enzyme;
- Convertir les phospholipides à la forme Lyso;
? Séparation:
- Centrifuger pour éliminer les gommes et l'eau de l'huile
(Münch, 2003 ;
Münch, 2004 ; Jahani et al.,
2008).
Chapitre II Raffinage de l'huile de soja

Entreposage 5 min
Dégommage à l'eau
Chauffage à 70°C
Huile brute
Mélange (Métaux)
Solution d'acide citrique (35%)
Solution de NaOH (10%)
Séchage
Lécithine
Page 30
Schéma 06 : Ajustement du pH
(Münch, 2003).
? Pour la démucilagination enzymatique, l'enzyme doit
agir dans une gamme de pH étroite, entre 4 et 5, pour éviter la
formation de dépôts de citrate de calcium sur les centrifugeuses
(Anonyme II, 2001).
? Le dosage de l'acide citrique est de 0,04 - 0,1 %.
? Un mélange efficace assure un bon contact entre
l'acide citrique et les métaux (Schéma 06).

Chauffage à
70°C
Refroidissement à
45°C
Huile complètement
dégommée
Mélange
intensif
Solution
enzymatique
Gommes
Séparation
Entreposage
4 à 6 h
Schéma 07 : Réaction
enzymatique dans les réacteurs (Münch, 2003).
Chapitre II Raffinage de l'huile de soja
Page 31
? Un refroidissement jusqu'à 45 - 55 °C fournit les
conditions optimales pour la réaction enzymatique.
? L'addition de NaOH pour garder le pH optimal de la
réaction.
? Ajout de 30g (30 ppm) d'enzyme Lecitase Ultra par une tonne
d'huile à traiter (Münch, 2004 ; Novozyme,
2008).
? Un mélange intensif doit permettre un contact intime
entre l'huile, l'acide citrique,
NaOH, et l'enzyme.
? Le temps de rétention est compris entre 4 et 6
heures.
? Un chauffage à 70°C sert à inactiver
l'enzyme, et à assurer une bonne centrifugation.
? Les mucilages sont éliminés en une seule
centrifugation et l'huile produite est
quasiment exempte de phosphore
(Schéma 07) (Anonyme I, 2004 ; Novozyme, 2008). La
figure 13 regroupe toute les étapes de dégommage enzymatique.

Chauffage à 70°C
Huile brute ou dégommée à
l'eau
Acide acétique
NaOH
Refroidissement à 55°C
Lecitase Ultra
Chauffage à 70°C
Centrifugation
Huile végétale
dégommée
Figure 13 : Dégommage avec
l'enzyme Lecitase Ultra (Olsen, 2005).
? Le traitement à la terre décolorante et la
désodorisation sont similaires à ceux du raffinage chimique
(Schéma 08), c'est juste que les acides gras libres dans l'huile
dégommée sont enlevés lors de la désodorisation et
peuvent être utilisés comme un précieux co-produit
(Dayton, 2006 ; Novozyme, 2008).
Chapitre II Raffinage de l'huile de soja
Huile dégommée à l'eau (1026,2
kg)
Acide citrique (100%)
(0,5 kg)
NaOH (0,1kg)
Eau (20,5 kg)

Lecitase Ultra (0,03 kg)
Terre décolorante (4 kg)
Vapeur (11,3 kg)
Dégommage enzymatique
Température finale
70°C
Décoloration avec
séchage à
105°C
Désodorisation
254°C
Distilla (9,7 kg)
Huile raffinée (1000kg)
Gommes (16,7 kg secs)

Terre (avec huile) (5,2 kg)


Alimentation animale
Page 32
Schéma 08: Déroulement du
raffinage physique avec dégommage enzymatique (Andersen et
kløverpris, 2004).
? Avantages et inconvénients
Les avantages et les inconvénients liés au
raffinage enzymatique sont trouvés dans le tableau IX.
Chapitre II Raffinage de l'huile de soja
? Tableau IX: Avantages et
inconvénients du raffinage enzymatique (Münch, 2003 ;
Anonyme III, 2004 ; Anonyme I, 2004 ; Dayton et al., 2004 ;
Münch, 2004 ; Anonyme IV, 2005 ; Rohani Binti, 2006 ; Jahani et
al., 2008).
Avantages
- Rendement du raffinage supérieur de plus de 1 %
à celui de la méthode chimique;
- Bonne stabilité d'huile finie: teneur quasiment nulle
en phosphore;
- Le dégommage enzymatique ne génère pas
de pâte de neutralisation et permet ainsi d'éviter les pertes
d'huile liées à la séparation: Elle produit des
lyso-phospholipides hydrophiles qui attirent l'eau mais pas l'huile; elle
génère que 17 kg de lyso-mucilges secs par tonne d'huile de soja
brute, contre 32 kg de pâte de neutralisation sèche lors du
raffinage chimique;
- Les raffineurs réalisent des économies
d'énergie, d'eau et d'équipements;
- Consommation moindre de produits chimiques: Acide
phosphorique et soude;
- Diminution de la quantité des eaux usées;
- La démucilagination enzymatique génère
des co-produits dont la valeur potentielle est intéressante: les
lyso-
lécithines employées
comme
émulsifiants par l'industrie alimentaire, et les acides gras
récupérés qui pourraient être valorisés en
acides gras commercialisables pour l'alimentation humaine ou animale;
- Procédé simple à mettre en oeuvre, et
peut s'appliquer sur une huile brute ou préalablement
dégommée à l'eau;
- Enzyme biodégradable qui est désactivée
durant le procédé.
Inconvénients
|
- Couleur instable, avec des huiles brutes de mauvaise
qualité;
- Plus grande consommation de terre décolorante;
- Dégommage efficace et peu coûteux, mais pas
avec tous les types d'huiles;
- L'huile désodorisée contient peu de
tocophérols.
|
Page 33
II.7.3. Comparaison entre l'huile brute et celle
raffinée
La composition de l'huile de soja brute et raffinée
n'est pas la même, le tableau suivant le confirme.
Chapitre II Raffinage de l'huile de soja
Page 34
Tableau X: Composition moyenne de l'huile
de soja brute et celle raffinée (Ericksson et Wiedermann,
1989).
|
Composés
|
Huile brute
|
Huile raffinée
|
|
- Triglycérides (%)
|
95 - 97
|
99
|
|
- Phosphatides (%)
|
1,5 - 2.5
|
0,003 - 0,045
|
|
- Substances insaponifiables (%)
|
1,6
|
0,3
|
|
- Stérols(%)
|
0,33
|
0,13
|
|
- Tocophérols (%)
|
0,15 - 0,21
|
0,11 - 0,18
|
|
- Hydrocarbures (squalène) (%)
|
0,014
|
0,01
|
|
- Acides gras (%)
|
0,3 - 0,7
|
< 0,05
|
|
- Métaux
|
traces
|
traces
|
|
- Fer (ppm)
|
1 - 3
|
- 0,3
|
|
- Cuivre (ppm)
|
0,03 - 0,05
|
0,02 - 0,06
|

Partie
pratique
Partie pratique I. Présentation du complexe
Cevital
Page 35
I. Présentation du complexe agroalimentaire
Cevital
Le complexe industriel agroalimentaire Cevital,
implanté à proximité du port de Bejaïa, est le plus
grand complexe agroalimentaire privé en Algérie.
Aujourd'hui, Cevital SPA. offre des produits d'une
qualité supérieure à des prix compétitifs,
grâce à son savoir-faire, ses unités de production
ultramodernes, son contrôle strict de qualité et son réseau
de distribution performant. La raffinerie d'huile de Cevital couvre les besoins
nationaux et a permis à l'Algérie de passer d'importateur
à exportateur d'huiles végétales raffinées.
Dans une optique de maîtrise totale de la production et
d'intégration globale, Cevital a mis en place un projet de trituration
de graines oléagineuses qui lui permettra de triturer 7.500 tonnes/jour
dont 5.000 tonnes de graines de soja et 2.500 tonnes de graines de colza. Ceci
permettra à Cevital de produire une huile brute aux taux
d'humidité et d'acidité optimaux qui servira à couvrir,
dans une première phase, les besoins nationaux et, d'exporter des huiles
brutes et introduire ainsi l'Algérie dans le cercle très
restreint des producteurs et exportateurs d'huiles brutes (Cevital,
2007).
I.1. Activités
Les diverses activités de Cevital sont regroupées
dans le tableau XI. Tableau XI: Activités de
Cevital (Cevital, 2007).
|
Activités
|
Capacité de production
|
|
Raffinage d'huile
|
1.800 tonnes/jour
|
|
Raffinage de sucre
|
1.600 tonnes/jour
|
|
Production de margarine et
d'huiles
végétales
|
600 tonnes/jour
|
|
Fabrication d'emballage en P.E.T(Poly
Ethylène
Téréphtalate) et conditionnement
|
-
|
|
Epuration des eaux usées
|
-
|
|
Traitement des pâtes de la neutralisation
|
-
|
I.2. Raffinerie ? Présentation
La raffinerie du complexe Cevital est entièrement
automatisée. C'est l'une des plus modernes au monde, elle est
composée de deux chaînes de raffinage A et B de marque ALFA LAVAL
(Suède) d'une capacité de plus de 400 tonnes chacune (800 tonnes
/jour) et d'une ligne C de 1.000 tonnes/jour, de marque DE SMET(Belgique).
? Approvisionnement en matières
premières
Cevital s'approvisionne essentiellement en huiles brutes en
fonction du marché demandeur / fournisseur. Les huiles les plus connues
et plus consommées en Algérie sont l'huile de tournesol, soja et
de colza. Elles sont importées, par bateaux de gros tonnages, de
Partie pratique I. Présentation du complexe
Cevital
Page 36
certains pays producteurs tels que: Ukraine, Malaisie,
Argentine.
L'huile est déchargée dans des cargos par les
pipelines directement reliés aux cuves de stockage. Un bateau peut
être vidé de sa cargaison en quelques heures.
La capacité de stockage dont dispose la raffinerie
Cevital (47.000 tonnes d'huile brute), permet une production d'une durée
de 3 mois.
Les différentes huiles brutes traitées par Cevital
sont:
? Les huiles fluides : Nécessitent un
raffinage physique et chimique (soja,
tournesol, colza, maïs);
? Les huiles hydrogénées:
Subissent uniquement un raffinage physique:
HBO : Hydrogen Bean Oil (Huile de soja
hydrogénée);
HPO : Hydrogen Palm Oil (Huile de palme
hydrogénée);
CPO : Crude Palm Oil (Huile brute de palme);
ODF : Oleïne Doublement
Fractionnée;
STEARINE : Huile destinée à la
production de la margarine, provenant du fractionnement
de l'huile de palme par cristallisation à sec à
28°C.
? Conditionnement
C'est la mise sous emballage des huiles afin d'assurer leur
conservation et leur transfert
depuis le lieu de fabrication jusqu'aux consommateurs.
Quatre chaînes de conditionnement sont disponibles:
- Deux pour 5 litres (2×5L).
- Une pour 2 litres (2L).
- Une pour 1 litre (1L).
La matière utilisée pour les emballages est le
P.E.T (Poly Ethylène Téréphtalate). La graine P.E.T est
séchée, fondue sous forme de pâte puis injectée dans
des moules pour former des préformes, qui passent par une souffleuse
(par type 1L, 2L et 5L). Les emballages vides obtenus sont orientés
automatiquement vers une remplisseuse rotative, puis vers une bouchonneuse,
ensuite une étiqueteuse dateuse.
Les bouteilles sont enveloppées avec du film Cellophane
thermo rétractable puis passent dans le four de la fardeleuse pour
former les fardeaux, et enfin vers la palettiseuse afin d'être
stocké.
Les huiles de Cevital disponibles sur le marché sont:
- FLEURIAL: 100 % tournesol
commercialisée depuis août 1999;
- SOYA: 100 % soja commercialisée depuis
septembre 1999;
- CANOLA: 100 % colza commercialisée
depuis fin septembre 1999;
- OLIVIA: Huile d'olive raffinée;
- OLEOL: 60 % tournesol + 40 % soja;
- FRIDOR: Fraction tournesol + ODF selon la
saison;
- ELIO 2: Soja + ODF selon la saison;
- FLEURIAL PLUS: 100 % tournesol + vitamines A,
D et E.
Partie pratique I. Présentation du complexe
Cevital
Page 37
? Traitement des déchets
? Décomposition de la pâte
Le traitement des soap stocks a pour but de
récupérer les huiles acides et d'évaluer les pertes en
huile.
? Epuration des eaux
Elle a pour but le traitement des eaux de lavage du raffinage
avant de les déverser dans la nature, ainsi que celles destinées
à la chaudière.
Quant aux déchets qualifiés d'huile acides ou
d'acides, ils sont revendus aux producteurs de savons, de peinture, de
mastic...etc.
I.3. Contrôle de la qualité
Le complexe Cevital est doté de cinq laboratoires (Tableau
XII):
Tableau XII: Laboratoires du complexe
Cevital.
|
Deux laboratoires
pour les huiles
|
Laboratoire de la raffinerie : Il a pour
tâche le suivi permanent du process de raffinage par des analyses
physico-chimiques;
|
|
Laboratoire de conditionnement : Il est
destiné au contrôle
physico-chimique de la matière première (huile
brute) à son
arrivée au port et des produits finis.
En
réalité le contrôle se fait aux différents stades,
de l'arrivée de l'huile brute jusqu'à la commercialisation de
l'huile raffinée.
|
|
Un laboratoire pour la
margarine
|
Conçu pour le contrôle physico-chimique de la
margarine;
|
|
Un laboratoire pour le
sucre
|
Il est destiné au suivi des différents
paramètres physico-chimique du sucre;
|
|
Un laboratoire de
microbiologie
|
Conçu pour l'analyse du sucre, margarine, et produits
laitiers destinés à sa fabrication (crème, lait...).
|
Partie pratique I. Présentation du complexe
Cevital
Page 38
I.4. Organigramme du complexe Cevital
Les différents services du complexe Cevital sont
regroupés dans la figure14.

