|

Faculte des Sciences, Kenitra
Departement de
Chimie
U.F.R a Chimie Analytique et Contrale de la Qualite
»
Mémoire de troisième cycle
Présenté par
HOUMA SALOU~~
Pour l'obtention du Diplôme des Études
Supérieures Spécialisées
Spécialité : « Assurance
Qualité et Contrôle Analytique »
Sous le thème
Contribution a la Mise en place d'un Systeme
de Management de la Securite Alimentaire
selon le referentiel ISO 22000
au ni veau d'une conser verie agroalimentaire
|
|
Soutenu le 08 Juin 2000
Devant la commission de jury
composée de :
Mr. Abdelaziz CHAOUCH Professeur, Faculté des
Sciences, Kenitra Président
Mr. Mohamed OUHSSINE Professeur, Faculté des
Sciences, Kenitra Examinateur
Mr. Mohamed ELYACHIOUI Professeur, Faculté des
Sciences, Kenitra Examinateur
Mr. Mohamed BENZAKOUR Professeur, Faculté des
Sciences, Kenitra Examinateur
Faculté des Sciences, B.P.133 ; 14000-Kenitra,
Maroc.
Tel. (212) 037 37 22 01-Tel/Fax. (212) 037 37 27 70
bEbICACE

Aux,dmes de mes parents...
...A mes frères et ma Sour,
Avec toute mon affection, veuillez trouver ici
l'ex,pression de mes profonds sentiments de respect et de reconnaissance pour
le soutien que vous n'avez cessé de me prodiguer.
A vous tous, mes sou liaits de bon lieur et de
réussite.
A toute la famille et A tout ceux ,qui me sont c
liers...
ye dédie ce modeste travail, qu'il soit la preuve de
la
sincérité de mes liens et de mes sentiments
envers vous.
A tous ceux, que j'aime, merci pour l'amour et le
respect
que vous éprouvez pour moi.
A tous mes collègues du MESS « Assurance
Qualité et Contr*le Analytique », promotion 2000, A vous
tous, mes sou liaits de bon lieur et de réussite...

Résumé
Dans un monde marqué par une évolution
foudroyante des exigences des consommateurs, le besoin de maîtriser et/ou
d'optimiser la qualité des aliments, la sécurité
alimentaire et la traçabilité constituent un atout
stratégique pour la filière agroalimentaires.
Avec l'entrée en vigueur du règlement
européen (droit alimentaire CE 178/2002), et la mondialisation des
échanges, la mise en oeuvre d'un système de management de la
sécurité des aliments (SMSA) ne relève plus d'une
démarche volontaire mais résulte plutôt une obligation
réglementaire.
Le présent travail a été
effectué au sein d'une entreprise agroalimentaire
spécialisé dans le traitement et le conditionnement des olives de
table, afin de mettre en place le SMSA.
Pour ce faire, nous avons effectué dans un
premier temps une évaluation des programmes préalables par
rapport aux exigences du Codex Alimentarius, et d'autre part les
possibilités de contrôle réalisées au niveau de
l'entreprise par rapport aux exigences de l'ISO 22.000.
Suite à ce diagnostic, nous avons établi
un plan d'action, par lequel, des fiches d'enregistrements pour chaque
opération de transformation des olives de table, depuis la parcelle de
production jusqu'au le produit fini ont été
établi.
Les résultats de ce diagnostic nous ont conclue
que, le SMSA peut être installé sous condition d'instaurer
obligatoirement :
· un service qualité avec de personnel
qualifié,
· un contrôle périodique de la
qualité des aliments, par des analyses physico-chimiques et
microbiologiques,
· un système de
traçabilité,
· et le suivi durable du SMSA.
Mots d~és: SMSA, ISO 22.000,
Traçabilité, Olives de table.
Abstract
In a world characterized by the increasing
requirement of the consumers, the need to optimize the food quality, the food
safety, and the traceability becomes a strategic asset for the food
industries.
With the European regulations as food law EC
178/2002, and the exchange globalization, the implantation of food safety
management systems (FSMS) is not anymore a voluntary step but results rather
from lawful obligation.
In this context, our work proposed to satisfy this
requirement for the olive table production, and this by the conception of food
safety management systems.
For this reason, in one hand, we carried out a
preliminary programs evaluation compared with the codex alimentarius
requirements, and the practice level inside the company compared with the
requirements of ISO 22.000 in the other hand.
Further to this investigation, we have determined the
society state, enabled us to set a plan, which we drew up recording cards for
each operation of olive table transformation, since the farm to the end
product.
As results, we have concluded that, to put the food
safety management systems, it's necessary to establish a:
· Quality service,
· Food periodic control by microbiological,
physical and chemical analysis,
· Traceablility system,
· Follow the food safety management
systems.
Key words: Food Safety Management Systems, ISO
22.000,
Traceability, Olive table.
Lj4111.4
ÉÏæ~ äU"æ
ä11.. 63Å " .~/~æ
ä:41'4."11 ÉÏÇÒ"
Ê/-1Ø:" Ñ~1 ã~~! Cgi
. :41ÇÐ73Ç ÊIL1-.ll
..~~)ÇÑ~6Å á.1-æ ..-LIA1Ç æ
:4Ð6VÇ taw ä~ ás
áita5 ~~Ð6VÇ :4.11-1Ç
ÞÇæ.`Ç AAlæcæ Ð/111Ç
Ò4z UE 178/2002 c Ñæ(Ç
äæ:11Ç áæ.Ï.æ
)
SMSA
cwsi (
æ L4114 Ñ%S :~~æ11
ÉÑæÑ- 11Ï)-
:1.ÇÐilÇ 4A 1Ç
ã1Ù6 Þ.4Ø: c4.
. 41ÏÇÑÅ ÉÑÏ1-A
")1iæ1Ç ã1ÙL1Ç ÇÐ
Ê4Ø14 LlÅ A4,:lVÇ LlÅ
ÇÐ 1:11.4c, ÍÑ~~ Ñ~ØyÇ
ÇÐ coa
as Ñ ci :41ÇÐi-Ç
1-N-~Ç ã~Ù- Þ.~Ø6 Ñ4.
ß~Ðæ ÈÑ*-11-
äæ1..Ò~Ç Ú~Ø:1
4-2- ÏÏ~1Ç
|
.1-6-44-05
|
) Ê1_~.1Ç Ëz_ LlÅ
:4ÇÏ.~Ç c# 1.1. á..3Ç ÇÐ
á~Ç ä.
|
. :41ÇÐ.
|
ÊÇ
|
Ñ4..
|
|
Codex
|
)
|
cLÇÐidÇ
ÑæuÏ~Ç Ê1~~Ø~1æ Ê1..:~.
LA. Ï~4:!V1- ß~Ðæ
|
(
|
t#ÇÑ~æ
|
|
äæ4~"1
|
ASÑ.1Ç
|
åÐ
|
A-.141A*
|
1æ
|
40,
ÞNO
|
ìÏ.
|
ìÑ- Ame÷ äYæ ~d+ äY
|
(
|
alimentarius
|
|
. 22.000 æÒ4Å ã~Ù'
|
4-.1 Á41-
|
Þ:ÑØ~Ç Ul Ï~A 4A
~SÑ.1Ç .."-æ ÏÏz:L 1:304i
Ëz_~Ç ÇÐ 13.1 Lola Ï~.:cV1 æ
á:æ~: ázÇÑA Ê 41.c
á51 á.4~~ ÊÇÏÇÏ~ t.æ4 1..9
4.1)4.&. ä. .14c Ñ~ØÅ
Ì~Ill.Ç LlÅ
|
: 411:111S
|
**z141Ç zP:11Ç
|
LiÅ
|
111.æ:æ
|
":1-~1Ç ÌæiclÇ L~Å
40.4.Ç ä- äæ5~Ò~Ç
|
|
:
|
Ïæ~æ- äæÑ0
|
:41ÇÐk1Ç ZZL~Ç ã1Ù6
ÞhØ:
|
..~æ1æ:-æÑ~'æ
"41.~4æ:Ò~i á:11~i Ñ%!
Ìæ1°1Ç
|
.
|
(
|
SMSA
|
):41ÇÐk1Ç LA)L~Ç ã1Ù6
ti.u"
·
|
|
ÉÏ)l.~Ç äæ~Ò
'.~1..1Ç
|
22.000 æÒÅ (SMSA
|
) ~~)ÇÐ0Ç :~)11æ.Ç
:~,UÇ ãlÙ.
|
:
|
ili.411 4:11.415
|
|
41ÄA ÉÏæ. ::.1.zL..aA
|
·
|
|
ÉÏæ4 AlÑæÏ
419ÇÑA
|
·
|
|
".~1.11Ç ã.Ù.
|
·
|

Table des Matières
Résumé
................................................................................
iii
Abstract
...............................................................................
iv
0.a_Lt4
.....................................................................................v
Tabledes Matières
.................................................................
vi
Listedes Tableaux
.................................................................
ix
Listedes Figures
.................................................................... x
Liste
des Sigles et Abréviations
................................................ x
Définitions Selon
la Norme ISO 22.000 .................................... xi
Introduction Générale
............................................................. 1
PREMIERE. PARTIE 3
ET1JDE. BIBLIO6RAPHIQ1JE
............................................................
3
Chapitre I : Le système de Management de la
sécurité alimentaire selon la norme ISO 22.000
........................ 5
I. Généralités 5
1. Définition 5
2. Objectif de la norme 5
3. Présentation de la norme 6
4. Genèse de La Norme ISO 22.000 7
5. La famille: ISO 22.000 9
6. Présentation des Exigences de La Norme ISO
22.000 10
II. Principes majeurs de La Norme ISO 22.000
14
1. Communication interactive 14
2. Traçabilité 16
3. Approche systémique 18
4. Programmes préalables (PRP) et HACCP
18
III. Comparaison de la norme ISO 22.000 avec les autres
référentiels 23
1. Différence entre BRC, IFS et ISO 22.000
23
2. Différence entre HACCP et ISO 22.000
24
3. Différence entre ISO 22.000 et le codex
25
4. Différence entre ISO 22.000 et ISO 9001
27
IV. Avantages de la norme ISO 22.000 27
Conclusion 28
Chapitre II : L'Oléiculture au Maroc
........................................ 29
Introduction 29
I- L'olivier 30
II- Le cycle végétatif et productif de
l'olivier 33
III- Types d'olives 33
IV- Les Maladies et ravageurs de l'olivier
35
V- Les traitements phytosanitaires 36
VI- Récolte des olives 36
VII- La commercialisation des olives de table
37
Conclusion 37
DEUXIiIME PARTIE 38
METHODE DE TRAVAIL 38
Introduction 39
Chapitre I : Presentation de l'Entreprise « CONAGRO
» 40
I. Historique 40
II. Carte d'identite 40
III. Activites 41
IV. Moyens Techniques ...........................
41
V. Moyens Humains 42
VI. Organigramme de L'Entreprise 43
VII. La chaine de production 43
Chapitre II : Methodologie 44
I. Objectifs de l'etude 44
II. Diagnostic 44
1. Diagnostic de la documentation exigée
44
2. Évaluation des Programmes Préalables
49
3. Évaluation de la satisfaction des exigences
ISO 22.000 79
4. Évaluation des résultats
81
Chapitre III: Amelioration du systeme HACCP
appliqué selon la
norme ISO 22.000
................................................................
86
Introduction
........................................................................
86
I. Equipe chargee de la securite des aliments
........................ 87
II. Caracteristiques du produit
............................................. 87
1. Description de la Matière Première
87
2. Description des étapes de fabrication
87
Les étapes de fabrication des olives tournantes
sont decrites dans (Tab.16 Annexe B). 88
3. Description des intrants et matériaux
d'emballage 88
4. Description du produit fini 88
III. Usage prevu
................................................................... 90
IV. Diagramme de fabrication
................................................ 90
V. Analyses des dangers .........................
............................. 91
1. Recensement des Dangers 91
2. Évaluation des dangers 91
VI. Etablissement des programmes prerequis operationnels
(PRPo) 92
VII. Etablissement du plan HACCP
.......................................... 92
Conclusion
...........................................................................
92
Conclusion Generale
........................................................... 129
REFERENCES
BIBLIO6RAPHIQUES 131
ANNEXEB
...........................................................................
142
ANNEXEC
...........................................................................
162
Liste des Tableaux
Tableau 2: Les 13 descriptions documentées par la norme
ISO 22.000 12
Tableau 3: Composition chimiques des composants de l'olive
mûre 34
Tableau 4: Les 6 procédures documentées de la norme
ISO 22.000 46
Tableau 5: Grille de diffusion des documents internes 47
Tableau 6: Liste des enregistrements 48
Tableau 7: Liste des documents d'origine externe 48
Tableau 8 : Plan PRP 50
Tableau 9: Résultats d'évaluation des exigences de
la norme 80
Tableau 10: Résultats du diagnostic et recommandations
82
Tableau 11: Identification des dangers 95
Tableau 12: Les PRP opérationnels 122
Tableau 13: Le plan HACCP 126
Tableau 14: Check List ISO 22.000 135
Tableau 15: Comparaison entre les chapitres des
référentiels ISO 22.000, BRC, IFS ET ISO
9001 141
Tableau 16: Description des Etapes de Fabrication des Olives
Tournantes 143
Tableau 17: Les procédures existantes dans l'entreprise
146
Tableau 18: Engagement de la Direction 147
Tableau 19: L'Equipe chargée de la sécurité
des denrées alimentaires 148
Tableau 20: Fiche de description ingrédient pour Olives
Tournantes Rouges Dénoyautées 149
Tableau 21: Fiche de description ingrédient pour Olives
Tournantes Rouges Entières 150
Tableau 22: Fiche de description ingrédient pour Olives
Tournantes Rouges Tailladées 151
Tableau 23: Fiche de description produit Olives Tournantes Rouges
Dénoyautées 152
Tableau 24: Fiche de description produit Olives Tournantes Rouges
Entières 153
Tableau 25: Fiche de description produit Olives Tournantes Rouges
Tailladées 154
Tableau 26: Enumération des dangers biologiques
liés aux étapes du procédé de fabrication des
olives tournantes 156
Tableau 27: Enumération des dangers chimiques
liés aux étapes du procédé de fabrication
des olives tournantes 158
Tableau 28: Enumération des
dangers physiques liés aux étapes du procédé de
fabrication
des olives tournantes 159
Tableau 29: Enumération des
dangers allergénes liés aux étapes du
procédé de fabrication des
olives tournantes 160
Liste des Figures
Figure 1: Amélioration continue du SMSA 7
Figure 2: Les pays participants aux travaux de l'ISO 22.000 9
Figure 3: Architecture de la norme ISO 22.000 11
Figure 4: Les éléments clé de la norme ISO
22.000 15
Figure 5: Communication interactive au travers de la chaîne
alimentaire 15
Figure 6: La répartition des superficies en Hectare des
Arbres Fruitiers au Maroc 29
Figure 7: Répartition de l'olivier dans le bassin
méditerranéen 32
Figure 8: Section transversale et composition de l'olive 34
Figure 9: La mouche de l'olive Dacus oleae et sa larve 35
Figure 10: la Pyramide documentaire de l'entreprise 45
Figure 11: Pourcentage d'évaluation des exigences de la
norme ISO 22.000 81
Figure 12 : les parallèles entre le codex et ISO 22.000
(Didier B.2005) 86
Figure 13: « Arbre ISO 22.000 ProCert (Didier B.2005) 93
Figure 14: Le diagramme de fabrication des Olives tournantes avec
intrants 155
Figure 15: Présentation des CCP/PRPo sur le diagramme de
fabrication des Olives Tournantes
161
Liste des Sigles et Abréviations
ü ACIA : Agence canadienne d'inspection des
aliments,
ü AFNOR: Association Française de
Normalisation,
ü Be° : Degré Baumé,
ü BPF: Bonnes Pratiques de Fabrication,
ü BPH: Bonnes Pratiques
d'Hygiène,
ü BPP : Bonnes Pratiques de Production,
ü BRC: British Retailers Consortium,
ü CE : Communauté
européenne,
ü DLC : Date limite de
consommation,
ü DLUO : Date limite d'utilisation
optimale,
ü E.S.B : Encéphalopathie Spongiforme
Bovine,
ü Fig. : Figure
HACCP: Hazard Analysis Critical Control Point (Analyses
des
Dangers- Points Critiques pour leur
Maîtrise),
ü IAA : Industrie agroalimentaire,
ü IFS: International Food Standard,
ü ISO : Organisation Internationale de
Normalisation,
ü M.P : Matière Première,
ü N86D : Nettoyage et
Désinfection,
ü N.C : Non-conformité,
ü NIA : Non Appliquée,
ü OGM : Organisme Génétiquement
Modifié,
ü OT : Olives Tournantes.
ü PASA : Programme d'Amélioration de la
Salubrité des Aliments
ü PP : Programmes préalables,
ü SMSA : Système de Management de la
sécurité des denrées alimentaire,
ü U.E : Union européenne.
Definitions Selon la Norme ISO 22.000
ü Sécurité des denrées
alimentaires : Concept impliquant qu'une denrée alimentaire ne causera
pas de dommage au consommateur lorsqu'elle est préparée et/ou
ingérée selon l'usage prévu.
ü Chaine alimentaire : Séquence des
étapes et opérations
impliquées dans la production, la
transformation, la distribution, l'entreposage et la manutention d'une
denrée alimentaire et de ses ingrédients, de la production
primaire à la consommation.
ü Danger lié a la sécurité
des denrées alimentaires : Agent biologique, chimique ou physique
présent dans une denrée alimentaire ou état de cette
denrée alimentaire pouvant entraîner un effet néfaste sur
la santé.
Note : Les allergènes font partie des
dangers liés à la sécurité des denrées
alimentaires.
ü Politique de sécurité des
denrées alimentaires : Intention et orientation générales
d'un organisme en matière de sécurité des denrées
alimentaires telles qu'exprimées formellement par la
direction
ü Produit fini : Produit ne faisant l'objet
d'aucun(e) traitement ou transformation ultérieur(e) par
l'organisme.
ü Diagramme de flux : Présentation
schématique et systématique de la séquence d'étapes
et de leurs interactions.
ü Mesure de maitrise : (Sécurité
des denrées alimentaires) action ou activité à laquelle il
est possible d'avoir recours pour prévenir ou éliminer un danger
lié à la sécurité des denrées alimentaires
ou pour le ramener à un niveau acceptable.
ü PRP (Programme prérequis) :
(sécurité des denrées alimentaires) conditions et
activités de base nécessaires pour maintenir tout au long de la
chaîne alimentaire un environnement hygiénique approprié
à la production, à la manutention et à la mise à
disposition de produits finis sûrs et de denrées alimentaires
sûres pour la consommation humaine.
ü PRP opérationnel (Programme
prérequis opérationnel) : PRP identifié par l'analyse des
dangers comme essentiel pour maîtriser la probabilité
d'introduction de dangers liés à la sécurité des
denrées alimentaires et/ou de la contamination ou prolifération
des dangers liés à la sécurité des denrées
alimentaires dans le(s) produit(s) ou dans l'environnement de
transformation.
ü Point critique pour la maitrise (CCP) :
(Sécurité des denrées alimentaires) étape à
laquelle une mesure de maîtrise peut être appliquée et est
essentielle pour prévenir ou éliminer un danger lié
à la sécurité des denrées alimentaires ou le
ramener à un niveau acceptable.
ü Limite critique : Critère qui distingue
l'acceptabilité de la non acceptabilité.
ü Surveillance : Action de procéder
à une séquence programmée d'observations ou de mesurages
afin d'évaluer si les mesures de maîtrise fonctionnent comme
prévu.
ü Correction : Action visant à
éliminer une non-conformité détectée.
ü Action corrective : Action visant à
éliminer la cause d'une nonconformité détectée ou
d'une autre situation indésirable.
ü Validation : (Sécurité des
denrées alimentaires) obtenir des preuves démontrant que les
mesures de maitrise gérées par le plan HACCP et par les PRP
opérationnels sont en mesure d'être efficaces.
ü Vérification : Confirmation, par des
preuves tangibles, que les exigences spécifiées ont
été satisfaites.
ü Mise a jour : Activité immédiate
et/ou prévue visant à garantir l'application des informations les
plus récentes.
Introduction Générale

a qualité et la sécurité
alimentaire sont devenues primordiales pour l'industrie agroalimentaire, en
effet, la pression exercée par les clients quant à la
qualité du produit de consommation, conduit les entreprises
agroalimentaires et les autorités à contrôler non seulement
les produits finis mais toute la chaîne de production. Or, fabriquer un
produit salubre et de qualité implique répondre aux exigences
réglementaires relatifs à la sécurité alimentaires.
C'est dans cette perspective que le concept de la sécurité des
denrées alimentaires est mis en oeuvre.
En effet, la sécurité des aliments,
facteur de maîtrise des dangers alimentaires, devient une obligation avec
l'apparition de nombreuses crises alimentaires (L'E.S.B, la dioxine, Listeria,
la grippe aviaire...), l'évolution des règles de commerce
international, la concurrence de plus en plus rude, et la pression
réglementaire (le paquet de l'hygiène, Règlement U.E sur
les allergènes et les O.G.M, Règlement U.E sur la
traçabilité) ce changement s'est accompagné de
l'apparition des normes et des référentiels privés tels
que :
1' I.F.S (International Food Standard) : France/Allemagne
; I B.R.C (British Retailers Consortium) : la
Grande-Bretagne;
I P.A.S.A (Programme d'Amélioration de la
Salubrité des
Aliments : Canada ;
I Food Safety According to HACCP : Danemark;
I Mega-Rules: les Etats-Unis ;
I Etc.
Les exigences de ces différents
référentiels portent sur la mise en place des BPH, sur
l'application de la méthode HACCP, mais aussi sur des
éléments du système de management de type ISO 9001.
Néanmoins, ces référentiels restent différents d'un
référentiel à un autre, en plus les unités
agroalimentaires souhaitent une reconnaissance de leur système HACCP, de
leur organisation et de leurs efforts en matière d'amélioration
de la sécurité alimentaire. Ainsi, pour offrir des garanties dans
le domaine de la sécurité alimentaire et répondre aux
demandes des clients, la mise en place d'un tel système de management
visant la sécurité alimentaire devient indispensable.
C'est pour toutes ces raisons, le système de
management de la sécurité des denrées alimentaires,
formalisé sous le nom ISO 22.000 a été
crée.
Les exigences de ce système (SMSA) sont
basées sur les principes de management de type ISO 9001, les BPH, la
méthode HACCP, l'amélioration continue et la
traçabilité.
Adopter la sécurité des denrées
alimentaires au Maroc, est donc une exigence pour les exportations des
filières agroalimentaires (dont 51% en produits agricole). Cette
nouvelle norme constitue également une opportunité pour le
renforcement de la compétitivité à l'export et un
défi de mise a niveau du tissu industriel agroalimentaire, et de
modernisation de l'économie nationale. Les engagements pris par notre
pays dans le cadre des accords signes, que ce soit avec les états unis
d'Amériques, l' U.E ou les autres pays partenaires, imposent cette
nécessité de modernisation.
Notre étude se limite à la
filière d'olives de table en raison de son poids socio-économique
au niveau national, et de la croissance incessante de la demande internationale
en olives de table salubres et de qualité, notamment nos partenaires
commerciaux (les U.S.A, le Canada, l' U.E...).
Dans ce sens, l'objectif assignée à ce
travail se résume en : la conception et la mise en oeuvre d'un
système de management de la sécurité alimentaire selon le
référentiel ISO 22.000 pour la filière « Olives de
Table ».
Pour cela, et dans une première partie, noua
avons réalisé une étude bibliographique concernant
l'oléiculture au Maroc et le système de management de la
sécurité alimentaire selon ISO 22.000. Ensuite, et dans la
deuxième partie « méthodes de travail », nous avons
effectué une évaluation des programmes préalables au sein
de l'entreprise, et on a procédé à une check-list selon
les exigences de la norme ISO 22.000.
Suite au diagnostic, on a établit le
système documentaire nécessaire au SMSA qui se traduit par
:
~ Établissement des PRP.
~ Établissement des PRPs
opérationnels.
~ Établissement du plan HACCP.
~ Des procédures et enregistrements obligatoires.
Pour aboutir à des conclusions et des recommandations.