Sce Personnel
Sce : Service.
Figure 14: Organigramme du complexe
Cevital.
Partie pratique I. Présentation du complexe
Cevital
I.5. Procédés effectués au niveau
de Cevital
I.5.1. Raffinage chimique
Le déroulement du traitement chimique sur l'huile brute
est illustré sur le schéma 09.
NaOH
H3PO4
Huile brute (Dégommée à l'eau)
T=80à90°C
Mélangeur acide M1
Réacteur acide R1 (15 à 20 mn)
Mélangeur basique M2

Eau à 90°C
2èmeLavage
Eau à90°C
1erLavage
T=90°C
Vide= 40-60mbar
Séchage
T=100°C
Vide=60-80 mbar
Décoloration
(25 à 30 mn)
Pâtes S24
Séparateurs
T=240-245 C° Vide=02-05 mbar
Désodorisation
Page 39
Schéma 09: Etapes du raffinage
chimique de l'huile de soja brute réalisées à Cevital.
L'huile brute est aspirée du bac de stockage par la
pompe P1 et passe par des filtres de polissage pour stopper
d'éventuelles particules grossières. Elle passe ensuite par un
échangeur de chaleur à plaque qui assure son chauffage à
une température de 80 - 90 °C. L'huile fluide sera
mélangée au niveau du mélangeur rapide M1 avec l'acide
phosphorique (H3PO4) dosé à l'aide d'une pompe doseuse.
Après un court contact le mélange passe dans le
réacteur R1 où s'effectue le brassage pendant un temps de 20
à 30 minutes. L'huile sortante de ce réacteur reçoit la
solution neutralisante de soude (NaOH) et passe dans un autre mélangeur
rapide M2.
Le mélange huile/acide phosphorique /soude passe par un
ou plusieurs séparateurs (S1, S2, S3, S4, S5) pour la séparation
des phases, où les pâtes de neutralisation seront
envoyées
vers le bac des pâtes puis vers la section de la
décomposition S24.
Les séparateurs S1, S2, S3 servent à
la séparation, tandis que S5 sert au lavage uniquement, alors que S4
peut assurer les deux fonctions.
L'huile qui sort des séparateurs est à une
température de 90°C reçoit de l'eau et de l'acide citrique.
Après un mélange rapide, l'huile passe dans le séparateur
pour être débarrassée des eaux de lavage, ensuite dans un
sécheur pour enlever l'humidité. Le sécheur est sous un
vide de 40 à 60 mbar et d'une température de 90 à
100°C.
Les eaux de lavage sont orientées vers un
décanteur T41 ou un florentin où la quantité
d'huile entraînée est récupérée tandis que
les eaux de lavage seront envoyées vers la station
d'épuration.
Partie pratique I. Présentation du complexe
Cevital
Page 40
L'huile neutre est amenée à 100°C puis
subit la décoloration en recevant une dose bien déterminée
de terre décolorante grâce à deux électrovannes. Le
contact entre la terre et l'huile se fait dans un réacteur
(Blanchisseur) mais pour aboutir à une bonne décoloration il faut
un temps nécessaire (25 - 30 mn) et un vide de 60 - 80 mbar. Le
réacteur reçoit une injection directe de vapeur sèche qui
sert de barbotage pour améliorer la décoloration de l'huile.
Le temps écoulé, le mélange passe par
deux filtres Niagara qui fonctionnent en alternance (un filtre est
fonctionnaire et l'autre en réserve), afin d'éliminer la terre
usée. En fin de la filtration, après vidange du filtre, le
gâteau est séché puis décollé des plaques des
éléments filtrants par vibration (Denise,
1992).
L'huile sortante des filtres Niagara, passe d'abord par deux
filtres crickets (fonctionnant en parallèle), puis par deux filtres
à poches en alternance dans le but d'éliminer les traces de terre
usée.
L'huile décolorée à 100°C, passe par
un sécheur et entre dans un économiseur de vapeur par des
serpentins afin d'échanger la chaleur avec l'huile
désodorisée qui se trouve dans le côté calendre, de
cette manière la température de l'huile décolorée
atteint les 190°C. Cette dernière entre ensuite dans un
réchauffeur à vapeur pour atteindre cette fois les 240 -
245°C.
L'huile ainsi chauffée est plus fluide et laisse
ressortir les substances volatiles, elle entre dans la colonne de
désodorisation à trois plateaux par le haut et reste dans chaque
plateau un certain temps: Chaque étage comprend six compartiments, qui
se remplissent par débordement. Un barbotage sous un vide de 2 - 5 mbar
est effectué par injection de vapeur surchauffée pour accentuer
la désodorisation. L'huile ainsi désodorisée est refroidie
par l'huile décolorée dans l'économiseur de chaleur.
L'évacuation des substances volatiles est
assurée par une conduite cylindrique verticale qui se trouve au milieu
de la colonne. Les acides gras entraînés sont
récupérés par condensation en haut de la colonne
grâce à un système de garnissage arrosé par des
acides gras déjà refroidis. L'huile désodorisée est
filtrée par des filtres à poches et refroidie à
45°C.
I.5.2. Raffinage enzymatique
L'huile brute aspirée du bac de stockage à
température ambiante et acheminée vers l'échangeur de
chaleur à vapeur où elle atteint une température de
70°C après filtration par des filtres de polissage (Schéma
10).
Par la suite, de l'acide citrique est ajouté, le
mélange huile-acide citrique est homogénéisé dans
le mélangeur rapide M1 et arrive dans le bac de rétention
où il est retenu 15 à 20 mn. Le mélange passe par
l'échangeur de chaleur huile-acide citrique / eau où il atteint
la température de 45 - 55 °C. Il est additionné de soude
diluée et passe dans un deuxième mélangeur rapide M2.
L'enzyme, Lecitase Ultra, est pompée du bac d'enzyme
vers les cristalliseurs (réacteurs), où le mélange
enzyme-soude-huile-acide citrique est maintenu de 4 à 6 heures, à
une température de 45 à 55 °C pour le déroulement de
la réaction.
L'huile démucilaginée est chauffée
à 60 - 70 °C pour subir une seule séparation, l'huile
séparée des mucilages est chauffée cette fois à
90°C ensuite, elle est séchée sous vide et
Partie pratique I. Présentation du complexe
Cevital
Page 41
envoyée vers la section de décoloration puis
vers la section de désodorisation afin de subir un raffinage physique
comme décrit précédemment.
La phase lourde qui présente les lyso-mucilages et
l'enzyme désactivée est orientée vers la section S24 pour
y être traitée et donner l'huile acide.

Gommes séparées
Mélangeur rapide
Chauffage 70°C
Mélangeur rapide
Chauffage 70°C
Refroidissement à 50°C
Tank de rétention
Tank de rétention
Huile complètement dégommée
Acide
NaOH
citrique
30g Lecitase Ultra /tonne huile
Eau 9
Huile brute ou dégommée
Schéma 10: Etapes du
dégommage enzymatique effectuées au sein de Cevital
(Münch, 2007).
I.5.3. Comparaison entre les deux procédés de
raffinage
Les principales différences existantes entre les deux
procédés sont présentées ci-dessous:
Tableau XIII : Caractérisation des deux types
de raffinages.
|
Type de raffinage
Étapes
|
Raffinage chimique
|
Raffinage enzymatique
|
|
Démucilagination
|
- Utilisation des solutions chimiques telles que l'acide
phosphorique (H3PO4).
|
- Démucilagination par l'enzyme « Lecitase Ultra
».
|
|
Neutralisation
|
- Par la soude caustique (NaOH) à une concentration
élevée (45 %).
-Formation des pâtes de neutralisation (savons).
|
- Par la soude caustique NaOH à 10 %, en présence
d'une petite quantité d'acide citrique.
- Absence des pâtes de neutralisation.
|
|
Séparation
|
- L'huile brute est séparée des savons et des
autres impuretés par deux séparations au minimum.
|
- L'huile brute est séparée de l'enzyme et des
mucilages par une séparation.
|
|
Lavage
|
- Avec de l'eau purifiée pour l'élimination des
traces de savon et des solutions acides.
|
- Pas de lavage.
|
Partie pratique I. Présentation du complexe
Cevital
Page 42
I.5.4. Traitement des pâtes de neutralisation au
niveau de Cevital
Le traitement des soap stocks se fait en deux
étapes : L a saponification et la décomposition.
Le schéma 11 illustre ces deux
étapes.

Huile acide / Insaponofiables /
Eau acide
Décomposition: 2RCOONa + H2SO4 2RCOOH(96 %) +
Na2SO4
Ajout de NaOH au niveau du mélangeur statique
(MS1)
Quatre mélangeurs statiques
(MS2, MS3, MS4 ,
MS5)
Echangeur tubulaire à vapeur surchauffée
(E1)
80-85°C
Deux autoclaves: la pâte entre par le bas
Contre pression 10 bar
Huile acide / Insaponofiables /
Eau acide
Quatre décanteurs (D1,
D2, D3, D4)
Quatre réacteures (R1, R2,
R3, R4)
Economiseurs (E2 et E3
)
E2: 100 - 110°C E3: 80 - 90 °C
Economiseur (E2):130-150 °C
Bac tampon à mélangeur (T2)
Ajout de H2SO4 au tank T3
Arrivée des pâtes (T1)
Saponification
Huile acide / Insaponofiables /
Eau acide
Huile acide / Insaponofiables /
Eau acide
Schéma 11: Décomposition des
pâtes de neutralisation au niveau de la section S24.
Matériel et
méthodes
Partie pratique II. Matériel et
méthodes
Page 43
II. Matériel et méthodes
II.1. Echantillonnage
à l'atelier de
Afin d'assurer un bon déroulement des
étapes de raffinage et une bonne qualité d'huile
raffinée, des prélèvements
d'échantillons d'huile ont été
régulièrement effectués raffinage de
Cevital au cours du process, ainsi que sur, la
pâte de neutralisation, les eaux de lavage et l'huile acide.
Le prélèvement d'un échantillon
adéquat et représentatif est capital afin de donner un
sens à l'étude analytique ultérieure et
à son interprétation.
Avant d'échantillonner, un plan
d'échantillonnage doit être établi (Van
Eys et al., 2005).

Huile démucilaginée et
neutralisée
Huile lavée
Huile séchée
Huile décolorée
Huile désodorisée
Huile brute
· Acidité
·
Humidité
· Impuretés
· Taux de Phosphores
· Couleur
· Indice de péroxyde
· Acidité
·Traces de
savon
neutralisation
· Traces de savon
· Matières grasses
· Acidité
· Taux de
phosphores
· Traces de savon
· Couleur
· Traces de
savon
phosphores
·Aspect visuel
· Acidité
·
Couleur
· Impuretés
péroxyde
· Aspect
visuel
· Taux de
· Pâtes de
· Humidité
· Indice de
Figure 15: Étapes
concernées par l'é
|
chantillonnage lors du procédé
chimique.
|
, et
En ce qui concerne l'échantillonnage pendant le
raffinage enzymatique il se fait selon le même plan,
mais lors de la neutralisation le pH sera mesuré au
lieu de l'acidité et étant donné qu'il n'existe pas de
pâtes de neutralisation l'acidité des pâtes
ne sera recherchée comme déjà mentionné
l'huile séparée n'est pas lavée donc les
matières grasses des eaux de lavage ne seront pas
dosées.
Pour la détermination des
paramètres physico-chimiques, trois
échantillons ont été
prélevés au niveau de chaque étape pendant 40
jours (du 07 - 07 - 2007 au 25 - 07 - 2007 pour le
raffinage chimique; et du 05 - 04 - 2008 au 25 - 04 -
2008 pour le raffinage enzymatique).
Partie pratique II. Matériel et
méthodes
Page 44
II.2. Analyses physico-chimiques effectuées
Les analyses effectuées ont pour objectif de
déterminer la qualité de l'huile brute et de suivre ses
paramètres physico-chimiques au cours du processus de raffinage pour
avoir un produit fini conforme aux normes de qualité.
II.2.1. Analyses physiques
II.2.1.1. Détermination de la couleur
+ Principe
La détermination de la couleur est effectuée par un
colorimètre Lovibond constitué de
deux séries de verres colorées : jaune et rouge, la
couleur de l'huile est comparée à une
couleur obtenue suite à la superposition de ces verres
colorés (M.E., 2001).
+ Mode opératoire
- Avant de placer l'échantillon d'huile, vérifier
si les deux plages ont la même couleur,
sinon étalonner l'appareil avant l'opération;
- Déplacer le bouton des jaunes jusqu'à obtention
de deux plages identiques (X
jaune);
- Verser l'huile à analyser dans une cellule en verre;
- Placer la cellule dans le colorimètre;
- Déterminer la couleur de l'échantillon par une
meilleure comparaison possible avec
les lames de couleur standard (M.E., 2001).
+ Expression des résultats
La couleur de l'huile est obtenue ainsi:
(Y-X)J / ZR
X : La valeur de la couleur jaune lue au
Lovibond avant de placer l'échantillon;
Y : La valeur de la couleur jaune après
placement de l'échantillon;
(Y- X)J : La valeur de la couleur jaune de
l'échantillon;
ZR: La valeur de la couleur rouge lue au
Lovibond après placement de l'échantillon (M.E.,
2001);
II.2.1.2. Détermination de la teneur en eau
(Humidité)
+ Principe
C'est la perte en masse subite par l'échantillon
après chauffage à 103 #177; 2°C exprimée en
pourcentage de masse. Il consiste à provoquer le départ d'eau par
chauffage d'une quantité connue d'huile jusqu'à
élimination complète de l'eau (ISO N°934, 1980 ;
M.E., 2001).
+ Mode opératoire
- Peser 20g d'huile à analyser dans un
bécher de 25 ml, qui a été préalablement
séché
et refroidi dans un dessiccateur puis pesé (m0);
- Mettre le bécher dans l'étuve
pendant une heure à 103°C #177; 2°C;
- Après refroidissement dans un
dessiccateur, peser le bécher (m2) (M.E., 2001).
+ Expression des résultats
L'humidité est donnée par la relation suivante:
H
Partie pratique II. Matériel et
méthodes
|
H % =
|
m 1 - m 2
m 1- m 0
× 100
|
Page 45
% : Taux d'humidité en pourcentage;
m0 : Masse en gramme, du bécher vide;
m1 :Masse en gramme, du bécher et de la
prise d'essai avant chauffage;
m2 : Masse en gramme, du bécher et de la
prise d'essai après chauffage (M.E., 2001).
II.2.1.3. Détermination de la teneur en
impuretés
v Principe
Les impuretés insolubles dans l'hexane et l'éther
de pétrole, constituent une mesure de la teneur en composés non
lipidiques contenus dans l'huile. Leur taux doit être inférieur
à 1 % (Van Eys et al., 2005).
v Mode opératoire (M.E., 2001)
- Peser 20 #177; 0,001g d'échantillon dans une fiole de
250 ml puis additionner 200 ml
d'hexane ;
- Boucher la fiole, agiter et laisser au repos à une
température voisine de 20°C
pendant 30 minutes;
- Sécher le filtre à une température de 103
#177; 2°C et refroidir dans un dessiccateur;
- Peser le papier filtre et le placer dans un entonnoir;
- Verser le contenu de la fiole et laver le filtre avec 50 ml
d'hexane jusqu'à ce qu'il soit
exempt de corps gras;
- Après égouttage, le filtre est
séché à l'étuve, refroidis dans un dessiccateur
puis pesé.
v Expression des résultats
La teneur en impuretés insolubles est obtenue:
( m 1- m 0 )
Impuretés% = × 100
E
E : La masse en gramme de la prise d'essai;
m0 : La masse en gramme du filtre sans
impuretés;
m1 : La masse en gramme du filtre et des
impuretés insolubles après séchage (M.E.,
2001).
II.2.1.4. Détermination du potentiel
d'hydrogène (pH)
v Principe
Le pH donne une indication sur l'acidité ou
l'alcalinité du milieu, il est déterminé à partir
de la quantité d'ions d'hydrogènes libres (H+)
contenue dans l'huile (Audigié et al.,
1984).
v Mode opératoire
Sa mesure a été faîte à l'aide du
papier pH STUPHAN4 dont l'intervalle de pH est
3,9 - 5,4.
- Prendre 200 ml d'huile à analyser dans
un erlenmayer;
- Immerger la bandelette de papier pH,
imprégnée de réactif dans cette huile;
- Après avoir sorti la bandelette,
celle-ci change de couleur.
Partie pratique II. Matériel et
méthodes
Page 46
Partie pratique II. Matériel et
méthodes
? Expression des résultats
La lecture se fait en comparant la couleur de la languette
avec celle de l'échelle de correspondance se trouvant sur la boite, et
chaque couleur représente une valeur donnée de pH (M.E.,
2001).
II.2.2. Analyses chimiques
II.2.2.1. Détermination de l'acidité
? Principe
L'acidité est le degré ou le pourcentage
d'acide gras libre exprimé conventionnellement en acide
oléique (Pardo et al., 2007). Son principe est
basé sur la mise en solution d'une quantité de matière
grasse dans de l'éthanol chaud, puis titrage des acides gras libres avec
une solution aqueuse d'hydroxyde de sodium ou de potassium en présence
d'un indicateur coloré phénolphtaléine (ISO
N°660, 1996) et cela, selon la réaction suivante:
R-COOH + NaOH R-COONa + H2O
Acide Hydroxyde Savon Eau
gras de sodium sodique
? Mode opératoire
- Préparer dans un erlenmayer une solution de 75 ml
d'alcool neutralisé (éthanol et quelques gouttes de
phénolphtaléine neutralisé par une solution d'hydroxyde de
sodium jusqu'à apparition d'une coloration rose);
- Ajouter 10g de l'huile à analyser et chauffer sur
une plaque chauffante jusqu'à dissolution de l'huile;
- Titrer en agitant avec une solution d'hydroxyde de sodium
à 0,1N jusqu'à l'obtention d'une couleur rose persistante
quelques secondes (M.E., 2001).
? Expression des résultats
L'acidité est donnée par la relation suivante:
V : Volume d'hydroxyde de sodium utilisé
pour le titrage exprimé en ml; N : Normalité
d'hydroxyde de sodium à 0 ,1N;
M: Masse équivalente de l'acide
oléique (282g/mol); m : Masse en gramme de la prise
d'essai (10g) (M.E., 2001).
II.2.2.2. Détermination des traces de savon
? Principe
C'est la teneur en oléate de sodium dans l'huile qui
est soluble dans l'acétone avec de 3 à 4 % d'eau exprimée
en partie par million (ppm). Elle nous renseigne sur l'efficacité des
séparateurs. Les savons sont libérés directement dans
l'acétone en présence du bleu de bromophenol comme indicateur
coloré, ils sont ensuite titrés par l'acide chlorhydrique
à
Page 47
0,01N (M.E., 2001).
La réaction est la suivante:
R-COONa + HCl R-COOH + NaCl
Savon Acide Chlorhydrique Acide gras libre Sel
? Mode opératoire
- Dans une éprouvette graduée de
50 ml, verser 48,5 ml d'acétone et compléter avec de
l'eau distillée;
- Verser la solution dans un ballon à
fond plat et additionner quelques gouttes de bleu de
bromophenol et neutraliser avec une goutte de NaOH 0,1N;
- La solution obtenue doit être de
couleur jaune en absence de savons, mais dans le cas où
elle est bleue ou verte titrer avec du HCl acétonique
à 0,01N jusqu'à coloration jaune;
- Peser une prise d'essai (10g d'huile
séparée ou 20g d'huile lavée) toujours dans le
même ballon;
- Agiter et verser dans une ampoule à
décanter afin que l'émulsion se sépare en deux
couches : l'une supérieure de couleur verte, et l'autre
inférieure de couleur jaune.
- Récupérer la phase verte et la titrer avec
l'acide chlorhydrique (0,01 N) jusqu'au virage
au jaune de l'indicateur (M.E., 2001).
? Expression des résultats
Les traces de savon sont données par la formule
suivante:
OléatedeNa =
|
304 X N X V
|
X 1000
|
|
|
|
m
La teneur en savons est exprimée en oléate de
sodium en partie par million (ppm);
304 : Masse équivalente d'oléate
de sodium =281+23;
N : Normalité de HCl =0,01N;
V : Volume en ml d'HCl;
m : Masse en g de la prise d'essai
(M.E., 2001).
II.2.2.3. Détermination de l'indice de
peroxyde
? Principe
L'indice de peroxyde représente la quantité des
substances de l'échantillon (exprimée en milliéquivalents
d'oxygène actif par kilogramme) qui oxydent l'iodure de potassium dans
les conditions de travail décrites (CEE N°2568/91, 1991 ;
Rohani Binti, 2006).
La prise d'essai en solution dans un mélange acide
acétique et chloroforme est traitée par une solution d'iodure de
potassium. L'iode libéré est titré avec une solution de
thiosulfate de sodium (CEE N°2568/91, 1991 ; Pardo et al.,
2007).
La réaction d'oxydation est donnée comme suit
(Frias Ruiz et al., 1999):
R-CH= CH-R' + O2 R-CH - CH-R'
Acide gras insaturé O O Peroxyde
Réaction
d'iodure de potassium en milieu acide:
R-CH - CH-R' + 2KI + 2CH3-COOH R-CH-CH-R' + 2CH3-COOK+ H2O+I2
O O O
Peroxyde Acide acétique Epoxyde Sels de potassium
Partie pratique II. Matériel et
méthodes
Page 48
Partie pratique II. Matériel et
méthodes
Partie pratique II. Matériel et
méthodes
L'iode libéré va agir avec le thiosulfate de
sodium:
I2 + 2 Na2S2O3 2NaI + Na2S4O6
Iode libéré Thiosulfate de sodium Iodure de
sodium
? Mode opératoire
Il est procédé à deux essais l'un
à blanc afin de vérifier la qualité des réactifs,
l'autre en
présence de la matière grasse;
- Peser à 0,01 mg prés dans un ballon à
fond plat, 5g d'huile;
- Ajouter 12 ml de chloroforme pùr et 18 ml d'acide
acétique puis 1 ml de solution
d'iodure de potassium (1 ml d'eau distillée avec 0,5 g
d'iodure de potassium);
- Boucher aussitôt le ballon, agiter durant 1mn et le
laisser encore 1mn à l'abri de la
lumière puis ajouter 75ml d'eau distillée;
- En agitant vigoureusement et en présence de quelques
gouttes d'empois d'amidon
comme indicateur, titrer l'iode libéré avec la
solution de thiosulfate de sodium 0,01N (M.E.,
2001).
? Expression des résultats
La détermination de l'indice de peroxyde est faite
selon la formule suivante:
(Vi -V0)N
?? = × i000 = 2 × (Vi -
V0)
m
Ip : Indice de peroxyde exprimé en
milliéquivalents d'oxygène actif par kilogramme
d'échantillon (meq d'O2 / kg d'huile);
V0 : Volume en ml de la solution de thiosulfate
de sodium utilisé pour l'essai à blanc; V1 :
Volume en ml de la solution de thiosulfate de sodium utilisé pour la
détermination;
N : Normalité de la solution de
thiosulfate de sodium utilisée (0,01N); m: Masse en
gramme de la prise d'essai (5g) (M.E., 2001).
Bien que l'indice de peroxyde soit applicable à la
formation des peroxydes aux premières étapes de l'oxydation, il
demeure cependant très empirique. Au cours de l'oxydation, l'indice de
peroxyde atteint un pic puis diminue, compte tenu de cette instabilité
cet indice n'est pas significatif (Frenot et Vierling, 2001 ; Van Eys
et al., 2005).
II.2.2.4. Détermination des phosphatides
(Dosage du phosphore)
? Principe
L'huile et les phosphores qu'elle contient sont
calcinés en présence de zinc. Le phosphore organique est
transformé en phosphate de zinc qui est ensuite dosé par la
technique de la chimie minérale. Le dosage colorimétrique du
phosphomolybdate (colorimétrie bleue) est la méthode la plus
sensible qui convient particulièrement bien au dosage des traces de
phosphore dans les huiles raffinées (ISO
10540-1:2003).
? Mode opératoire
On procède à deux essais l'un à blanc
afin de vérifier la qualité des réactifs, l'autre en
présence de la matière grasse.
- Peser 3 à 3,2g d'huile dans une
capsule puis ajouter 0,5g d'oxyde de zinc;
Page 49
- Calciner dans le four à moufle
à une température de 600°C pendant 2 heures jusqu'à
obtention de cendres blanches;
- Après refroidissement, dissoudre
les cendres dans 5ml de solution d'acide chlorhydrique concentrée (32 %)
et diluer avec 5ml d'eau distillée;
- Chauffer jusqu'à ébullition,
laisser refroidir et filtrer la solution dans une fiole de 100ml;
- Neutraliser la par une solution
d'hydroxyde de potassium à 50 % (il y'aura formation d'un
précipité);
- Ajouter quelques millilitres d'acide chlorhydrique
concentré jusqu'à obtention d'une solution limpide et
compléter au trait repère avec de l'eau distillée;
- Pipeter 10 ml de cette solution dans une fiole de 50 ml,
ajouter 8 ml de sulfate d'hydrazine et 2 ml de molybdate de sodium puis amener
à 50 ml avec de l'eau distillée ; - Mettre au bain marie
bouillant pendant 15mn et laisser refroidir ;
- Lire l'absorbance par rapport au blanc à une
longueur d'onde de 650 nm (M.E., 2001).
v Expression des résultats
A l'aide de la courbe d'étalonnage (Figure 5, Annexe 2)
déterminer la masse de phosphore correspondant à la valeur
d'absorbance de la solution d'essai. Calculer la teneur en phosphore total,
exprimée en pourcentage, en utilisant la formule suivante :
Phosphore% =
|
10 (A - B) W V
|
|
A : Quantité de phosphore dans
l'échantillon en mg;
B : Quantité de phosphore dans la
solution de l'essai à blanc; W: Quantité de la
prise d'essai;
V : Volume de la solution finale (10 ml).
|
|
Phosphatides% = Phosphore% x 30
|
|
30 : Masse molaire en g/mol de phosphore.
|
(M.E., 2001).
|
|
II.3. Détermination des pertes en huile
II.3.1. Analyse des pâtes de neutralisation
v Principe
Il n'existe pas de méthode simple pour accéder
aux pertes à la neutralisation. Le dosage de l'acidité de la
matière grasse des soap stocks permet toutefois de se faire une
idée. La méthode consiste à acidifier les pâtes de
neutralisation immédiatement à la sortie de la centrifugeuse
à l'aide d'un acide fort : par réaction de Berthollet les savons
se retransforment en acides gras. Si les pertes étaient nulles, les
acides gras formés devraient avoir une acidité de près de
100 %. Or il n'en est rien du fait que la phase grasse surnageante contient
aussi des phospholipides et de l'huile neutre entrainée (Denise,
1992).
v
Page 50
Mode opératoire
- Peser 100 g de pâtes de neutralisation et ajouter 200
ml d'eau distillée chaude dans un bécher;
- Chauffer et agiter jusqu'à dissolution
complète des pâtes sur une plaque chauffante agitatrice;
- Ajouter 20 ml d'acide sulfurique à 20% (H2SO4) et
quelques gouttes de méthyle orange comme indicateur coloré
(coloration rouge);
- Verser le mélange dans une ampoule à
décanter pour séparer la phase organique (huile acide) de la
phase aqueuse ;
- Une fois décanté, la phase
légère, sombre (l'huile acide) est récupérée
et lavée à plusieurs reprises avec de l'eau chaude salée
jusqu'à apparition d'une phase claire (élimination de l'acide
sulfurique et du méthyle orange);
- Deux tubes sont remplis par la phase légère
et centrifugés pendant 5 minutes;
- Après centrifugation, peser 10 g de l'huile acide
récupérée puis additionner l'alcool et quelques gouttes de
phénophtaléine ;
- Chauffer le mélange puis titrer à l'aide
d'une burette avec une solution d'hydroxyde de sodium à 1 N
(M.E., 2001).
v Expression des résultats
A%: Acidité des pâtes de
neutralisation exprimée en pourcentage;
ü : Volume d'hydroxyde de sodium
utilisé pour le titrage exprimé en ml;
N : Normalité d'hydroxyde de sodium
à 1N; M : Masse équivalente de l'acide
oléique (282g/mol); m : Masse en gramme de la prise
d'essai (10g).
Pertesà la neutralisation = Coefficient
d'entrainement - Acidité neutralisée
Les pertes à la neutralisation sont exprimées comme
suit:
100
|
Coefficientd'entrainement =
|
|
|
acidité des pates
|
Acidité neutralisée = Acidité de l'huile
brute - Acidité de l'huile lavée. Ainsi,
v Plus l'acidité des pâtes de neutralisation est
supérieure à 50 %, moins sont les pertes en huile.
v Plus l'acidité des pâtes de neutralisation est
inférieure à 50 %, plus sont les pertes en huile (M.E.,
2001).
Partie pratique II. Matériel et
méthodes
Page 51
II.3.2. Analyse des eaux des lavages
v Principe
Les eaux des lavages (surtout celles du premier)
entraînent une quantité notable d'huile neutre. Des
échantillons d'eau de lavage doivent être prélevés
régulièrement pour un contrôle visuel de la quantité
de matière grasse entraînée (après
décantation naturelle, ou mieux, après centrifugation)
(Denise, 1992).
v Mode opératoire
- Verser un volume d'eau de lavage, dans une
éprouvette de 100 ml ;
- Ajouter quelques gouttes d'acide sulfurique qui favorise la
séparation des deux phases
et casse les émulsions;
- Lire les volumes de chaque phase.
v Expression des résultats
V M G
Pertesen M G(%) = V Total×
100
Pertes en MG (%): Pertes en matière
grasse en pourcentage;
V MG : Volume en ml de matière grasse;
V Total: Volume en ml d'eau de
lavage;
Le pourcentage de matière grasse dans l'eau ne doit pas
dépasser les 5 % (M.E., 2001).