PREMItRE PARTIE
tTUDE BIBLIOGRAPHIQUE
Chapitre I : Le systeme de Management de la
securite
alimentaire selon la norme ISO 22.000
I. Generalites
1. Definition
L'ISO 22.000 est une norme internationale relative
à la sécurité des produits alimentaires.
ISO 22.000 est une abréviation de son actuel
intitulé, qui est ISO 22.000:2005 Systèmes de management de la
sécurité des produits alimentaires 7 Exigences pour les
organismes à tous les niveaux de la chaîne
alimentaire.
ISO signifie International Organization for
Standardization (Organisation Internationale de Normalisation). 2005 correspond
à la version de la norme (celle de l'année 2005). Quant à
22.000, il correspond au numéro d'identification de la norme.
Normalement, un projet ISO reçoit un numéro choisit au hasard par
ordinateur: pour celui-ci, ce fut le 20543. Mais les experts allemands ont
souligné le fait que ce chiffre était difficile à retenir
et qu'il ne mettait pas en valeur l'importance de ce projet, comme le font les
normes des séries ISO 9000 et ISO 14000. C'est pourquoi, le
Secrétaire Général de l'ISO autorisa ce projet à
porter un chiffre plus "rond", le 22.000.
2. Objectif de la norme
La norme ISO 22.000 est un modèle international
d'organisation et de gestion destiné à :
· fournir des produits sains au
consommateur.
· garantir la sécurité des aliments
au client industriel ou distributeur.
· répondre aux exigences de la
réglementation européenne en matière d'hygiène
(règlement 178/2002).
3. Presentation de la norme
La norme ISO 22.000 spécifie les exigences
d'un système de management de la sécurité des aliments
(SMSA), qui est un ensemble cohérent de processus destiné
à permettre à la direction de l'entreprise de s'assurer de
l'application efficace et effective de sa politique et de ses objectifs
d'amélioration. Elle s'appuie sur le principe de la roue de Deming et sa
boucle d'amélioration continue de type PDCA (Plan, Do, Check, Act) qui
est aujourd'hui reconnue comme un principe de conduite managérial simple
et universel.
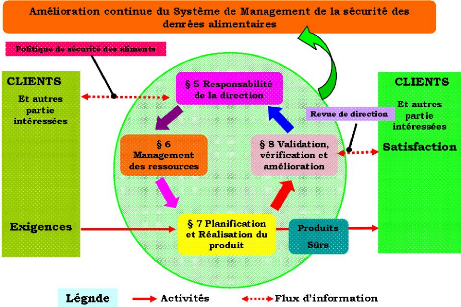
La structure de la norme ISO 22.000 tient compte des
dispositions contenues dans la norme ISO 9001 :2000 afin de permettre une
parfaite compatibilité et complémentarité avec les
différents référentiels de management couramment
utilisés par les entreprises. Elle repose sur quatre blocs principaux
étroitement liés (Fig.1) :
· La responsabilité de la
direction,
· Le management des ressources,
· La planification et la réalisation de
produits sûrs,
· La validation, la vérification, et
l'amélioration du SMSA.
La figure 1 illustre le modèle de l'approche
retenue dans l'ISO 22.000 autour des quatre blocs principaux. L'exigence de
sécurité des aliments est intégrée dans le cadre
d'un système de management structuré, géré
efficacement et qui s'intègre parfaitement dans le cadre des
activités générales de management d'une
entreprise.
Figure 1: Amélioration continue du
SMSA
4. Genêse de La Norme ISO 22.000
Face aux risques de toxi-infection collective, aux
dernières crises alimentaires, et à l'allongement de la
chaîne alimentaire, la grande distribution et certaines nations ont
développées leurs propres référentiels pour
garantir la sécurité des denrées alimentaires offerts aux
consommateurs.
Le BRC (British Retailers Consortium) est un
référentiel développé par la grande distribution
britannique. La première version de ce référentiel se date
de 1998 et elle a été succédée de trois autres
versions dont la dernière est publiée en janvier
2005.
En 2002, les distributeurs allemands et
français ont crée leur propre référentiels : IFS
(International Food Standard). Ce référentiel a
été mis à jour continuellement ;
sa 4ème version est publiée en janvier 2004.
Le BRC et l'IFS sont des référentiels
privés qui spécifient les exigences de moyens et de
résultats pour garantir la sécurité des denrées
alimentaires à MDD (marques des distributeurs). Les fabricants
désirant vendre leurs produits alimentaires à la grande
distribution britannique, allemand ou français doivent satisfaire aux
exigences de l'un des référentiels ou des deux en même
temps selon la destination de leur marchandise.
A côté de ces référentiels
privés, plusieurs pays comme le Canada, le Danemark, les Pays Bas,
l'Irlande, l'Australie, le Maroc et bien d'autres pays ont
élaboré leurs propres référentiels nationaux
concernant le management de la sécurité des produits
alimentaires. Le besoin d'une harmonisation de la réglementation et des
normes relatives à la sécurité des aliments,
regroupées dans un référentiel reconnu international a
été fortement exprimé par les acteurs de l'agroalimentaire
depuis de nombreuses années. L'objectif derrière ce besoin est de
minimiser le coût lié à la gestion et la maintenance de
plusieurs référentiels en même temps.
En 2001, l'association danoise de normalisation (DS)
a soumis au secrétariat de l'ISO/TS 34 « Produits alimentaires
» une proposition pour élaborer une norme internationale relative
au système de management de la sécurité des aliments. La
demande ayant été acceptée et les travaux sur la norme ISO
22.000 ont officiellement débuté en 2002 au sein de l'ISO/TS
34.
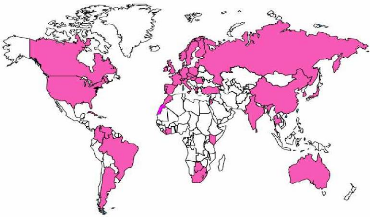
Trois ans de travail intense auquel ont
participé près de 45 pays (Fig.3) (Groupe AFNOR. 2006) parmi les
plus influents au niveau du commerce international de l'agroalimentaire auront
été nécessaires pour aboutir à la publication de la
norme ISO 22.000 en
septembre 2005. Elle représente le fruit d'une
démarche collective ayant rassemblé les différentes
catégories d'acteurs, privés et publics.
En ce qui concerne la certification ISO 22.000 au
niveau mondial, les informations sont très parcellaires à ce
stade. Des certificats ont été délivrés dans les
pays suivants : France, Australie, Grande-Bretagne, Belgique, Espagne,
Finlande, Suisse, et Maroc.
Figure 2: Les pays participants aux travaux de l'ISO
22.000
5. La famille: ISO 22.000
L'ISO 22.000:2005 est la première norme d'une
famille qui comprend les documents suivants:
· ISO/TS 22003, Systèmes de management de
la sécurité des aliments - Exigences pour les organismes
procédant à l'audit et à la certification de
systèmes de management de la sécurité des aliments, donne
des lignes directrices harmonisées pour l'accréditation
d'organismes de certification ISO 22.000, et définit les règles
pour auditer un système de management de la sécurité des
aliments et établir sa conformité à la norme.
· ISO/TS 22004, Systèmes de management de
la sécurité des produits alimentaires - Lignes directrices
relatives à l'application
de l'ISO 22.000:2005, qui donne des lignes directrices
importantes pour aider les organismes.
· ISO 22005, Système de
traçabilité dans la chaîne alimentaire -
Principes généraux relatifs à la
conception et à la réalisation.
6. Presentation des Exigences de La Norme ISO 22.000
Les exigences de la norme ISO 22.000 sont
regroupées dans cinq chapitres (Fig.4) qui portent le même
numéro et parfois le même titre que celui de la norme ISO 9001 :
2000 ; mais avec un contenu qui diffère largement et qui est
adapté à la particularité que représente la gestion
de la sécurité des denrées alimentaires et aux principes
fondamentaux de la norme ISO 22.000 :
Le chapitre 4 de la norme ISO 22.000 traite des
exigences générales notamment en matière de gestion du
SMSA, de communication et de la maîtrise des documents et des
enregistrements ( Tab.1 et 2).
Figure 3: Architecture de la norme ISO 22.000
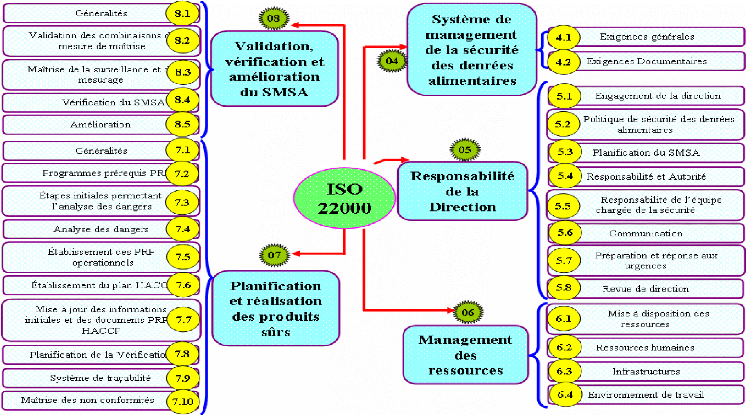
Tableau 1: Les enregistrements obligatoires de la norme
ISO 22.000
|
§ ISO 22.000
|
24 Enregistrements
|
|
5.6.1
|
Communication externe
|
|
5.8
|
Revue de direction
|
|
6.2
|
Ressources humaines (contrats avec experts
externes)
|
|
6.2.2
|
Compétence, sensibilisation et
formation
|
|
7.2.3
|
PRP (vérifications + modifications)
|
|
7.3.2
|
Équipe chargée de la sécurité
des denrées alimentaires (compétences)
|
|
7.3.5.1
|
Diagrammes de flux (diagrammes
vérifiés)
|
|
7.4.2
|
Identification des dangers et détermination des
niveaux acceptables
|
|
7.4.3
|
Évaluation des dangers
|
|
7.4.4
|
Sélection et évaluation des mesures de
maîtrise
|
|
7.5
|
PRP opérationnels (surveillance)
|
|
7.6.1
|
Plan HACCP (surveillance)
|
|
7.8
|
Planification de la vérification
(résultats)
|
|
7.9
|
Système de traçabilité
|
|
7.10
|
Maîtrise des non-conformités
(évaluation)
|
|
7.10.1
|
Corrections
|
|
7.10.2
|
Actions correctives
|
|
7.10.3.2
|
Évaluation pour la libération
|
|
7.10.4
|
Retraits
|
|
8.2
|
Résultats de la validation
|
|
8.3
|
Maîtrise de la surveillance et du
mesurage
|
|
8.4.2
|
Évaluation des résultats individuels de
vérification
|
|
8.4.3
|
Analyse des résultats des activités de
vérification
|
|
8.5.2
|
Mise à jour du système de management de la
sécurité des denrées alimentaires
|
Tableau 1: Les 13 descriptions documentées par la
norme ISO 22.000
|
§ ISO 22.000
|
13 Descriptions documentées
|
|
4.1
|
Maîtrise des processus
externalisés
|
|
4.2
|
Documents nécessaires à
l'organisme
|
|
5.2
|
Politique sécurité des denrées
alimentaires
|
|
7.3.3.1
|
Matières premières, ingrédients et
matériaux en contact avec le produit
|
|
7.3.3.2
|
Caractéristiques du produit fini
|
|
7.3.4
|
Usage prévu
|
|
7.3.5.2
|
Description des étapes de procédé et
des mesures de maîtrise
|
|
7.4.3
|
Évaluation des dangers
(méthodologie)
|
|
7.4.4
|
Sélection et évaluation des mesures de
maîtrise (méthodologie)
|
|
7.5
|
PRP opérationnels
|
|
7.6.1
|
Plan HACCP
|
|
7.6.3
|
Détermination des limites critiques des CCP
(raisons du choix)
|
|
7.10.3
|
Devenir des produits potentiellement dangereux (mesures
de maîtrise).
|
v Le chapitre 5 de la norme traite de la
responsabilité de la direction, et présente les exigences
relatives à la direction, selon un cycle dynamique allant de la
politique de sécurité des aliments jusqu'à la
communication, et la réponse aux contingences dans les situations
d'urgence.
v Le chapitre 6 de la norme ISO 22.000 traite de la
gestion des ressources. Il mis le point sur la nécessité de
mettre à disposition les ressources adéquates, humaines et
matérielles, pour la mise en oeuvre, l'entretien et la mis à jour
du SMSA.
v Le chapitre 7 quant à lui porte sur la
planification et la réalisation de produits sûrs. C'est ce
chapitre qui fait la différence majeure entre la norme ISO 22.000 et la
norme ISO 9001 : 2000. L'accent est mis sur la nécessité de
planifier et développer les procédés nécessaires
à la réalisation de produits sûrs.
Ce chapitre associe de façon dynamique les
programmes préalables (PreRequisite Program=PRP) avec les phases
d'application d'une démarche HACCP telles que décrites par le
Codex Alimentarius. Les mesures de maîtrise essentielles sont
classées en PRP opérationnels et en mesures appliquées
à des CCP. Celles considérées comme non essentielles ne
sont pas écartées pour autant mais conservent leur statut de
« simples » PRP. Cette classification permet de concentrer les moyens
disponibles sur les points réellement importants pour assurer la
sécurité des aliments produits.
Afin de répondre à certaines exigences
réglementaires, notamment le règlement européen 17872002
fixant les procédures relatives à la sécurité des
denrées alimentaires, et rester cohérent avec les SMSA existants,
ce chapitre exige également que l'entreprise établisse un
système de traçabilité.
Le chapitre 8 de la norme traite de la validation,
vérification et amélioration du système de management de
la sécurité des produits alimentaires. Il s'agit à ce
stade de la programmation et la mise en oeuvre des processus nécessaires
à la validation, vérification et amélioration du SMSA afin
de s'assurer que les résultats sont conformes aux objectifs fixés
en matière de sécurité des aliments.
L'accent est mis sur la validation des mesures de
maîtrise, le choix des méthodes de surveillance et
l'étalonnage des équipements de mesurage afin d'assurer la
fiabilité des résultats.
II. Principes majeurs de La Norme ISO 22.000
Le système de management de la
sécurités des aliments (SMSA) ISO 22.000 est basé sur 5
éléments (Fig.4), qui sont reconnus comme essentiels pour assurer
la sécurité des aliments à tous les niveaux de la
chaîne alimentaire : l'approche systémique, la communication
interactive, la traçabilité, les programmes préalables
(PRP) et le plan HACCP. Ces éléments font partie
intégrante des exigences de la norme.
1. Communication interactive
La norme ISO 22.000 met l'accent sur l'importance de
la communication entre l'organisme et ses clients, fournisseurs,
employés dans le souci d'identifier et de maîtriser tous les
dangers pertinents relatifs à la sécurité des aliments au
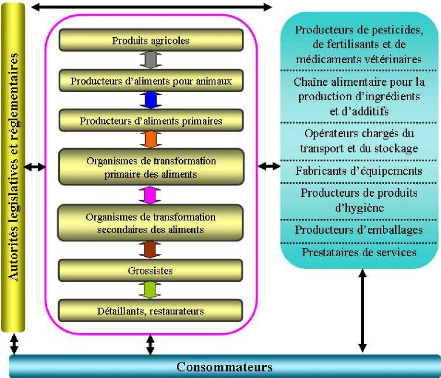
niveau de toute la chaîne alimentaire. Un circuit de communication entre
les différents maillons de la chaîne alimentaire est
représenté à la figure 6 (ISO 22.000,2005).
Figure 4: Les éléments clé de la
norme ISO 22.000
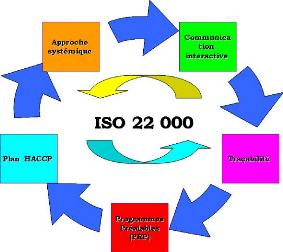
Figure 5: Communication interactive au travers de la
chaîne alimentaire
2. Traçabilite
a. Definition
Selon la version 2000 de la norme ISO 9000, la
traçabilité est « l'aptitude à retrouver
l'historique, la mise en oeuvre ou l'emplacement de ce qui est examiné
». Dans les filières agricoles et agroalimentaires, la
traçabilité s'applique particulièrement aux couples
produits/process, produit/localisation, le produit étant entendu selon
le cas comme un lot ou une unité de produits. Elle associe un flux de
matière et un flux d'informations.
On distingue par ailleurs deux types de
traçabilité :
· la traçabilité ascendante, qui
permet, à tous les stades du cycle de vie du produit, de retrouver
l'historique et l'origine du lot. Au sein d'une filière, les
données associées doivent remonter du produit jusqu'aux
matières premières.
· la traçabilité descendante, qui
permet à tous les stades du cycle de vie du produit de retrouver la
destination d'un lot ou d'une unité de produit. Au sein d'une
filière, les données associées doivent descendre de
l'origine du produit jusqu'au produit fini.
b. Historique
Le grand public a découvert la
traçabilité lors de la crise de l'ESB (Encéphalopathie
spongiforme bovine), et du retrait de la chaîne de distribution de
certains produits agroalimentaires (eau, charcuterie...) ou
d'équipements industriels (véhicules...).
A partir du 1er janvier 2005, la
traçabilité est devenu une exigence réglementaire de l'UE,
imposée à toutes les entreprises de la chaîne alimentaire
(Article 18 du règlement 178/ 2002).
Un des plus grand progrès de la
traçabilité est lié à l'informatique, et notamment
à trois outils :
· les code-barres, qui permettent une
identification rapide (il suffit de lire le code-barres avec un lecteur
optique) ; on utilise maintenant de plus en plus des puces électroniques
à la place ;
· Les étiquettes-électroniques.
(tags en anglais), qui permettent un suivi complet de la vie d'un produit. En
effet, elles sont à lecture/écriture et ce à distance
(jusqu'à plusieurs mètres) d'une capacité de 64 000
caractères -- 32 pages de livre environ -- et peuvent se reprogrammer
plusieurs millions de fois.
· les bases de données, permettant de
suivre un grand nombre de référence et d'effectuer des
recoupements de manière automatisée.
L'Union Européenne ayant été la
plus affectée par des crises comme:
· La vache folle
· La polémique sur les O.G.M
La CEE a produit depuis 1993 une série de
réglementation imposant aux producteurs de denrées alimentaires
de mettre en place des mesures visant à assurer un niveau de protection
élevée de la sécurité alimentaire du consommateur;
ces règlements CEE s'appliquent aujourd'hui à l'ensemble des pays
membres (Afnor.2005).
· 1993, la directive CEE HYGIENE 93/43.
· 2002, le règlement UE TRACABILITE 178/2002
(article 18).
· 2004, le règlement UE 852/2004 qui
s'applique à partir du 01 janvier 2006.
c. Tragabilite dans la filiere d'olives de table
La traçabilité des olives de table est
affiliée à de nombreuses difficultés, puisque il s'agit
d'un produit agricole fragile, qui subi
plusieurs transformations avant d'aboutir au
consommateur. Sans oublier, la complexité de la transmission de
l'information, vu le nombre élevé de relations qui interviennent
entre les différents maillons de la chaîne de production, et de
transformation des olives de table.
En général, un tel système de
traçabilité dans la filière des olives de table doit
prendre en considération (Sarsri L. 2005):
· L'identification des producteurs
d'olives;
· L'identification des fournisseurs du
matériel d'emballage et des ingrédients;
· L'identification des machines et
équipements;
· L'identification du processus de
production;
· Les contrôles et les analyses
effectuées;
· Et le conditionnement et la gestion de la sortie
du produit fini.
C'est pour cette raison que tous les produits
alimentaires devraient s'accompagner de renseignements adéquats pour
permettre aux opérateurs, tout au long de la chaîne alimentaire,
de manipuler, présenter, entreposer, préparer et utiliser le
produit en toute sécurité et de façon correcte ( Codex
Alimentarius,1999).
3. Approche systemique
Le principe du management du système trouve son
origine dans la norme ISO 9001 : 2000. Il permet la planification et la mise
à jour du système. Ce principe repose sur l'intégration de
tous les systèmes de gestion de la sécurité des aliments
dans un seul système de management structuré qui tient compte des
autres activités générales de management de
l'organisme.
4. Programmes prealables (PRP) et HACCP
La norme ISO 22.000 reprend fidèlement les
principes du système HACCP (analyse des dangers-points critiques pour
leur maîtrise) ainsi que les étapes d'application mises au point
par le Codex
Alimentarius. Elle les associe de façon dynamique
et intelligente aux programmes préalables (PRP).
Les Programmes Prealables (PRP)
a. Definition
Selon le PASA « Les programmes préalables
sont des étapes ou des procédures universelles qui permettent de
maîtriser les conditions opérationnelles au sein d'un
établissement alimentaire. Ces programmes favorisent des conditions
ambiantes propices à la production d'aliments salubres
».
Donc, les programmes préalables peuvent
être définis comme étant des structures de base qui sont
dictés par un référentiel, et qui sont absolument
indispensables avant la mise en oeuvre de tout système de management de
la sécurité des aliments.
b. But
Le principal but d'instaurer des programmes
préalables est de pouvoir contrôler si, pour produire des aliments
salubres, les conditions opérationnelles sont en effet adéquates
et si l'environnement de travail est réellement propice à ces
activités.
c. Hierarchisation des programmes prealables
(PP)
Les programmes préalables (PP) sont au nombre
de six et sont précédés de lettres A à F. Les six
PP sont donc : A- Locaux, B- Transport et entreposage, C- Équipements,
D- Personnel, E- Assainissement et la lutte contre la vermine; F-
Rappel.
Il existe une structuration spécifique au sein
de chaque PP. cette hiérarchisation permet de ressortir que les PP sont
subdivisés en éléments, lesquels contiennent des
sous-éléments et ces derniers renferment des items.
HACCP
a. Definition
Le HACCP est une abréviation, en anglais
«Hasard Analysis Critical Control Point», traduit en français
par Analyse des dangers - Points critiques pour leur maîtrise, est un
système qui définit, évalue et maîtrise les dangers
qui menacent la salubrité des aliments.
b. Historique
Ce système est né, a été
mis en oeuvre et développé dans l'agroalimentaire durant les
années 1960, par une firme américaine au nom de « Pillsbury
» et la NASA, afin de fabriquer des aliments à destination des
astronautes. Cette méthode a été recommandée par
une directive européenne (93-43-CEE du 14 juin 1994) et retenue par la
communauté internationale Codex Alimentarius (Alinorm 93-13 A), pour
faciliter les échanges d'informations autour de la
sécurité alimentaire.
c. Principes du systeme HACCP
Conformément aux indications du Codex
Alimentarius, la mise en oeuvre d'un plan HACCP repose sur sept principes
fondamentaux qui peuvent être présentés simplement ainsi
(Sylvain N.2002) : Principe 1 : Analyse des Dangers
Il faut identifier les dangers d'un produit, et ce
à toutes les étapes de la chaîne alimentaire. Il est
possible, à ce stade, d'utiliser la méthode des 5M (Milieu,
Matériel, Matière première, Méthode, et
Maind'oeuvre), pour lister toutes les causes possibles d'apparition des
dangers, à savoir :
· Dangers microbiologiques : bactéries,
moisissures...
· Dangers chimiques : antibiotiques,
détergents, nitrates, désinfectants, métaux
lourds...
· Dangers physiques : corps étrangers
(débris de conditionnement, bois, cailloux...).
· Dangers allergènes : lait, oeuf, fruits
à coques... (Annexe 3a de la Directive 2003/89).
· Dangers OGM (règlement 1829/2003
applicable au 18/04/2004).
En fait, pour déterminer le niveau de
contrôle pour chaque danger potentiel, et la combinaison de la
gravitée, une évaluation de risque est parait nécessaire.
C'est le principe de base pour le tableau suivant qui constitue un moyen pour
prendre une décision en ce qui concerne le niveau de contrôle pour
un danger donnée.
Degrés
|
Fréquence
|
Gravité
|
1
|
rare
|
Aucun effet
|
2
|
Moyennement rare
(par ans)
|
Touche la qualité
marchande
|
3
|
Fréquent (par mois)
|
Touche la santé
|
|
Sévérité = G X F
· Si S = 6 le danger est significatif (touche la
santé)
c, on va l'étudier pour savoir s'il
est un CCP et/ou PRPo ou non ;
· Si S < 6 le danger est non
significatif.
Principe 2 : Identification des CCP
Seront retenu comme points critiques les
points/procédures/étapes
opérationnels qui peuvent être contrôlés pour
éliminer les dangers ou minimiser leur probabilité d'apparition.
Par étape, il faut entendre tout stade de production et/ou de
fabrication de produits alimentaires, y compris les pratiques agricoles, la
réception des matières premières, la formulation, la
transformation, le stockage, le transport, l'entreposage et la mise en
vente.
Principe 3 : les Limites Critiques
Pour chaque CCP identifié, l'équipe
HACCP doit définir les modalités de la surveillance. Le travail
débute par l'identification des caractéristiques à
surveiller. Pour chacune de ces caractéristiques, on définit les
critères dont le respect est impératif pour assurer la
maîtrise
effective du CCP : ce sont les limites critiques. Ces
dernières correspondent aux valeurs extrêmes acceptables au regard
de la sécurité du produit.
Les limites critiques peuvent être
déduites de plusieurs sources : textes réglementaires, guides de
bonnes pratiques, validation par le service Recherche et Développement,
etc.
Principe 4 : Surveillance
Il s'agit ici de définir avec précision
les plans, méthodes, dispositifs nécessaires pour effectuer les
observations, tests ou mesures permettant de s'assurer que chaque exigence
formulée pour les CCP est bien respectée. Idéalement, la
surveillance devrait être continue et fournir l'information en temps
réel afin que des actions correctives puissent être mises en place
avant qu'il ne soit nécessaire de rejeter le produit. En pratique, la
surveillance est le plus souvent discontinue. Il faut alors définir le
nombre ou la fréquence des opérations de telle sorte que la
maîtrise du CCP puisse être assurée avec une
fiabilité suffisante.
Les méthodes donnant des résultats
rapides sont à préférer : observations visuelles, mesures
physiques, chimiques ou sensorielles. Les méthodes microbiologiques sont
peu utilisables dans ce cadre. Par contre, elles sont irremplaçables
pour établir les besoins (analyse des dangers) et vérifier que le
système fonctionne efficacement.
Principe 5 : Actions Correctives
Ce sont les actions qui doivent être
immédiatement prises lorsque le système de surveillance
révèle la perte de maîtrise d'un CCP. Elles doivent
être prévues pour chaque CCP, être telles qu'elles
permettent une réaction immédiate et l'élimination du
danger, et enfin, elles doivent comporter des dispositions relatives à
la gestion des produits affectés par la déviation
observée.
Les actions correctives doivent faire l'objet de
procédures opérationnelles spécifiques et faire l'objet
d'enregistrements appropriés.
Principe 6 : Verification
Cette phase consiste à définir les
activités, méthodes, tests complémentaires à mettre
en oeuvre pour vérifier que le système HACCP fonctionne bien.
Elle vise en pratique à s'assurer que le système est correctement
appliqué et que les dispositions prises sont efficaces.
La vérification se fait
généralement sous forme d'audits auxquels il est possible
d'ajouter d'autres observations ou mesures telles que : examens
microbiologiques renforcés des produits intermédiaires ou des
produits finis, validation des limites critiques, enquêtes auprès
des consommateurs, etc.
Principe 7 : Documentation
Un système documentaire doit être mis en
place par l'équipe chargée de la sécurité des
aliments : procédures, modes opératoires, instructions de
travail...
III. Comparaison de la norme ISO 22.000 avec les
autres
referentiels
Cette comparaison se base essentiellement sur les
différentes exigences imposées par chaque
référentiel (Tab.14, Annexe C).
1. Difference entre BRC, IFS et ISO 22.000
Depuis la fin des années 90, la grande
distribution a cherché à imposer ses propres
référentiels. Parmi ceux-ci, les référentiels BRC
et IFS qui sont conçus comme des cahiers des charges avec respectivement
222 et 336 critères. Ils se ressemblent et mettent en avant des
exigences de moyens et de résultats.
L'ISO 22.000, concerne quant à elle tous les
maillons de la chaîne alimentaire. Elle s'adapte à chaque
entreprise en imposant une
obligation de résultat et non de moyens. En
effet, elle promeut une approche de système de management appuyée
sur le respect de la réglementation et des exigences clients. De plus,
elle reconnaît l'utilisation des guides de bonnes pratiques
élaborés par les interprofessions ou les entreprises.
Malgré cette divergence, l'objectif de ces
standards reste le même : la Sécurité des denrées
alimentaires remises au consommateur (Geoffroy J-R. 2006).
Par ailleurs, les points communs majeurs entre ces
trois référentiels respectent les principes énoncés
par la législation alimentaire européenne:
· la prise en compte des Bonnes pratiques
d'hygiène spécifiques au secteur agroalimentaire ;
· la mise en place d'une démarche de type
HACCP pour l'analyse des dangers et
· l'élaboration d'un système de
traçabilité permettant
l'identification des lots.
2. Difference entre HACCP et ISO 22.000
HACCP est une méthode pour l'analyse des
dangers pour la sécurité des denrées alimentaires et
l'identification des points critiques pour leur maîtrise. Cette
méthode a été décrite et publiée par la
commission du Codex Alimentarius (en 1995). Depuis, elle a été
reprise par la plupart des législations en matière de
denrées alimentaires.
En tant que méthode, HACCP n'est pas
certifiable dès lors qu'il manque les éléments
"système" pour spécifier dans quelles conditions la
méthode doit être appliquée:
· Par qui ?
· Avec quelle équipe ?
· Quelles compétences ?
· Sur la base de quels prérequis
?
· À quelle fréquence ?
· Révisée comment et dans quelles
circonstances ?
· En référence à quelle
politique de sécurité alimentaire ?
· Avec quel engagement de la direction
?
· Et quelles ressources mises à disposition
?
· Avec quelle communication externe ou interne
?
· Etc.
L'ISO 22.000 intègre complètement la
méthode HACCP telle que décrite par le Codex, en la
complétant sur deux axes:
· amendements et compléments de la
méthode en fonction de l'expérience acquise;
· développement de tous les
éléments "système", intitulée "Systèmes de
management de la sécurité des denrées alimentaires", l'ISO
22.000 est certifiable.
3. Difference entre ISO 22.000 et le codex
Le Codex Alimentarius est un recueil (en plusieurs
volumes) de normes, de codes d'usages, de directives et de recommandations
fixant des règles pour les produits alimentaires et destinées
à protéger la santé des consommateurs.
Ce recueil est publié par la Commission du
Codex Alimentarius qui est une structure émanant de la FAO (Organisation
des Nations Unies pour l'Alimentation et l'Agriculture) et de l'OMS
(Organisation Mondiale de la Santé) et dont les membres sont les
gouvernements des États. Cette publication a servi de
référence à toutes les législations et normes de
systèmes de management de la sécurité alimentaire
basées sur HACCP. Cependant, autant les principales normes (BRC p. ex.)
que les législations en question n'ont repris qu'une partie de la
systématique décrite dans le Codex, soit les sept principes (au
lieu des 12 étapes décrites).
ISO 22.000 à l'inverse, qui est une norme
construite autour de la méthode HACCP dont l'objectif est d'ajouter les
éléments de systématique permettant d'assurer les
conditions dans lesquelles la méthode est utilisée, ISO 22.000
donc reprend l'intégralité des 12 étapes décrites
dans le Codex, en y ajoutant de façon ciblées des
éléments qui permettent de combler les
lacunes ou points faibles de cette publication.
Ces compléments et adjonctions vont avoir une
incidence fondamentale sur la (bonne) compréhension et l'application de
la méthode HACCP (Procert.2005).
Ces adjonctions appellent les commentaires
suivants:
cr PRP
· Là où le Codex ne fait que
l'évoquer dans les généralités, ISO 22.000 impose
de sélectionner et mettre en place des programmes de bonnes pratiques
d'hygiène (BPH ou PRP) appropriés avant de procéder
à l'analyse HACCP ;
· les BPH devront être établies sur
des bases reconnues, et soumises à la vérification (§ 7.8 ou
étape 11 HACCP selon Codex).
cr Identification et evaluation des
dangers et mesures de maitrise
Les trois moments successifs de l'analyse des
dangers, regroupés dans une seule étape du Codex, sont clairement
distingués par ISO 22.000(Didier B.2005) :
· 7.4.2 : identification des dangers susceptibles
de survenir et détermination des niveaux acceptables;
· 7.4.3 : évaluation des dangers afin de
déterminer ceux qui nécessitent d'être couverts par des
mesures de maîtrise spécifiques allant au-delà des BPH (=
dangers « significatifs ») ;
· 7.4.4 : détermination et
évaluation de l'efficacité des (combinaisons de) mesures de
maîtrise des dangers « significatifs » selon 7.4.3.
PRPs operationnels
· Selon le Codex - et c'est là sa principale
lacune - un danger « significatif » dont la maîtrise ne peut
pas être attribuée à un
CCP ne fait pas l'objet d'une surveillance
particulière. Ceci débouche sur des aberrations consistant soit
à créer des CCPs qui n'en sont pas, soit à ne surveiller
que ce qui est « facile » ou « sûr ».
· ISO 22.000 introduit ainsi la notion de PRP
opérationnel pour couvrir les dangers « significatifs » qui ne
sont pas attribués au plan HACCP (donc à un CCP) ;
0-. Validation:
Les mesures de maîtrise attribuées au
plan HACCP ou à un PRP opérationnel doivent non seulement faire
l'objet d'une surveillance, mais encore désormais être
validées.
4. Difference entre ISO 22.000 et ISO 9001
Le projet de norme, basée sur la
démarche PDCA (roue de Deming), introduit une démarche
d'amélioration continue, permettant d'assurer une performance de la
maîtrise des dangers au sein d'un système de
management.
La structure de la norme ISO 22.000 repose sur 4
principaux éléments qui concourent à ce management :
responsabilité de la direction, management des ressources, planification
et réalisation de produits sûrs, validation, vérification
et amélioration du système de management de la
sécurité des aliments. Il y a donc parallélisme avec la
structure des normes ISO 9001 et ISO 14000 permettant une parfaite
compatibilité et facilitant l'articulation entre les différents
outils que sont ces normes.
En plus, L'ISO 22.000 a été
rédigée de façon à être parfaitement
compatible avec l'ISO 9001. Ainsi, l'annexe A de l'ISO 22.000 donne les
correspondances entre les paragraphes des 2 normes.
IV. Avantages de la norme ISO 22.000
L'ISO 22.000 permet à ses
utilisateurs:
· de maîtriser les dangers liés
à la sécurité des aliments,
· de gérer les programmes préalables
(PRP),
· d'optimiser les ressources et la
documentation,
· d'intégrer ou de compléter un
management sur la base de l'ISO 9001:2000,
· de bénéficier d'une communication
organisée entre partenaires commerciaux.
De plus, l'ISO 22.000 à pour
avantages:
· d'être internationale.
· d'être complémentaire des
référentiels privés et des normes nationales.
· d'être certifiable.
· d'être compatible avec les normes des
séries ISO 9000 et 14000.
· de rapprocher ISO 9001:2000 et HACCP.
· de développer l'application de
l'HACCP.
Conclusion
Après avoir vu les différents aspects
pouvant servir comme base pour la mise en oeuvre du SMSA, on a conclu que
:
cr La réglementation en
matière de la sécurité alimentaire fait apparaître
une base commune à l'ensemble de la filière agro-alimentaire,
d'autres réglementations sont également appliquées pour la
commercialisation et l'étiquetage des fruits et
légumes.
cr La mise en place du SMSA est sous
la responsabilité directe des entreprises.
cr Pour que le SMSA soit efficace,
il doit être documentée au niveau de chaque maillon de la
chaîne alimentaire.
cr La mise en place de la
traçabilité est une étape primordiale pour le SMSA, et sa
réussite dépend de la fiabilité du plus faible maillon de
la chaîne alimentaire, qui va de la production à
l'expédition du produit fini.
Chapitre II : L'Oleiculture au Maroc
Introduction
Principale espèce fruitière
cultivée au Maroc, l'olivier occupe une surface de 560.000 ha dont
220.000 ha en zone irriguée (Haouz, Tadla, Souss-Massa, Moulouya, Nador,
Boulemane, Oujda, El Kelaâ, Marrakech, Chichaoua, Bénimellal
Ouarzazate, Tafilalet. Figuig, Essaouira), 200.000 ha en zone de montagne
(Chefchaouen, Taounate, Taza, Tanger, Tétouan, Azilal, Khénifra,
Al Hoceima), 100.000 ha en zone bour favorable (Sefrou, El Hajeb, Fès,
Meknès, Sidi Kacem, Gharb, Loukkos, Benslimane) et 40.000 ha
dispersés entre Safi, Settat, Khémisset et Khouribga.
L'Olivier contribue à l'emploi en milieu rural
avec 11 millions de journées de travail annuellement. La production
d'olive se situe autour de 560.000 T et permet de générer 50.000
T d'huiles d'olives et 90.000 T d'olives de table industrielles.
Au Maroc, cette espèce occupe environ 57% du
patrimoine de la superficie arboricole :
Figure 6: La répartition des superficies en
Hectare des Arbres Fruitiers au Maroc
Rosacées
20%
197.300
P. Dattier
5%
46.650 Ha
Figuier
4%
41.998
Agrumes
8%
75.300
Vigne
5%
49.400
OLIVIER
57%
560.000 Ha
Autres
1%
9.216 Ha
(Direction de la production végétale, Maroc :
2002)
L'Oléiculture marocaine est constituée
à 96% de la variété population "Picholine marocaine",
variété à double fin, huile et conserve, d'une richesse
normale en huile, mais sensible à la maladie de l'OEil de paon. Le reste
du patrimoine est constitué de Meslala, olive de conserve, de Picholine
du Languedoc, Dehbia, concentrées essentiellement en irrigué
(Haouz, Tadla, El Kelaâ), Ascolana dura, Manzanille, Frantoïo,
Picual Gordale Sévillane etc.
I- L'olivier
1. Le nom de l'espece
Notre olivier, de son petit nom "Olea Europea",
fait parti de la famille des Oléacées.
L'aspect général est celui d'un arbre
toujours vert au tronc bas et noueux. Les feuilles sont persistantes et se
renouvellent tous les 3 ans. Leur forme est lancéolée
c'est-à-dire longue et étroite. Leur couleur est vert
foncé luisant sur la face supérieure et argentée sur la
face inférieure. Cette dernière porte des poils minuscules qui
permettent de conserver l'humidité.
L'arbre peut atteindre 15 m mais on le taille en
général entre 5 et 7 m pour en améliorer la
productivité.
Les fleurs de l'olivier apparaissent en grappes de 10
à 20 fleurs à l'aisselle des feuilles de l'année
précédente. La fleur se compose d'un calice, d'une corolle
à 4 pétales, de 2 étamines et d'un ovaire arrondi portant
un style épais, terminé par un stigmate. Seulement 5 à 10
% des fleurs donneront une olive.
L'olivier est un arbre à croissance lente qui
s'étoffe pendant les 7 premières années. Puis de 7
à 35 ans, il devient productif. Entre 35 et 150 ans, c'est la
période de pleine maturité avec une production maximale.
Au-delà de 150 ans, son rendement diminue. L'olivier peut devenir
plusieurs fois centenaire. Quand le tronc disparaît, il
produit
un rejet à sa base qui donnera un nouvel arbre,
d'où sa réputation d'arbre immortel.
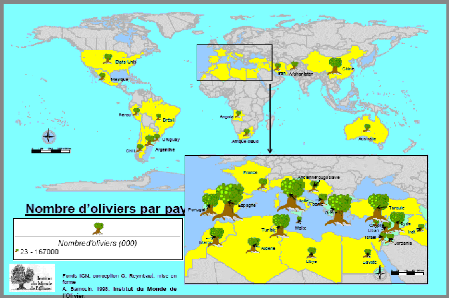
Il est originaire du proche orient et l'on dit que ce
sont les Phéniciens qui l'ont introduit chez nous quelques 800 ans avant
J.C. Sa domestication remonterait à 4000 ans avant J.C. en
Mésopotamie (Syrie et Iran). Son aire de répartition est
aujourd'hui située entre le 25ème et le 45ème
parallèle de notre planète, dans l'hémisphère nord
aussi bien que sud. C'est pourquoi on le trouve en Californie, au Japon, en
Chine, au Mexique, en Argentine, au Chili ou en Australie. Dans tous ces pays,
des centaines d'hectares sont plantés chaque année et le bassin
méditerranéen dont la production représente 90% de la
production mondiale, risque de perdre sa place un jour.
2. Repartition biogeographique
L'olivier exige un climat
méditerranéen, aux étés longs, chauds et secs, aux
hivers peu rigoureux ; la maturation des fruits demande une grande insolation.
La pluviosité en hiver ne gêne pas cet arbre robuste, qui doit, en
été, recevoir au moins 200 mm d'eau. L'olivier s'adapte à
tous les types de sols, excepté les sols humides. Néanmoins, il
préfère les sols caillouteux.
Sur les côtes sud de la
Méditerranée, l'olivier progresse par l'intermédiaire des
Phéniciens. Les Phéniciens parcourt la Méditerranée
en faisant promouvoir cet arbre merveilleux au liquide d'or. (Moreaux,
1997).
De la Grèce à l`Espagne en passant par
l'Égypte, l'Italie, la Tunisie, le Maroc et la France, l'olivier va
s'implanter durablement sur tout le pourtour méditerranéen
jusqu'au XIXe siècle. Avec la période des grandes
découvertes puis de la colonisation, il traverse même le
détroit de Gibraltar pour voyager vers des pays plus "exotiques" comme
la Californie, le Mexique, le Chili, l'Afrique du Sud,
l'Australie...(Moreaux,1997).
L'homme a toujours eu tendance à emporter
toutes sortes de graines et de noyaux dans ses poches». C'est pour cette
raison que les oliviers se sont propagés en méditerranée,
en Afrique du sud, en Asie et ce jusqu'en Australie. (Gruhier,
2003)
Figure 7: Répartition de l'olivier dans le bassin
méditerranéen
3. Exigences agro-ficologiques
L'olivier résiste jusqu'à -8 à
-10'C en repos végétatif hivernal Mais à 0 à
-1°C, les dégâts peuvent être très importants
sur la floraison. A 35- 38°C, la croissance végétative
s'arrête et à 4O°C et plus, des brûlures endommagent
l'appareil foliacé et peuvent faire chuter les fruits, surtout si
l'irrigation est insuffisante. Avec 600 mm de pluie bien répartie,
l'olivier végète et produit normalement. Entre 450 et 600 mm, la
production est possible à condition que les capacités de
rétention en eau du sol soient suffisantes (sol profond
argilo-limoneux). Avec une pluviométrie inférieure à 200
mm, l'oléiculture est économiquement non rentable. Les vents
chauds au cours de la
floraison, les brouillards et les fortes
hygrométries, la grêle et les gelées printanières
sont autant de facteurs défavorables à la floraison et à
la fructification. L'olivier étant exigeant en lumière,
l'insolation est à considérer dans le choix de l'orientation des
arbres, la densité de plantation et les tailles
d'éclaircie.
II- Le cycle végétatif et productif de
l'olivier
Au cours de son cycle annuel de développement,
l'olivier passe par les phases suivantes:
· Janvier, février: induction, initiation et
différenciation florale;
· Mars: croissance et développement des
inflorescences à aisselle des feuilles que portent les rameaux de
l'année précédente;
· Avril: pleine floraison;
· Fin Avril-début mai: fécondation et
nouaison des fruits;
· Juin: début de développement et
grossissement des fruits;
· Septembre: véraison;
· Octobre: maturation du fruit et son
enrichissement en huile ;
· Mi-Novembre en janvier: récolte des
fruits.
La période la plus intense du cycle annuel se
déroule de mars à juin. Au cours de cette phase, les besoins en
eau et en nutriments de l'arbre sont les plus intenses. Les rendements sont
variables en fonction de l'âge des arbres, des densités de
plantation et des soins culturaux. Pour des vergers de 400 arbres/ha conduits
en irrigué, les rendements sont de 3 T/ha à 475 ans et de 15 T/ha
à 879 ans.
III- Types d'olives
1.Olives vertes
Fruits de couleur vert franc à vert 7 jaune,
brillant ou pruiné, récoltés au moment où ils ont
atteint leur complet développement mais nettement avant la
véraison.
2. Olives tournantes
Fruits cueillis à la véraison et avant
complète maturité, encore
peu riches en huile, et ayant atteint une teinte
légèrement rosé clair à violet.
3. Olives noires milres
Fruits cueillis à maturité, riches en
huile, ayant acquis une teinte noire brillante ou mate, ou noir violacé
ou brun noir, non seulement sur la peau mais dans l'épaisseur de la
chair.
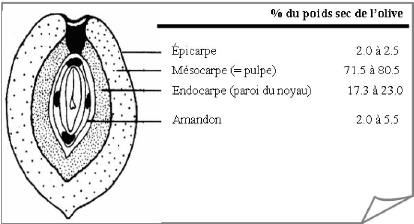
L'olive est une drupe, sa composition est
indiquée dans la figure ci-dessous :
Figure 8: Section transversale et composition de
l'olive
La composition chimique des différents composants
de l'olive :
Tableau 2: Composition chimiques des composants de
l'olive mûre
(Maymone et al, 1961)
Partie
|
Matières Az. totales
|
Matières Grasses
|
Cellulose brute
|
Matières minérales
|
Extractif non azoté
|
Epicarpe
|
9,8
|
3,4
|
2,4
|
1,6
|
82,8
|
Mésocarpe
|
9,6
|
51,8
|
12,0
|
2,3
|
24,2
|
Endocarpe (noyau et amande)
|
1,2
|
0,8
|
74,1
|
1,2
|
22,7
|
|
Il est clair que la partie la plus riche en huile est le
mésocarpe (ou pulpe), et celle plus riche en cellulose brute l'endocarpe
(ou noyau).