Résultats
et discussion
Partie pratique III. Résultats et
discussion
Page 52
III. Résultats et discussion
III.1. Suivi des paramètres physicochimiques de
l'huile de soja raffinée chimiquement
III.1.1. Évolution de l'acidité en fonction
des étapes
La journée du 07 - 07 - 07 a été prise comme
exemple aléatoire pour discuter les résultats obtenus qui
concernent l'acidité, car les autres journées suivent la
même évolution.
Les résultats du test d'acidité obtenus cette
journée sont regroupés dans le tableau XIV. Tableau
XIV: Les moyennes des résultats du test d'acidité
obtenus le 07 - 07 - 07.
|
Etapes
Paramètre
|
Huile brute
|
Mélangeur
|
Séparateur
|
Décoloration
|
Désodorisation
|
|
Acidité (%)
|
0,510
|
0,333
|
0,100
|
0,110
|
0,05
|
|
Normes (%)
|
2,0
|
1,0
|
0,1
|
0,2
|
0,08
|
Les résultats obtenus (Tableau XIV) montrent que
l'acidité diminue au cour des étapes du raffinage, passant de
0,51 % pour l'huile brute à 0,33 % pour l'huile
démucilaginée et neutralisée, valeurs conformes aux normes
d'entreprise (2 % pour l'huile brute et 1 % pour celle neutralisée). Ce
qui atteste du bon déroulement des opérations d'extraction, de
transport et de stockage, mais également l'étape de
neutralisation car il ya eu neutralisation d'une grande partie des acides gras
libres.
Pour l'huile décolorée, l'acidité passe
de 0,1% après lavage à 0,11%, ceci serait lié à
l'acidité de la terre décolorante qui favorise la réaction
de libération des acides gras au cas où l'huile contiendrait
encore des traces de savons, mais cette valeur reste conforme à la norme
(0,2 %).
La diminution de l'acidité, qui passe à 0,05 %
pour l'huile désodorisée, est due à la volatilisation des
acides gras libres restants sous l'effet de la température
(supérieure à 240°C) et le vide.
III.1.2. Évolution des traces de savon en fonction
des étapes
Les résultats des traces de savons qui concernent les
journées de 07 - 07 - 07, 10 - 07 - 07 et 14 - 07 - 07 sont
regroupés dans le tableau XV.
Partie pratique III. Résultats et
discussion
Page 53
Tableau XV: Les moyennes des
résultats des traces de savon (ppm) obtenus les 07 - 07 - 07, 10 - 07 -
07 et 14 - 07 - 07.
|
Etapes
Journées
|
Huile brute
|
Mélangeur
|
Séparateur
|
Décoloration
|
Désodorisation
|
|
07 - 07 - 07
|
-
|
-
|
71 ppm
|
00 ppm
|
00 ppm
|
|
10 - 07 - 07
|
-
|
-
|
234, 666 ppm
|
15 ppm
|
00 ppm
|
|
14 - 07 - 07
|
-
|
-
|
675,333 ppm
|
25 ppm
|
00 ppm
|
|
Normes (ppm)
|
-
|
-
|
100
|
00
|
00
|
L'apparition des savons à la neutralisation, est due
à la réaction de saponification à la soude des acides gras
libres de l'huile démucilaginée à l'acide.
Après séparation et lavage, les traces de savons
sont toujours présentes mais à des quantités plus faibles
(Tableau XV): 71 ppm, cette valeur est en dessous des normes (100 ppm) ce qui
indique le bon déroulement des étapes de séparation et
lavage.
Une teneur en savons trop faible pourrait signifier que la
zone de séparation s'est déplacée vers la phase lourde et
qu'il y a risque de perte d'huile dans les « pâtes» alors
qu'une teneur trop forte peut perturber les opérations de lavage en
créant des émulsions (Denise, 1992).
Les résultats obtenus lors de la décoloration
(Tableau XV) montrent l'absence des traces de savon due à l'adsorption
sur la terre décolorante de la quantité rémanente.
Il est noté que les valeurs des traces de savon
obtenues dans les journées de 10 - 07 - 07 et 14 - 07 - 07 qui sont
respectivement de 234, 666 ppm et de 675,333 ppm sont largement
supérieures aux normes d'entreprise. Egalement, la présence des
traces de savon dans l'huile décolorée pour les mêmes
journées (15 ppm et 25 ppm) est probablement due à une mauvaise
séparation de l'huile neutralisée et à un colmatage des
filtres Niagara lors de la décoloration.
III.1.3. Évolution de la couleur en fonction des
étapes
Les résultats du test de couleur de l'huile en fonction
des étapes sont regroupés dans le tableau XVI.
Tableau XVI: Les moyennes des
résultats de la couleur (J / R) obtenus le 07 - 07 -
07.
|
Etapes Paramètre
|
Huile brute
|
Mélangeur
|
Séparateur
|
Décoloration
|
Désodorisation
|
|
Couleur
(J/R)
|
44 /4,2
|
-
|
-
|
40/6
|
10/1,1
|
|
Normes
(J/R)
|
50/7,0
|
-
|
-
|
45/6,0
|
12/1,2
|
Partie pratique III. Résultats et
discussion
Page 54
L'huile brute de soja de bonne qualité a une
légère couleur ambrée qui, après sa neutralisation,
devient d'une couleur jaune rougeâtre, et dans la désodorisation
postérieure, l'huile adopte la couleur jaune classique (Camacho,
1999).
D'après les résultats obtenus (Tableau XVI), il
y a une diminution de la couleur qui passe de 44 /4,2 pour l'huile brute
jusqu'à 40/6,0 après décoloration, valeurs conformes aux
normes d'entreprise (50/7,0 pour l'huile brute, et 45/6,0 pour l'huile
décolorée). Cette baisse est due à l'action de la terre
décolorante qui adsorbe les pigments colorés.
Après la désodorisation, la couleur diminue
encore pour atteindre la valeur de 10/1,1 qui est inférieure à la
norme (12/1,2). Ceci est lié à la décomposition des
pigments sous l'effet de la température qui donne des substances
volatiles et qui seront aspirées avec les acides gras libres par le vide
de la colonne de désodorisation.
III.1.4. Évolution de l'humidité et des
impuretés en fonction des étapes
Les résultats des tests humidité et
impuretés sont regroupés dans le tableau XVII.
Tableau XVII: Les moyennes des
résultats de l'humidité et des impuretés obtenus le 07 -
07 - 07.
|
Etapes
Paramètres
|
Huile brute
|
Mélangeur
|
Séparateur
|
Décoloration
|
Désodorisation
|
|
Humidité(%)
|
0,063
|
-
|
-
|
Néant
|
Néant
|
|
Normes(%)
|
0,2
|
0,1
|
0,08
|
0,2
|
00
|
|
Impuretés(%)
|
0,05
|
-
|
-
|
Néant
|
Néant
|
|
Normes(%)
|
0,5
|
-
|
-
|
00
|
00
|
Selon le tableau XVII il est noté l'absence:
- D'humidité lors de la décoloration et la
désodorisation ceci reflète les bonnes conditions de
séchage de l'huile avant de subir la décoloration. Egalement
l'humidité peut être retenue par la terre décolorante et
aspirée par le vide pendant l'opération de
désodorisation.
- Des impuretés dans l'huile
décolorée qui serait liée à l'efficacité des
filtres (Niagara, crickets et poches).
III.1.5. Évolution du taux de phosphore
Les résultats du taux de phosphores sont
présentés dans le tableau XVIII.
Tableau XVIII: Les moyennes des
résultats du taux de phosphore (ppm) obtenus les 07 - 07 - 07 et 14 - 07
- 07.
|
Etapes
Journées
|
Huile brute
|
Mélangeur
|
Séparateur
|
Décoloration
|
Désodorisation
|
|
07 - 07 - 07
|
143,66 ppm
|
-
|
-
|
00 ppm
|
00 ppm
|
|
14 - 07 - 07
|
145,66 ppm
|
-
|
-
|
06 ppm
|
00 ppm
|
|
Normes (ppm)
|
200
|
200
|
05
|
02
|
<02
|
Partie pratique III. Résultats et
discussion
Page 55
Partie pratique III. Résultats et
discussion
Les taux de phosphore sont déterminés par
extrapolation sur une courbe de corrélation (Figure 5, Annexe 2).
Le dosage du phosphore permet d'apprécier
l'efficacité de la démucilagination car l'élimination des
phospholipides est plus importante durant cette étape. Un taux
élevé de mucilages rend difficile les autres traitements du
raffinage de l'huile de soja.
L'analyse de l'huile brute a révélé que
celle-ci contient un taux en phosphore de l'ordre de 143,66 ppm. Ce taux est
faible comparé aux normes requises, soit 200 ppm pour l'huile brute. Ce
taux montre que l'huile a déjà fait l'objet d'une
démucilagination poussée (probablement à l'eau) avant son
traitement par Cevital. De ce fait, il est préconisé un
traitement avec une concentration minime de H3PO4 pour assurer
l'élimination des phospholipides non hydratables.
Les résultats de l'analyse effectuée sur l'huile
décolorée, révèlent une absence de phosphore ce qui
répond aux exigences de l'entreprise (< 2 ppm).
Il est à noter qu'à la journée de 14 - 07
- 07 le taux de phosphore est ? 2 ppm, ceci serait lié
à une mauvaise séparation des pâtes de neutralisation de
l'huile de soja prélevée.
III.1.6. Évolution de l'indice de peroxyde
Les résultats du taux de l'indice de peroxyde sont
présentés dans le tableau XIX.
Tableau XIX: Les moyennes des
résultats de l'indice de peroxyde obtenus le 07 - 07 - 07.
|
Etapes Paramètre
|
Huile
brute
|
Mélangeur
|
Séparateur
|
Décoloration
|
Désodorisation
|
|
Indice de
peroxyde
(meqd'O2/kg)
|
4
|
-
|
-
|
-
|
00
|
|
Normes
(meqd'O2/kg)
|
20
|
-
|
10
|
-
|
0,1
|
L'indice de peroxyde est une mesure qui permet d'estimer la
quantité de peroxydes présents dans une matière grasse
(Adrian et al., 1995).
Cet indice qui est de 4 meqd'O2/kg pour l'huile brute (Tableau
XIX), diminue lors du raffinage pour atteindre 0 meqd'O2/kg d'huile
après désodorisation (ce qui est inférieur à la
norme 0,1 meqd'O2/kg). Ce taux est dû à la décomposition
des peroxydes qui sont éliminés en grande partie lors de la
désodorisation. Quand à la décoloration, le dosage de la
terre selon Erickson et Wiedermann (1989), doit tenir compte
de l'élimination des produits d'oxydation primaires et secondaires. En
pratique, il semble que l'on puisse y parvenir lorsque cet indice de l'huile
décolorée est réduit à zéro.
III.1.7. Détermination des pertes d'huile
Dans la plus part des cas, les pertes à la
neutralisation prennent en compte celles qui se produisent lors du
dégommage et lors des lavages. La perte totale comprend les
éléments à éliminer et l'huile neutre
entraînée dans les gommes, les soap stocks et les eaux de
lavage
Page 56
(Denise, 1992). Les résultats de
l'acidité des pâtes de neutralisation et de la matière
grasse (%) des eaux de lavage sont regroupés dans le tableau XX.
Tableau XX: Résultats des analyses
des pâtes de neutralisation et des eaux de lavage.
|
Journée
Analyse
|
07-07-07
|
19-07-07
|
21-07-07
|
23-07-07
|
NE
|
|
Acidité des pâtes
(%)
|
51,6
|
45,0
|
54,6
|
55,0
|
? 50 %
|
|
Pertes en matière
grasse dans les
eaux
(%)
|
Traces
|
8,04
|
4,00
|
2 ,08
|
< 5 %
|
Selon le tableau XX, il n'y a pas eu beaucoup de pertes
d'huile dans les pâtes de neutralisation, sauf le 19 - 07 - 07 où
l'acidité des pâtes a atteint 45 %, selon Denise (1992)
au cas où l'acidité de la matière grasse des
pâtes semble anormalement basse, il faut s'assurer qu'il n'est pas
possible de la faire remonter en agissant sur certains paramètres
(concentration de la soude, ajout d'acide phosphorique, débit,
contre-pression à la sortie de la centrifugeuse...). Les pertes d'huile
entraînées dans les eaux de lavage sont des pertes
inévitables néanmoins ce sont des pertes très minimes et
négligeables. Ceci n'exclut pas qu'elles sont envoyées vers des
florentins (T41) afin d'y récupérer cette faible quantité
d'huile entraînée.
III.2. Suivi des paramètres physicochimiques de
l'huile de soja raffinée enzymatiquement
La journée de 05 - 04 - 08 a été prise
comme exemple aléatoire pour discuter les résultats obtenus qui
concernent l'acidité, car les autres journées suivent la
même évolution.
III.2.1. Acidité, humidité, impuretés
et indice de peroxyde
Le tableau XXI regroupe les résultats qui concernent
l'acidité, l'humidité, les impuretés et l'indice de
peroxyde.
Partie pratique III. Résultats et
discussion
Page 57
Tableau XXI: Les moyennes des
résultats de l'acidité, d'humidité, des impuretés
et de l'indice de peroxyde obtenus le 05 - 04 - 08.
|
Etapes Paramètres
|
Huile brute
|
Mélangeur
|
Séparateur
|
Décoloration
|
Désodorisation
|
|
Acidité(%)
|
0,440
|
1,490
|
0,500
|
0,500
|
0,050
|
|
Normes(%)
|
2
|
1
|
0,1
|
0,2
|
0,1
|
|
Humidité(%)
|
0,03
|
-
|
-
|
Néant
|
Néant
|
|
Normes(%)
|
0,1
|
0,1
|
0,08
|
0,2
|
00
|
|
Impuretés(%)
|
0,04
|
-
|
-
|
Néant
|
Néant
|
|
Normes(%)
|
0,5
|
-
|
-
|
00
|
00
|
|
Indice de
peroxyde (meqd'O2/kg)
|
5,1
|
-
|
-
|
-
|
00
|
|
Normes (meqd'O2/kg)
|
20
|
-
|
10
|
-
|
0,1
|
D'après les résultats des analyses
effectuées sur l'huile brute (Tableau XXI), les valeurs moyennes
obtenues pour l'acidité, l'humidité, indice de peroxyde et les
impuretés sont respectivement: 0,440 %, 0,03 %, 5,1 meqd'O2/kg et 0,04 %
; ces dernières sont inférieures aux normes (2 %, 0,2 %, 20
meqd'O2/kg et 0,5 %).
Une légère augmentation de l'acidité est
observée au niveau des mélangeurs (1,49 %), elle est
engendrée par l'ajout d'acide citrique concentré.
Après décoloration, l'acidité est de
l'ordre de 0,5 % (Norme 0,2 %), ceci est dû à la terre
décolorante acide utilisée. Cependant, à la
désodorisation, l'acidité diminue jusqu'à 0,05 %, l'indice
de peroxyde s'annule à cause de la distillation neutralisante qui s'y
déroule.
III.2.2. Traces de savon et phosphore
Le tableau XXII regroupe les résultats des traces de savon
et des taux de phosphore.
Tableau XXII: Les moyennes des
résultats des traces de savon et du phosphore obtenus le 05 - 04 -
08.
|
Etapes Paramètres
|
Huile brute
|
Mélangeur
|
Séparateur
|
Décoloration
|
Désodorisation
|
|
Traces de savon
|
-
|
45
|
15
|
-
|
00
|
|
Normes (ppm)
|
-
|
-
|
100
|
00
|
00
|
|
Phosphore
|
120
|
-
|
05
|
00
|
00
|
|
Normes (ppm)
|
200
|
200
|
05
|
02
|
<02
|
Partie pratique III. Résultats et
discussion
Page 58
A la démucilagination, il y a peu de traces de savon
(45 ppm au 05 - 04 - 08) car la quantité de soude ajoutée n'est
pas destinée à la neutralisation mais pour obtenir une solution
tamponnée à pH=5 nécessaire aux bonnes conditions de
l'activité phospholipasique de Lécitase Ultra. La quantité
des traces de savon baisse pour atteindre 15 ppm, vu qu'il y a eu une bonne
séparation de l'huile démucilaginée des pâtes.
D'après les résultats obtenus (Tableau XXII), le
taux de phosphore est d'abord de 120 ppm pour l'huile brute, puis il diminue
après séparation à 5 ppm et enfin s'annule à la
décoloration. Ce qui reflète l'efficacité de la
démucilagination enzymatique et de la décoloration.
III.2.3. Couleur
Les résultats de la couleur sont présentés
sur le tableau XXIII.
Tableau XXIII: Les moyennes des
résultats de la couleur (J / R) obtenus le 05 - 04 -
08.
|
Etapes Paramètre
|
Huile brute
|
Mélangeur
|
Séparateur
|
Décoloration
|
Désodorisation
|
|
Couleur (J/R)
|
42 /4,5
|
-
|
-
|
37/6,0
|
10/1,1
|
|
Normes
(J/R)
|
50/7,0
|
-
|
-
|
45/6,0
|
12/1,2
|
Selon les résultats de l'analyse de l'huile
décolorée, (TableauXXIII), l'intensité de la couleur
diminue après décoloration passant de 42 à 37 pour
l'unité jaune et de 4,5 à 6,0 pour l'unité rouge (Normes:
J/R 45/6,0), ceci montre que la partie restante des substances colorées
sont adsorbées par la terre décolorante.
Selon Tirtiaux et Gibon, (1997), la
désodorisation a pour but l'obtention d'un produit sans odeur ni
goût désagréables et de couleur claire. Les
résultats obtenus pour l'huile désodorisée montrent que la
couleur de l'huile est de 10/1,1 et répond aux exigences de l'entreprise
(12/1,2).
III.2.4. Les pertes en huile
La démucilagination enzymatique offre l'avantage de ne
pas engendrer des pertes d'huile avec les lyso-phospholipides, car une seule
séparation est effectuée. Ce type de démucilagination ne
produit pas de savons, des matières sans grande valeur devant être
éliminées. En revanche, elle génère un co-produit
dont la valeur potentielle est intéressante, les lyso-lécithines
(Anonyme III, 2004).
Étant donné que l'étape de lavage n'est
pas effectuée dans ce type de raffinage il n'y a pas de pertes d'huile
avec les eaux de lavage.
Partie pratique III. Résultats et discussion
III.3. Comparaison des paramètres des deux
huiles
Afin de mieux mettre en relièf, les dissimilitudes
entre les deux types d'huile, une analyse statistique en utilisant le logiciel
Statsoft Inc., 2004 a été
effectuée. Les résultats sont regroupés
par période identique de quatre jours.
III.3.1. Acidité
Les résultats de l'acidité de l'huile durant les
différentes étapes des deux procédés sont
illustrés dans la figure 16.

ars
Acidité
-0.2
0.8
0.6
0.4
0.2
0.0
1.6
1.4
1.2
1.0
Mean Plot (Acidité-J4 3v*12c)
Mean; Whisker:
Mean#177;0.95 Conf. Interval
1 2 3 4
Etape
AcC AcE
ars
Acidité
-0.2
0.8
0.6
0.4
0.2
0.0
1.6
1.4
1.2
1.0
Mean Plot (Acidité-J12 3v*13c)
Mean; Whisker:
Mean#177;0.95 Conf. Interval
1 2 3 4
Etape
AcC AcE
A B
A.
C

ars
Acidité
-0.2
0.8
0.6
0.4
0.2
0.0
1.6
1.4
1.2
1.0
Mean Plot (Acidité-J16 3v*13c)
Mean; Whisker:
Mean#177;0.95 Conf. Interval
1 2 3 4
Etape
AcC AcE
10/07/2007 (r. chimique); 08/04/2008 (r.
enzymatique);
B. 18/07/2007 (r. chimique); 16/04/2008 (r.
enzymatique);
C. 22/07/2007 (r. chimique); 20/04/2008(r.
enzymatique);
AcC: Acidité chimique. AcE : Acidité
enzymatique.
r : raffinage
Page 59
Figure16 : Évolution de l'acidité en
fonction des étapes du raffinage.
D'après la figure16, l'acidité de l'huile
décolorée par le procédé enzymatique est
supérieure à celle de l'huile décolorée
chimiquement, cela pourrait s'expliquer selon Jahani et al.,
(2007), par la libération des acides gras lors de
l'hydrolyse enzymatique des phospholipides présents dans l'huile, par
contre lors du raffinage chimique il ya eu neutralisation de ces acides
gras.
Partie pratique III. Résultats et
discussion
L'importance de l'intervalle de confiance du 16 - 04 - 08 obtenu
au niveau du mélangeur est certainement due à un excès de
NaOH ou de phénophtaléine ajoutés lors des
manipulations.
L'acidité de l'huile décolorée le 20 - 04 -
08 est élevée comparée aux autres jours, cela est
lié au changement du dosage de la terre décolorante.
III.3.2. Traces de savon et couleur
Les résultats des analyses obtenus de la couleur (J/R) et
des traces de savon à partir des trois échantillons dans un
intervalle de quatre jours au niveau des deux procédés sont
représentés dans les figures 17,18 et 19.

TS
ppm
100
-20
80
60
40
20
0
Mean Plot (TSJ1 3v*10c)
Mean; Whisker: Mean#177;0.95 Conf. Interval
2 3 4
Etape
TSCJ1 TSEJ1
TS
ppm
300
250
200
150
100
-50
50
0
Mean Plot (TSJ4 3v*10c)
Mean; Whisker: Mean#177;0.95 Conf. Interval
2 3 4
Etape
TSCJ1 TSEJ1

A B
Mean Plot (TSJ12 3v*10c)
Mean; Whisker: Mean#177;0.95 Conf. Interval
260
240
35
220
200
180
160
140
120
100
80
60
40
20
0
0
-20
2 3 4
Etape
TS
ppm
TSCJ1
TSEJ1
TS
ppm
40
30
25
20
15
10
-5
5
Etape
TSCJ1
TSEJ1
Mean Plot (TSJ16 3v*10c)
Mean; Whisker: Mean#177;0.95 Conf. Interval
2 3 4
C D
TSC: Traces de savon chimique.
TSE: Traces de savon enzymatique. r :
raffinage.
A. 07/07/2007 (r. chimique); 05/04/2008 (r.
enzymatique);
D. 22/07/2007 (r. chimique); 20/04/2008(r.
enzymatique).
B. 10/07/2007 (r. chimique); 08/04/2008 (r.
enzymatique);
C. 18/07/2007 (r. chimique); 16/04/2008 (r.
enzymatique);
Page 60
Figure17: Évolution des traces de savon en
fonction des étapes du raffinage.
Partie pratique III. Résultats et
discussion
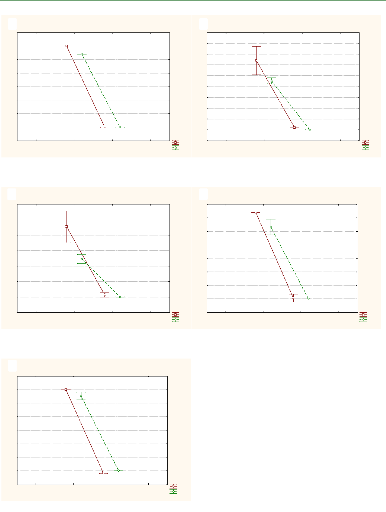
A B
J
J
70
45
40
60
35
50
30
40
25
30
20
20
15
10
10
0
5
JCJ8 JEJ8
JCJ12
JEJ12
Jaune
Jaune
Mean Plot (JauneJ8 3v*7c)
Mean; Whisker: Mean#177;0.95 Conf. Interval
3 4
Etape
Mean Plot (JauneJ12 3v*7c)
Mean; Whisker: Mean#177;0.95 Conf. Interval
3 4
Etape
J
J
45
55
50
40
45
35
40
30
35
25
30
25
20
20
15
15
10
10
5
5
JCJ1 JEJ1
JCJ4 JEJ4
Jaune
Jaune
Mean Plot (JauneJ1 3v*7c)
Mean; Whisker: Mean#177;0.95 Conf. Interval
3 4
Etape
Mean Plot (JauneJ4 3v*7c)
Mean; Whisker: Mean#177;0.95 Conf. Interval
3 4
Etape
D
C
E
JC: Unité jaune chimique. JE: Unité jaune
enzymatique.
J
45
40
35
30
25
20
15
10
5
JCJ16
JEJ16
Jaune
Mean Plot (JauneJ16 3v*7c)
Mean; Whisker: Mean#177;0.95 Conf. Interval
3 4
Etape
Page 61
Figure18 : Évolution de la couleur
(Unité jaune) en fonction des étapes du raffinage.
A.
Partie pratique III. Résultats et
discussion
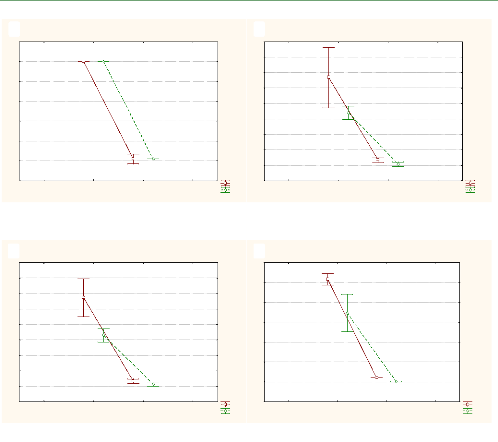
A B
C D
R
R
9
7
8
6
7
5
6
4
5
4
3
3
2
2
1
1
0
0
RCJ4 REJ4
RCJ1 REJ1
Rouge
Rouge
Mean Plot (RougeJ1 3v*7c)
Mean; Whisker: Mean#177;0.95 Conf. Interval
3 4
Etape
Mean Plot (RougeJ4 3v*7c)
Mean; Whisker: Mean#177;0.95 Conf. Interval
3 4
Etape
R
R
9
7
8
6
7
5
6
4
5
4
3
3
2
2
1
1
0
0
RCJ8 REJ8
RCJ12
REJ12
Rouge
Rouge
Mean Plot (RougeJ8 3v*7c)
Mean; Whisker: Mean#177;0.95 Conf. Interval
3 4
Etape
Mean Plot (RougeJ12 3v*7c)
Mean; Whisker: Mean#177;0.95 Conf. Interval
3 4
Etape
E