Mouche de l'olive Dacus oleae(5 à 8mm)
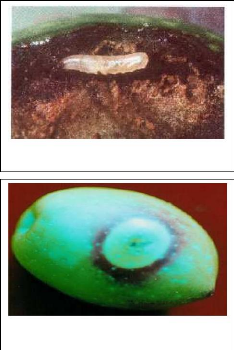
Larve de Dacus oleae
IV- Les Maladies et ravageurs de l'olivier
Le non contrôle des attaques parasitaires peut
provoquer des altérations importantes sur les olives. Les ravageurs les
plus habituels sont (Fig.11) :
7 La cochenille noire Saissetia oleae : c'est un
insecte qui se développe sous les feuilles à l'état
larvaire, puis sur les rameaux quand il est adulte. Cet insecte se nourrit en
aspirant la sève de l'arbre et sécrète une substance
collante et sucrée, le miellat, qui favorise l'apparition de
fumagine.
7 La mouche de l'olive Dacus oleae pond ses oeufs dans
les olives. Elle est minuscule : 5 à 8 mm. La larve mange la pulpe des
fruits, ce qui a pour conséquence de les faire tomber
prématurément. Figure 9: La mouche de l'olive Dacus oleae et sa
larve
7 La teigne de l'olivier Prays oleae est un papillon
dont le cycle biologique comporte 3 générations par an. La
première génération de chenilles dévore les
étamines et le pistil, entourant les boutons floraux de fils de soies.
La génération suivante s'alimente dans l'olive et provoque 2
chutes des fruits, en juin-juillet et de fin août à octobre. La
troisième génération fore des galeries dans les
feuilles.
7 Le neiroun ou scolyte de l'olivier : ce
coléoptère s'attaque au bois coupé lors de la taille :
tout le long des branches on remarque des petites boucles de sciure cachant un
petit trou.
7 La fumagine : c'est un champignon qui forme un
feutrage noir sur les feuilles et qui se développe sur le miellat des
cochenilles. Lorsqu'elle est très abondante, elle peut entraver la
photosynthèse et nuire au développement de l'arbre.
V- Les traitements phytosanitaires
Au Maroc, la plupart des exploitations
traditionnelles souffrent de produits phytosanitaires pour la lutte contre les
maladies et les ravageurs de l'olivier, de même pour les grandes
exploitations. Ainsi que les opérations de lutte ne se font pas sous le
contrôle d'un spécialiste et par conséquent, le fruit final
peut présenter des doses élevées de substances chimiques
(résidus de pesticides) qui rendent sa commercialisation difficile
notamment pour le marche Européen et Américain.
VI. Récolte des olives
La conduite de l'opération de cueillette est
très importante, car elle influe sur la qualité de l'olive et sur
le cycle biologique de l'olivier.
La récolte s'échelonne sur une
période allant d'octobre à janvier (du stade olive vert au stade
olive noir).
Les méthodes les plus anciennes de cueillette
sont la cueillette à la main et le gaulage à l'aide de longues
perches. La technique de gaulage, très répondue au Maroc, est
à l'origine de la dépréciation quantitative et qualitative
de la production.
Dans les grandes exploitations à culture
intensive, on peut utiliser la récolte mécanique qui consiste
à secouer l'arbre à l'aide d'une machine à vibrer pour
faire tomber le fruit dans des filets tendus sous la ramure, puis à
aspirer ceux-ci à l'aide d'une autre machine (ni possible que pour les
olives noires).
VII- La commercialisation des olives de table
Dans les pays méditerranéens, le
secteur oléicole est organisé en coopératives,
contrairement au Maroc où l'olive fait l'objet de toutes sortes de
transactions commerciales, et ceci en l'absence d'organisations
professionnelles.
Conclusion
Le secteur oléicole au Maroc souffre de
plusieurs contraintes qui entravent sa production irrégulière et
de sa qualité médiocre, d'où la nécessite
d'envisager un certains nombre d'actions pour :
cr Encourager la plantation des
vergers oléicoles ;
Améliorer le rendement et la rentabilité
;
cr Organiser le secteur
oléicole par des coopératives ;
cr Se conformer aux exigences des
normes en vigueur ;
Adopter un SMSA dans les unités de traitement et
de conditionnement des olives de table.
DEUXItME PARTIE
MtTHODE DE TRAVAIL

fMéthotie tie 'Travai(
Introduction
Devant les problèmes de crise alimentaires
auxquels ont été confrontés les industries
agroalimentaires, la mise en place d'outils de management de la
sécurité des denrées alimentaires, est indispensable, afin
d'obtenir une prévention ascendant et descendant en matière de
sécurité alimentaire.
Un système de management de la
sécurité des aliments (SMSA) est actuellement le plus efficace et
adéquat pour l'industrie Agroalimentaire elle vise à identifier,
étudier et maîtriser la qualité des dangers au cours du
processus de production des denrées alimentaires.
En tant que producteur d'un produit fragile qui
présente des dangers ; biologiques, chimiques et physiques, et
allergènes, et pour que ce produit doit satisfaire aux exigences
réglementaires et aux attentes des clients, et aussi pour faire face
à la concurrence du marché international, vu aussi les exigences
de l'ouverture imminente en 2010. L'Entreprise CONAGRO devrait mettre en place
un SMSA.
Chapitre I : Présentation de l'Entreprise
« CONAGRO »
I. Historique
L'entreprise CONAGRO a été
créée en 1999 et n'a démarrée son activité
qu'en 2002.
La période intermédiaire a
été consacrée à la construction et à la mise
en place de l'outil de production.
Spécialisée dans l'oléiculture,
cette entreprise est dotée :
· D'une unité de transformation et de
préparation d'olives
· D'une unité de transformation et de
préparation de légumes
· D'une unité de production d'huile
d'olives.
Son effectif est de l'ordre de 70 personnes mais peut
atteindre 200 personnes durant la campagne de l'olive.
La totalité de la production est destinée
à l'exportation dont 95% pour le marché américain et 5%
pour le marché européen.
II. Carte d'identité
· Situation juridique : Société a
responsabilité Limitée (SARL)
· Année de création :
1999
· Secteur d'activité : Industrie
Agroalimentaire
· Capital social : XXXXXXX Dhs
· Siège social : 61/62 N.Z.I Bir Rami
Kenitra 14 0007 Maroc.
· Dépôt : xxx
· Tél. : +212 37 37 45 75/ 37 36 62
17
· Fax. : +212 37 36 52 06
· Registre de commerce :xxx
· Patente : 20113607
· I.F : 03701286
III. Activites
L'entreprise CONAGRO est une unité
industrielle de traitement, de transformation et de conditionnement de produit
alimentaires frais, destinés exclusivement à l'export vers les
EtatsUnis. L'activité est principalement basée sur
l'oléicole : production d'huile d'olives et le conditionnement d'olives
de table, d'autres lignes de traitement et de conditionnement de certains
légumes viennent compléter l'activité de l'entreprise, en
l'occurrence, l'artichaut,le poivron rouge, les choux -fleurs, les variantes,
etc.
L'entreprise CONAGRO est dotée de moyens
techniques performants, de ressources humaines qualifiées, et d'une
organisation adaptée. Plusieurs normes de qualité sont en cours
d'implémentation ; ISO et HACCP, en vue de donner une garantie aux
différents clients étrangers quant à la qualité des
produits.
IV. Moyens Techniques
L'unité agroalimentaire CONAGRO est dotée
des installations techniques suivantes :
· Unité fabrication d'huile
d'olives,
· Unité de traitement et de conditionnement
d'olives de table,
· Unité de traitement et de conditionnement
d'artichauts,
· Unité de traitement et de conditionnement
de poivron rouge,
· Unité de traitement et de conditionnement
de variantes,
· Un laboratoire d'analyse et de teste,
· Une administration regroupant tous les
services,
· Un pont bascule,
· Des installations pour le personnel (cantine,
vestiaires, douches, toilettes),
· Une aire de stockage non couverte,
· Des magasins de stockage de produits finis et
d'emballages,
fMéthotie tie 'Travai(
· Bassins,
· Un réseau des fluides,
· 8500 fûts de stockage d'huiles d `olives
d'une capacité de 4 tonnes,
· une citerne de stockage d'huile d'olives d'une
capacité de 4 tonnes,
· une chaudière de 18 tonnes avec 2
brûleurs.
V. Moyens Humains
L'entreprise CONAGRO compte parmi son personnel entre
autres :
· Deux cadres dirigeants,
· Un staff administratif et financier,
· Des techniciens de production,
· Des responsables d'équipes,
· Des ingénieurs biologistes,
Etant donné que l'activité de l'entreprise
CONAGRO est saisonnière, le personnel se compose de :
· Effectif permanent : 23
· Effectif saisonnier : Varie entre 150 et 200
ouvriers en fonction de l'arrivage des récoltes.
VI. Organigramme de L'Entreprise
Président
Directeur
Général

Direction
Générale


Direction Administrative Service de
et Financière production

Import/Export
Comptabilité Achats généraux
Ressources Contrôle
Huilerie
Humaines
Conserverie Maintenance