Rouge
R
6
5
4
3
2
0
7
1
Mean Plot (RougeJ16 3v*7c)
Mean; Whisker: Mean#177;0.95
Conf. Interval
3 4
Etape
RCJ16
REJ16
07/07/2007 (r. chimique); 05/04/2008 (r.
enzymatique);
B. 10/07/2007 (r. chimique); 08/04/2008 (r.
enzymatique);
C. 14/07/2007 (r. chimique); 12/04/2008 (r.
enzymatique);
D. 18/07/2007 (r. chimique); 16/04/2008(r.
enzymatique);
E. 22/07/2007 (r. chimique); 20/04/2008(r.
enzymatique).
RC: Unité rouge chimique. RE: Unité rouge
enzymatique. r : raffinage
Page 62
Figure19: Évolution de la couleur
(Unité rouge) en fonction des étapes du raffinage.
Partie pratique III. Résultats et
discussion
Page 63
Selon les figures 17, 18, 19, les traces de savon et la
couleur de l'huile désodorisée par le procédé
enzymatique et le procédé classique atteignent des valeurs
finales voisines.
Il est à noter que les écarts types importants
des quelques échantillons sont engendrées par des erreurs de
manipulation tel que: Présence de résidus dans le ballon, ou
acétone mal neutralisé.
La démucilagination enzymatique produit des rendements
en huile plus élevés, c'est ce qu'a constaté Southseas,
qui est la première société chinoise ayant adopté
la technologie du raffinage enzymatique, en plus d'un an d'expérience
(Anonyme I, 2004).
Le raffinage chimique d'une tonne d'huile de soja brute
à l'aide de soude caustique produit environ 966 kg d'huile. La
même quantité d'huile brute traitée par
démucilagination enzymatique puis par raffinage physique permet
d'obtenir 978 kg d'huile, le rendement en huile final augmente de 12 kg par
tonne (1,2 %) (Dayton et al., 2004).
La société est parvenue à faire baisser
la teneur en phosphore de l'huile de soja démucilaginée sous le
seuil des 10 ppm, atteignant même des teneurs de 3 ppm, des
résultats comparables à ceux du procédé chimique.
Après décoloration, la teneur en phosphore de l'huile devient
quasiment nulle (Anonyme I, 2004).
La teneur en phosphore de l'huile finale doit être
inférieure à 2 ppm. Après démucilagination
enzymatique et raffinage physique, l'huile contient 0 à 2 ppm de
phosphore, contre 2 à 5 ppm avec le procédé chimique.
Avec le raffinage chimique, les mucilages de la pâte de
neutralisation sont lipophiles, ils attirent l'huile et génèrent
ainsi des pertes estimées à 8 kg par tonne d'huile brute
(Dayton et al., 2004).
De même, depuis que United Oils, qui est une
société égyptienne, a adopté la
démucilagination enzymatique et Lecitase Ultra, en 2003, la teneur en
phosphore de ses huiles avant décoloration n`excède pas 6 ppm. Le
procédé produit des huiles plus stables et des rendements plus
élevés (hausse de 2 %), sans aucun savon (Anonyme III,
2004).
La simplicité d'utilisation de la
démucilagination enzymatique est due à deux raisons principales.
D'un côté, le dosage de la soude caustique dans le
procédé chimique doit être ajusté selon
l'acidité de l'huile brute. Une quantité de soude caustique
excessive peut causer une saponification et des pertes d'huile
supplémentaires. Au contraire, la démucilagination enzymatique
n'exige qu'une faible dose de soude caustique, pour ajuster le pH à 4,5
- 5,2. Cette dose est trop faible pour causer une
saponification. D'un autre côté, la séparation de l'huile
des mucilages est facilitée lors du raffinage enzymatique
(Anonyme I, 2004).
Page 64
Conclusion
Conclusion
Le raffinage permet d'éliminer les composés
indésirables de l'huile de soja brute, à savoir les
phospholipides (démucilagination), les acides gras libres et pigments
(neutralisation et décoloration), et les composés odorants
(désodorisation).
Une grande attention est portée, de puis plusieurs
années sur son optimisation avec l'objectif de répondre de mieux
en mieux aux exigences des consommateurs, tant au plan de la nutrition qu'au
plan de la sécurité sanitaire. Cette optimisation consiste
à préserver les antioxydants naturels, les acides gras
polyinsaturés et à limiter les isomérisations
cis-trans.
Cependant, le raffinage reste une technologie
dépendante du savoir faire et de bonnes pratiques de conduite mais
aussi, d'une connaissance suffisante des propriétés
physico-chimiques spécifiques et de stabilité des
différentes huiles. Cette double maîtrise est indispensable pour
adapter à chaque huile brute les paramètres opératoires
qui permettront d'éliminer efficacement les composés
indésirables sans dégrader ou perdre ses constituants natifs
intéressants. Cevital réunit cette double compétence
technologique et scientifique et apporte l'environnement et l'expérience
nécessaire pour développer des travaux d'optimisation et
d'innovation de cette technologie.
Ce présent travail qui a pour objectif une contribution
à l'étude de l'évolution de la qualité de l'huile
de soja au cours des deux types de raffinage au niveau de la raffinerie de
Cevital, permet d'avancer que les conditions du raffinage enzymatique
aboutissent à une huile finie répondant aux critères
généralement utilisés par l'organisme pour
apprécier la qualité : l'acidité de l'huile
décolorée par le procédé enzymatique (0,50 %) est
supérieure à celle de l'huile décolorée
chimiquement (0,09 %), cela s'explique par l'élimination des acides gras
libres par l'hydroxyde de sodium durant le procédé chimique,
cependant lors du procédé enzymatique il ya distillation
neutralisante pendant le traitement de désodorisation. Les
critères qui sont basés sur les indices physico-chimiques en
particulier le taux de phosphore et la couleur démontrent que l'huile
enzymatique est plus stable que la chimique. De ce fait le dégommage
enzymatique développé par Enzymax, s'impose de plus en plus face
au dégommage acide, avec un rendement plus élevé et moins
polluant (économies sur les produits chimiques), donc plus respectueux
de l'environnement et facile à mettre en oeuvre.
Ce stage effectué au sein du complexe Cevital nous a
permis d'acquérir et d'approfondir les connaissances théoriques
et pratiques dans le domaine des corps gras et leurs technologies de production
et de transformation, mais aussi de connaître à l'échelle
industrielle, les traitements obligatoires et indispensables que subissent les
huiles avant leur consommation.
Ce stage nous a également permis de constater la prise
de conscience des entreprises du concept qualité, vu la
conformité de la plupart des produits analysés. Ce concept doit
devenir l'une de leurs principales préoccupations afin de faire face
à la concurrence à laquelle elles sont confrontées.
Page 65
Conclusion
D'autres thèmes sont envisageables comme perspectives
d'avenir:
- L'interéstérification enzymatique;
- Comparaison entre deux huiles de tournesol raffinées
l'une chimiquement et l'autre enzymatiquement;
- Suivie du dosage des vitamines de l'huile Fleurial plus tout au
long du raffinage.


Références
bibliographiques
Références bibliographiques
Références bibliographiques
A
Aboiron, J. et Hameury, E. 2004. Additifs
alimentaires : Les lécithines: 2-6.
Adrian, J., Potus, J. et Frangne, R. 1995. La
science alimentaire de A à Z. Ed. Tec et doc. Lavoisier. pp: 320-369.
Alais, C. et Linden, G. 1997.
Abrégé de biochimie alimentaire. Ed. Masson. pp: 13-69.
Andersen, J. T. et KlØverpris, J. 2004.
Environmental assessment of enzymatic biotechnology. Case study report. pp:
1-198.
Anonyme I. 2004. Démucilagination
enzymatique: Raffinage amélioré en chine. Huiles et graisses.
(BioTimes). pp: 8-9.
Anonyme II. 2001. La démucilagination
enzymatique s'impose. Huiles et graisses. (BioTimes): 6-7.
Anonyme III. 2004. Rendements en hausse chez
United. Huiles et graisses. (BioTimes): p.3. Anonyme IV.
2005. Enzymatic Degumming Improves Oil Refining in china. Oil Mill
Gazetteer. Volume III: 2-3.
Anonyme V. 1996. La biologie du Glycine
max (L.) Merr. (soja). Cahier parallèle à la Directive
94-08, Critères d'évaluation du risque environnemental
associé aux végétaux à caractères nouveaux:
4-5.
Audigie, Cl., Dupont, G. et Zouszain, F. 1984.
Principes des méthodes d'analyse biochimique. Tome1. Ed. Doin.
pp: 136-155.
Belitz, H.-D., Grosch, W. et Schieberle, P. 2004.
Food chemistry. 3eme Ed. Springer. pp: 643-671.
B
Dilmi-Bouras, A. 2004. Biochimie alimentaire.
Ed. Office des Publics Universitaires. Alger. pp: 1-106.
Références bibliographiques
C
Camacho, M. L. 1999. Fats and oils
characteristics and composition. American Soybean Association:
1-25.
Casimiro-Soriguer, J. L. 1999.
Désodorisation des graisses végétales.
American Soybean Association: 1-49.
CEE N°2568/91. 1991. Détermination
de l'indice de peroxyde: 29-30.
Cheftel, J.-C. et Cheftel, H. 1992.
Introduction à la biochimie et à la technologie des
aliments. Volume 1. Ed. Tec et doc. Lavoisier. pp: 243-267.
Clausen, K. 2001. Enzymatic oil-degumming by
a novel microbial phospholipases. European journal of lipid science and
technology. 103(6): 333-340.
Cossut, J., Defrenne, B., Desmedt, C., Ferroul, S.,
Garnet, S., Roelstraete, L., Vanuxeem, M. et Vidal, D. 2002. Les Corps
Gras: Entre Tradition et Modernité. Gestion de la Qualité
Nutritionnelle et Marketing des Produits Alimentaires. pp: 21-64.
D
Dayton, C. L. G.2006. Enzymatic degumming of
vegetable oils. Bunge - Oil Center of Excellence, Bradley, IL. The
10th Annual Green Chemistry and Engineering Conference. New York
Room (Capital Hilton).
Dayton, C., Nielsen, M., Pearce, S. 2004.
Bunge rentabilise la démucilagination enzymatique.
(BioTimes). pp: 4-5.
Debruyne, I. 2001. Soja: transformation et
aspects industriels. Techniques de l'ingénieur. F6030. pp: 1-12.
Demarest, I. 1993. Le soja. L'esprit du temps
N°6: 1-6.
Denise, J. 1992. Raffinage des corps gras.
In Manuel des corps gras. Volume 2. Ed. Tec et doc Lavoisier. pp:
789-881.
Références bibliographiques

Ericksson, D. R. et Wiedermann, L. H. 1989.
Huile de soja - Méthodes de traitement et
utilisations actuelles. American Soybean Association.
pp: 1-21.

FAO. 1994. Processing and refining edible
oils. Food and agriculture organization of the united nations and the world
health organization Rome. pp: 19-26.
Frenot, M. et Vierling, E. 2001. Biochimie
des aliments. Diétetique du sujet bien portant. Science des aliments.
2eme Ed. Doin. pp: 79-102.
Frias Ruiz, L., Garcia-Ortiz Rodriguez, A., Hermonso
Fernandez, M., Jimenez Marquez, A., Llavero Del Pozo, P., Morales Bernarrdino,
J., Ruano Ayuso, T. et Uceda Ojeda, M. 1999. Analista de laboratorio
de almazara. Comunidad europea. 2eme Ed. junta de
andalucia. pp: 61-88.

Graciani Constante, E. 1999a. Processus de
raffinage de l'huile de soja. Démucilagination. American Soybean
Association: 1-26.
Graciani Constante, E. 1999b. Processus de
raffinage de l'huile de soja. Neutralisation. American Soybean
Association: 1-13.

Hamzaoui, K., Saad, M. A. B. H., Hannachi, M., Gharbi,
A., Nabli, Z., Fekih, S., Ben H'med, A., Schmidt, O. et Ellench, A. 2004.
Branche extraction huile de grignon, raffinage huile de graine et
savonnerie. Guide environnemental dans diverses branches de l'industrie. Union
Tunisienne de l'industrie du commerce et de l'artisanat: 20-27.
Hubert, J. 2006. Caractérisation
biochimique et propriétés biologiques des micronutriments du
germe de soja - Etude des voies de sa valorisation en nutrition et santé
humaines. Thèse de doctorat de l'institut national polytechnique de
Toulouse: 13-52.
Logan, A. 2003. Degumming and centrifuge
selection, optimization and maintenance. Alfa Laval. IUPAC - AOCS Work shop on
fats, oils and oilseeds analysis and production: 1-41.
Références bibliographiques
I
ISO 660: 1996. Corps gras d'origines animale et
végétale. Détermination de l'indice d'acide et de
l'acidité. 2eme Ed. 1-8.
ISO 10540-1: 2003. Corps gras d'origines animale
et végétale. Détermination de la teneur en phosphore.
ISO 934: 1980. Corps gras d'origines animale et
végétale. Détermination de la teneur en eau.
J
Jahani, M., Alizadeh, M., Pirozifand, M. et Qudsevali, A.
2008. Optimization of enzymatic degumming process for rice bran oil
using response surface methodology. LWT. Article in press:
1-7.
Jamil, S., Dufour, J. -P. G. et Deffense, E. M. J. 1998.
Method of degumming a fatty substance andfatty body so
obtained: 1-7.
IC
Kartika, I. A. 2005. Nouveau
procédé de fractionnement des grains de tournesol: expression et
extraction en extrudeur bi-vis, purification par ultrafiltration de l'huile de
tournesol. Thèse de doctorat de l'institut national polytechnique de
Toulouse: 333p.
L
Laisney, J. 1992. Obtention des corps gras.
In Manuel des corps gras. Volume 1. Ed. Tec et doc. Lavoisier. pp:
695-768.
Le Goff L. 1998. Raffinage des
céréales, sucre, sel, huiles. Aliments dénaturés.
Médecines nouvelles. 91: 13-28.
Références bibliographiques
Lot, L., Matteis, Raimbault, J. 2005. Le soja
de la plante à ses utilisations. Filière française des
huiles et protéines végétales (Proléa): 2-6.

M.E., 2001. Manuel entreprise.
Mohtadji-Lamballais, C. 1989. Les aliments. Ed.
Maloine. pp: 94-102.
Münch, E.-W. 2003. Experiences with
refining processes. Lippro consulting: 1-32.
Münch, E.-W.2004. Enzymatic degumming
processes for oils from soya, rape and sun. Lippro consulting:
1-47.
Münch, E.-W.2007. Degumming of plant oils
for different applications. Lippro consulting: 1-30.
Mustapha, A. et Stauffer, C. 2002. Les
matières grasses destinées aux produits de
boulangerie. American Soybean Association. N°23:
4-20.

Nicolay, L. et Roulin, L. 2004. Huile de colza:
20-60.
Nielsen, P. M., Pearce, S. et Dayton, C. 2004.
Enzymatic degumming at Bunge and the bottom line. Oils and Fats
(BioTimes): 4-5.

Ollivier, M. D., Bagni, M., Beugnot, N., Borgat, G.,
Cousyn, G., Daumas, A., Garcia, G., Gilles, C., Gominet, G., Huertas, A., Le
Francois, P., Le Gonidec, D., Looten,C., Martins,E., Moretain, C., Morin, O.,
Simbelie, K. et Thegarid, D. 2005. Spécification technique
n° E 4-05 du 31 mars 2005 relative aux huiles végétales
alimentaires. Ministère de l'économie, des finances et de
l'industrie. 29p.
Olsen, H. S. 2005. Enzymes at work. Novozymes:
58p.
Stat soft Inc., 2004: Statistica 7.0 package.
Stat soft Incorporation, Tulsa, Oklahoma, USA.
Références bibliographiques
P
Pages, X. 1994. Dossier marché mondial
des oléagineux: Les isomères 18 :1 trans dans l'alimentation des
européens. Oléagineux. Corps gras. Lipides.
3(1): 177-178.
Pardo, J. E., Cuesta, M. A. et Alvarruiz, A. 2007.
Evaluation of potential and real quality of virgin olive oil from the
designation of origin «Aceite Campo de Montiel» (Ciudad Real, Spain).
Food chemistry 100: 977-984.
Platon, J. F. 1988. Raffinage de l'huile de
soja. American Soybean Association N°19: 3-30.
Poisson, J.-P. et Narce, M. 2003. Corps gras
alimentaires: aspects chimiques, biochimiques et nutritionnels. In Lipides et
corps gras alimentaires. Ed. Tec et doc. Lavoisier: 1-48.
Pouzet, A. 1992. Sources et monographies des
principaux corps gras. In Manuel des corps gras. Volume 1. Ed. Tec et Doc.
Lavoisier. pp: 131-136.
Prior, E. 2003. Usage des corps gras
alimentaires dans les différents secteurs de la technologie alimentaire.
In Lipides et corps gras alimentaires. Ed. Tec et doc. Lavoisier. pp:
157-187.
R
Rasolohery, C. A. 2007. Etude des variations de
la teneur en isoflavones et de leur composition dans le germe et le
cotylédon de la graine de soja [Glycine max (L.)Merrill]. Thèse
de doctorat de l'institut national polytechnique de Toulouse: 13-43.
Rohani Binti, M. Z. 2006. Process design in
degumming and bleaching of palm oil. Centre of lipids engineering and applied
research: 9-45.
Rossignol-Castera, A., Coustille, J.-L., Mazette, S.
et Bouvarel, I. 2005. Etude de la composition et de la qualité
des huiles acides industrielles en vue d'une meilleure connaissance de leur
valeur nutritionnelle. Sixièmes Journées de la Recherche Avicole:
154-158.
Ruiz-Mendez, V. 1999. Raffinage physique.
American Soybean Association: 1-15.
S
Références bibliographiques
T
Tirtiaux, A. et Gibon, V. 1997. Raffinage. La
désodorisation ...à la carte. Oléagineux. Corps gras.
Lipides. 4(1): 45-51.
V
Van Eys, J. E., Offner, A. et Bach, A. 2005.
Analyse de la qualité des produits de soja utilisés en
alimentation animale. Global Animal Nutrition Solutions:112p.
W
Warner, K. 2007. Diversification des
oléagineux canadiens. Partie 1 : Valorisation des huiles. Bulletin
IBP / numéro 1, 2002: 6p.
Woerfel, J. B. 1990. Techniques de production
de l'huile de soja et produits dérivés de haute
qualité. American Soybean Association: 1-9.
Y
Yang, J.-G., Wang, Y.-H., Yang, B., Mainda, G. et Guo, Y.
2006. Degumming of
vegetable Oil by a New Microbial. Lipase. Food Technol.
Biotechnol. 44 (1): 101-104.
Sites électroniques
Cevital. 2007. Les huiles et la
nutrition. www. Cevital.
com
Novozymes. 2008.
www. Novozymes. com

Annexes
a
Annexe 01
Partie théorique
Tableau I: Composition d'huiles de soja
génétiquement modifiées (Warner,
2007).

Le tableau ci-dessus tiré du bulletin IBP, numéro
1, 2002 du Canada, montre les modifications possibles par génie
génétique.
Optimisation des paramètres de dégommage
enzymatique
Equivalents de NaOH
Phosphore (ppm)

Ajout de l'enzyme
Ajout d'acide citrique
Ajout du caustique
Temps (heures)
Figure 01: Effet de NaOH sur le
dégommage enzymatique (Münch, 2004).
1,5 mole équivalents relative à l'acide citrique
est l'optimum pour dégommer une huile enzymatiquement
(Münch, 2004).

Phosphore (ppm)
Ajout de l'enzyme
Ajout d'acide citrique
Ajout du caustique
Temps (heures)
Figure 02 : L'effet de température
sur Lecitase Ultra (Münch, 2004).
La température 50 - 55 °C est l'optimum
(Münch, 2004).
Phosphore (ppm)

Ajout de l'enzyme
Ajout du caustique
Ajout d'acide citrique
Ajout d'eau
Temps (heures)
Figure 03 : Effet de l'eau sur le
dégommage enzymatique (Münch, 2004).
b
L'optimum d'eau à ajouter est de 2 % (Münch,
2004).

Phosphore (ppm)
Ajout d'acide citrique
Ajout du caustique
Ajout de l'enzyme
c
Temps (heures)
Figure 04 : Effet de la dose de Lecitase
Ultra (Münch, 2004).
Commencer par 50 ppm puis optimiser la dose de l'enzyme à
ajouter (Münch, 2004).
Annexe 02
Matériel et méthodes
Tableau II : Matériel, solutions
et réactifs utilisés au cours des analyses (M.E.,
2001).
|
Matériel
|
Solutions et réactifs
|
|
Balance analytique
|
|
Acétone
|
|
Colorimètre LOVIBOND
|
visuel:
|
Alcool neutralisé
|
|
|
|
Chauffe ballon
|
|
Acide acétique
|
|
Centrifugeuse
|
|
Acide chlorhydrique à 0,01 N
|
|
Dessiccateur
|
|
Acide sulfurique à 20 %
|
|
Etuve
|
|
Bleu de Bromophénol
|
|
Four à moufle
|
|
Chloroforme pùr
|
d
|
Plaque chauffante-
agitatrice
|
Eau distillée
|
|
Spectrophotomètre UV-
visible
|
Empois d'amidon
|
|
Ampoule à décanter
|
Hydroxyde de potassium à 50 %
|
|
Béchers (25ml, 250ml)
|
Hexane
|
|
Ballons à fond plat
|
HCl acétonique
|
|
Burettes graduées (10ml, 25ml)
|
Iodure de potassium
|
|
Barreau magnétique
|
Molybdate de sodium
|
|
Creusets
|
Méthyle orange
|
|
Erlenmayers
|
Oxyde de zinc
|
|
Eprouvettes graduées
|
Phénolphtaléine
|
|
Entonnoir
|
Soude à 0,1 N et 1 N
|
|
Fioles jaugées (50ml, 100ml)
|
Sulfate d'hydrazine
|
|
Papier pH (STUPHAN 4)
|
Thiosulfate de sodium à 0,01N
|
|
Papier filtre
|
|
|
Spatule
|
|
Courbe d'étalonnage de
phosphore
Construire la courbe d'étalonnage de la teneur en
phosphore à l'aide d'une solution mère (1,0967g de
dihydrogénophosphate de potassium (KH2PO4) dans 250 ml d'eau
distillée, cette solution comprend 1mg de phosphore par ml) à
partir de cette solution on prélève 5ml dans une fiole de 500 ml
qu'on ajuste avec de l'eau distillée c'est la solution fille. Cette
solution est à 0,01mg de phosphore par ml.
? Préparation des solutions standards
Pipeter 1ml, 2ml, 4ml, 6ml, 8ml, et 10ml de la solution fille
dans une fiole de 50 ml. Ajouter 8ml de Sulfate d'hydrazine et 2 ml de
Molybdate de sodium, amener à 50 ml avec de l'eau distillée.
Mettre au bain marie bouillant pendant 15 mn, laisser refroidir, lire
l'absorbance à 650 nm et tracer la courbe (M.E.,
2001).