Matières
premières
Magasin
Qualité
VII. La chaine de production
L'entreprise CONAGRO est dotée d'une
chaîne de traitements et de conditionnement d'olive de table. La
description des étapes de fabrication et de conditionnement des olives
tournantes sont décrite en Annexe B (Tab.15).
Chapitre II : Methodologie
I. Objectifs de l6etude
Pour toute entreprise qui envisage d'engager un
projet de certification SMSA, le diagnostic permet d'évaluer
l'écart entre l'existant et ce qui est demandé par la norme ISO
22.000.
Le but principal de ce diagnostic est d'analyser
l'état de l'entreprise « CONAGRO » Kenitra en matière
de management de la sécurité des denrées alimentaires et
d'hygiène, et de proposer des actions d'amélioration, et ce en
tenant compte, de son contexte technique, économique et
humain.
Pour ce faire, nous avons réalisé ce
travail en douze mois (Décembre 20057 Décembre 2006) au niveau de
l'entreprise « selon les étapes suivantes:
· Identifier l'ensemble des activités de
l'entreprise ;
· Identifier la vision de la direction à
propos le SMSA ;
· Assister de près les différentes
opérations au niveau de la chaîne de la fabrication ;
· Examiner la documentation de la qualité et
de la sécurité des olives de table.
II. Diagnostic
On a effectué un diagnostic, qui a
touchée toutes les sections de du service production de l'entreprise.
Plusieurs questions ont été posées, en vérifiant la
documentation disponible dans chaque section.
1. Diagnostic de la documentation exigee
Le chapitre 4 de la norme ISO 22.000 contient des
exigences applicables à toute l'entreprise, ce chapitre impose une
approche processus sur toutes les activités de management de la
sécurité des
denrées alimentaires, Parmi ces exigences, la
documentation qui doive être lisible, identifiable, disponible, et
approuvée avant diffusion.
Afin de maîtriser la documentation, notre
travail a consistée de vérifier les exigences de la norme (le
chapitre 4.2) et apporter les actions correctives si nécessaire, pour ce
faire, on a :
cr Vérifié le
système documentaire de l'entreprise,
0° Vérifié la diffusion des
documents,
cr Elaboré la liste des
enregistrements,
cr Elaboré la liste des
documents d'origine externe.
Le système documentaire de l6entreprise
Manuel HACCP
Le manuel HACCP de l'entreprise décrit les
dispositions générales prises par l'entreprise pour la
salubrité et la sécurité de ses produits, selon la
pyramide (Fig.10) que nous avons réalisé et
amélioré.
Figure 10: la Pyramide documentaire de
l'entreprise
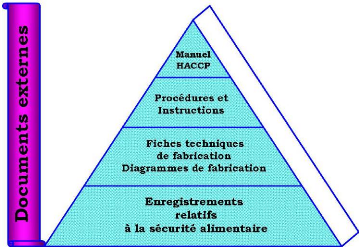
Procedures
a. Exigences relatives aux procedures :
Il y a Les procédures exigées par la
démarche HACCP :
1) Procédure de maîtrise des
documents
2) Procédure de maîtrise des
enregistrements.
3) Procédure de communication.
4) Procédure de maîtrise des produits.
non-conformes.
5) Procédure de traitement de plainte et de
retrait du produit.
6) Procédure de maîtrise des
équipements de mesures et des méthodes documents.
7) Procédure d'audit.
L'entreprise doit formaliser les six procédures
exigées par la norme ISO 22.000:
Tableau 3: Les 6 procédures documentées de
la norme ISO 22.000
|
§ ISO 22.000
|
6 Procedures documentées
|
|
4.2.2
|
Maîtrise des documents
|
|
4.2.3
|
Maîtrise des enregistrements
|
|
7.10.3
|
Devenir des produits potentiellement
dangereux
|
|
7.10.1
|
Corrections
|
|
7.10.2
|
Actions correctives
|
|
8.4.1
|
Audit interne
|
Ces procédures doivent être
identifiées par un titre, une référence, une date de
rédaction, un indice de révision. Elles doivent porter le nom de
l'entreprise et une pagination. Elles doivent aussi visées par le
rédacteur, le vérificateur et l'approbateur.
b. Inventaires des procedures existantes (Tab 14, annexe
A)
c. Inventaires des procedures a élaborer
:
· Procédure d'évaluation des
fournisseurs (Traçabilité Agriculteur) (Annexe A) ;
· Procédures pour gérer les
situations d'urgences et accidents ayant une incidence sur le SMSA
;
· Procédures documentées concernant
les produits potentiellement dangereux ;
· Procédures de transformations et /ou de
destruction concernant les produits non-conformes ;
Pour les procedures de realisation du produit, on a
prevu :
· Une procédure de contrôle
microbiologique du produit fini ;
· Une procédure de traitement des eaux
usées (les margines) ;
· Une procédure de transformation et de
traitement des déchets des olives de table.
Enregistrements
Les enregistrements constituent la preuve objective
de la qualité et de la sécurité des aliments obtenues, et
que les différents éléments du SMSA ont été
effectivement et efficacement appliqués.
L'entreprise a établie une procédure
pour assurer l'identification, le stockage, la protection,
l'accessibilité, la durée de conservation et le type ou format
des enregistrements.
Verification de la diffusion des documents
Pour s'assurer de la diffusion des documents sur les
lieux d'utilisation, et que seulement les nouvelles versions approuvées
sont applicables, et empêcher toute utilisation non intentionnelle de
document périmés, nous avons proposé la grille de
diffusion (Tab.5), qui permet de vérifier les points suivants
:
· Le nom du document ;
· Son identification ;
· La version.
Tableau 4: Grille de diffusion des documents
internes
Grille de diffusion des documents internes
|
Documents
|
Identification
|
Pilotes
|
Revision
|
Elaboration de la liste des enregistrements
L'entreprise a établi une procédure de
maîtrise des enregistrements pour assurer l'identification, le stockage,
la protection, l'accessibilité, la durée de conservation et le
type ou format des enregistrements.
Tableau 5: Liste des enregistrements
|
Document
|
Indexage
|
Identifica
tion
|
Révision
|
Respon
sable de
classem
ent
|
Durée de
classement
|
Lieu
|
Resp onsa ble archi vage
|
Durée
d'archi
vage
|
Lieu
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Elaboration de la liste des documents d'origine
externe
Cette liste est élaborée pour s'assurer que
les documents
d'origine externe sont identifiés et que leur
diffusion est maîtrisée.
On a élaboré la liste des documents
d'origine externe en recherchant toute sorte de documentation externe (les
normes, les réglementations, les documents techniques, etc.) qui ont une
incidence sur la sécurité du produit.
Tableau 6: Liste des documents d'origine
externe
|
Logo
|
Liste des documents d'origine
|
Date
|
|
externe
|
|
Document
|
Référence
|
Révision
|
2. Evaluation des Programmes Prealables
Nous avons effectué un examen des programmes
préalables, pour déterminer s'ils répondent ou non aux
exigences réglementaires, et s'ils englobent la totalité des
mesures de contrôle et des documents nécessaires.
Afin de mesurer les écarts entre les exigences
normatives et les pratiques réelles de l'entreprise, nous avons
mené une auto-évaluation en se basant sur une grille d'inspection
élaborée à partir des normes explicitées dans le
PASA et le Codex Alimentarius.
L'auto-évaluation par examen des dossiers et
vérification sur place des programmes préalables de
l'établissement consiste à relever les lacunes que comportent ces
programmes. Cette auto-évaluation va nous permettre de rectifier les
non-conformités dans le cas de non-respect de ces exigences (Tab.7, Plan
PRP).
Tableau 7 : Plan PRP
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 1 of 29
|
|
Programmes Préalables - (Items)
|
Qui
position
ou personne
responsable
|
Fréquence
à
laquelle
surveillance
&
vérification
effectuées.
|
QuoiIComment
Indiquer les normes de
l'établissement ainsi que la raison pour
laquelle la surveillance, la rectification et la vérification sont
effectuées et la façon de procéder pour
s'assurer
que les normes établies
soient
respectées.
|
Rectification
|
vérification
|
Dossier
Identifier le
titre des
dossiers
|
|
(A) Locaux (A 1) Extérieur du bitiment (A 1.1)
Terrain et bUtiment
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
A 1.1.1 -Le bâtiment est situé à
l'écart de contaminants environnementaux; les routes et les environs
sont exempts de débris et de déchets, ils sont bien
drainés et entretenus de façon à réduire au minimum
les risques environnementaux.
|
-Resp. production 7Resp. Hygiène
|
Une fois aux
six mois
|
S'assurer que le bâtiment
respecte les
exigences du
|
Programme A 1. 1 1.-
.
|
Vérification de
la fiche des PP
par
le
responsable
qualité tous
les six mois.
|
Plan
d'actions
correctives
AC-SQ
01
|
|
A 1.1.2 7 L'extérieur du bâtiment est
conçu,
construit et entretenu de manière à
prévenir
toute introduction de contaminants et de
vermine (p. ex., protection de toutes les ouvertures,
emplacement judicieux des prises d'air, entretien adéquat du toit, des
murs et des fondations pour prévenir les fuites).
|
7Resp. production
7Resp.
..
Hygiene
|
Une fois aux
six mois
|
S'assurer que l'extérieur du
bâtiment
respecte les
exigences du Programme
A 1.1.2
|
.
|
Vérification de
la fiche des PP
par
le
responsable
qualité tous
les six mois.
|
Plan
d'actions
correctives
-
AC-SQ 01
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 2 of 29
|
|
Programmes Préalables 7 (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(A) Locaux (A 2) Extérieur du bitiment (A 2.1)
Conception, construction et entretien
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
A 2.1.1 7 Si cela est
nécessaire/approprié,
certaines zones de l'établissement sont munis
d'un nombre suffisant de bains antiseptiques et d'installations de lavage des
mains actionnées sans l'usage des mains, situées à des
endroits pratiques et dotées de tuyaux d'évacuation à
siphon reliés au réseau d'égout, bains
assainissants des mains et des bottes ou
pulvérisateurs assainissants qui
contrôlent
efficacement le potentiel de contamination
croisée (p.ex., concentration
chimique
adéquate).
|
·
|
·
|
·
|
·
|
N.A
|
.
|
|
A 2.1.2 -Les planchers, les murs et les plafonds
sont
faits de matériaux durables,
imperméables, lisses, faciles à nettoyer
et adaptés aux conditions de production de la zone visée. Le cas
échéant, les joints des murs, des planchers et des plafonds sont
scellés et les angles sont recouverts d'un cavet pour prévenir la
contamination et faciliter le nettoyage.
|
-Resp. production -Resp. Hygiène.
|
Une fois aux
six mois
|
S'assurer que les
planchers, les murs et les respectent les plafonds
resp p
exigences du Programme A
2. 21.
|
·
|
Vérification de
la fiche des PP
par
le
responsable
qualité tous
les six mois.
|
Plan
d actions
'
correctives
-
AC-SQ 01
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 3 of 29
|
|
Programmes Préalables - (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(A) Locaux (A 2) Extérieur du bitiment (A 2.1)
Conception, construction et entretien
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
A 2.1.3 -Les planchers, les murs et les plafonds sont
faits de matériaux qui n'entraîneront pas la contamination du
milieu ou des aliments. Ces matériaux sont énumérés
dans la « Liste de référence pour les pièces de
matériaux de construction, les matériaux d'emballage et les
produits chimiques non alimentaires acceptés ».
|
-Resp. production
- Resp. Hygiène
|
Une fois aux
six mois
|
S'assurer que les
planchers, les murs et les plafonds respectent les
exigences du Programme A 2.1.3
|
·
|
Vérification de
la fiche des PP
par
le
responsable
qualité tous
les six
mois.
|
Plan
d'actions
correctives
AC-SQ-
01
|
|
A 2.1.4 -La pente des planchers est suffisante pour
permettre l'écoulement des liquides vers des renvois à
siphon.
|
-Resp. production -Resp. Hygiène
|
Une fois aux
six mois
|
S'assurer que la pente des planchers respecte les
exigences du Programme A 2.1.4
|
.
|
Vérification de
la fiche des PP
par
le
responsable
qualité tous
les six mois
|
Plan
d'actions
correctives
AC-SQ-
01
|
|
A 2.1.5 -Les plafonds, les structures
suspendues, les escaliers et les ascenseurs sont
conçus, construits et entretenus de manière à
prévenir toute contamination.
|
-Resp. production -Resp. Hygiène
|
Une fois aux
six mois
|
S'assurer que les plafonds,
les structures
suspendues,
les escaliers et les
ascenseurs respectent les exigences
du Programme A 2.1.5
|
·
|
Vérification de
la fiche des PP
par
le
responsable
qualité tous
les six mois
|
Plan
d'actions
correctives
AC-SQ-
01
|
|
A 2.1.6 -Les fenêtres sont scellées ou
munies de grillages bien ajustés. Lorsque le bris de fenêtres en
verre risque d'engendrer une contamination des aliments, les fenêtres
sont construites avec un autre matériau ou sont adéquatement
protégées.
|
-Resp. production -Resp.
Hygiène
|
Une fois aux
six mois
|
S'assurer que les fenêtres
respectent les
exigences
du Programme A 2. 61.
|
·
|
Vérification de
la fiche des PP
par
le
responsable
qualité tous
les six mois
|
Plan
d'actions
correctives
AC-SQ-
01
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 4 of 29
|
|
Programmes Préalables 7 (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(A) Locaux (A 2) Extérieur du bitiment (A 2.1)
Conception, construction et entretien
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
A 2.1.7 -Les portes ont une surface lisse et non
absorbante. Elles sont bien ajustées et à fermeture automatique,
lorsque c'est approprié.
|
-Resp.production
7Resp. Hygiène
|
Une fois aux
six mois
|
S'assurer que les portes
respectent les exigences
du Programme A
2.1.7
|
.
|
Vérification de
la fiche des PP
par
le
responsable
qualité tous
les six mois
|
Plan
d'actions
correctives
AC-SQ-
01
|
|
A 2.1.8 -Les bâtiments et les installations sont
conçus de manière à faciliter la salubrité des
opérations par le biais de mécanismes de régulation du
procédé, de l'arrivée des ingrédients à
l'établissement jusqu'au produit fini. Les circuits qu'empruntent les
employés, les produits et l'équipement empêchent
la
contamination des aliments grâce à
une
séparation physique ou opérationnelle
des
activités. Les procédures et les
politiques servent à empêcher la contamination croisée lors
de la production. Les plans et les schémas séquentiels de
production sont disponibles.
|
7Resp. production
- Resp. Hygiène
|
Une fois aux
six mois
|
S'assurer que les
bâtiments et les
installations respectent les exigences du Programme A
2.1.8
|
·
|
Vérification de
la fiche des PP
par
le
responsable
qualit tous
e
les six mois
|
Plan
d actions '
correctives
AC - 01
|
|
A 2.1.9 7 Les locaux d'habitation sont
séparés
des zones de manutention, de transformation
et
d'emballage des aliments et n'y donnent pas
accès directement. La séparation physique
et opérationnelle de toutes les activités
incompatibles est assurée quand il existe un
risque de contamination croisée.
|
7Resp. production -Resp. Hygiène
|
Une fois aux
six mois
|
S'assurer que les locaux d'habitation respectent les
exigences du Programme A 2.1.9
|
.
|
Vérification de
la fiche des PP
par
le
responsable
qualit tous
e
les six mois
|
Plan
d'actions
correctives
AC - 01
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 5 of 29
|
|
Programmes Préalables 7 (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(A) Locau= (A 2) Intérieur du bitiment (A 2.2)
Eclairage
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
A 2.2.1 -L'éclairage permet de mener à
bien l'activité d'inspection ou de production prévue, ne modifie
pas la couleur des aliments, sont du type de sûreté ou sont
protégés afin de ne pas contaminer les aliments s'ils se
brisent.
|
-Resp. maintenance -Resp.
production
|
Une fois aux
six mois
|
S'assurer que l'éclairage
exigences duecte les
exig
respecte
Programme A 2. 12.
|
·
|
Vérification de
la fiche des PP
par
le
responsable
qualité tous
les six mois
|
Plan
d'actions
correctives
AC-SQ-
01
|
|
A 2.2.2 7 Les ampoules et les appareils
d'éclairage suspendus, dans les endroits
où sont exposés des matériaux d'emballage ou des aliments,
sont du type de sûreté ou sont protégés afin de ne
pas contaminer les aliments s'ils se brisent.
|
-Resp. maintenance - Resp.
production
|
Une fois aux
six mois
|
S'assurer que les ampoules et les appareils
d'éclairage suspendus respectent les exigences du Programme A
2.2.2
|
·
|
Vérification de
la fiche des PP
par
le
responsable
qualité tous
les six mois
|
Plan
d'actions
correctives
AC-SQ-
01
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 6 of 29
|
|
Programmes Préalables 7 (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(A) Locau= (A 2) Intérieur du bitiment (A 2.3)
Ventilation
Conforme Non-conformité 0
COMMENTAIRES:
Un système de ventilation est obligatoire
|
|
A 2.3.1 7 Le bâtiment est ventilé de
façon que la vapeur, la condensation ou la poussière ne puisse
s'accumuler et que l'air vicié puisse être évacué.
Les filtres sont nettoyés ou remplacés au besoin.
|
-Resp. maintenance -Resp.
production
|
Une fois aux
six mois
|
S'assurer que la ventilation du bâtiment
respecte les exigences du Programme A 2.3.1
|
Utilisation d'un
système de
ventilation
|
Vérification de
la fiche des PP
par
le
responsable
qualité tous
les six mois
|
Plan
d'actions
correctives
AC-SQ-
01
|
|
A 2.3.2 -Dans les zones sensibles à la
contamination microbiologique, une pression d'air
positive est maintenue.
|
-Resp.
an
maintence -Resp.
production
|
Au besoin
|
S'assurer que une pression d'aire positive respecte
les exigences du Programme A 2.3.2
|
Utilisation d'une
pression d'air
positif
|
Vérification de
la fiche des PP
par
le
responsable
qualité
|
Plan
d'actions
correctives
AC-SQ-
01
|
|
A 2.3.3 -Au besoin, l'air utilisé pour
certaines
techniques de transformation (transport
pneumatique, agitation par air, soufflerie,
séchoir, etc.) provient d'une source appropriée et est
convenablement traité (prises d'air, filtres, compresseurs) pour
réduire toute source de contamination.
|
-Resp. maintenance -Resp.
production
|
Au besoin
|
S'assurer que Fair utilisé respecte les
exigences du Programme A 2.3.3
|
Traitement de l'air
utilisé
|
Vérification de
la fiche des PP
par
le
responsable
qualité
|
Plan
d'actions
correctives
AC-SQ-
01
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 7 of 29
|
|
Programmes Préalables - (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(A) Locaux (A 2) Intérieur du bitiment (A 2.4)
Elimination des déchets
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
A 2.4.1 -Les réseaux sont conçus et
construits de façon qu'il n'y ait pas de raccordement entre le
réseau d'égout et tout autre réseau d'évacuation
des effluents de l'établissement. Les conduites d'effluents ou d'eaux
usées ne passent pas directement au-dessus d'une zone de production et
ne les traversent pas, sauf si un dispositif permet de prévenir toute
contamination. Ces systèmes sont dotés de siphons et de prises
d'air fonctionnels qui ne dégagent pas d'odeurs.
|
-Resp. maintenance -Resp.
production
|
Une fois aux
six mois
|
S'assurer que les réseaux respectent les
exigences du Programme A 2.4.1
|
·
|
Vérification de
la fiche des PP
par
le
responsable
qualité tous
les six mois
|
Plan
d'actions
correctives
AC-SQ-
01
|
|
A 2.4.2 -Des équipements et des installations
appropriés sont prévus et entretenus pour l'entreposage des
déchets et des matériaux non comestibles jusqu'à ce qu'ils
soient enlevés; ils sont clairement identifiés, étanches
et couverts au besoin. Les déchets sont enlevés et les
installations et les contenants sont nettoyés et assainis à une
fréquence appropriée afin de réduire au minimum les
risques de contamination.
|
-Resp. maintenance -Resp.
production
|
Chaque jour
|
S'assurer
équipe que les
ments et les
installations pour
l'entreposage des déchets
et des matériaux non
comestibles respectent les exigences du Programme A 2.4.2
|
·
|
Vérification de
la fiche des PP
dans les
24H
par le
responsable
qualité
|
Plan
d'actions
correctives
AC-SQ-
01
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 8 of 29
|
|
Programmes Préalables 7 (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(A) Locaux (A 2) Intérieur du bitiment (A 2.5)
Secteur réservé aux matériaux non comestibles
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
A 2.5.1 -Un secteur distinct est prévu pour le
nettoyage et la désinfection de l'équipement employés pour
les matériaux non comestibles. Lorsqu'un secteur distinct n'est pas
accessible, le nettoyage et la désinfection de l'équipement
utilisé pour les matériaux non comestibles est
séparé adéquatement des zones d'entreposage et de
production afin de réduire la contamination.
|
-Resp. production -Resp.
hy
hygiene
|
Chaque jour
|
S'assurer qu'un secteur
distinct est prévu pour le
N&D de
l'équipement
respecte les exigences du
Programme A
2.5.1
|
·
|
Vérification de
la fiche des PP
dans les
24H
par le
responsable
qualité
|
Plan
d'actions
correctives
-
AC 01
|
|
A 2.5.2 -Un nombre suffisant de secteurs
réservés aux matériaux non comestibles sont situés
à l'écart, ventilés et réfrigérés (au
besoin) de façon à éviter toute contamination
croisée des produits comestibles.
|
-Resp. achat -Resp.
production
|
Au besoin
|
S'assurer que les secteurs réservés aux
matériaux non comestibles respectent les exigences du Programme A
2.5.2
|
Utilisation d'un
système de
ventilation
|
Vérification de
la fiche des PP
par
le
responsable
qualité
au besoin
|
Plan
d'actions
correctives
AC-SQ-
01
|
|
A 2.5.3 -Les matériaux non comestibles sont
rendus impropres à la consommation (dénaturés),
conformément aux exigences du programme.
|
-Resp. achat -Resp.
production
|
Au besoin
|
S'assurer que les
matériaux non comestibles sont rendus impropres
à la consommation selon le programme A 2.5.3
|
.
|
Vérification de
la fiche des PP
par
le
responsable
qualité
au besoin
|
Plan
d 'actions co i
rrect ves AC-SQ- 01
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 9 of 29
|
|
Programmes Préalables 7 (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(A) Local= (A 3) Installations sanitaires (A 3.1)
Installations des employés
Conforme Non-conformité 0
COMMENTAIRES:
Absence d'eau chaude, de savon,
d'essuie-mains sanitaires, et d'un système de ventilation.
|
|
A 3.1.1-Les salles de toilettes et les postes de
lavage des mains disposent d'eau courante potable froide et chaude, de
distributeurs de savon, de savon, d'essuie7mains sanitaires ou de
sèche7mains et d'une poubelle nettoyable. Des avis sont affichés
aux endroits appropriés, rappelant aux employés de se laver les
mains.
|
-Resp. Hygiène 7Resp. production
|
Chaque jour
|
S'assurer les salles de
toilettes et les postes de
lavage des mains
respectent les exigences
du Programme A
3.1.1
|
utilisation d'eau
chaude,
de
savon, et
d'essuie7mains
sanitaires
|
Vérification de
la fiche des PP
dans les
24H
par le
responsable
qualité
|
Plan
d'actions
correctives
AC-SQ-
01
|
|
A 3.1.2 -Les salles de toilettes, les
cafétérias et les vestiaires sont dotés d'un
système de ventilation et de drainage au sol adéquat et font
l'objet d'un entretien assurant la prévention de toute contamination;
ils sont séparés des zones de transformation des aliments et n'y
donnent pas accès directement.
|
-Resp. Hygiène -Resp. production
|
Chaque jour
|
S'assurer Les salles de
toilettes, les cafétérias et les
vestiaires respectent les exigences du Programme A 3.1.2
|
Utilisation d'un
système de
ventilation
|
Vérification de
la fiche des PP
dans les
24H
par le
responsable
qualité
|
Plan
d'actions
correctives
AC-SQ-
01
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 10 of 29
|
|
Programmes Préalables 7 (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(A) Locau= (A 3) Installations sanitaires (A 3.2)
Installations de nettoyage et d'assainissement de
l'équipement
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
A 3.2.1 -Les installations de nettoyage et
d'assainissement de l'équipement sont faites de
matériaux résistant à la corrosion, faciles à
nettoyer et sont alimentées en eau potable à des
températures convenant aux produits
chimiques de nettoyage utilisés; elles
sont
adéquatement séparées des zones
d'entreposage, de transformation et d'emballage des aliments afin de
prévenir toute contamination.
|
-Resp. Hygiène -Resp. production
|
Une fois aux
six mois
|
S'assurer que les
installations de nettoyage
et d'assainissement de l'équipement respectent
les exigences du Programme A 3.2.1
|
·
|
Vérification de
la fiche des PP
par
le
responsable
qualité tous
les six mois
|
Procédure
N &
D
Equipements
PN-SP-06
|
|
A 3.2.2 -S'il y a lieu, l'équipement de
nettoyage et d'assainissement est conçu pour l'usage auquel il est
destiné et est bien entretenu.
|
-Resp. Hygiène -Resp. production
|
Avant N&d
|
S'assurer que l'équipement de nettoyage et
d'assainissement congu et entretenu selon les exigences du
Programme A 3.2.2
|
·
|
Vérification de
la fiche des PP
dans les
24H
par le
responsable
qualité
|
Procédure
N &
D
Equipements
PN-SP-06
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 11 of 29
|
|
Programmes Préalables - (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(A) Locau= (A 4) EauIGlaceIVapeur -
Qualité et approvisionnement (A 4.1) Eau, Glace Es Vapeur
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
A 4.1.1 -L'eau et la vapeur sont
analysées par l'opérateur à une
fréquence suffisante pour confirmer leur potabilité. L'eau
provenant de sources autres que l'alimentation de la municipalité
doit
subir les traitements et les analyses requis pour
garantir sa potabilité. Les dossiers sur la potabilité de l'eau
et de la glace comprennent les informations
suivantes : source d'eau, site
d'échantillonnage, résultats d'analyse,
analyste, date. L'eau est conforme aux « Recommandations pour la
qualité de l'eau potable.
|
-Resp.maintenance -Resp.
production
|
- 4 fois par
j our (chaque 3 heures)
- chaque 6 mois
|
S'assurer que l'eau et la
vapeur
respectent les
exigences du
Programme A
4.1.1
|
·
|
Vérification de la
fiche des PP dans
les
24H par le
responsable
qualité
|
Procédure
approvisionnement
et traitement
de
l'eau
PC-SP-04
|
|
A 4.1.2 -L'eau alimentant les chaudières et
toute eau soumise à un traitement chimique font l'objet d'un suivi et
d'un contrôle de façon à obtenir la concentration voulue et
à éviter toute contamination. Les dossiers sur le
traitement de l'eau comprennent les
informations suivantes : mode de
traitement, site
d'échantillonnage,
résultats d'analyse, analystes et
date.
|
-Resp. maintenance
- Resp. production
|
- 4 fois par jour (chaque 3 heures)
- Chaque 6 mois)
|
S'assurer que l'eau
alimentant les chaudières et toute eau soumise
à un traitement chimique respectent les exigences du Programme A
4.1.2
|
·
|
Vérification de la
fiche des PP dans
les
24H par le
responsable
qualité
|
Procédure
approvisionnement
et traitement
de
l'eau
PC-SP-04
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 12 of 29
|
|
Programmes Préalables - (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(A) Locau= (A 4) EauIGlaceIVapeur - Qua~ite et
approvisionnement (A 4.1) Eau, Glace 86 Vapeur
Conforme 0 Non-conformit6
COMMENTAIRES:
|
|
A 4.1.3 -Il n'y a aucun raccordement entre le
réseau d'eau potable et le réseau d'eau non potable.
|
-Resp. maintenance -Resp.
production
|
Une fois
aux six
mois
|
S'assurer que le raccordement
entre le réseau d'eau potable et
le
réseau d'eau non potable
respectent les exigences du
Programme A
4.1.3
|
.
|
Vérification de la
fiche des PP tous
les
six mois par le
responsable
qualité
|
Procédure
approvisionnement
et traitement
de
l'eau
PC-SP-04
|
|
A 4.1.4 -Tous les tuyaux, robinets ou autres sources
similaires de contamination sont conçus pour prévenir tout
refoulement ou siphonnement.
|
-Resp. maintenance -Resp.
production
|
Une fois
aux six
mois
|
S'assurer que tous les tuyaux,
robinets ou autres
sources
similaires de contamination
respectent les exigences du
Programme A
4.1.4
.
|
|
Vérification de la
fiche des PP tous
les
six mois par le
responsable
qualité
|
Procédure
approvisionnement
et traitement
de
l'eau
PC-SP-04
|
|
A 4.1.5 -Si des filtres sont utilisés, ils sont
maintenus en bon état et sont bien entretenus d'une manière
hygiénique.
|
-Resp. maintenance -Resp.
production
|
Une fois
aux six
mois
|
S'assurer que les filtres
respectent les exigences
du Programme A
4.1.5
|
.
|
Vérification de la
fiche des PP tous
les
six mois par le
responsable
qualité
|
Procédure
approvisionnement
et traitement
de
l'eau
PC-SP-04
|
|
A 4.1.6 -Le volume, la température et la
pression de l'eau potable et de la vapeur conviennent à toutes les
demandes d'exploitation et de nettoyage.
|
-Resp. maintenance Res
p. - production
|
Chaque jour
|
S'assurer que le volume, la
température et la pression de
l'eau potable et de la vapeur
respectent les exigences du
Programme A 4.1.
6
|
·
|
Vérification de la
fiche des PP dans
les
24H par le
responsable
qualité
|
Procédure
approvisionnement
et traitement
de
l'eau
PC-SP-04
|
|
A 4.1.7 - Lorsque l'entreposage de l'eau
est
nécessaire , les installations sont
adéquatement conçues, construites
et
entretenues, de manière à prévenir
toute
contamination (p. ex., installations couvertes).
|
-Resp.
. maintenance -Resp.
production
|
Au besoin
|
S'assurer que lorsque
l'entreposage de l'eau est
nécessaire, les
installations sont
adéquatement concues et
respectent les exigences du
Programme
A 4.1. 7
|
.
|
Vérification de la
fiche des PP dans
les
24H par le
responsable
qualité
|
Procédure
approvisionnement
et traitement
de
l'eau
PC-SP-04
|
|
A 4.1.8 -L'eau recyclée est
épurée, surveillée et maintenue dans un état
approprié pour les fins auxquelles elle est destinée; elle
circule dans un réseau de distribution distinct, lequel est clairement
identifié.
|
.
|
.
|
.
|
.
|
N.A
|
.
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 13 of 29
|
|
Programmes Préalables - (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(B) Transport, Réception 86 Entreposage (B 1)
Transport (B 1.1) Véhicules de transport
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
B 1.1.1 -L'opérateur vérifie que les
véhicules satisfont aux exigences du transport des aliments.
1) Les véhicules ou les réservoirs en vrac
sont inspectés sur réception et avant leur
chargement pour
s'assurer qu'ils sont exempts de tout contaminant et qu'ils conviennent au
transport des aliments, et/ou
2) L'opérateur a mis en oeuvre un programme
visant à démontrer le caractère adéquat du
nettoyage et de l'assainissement (p. ex., on dispose d'une procédure
écrite de nettoyage et d'assainissement pour les véhicules
de
transport en vrac).
|
-Resp. maintenance -Resp.
production
|
Avant
expédition
|
S'assurer que les véhicules satisfont aux
exig
exigences du Programme B 1. 1
1.
|
·
|
Vérification de
la fiche des PP
dans les
24H
par le
responsable
qualité
|
Procédure
N & D
des
véhicules
du transport
PN-SP-03
|
|
B 1.1.2 -Les véhicules de transport
sont
chargés, aménagés et
déchargés de manière à prévenir tout dommage
et toute contamination des aliments et des matériaux
d'emballage.
|
-Resp. maintenance -Resp.
production
|
A
la
réception
des
ingrédients
et
emballage
|
S'assurer que les véhicules de transport
satisfont aux exigences du Programme B 1.1.2
|
.
|
Vérification de
la fiche des PP
dans les
24H
par le
responsable
qualité
|
Procédure N & D des véhicules du
transport PN-SP-03
|
|
B 1.1.3 -La réception des produits venant de
l'extérieur (alimentaires, non alimentaires, emballages) se fait dans
une zone distincte de la zone de transformation.
|
-Resp. achat -Resp.
production
|
A la
reception
des
ingrédients
et
emballage
|
S'assurer que la réception
des produits venant
de
l'extérieur satisfont aux exigences du
Programme B 1.1.3
|
.
|
Vérification de
la fiche des PP
dans les
24H
par le
responsable
qualité
|
Procédure
d'achat
PG-AN-02
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 14 of 29
|
|
Programmes Préalables - (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(B) Transport, Reception Es Entreposage (B 1) Transport
(B 1.2) Contrale de la temperature
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
B 1.2.1 -Les matériaux reçus de
l'extérieur nécessitant une réfrigération sont
transportés à une température contrôlée ou
acceptable pour la production d'aliments salubres et font l'objet d'une
surveillance appropriée. Les ingrédients congelés sont
transportés à des températures qui n'entraîneront
pas leur décongélation.
|
.
|
.
|
.
|
.
|
N.A
|
.
|
|
B 1.2.2 -Les produits finis sont transportés
dans des conditions de nature à prévenir l'endommagement ou la
détérioration.
|
Responsable production
|
Apres
chaque
production
|
S'assurer que les produits
finis sont
entreposés dans
des c onditions satisfont
aux exigences du
Programme B 1.2.2
|
.
|
Vérification de
la fiche des PP
dans les
24H
par le
responsable
qualité
|
Procédure
N & D
des
véhicules
du transport
PN-SP-03
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 15 of 29
|
|
Programmes Préalables - (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(B) Transport, Réception 86 Entreposage (B 2)
Réception et Entreposage (B2.1) Réception et entreposage des
matériaux regus de l'extérieur
Conforme WE Non-conformité
COMMENTAIRES:
|
|
B 2.1.1 -Les ingrédients nécessitant
une
réfrigération sont entreposés et
préparés à une température régulée ou
acceptable garantissant la production d'aliments salubres et font l'objet d'une
surveillance appropriée. Les ingrédients congelés sont
entreposés à des températures qui n'entraîneront pas
leur décongélation.
|
.
|
.
|
.
|
.
|
N.A
|
.
|
|
B 2.1.2 -Les ingrédients et les
matériaux
d'emballage sont manipulés et entreposés
de manière à prévenir leur endommagement, leur
détérioration ou leur contamination (p.ex., matériel
tombant par terre, contrôle des allergènes.) Au besoin, la
rotation des stocks est contrôlée.
|
-Resp. achat -Resp. production
|
A
la
réception
des
ingrédients
et
emballage
|
S'assurer que les ingrédients
et les
matériaux d'emballage
sont entreposés dans des
conditions satisfont aux exigences du
Programme B 2.1.2
|
·
|
Vérification de la
fiche
d'entreposage
des
ingrédients et des
emballages par
le
responsable
qualité à
chaqueréception
|
Procédure
d'achat
PG-AN-02
|
|
B 2.1.3 - Les intrants sont évalués
à la réception, lorsque cela est possible, pour assurer que les
spécifications d'achat ont été respectées (p.ex.,
prise de température, évaluation organoleptique). Les lettres de
garantie visant les intrants pour lesquelles il faut une lettre de garantie
sont dans le dossier ou lorsque cela est nécessaire pour assurer que les
spécifications d'achat sont respectées. Lorsque les inspections
des propriétés organoleptiques ne suffisent pas à
confirmer l'acceptabilité des intrants, des certificats d'analyse ou des
audits chez les fournisseurs peuvent servir à confirmer les engagements
pris dans les lettres de garantie.
|
-Resp. achat -Resp. production
|
A
la
réception
des
intrantss
|
S'assurer que les intrants satisfont aux exigences du
Programme B 2.1.3
|
·
|
Vérification de
la fiche des
intrants par
le
responsable
qualité à
chaque
réception
|
Procédure
d'achat
PG-AN-02
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 16 of 29
|
|
Programmes Préalables - (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(B) Transport, Reception Es Entreposage (B 2) Reception
et Entreposage (B 2.2) Reception et entreposage des produits chimiques non
alimentaires
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
B 2.2.1 -Tous les produits chimiques non alimentaires,
utilisés pour le traitement de l'eau, le traitement de la
chaudière, et l'assainissement, les pesticides, les revêtements,
les peintures, les produits chimiques, les lubrifiants et les autres produits
sur des surfaces alimentaires sont énumérés dans la «
Liste de référence pour les pièces de matériaux de
construction, les matériaux d'emballage et les produits chimiques non
alimentaires acceptés ». Autrement, leur usage est permis en vertu
d'une « lettre de non-objection ».
|
-Responsable maintenance -Responsable
production
|
A
la
réception
des
ingrédients
|
S'assurer que les produits
chimiques non alimentaires sont listés selon
les exigences du Programme B 2.2.1
|
·
|
Vérification de la
fiche des
produits
chimiques non
alimentaires à
chaque
réception
par le responsable
qualité
|
Procédure
d'achat
PG-AN-02
|
|
B 2.2.2 -Les produits chimiques non alimentairessont
reçus et entreposés dans un lieu sec et bien ventilé et ne
présentant aucun risque de contamination croisée des aliments ou
des surfaces alimentaires.
|
-Resp. achat -Resp.
production
|
A
la
réception
des
ingrédients
|
S'assurer que les produits
chimiques non alimentaires
sont entreposés selon les exigences du
Programme B 2.2.2
|
.
|
Vérification de la
fiche des
produits
chimiques non
alimentaires à
chaque récep
tion
par le responsable
qualité
|
Procédure
d'achat
PG-AN-02
|
|
B 2.2.3 -Lorsque leur utilisation continue dans les
zones de manutention des aliments l'exige, ces produits chimiques sont
entreposés de manière à prévenir la contamination
des aliments, des surfaces alimentaires et des matériaux
d'emballage.
|
-Resp. achat -Resp.
production
duction
|
A
la
réception
des
ingrédients
|
S'assurer que les produits
chimiques non alimentaires
sont entreposés de
manier a
prévenir la contamination,
selon exigences du
Programme B 2.2.3
|
.
|
Vérification de la
fiche des
produits
chimiques non
alimentaires à
chaque
réception
par le responsable
qualité
|
Procédure
d'achat
PG-AN-02
|
|
B 2.2.4 -Les produits chimiques sont entreposés
et
mélangés dans des contenants
propres et bien
étiquetés; ils sont distribués et
manipulés uniquement par des personnes autorisées à le
faire et qui ont reçu la formation voulue.
|
-Resp. achat -Resp.
production
|
A
la
réception
des
ingrédients
|
S'assurer que les produits
chimiques non alimentaires
sont étiquetés selon les exigences du
Programme B 2.2.4
|
.
|
Vérification de la
fiche des
produits
chimiques non
alimentaires à
chaque récep
tion
par le responsable
qualité
|
Procédure
d'achat
PG-AN-02
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 17 of 29
|
|
Programmes Préalables - (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(B) Transport, Reception Es Entreposage (B 2) Reception
et Entreposage ( B2.3) Entreposage des produits fini
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
B 2.3.1 -Les produits finis sont entreposés,
subissent une rotation et sont manipulés dans des conditions propres
à prévenir toute détérioration.
|
Responsable
production
|
Chaque jour
|
S'assurer que
l'entreposage des produits finis respecte les
exigences du Programme B 2.3.1
|
.
|
Vérification de la
fiche de
contrôle
conditionnement
tous les 24H par
le
responsable
qualité
|
Fiche de
contrôle
conditionnement
(ENR
-SP-16)
|
|
B 2.3.2 -Les produits retournés, non
conformes ou suspects, sont clairement
identifiés et entreposés dans une
zone
distincte jusqu'à ce
que l'on en dispose comme il convient.
|
Responsable production
|
En cas de
rappel
|
S'assurer que
l'entreposage les produits retournés, non
conformes ou suspects respectent les exigences du Programme B 2.3.2
|
.
|
Vérification de la
fiche
des
produits
retournés en cas
de rappel par
le
responsable
qualité
|
Procédure de
traitement des
plaintes
et
de retrait de
produit
PG-SQ-05
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 18 of 29
|
|
Programmes Préalables 7 (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(C) Equipement (C1) Equipement Général (C
1.1) Conception et Installation
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
C 1.1.1 -L'équipement et les ustensiles
sont
conçus, construits et installés de
façon à :
7 satisfaire aux exigences du
procédé
(particulièrement la pasteurisation, le
traitement
thermique, etc.);
7 être accessible pour les activités de
nettoyage, d'assainissement, d'entretien et d'inspection;
7 prévenir la contamination du produit durant les
opérations;
7 permettre un drainage approprié et, au besoin,
être reliés directement au réseau
d'égout;
7 assurer que toutes les surfaces alimentaires sont
lisses, non corrosives, non absorbantes, non toxiques, exemptes de
piqûres, de fissures ou de crevasses.
|
Responsable maintenance
|
Programme
technique
|
S'assurer que l'équipement
et les ustensiles
sont
congus, construits et installé selon les
exigences du Programme C 1.1.1
|
·
|
Vérification de
la fiche
des
équipements
et des
ustensiles par
le
responsable
qualité
|
Maîtrise des
Equipements
de
mesures
et desMéthodes
PG-SQ-06
|
|
C 1.1.2 -S'il y a lieu, l'équipement est muni
d'un dispositif d'évacuation vers l'extérieur pour
prévenir toute condensation excessive.
|
Responsable
maintenance
|
Programme
technique
|
S'assurer que l'équipement
est muni d'un
dispositif
d'évacuation vers
l'extérieur selon les exigences du Programme C
1.1.2
|
.
|
Vérification de la
fiche des
équipements et
des ustensiles
par
le responsable
ble
qualité
|
Maîtrise des
Equipements
de mesures
et
des
Méthodes
PG-SQ-06
|
|
C 1.1.3 -L'équipement et les ustensiles
servant
à la manutention des matériaux non
comestibles ne sont pas utilisés pour la
manutention de matériaux comestibles et sont clairement
identifiés.
|
Responsable maintenance
|
Programme
technique
|
S'assurer que l'équipement et les ustensiles
sont clairement identifiés selon les exigences du Programme C
1.1.2
|
.
|
Vérification de la
fiche
des
équipements et
des ustensiles par
le
responsable
qualité
|
Maîtrise des
Equipements de
mesures
et
des Méthodes
PG-SQ-06
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 19 of 29
|
|
Programmes Préalables 7 (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(C) Equipement (C1) Equipement Général (C
1.2) Entretien et étalonnage de l'équipement
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
C 1.2.1 -L'opérateur a mis en place un
programme d'entretien préventif efficace qui
assure le bon fonctionnement de l'équipement susceptible
d'altérer la salubrité des aliments, qui est respecté et
qui ne crée aucun danger physique ou chimique. Ce programme inclut
notamment ce qui suit :
7 Une liste de l'équipement nécessitant un
entretien régulier.
7 Les procédures et les fréquences
d'entretien : inspection de l'équipement, ajustement et remplacement des
pièces conformément au manuel du fabricant ou à un
document équivalent ou, encore, en fonction de conditions d'exploitation
susceptibles d'affecter l'état de l'équipement.
7 La raison de l'activité.
|
Responsable maintenance
|
1 fois /
semaine et
autant
que
nécessaire
|
S'assurer que un
programme d'entretien
préventif selon les exigences du Programme C
1.1.1 est met en place.
|
·
|
Vérification de
la fiche
des
équipements
et des
ustensiles par
le
responsable
qualité 1 fois /
semaine
|
Maîtrise des
Equipements
de mesures
et
des
Méthodes
PG-SQ-06
|
|
C 1.2.2 -L'opérateur a établi un
programme d'étalonnage efficace concernant les dispositifs de
contrôle et de surveillance de l'équipement susceptibles d'avoir
une incidence sur la salubrité des aliments.
|
Responsable maintenance
|
1 fois / an
et
autant
que
nécessaire
|
S'assurer que un
programme d'étalonnage efficace selon les
exigences du Programme C 1.1.2 a été établi.
|
·
|
Vérification de
la fiche
des
équipements
et des
ustensiles par
le
responsable
qualité 1 fois /
semaine
|
Maîtrise des
Equipements
de mesures
et
des
Méthodes
PG-SQ-06
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 20 of 29
|
|
Programmes Préalables 7 (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(D) Personnel (D 1) Formation (D 1.1) Formation
générale
Conforme Non-conformité 0
COMMENTAIRES:
Absence d'un responsable d'hygiène, et manque d'un
programme de formation
|
en hygiene alimentaire
pour le personnel saisonnier.
|
|
|
|
D 1.1.1 -L'opérateur dispose d'un programme de
formation pour ses employés. Ce programme comprend ce qui suit
:
7 Une formation appropriée dans le domaine de
l'hygiène personnelle et de la manutention sanitaire des aliments
offerte au moment de l'embauche.
7 Le renforcement et la mise a jour de la formation
initiale à des intervalles appropriés.
|
7Resp.
Hygiène
7Resp.
production
|
Plan de
formation
|
S'assurer que un
programme de formation
selon les exigences du
Programme D 1.1.1 a
été
établi.
|
Nommer un responsable d'hygiène, et Assurer une
formation pour le personnel saisonnier.
|
Vérification du
plan de
formation
par
le responsable
qualité
|
Plan de
formation
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 21 of 29
|
|
Programmes Préalables - (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(D) Personnel (D 1) Formation (D 1.2) Formation
technique
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
D 1.2.1 -La formation est appropriée à
la
complexité du procédé de
fabrication et aux tâches assignées; par exemple : le personnel a
reçu la formation nécessaire pour comprendre l'importance des
tâches à effectuer pour assurer l'intégrité du
système HACCP incluant les procédures à suivre pour la
surveillance, les mesures à prendre si les normes ne sont pas
respectées, les procédures de vérification et les dossiers
à compléter. Aux points de contrôle critiques, le personnel
doit comprendre le CCP dont il est responsable, les limites critiques, les
procédures à suivre si les limites ne sont pas respectées
et les dossiers à tenir. La formation est répétée
et mise à jour à intervalles convenables.
|
-Resp.
Hygiène
-Resp.
production
|
Plan de
formation
|
S'assurer que une
formation appropriée selon les exigences
du Programme D 1.2.1 a été
établie.
|
·
|
Vérification du
plan de
formation
par
le responsable
qualité
|
Plan de
formation
|
|
D 1.2.2 -Les responsables de l'entretien et de
l'étalonnage de l'équipement susceptible d'altérer la
salubrité des aliments ont reçu une formation appropriée
leur permettant d'exercer leurs tâches et de détecter les
défaillances qui pourraient compromettre la salubrité des
produits et d'exécuter les actions correctives qui s'imposent. La
formation est répétée et mise à jour à
intervalles convenables.
|
-Resp.
Hygiène
-Resp.
production
|
Plan de
formation
|
S'assurer que une
formation appropriée selon
les exigences
du
Programme D 1.2.2 est
donnée pour les responsables de l'entretien et
de l'étalonnage établi.
|
·
|
Vérification du
plan de
formation par
p
le responsable
qualité
|
Plan de
formation
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 22 of 29
|
|
Programmes Préalables 7 (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(D) Personnel (D 1) Formation (D 1.2) Formation
technique
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
D 1.2.3 7 Le personnel et les superviseurs
responsables du programme d'assainissement
ont
reçu une formation appropriée leur
permettant de comprendre les principes et
méthodes requis pour assurer l'efficacité du nettoyage et de
l'assainissement. La formation est répétée et mise
à jour à intervalles convenables.
|
Res
-p.
Hygiene
-Resp.
production
|
Plan de
formation
|
S'assurer que une
formation appropriée selon
les exigences
du
Programme D 1.2.3 est
donnée pour le
personnel
et les superviseurs
responsables du
programme
d'assainissement.
|
·
|
Vérification du
plan de
formation par
p
le responsable
qualité
|
Plan de
formation
|
|
D 1.2.4 7 Une formation supplémentaire
est
dispensée au besoin afin de mettre à jour
les
connaissances techniques du personnel en
matière d'équipement et de
procédés; par
exemple, formation technique ciblée,
programmes
d'apprentissage, etc.
|
-Resp.
Hygiène
-Resp.
production
|
Plan de
formation
|
S'assurer que une
formation supplémentaire
selon les exigences du
Programme D 1.2.4 est
dispensée au besoin afin
de
mettre à jour les
connaissances techniques
du personnel.
|
·
|
Vérification du
plan de
formation
par
le responsable
qualité
|
Plan de
formation
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 23 of 29
|
|
Programmes Préalables 7 (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(D) Personnel (D2) Exigences en matiêre
d'hygiêne et de santé ( D2.1) Propreté et comportement des
employés
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
D 2.1.1 7 L'opérateur a mis en place et fait
respecter une politique visant à assurer une bonne hygiène
personnelle et des habitudes hygiéniques afin de prévenir la
contamination des produits alimentaires : lavage ou désinfection des
mains, port de vêtements de protection, pratiques hygiéniques (ne
pas manger, mâcher de la gomme ou fumer, retirer les b ijoux, r anger les
effets personnels) e t les procédures pour prévenir la
contamination croisée lors de la production.
|
-Resp.
Hygiène
-Resp.
production
|
Plan de
formation
|
S'assurer que une
politique visant à assurer les BPH selon les
exigences du Programme D 2 .1.1 a été mis en
place.
|
·
|
Vérification du
plan de
formation
par
le responsable
qualité
|
Plan de
formation
|
|
D 2.1.2 -L'édifice et l'accès sont
sécurisés.
L'accès du personnel et des visiteurs
est
contrôlé afin d'éviter toute
contamination.
|
-Resp.
Hygiène
-Resp.
production
|
Chaque jour
|
S'assurer que l'accès est
sécurisé selon les exigences du
Programme D 2.1.2
|
.
|
Vérification du
plan de
formation
par
le responsable
qualité
|
Procédure
Accès
visiteurs
PG-AN-01
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 24 of 29
|
|
Programmes Préalables 7 (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(D) Personnel (D2) Exigences en matiêre
d'hygiêne et de santé (D 2.2) Blessures et maladies
transmissibles
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
D 2.2.1 -L'opérateur a mis en place et fait
respecter une politique visant à empêcher toute personne que l'on
sait atteinte d'une maladie transmissible par les aliments, ou porteuse d'une
telle maladie, de travailler dans les zones de manutention des
aliments.
|
7Resp.
Hygiène
7Resp.
production
|
Une
fois/semestre
|
S'assurer que une
politique visant empêcher toute personne malade
ou porteur sain a été établi, selon les exigences du
Programme D 2.2.1
|
.
|
Vérification des
dossiers
médicaux
du personnel
1fois/semestre
par le
responsable
qualité
|
Dossiers
médicaux du
personnel
|
|
D 2.2.2 -L'opérateur exige que les
employés avertissent la direction lorsqu'ils sont atteints d'une maladie
transmissible pouvant être propagée par les aliments.
|
7Resp.
Hygiène
7Resp.
production
|
Une
fois/semestre
|
S'assurer que les employés
avertissent la direction
lorsqu'ils sont atteints
d'une maladie
transmissible.
|
.
|
Vérification des
dossiers
médicaux
du personnel
1fois/semestre
par le
responsable
qualité
|
Dossiers
médicaux du
personnel
|
|
D 2.2.3 -Les employés présentant
des
coupures ou des plaies ouvertes ne peuvent
manutentionner des aliments ou des surfaces alimentaires, à moins que la
blessure ne soit complètement recouverte par un revêtement
imperméable fiable (p. ex., gants de caoutchouc).
|
7Resp.
Hygiène
7Resp.
production
|
Chaque jour
|
S'assurer que les employés présentant
des coupures ou des plaies ouvertes ne peuvent manutentionner des
aliments.
|
.
|
Vérification des
dossiers
médicaux
du personnel tout
les 24H par
le
responsable
qualité
|
Dossiers
médicaux du
personnel
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 25 of 29
|
|
Programmes Préalables 7 (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(E) Assainissement et Lutte contre la vermine (E 1)
Assainissement (E 1.1) Programme d'assainissement
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
E 1.1.1 -L'opérateur dispose et met en
application un programme de nettoyage et
d'assainissement pour toutes les pièces d'équipement (pour
l'équipement non nettoyé en circuit fermé et pour
l'équipement nettoyé en
circuit fermé), lequel comprend les
produits
chimiques et la concentration utilisés, les
exigences en matière de température, les
procédures de nettoyage et d'assainissement ainsi que les instructions
de démontage/remontage.
|
7Resp.
Hygiène
7Resp.
production
|
Chaque jour
|
S'assurer que un
programme de nettoyage et
d'assainissement
pour
toutes les pièces d'équipement a
été établi, selon les exigences du Programme E
1.1.1
|
.
|
Vérification du
programme de
nettoyage
et
d'assainissement
tout les 24H par
le
responsable
qualité
|
Procédure
N &
D
équipements
PN-SP-06
|
|
E 1.1.2 -L'opérateur dispose et met en
application un programme de nettoyage et d'assainissement pour les locaux ainsi
que pour les zones de production et d'entreposage ce qui comprend : les
produits chimiques et leur concentration, les exigences au niveau de la
température et les procédures touchant au nettoyage et
à
l'assainissement. Ce programme indique les
méthodes d'assainissement et de
nettoyage
particulières requises durant la production.
|
7Resp.
Hygiène
7Resp.
production
|
Chaque jour
|
S'assurer que un
programme de nettoyage et d'assainissement pour locaux
ainsi que pour les zones de production et d'entreposage a été
établi, selon les exigences du Programme E 1.1.2
|
.
|
Vérification du
programme de
nettoyage
et
d'assainissement
tout les 24H par
le
responsable
qualité
|
Procédure
N &
D
équipements
PN7SP706
|
|
E 1.1.3 -Lorsque requis, les activités
de
transformation ne débutent que lorsque
les
exigences en matière d'assainissement
sont
respectées.
|
7Resp.
Hygiène
7Resp.
production
|
Chaque jour
|
S'assurer que les activités de transformation
ne débutent que lorsque les exigences en matière d'assainissement
sont respectées.
|
.
|
Vérification du
programme de
nettoyage
et
d'assainissement
tout les 24H par le
responsable
qualité
|
Procédure
N &
D
équipements
PN7SP706
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 26 of 29
|
|
Programmes Préalables - (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(E) Assainissement et Lutte contre la vermine (E 2)
Contrale de la vermine (E 2.1) Programme de lutte contre la vermine
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
E 2.1.1 7Il existe un programme efficace de lutte
contre la vermine pour les installations et l'équipement, lequel
comporte les renseignements suivants :
7 Nom de la personne, chez
l'opérateur,
assumant la responsabilité de la lutte contre la
vermine.
7 Nom de l'entreprise ou de la personne chargée
à contrat de la lutte contre la vermine (le cas
échéant).
7 Description de la manière dont la vermine est
contrôlée dans l'établissement.
7 Liste des produits chimiques utilisés ainsi
que
leur concentration, les endroits où ils sont
appliqués, la méthode et la
fréquence
d'application.
7 Plan indiquant l'emplacement des appâts qui
sont surveillés pour assurer que les besoins de l'établissement
sont comblés.
|
-Resp.
Hygiène
-Resp.
production
|
Chaque jour
|
S'assurer que un
programme efficace de lutte
contre la vermine a été
établi, selon les exigences
du Programme E 2.1.1
1. 1
|
·
|
Vérification du
programme de
lutte contre
la
vermine tout
les 24H par
le
responsable
qualité
|
Procédure vérification et entretien des
antimouches PN-SP-07
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 27 of 29
|
|
Programmes Préalables - (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(F) Rappel (F 1) Programme de rappel (F1.1)
Programme
Conforme 0 Non-conformit6
COMMENTAIRES:
|
|
F 1.1.1 -L'opérateur dispose d'un programme
efficace de rappel pour des raisons de santé et de salubrité qui
inclut ce qui suit :
7 Suivi, analyse, mesures prises et dossiers sur les
plaintes concernant les produits.
7 Nom du ou des responsables (p. ex.,
coordonnateurs au rappel).
7 Rôles et responsabilités en matière
de
coordination et de mise en oeuvre d'un
rappel.
7 Méthodes utilisées pour identifier,
localiser et contrôler les produits rappelés du
marché.
7 Obligation de faire enquête sur
d'autres
produits susceptibles d'être touchés et
qui
devraient être également rappelés.
7 Méthode employée pour surveiller
l'efficacité du rappel (p. ex., simulation de
rappel,
vérification d'efficacité au niveau approprié
de distribution spécifié dans l'avis de rappel).
7 Procédures employées pour vérifier
si le
programme permet l'identification rapide et la maîtrise d'un lot
de produits susceptibles d'être
touché et de s'assurer également que
la
quantité de produits en inventaire et distribuée correspond
à la quantité produite. Les lacunes dans la procédure de
rappel sont identifiées et corrigées.
|
Responsable
production
|
Au besoin
|
S'assurer que un
programme efficace de
rappel a été établi, selon les
exigences du Programme F 11.
1.1.1
|
.
|
Vérification du
programme de
rappel
au
besoin par le
responsable
qualité
|
Procédure de traitement des plaintes et de
retrait de produit PG-SQ-05
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 28 of 29
|
|
Programmes Préalables - (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(F) Rappel (F 1) Programme de rappel (F1.1)
Programme
|
|
Conforme 0 Non-conformité
|
|
COMMENTAIRES:
|
|
F 1.1.2 -Le coordonnateur au rappel, est
immédiatement avisé. L'avis doit comprendre
les renseignements suivants :
|
|
|
|
|
|
|
|
7 Quantité produite, quantité en inventaire
et
|
|
|
|
|
Vérification du
|
Procédure de
|
|
quantité distribuée;
|
|
|
S'assurer qu'il y a
|
|
programme de
|
traitement
|
|
7 Nom, dimensions, code ou numéro de lot des
aliments retirés;
|
Responsable
production
|
Au besoin
|
avertissement du rappel
selon les exigences du
|
.
|
rappel au
besoin par le
|
des plaintes
et de retrait
|
|
7 Territoire de distribution du produit (p. ex., local,
national, international);
|
|
|
Programme F 1.1.2
|
|
responsable
qualité
|
de produit
PG-SQ-05
|
|
7 Raison du rappel.
|
|
|
|
|
|
|
|
S.A
|
Plan PRP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 29 of 29
|
|
Programmes Préalables - (Items)
|
Qui
|
Fréquence
|
Quoi/Comment
|
Rectification
|
vérification
|
Dossier
|
|
(F) Rappel (F 1) Programme de rappel (F1.2)
Identification du code des produits Es Précisions sur la
distribution
Conforme 0 Non-conformité
COMMENTAIRES:
|
|
F 1.2.1 -Sur tout produit alimentaire
préemballé, on trouve un code lisible
et
permanent ou un numéro de lot.
7 Le code identifie l'établissement, le jour, le
mois et l'année où l'aliment a été
produit.
7 Les numéros de code utilisés et la
signification exacte des codes sont disponibles.
7 Le cas échéant, les codes sur la
boîte
d'expédition sont lisibles et représentent
le code des contenants qu'elles contiennent.
|
Responsable
production
|
Avant
expédition
|
S'assurer qu'il y a une
description du produit
préemballé selon les
.
exigences du Programme F 1
1.2.1
2.
|
·
|
Vérification de
la
fiche
description
produit fini au
besoin par
le
responsable
qualité
|
Procédure de traitement des plaintes et de
retrait de produit PG-SQ-05
|
|
F 1.2.2 -Pour chaque lot de produit, l'opérateur
dispose des relevés suivants :
7 Relevés indiquant les noms des clients, leur
adresse et leur numéro de téléphone.
7 Relevés de production, d'inventaire et
de
distribution.
|
Responsable
production
|
Avant
expédition
|
S'assurer que chaque lot de
produit porte
les
informations de destinations ainsi que de
production.
|
.
|
Vérification de
la
fiche
description
produit fini au
besoin par
le
responsable
qualité
|
Procédure de traitement des plaintes et de
retrait de produit PG-SQ-05
|
Withode de Travad
3. Evaluation de la satisfaction des exigences ISO
22.000
La deuxième étape consiste à
établir un questionnaire qui recouvre toutes les exigences des
différents paragraphes de la norme ISO 22.000.
Le questionnaire élaboré (Annexe A) est
constitué de 119 questions extraites en se référant aux
exigences de la norme ISO 22.000. Aux quelles on a pris comme système de
notation les réponses suivantes:
Cr NA : non applicable
? 1: requis non satisfait,
? 2: défini insuffisamment et
appliqué,
cr 3: bien défini et appliqué,
? 4: défini, appliqué et
documenté,
cr 5: défini, appliqué, documenté et
amélioré.
Le déroulement pratique, ainsi que, la
rédaction de ce diagnostic est fait en respectant les exigences de la
norme ISO 22.000, et ceci depuis la réception des olives fraîches
jusqu'au leur expédition comme produit conditionné (en boite, en
fûts et en seaux).
Il est noté que ce diagnostic commence à
partir du chapitre 4.
Une fois que le questionnaire de diagnostic est
renseigné, nous avons essayé de chiffrer le degré de
conformité aux exigences de la norme ISO 22.000. Le tableau (8) illustre
les résultats de cette évaluation.
Tableau 8: Résultats d'évaluation des
exigences de la norme
|
Rubriques de la norme
|
Nombre des exigences
|
Note maximale
|
Note calculée
|
% Satisfaction
|
|
4.1
|
5
|
25
|
9
|
36
|
|
4.2
|
8
|
40
|
30
|
75
|
|
5.1
|
4
|
20
|
14
|
70
|
|
5.2
|
2
|
10
|
4
|
40
|
|
5.3
|
2
|
10
|
4
|
40
|
|
5.4
|
1
|
5
|
4
|
80
|
|
5.5
|
1
|
5
|
2
|
40
|
|
5.6
|
6
|
30
|
21
|
70
|
|
5.7
|
1
|
5
|
3
|
60
|
|
5.8
|
3
|
15
|
6
|
40
|
|
6.1
|
1
|
5
|
3
|
60
|
|
6.2
|
8
|
40
|
20
|
50
|
|
6.3
|
1
|
5
|
4
|
80
|
|
6.4
|
1
|
5
|
3
|
60
|
|
7.2
|
13
|
65
|
37
|
56,92
|
|
7.3
|
18
|
90
|
37
|
41,11
|
|
7.4
|
5
|
25
|
13
|
52
|
|
7.5
|
1
|
5
|
1
|
20
|
|
7.6
|
6
|
30
|
12
|
80
|
|
7.7
|
1
|
5
|
1
|
20
|
|
7.8
|
3
|
15
|
3
|
20
|
|
7.9
|
2
|
10
|
4
|
40
|
|
7.10
|
11
|
55
|
27
|
49,1
|
|
8.2
|
2
|
10
|
2
|
20
|
|
8.3
|
3
|
15
|
10
|
66,67
|
|
8.4
|
7
|
35
|
8
|
22,86
|
|
8.5
|
3
|
15
|
6
|
40
|
|
Moyenne
|
7
|
7
|
7
|
49,25
|
Ses résultats sont bien schématisés
au niveau du graphe (Fig.11).
Figure 11: Pourcentage d'évaluation des exigences
de la norme ISO 22.000
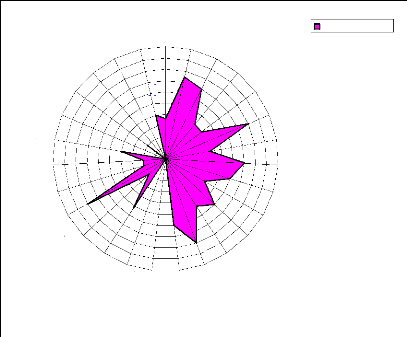
7 . 10
7.8
7.9
7.7
7.6
8.2
7.5
8.3
7.4
8.4
7.3
8.5
7.2 6.4
100
90
70
40
80
60
50
30
20
10
0
4.1
4.2
6.3
5.1
6.2
5.2
6.1
5.3
5.8
5.4
5.7
5.5
5.6
% Satisfaction
4. Evaluation des résultats
D'après les résultats de
l'évaluation des PP, on a constaté que la plupart des exigences
sont satisfaites (conformes aux exigences réglementaires), sauf pour le
programme préalable (personnel) où il fallait de la formation
continue, surtout pour le personnel saisonniers.
Les résultats du questionnaire ont
montré que le degré de conformité du SMSA de «
CONAGRO » est de 49,25 %. Donc un plan d'action est nécessaire pour
une certification ISO 22.000.
L'évaluation que nous avons mené, nous a
permis de mettre en relief les écarts éloignant les pratiques
courantes de l'entreprise par rapport aux exigences de la norme ISO 22.000, et
par suite dégager le plan d'action (que l'entreprise doit le mettre en
oeuvre pour éliminer ces écarts de non conformité, et
ainsi améliorer la mise en place du SMSA et le préparer vers la
certification. Nos recommandations
proposées ont été classées
par chapitre de la norme selon le tableau 10 :
Tableau 9: Résultats du diagnostic et
recommandations
|
Exigences
|
Situation actuelle
|
Recommandations
|
|
4. SMSA
|
|
4.1 Exigences
générales
|
-L'entreprise dispose d'un organigramme. -Le domaine
d'application du SMSA concernant les produits, les procédés et
les sites de production est défini.
-Il y a l'identification des dangers liés à
la Sécurité alimentaire.
|
.
|
|
4.2 Exigences
relatives
a la
documentation
|
-Il y a l'expression documentée de la politique
en matière de sécurité des denrées
alimentaires.
7 Il y a Les procédures exigées par
la
démarche HACCP :
1. Procédure de maîtrise des
documents
2. Procédure de maîtrise
des
enregistrements.
3. Procédure de communication.
4. Procédure de maîtrise des
produits.
non-conformes.
5. Procédure de traitement de plainte et
de
retrait du produit.
6. Procédure de maîtrise des
équipements de mesures et des
méthodes
documents.
7. Procédure d'audit.
|
Formaliser les six procédures
documentées par la norme ISO 22.000 :
1) Maîtrise des documents.
2) Maîtrise des enregistrements.
3) Devenir des produits
potentiellement
dangereux.
4) Corrections.
5) Actions correctives.
6) Audit interne.
|
|
5. Responsabilité de la direction
|
|
5.1 Engagement
de la direction
|
7 Il y a un engagement pour l'obtention de la
qualité.
7 Il y a une communication concernant la satisfaction
des clients ainsi que les exigences réglementaires.
7 la direction met la disponibilité des ressources
nécessaires.
|
Elaborer un engagement correspondant au
développement et à l'amélioration du SMSA (Tab.15, annexe
A).
|
|
5.2 Politique de sécurité
des
denrées
alimentaires
|
7 La politique du SMSA au sein de l'entreprise n'est pas
encore satisfaite.
|
7 Chiffrer les objectifs en matière de
sécurité des denrées alimentaires, les communiquer aux
entités concernées et suivre l'évolution de leur
réalisation.
|
|
5.3 Planification du SMSA
|
7 La planification du SMSA au sein de l'entreprise n'est
pas bien garantie.
|
7 Planifier le SMSA de manière à satisfaire
aux exigences définies en 471 ainsi qu'aux objectifs de
l'entreprise.
|
|
5.4
Responsabilité et
autorité
|
7 Les missions, rôles et tâches
de
l'ensemble du personnel sont définis.
|
.
|
|
5.5 Responsable
de l6équipe
chargée de la
sécurité des
denrées
alimentaires.
|
7 La direction a nommé comme
responsable chargé de la sécurité
des denrées alimentaires, le responsable production.
|
7 Designer un responsable chargé de la
sécurité des denrées alimentaires et définir ses
attributions.
7 Un service qualité est
indispensable.
|
|
Exigences
|
Situation actuelle
|
Recommandations
|
|
5.6 Communication
|
7 La communication de la direction tant externe
qu'interne n'est pas bien améliorée.
|
7 Améliorer la communication interne et
externe.
|
|
5.7 Preparation
et
reponse aux
urgences.
|
7 Manque de procédures pour gérer les
situations d'urgences.
|
7 Etablir des procédures pour gérer les
situations d'urgences et accidents ayant une incidence sur le SMSA.
|
|
5.8 Revue de
direction
|
7 La direction munit des revues de
direction pour revoir l'état et le
fonctionnement de sa chaîne
de
production.
|
7 Tenir à intervalles programmés une
revue de direction pour vérifier le fonctionnement et
l'efficacité du SMSA.
|
6. Management des ressources
|
|
|
6.1 Mise a
disposition
des
ressources.
|
7 la direction met à disposition les
ressources nécessaires pour la mise en oeuvre du
SMSA.
|
.
|
6.2 Ressources
humaines
|
-Les compétences nécessaires pour les
membres du personnel dont l'activité touche la sécurité
alimentaire ne sont pas identifiées.
|
7 S'assurer que l'ensemble du personnel est
motivé et conscient de la pertinence et de l'importance de leurs
activités individuelles pour la contribution à la
sécurité des denrées alimentaires.
|
6.3 Infrastructures
|
7 La direction met les ressources
nécessaires pour l'élaboration et la
maintenance des infrastructures, mais, non formalisées sous forme de
document PRP.
|
Elaborer le plan PRP
|
6.4 Environnement de travail
|
7 La direction met les ressources
nécessaires pour assurer un
environnement de travail convenables
selon les exigences de la norme
en
question.
|
(voir PRP)
|
7. Planification et realisation de produits
stirs
|
|
|
7.2 Programmes prerequis (PRP)
|
7 L'entreprise a établi et met en oeuvre et
vérifie des PRP satisfaisants aux exigences
réglementaires.
|
(voir PRP)
|
|
7.3 Etapes
initiales permettant l'analyse des
dangers
|
7 L'entreprise dispose une équipe
HACCP ;
7 La description documentée concernant la
matière première, les ingrédients, et les matériaux
en contact avec le produit, ainsi que l'usage prévu, n'est pas claire. 7
Il n'existe pas une description documentée et mise à jour des
produits finis.
7 Il y a des diagrammes de flux pour les
différents catégories de produits, mais ils ne sont pas bien
détaillés.
|
7 Nommer une équipe pluridisciplinaire et
compétente chargée de la sécurité des
denrées alimentaires (Tab.16, Annexe A) ;
- Décrire le produit fini ainsi que l'usage
prévu, et les groupes de consommateurs (Tab.20,21,22, annexe
A).
- Décrire les étapes de
procédé et les mesures de maîtrise.
|
|
Exigences
|
Situation actuelle
|
Recommandations
|
|
7.4 Analyse des dangers
|
-Il y a identification et enregistrement de tous les
dangers raisonnablement prévisibles lies à la
sécurité des denrées alimentaires, mais, il n'existe pas
des niveaux acceptable ni évaluation par des
combinaisons de mesure de maîtrise.
|
-Identifier, enregistrer, déterminer
et
justifier les niveaux acceptables de tous les dangers
susdits ;
-Evaluer et sélectionner des
combinaisons de mesures de maîtrise des dangers
(PRPo ou plan HACCP)(Annexe B)
|
|
7.5
Etablissement des programmes prérequis
opérationnels (PRP
opérationnels)
|
-Les PRPo ne sont pas établis ni
documentés.
|
Documenter les PRP opérationnels et inclure les
informations suivantes :
· les dangers à contrôler
;
· les mesures de maîtrise ;
· les procédures de surveillance
;
· les corrections et les actions
correctives
;
· les responsabilités et les
autorités ;
· les enregistrements de
la
surveillance.
|
7.6
Etablissement
du
plan HACCP
|
-Il existe un plan HACCP documenté, mais non
validé.
|
.
|
7.7 Mise a jour des
informations initiales et
des
documents
spécifiant les
PRP et le plan
HACCP.
|
-Il n'y a pas de mise a jour des informations initiales
et des documents spécifiant les PRP et le plan HACCP.
|
-Mettre à jour Les informations initiales et
les documents spécifiant les PRP et le plan HACCP :
· Les caractéristiques du
produit.
· L'usage prévu.
· Les diagrammes
· Les étapes de
procédé.
· Les mesures de mesure.
|
7.8 Planification de la vérification
|
7 il y a un plan HACCP, et une procédure des
actions correctives concernant les programmes préalables.
|
-Etablir un plan de vérification du système pour
confirmer :
· les PRP
· les PRPo
· le plan HACCP
· les niveaux de dangers
-Enregistrer et communiquer les résultats de la
vérification.
|
7.9 Systeme de Tragabilité
|
L'organisme n'est pas bien établir un
système de Traçabilité.
|
Etablir un système de Traçabilité
qui permet :
· d'identifier les lots de produits et leur
relation avec les lots de la matière première.
· identifier les enregistrements relatifs à
la transformation et à la livraison
· d'identifier les fournisseurs et les
clients
|
7.10 Maitrise des non
conformités
|
-L'entreprise a établi des
procédures
documentées concernant les corrections et les
actions correctives.
7 L'entreprise n'est pas établie une
procédure documentée concernant
le
devenir des produits
potentiellement
dangereux.
-Il y a un programme de retrait.
|
Etablir une procédure concernant le devenir des produits
potentiellement dangereux
|
|
Exigences
|
Situation actuelle
|
Recommandations
|
8. Validation, verification et amelioration du
SMSA
|
8.2 Validation des
combinaisons de
mesures de
maitrise
|
-La validation des combinaisons de mesures de
maîtrise n'existe pas.
|
-Mettre en oeuvre et valider les
mesures de maîtrise ou
leur
combinaison
|
8.3 Maitrise de la
surveillance et du
mesurage
|
L'organisme garanti la
performance des procédures de surveillance et de
mesurage ;
en enregistrant les
résultats
d'étalonnage et de vérification.
|
.
|
8.4 Verification du
SMSA
|
-L'organisme n'a pas planifié des audits
internes pour vérifier le SMSA.
|
-Vérifier le SMSA par des audits internes
à intervalles programmés ;
-Planifier un programme d'audit. -Analyser les
résultats des
activités de vérification
notamment celles des audits
internes et
externes.
|
8.5 Amelioration
|
L'organisme n'a pas bien défini le processus
nécessaire à l'amélioration continue, ainsi que la mise
à jour du SMSA.
|
-Garantir en permanence
l'amélioration du SMSA au
moyen :
-Enregistrer les activités
d'évaluations et de mise à jour du
SMSA.
|
|
Chapitre III: Amélioration du systeme
HACCP
appliqué selon la norme ISO 22.000
Introduction
L'entreprise « CONAGRO » a mis en place un
système HACCP suivant les réglementations internationales
concernant le traitement et le conditionnement des olives de table. Elle a
établie un manuel HACCP dans laquelle, elle a décrit toutes les
étapes de la démarche HACCP. Dans ce chapitre nous avons
essayé d'appliquer le SMSA selon ISO 22.000, en se basant sur un model
(Didier B.2005).
Figure 12 : les parallèles entre le codex et ISO
22.000 (Didier B.2005)
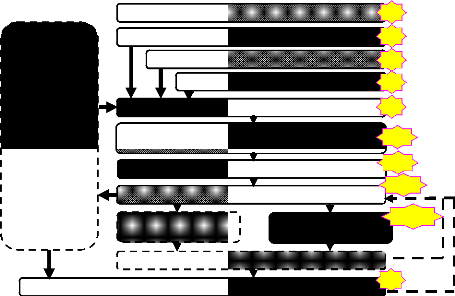
7.2 Prerequisite
programs
(PRP)
ou
Bonnes
Pratiques
d'hygiène
(BPH)
7.3.2 Équipe chargée de la
sécurité des aliments
7.3.3 Caractéristiques du
produit
7.3.4 Usage prévu
7.3.5.1 Diagrammes
7.3.5.2 Description des étapes du
procédées des mesures de maîtrise
7.5 Établissement des PRPs
opérationnels
7.4.2 Identification des dangers et détermination des
niveaux
acceptables
7.8 Planification de la vérification
8.2 Validation des combinaisons de mesure de maîtrise
7.4.4 Sélection et évaluation des mesures de
maîtrise
7.4.3 Évaluation des dangers
7.6 Établissement du plan
HACCP
11
1
2
3
4
5
6.a
6.b 6.c-7
8-9-10
Etape HACCP selon Codex Alimentarius
Boucle d'amélioration du système de management de
la sécurité des aliments SMSA