e
Figure 05 : Courbe d'étalonnage de
phosphore (M.E., 2001).
Préparation des solutions (M.E.,
2001)
? Thiosulfate de sodium anhydre à 1 N
Poids moléculaire du thiosulfate de sodium 158,11.
1 N 158,11g
0,1 N X
X=15,811g de Na2S2O3 qsp* 1 litre d'eau
distillée.
0 ,01N, X= 1,581 de Na2S2O3 qsp* 1 litre d'eau
distillée. *qsp : quantité suffisante pour.
? Solution d'amidon à 1%
Prendre 1g de poudre d'amidon compléter à 100 ml
avec de l'eau distillée.
? Solution de phénophtaléine 1%
Prendre 1g et compléter à 100 ml avec de
l'éthanol 95 % (v/v).
? Solution de bleu de Bromophenol à 0,2
%
Prendre 0,2g et compléter à 100 ml avec de
l'acétone.
? Méthyle orange à 1%
Prendre 1g et compléter à 100 ml avec de l'eau
distillée.
Annexe 03
Résultats obtenus des différentes
analyses réalisées
f
Tableau III : Huile de soja
traitée chimiquement du 07/07/2007 au 25/07/2007.
|
Dates
|
Echantillons
|
Acidité
(%)
|
Couleur
(J/R)
|
Traces de
savons
(ppm)
|
Indice de
peroxyde
(meq/kg)
|
Phosphore
(ppm)
|
Humidité
(%)
|
Impuretés
(%)
|
|
07-07-2007
|
Huile brute
|
0,510
|
J=44
R=4,2
|
|
4
|
143,66
|
0,063
|
0,05
|
|
Mélangeur
|
0,333
|
|
|
|
|
|
|
|
Séparateurs
|
0,100
|
|
71
|
|
|
|
|
|
Décoloration
|
0,110
|
J=40
R=6
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,05
|
J=10
R=1,1
|
00
|
00
|
00
|
Néant
|
Néant
|
|
08-07-2007
|
Huile brute
|
0,460
|
J=43,3
R=4,2
|
|
3,99
|
143,66
|
0,06
|
0,049
|
|
Mélangeur
|
0,285
|
|
|
|
|
|
|
|
Séparateurs
|
0,096
|
|
48,333
|
|
|
|
|
|
Décoloration
|
0,100
|
J=40
R=6,233
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,05
|
J=10
R=1,133
|
00
|
00
|
00
|
Néant
|
Néant
|
|
09-07-2007
|
Huile brute
|
0,516
|
J=44
R=4,1
|
|
3 ,8
|
145
|
0,066
|
0,04
|
|
Mélangeur
|
0,255
|
|
|
|
|
|
|
|
Séparateurs
|
0,136
|
|
122,666
|
|
|
|
|
|
Décoloration
|
0,090
|
J=40,666
R=6,3
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,056
|
J=10,333
R=1,266
|
00
|
00
|
00
|
Néant
|
Néant
|
g
h
i
j
k
|
10-07-2007
|
Huile brute
|
0,470
|
J=43
R=4,2
|
|
3,85
|
143,66
|
0,066
|
0,035
|
|
Mélangeur
|
0,166
|
|
|
|
|
|
|
|
Séparateurs
|
0,063
|
|
234,666
|
|
|
|
|
|
Décoloration
|
0,090
|
J=42
R=6,7
|
15
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,053
|
J=11
R=1,333
|
00
|
0,1
|
00
|
Néant
|
Néant
|
|
11-07-2007
|
Huile brute
|
0,496
|
J=42,66
R=4,2
|
|
4,05
|
145
|
0,07
|
0,04
|
|
Mélangeur
|
0,273
|
|
|
|
|
|
|
|
Séparateurs
|
0,176
|
|
131,666
|
|
|
|
|
|
Décoloration
|
0,100
|
J=37,666
R=5,566
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,043
|
J=9,666
R=1,0
|
00
|
0,033
|
00
|
Néant
|
Néant
|
|
12-07-2007
|
Huile brute
|
0,490
|
J=42,66
R=4,13
|
|
4,1
|
145 ,33
|
0,07
|
0,05
|
|
Mélangeur
|
0,125
|
|
|
|
|
|
|
|
Séparateurs
|
0,056
|
|
177
|
|
|
|
|
|
Décoloration
|
0,103
|
J=39
R=5,6
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,053
|
J=10,666
R=1,266
|
00
|
00
|
00
|
Néant
|
Néant
|
|
13-07-2007
|
Huile brute
|
0,506
|
J=44,33
R=4,3
|
|
4,2
|
144,66
|
0,063
|
0,06
|
|
Mélangeur
|
1,144
|
|
|
|
|
|
|
|
Séparateurs
|
0,250
|
|
66
|
|
|
|
|
|
Décoloration
|
0,116
|
J=42
R=6,3
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,05
|
J=10
R=1,2
|
00
|
00
|
00
|
Néant
|
Néant
|
|
14-07-2007
|
Huile brute
|
0,486
|
J=57
R=4,5
|
|
4
|
145,66
|
0,066
|
0,041
|
|
Mélangeur
|
0,166
|
|
|
|
|
|
|
|
Séparateurs
|
0,063
|
|
675,333
|
|
|
|
|
|
Décoloration
|
0,100
|
J=55,666
R=6,733
|
25
|
|
06
|
Néant
|
Néant
|
|
Désodorisation
|
0,076
|
J=11,333
R=1,333
|
00
|
0,066
|
00
|
Néant
|
Néant
|
|
15-07-2007
|
Huile brute
|
0,460
|
J=46
R=6,7
|
|
4,3
|
143
|
0,063
|
0,055
|
|
Mélangeur
|
0,200
|
|
|
|
|
|
|
|
Séparateurs
|
0,140
|
|
250
|
|
|
|
|
|
Décoloration
|
0,097
|
J=44,666
R=6,5
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,063
|
J=10
R=1,2
|
00
|
0,1
|
00
|
Néant
|
Néant
|
|
16-07-2007
|
Huile brute
|
0,486
|
J=46
R=6,7
|
|
3,8
|
144,33
|
0,063
|
0,07
|
|
Mélangeur
|
0,166
|
|
|
|
|
|
|
|
Séparateurs
|
0,090
|
|
278,666
|
|
|
|
|
|
Décoloration
|
0,090
|
J=44
R=5,533
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,046
|
J=10
R=1,166
|
00
|
00
|
00
|
Néant
|
Néant
|
|
17-07-2007
|
Huile brute
|
0,516
|
J=43
R=4,3
|
|
4,2
|
143,66
|
0,066
|
0,069
|
|
Mélangeur
|
0,123
|
|
|
|
|
|
|
|
Séparateurs
|
0,076
|
|
55
|
|
|
|
|
|
Décoloration
|
0,090
|
J=41,333
R=5,766
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,056
|
J=10,333
R=1,166
|
00
|
00
|
00
|
Néant
|
Néant
|
|
18-07-2007
|
Huile brute
|
0,52
|
J=44
R=4,5
|
|
4,1
|
144
|
0,07
|
0,072
|
|
Mélangeur
|
0,123
|
|
|
|
|
|
|
|
Séparateurs
|
0,080
|
|
181,666
|
|
|
|
|
|
Décoloration
|
0,097
|
J=42
R=6,166
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,06
|
J=10,333
R=1,.2
|
00
|
00
|
00
|
Néant
|
Néant
|
|
19-07-2007
|
Huile brute
|
0,506
|
J=43
R=4,2
|
|
4,1
|
145
|
0,073
|
0,070
|
|
Mélangeur
|
0,257
|
|
|
|
|
|
|
|
Séparateurs
|
0,110
|
|
185,333
|
|
|
|
|
|
Décoloration
|
0,100
|
J=42,333
R=6,466
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,06
|
J=10,666
R=1,233
|
00
|
0,033
|
00
|
Néant
|
Néant
|
|
20-07-2007
|
Huile brute
|
0,543
|
J=44,33
R=4,13
|
|
4,2
|
143,33
|
0,066
|
0,060
|
|
Mélangeur
|
0,177
|
|
|
|
|
|
|
|
Séparateurs
|
0,086
|
|
58,333
|
|
|
|
|
|
Décoloration
|
0,103
|
J=38,333
R=5,7
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,053
|
J=9,666
R=1,060
|
00
|
00
|
00
|
Néant
|
Néant
|
|
21-07-2007
|
Huile brute
|
0,533
|
J=42,66
R=4,3
|
|
4,2
|
144
|
0,06
|
0,050
|
|
Mélangeur
|
0,166
|
|
|
|
|
|
|
|
Séparateurs
|
0,070
|
|
36,666
|
|
|
|
|
|
Décoloration
|
0,100
|
J=40
R=6,033
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,053
|
J=9
R=1,0
|
00
|
0,1
|
00
|
Néant
|
Néant
|
|
22-07-2007
|
Huile brute
|
0,500
|
J=43
R=4,3
|
|
4,1
|
144,66
|
0,07
|
0,068
|
|
Mélangeur
|
0,223
|
|
|
|
|
|
|
|
Séparateurs
|
0,096
|
|
32,666
|
|
|
|
|
|
Décoloration
|
0,090
|
J=40
R=6,03
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,056
|
J=9
R=1,0
|
00
|
00
|
00
|
Néant
|
Néant
|
|
23-07-2007
|
Huile brute
|
0,506
|
J=42
R=4,4
|
|
4
|
144,33
|
0,063
|
0,057
|
|
Mélangeur
|
0,300
|
|
|
|
|
|
|
|
Séparateurs
|
0,116
|
|
58,333
|
|
|
|
|
|
Décoloration
|
0,113
|
J=41,333
R=6,2
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,056
|
J=9
R=1,0
|
00
|
00
|
00
|
Néant
|
Néant
|
|
24-07-2007
|
Huile brute
|
0,536
|
J=46
R=4,4
|
|
4,2
|
145
|
0,066
|
0,051
|
|
Mélangeur
|
0,160
|
|
|
|
|
|
|
|
Séparateurs
|
0,106
|
|
48,333
|
|
|
|
|
|
Décoloration
|
0,100
|
J=40
R=6,033
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,06
|
J=9
R=1,033
|
00
|
00
|
00
|
Néant
|
Néant
|
|
25-07-2007
|
Huile brute
|
0,700
|
J=44
R=4,2
|
|
4,2
|
145
|
0,06
|
0,060
|
|
Mélangeur
|
0,287
|
|
|
|
|
|
|
|
Séparateurs
|
0,160
|
|
62,666
|
|
|
|
|
|
Décoloration
|
|
0,110
J=39,333
R=5,933
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0,06
|
J=44
R=4,3
|
00
|
00
|
00
|
Néant
|
Néant
|
l
Tableau IV : Huile de soja traitée
enzymatiquement du 05/04/2008 au 21/04/2008.
|
Dates
|
Echantillons
|
Acidité
(%)
|
Couleur
(J/R)
|
Traces de
savons
(ppm)
|
Indice de
peroxyde
(meq/kg)
|
Phosphore
(ppm)
|
Humidité
(%)
|
Impuretés
(%)
|
|
05-04-2008
|
Huile brute
|
0.440
|
J=42
R=4.5
|
|
5.1
|
120
|
0.03
|
0.04
|
|
Mélangeur
|
pH=5
(1.490)
|
|
45
|
|
|
|
|
|
Séparateurs
|
0.500
|
|
15
|
|
5
|
|
|
|
Décoloration
|
0.500
|
J=37
R=6.0
|
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0.050
|
J=10
R=1.1
|
00
|
00
|
00
|
Néant
|
Néant
|
|
06-04-2008
|
Huile brute
|
0.460
|
J=44
R=4.4
|
00
|
5.2
|
120
|
0.03
|
0.04
|
|
Mélangeur
|
pH=5
(1.490)
|
|
53
|
|
|
|
|
|
Séparateurs
|
0.500
|
|
15
|
|
5
|
|
|
|
Décoloration
|
0.500
|
J=34.66
R=4.26
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0.050
|
J=10
R=1.1
|
00
|
0.1
|
00
|
Néant
|
Néant
|
|
07-04-2008
|
Huile brute
|
0.440
|
J=42
R=4.5
|
|
5.1
|
120
|
0.03
|
0.04
|
|
Mélangeur
|
pH=
5.13
(1.500)
|
|
63
|
|
|
|
|
|
Séparateurs
|
0.500
|
|
15
|
|
5
|
|
|
|
Décoloration
|
0.560
|
J=32
R=4.4
|
00
|
|
00
|
Néant
|
Néant
|
m
n
|
Désodorisation
|
0.050
|
J=10
R=1.1
|
00
|
00
|
00
|
Néant
|
Néant
|
|
08-04-2008
|
Huile brute
|
0.460
|
J=44
R=4.4
|
|
5.1
|
120
|
0.03
|
0.04
|
|
Mélangeur
|
pH=
5.1
(1.510)
|
|
60.33
|
|
|
|
|
|
Séparateurs
|
0.500
|
|
15
|
|
5
|
|
|
|
Décoloration
|
0.500
|
J=32.66
R=4.4
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0.050
|
J=10
R=1.06
|
00
|
00
|
00
|
Néant
|
Néant
|
|
09-04-2008
|
Huile brute
|
0.480
|
J=44
R=4.4
|
|
5.1
|
120
|
0.03
|
0.04
|
|
Mélangeur
|
pH=5
(1.490)
|
|
53
|
|
|
|
|
|
Séparateurs
|
0.500
|
|
15
|
|
5
|
|
|
|
Décoloration
|
0.500
|
J=36.33
R=4.6
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0.050
|
J=10
R=1.06
|
00
|
00
|
00
|
Néant
|
Néant
|
|
10-04-2008
|
Huile brute
|
0.480
|
J=44
R=4.4
|
|
5.1
|
120
|
0.03
|
0.04
|
|
Mélangeur
|
pH=5
(1.490)
|
|
54.66
|
|
|
|
|
|
Séparateurs
|
0.500
|
|
15
|
|
5
|
|
|
|
Décoloration
|
0.500
|
J=35
R=4.36
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0.050
|
J=10
R=1.1
|
00
|
00
|
00
|
Néant
|
Néant
|
|
11-04-2008
|
Huile brute
|
0.48
|
J=44
R=4.4
|
|
5.1
|
120
|
0.03
|
0.04
|
|
Mélangeur
|
pH=
5.03
(1.496)
|
|
61
|
|
|
|
|
|
Séparateurs
|
0.500
|
|
15
|
|
5
|
|
|
|
Décoloration
|
0.500
|
J=33
R=4.23
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0.050
|
J=10
R=1.1
|
00
|
00
|
00
|
Néant
|
Néant
|
|
12-04-2008
|
Huile brute
|
0.456
|
J=44
R=4.2
|
|
5.1
|
120
|
0.03
|
0.04
|
|
Mélangeur
|
pH=5
(1.490)
|
|
58
|
|
|
|
|
|
Séparateurs
|
0.500
|
|
15
|
|
5
|
|
|
|
Décoloration
|
0.500
|
J=34.66
R=4.3
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0.050
|
J=10
R=1.13
|
00
|
00
|
00
|
Néant
|
Néant
|
|
13-04-2008
|
Huile brute
|
0.426
|
J=42
R=4.2
|
|
5.1
|
120
|
0.03
|
0.04
|
|
Mélangeur
|
pH=5
(1.490)
|
|
68
|
|
|
|
|
|
Séparateurs
|
0.500
|
|
15
|
|
5
|
|
|
|
Décoloration
|
0.500
|
J=36
R=4.23
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0.050
|
J=10
R=1.1
|
00
|
00
|
00
|
Néant
|
Néant
|
|
14-04-2008
|
Huile brute
|
0.440
|
J=42
R=4.5
|
|
5.1
|
120
|
0.03
|
0.04
|
|
Mélangeur
|
pH=5
(1.490)
|
|
48.33
|
|
|
|
|
|
Séparateurs
|
0.500
|
|
15
|
|
5
|
|
|
|
Décoloration
|
0.500
|
J=39.33
R=5.03
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0.046
|
J=10
R=1.16
|
00
|
0.1
|
00
|
Néant
|
Néant
|
o
|
15-04-2008
|
Huile brute
|
0.440
|
J=42
R=4.5
|
|
5.1
|
120
|
0.03
|
0.04
|
|
Mélangeur
|
pH=5
(1.490)
|
|
54.66
|
|
|
|
|
|
Séparateurs
|
0.500
|
|
15
|
|
5
|
|
|
|
Décoloration
|
0.520
|
J=32.66
R=4
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0.046
|
J=10
R=1.03
|
00
|
00
|
00
|
Néant
|
Néant
|
|
16-04-2008
|
Huile brute
|
0.440
|
J=42
R=4.40
|
|
5.1
|
120
|
0.03
|
0.04
|
|
Mélangeur
|
pH=
4.6
(1.090)
|
|
49.66
|
|
|
|
|
|
Séparateurs
|
0.500
|
|
15
|
|
5
|
|
|
|
Décoloration
|
0.500
|
J=36.66
R=4.46
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0.050
|
J=10
R=1.00
|
00
|
00
|
00
|
Néant
|
Néant
|
|
17-04-2008
|
Huile brute
|
0.953
|
J=45
R=4.40
|
|
5.1
|
120
|
0.03
|
0.04
|
|
Mélangeur
|
pH=5
(1.490)
|
|
60
|
|
|
|
|
|
Séparateurs
|
0.500
|
|
15
|
|
5
|
|
|
|
Décoloration
|
0.723
|
J=38
R=5.00
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0.050
|
J=10
R=1.00
|
00
|
00
|
00
|
Néant
|
Néant
|
|
18-04-2008
|
Huile brute
|
0.953
|
J=45
R=4.40
|
|
5.1
|
120
|
0.03
|
0.04
|
|
Mélangeur
|
pH=5
(1.490)
|
|
60.66
|
|
|
|
|
|
Séparateurs
|
0.500
|
|
15
|
|
5
|
|
|
p
|
Décoloration
|
0.700
|
J=40
R=7.06
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0.050
|
J=10
R=1.13
|
00
|
00
|
00
|
Néant
|
Néant
|
|
19-04-2008
|
Huile brute
|
0.946
|
J=44
R=4.4
|
|
5.1
|
120
|
0.03
|
0.04
|
|
Mélangeur
|
pH=5
(1.490)
|
|
60.66
|
|
|
|
|
|
Séparateurs
|
0.500
|
|
15
|
|
10
|
|
|
|
Décoloration
|
1.400
|
J=42.3
R=6.93
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0.073
|
J=10
R=1.23
|
00
|
00
|
00
|
Néant
|
Néant
|
|
20-04-2008
|
Huile brute
|
0.920
|
J=43
R=4.4
|
|
5.1
|
120
|
0.03
|
0.04
|
|
Mélangeur
|
pH=5
(1.490)
|
|
61
|
|
|
|
|
|
Séparateurs
|
0.500
|
|
15
|
|
5
|
|
|
|
Décoloration
|
1.123
|
J=37.66
R=5.43
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0.070
|
J=10
R=1.2
|
00
|
00
|
00
|
Néant
|
Néant
|
|
21-04-2008
|
Huile brute
|
0.960
|
J=45
R=4.5
|
|
5.1
|
120
|
0.03
|
0.04
|
|
Mélangeur
|
pH=5
(1.490)
|
|
53
|
|
|
|
|
|
Séparateurs
|
0.500
|
|
15
|
|
5
|
|
|
|
Décoloration
|
1.200
|
J=38
R=5.7
|
00
|
|
00
|
Néant
|
Néant
|
|
Désodorisation
|
0.060
|
J=10
R=1.1
|
00
|
00
|
00
|
Néant
|
Néant
|
Résumé
L'étude a consisté en une comparaison
entre deux huiles de soja, l'une raffinée chimiquement et l'autre
enzymatiquement, produites au niveau du complexe Cevital.
Diverses analyses physico-chimiques ont
été réalisées sur les huiles produites selon les
deux procédés afin de contrôler leur
qualité.
Les principales différences constatées
entre les deux procédés se situent au niveau des étapes de
dégommage et de neutralisation.
Il y a élimination des mucilages
(phospholipides) par Lecitase Ultra (enzyme) dans le cas du
procédé enzymatique, et par l'acide phosphorique dans le cas du
procédé caustique classique. L'acidité de l'huile
décolorée par le procédé enzymatique (0,50 %) est
supérieure à celle de l'huile décolorée
chimiquement (0,09 %), cela s'explique par l'élimination des acides gras
libres par l'hydroxyde de sodium durant le procédé chimique,
cependant lors du procédé enzymatique il ya distillation
neutralisante pendant le traitement de désodorisation.
Egalement, les résultats concernant la couleur
et les taux de phosphore démontrent que l'huile enzymatique est plus
stable que l'huile chimique.
Mots clés
Huile de soja, Dégommage chimique, Acide
phosphorique, Dégommage enzymatique, Lecitase Ultra.
Abstract
The aim of the study was to set a comparison between
two soybean oils, a chemically refined one and an enzymatically produced at
Cevital industrial complex.
To assess the quality of such oils, several
physico-chemical analysis were realized during the training.
It's noteworthy that the main differences between the
two ways of proceedings are located in steps of degumming and
neutralization.
There is elimination of phospholipids by Lecitase
Ultra in the enzymatic process and by the phosphoric acid in the caustic
one.
The acidity of the decolorized oil by the enzymatic
process (0,50 %) is higher than the acidity of the decolorized oil (0,09 %)
with the chemical process. This can be explained by the elimination of free
fatty acids with sodium hydroxide during the chemical process, however, in the
enzymatic treatment there is a neutralizing distillation during the
deodorization treatment.
Furthermore, results concerning color and rates of
phosphorus, confirm that the enzymatic oil is more stable than the chemical
one.
Key words
Soybean oil, Chemical degumming, Phosphoric acid,
enzymatic degumming, Lecitase Ultra.