Element ajouté au Codex Alimentarius
|
|
|
Toutefois, l'application du SMSA nécessite un
engagement par écrit en donnant des motivations, et en fixant des
objectifs pour
mettre en oeuvre le SMSA, et améliorer en
permanence son efficacité.
Pour ce faire on a amélioré l'engagement
de la direction (Tab.18, annexe B).
I. Equipe chargee de la securite des aliments
D'après la norme, l'équipe
chargée de la sécurité des aliments est la structure
opérationnelle indispensable à l'établissement d'un SMSA.
Pour bien comprendre et établir ce système, et pouvoir identifier
tous les dangers vraisemblables et les points critiques pour leur
maîtrise. Il importe que cette équipe doive avoir des
connaissances et une expérience pluridisciplinaire en matière de
développement et de mise en oeuvre du SMSA.
Pour cela, une équipe pluridisciplinaire a
été formée au sein de l'entreprise (Tab19, annexe
B).
II. Caracteristiques du produit
Il s'agit de regrouper toutes les informations
permettant de caractériser le produit en décrivant :
· la matière première ;
· le produit fini ;
· les ingrédients ;
· Et le matériel d'emballage.
1. Description de la Matiere Premiere
La matière première est
constituée des olives tournantes claires de texture ferme, obtenues
à partir de fruits de teinte rose, rose vineux ou brune,
récoltées avant complète maturité.
2. Description des stapes de fabrication
Les étapes de fabrication des olives tournantes
sont decrites dans (Tab.16 Annexe B).
3. Description des intrants et matériaux
d'emballage
La description des intrants et matériaux
d'emballage de est donnée dans (Tab20, 21, et 22, annexe B)
4. Description du produit fini
(Tab.23, 24 et 25, annexe B) Nom
· Olives tournantes rouges
Dénoyautées (OTRD);
· Olives tournantes rouges Entières
(OTRE);
· Olive tournantes rouges Tailladées
(OTRT).
Nature
Olives rouges saines, propres, calibrées, ont
subis une fermentation naturelle puis sont conservées dans une saumure
acidifiée par addition du vinaigre et le chlorure de calcium, et par un
traitement thermique qui est la pasteurisation pour le cas des emballages
hermétiques.
Conditionnement et emballage
L'emballage se fait dans:
Boites métalliques :
Des Boîtes de fer blanc (feuille d'acier
revêtue d'une couche d'étain pur sur ses deux faces), de fer
chromé (acier doux revêtu de chrome métallique et d'oxydes
de chrome) ou d'alliages d'aluminium, sont utilisées. Leur
intérieur est revêtu d'un vernis (à base d'epoxy,
d'acrylique, de polyester ou d'organosol vinylique), afin de limiter l'attaque
du métal par l'aliment. Le vernis est chimiquement inerte, inodore,
incolore, et élastique, pour s'adapter à la forme de l'emballage
et aux déformations possibles, par exemple lors du traitement thermique
de ce dernier.
0° Flits :
Des Fûts avec couvercles et petits bouchons de
contenance 180 L, Il s'agit d'un emballage non hermétique utilisé
pour les olives rouges fermentées non pasteurisées.
cr Seau= :
Des Sceaux en plastiques avec couvercles sont
utilisés pour les olives rouges fermentées non
pasteurisées. Il s'agit d'un emballage non hermétique de
contenance 5L et 10L selon la demande.
~ Cartons :
Du papier rigide, et plus épais est
utilisé pour l'emballage. Caracteristiques organoleptiques
· Aspect des fruits : sains, propres, exemptes de
matières étrangères, et sans pédoncules
;
· Couleur : uniforme du rose, rose vineux ou brune
;
· Odeur : dépourvue d'odeur anormal
;
· Texture : ferme ;
· Liquide de couverture : claire.
Traitement thermique
Pour les emballages hermétiques (Boîtes) :
il y a un traitement par blanchiment et pasteurisation.
Calibre
Les olives tournantes sont présentées
sous formes calibrées, le calibre est donné par nombre de
fruit/100 g. L'échelle des calibres est comme suit :
16/18 - 19/21 - 22/25 - 26/29 - 30/33 - 34/37 - 38/42 -
42/50 Etiquetage
Les mentions d'étiquetage pour les boîtes
métalliques, Fûts et sceaux sont:
ü Adresse du fabricant ;
ü Dénomination du produit ;
ü La marque ;
ü Saumure ;
ü pH ;
ü Calibre ;
ü Poids net égoutté ;
ü Ingrédients ;
ü Destination ;
ü Jour de production ;
ü Origine MAROC.
Durabilite
Il s'agit d'une DLUO, il est de :
ü 3 ans pour boîtes métalliques
;
ü 2 ans pour les fûts ;
ü Et 18 mois pour les sceaux. Conditions de
stockage
ü pour les boîtes et les sceaux :
Le stockage se fait sur palettes identifiées dans
le magasin des produits finis, à une température ne
dépassant pas 40°C.
ü Pour les fûts :
Le stockage se fait à une température
ambiante.
III. Usage prevu
Les conserves d'olives tournantes sont
destinées pour la consommation humaine telles quelles ou
mélangées à d'autres produits alimentaires. Les olives
tournantes dénoyautées entrent, également dans la
composition dans de nombreux plats cuisinés.
Les conserves d'olives tournantes peuvent être
conservées après ouverture des boîtes et des seaux, au
froid, dans leur jus ou dans un récipient fermé (en plastique ou
en verre).
Elles peuvent être consommées par toutes
les catégories de personnes y compris les personnes âgées,
à l'exception des nourrissons et les personnes cardiaques.
IV. Diagramme de fabrication
Conformément au paragraphe 7.3 de la norme ISO
22.000, on a amélioré le diagramme de flux pour les olives
tournantes. Ce diagramme (Fig.16, annexe B) contient les éléments
suivants :
cr La séquence et
l'interaction de toutes les étapes
transformation et de conditionnement des
olives
tournantes.
cr Les points d'introduction des
matières premières, ingrédients et emballage,
cr Les points de sortie des produits
finis et des déchets.
V. Analyses des dangers
1. Recensement des Dangers
Selon la norme, on a identifié tous les dangers
raisonnablement prévisibles liés à la
sécurité des olives tournantes (Tab.26, 27,28 et 29) Annexe
A).
2. Evaluation des dangers
Nous avons réalisé une évaluation
des dangers afin de déterminer, pour chaque danger, son
élimination, sa réduction ou bien sa maîtrise à des
niveaux acceptables. Cette évaluation a été faite selon la
gravité en termes d'effets néfastes sur la santé, et la
probabilité d'apparition. En plus, des analyses microbiologiques ont
été réalisées au laboratoire, sur le produit fini,
ainsi, que les différents points critiques de la chaîne de
fabrication. Les tests réalisées sur les différentes
milieux de culture a savoir : PCA ; PDA ; MRS ; GN ; Shapman ; RCA ; et ... ont
données naissance a une prolifération importante pour le cas du
produit a sa réception. Par contre le produit conditionné donne
des résultats proche de la normale, c'est-à-dire,
caractérisé par la présence des la flore habituel des
olives (levures, bactéries lactiques...) et par l'absence des germes
pathogènes.
VI. Etablissement des programmes prerequis
operationnels (PRPo)
Après l'identification des dangers, on a
établi les PRP opérationnels.
VII. Etablissement du plan HACCP
Un plan HACCP a été aussi
élaboré.
Conclusion
Suite à l'évaluation des programmes
préalables, l'identification des dangers, et l'établissement des
PRPo/plan HACCP), on a obtenu les résultats qui sont rassemblés
comme suite :
cr Identification des
dangers.
cr Etablissement des PRPs
opérationnels.
cr Etablissement du plan
HACCP.
A partir de l'analyse des dangers effectuée par
le biais du plan HACCP et l'évaluation des PRPo, on a pu
identifié les CCP et les PRPo, ces derniers sont présentés
dans le diagramme de fabrication des olives tournantes (Fig. 17, Annexe
B).
En ce qui concerne les analyses microbiologiques du
produit fini, les tests réalisées sur les différents
milieux de culture à savoir : le TSA/PCA, DCL, Shapman, PDA, MRS... ont
données naissance a une prolifération importante, parfois
dépassant les normes requises pour la conservation des olives de
table.
Nous avons déterminé les plans HACCP et les
PRPo selon l'arbre de décision ISO 22.000 Procert (figure
13).
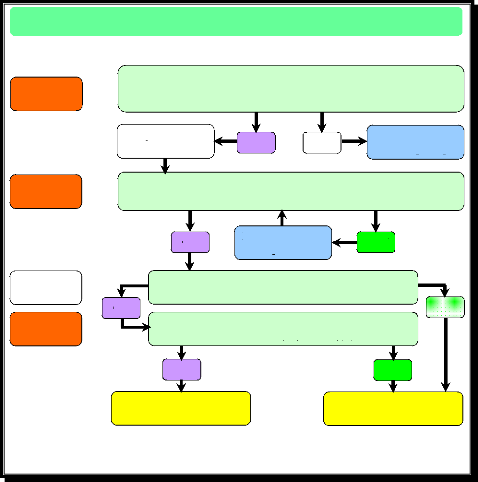
Q3 7.4.4 a) + f)
Q2
7.4.4 1er al.
7.4.4 b)
7.4.3
Q4
Q1
OUI
Une combinaison appropriée de mesure(s) de maîtrise
capable(s) d'éliminer le danger ou le ramener à un niveau
acceptable a-t-elle été sélectionnée ?
La gravité des effets du danger sur la santé et
sa probabilité d'occurrence (avant élimination ou
réduction par une mesure de maîtrise) rendent-elles une
maîtrise nécessaire pour assurer de respecter le niveau acceptable
défini ?
Danger à maîtriser
7.6 Plan HACCP
Un monitoring en continu est-il possible pour surveiller
le
bon fonctionnement de cette (ces) mesure(s) (selon 7.4.4 b)
La combinaison de mesure(s) est-elle spécifiquement
dédiée
à la maîtrise du danger (selon 7.4.4 a) +
f) ?
Arbre décisionnel ISO 22.000
OUI
OUI
Mesure de maîtrise
à spécifier
OUI
NON
7.5 PRP opérationnel
NON
Pas de mesure de
maîtrise spécifique
NON
NON
fMéthotie tie 'Travai(
Figure 13: « Arbre ISO 22.000 ProCert (Didier
B.2005)
Withode de Travail-
IDENTI~ICATION DES DANGERS

|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 1 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Reception des olives fraiches
(1)(2)(3)
|
Biologique
|
2
|
2
|
4
|
-Mauvaise cueillette des olives.
-les caisses sont sales.
|
Sensibilisation
des agriculteurs
|
non
|
-
|
-
|
-
|
-
|
Cahier de charge achat
|
|
Contamination et développement
microbien au
moment de
récolte, du
stockage et du
transport.
|
|
Chimique :
|
3
|
2
|
6
|
Dose des pesticides n'est pas respectée
|
Sensibilisation des agriculteurs
|
oui
|
oui
|
non
|
-
|
PRPo1C
|
Cahier de charge achat
|
|
Contamination par les pesticides
|
|
Physique
|
2
|
2
|
4
|
Méthode de récolte non respectée
|
Sensibilisation
des agriculteurs
|
non
|
-
|
-
|
-
|
-
|
Fiche de contrôle triage
|
|
Présence de corps étrangers
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
Tableau 10: Identification des dangers
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 2 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Reception
Eau
|
Biologique
|
3
|
1
|
3
|
Eau de puit
contaminée
|
Respecter l'instruction chloration d'eau
|
non
|
-
|
-
|
-
|
-
|
Suivi de chloration
|
|
Contamination
par les bactéries
pathogènes.
|
|
Chimique :
|
3
|
2
|
6
|
Puit proche
d'un
décharge public
|
Analyses d'eau
|
oui
|
oui
|
oui
|
non
|
PRPo2C
|
Certificat
d'analyse
|
|
Présence possible des métaux lourds
|
|
Physique
|
3
|
1
|
3
|
Mauvais filtration d'eau
|
Entretien des filtres
|
non
|
-
|
-
|
-
|
-
|
Suivis des entretiens
|
|
Présence de corps étrangers
|
|
Allergène
|
3
|
1
|
3
|
Mauvais filtration d'eau
|
Entretien des filtres
|
non
|
-
|
-
|
-
|
-
|
Suivis des entretiens
|
|
Présence de
Substances ou
organismes microscopiques
susceptibles de
provoquer une
allergie.
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 3 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Reception Emballage
Boites, Fitts, Sceaux, Sachets en plastique Carton, Pallets en
bois et
Etiquettes.
|
Biologique
|
3
|
1
|
3
|
Mauvais emballage
|
Spécification à l'achat
|
non
|
-
|
-
|
-
|
-
|
bon de commande
|
|
Présence de
poussière
|
|
Chimique :
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger potentiel
|
|
Physique
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger potentiel
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 4 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Reception Ingredients
Vinaigre, sel, huile, epices
, et Cach
|
Biologique
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
Chimique :
|
3
|
1
|
3
|
Mauvaise évaluation des
fournisseurs
|
Evaluation fournisseurs
|
non
|
-
|
-
|
-
|
-
|
Fiche
d'évaluation des fournisseurs
|
|
Concentration inadéquate
|
|
Physique
|
2
|
2
|
4
|
Mauvaise évaluation des
fournisseurs
|
Evaluation fournisseurs
|
non
|
-
|
-
|
-
|
-
|
Fiche
d'évaluation des fournisseurs
|
|
Présence de corps étrangers
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 5 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Dechargement
(1)(2)(3)
|
Biologique
|
3
|
1
|
3
|
Manque de BPH
|
-Sensibilisation aux bonnes pratiques d'hygiène
- Formation du personnel
|
non
|
-
|
-
|
-
|
-
|
-Fiche de
contrôle
-dossiers
médicaux du personnel
|
|
Contamination
microbienne lors
de la
manipulation par les employés
|
|
Chimique :
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger potentiel
|
|
Physique
|
2
|
2
|
4
|
-utilisation des
mauvaises caisses -Personnel non formé
|
- Manipulation des caisses avec soin
-Sensibilisation du personnel
|
non
|
-
|
-
|
-
|
-
|
Fiche de
contrôle déchargement
|
|
Présence de morceaux de plastique
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 6 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Triage / Effeuillage
(1)(2)(3)
|
Biologique
|
3
|
1
|
3
|
- Non respect des BPH
- Equipement de
préparation mal nettoyé
|
- Nettoyage de la chaîne de triage
- obligation de déclaration des maladies ;
- Respect des
BPH
|
non
|
-
|
-
|
-
|
-
|
- Fiche de contrôle Equipement Personnel
- Fiche formation
|
|
Risque de
contamination par des organismes pathogènes
|
|
Chimique :
|
3
|
1
|
3
|
Absence de lubrifiants non
répertoriés
|
- Sensibilisation des agents de maintenance ;
- Utilisation de lubrifiants alimentaires
|
non
|
-
|
-
|
-
|
-
|
Fiche de contrôle lubrification
|
|
Contamination par des lubrifiants non
répertoriés
|
|
Physique
|
3
|
1
|
3
|
Mauvais triage/effeuil lage
|
- Renforcer le contrôle.
- Effectuer un bon triage
|
non
|
-
|
-
|
-
|
-
|
Fiche de contrôle Triage/effeuillag e
|
|
Non retrait de
produit
renfermant des
corps étrangers
dangereux
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 7 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Mise en Flits
(1)(2)(3)
|
Biologique
|
3
|
2
|
6
|
-Manque de Contrôle
N&D
des fûts
- Manque de Sensibilisatio n aux BPH
|
- Sensibilisation aux BPH ;
- le respect de la procédure N&D des fûts
|
oui
|
oui
|
non
|
-
|
PRPo3B
|
-Fiche d'enregistrement N&D
- Fiche formation
|
|
Contamination microbiènne
|
|
Chimique :
|
3
|
1
|
3
|
Mauvais rinçage
|
- Respect des procédures de nettoyage des fûts -
Prévoir des contrôles de l'eau rinçage
|
non
|
-
|
-
|
-
|
-
|
Fiche d'enregistrement N&D
|
|
Présence de
résidu chimique
du produit de
nettoyage
|
|
Physique
|
2
|
2
|
4
|
Mauvais fûts
|
- Contrôle visuel des fûts
- Sensibilisation du personnel
|
non
|
-
|
-
|
-
|
-
|
Fiche d'enregistrement emballage
|
|
Présence de corps étrangers (plastiques...)
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 8 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Saumurage
(1)(2)(3)
|
Biologique
|
3
|
2
|
6
|
Mauvaise préparation
de la
saumure
|
vérification de
l'exactitude de la concentration du sel avant chaque
saumurage
|
oui
|
oui
|
oui
|
oui
|
CCP1B
|
Fiche de contrôle saumurage
|
|
Prolifération microbienne suivi
à l'application
incorrecte du
pourcentage de
sel.
|
|
Chimique :
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel.
|
|
Physique
|
3
|
1
|
3
|
Composition d'origine est riche en métaux
|
-Etablir un cahier de charge avec les fournisseurs
- obligation d'avoir un certificat
d'ana lyse
|
non
|
-
|
-
|
-
|
-
|
Fiche de contrôle saumurage
|
|
Présence des
impuretés
(Fe, Zn, Pb,
Hg...)
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 9 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Fermentation
(1)(2)(3)
|
Biologique
|
3
|
2
|
6
|
- Non
respects des règles
d'hygiène
-
Fermentation insuffisante.
|
- s'assurer du bon lavage des fûts
- sensibiliser et former le
personnel sur les BPH
- s'assurer de la qualité des olives et du sel
|
oui
|
oui
|
oui
|
oui
|
CCP2B
|
Fiche de contrôle fermentation
|
|
Prolifération des
bactéries indésirables
|
|
Chimique :
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
Physique
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 10 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Stockage
(1)(2)(3)
|
Biologique
|
3
|
2
|
6
|
Non respect des doses de saumure
|
- Adition de la saumure.
- Contrôle du sel et pH.
|
oui
|
oui
|
oui
|
non
|
PRPo4B
|
-Fiche d'enregistrement stockage
- Bulletin d'analyses
|
|
Contamination
par des bactéries indésirables
|
|
Chimique :
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger potentiel
|
|
Physique
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 11 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Calibrage
(1)(2)(3)
|
Biologique
|
3
|
1
|
3
|
-manque de BPH
-Non respect de N et D
|
Formation et sensibilisation du personnel aux BPH/BPF
|
non
|
-
|
-
|
-
|
-
|
Fiche d'enregistrement calibrage
|
|
-Risque de
contamination par des pathogènes
par les
employés
-Survie des
pathogènes
attribuable à
l'utilisation d'équipements
non nettoyés.
|
|
Chimique :
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
Physique
|
3
|
1
|
3
|
Personnel non formé aux
BPH/BPF
|
Formation et
sensibilisation du personnel (agent de maintenance)
|
non
|
-
|
-
|
-
|
-
|
Fiche d'enregistrement calibrage
|
|
Incorporation des corps étrangers : bijoux,
écrous...
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 12 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Denoyautage
(1)(2)(3)
|
Biologique
|
3
|
2
|
6
|
- Non
respects des BPH
- personnel malade
|
-Respect des
BPH
-Obligation de déclaration de maladie par les
ouvrières.
|
oui
|
oui
|
oui
|
non
|
PRPo5B
|
Fiche de
contrôle dénoyautage
|
|
Prolifération de
pathogènes par
les employés.
|
|
Chimique :
|
3
|
2
|
6
|
La procédure de
maintenance mal
appliquée
|
Application de la procédure N& D des
équipements
|
non
|
-
|
-
|
-
|
-
|
Fiche de contrôle lubrification
|
|
Contamination attribuable à des lubrifiants
non
répertoriés
|
|
Physique
|
2
|
2
|
4
|
.Maintenance préventive n'est
pas
maîtrisée, .sensibilisati on personnel
|
- Appliquer la
procédure de
maintenance préventive,
- Sensibiliser le personnel sur les BPH
|
non
|
-
|
-
|
-
|
-
|
Fiche de contrôle maintenance
|
|
Passage des
olives avec
noyaux, et
Incorporation des corps étrangers : bijoux,
plastique
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 13 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Retriage
(1)(2)(3)
|
Biologique
|
3
|
1
|
3
|
-Non respect des
procédures de N&D des équipements, - absence
de Sensibilisatio n du
personnel
aux BPH,
|
- Respect des
procédures de
N&D des
équipements,
- Sensibilisation
du personnel aux BPH,
|
non
|
-
|
-
|
-
|
-
|
Fiche de contrôle triage
|
|
Risque de
contamination par des organismes pathogènes
provenant de
l'équipement, du
personnel et/ou
des produits
accumulés.
|
|
Chimique :
|
3
|
1
|
3
|
- Non
Respect des procédures de N&D des
équipements
|
- Respect des
procédures N&D, - Utilisation des lubrifiants
alimentaires
|
non
|
-
|
-
|
-
|
-
|
Fiche de contrôle lubrification
|
|
Contamination attribuable à des lubrifiants
|
|
Physique
|
3
|
1
|
3
|
Manque de sensibilisatio n personnel
|
Effectuer un bon triage
|
non
|
-
|
-
|
-
|
-
|
Plan formation
|
|
Présence de corps étrangers
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 14 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Blanchiment
(2)
|
Biologique
|
3
|
1
|
3
|
La
température du
blanchiment et le temps de séjour des olives dans la
blancheur sont
insuffisants
|
Contrôler la
température et le temps de séjour des olives
dans la blancheur
|
non
|
-
|
-
|
-
|
-
|
Fiche de contrôle conditionnement
|
|
Contamination causée par des
micro-organismes
thermophiles dans
des produits
accumulés
|
|
Chimique :
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger potentiel
|
|
Physique
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 15 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Remplissage
(1)(3)
|
Biologique
|
3
|
2
|
6
|
- Non respects des BPH,
-Non respect de la
procédure de N&D des équipements
|
- Rappel de
bonnes pratiques d'hygiène
- Nettoyage et désinfection du matériel et des
ustensiles
|
oui
|
oui
|
oui
|
non
|
PRPo6B
|
-Fiche de
contrôle de N&D des équipements
-Analyse microbiologique sur les produits finis
|
|
-Prolifération des pathogènes par les
employés
- Equipement contaminé
|
|
Chimique :
|
3
|
1
|
3
|
- N&D non respecter
- Instruments de mesure
non
étalonnés
|
- Respect de procédure de nettoyage et
désinfection -S'assurer des doses utilisées
|
non
|
-
|
-
|
-
|
-
|
-Fiche de
contrôle de N&D des équipements
|
|
Présence de trace
de résidus du
produit de
nettoyage
|
|
Physique
|
3
|
1
|
3
|
Absence de contrôle des fûts et des seaux
|
-Vérification des fûts et des seaux - Formation du
personnel
|
non
|
-
|
-
|
-
|
-
|
Fiche De
Contrôle remplissage
|
|
Présence possible
du corps étrangers
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 16 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Remplissage
(2)
|
Biologique
|
3
|
1
|
3
|
- Non respects des BPH,
-Non respect de la
procédure de N&D
|
- Rappel des BPH -N&D du matériel et des
ustensiles
|
non
|
-
|
-
|
-
|
-
|
Fiche De
Contrôle remplissage
|
|
-Prolifération des pathogènes par
les
employés -contamination
par l'équipement
|
|
Chimique :
|
3
|
1
|
3
|
- Non respects des BPH,
-Non respect
de la procédure de N&D
|
-Respect de la
procédure de
nettoyage et
désinfection -S'assurer des doses utilisées
|
non
|
-
|
-
|
-
|
-
|
Fiche De
Contrôle remplissage
|
|
Présence de trace
de résidus du
produit de
nettoyage
|
|
Physique
|
3
|
1
|
3
|
- Absence de contrôle des boîtes,
- manque de BPH (bijoux)
|
-Vérification des boites
- Formation du personnel sur
BPH
|
non
|
-
|
-
|
-
|
-
|
Fiche De
Contrôle remplissage
|
|
Présence possible
de corps étrangers
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 17 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Mélange
(3)
|
Biologique
|
3
|
2
|
6
|
Non respects des règles d'hygiène
|
-Respect des
BPH ;
-Obligation de déclaration des maladies par les
ouvriers.
|
oui
|
oui
|
oui
|
non
|
PRPo7B
|
Plan de formation
|
|
Prolifération des pathogènes.
|
|
Chimique :
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
Physique
|
3
|
1
|
3
|
Absence de sensibilisatio n personnel
|
Sensibilisation du
personnel et
contrôle de
qualité
|
non
|
-
|
-
|
-
|
-
|
Fiche de
contrôle conditionnement
|
|
Présence de corps étrangers (bijoux)
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 18 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Jutage
(2)(3)
|
Biologique
|
3
|
2
|
6
|
Absence de contrôle température/ pH
|
-Contrôler la température de jutage
-Mesurer le pH
|
oui
|
oui
|
oui
|
oui
|
CCP3B
|
Fiche de contrôle conditionnement
|
|
Survie de
pathogènes attribuable à une température
et
formulation inexacte
|
|
Chimique :
|
3
|
2
|
6
|
Absence de vérification doses
conservateur
|
vérification des doses des conservateurs
|
oui
|
oui
|
oui
|
oui
|
CCP4C
|
Fiche de contrôle conditionnement
|
|
Utilisation en
excès des
conservateurs.
|
|
Physique
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 19 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Sertissage
(2)
|
Biologique
|
3
|
2
|
6
|
- Défaut des sertisseuses; - Absence
d'étanchéité des boîtes.
|
- Test de
sertissage
- Sensibilisation de l'utilisateur
|
oui
|
oui
|
oui
|
oui
|
CCP5B
|
Fiche de contrôle conditionnement
|
|
Contamination
due à des défauts de la boîte, du
couvercle ou de la sertisseuse.
|
|
Chimique :
|
2
|
2
|
4
|
Utilisation de la graisse et lubrifiant de qualité non
alimentaire
|
- Test de
sertissage
- Sensibilisation de l'utilisateur
|
non
|
-
|
-
|
-
|
-
|
Fiche de contrôle conditionnement
|
|
Contamination
par des produits d'entretien : lubrifiant,...
|
|
Physique
|
3
|
1
|
3
|
Non respect des règles d'hygiène
|
- Test de
sertissage
- Sensibilisation de l'utilisateur
|
non
|
-
|
-
|
-
|
-
|
Fiche de contrôle conditionnement
|
|
Incorporation
d'un corps
étranger : cheveux...
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 20 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Sellage
(3)
|
Biologique
|
3
|
1
|
3
|
Absence de sensibilisatio n personnel.
|
Sensibilisation du personnel aux
BPF
|
non
|
-
|
-
|
-
|
-
|
Fiche de contrôle conditionnement
|
|
Développement des levures et
moisissures.
|
|
Chimique :
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger potentiel.
|
|
Physique
|
2
|
2
|
4
|
Absence de sensibilisatio n personnel.
|
Sensibilisation du personnel aux BPF
|
non
|
-
|
-
|
-
|
-
|
Fiche de contrôle conditionnement
|
|
Présence de corps étrangers (attaches...).
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel.
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 21 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Marquage des Boites
(2)
|
Biologique
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger potentiel.
|
|
Chimique :
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel.
|
|
Physique
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel.
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel.
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 22 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Pasteurisation
(2)
|
Biologique
|
3
|
2
|
6
|
- Barème de pasteurisation est
insuffisant ; - une durée d'attente
longue entre les opérations sertissage, capsulage et
traitement thermiques.
|
- mettre en place une procédure de maintenance
préventive ;
- confirmer les barèmes de pasteurisation ;
- mettre en place les procédures d'étalonnage des
instruments de mesure.
|
oui
|
oui
|
oui
|
oui
|
CCP6B
|
Fiche de contrôle conditionnement
|
|
Survie et
développement de microorganismes «
pathogène ».
|
|
Chimique :
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger potentiel.
|
|
Physique
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel.
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel.
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 23 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Etiquettage
(1) (2) (3)
|
Biologique
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel.
|
|
Chimique :
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel.
|
|
Physique
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel.
|
|
Allergène
|
3
|
1
|
3
|
Utilisation d'agents conservateur s non
déclarés
|
s'assurer de la composition et des doses thermiques de chaque
conservateur
|
non
|
-
|
-
|
-
|
-
|
Fiche de contrôle étiquetage
|
|
- Réaction
allergène par suite
d'une erreur sur
la liste
d'ingrédients ; -Présence
d'agents conservateurs non déclarés.
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 24 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Mise en carton
(2) (3)
|
Biologique
|
3
|
1
|
3
|
Non respects des règles d'hygiène.
|
respects des
règles d'hygiène
|
non
|
-
|
-
|
-
|
-
|
Fiche de contrôle conditionnement
|
|
proliférations des pathogènes introduites lors de
la manipulation
par les employés (écrasement,
chute)
|
|
Chimique :
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel.
|
|
Physique
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel.
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel.
|
|
S.A
|
Identification des dangers
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 25 of 25
|
|
Etape
|
Danger
|
Gravité
|
Fréquence
|
Sévérité
|
Cause
|
Mesure(s) préventive(s)
|
Questions
|
CCP ou
PRP
|
Dossier
|
|
Q1
|
Q2
|
Q3
|
Q4
|
|
Expedition
(1) (2) (3)
|
Biologique
|
3
|
1
|
3
|
- Stock mal géré ;
- Milieu
humide.
|
- Vérification des dates
- Manutention
- FIFO
- Aération de la zone de stockage
|
non
|
-
|
-
|
-
|
-
|
Fiche de contrôle stock
|
|
- Prolifération des pathogènes
causée par des
délais incorrectes
- Contamination
par des
pathogènes attribuable à des contenants
endommagés
|
|
Chimique :
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger potentiel
|
|
Physique
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel.
|
|
Allergène
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Pas de danger
potentiel.
|
N.B : (1) : Conditionnement en fut ; (2) : Conditionnement en
boite ; (3) : Conditionnement en seaux
PRP S
OP1RATIONNFJL

|
S.A
|
PRPo
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 1 of 4
|
|
PRPo
|
Danger et cause
|
Mesure(s)
préventive(s)
|
Limites
critiques
|
Mesure de surveillance
|
Mesure(s)
corrective(s)
|
Mesure de
vérification
|
Dossier
|
|
Mesure
|
fréquence
|
responsable
|
|
PRPo1C
Reception des olives fraiches
(1)(2)(3)
|
Chimique :
|
Sensibilisation des agriculteurs
|
Voir norme des pesticides autorisés
|
Analyses
des échantillon s d'olives dans le champ
|
Avant le démarrag e de le compagne
|
Laboratoire externe
|
Condamnation des champs en question
|
Taux de pesticides dans le produit
|
Certificat
d'analyse
|
|
Contamination par les pesticides.
|
|
PRPo2C
Reception
Eau
|
Chimique :
|
Analyses d'eau
|
Voir norme marocaine
« qualité des eaux
d'alimentation humaine »
|
Analyses des
métaux lourds
dans l'eau
|
Avant la première utilisation
|
Laboratoire externe
|
Arrêt des
pompes d'alimentation d'eau de puit et utilisation celle de
l'O.N.E.P
|
Taux de métaux lourds dans le produit
|
Certificat
d'analyse
|
|
Présence possible
des métaux lourds.
|
Tableau 11: Les PRP opérationnels
|
S.A
|
PRPo
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 2 of 4
|
|
PRPo
|
Danger et cause
|
Mesure(s)
préventive(s)
|
Limites
critiques
|
Mesure de surveillance
|
Mesure(s)
corrective(
s)
|
Mesure de
vérification
|
Dossier
|
|
Mesure
|
Fréquence
|
Responsable
|
|
PRPo3B
Mise en Fitts
(1)(2)(3)
|
Biologique
|
- Sensibilisation aux BPH ;
- le respect de la procédure N&D des fûts
|
Absence
d'odeur indésirable, de déchets ou de traces de
gras au niveau des fûts
|
La bonne applicatio n de la procédure de
nettoyage des fûts
|
Après le nettoyage des fûts et avant leur
remplissage
|
Responsable production
|
Ne pas utiliser ces fûts et procéder à leur
N&D
|
Présence
d'odeur indésirable, de déchets ou de traces de
gras au niveau des fûts
|
Fiche d'enregistre ment
N&D
|
|
Contamination microbiènne.
|
|
PRPo4B
Stockage
(1)(2)(3)
|
Biologique
|
- Adition de la saumure
- Contrôle du sel et pH.
|
-Stabiliser le pH de la saumure à 4,5 -concentration du
sel dans la saumure doit être comprise entre 8 et 10° Be
|
-Le pH
-
Concentra tion du sel dans la saumure
|
-Chaque jour la première semaine et 1 fois par semaine
jusqu'à fin de fermentation
- chaque mois lors du stockage
|
Responsable qualité
|
-pH<4,5 : dilution
- pH>4,5 : ajout
d'acide -Ajout de sel en cas de manque -dilution en cas
d'excès
|
Recherches des bactéries indésirables
dans le produit stocké
|
-Fiche d'enregistre ment
stockage
- Bulletin d'analyses
|
|
Contamination par
des bactéries
indésirables.
|
|
S.A
|
PRPo
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 3 of 4
|
|
PRPo
|
Danger et cause
|
Mesure(s)
préventive(s)
|
Limites
critiques
|
Mesure de surveillance
|
Mesure(s)
corrective(s)
|
Mesure de
vérification
|
Dossier
|
|
Mesure
|
Fréquence
|
Responsable
|
|
PRPo5B
Denoyautage
(1)(2)(3)
|
Biologique
|
Application de la
procédure N& D
des
équipements.
|
-Absence de contamination par
l'application de BPH
- Résultats négatifs des analyses des
opérateurs.
|
-Hygiène
du personnel -Visite régulière
du médecin
de l'entrepris e.
|
-Avant le dénoyautage et après chaque pause
|
-
Responsable production
-
Responsable qualité.
|
Retraitemen t ou
destruction du produit.
|
Recherches des pathogènes
dans le produit stocké.
|
-Dossiers médicaux du personnel
-Analyse microbiologi que sur les
produits
finis.
|
|
Prolifération de
pathogènes par les
employés.
|
|
S.A
|
PRPo
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 4 of 4
|
|
PRPo
|
Danger et cause
|
Mesure(s)
préventive(s)
|
Limites
critiques
|
Mesure de surveillance
|
Mesure(s)
corrective(s)
|
Mesure de
vérification
|
Dossier
|
|
Mesure
|
Fréquence
|
Responsable
|
|
PRPo6B
Rempliss age
(1)(3)
|
Biologique
|
- Rappel de BPH - N& D du matériel et des
ustensiles
|
Absence de contamination par
l'application des BPH
|
Hygiène du
personnel
- La bonne applicatio n de la procédure de
nettoyage d'équipem ent
|
Avant le remplissage et après chaque pause
|
-
Responsable production
-
Responsable qualité
|
Retraitemen t ou
destruction du produit
|
Analyse microbiologiqu
e sur les produits finis
|
-Dossiers médicaux du personnel
- Fiche de contrôle
N& D des équipements
|
|
-Prolifération des pathogènes par les
employés
-équipement contaminé
|
|
PRPo7B
Mélange
(3)
|
Biologique
|
-Respect des
BPH ;
-Obligation de déclaration des maladies par les
ouvrières
|
-Absence de contamination par
l'application des BPH
- Résultats négatifs des analyses des
opérateurs (dossier
médical)
|
-Hygiène
du personnel -Visite régulière
du médecin
de l'entrepris e.
|
-Avant l'opération mélange et après chaque
pause
|
-
Responsable production
-
Responsable qualité
|
Retraitemen t ou
destruction du produit
|
-Dossiers médicaux du personnel
-Analyse microbiologiqu e sur les
produits finis
|
-Fiche de conditionne ment
-Dossiers médicaux du personnel
|
|
-Contamination par des pathogènes lors de la
manipulation des produits par les employés
-Contamination par des pathogènes
causée par produits accumulés
|
PLAN ]EILACCP

Tableau 12: Le plan HACCP
|
S.A
|
Plan HACCP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 1 of 3
|
|
CCP
|
Danger et cause
|
Mesure(s)
préventive(s)
|
Limites
critiques
|
Mesure de surveillance
|
Mesure(s)
corrective(s)
|
Mesure de
vérification
|
Dossier
HACCP
|
|
Mesure
|
fréquence
|
responsable
|
|
CCP1B
Saumurage
(11(21(111
|
Biologique
|
contrôler le pourcentage de sel
|
Concentrati on de sel doit être comprise entre 8°Be et
10°Be
|
Vérifier la concentrati on du sel à l'aide d'un
aéromètre
|
Avant l'ajout de la
saumure
|
-Resp. production -Resp. qualité
|
-Dilution en cas d'excès de sel -Ajout de sel en cas de
manque
|
vérification de l'exactitude de la concentration du sel
avant chaque
saumurage
|
Fiche de contrôle saumurage
|
|
Prolifération microbienne suivi à l'application
incorrecte du
pourcentage de sel.
|
|
CCP2B
Fermentation (1)(2)(3)
|
Biologique
|
|
-Stabiliser le pH de la saumure à 4,5
-
concentrati on du sel dans la saumure
doit être comprise entre 8 et 10°Be
|
- s'assurer du bon lavage des fûts
-
sensibilise r et former le
personnel sur les
BPH
- s'assurer de la
qualité des olives et
du sel
|
Chaque jour la première semaine et 1 fois par
semaine jusqu'à fin de fermentati on
|
-Resp. production -Resp. qualité
|
-pH<4,5 : dilution
- pH>4,5 : ajout d'acide
-Ajout de sel en cas de manque -dilution en cas
d'excès
|
Recherche des bactéries indésirables
|
Fiche de contrôle fermentation
|
|
Prolifération des
bactéries indésirables (non lactiques).
|
|
S.A
|
Plan HACCP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 2 of 3
|
|
CCP
|
Danger et cause
|
Mesure(s)
préventive(s)
|
Limites
critiques
|
Mesure de surveillance
|
Mesure(s)
corrective(s)
|
Mesure de
vérification
|
Dossier
HACCP
|
|
Mesure
|
fréquence
|
responsable
|
|
CCP3B
Jutage (2)(3)
|
Biologique
|
-Contrôler la température de jutage
-Mesurer le pH
|
Liquide de couverture doit être compris entre : 70 et
80°C
|
-La T° du liquide de jutage
|
Chaque heure
|
-Resp. production -Resp. qualité
|
Correction de la
température au
niveau de
la
vanne de vapeur
|
Recherche des pathogènes
|
Fiche de contrôle conditionne ment
|
|
Survie de pathogènes
attribuable à une
température et
formulation inexacte.
|
|
CCP4C
Jutage (2)(3)
|
Chimique :
|
Vérification des doses des conservateurs.
|
Le pH du
liquide de
jutage doit être compris entre 3,5 et 4,5
|
Le pH du liquide de jutage
|
Chaque heure
|
-Resp. production -Resp. qualité
|
-pH <3,5 : dilution
-pH>4,5 : ajout d'acide
|
Taux de concervateurs
|
Fiche de contrôle conditionne ment
|
|
Utilisation en excès des conservateurs.
|
|
S.A
|
Plan HACCP
|
Date :
|
|
Code :
|
|
Version :
|
|
Page 3 of 3
|
|
CCP
|
Danger et cause
|
Mesure(s)
préventive(s)
|
Limites
critiques
|
Mesure de surveillance
|
Mesure(s)
corrective(s)
|
Mesure de
vérification
|
Dossier
HACCP
|
|
Mesure
|
fréquence
|
responsable
|
|
CCPSB
Sertissage (2)
|
Biologique
|
- Test de sertissage
- Sensibilisation de l'utilisateur
|
Absence de défaut du serti
|
La conformité de serti
|
Au démarrag e de la sertisseus e et
chaque 2 heures
|
-Resp. production -Resp. qualité
|
Eliminer toute boîte présentant des
défauts
|
Test de sertissage
|
Test de sertissage Fic he de
contrôle conditionne ment
|
|
Contamination due à
des défauts de la
boîte, du couvercle
ou de la sertisseuse.
|
|
C CP6B
Pasteurisation (2)
|
Biologique :
Survie et
développement de
microorganismes
« pathogène ».
|
- Mettre en
place une
procédure de
maintenance préventive ;
- Confirmer les barèmes de pasteurisation ; - Mettre en
place les procédures d'étalonnage des instruments
de mesure.
|
Respecter le barème de pasteurisatio n
|
- Le temps et la température de
pasteurisation au
niveau du
thermo
enregistreur -Température au coeur de la boite toute les
4
heures à l'aide d'un
thermomètre
|
Avant et tout au long de la pasteurisa tion
|
-Opérateur - Resp. production -Resp.
qualité
|
-Isoler le lot et procéder à une re-
pasteurisation
|
procéder un test de
vieillissement (étuvage à 55°C pendant 3
jours).
|
Fiche de contrôle conditionne ment
|
N.B : (1) : Conditionnement en fut ; (2) : Conditionnement en
boite ; (3) : Conditionnement en seaux
Conclusion Générale
Notre travail consistait à la contribution de
la mise en place d'un système de management de la sécurité
des aliments « SMSA », selon le référentiel ISO 22.000,
pour la salubrité des olives de table fabriqués par l'entreprise
« CONAGRO » Kenitra.
Nous avons effectué une évaluation des
programmes préalables selon le codex alimentarius, et un diagnostic de
l'état de l'entreprise par rapport aux exigences de la norme ISO 22.000,
ce qui nous a permis permet de tirer les conclusions et les recommandations
suivantes :
L'entreprise doit d'abord vérifier et mettre au
point les programmes préalables, pour gérer tous les
problèmes relatifs à l'hygiène. Aussi, la notion
management de la sécurité des denrées alimentaires «
SMSA » au sein de l'entreprise, car il y a une manque qui se
caractérise par :
· L'absence de la communication ;
· L'absence d'un service qualité
;
· Le manque de transparence ;
On note aussi que même si l'entreprise a
déjà mis un système HACCP, ils existent encore des lacunes
et des points critiques qui influencent sur la fiabilité des
activités et la salubrité des produits.
L'entreprise, en plus de maintien de la
salubrité de ses produits, elle devra s'orienter dans un sens plus large
afin de satisfaire les nouvelles exigences du consommateurs, et répondre
aux règlements imposés dans le domaine de l'agroalimentaire, en
adoptant le système de management de la sécurité des
denrées alimentaires (SMSA) de la norme ISO 22.000. Pour y
accéder, la clé réside dans un engagement
formel de la direction qui sera invitée à
procéder aux changements des mentalités et des habitudes dans son
entreprise.
Pour ce faire, l'entreprise doit :
__ s'engager formellement pour la mise en oeuvre du
nouvel système de management de la sécurité des
denrées alimentaires « SMSA » ;
__ designer une équipe chargée de la
sécurité des denrées
alimentaires, et un service qualité est
obligatoire ;
__ mettre toutes les ressources nécessaires pour
le SMSA ;
Un programme de formation du personnel est indispensable,
surtout pour les ouvriers saisonniers.
Ensuite, elle devrait effectuer des analyses
physicochimiques et microbiologiques de ses produits à
différentes étapes de fabrication, afin de s'assurer de la
validité du système mis en place.
Enfin, l'entreprise doit effectuer un traitement des
déchets et des eaux usées surtout les margines.
R~F~R~NCES BIBLIOGRAPHIQUES

1- Agence canadienne d'inspection des aliments (ACIA).
(2006)
Manuel : Programme d'amélioration de la
Salubrité des aliments (PASA), Canada, pp.
2- Anonyme. (1987)
Norme codex pour les olives de table. Codex stan 6671981
(rev. 171987).
3- Anonyme. (2003)
Code d'usages international recommandé
-principes généraux D'hygiène alimentaire. Codex
Alimentarius. Cac/rcp 171969, rév. 4 (2003).
4- Didier B. (2005)
ISO 22.000 de l'intention à la
réalisation. ProCert, CH71015 Lausanne 15, Suisse.
5- Elatyqy M. (2006)
Nettoyage et désinfection dans les industries
agroalimentaires (IAA) : Aspects théoriques et pratiques.
6- Foresythe S.J. (1998)
Food Hygiene, Microbiology and HACCP, 3rd ed,
Department
of life sciences, the Nothingham Trent University,
U.K.
7- Geoffroy J-R. (2006).
Comparaison des référentiels : BRC - IFS -
ISO 22.000
8- Groupe AFNOR. (2006)
La traçabilité au coeur de la
sécurité Alimentaire.
9- Groupe AFNOR. (2006)
Présentation de la norme ISO 22000.
10- Jean-Michel DURIEZ. (2004)
Code des bonnes pratiques loyales Pour Les olives de
table, Fédération de l'Olive de France.
11- Juan B. (1990)
Elaboration des Olives de Table, Conseil Oléicole
international, 10728006, Madrid, O.L. : M711.171.
12- Le bulletin mensuel d'information et de liaison du
PNTTA
Ministère de l'Agriculture et du
Développement Rural 7 Royaume du Maroc.
13- Marie D. (2005)
ISO 22.000 : une norme qui a du goût.
14- Mohieddine S.1996
Contrôle Des altérations des olives
vertes en fermentation. Thèse de 3ème cycle.
Faculté des sciences Ben M'sik Sidi Otman.casablanca.
15- NF EN ISO 9001. (2000)
Système de Management de la
qualité-Exigences.
16- NM HACCP. (2003)
Circulaire du Maroc relative à la
certification.
17- Norme ISO 22.000. (2005)
Système de management de la
sécurité des denrées alimentaires-Exigences pour tout
organisme appartenant à la chaîne alimentaire. Première
édition.
19- Norme DS 3027. (2002)
Gestion de la sécurité alimentaire
basée sur l'HACCP (Analyse des risques et maîtrise des points
critiques) - Nécessité d'un système de gestion pour les
organisations fabriquant des produits alimentaires et leurs fournisseurs.
Copenhague.
19- Norme Marocaine NM 08-0-000
Principes Généraux
d'hygiène.
20- ProCert. (2005).
ISO 22.000 & HACCP Quelles adjonctions au Codex ?
CH-1015 Lausanne. N° 42.
21- Rene S. (1984)
Utilisation des sous-produits de l'olivier en
alimentation animale dans le bassin Méditerranéen. Etude FAO
Production et Santé Animales 43, (FAO, Rome), 56 p.
22- Sarsri L. (2005)
Conception et Mise en oeuvre d'un Système de
traçabilté pour la filière de l'Huile d'Olive,
Mémoire de troisième cycle. I.A.V Hassan II, Rabat.
23- Sylvain N. (2002)
La méthode HACCP du Comment ou Pourquoi,
thèse de troisième cycle, Université Claude Bernard -Lyon
1- (Médecine-Pharmacie).
24- Webographie. (Octobre 2006)
ü
www.iso.org
ü
www.codexalimentarius.net
ü
www.snima.ma
ü
www.fao.org
ü www.inspection.gc.caIfrangais
~NNEX A

Annexes
Tableau 13: Check List ISO 22.000
|
Systéme de notation des
réponses
NA : non applicable,
1 : requis non satisfait,
2 : défini insuffisamment et
appliqué,
3 : bien défini et appliqué,
4 : défini, appliqué et
documentée,
5 : défini, appliqué, documenté et
amélioré.
|
|
Elément de la norme
|
Note
|
|
4. SMSA
|
|
|
4.1 Exigences Générales
|
1) L'entreprise dispose-t-elle d'organigramme ?
|
|
4
|
2) Le domaine d'application du SMSA concernant les produits,
les procédés et les sites de production est-il défini ?
|
|
4
|
3) A-t-on identifié, évalué et
maîtrisé les dangers liés à la SMSA ?
|
|
4
|
4) Existe-t-elle une communication à tous les niveaux de
la chaîne alimentaire ?
|
|
2
|
5) Y a-t-il des processus externalisés ? Si oui, leur
maîtrise est-elle mentionnée dans le SMSA ?
|
|
NA
|
|
|
|
4.2 Exigences Relatives à la
Documentation
|
|
1) Les procédures suivantes sont-elles documentées
comme la norme l'exige ?
|
|
|
|
a. Maîtrise des documents ;
|
|
4
|
|
b. Maîtrise des enregistrements relatifs
;
|
|
4
|
|
c. Devenir des produits potentiellement dangereux ;
|
|
2
|
|
d. Corrections ;
|
|
4
|
|
e. Actions correctives ;
|
|
4
|
|
f. Audit interne.
|
|
3
|
|
2) Existe-elle une maîtrise des documents internes et
externes ?
|
|
4
|
|
3) existent-elles des procédures pour le classement,
l'archivage et la destruction des documents ?
|
|
4
|
|
5. Responsabilité de la Direction
|
|
5.1 Engagement de la Direction
|
1) La direction a-t-elle démontrée son engagement
au développement et à l'amélioration du SMSA ?
|
|
4
|
2) Communique-t-on, au sein de la direction, de l'importance
à satisfaire aux exigences des clients, ainsi qu'aux exigences
réglementaires et légales ?
|
|
4
|
3) A-t-on établi une politique en matière de
sécurité des denrées alimentaires ?
|
|
4
|
4) La direction met-elle la disponibilité des ressources
nécessaires ?
|
|
4
|
|
|
5.2 Politique de Sécurité des
Denrées Alimentaires
|
1) Dispose-t-on d'un document de base signé, qui
défini la politique de SMSA, et s'agit- il d'un document
communiqué et maîtrisé ?
|
|
4
|
2) La politique de SMSA est-elle :
|
|
4
|
|
a. Adaptée à la finalité de l'organisme
;
|
|
|
b. Conforme à la fois aux exigences légales et
réglementaires et aux exigences définies en accord avec les
clients en matière de SMSA ;
|
|
|
c. Communiquée et mise en oeuvre ;
|
|
|
d. Revue ;
|
|
|
|
|
5.3 Planification du SMSA
|
|
|
1) Existe-elle une planification du SMSA ?
|
|
4
|
2) Assure-t-on par une planification, la maîtrise de
toute modification du SMSA afin d'en préserver son
intégrité ?
|
|
NA
|
|
|
|
Elément de la norme
|
Note
|
|
5.4 Responsabilité Autorité
|
|
Les missions, rôles et tâches de l'ensemble du
personnel sont-ils clairement définis ?
|
|
4
|
|
5.5 Responsable de l'Equipe chargé du
SMSA
|
|
A-t-on nommé un responsable chargé de la SMSA et
défini ses attributions ?
a. diriger l'équipe chargée de la SMSA ;
b. former les membres de la susdite équipe ;
c. garantir la mise à jour et la mise en oeuvre du
SMSA.
|
|
4
|
|
5.6 Communication
|
|
5.6.1 Communication Externe
|
|
1) l'organisme communique-t-elle efficacement avec :
|
|
|
|
a. les fournisseurs et les contractants ;
|
|
4
|
|
b. les clients ou les consommateurs (réclamations...) ;
|
|
4
|
|
c. les autorités légales et réglementaires
;
|
|
4
|
|
d. les autres organismes ayant une influence sur le SMSA.
|
|
4
|
|
2) Est-ce qu'il y a un personnel responsable de la communication
externe ?
|
|
3
|
|
5.6.2 Communication Interne
|
|
Existe-t-il des circuits de communications des informations
ascendantes et descendantes dans l'entreprise ?
|
|
2
|
|
5.7 Préparation et Réponse aux
Urgences
|
|
Y a -t-il des procédures pour gérer les situations
d'urgences et accidents ayant une incidence sur le SMSA ?
|
|
4
|
|
5.8 Revue de Direction
|
|
1) Vérifie-t-on le fonctionnement et l'efficacité
du SMSA, ainsi que les objectifs
sécurité alimentaires fixés par la direction
d'une manière régulière et à des
intervalles
définis ?
|
|
2
|
|
2) Dispose-t-on des éléments d'entrée de la
revue exigés par la norme ?
|
|
2
|
|
3) Les données de sortie de la revue, exigée par la
norme, sont-elles enregistrées ?
|
|
2
|
|
6. Management de Ressources
|
|
|
|
6.1 Mise à Disposition des Ressources
|
|
|
|
A-t-on mis à disposition les ressources nécessaires
pour la mise en oeuvre et la mise à jour du SMSA ?
|
|
4
|
|
6.2 Ressources Humaines
|
|
1) Dispose-t-on d'une équipe chargée de la
sécurité des denrées alimentaire, ainsi que
un personnel compétent ?
|
|
2
|
|
2) Conserve-t-on les enregistrements concernant l'accord, les
contrats avec des experts
externes ?
|
|
4
|
|
3) A-t-on identifié les compétences
nécessaires pour les membres du personnel dont
l'activité touche la sécurité alimentaire
?
|
|
3
|
|
4) les besoins en formation, sont-ils déterminés
régulièrement, et propose-t-on la
formation adéquate ? (évaluation la mise en
oeuvre...)
|
|
3
|
|
5) l'organisme valide-t-il l'efficacité des actions de
mise à niveau des compétences ?
|
|
3
|
|
6) A-t-on introduit des procédures pour éveiller la
conscience et à la contribution de
chacun à la SMSA ?
|
|
3
|
|
7) existe-elle une communication efficace entre tous les membres
du personnel ?
|
|
2
|
|
8) conserve-t-on les enregistrements concernant la formation, la
surveillance et les actions
correctives relatifs au SMSA ?
|
|
4
|
|
Elément de la norme
|
Note
|
|
6.3 Infrastructure
|
|
fournie-t-on les ressources nécessaires pour
l'élaboration et la maintenance des
infrastructures ?
|
|
4
|
|
6.4 Environnement de Travail
|
|
Fournie-t-on les ressources nécessaires pour assurer un
environnement de travail convenables selon les exigences de la norme en
question ?
|
|
4
|
|
7 Planification et Réalisation de Produits
Sûrs
|
|
7.2 Programmes Prérequis (PRP)
|
1) les PRP sont-ils maîtrisés de manière
satisfaisante afin d'obtenir la sécurité des denrées
alimentaires ? (via l'environnement de travail)
|
|
4
|
2) les PRP sont-ils adaptés, mises en oeuvre et
approuvés par l'équipe chargée de la
sécurité des denrées alimentaires ?
|
|
4
|
3) l'élaboration des PRP couvre-t-elle le choix des
informations pertinentes ? (t.q les exigences légales et
réglementaires, les exigences des clients, les principes et codes de
bonnes pratiques de la commission du codex et les normes)
|
|
4
|
4) A-t-on planifiée et enregistrée la
vérification des PRP ? à savoir :
|
|
|
|
|
a. la construction et la disposition des bâtiments ;
|
|
4
|
|
b. la disposition des locaux ;
|
|
4
|
|
c. l'alimentation en eau, en air, en énergie et autres
;
|
|
4
|
|
d. les services annexes notamment l'élimination des
déchets et eaux usées ;
|
|
1
|
|
e. la gestion des produits achetés ;
|
|
4
|
|
f. les mesures de prévention contre la contamination
croisée ;
|
|
4
|
|
g. le nettoyage et la désinfection ;
|
|
4
|
|
h. la maîtrise des nuisibles ;
|
|
4
|
|
i. tous les autres éléments nécessaires.
|
|
4
|
|
7.3 Etape Initiales Permettant L'analyse des
Dangers
|
|
2
|
|
7.3.1 Généralités
|
|
|
|
les informations pertinentes concernant l'analyse des dangers
sont-elles documentées, mises à jour et conservées ?
|
|
4
|
|
7.3.2 Equipe Chargée de la SMSA
|
|
|
|
1) A-t-on désigné une équipe
pluridisciplinaire et compétente chargée de la
sécurité des
denrées alimentaires ?
|
|
3
|
|
2) existe-elle des enregistrements attestant la compétence
de cette équipe ?
|
|
3
|
|
7.3.3 Caractéristiques du Produit
|
|
1) existe-elle une description documentée concernant les
MP, les ingrédients, et les
matériaux en contact avec le produit ?
|
|
3
|
|
2) A-t-on décrit comme sont établies les
spécifications qui les concernent ?
|
|
3
|
|
3) A-t-on défini les conditions d'acceptation ?
|
|
1
|
|
4) A-t-on identifie les exigences légales et
réglementaires concernant ces éléments ?
|
|
3
|
|
5) existe-elle une description documentée et mise à
jour des produits fini ?
|
|
3
|
|
6) cette description contienne-elle toutes les informations de
production, composition et
d'utilisation du produit fini ?
|
|
3
|
|
7) cette description explique-elle l'usage attendu du produit
?
|
|
2
|
|
7.3.4 Usage Prévu
|
|
Existe-elle une description documentée et mise à
jour concernant l'usage attendu, les conditions de manipulation, les groupes
d'utilisateurs et les consommateurs du produit fini ?
|
|
2
|
|
Elément de la norme
|
Note
|
|
7.3.5 Diagramme de Flux, Etapes de Processus et Mesures
de Maîtrise
|
|
1. Existent-ils des diagrammes de flux clairs, précis et
suffisamment détaillés pour toutes les procédures
couvertes par le SMSA ?
|
|
2
|
|
2. ces diagrammes contiennent-ils :
|
|
|
|
a. la séquence des étapes du fonctionnement ;
|
|
3
|
|
b. les processus externalisés et les travaux
sous-traités
|
NA
|
|
|
c. le point d'introduction des matières premières,
ingrédients et produits semi fini,
|
|
2
|
|
d. les points de reprise et de recyclage ;
|
|
1
|
|
e. les points de sortie des produits finis, des produits
intermédiaires, et des déchets.
|
|
1
|
|
3. existe-elle une description détaillée et mise
à jours concernant les mesures de maîtrise et les
paramètres de procédé ? les exigences externes sont-elles
incluses ?
|
|
2
|
|
7.4 Analyse des Dangers
|
|
7.4.1 Généralités
|
|
L'équipe chargée de la SMSA a-t-elle
réalisée une analyse des dangers afin de les maîtriser ?
|
|
3
|
|
7.4.2 Identification des Dangers et Détermination
des Niveaux Acceptables
|
|
1. A-t-on identifié, enregistré,
déterminé et justifié des niveaux acceptables de tous
les
dangers prévisibles liés à la
sécurité alimentaire ?
|
|
3
|
|
2. A-t-on précisée toute étape à
laquelle un danger est susceptibles d'être introduit ?
|
|
3
|
|
7.4.3 Evaluation des Dangers
|
|
A-t-on évalué ces dangers et les enregistrés
?
|
|
3
|
|
7.4.4 Sélection et Evaluation des Mesures de
Maîtrise
|
|
A-t-on sélectionné, évalué et
classé des combinaisons de mesures de maîtrise
|
|
1
|
|
7.5 Etablissement des Programmes Prérequis
Opérationnels (PRPO)
|
|
Existe-t-il un plan documenté des PRPo ?
|
|
1
|
|
7.6 Etablissement du Plan HACCP
|
|
|
|
7.6.1 Plan HACCP
|
|
|
|
Existe-t-il un plan HACCP, documenté et clair ?
|
|
4
|
|
7.6.2 Identification des Points Critiques pour la
Maîtrise
|
|
|
|
a-t-on identifié pour chaque danger un CCP ?
|
|
4
|
|
7.6.3 Détermination des Limites Critiques, des
Points Critiques pour la Maîtrise
|
|
|
|
A-t-on déterminé documenté des limites
critiques pour la surveillance de chaque CCP ?
|
|
4
|
|
7.6.4 Système Pour la Surveillance des Points
Critiques Pour la Maîtrise
|
|
A-t-on établi un système de surveillance
étayé pour chaque CCP ?
|
|
4
|
|
7.6.5 Actions Entreprises Lorsque les Résultats de
Surveillance dépassent les Limites Critiques
|
|
1) a-t on programmé des actions correctives lorsque les
résultats de surveillance
dépassent les limites critiques.
|
|
4
|
|
2) existent-elles des procédures documentées
concernant les produits potentiellement
dangereux.
|
|
1
|
|
7.7 Mise à Jour des Informations Initiales et des
Documents spécifiant les PRP et le Plan HACCP
|
|
les informations et les documents spécifiant les PRP et le
plan HACCP, sont-ils mis à jour ?
|
|
1
|
|
7.8 Planification de la Vérification
|
1) a-t-on défini, dans la planification de
vérification : l'objectif, les méthodes, les fréquences et
les responsabilités des activités de vérification ?
|
|
1
|
2) les résultats de la vérification sont-ils
enregistrés et communiqués à l'équipe
sécurité alimentaire ?
|
|
1
|
3) a-t-on traité les lots de produits qui
présentent des non-conformités, comme des produits
potentiellement dangereux ?
|
|
1
|
|
|
Elément de la norme
|
Note
|
|
7.9 Système de
Traçabilité
|
|
1) l'organisme a-t-il établi un système de
traçabilité concernant la réalisation du produit
ainsi que l'identification des fournisseurs et des clients ?
|
|
2
|
|
2) l'établissement et l'identification des lots concernant
la traçabilité, sont-elles établies
et enregistrés conformément aux exigences ?
|
|
2
|
|
7.10 Maîtrise des
Non-Conformités
|
|
7.10.1 Corrections
|
|
1) dispose-t-on d'une procédure documentée pour la
maîtrise des non-conformités et la
manière de traiter celles-ci ?
|
|
3
|
|
2) est-il documenté comment les produits non-conformes
doivent être identifiés et
manipulés ?
|
|
3
|
|
7.10.2 Actions Correctives
|
|
dispose-t-on des procédures documentées
spécifiant les actions correctives en cas de nonconformités ?
|
|
3
|
|
7.10.3 Prévenir des Produits Potentiellement
Dangereux
|
|
1) A-t-il traité tout produit non-conforme ?
|
|
2
|
|
2) l'existe-elle une documentation concernant les mesures de
maîtrise et les réponses
associées ?
|
|
3
|
|
3) A-t-on évalué les preuves nécessaires
pour la libération des produits non-conformes ?
|
|
3
|
|
4) l'organisme a-t-il pris des dispositions relatives aux
produits non-conformes, comme la
transformation ou la destruction ?
|
|
1
|
|
5) Dispose-t-on des procédures de transformations et /ou
de destruction concernant les
produits non-conformes ? (n'atteignent pas un niveau
acceptable)
|
|
1
|
|
7.10.4 Retraits
|
|
|
|
1) Existe-elle une procédure documentée pour le
retrait?
|
|
4
|
|
2) l'organisme traite-il les produits retirés ?
|
|
2
|
|
3) A-t-on vérifié et enregistré
l'efficacité du programme de retrait ?
|
|
2
|
|
Elément de la norme
|
Note
|
|
8. Validation, Vérification et Amélioration
du SMSA
|
|
|
8.2 Validation des Combinaisons de
Maîtrise
|
|
1) L'équipe chargée de la sécurité
des denrées alimentaires a-t-elle mis et validée des
mesures de maîtrise efficace ou leur combinaison ?
|
|
1
|
|
2) existe-elle une modification lorsque ces mesures ne peuvent
être confirmées ?
|
|
1
|
|
8.3 Maîtrise de la Surveillance et du
Mesurage
|
1) les équipements et les méthodes de mesurage
nécessaires à apporter la preuve de la conformité du
produit, sont-ils adéquats, entretenu, protégés et
étalonnés ?
|
|
4
|
2) existe-il une enregistrement des résultats
d'étalonnage et de vérification ?
|
|
4
|
3) les équipements ou les procédés de
mesure qui ne peuvent pas être étalonnés par rapport aux
étalons nationaux sont-ils surveillés ?
|
|
2
|
|
|
8.4 Vérification du SMSA
|
|
8.4.1 Audit Interne
|
|
1) les audits sont-ils programmés en fonction de
l'état et de l'importance de processus et
domaines à auditer ?
|
|
2
|
|
2) les critères, porté et objectifs d'audit
sont-ils définis de façon pertinente ?
|
|
1
|
|
3) les auditeurs sont-ils objectifs et impartiaux ?
|
|
1
|
|
8.4.2 Evaluation des Résultats Individuels de
Vérification
|
1) L'équipe chargée de la sécurité
des denrées alimentaires évalue-t-elle des résultats
individuels de vérification ?
|
|
1
|
2) si la vérification ne démontre pas la
conformité, l'organisme entreprend-t-il d'autres actions ?
|
|
1
|
|
|
8.4.3 Analyse des Résultats des Activités
de Vérification
|
1) L'équipe chargée de la sécurité
des denrées alimentaires analyse-t-elle les résultats de
vérification ?
|
|
1
|
2) existent-elles un enregistrement et une communication
concernant le résultat d'analyse ?
|
|
1
|
|
|
8.5 Amélioration
|
|
8.5.1 Amélioration Continue
|
|
A-t-on défini le processus nécessaire à
l'amélioration continue du SMSA?
|
|
4
|
|
8.5.2 Mise à Jour du SMSA
|
1) A-t-on évalué et mis à jour en
permanence le SMSA ?
|
|
1
|
2) existent-elles un enregistrement et une communication
concernant les activités d'évaluations et de mise à jour
du SMSA ?
|
|
1
|
|
Tableau 14: Comparaison entre les chapitres des
référentiels ISO 22.000, BRC, IFS ET
ISO 9001
|
Chapitre ISO 9001:2000
|
ISO
9001:2000
|
BRC
|
IFS
|
ISO
22.000
|
Chapitres ISO 22.000
|
|
Système de management
de la
qualité
|
4
|
2
|
1
|
4
|
Système de management de
la
sécurité alimentaire
|
|
Exigences générales
|
4.1
|
2.1
|
1.1
|
4.1
|
Exigences générales
|
|
Exigences relatives a la
documentation
|
4.2
|
2.11
|
1.3
|
4.2
|
Exigences relatives a la
documentation
|
|
Généralités
|
4.2.1
|
2.11.3
|
1.3
|
4.2.1
|
Généralités
|
|
Manuel qualité
|
4.2.2
|
2.3
|
1.6
|
4.2.2
|
Maîtrise des documents
|
|
Maîtrise des documents
|
4.2.3
|
2.11.1
|
1.6
|
|
|
|
Maîtrise des
enregistrements
|
4.2.4
|
2.11.4
|
1.6
|
4.2.3
|
Maîtrise des enregistrements
|
|
Responsabilité de la
direction
|
5
|
|
2
|
5
|
Responsabilité de la direction
|
|
Engagement de la
direction
|
5.1
|
2.5
|
2.2
|
5.1
|
Engagement de la direction
|
|
Écout client
|
5.2
|
2.6
|
2.4
|
|
|
|
Politique qualité
|
5.3
|
2.2
|
2.1
|
5.2
|
Politique de sécurité
des
aliments
|
|
Planification
|
5.4
|
|
2.1
|
5.3
|
Planification
|
|
Objectif qualité
|
5.4.1
|
2.5.1
|
2.1
|
5.2
|
Objectifs de sécurité
des
aliments
|
|
Planification du système
de management de
la
qualité
|
5.4.2
|
|
|
5.3
|
Planification du système de
la
sécurité alimentaire
|
|
Responsabilité, autorité
et
communication
|
5.5
|
2.4
|
|
|
|
|
Responsabilité et autorité
|
5.5.1
|
|
2.1
|
5.4
|
Responsabilité et autorité
|
|
Représentant de la
direction
|
5.5.2
|
|
|
5.5
|
Responsable de l'équipe chargée
de la
sécurité des aliments
|
|
Communication avec les
clients
|
7.2.3
|
|
|
5.6.1
|
Communication externe
|
|
Communication interne
|
5.5.3
|
|
3.2.4
|
5.6.2
|
Communication interne
|
|
|
2.14
|
5.9
|
5.7
|
Réparation et réponses
aux
urgences
|
|
Revue de direction
|
5.8
|
2.7
|
2.3
|
5.8
|
Revue de direction
|
|
Eléments d'entrée de
la
revue
|
5.6.2
|
2.7.3
|
|
5.8.2
|
Eléments d'entrée de la revue
|
|
Eléments de sortie de la
revue
|
5.6.3
|
|
|
5.8.3
|
Eléments de sortie de la revue
|
|
Management des
ressources
|
6
|
2.3
|
3
|
6
|
Management des ressources
|
|
Mise a disposition des
ressources
|
6.1
|
|
|
6.1
|
Mise a disposition des
ressources
|
|
Ressources humaines
|
6.2
|
6
|
3.2.4
|
6.2
|
Ressources humaines
|
|
Compétences,
sensibilisation et
formation
|
6.2.2
|
6.4
|
3.1.1
|
6.2.2
|
Compétences, sensibilisation
et
formation
|
|
Infrastructures
|
6.3
|
3.3
|
3.1.2
|
6.3
|
Infrastructures
|
|
Environnement de travail
|
6.4
|
|
3.1.3
|
6.4
|
Environnement de travail
|
|
Réalisation du produit
|
7
|
|
4
|
7
|
Planification et réalisation de
produits
sains
|
NN X B

Tableau 15: Description des Etapes de Fabrication des
Olives Tournantes
|
Stapes
|
Méthodes
|
|
Réception
|
· Prélèvement d'un échantillon
sur environ vingt caisses prises au hasard
· Analyse de l'échantillon au laboratoire
pour
déterminer si le produit est conforme ou non
· Noter les résultas du contrôle de
la matière, le numéro, la date, la région et le
fournisseur dans la fiche de contrôle de la réception.
|
Pesage
|
· Entrée du camion au pont bascule pour
prendre le poids brut qui correspond au poids du camion plus le poids de la
marchandise
· Noter les poids, date, fournisseur,
région, N° de camion dans le bon de réception
|
Déchargement
|
· Renversement des caisses de la marchandise dans
les palox
· Arrangement et déplacement des palox se
fait par le Clark
|
TriageIEffeuill
age
|
· Elimination des corps étrangers et des
fruits endommagés ou infectés
· Noter le % des écarts, calibre, produit,
le
fournisseur et la région dans la fiche de contrôle de
triage.
|
Mise en fut
|
· Remplissage des fûts par la
matière
|
Saumurage
|
· Ajout de la saumure dans les fûts contenant
la matière
|
Codage
|
· Mettre un code sur le fut désignant le
jour /année/fournisseur/région/produit
|
Fermentation
|
· Les fûts contenant la matière et la
saumure sont
stockés jusqu'à atteindre un pH de 4.5.
La fermentation se déroule entre un mois et demi et trois mois et au
cours de cette étape on contrôle le pH, la salinité (7 et
8°Be)
|
|
Stapes
|
|
Méthodes
|
Dénoyautage
|
·
|
L'alimentation des machines automatique se fait par
des ouvrières, la machine permet d'isoler le noyau du
fruit,l'olive dénoyautée passe par un
densimètre pour éliminer les restes de noyaux
|
tailladage
|
·
|
L'alimentation de la machine se fait manuellement par
une ouvrière, la matière passe entre deux tambours portant des
lames circulaires pour être fissurée
|
Retriage
|
·
|
Elimination de noyaux ou morceaux de noyau restant et de
fruits endommagés
|
Blanchiment
|
·
|
L'olive est lavée et dessalée à
l'aide de l'eau chaude de la blancheur
|
Remplissage
|
·
·
|
Le remplissage se fait automatiquement par
des
mouvements de transrotation autour de la boite par
la
machine remplie d'olive
A la sortie, la boite remplie d'olive subie des
vibrations pour avoir un remplissage uniforme
|
Pesage
|
·
|
L'ouvrière contrôle chaque boite en
ajustant le poids par retranchement ou ajout d'olive ; les résultats
sont notés sur la fiche de contrôle de
conditionnement.
|
jutage
|
·
|
les boites contenant la matière vont passer au
jutage où l'on recouvre les olives par un liquide de
couverture
|
Sertissage
|
·
·
|
La fermeture des boites se fait automatiquement à
l'aide de la sertisseuse.
Des contrôles visuels et physiques du sertie
sont effectués : mesurer la hauteur, l'épaisseur, crochet du
corps et crochet du fonds et noter les résultats avec la date, l'heure,
format de la boite, produit dans la fiche de contrôle
conditionnement.
|
Marquage
|
·
|
A l'aide d'une photo cellule liée à la
machine jet d'encre, chaque boite passant sur le convoyeur et
détectée par la photo cellule sera marquée par la
machine.
|
Pasteurisation
|
·
·
|
La pasteurisation des boites est faite dans un
pasteurisateur et en suivant Les normes de notre choix.
A chaque heure il faut noter la température,
le temps trouvé, le format de la boite et le produit dans la fiche de
contrôle conditionnement.
|
Etiquetage
(Boite)
|
·
·
|
Des ouvrières étalent la colle sur la face
arrière de l'étiquette Les autres fixent les étiquettes
sur les boites
|
Mise en
carton
|
·
·
|
Des ouvrières seront chargées par la mise
en carton
Les autres seront chargées par la fermeture des
cartons en scotch.
|
Etiquetage
Carton
|
·
·
|
Des ouvrières étalent la colle sur la face
arrière de l'étiquette Les autres fixent l'étiquette sur
le carton.
|
|
Stapes
|
Méthodes
|
Stockage
|
· Le produit fini peut des fois être
stocké dans le magasin jusqu'à l'arrivée du
conteneur.
|
Expedition
|
· Le clarkiste ramène les palettes contenant
les cartons vers le conteneur.
· Les hommes ramènent les cartons de
l'extérieur vers
l'intérieure en les plaçant les uns
sur les autres.
· Il faut noter la date, l'emballage, la
quantité,
désignation, les ouvriers et le responsable du
chargement le numéro du plomb et du conteneur, et le client dans la
fiche de contrôle d'expédition.
|
Mise En Flits
|
· Des ouvriers sont chargés de la mise en
fûts de la
matière déjà triée pour le
pesage
· Une ouvrière est chargée du
saumurage
· il faut noter le poids, le produit et le calibre
dans la fiche de contrôle de conditionnement
|
Seaux
Remplissage
|
· Des ouvrières sont chargées du
mélange et de la mise en seaux.
· Il faut vérifier : le calibre, le produit
et la recette et
noter les résultats et les observations sur la fiche
de contrôle de conditionnement des olives en seaux.
|
Pesage
|
· Une ouvrière est chargée du
pesage.
· Il faut contrôler le poids et le noter sur
la fiche de contrôle des olives en seaux.
|
Etiquetage
|
· Des ouvrières sont chargées de
l'étiquetage
· D'autres sont chargées de la mise en
palette
|
Stockage
|
· le produit peut être stocké dans le
magasin jusqu'à
l'arrivage du conteneur.
|
Mise en
carton des
seaux de 5 Kg
|
· Des ouvrières seront chargées par
la mise en carton
· Les autres seront chargées par la
fermeture des
cartons en scotch.
|
Etiquetage
des cartons
|
· Des ouvrières étalent la colle sur
la face arrière del'étiquette.
· Les autres fixent l'étiquette sur le
carton.
|
Expedition
|
· Le clarkiste ramène des palettes contenant
les seaux vers le conteneur
· Les ouvriers ramènent les palettes de
l'extérieur vers l'intérieure par l'intermédiaire d'un
transpalette.
· Il faut noter la date, l'emballage, la
quantité, la
désignation, les ouvriers et le responsable du
chargement le numéro du plomb et du conteneur et le client dans la fiche
de contrôle d'expédition.
|
|
)4nne~es
Tableau 16: Les procédures existantes dans
l'entreprise
|
Les procédures existantes
|
Code
|
|
Procédures exigées par HACCP
|
|
Procédure de maîtrise des documents
|
PG-SQ-01
|
|
Procédure de maîtrise des enregistrements
|
PG-SQ-02
|
|
Procédure de communication
|
PG-SQ-03
|
|
Procédure de maîtrise des produits non conformes
|
PG-SQ-04
|
|
Procédure de traitement de plainte et de retrait du
produit
|
PG-SQ-05
|
|
Procédure de maîtrise des équipements de
mesures et des méthodes documents
|
PG-SQ-06
|
|
Procédure d'audit
|
PG-SQ-07
|
|
Procédures administratives
|
|
Procédure d'accueil
|
PG-AN-01
|
|
Procédure d'achat
|
PG-AN-02
|
|
Procédures production
|
|
Procédure de lavage des fûts
|
PN-SP-01
|
|
Procédure de nettoyage et désinfection du sol
|
PN- SP -02
|
|
Procédure de nettoyage et désinfection des
véhicules de transport
|
PN- SP -03
|
|
Procédure d'approvisionnement et traitement de l'eau
|
PN- SP -04
|
|
Procédure de lavage des caisses
|
PN- SP -05
|
|
Procédure de nettoyage et désinfection des
équipements
|
PN- SP -06
|
|
Procédure de vérification et entretien des
antimouches
|
PN-SP-07
|
|
Procédure de nettoyage et désinfection des
vestiaires
|
PN-SP-08
|
|
Procédure de lavage des blouses
|
PN-SP-09
|
|
Enregistrements
|
|
Fiche de contrôle de nettoyage et désinfection des
fûts
|
ENR-SP-01
|
|
Fiche de contrôle de nettoyage et désinfection du
sol
|
ENR-SP-02
|
|
Fiche de contrôle de nettoyage et désinfection des
véhicules de transport
|
ENR-SP-03
|
|
Fiche de contrôle d'approvisionnement et de traitement de
l'eau
|
ENR-SP-04
|
|
Fiche de contrôle de nettoyage et désinfection des
caisses
|
ENR-SP-05
|
|
Fiche de contrôle de nettoyage et désinfection des
équipements
|
ENR-SP-06
|
|
Fiche de contrôle vérification et entretien des
antimouches
|
ENR-SP-07
|
|
Fiche de contrôle nettoyage et désinfection des
vestiaires
|
ENR-SP-08
|
|
Fiche de contrôle lavage des blouses
|
ENR-SP-09
|
|
Fiche de contrôle lubrification
|
ENR-SP-10
|
|
Fiche de contrôle salage/saupoudrage par le sel
|
ENR-SP-11
|
|
Fiche de contrôle roulements des fûts
|
ENR-SP-12
|
|
Fiche de contrôle traitement
alcalin/désamerisation
|
ENR-SP-13
|
|
Fiche de contrôle triage
|
ENR-SP-14
|
|
Fiche de contrôle conditionnement des olives en
boîtes
|
ENR-SP-15
|
|
Fiche de contrôle saumurage
|
ENR-SP-16
|
|
Fiche de contrôle fermentation
|
ENR-SP-17
|
|
Fiche de contrôle stockage
|
ENR-SP-18
|
Tableau 17: Engagement de la Direction
Société CONAGRO (SARL)
Document : ... Version : ...
Titre : Engagement au développement et à
l'amélioration du SMSA
|
Nous soussignés, Membres de la direction
générale, représentant la SARL « CONAGRO », sise
au 61/62, nouvelle zone industrielle de BIR RAMI, Kenitra,
- Conscients des exigences universelles en
matière des normes de sécurité alimentaire et
d'hygiène
- Conscients de la nécessité
impérieuse d'oeuvrer pour l'instauration et le respect scrupuleux de ces
normes dans le cadre d'un système reconnu, confirmons résolument
:
1) Notre engagement à prendre toutes les
dispositions qui s'imposent pour :
- Mettre en place, appliquer et suivre rigoureusement
le SMSA au sein de nos unités de production et /ou de transformation des
produits alimentaires.
- Garantir toutes les normes de sécurité
et d'hygiène dans l'ensemble de ces unités.
- Assurer la pérennité de ce
système par des actions permanentes de contrôles et de
vérifications à différents stades, depuis la
réception de la matière première, jusqu'au consommateur
final.
2) Notre volonte d'impliquer, à nos
cotés, tous les responsables et employés de l'usine, pour la
stricte application d'un tel système afin d'atteindre les objectifs
fixés notamment la satisfaction de nos clients, en leur assurant notre
maîtrise des risques d'altération de la qualité de nos
produits.
Cet engagement, établi de bonne foi est
délivré en complément du contrat liant notre entreprise au
« X » chargé de superviser la mise en place ISO
22.000
Président Directeur Général
Directeur Général
Date :
|
Tableau 18: L'Equipe chargée de la
sécurité des denrées alimentaires
|
Entreprise CONAGRO (SARL)
|
|
Document : ... Version : ...
|
|
Référence : X
|
|
Titre : Constitution de l'équipe chargée
de la sécurité des denrées
alimentaires
|
|
Equipe SMSA
|
|
Nom
|
Fonction
|
Service
|
|
Mr. Alaoui
|
Directeur Administratif et
Financier
|
Direction
|
|
Mr.Atif
|
Directeur Général
|
Direction
|
|
Mr.Sobh
|
Chef Production
|
Production
|
|
Mlle. Wafaâ
|
Responsables Ressources
Humaines
|
Ressources
Humaines
|
|
Mr. Bader
|
Responsable Achat
|
Achat
|
|
Mme. Latifa
|
Caporale Production
|
Production
|
|
Mr. Aissa
|
Technicien Maintenance
|
Maintenance
|
|
Mr.B. Salouhi
|
Stagiaire Qualité
|
Production
|
Tableau 19: Fiche de description ingrédient pour
Olives Tournantes Rouges Dénoyautées
|
La Liste des ingrédients et de matériaux
regus de l'extérieur
Nom du produit : OLIVES TOURNANTES
ROUGES
DENOYAUTEES (OTRD)
|
|
Ingrédients
|
Matériaux d'emballage
|
Conservateurs
|
|
7 Olives Tournantes Rouges Entières
|
Emballage primaire :
· Boîtes Métalliques
· Seaux (sachet en plastique)
· Fut
Emballage secondaire :
· Etiquette
· Palette en bois
|
· Vinaigre
· Chlorure de
calcium
· Huile végétale.
|
Saumure
|
|
|
-Eau -Sel
|
|
|
|
Tableau 20: Fiche de description ingrédient pour
Olives Tournantes Rouges Entières
La Liste des ingredients et de materiau= regus de
l'e=térieur
Nom du produit : OLIVES TOURNANTES ROUGES
ENTIERES
(OTRE)
|
Ingredients
|
Materiau= d'emballage
|
Conservateurs
|
7 Olives Tournantes Rouges Entières
|
Emballage primaire :
· Boîtes Métalliques
· Seaux (sachet en plastique)
· Fût
Emballage secondaire :
· Etiquette
· Palette en bois
|
· Vinaigre
· Chlorure de
calcium
· Huile végétale.
|
Saumure
|
|
|
-Eau -Sel
|
|
|
|
Tableau 21: Fiche de description ingrédient pour
Olives Tournantes Rouges Tailladées
La Liste des ingredients et de materiau= regus de
l'e=térieur
Nom du produit : OLIVES TOURNANTES ROUGES
TAILLADEES
(OTRT)
|
Ingredients
|
Materiau= d'emballage
|
Conservateurs
|
7 Olives Tournantes Rouges Entières
|
Emballage primaire :
· Boîtes Métalliques
· Seaux (sachet en plastique)
· Fût
Emballage secondaire :
· Etiquette
· Palette en bois
|
· Vinaigre
· Chlorure de
calcium
· Huile végétale.
|
Saumure
|
|
|
-Eau -Sel
|
|
|
|
Tableau 22: Fiche de description produit Olives
Tournantes Rouges Dénoyautées
Nom du produit : OLIVES TOURNANTES ROUGES
DENOYAUTEES
(OTRD)
|
1-Nom du produit
|
OTRE
|
2-Caractéristiques du produit
|
Boites: sel : 1,5 à 2
°baumé
pH : 3,20
Seaux : sel : 4°baumé
pH : 3,75
Filt : Sel : 8,5 à
9°baumé
pH : 3,75
cal : tous calibre
|
3-Utilisation prévue
|
Prêt à consommer
|
4-Emballage
|
· Seaux (sachet en plastique)
· fût
· Boîtes.
|
|
5- Durée de conservation
|
1 an
|
6- Lieu de vente des produits
|
Produits exportés vers les EtatsUnis Espagne,
canada
|
7- Instruction d'étiquetage
|
Peuvent contenir des noyaux ou fragments
noyaux
|
8- Maitrise spéciale lors de la
distribution
|
N/A
|
9- Température de stockage
|
< 45°C
|
10- Liquide de couverture
|
Saumure
|
11- Region
|
|
El kalâa, Maroc
|
|
Tableau 23: Fiche de description produit Olives
Tournantes Rouges Entières
|
Nom du produit : OLIVES TOURNANTES ROUGES
ENTIERES
(OTRE)
|
|
1-Nom du produit
|
OTRE
|
|
2-Caractéristiques du produit
|
Boites: sel : 1,5 à 2
°baumé
pH : 3,20
Seaux : sel : 4°baumé
pH : 3,75
Filt : Sel : 8,5 à 9°baumé
pH : 3,75
cal : tous calibre
|
|
3-Utilisation prévue
|
Prêt à consommer
|
|
4-Emballage
|
· Seaux (sachet en plastique)
· fût
· Boîtes.
|
5- Durée de conservation
|
1 an
|
6- Lieu de vente des produits
|
Produits exportés vers les EtatsUnis Espagne,
canada
|
7- Instruction d'étiquetage
|
Aucune
|
8- Maitrise spéciale lors de la
distribution
|
N/A
|
9- Température de stockage
|
< 45°C
|
10- Liquide de couverture
|
Saumure
|
11- Region
|
|
El kalâa, Maroc
|
|
Tableau 24: Fiche de description produit Olives
Tournantes Rouges Tailladées
|
Nom du produit : OLIVES TOURNANTES ROUGES
TAILLADEES
(OTRT)
|
|
1-Nom du produit
|
OTRE
|
|
2-Caractéristiques du produit
|
Boites: sel : 1,5 à 2
°baumé
pH : 3,20
Seaux : sel : 4°baumé
pH : 3,75
Filt : Sel : 8,5 à 9°baumé
pH : 3,75
cal : tous calibre
|
|
3-Utilisation prévue
|
Prêt à consommer
|
|
4-Emballage
|
· Seaux (sachet en plastique)
· fût
· Boîtes.
|
5- Durée de conservation
|
1 an
|
6- Lieu de vente des produits
|
Produits exportés vers les EtatsUnis Espagne,
canada
|
7- Instruction d'étiquetage
|
Aucune
|
8- Maitrise spéciale lors de la
distribution
|
N/A
|
9- température de stockage
|
< 45°C
|
10- liquide de couverture
|
Saumure
|
11- Region
|
|
El kalâa, Maroc
|
|

Réception
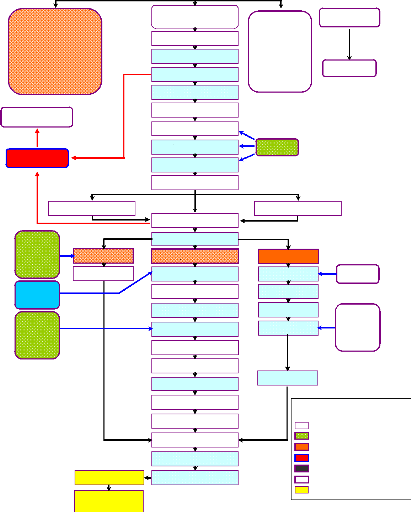
Entreposage des matériaux d'emballage :
- Boîtes métalliques ;
- Seaux ;
- Fûts ;
- Etiquettes ;
- Pallets en bois ;
- Cartons.
Décharge
Vinaigre
Saumure
Huile
Cacl2
Vinaigre
Saumure
Huile
Cacl2
Déchets
Eau
chaude
Tailladage
Entreposage non
commestible
Remplissage
Produit retourné
Fût (1)
Entreposage des Olives
fraîches
Triage & Effeuillage
Etiquetage (boite)
Conditionnement
Marquage / boite
Mise en carton
Déchargement
Pasteurisation
Fermentation
Blanchiment
Remplissage
Mise en fut
Saumurage
Expédition
Etiquetage
Sertissage
Calibrage
Stockage
Stockage
Boîte (2)
Retriage
Codage
Pesage
Pesage
Jutage
155
Entreposage des
ingrédients:
- Vinaigre ;
- Sel;
- Huile ;
- Epices;
- Cacl2.
Sel, eau
Remplissage
Seaux (3)
Mélange
Sellage
Dénoyautage
Pesage
Jutage
Etape de conditionnement Ingrédient
Emballage
Déchets
Décharge
Eau
Produit retourné
Eau de puit
Chloration
Légende
Vinaigre
Saumure
Huile
Cacl2
épices
Figure 14: Le diagramme de fabrication des Olives
tournantes avec intrants
Tableau 25: Enumération des dangers biologiques
liés aux étapes du procédé de fabrication des
olives tournantes
|
I- Recensement des dangers
Nom du produit : Olives Tournantes
Enumération des Dangers Biologiques liés
aux étapes du procédé de
fabrication des olives
tournantes
|
|
Etapes du procédé
|
Dangers biologiques identifiés
|
|
Réception
|
Olives
|
-risque de contamination par des organismes
pathogènes à cause d'un produit
contaminé
|
|
Ingrédients
|
-Prolifération des pathogènes causé
par des délais
incorrects
-Acceptation de produits ne répondant pas aux
normes prescrites
-Contamination par des pathogènes introduits lors
de la manipulation des produits par les employés -Contamination par les
pathogènes attribuable à des contenants
endommagés
|
|
Matériaux d'emballage
|
- risque de contaminer les boites par pathogènes
(Staphylocoques ; coliformes...) et des champignons.
|
|
Eau de puit
|
- contamination par des bactéries
pathogènes.
|
|
Pesage
|
|
|
Déchargement
|
-contamination lors de la manipulation par les
employés
|
|
Triage /Effeuillage
|
-Contamination causée par des
pathogènes
provenant des produits accumulés, de
l'équipement -Prolifération de pathogènes introduit lors
de la
manipulation des produits par les employés
|
|
Mise en fut
|
-contamination à cause d'un mauvais nettoyage des
fûts
-contamination lors des manipulations par les
employés
|
|
Codage
|
|
|
Saumurage
|
-risque de contamination du à une concentration de
sel non adéquate
|
|
Fermentation/ Stockage
|
- Prolifération de pathogènes causée
par uneréduction incorrecte de pH
-Prolifération de pathogènes causée
à cause d'une
correction incorrecte du sel
|
|
Calibrage
|
-Survie de pathogènes attribuables à
l'utilisation
d'équipements non
nettoyés-Prolifération de pathogènes introduits
lors de la
manipulation des produits par les
employés.
|
|
Tailladage/ Dénoyautage
|
Proliférations de pathogènes introduites
lors de la manipulation des produits par les employés
|
|
Retriage
|
|
|
Conditionnement
|
|
)4nne~es
|
Fut/ Seaux/ Boite
|
|
|
Blanchiment
|
Contamination causée par des micro-organismes
thermophiles dans des produits accumulés
|
|
Remplissage
|
-survie de pathogènes attribuable à
l'utilisation
d'équipement contaminé
-Prolifération des pathogènes introduits
lors de la manipulation des produits par les employés
|
|
Mélange
|
|
|
Pesage
|
|
|
Jutage
|
- Survie de pathogènes attribuable à
une
température/formulation inexacte
|
|
Sertissage
|
-Contamination due à des défauts
sérieux de la boite du couvercle ou du corps
|
|
Marquage (boite/seaux)
|
Prolifération de pathogènes attribuable
à une date de péremption erronée.
|
|
Pasteurisation
|
-Survie des pathogènes due à l'application
de
mauvais régimes de traitement (température
et
durée)
-étalonnage fautif du thermomètre
(température
affichée incorrecte).
|
|
Etiquetage (boite/seaux)
|
|
|
Mise en carton
|
-Prolifération de pathogènes introduit lors
de la
manipulation par les employés (écrasement,
chute).
|
|
Etiquetage
|
|
|
Expédition
|
-Contamination par des pathogènes attribuable
à des contenants endommagés.
-Prolifération de pathogènes causée
par des délais
incorrects.
|
Tableau 26: Enumération des dangers chimiques
liés aux étapes du procédé de fabrication des
olives tournantes
|
II- Recensement des dangers
Nom du produit : Olives
Enumération des Dangers Chimiques liés
aux étapes du procédé de
fabrication des olives
tournantes
|
|
Etapes du procédé
|
Dangers Chimiques identifiés
|
|
Réception
|
Olives
|
-présence de trace de pesticide
-altération par d'autres produits
chimiques
|
|
Ingrédients
|
|
|
Matériaux d'emballage
|
Risque de contaminer les boites par des produits
chimiques non alimentaires
|
|
Eau de puit
|
Contamination par les métaux lourds
|
|
Pesage
|
|
|
Déchargement
|
|
|
Triage /Effeuillage
|
Contamination attribuable à des lubrifiants non
répertoriés
|
|
Mise en fût
|
Présence de résidus chimiques du produit
de
nettoyage
|
|
Codage
|
|
|
Saumurage
|
|
|
Fermentation/ Stockage
|
|
|
Calibrage
|
|
|
Tailladage/ Dénoyautage
|
|
|
Retriage
|
Contamination attribuable à des lubrifiants
nonrépertoriés
|
|
Conditionnement Fut/ Seaux/ Boite
|
|
|
Blanchiment
|
|
|
Remplissage
|
-présence de trace de résidus du produit de
nettoyage -excès de conservateur
|
|
Mélange
|
|
|
Pesage
|
|
|
Jutage
|
Contamination due à des produits chimiques non
alimentaires
|
|
Sertissage
|
|
|
Marquage (boite/seaux)
|
|
|
Pasteurisation
|
|
|
Etiquetage (boite/seaux)
|
|
|
Mise en carton
|
|
|
Etiquetage
|
|
|
Expédition
|
|
Tableau 27: Enumération des dangers physiques
liés aux étapes du procédé de fabrication des
olives tournantes
|
III- Recensement des dangers
Nom du produit : Olives
Enumération des Dangers Physiques liés
aux étapes du procédé de
fabrication des olives
tournantes
|
|
Etapes du procédé
|
Dangers Physiques identifiés
|
|
Réception
|
Olives
|
Présence possible de corps étrangers
provenant de la matière première (Pierre,
Branches....)
|
|
Ingrédients
|
Contamination due à des matières
étrangères
dangereuses (insectes)
|
|
Matériaux d'emballage
|
Risque de contaminer les boîtes par des corps
étrangers dangereux (des morceaux de verre...).
|
|
Eau de puit
|
Présence de corps étrangers (sable,
Plastique...)
|
|
Pesage
|
|
|
Déchargement
|
Présence de morceaux de plastique
|
|
Triage /Effeuillage
|
Présence de matières
étrangères dangereuse
(morceau de plastique, fer...)
|
|
Mise en fut
|
Présence de corps étrangers dans les
fûts
|
|
Codage
|
|
|
Saumurage
|
Présence d'impuretés
|
|
Fermentation/ Stockage
|
|
|
Calibrage
|
Contamination due à des matières
étrangères
dangereuses (morceau de câble)
|
|
Tailladage/ Dénoyautage
|
Contamination due à des matières
étrangères
dangereuse : morceau de plastique, fer, morceau de noyaux
...
|
|
Retriage
|
Présence de matières
étrangères dangereuse
(morceau de plastique, fer...)
|
|
Conditionnement Fut/ Seaux/ Boite
|
|
|
Blanchiment
|
|
|
Remplissage
|
Présence possible de corps étrangers dans
les boîtes
|
|
Mélange
|
|
|
Pesage
|
|
|
Jutage
|
|
|
Sertissage
|
Présence de corps étrangers (débris
de serti)
|
|
Marquage (boite/seaux)
|
|
|
Pasteurisation
|
|
|
Etiquetage (boite/seaux)
|
|
|
Mise en carton
|
|
|
Etiquetage
|
|
|
Expédition
|
|
Tableau 28: Enumération des dangers
allergénes liés aux étapes du procédé de
fabrication des olives tournantes
|
IV- Recensement des dangers
Nom du produit : Olives
Enumération des Dangers Allergenes liés
aux étapes du procédé de
fabrication des olives
tournantes
|
|
Etapes du procédé
|
Dangers Allergenes identifiés
|
|
Réception
|
Olives
|
Matière première allergène
:
- si la M.P est en contact avec différents
produits
- ou si elle est ajoutée en trop grande
quantité.
- si elle présente des taux élevés
des sulfites...
- si elle contient des grains de pollen
|
|
Ingrédients
|
|
|
Matériaux d'emballage
|
|
|
Eau de puit
|
Présence de Substances ou organismes
microscopiques susceptibles de provoquer
une
allergie.
|
|
Pesage
|
|
|
Déchargement
|
|
|
Triage /Effeuillage
|
|
|
Mise en fut
|
|
|
Codage
|
|
|
Saumurage
|
|
|
Fermentation/ Stockage
|
|
|
Calibrage
|
|
|
Tailladage/ Dénoyautage
|
|
|
Retriage
|
|
|
Conditionnement Fut/ Seaux/ Boite
|
|
|
Blanchiment
|
|
|
Remplissage
|
|
|
Mélange
|
|
|
Pesage
|
|
|
Jutage
|
|
|
Sertissage
|
|
|
Marquage (boite/seaux)
|
|
|
Pasteurisation
|
|
|
Etiquetage (boite/seaux)
|
Réaction allergène par la suite d'une
erreur sur la
liste des ingrédients.
|
|
Mise en carton
|
|
|
Etiquetage
|
|
|
Expédition
|
|

Réception
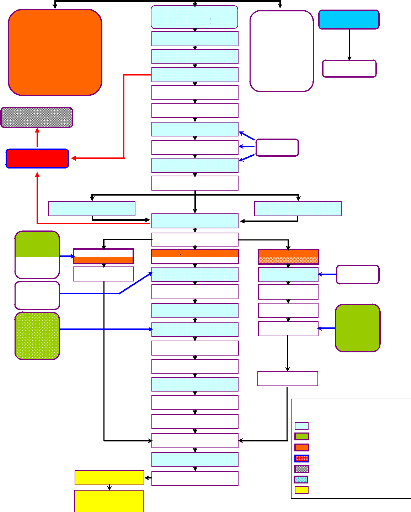
Entreposage des matériaux d'emballage :
- Boîtes métalliques ;
- Seaux ;
- Fûts ;
- Etiquettes ;
- Pallets en bois ;
- Cartons.
Décharge
Vinaigre
Saumure
Huile
Cacl2
Vinaigre
Saumure
Huile
Cacl2
Déchets
Eau
chaude
Tailladage
Entreposage non
commestible
Fût (1)
. RemphssagePRPo8
Produit retourné
CCP4
Pasteurisation
Entreposage des Olives
Triage & Effeuillage
Fermentation
Mise en fut
Etiquetage (boite)
Conditionnement
Marquage / boite
Saumurage
Mise en carton
Déchargement
Stockage
Blanchiment
Remplissage
Expédition
Etiquetage
Sertissage
Calibrage
Stockage
Boîte (2)
Retriage
Codage
fraîches
Pesage
Pesage
Jutage
161
PRPo3
PRPo4
PRPo1
CCP2
CCP6
CCP1
CCP3
CCP5
CCP4
Entreposage des
ingrédients:
- Vinaigre ;
- Sel;
- Huile ;
- Epices;
- Cacl2.
Dénoyautage
Sel, eau
PRPo6
Remplissage
Mélange
Jutage
Seaux (3)
Sellage
Pesage
CCP3
PRPo7
PRPo5
Etape de conditionnement Ingrédient
Emballage
Déchets
Décharge
Eau
Produit retourné
Eau de puit
Chloration
Légende
Vinaigre
Saumure
Huile
Cacl2
épices
Figure 15: Présentation des CCP/PRPo sur le
diagramme de fabrication des Olives Tournantes
)4nne~es
NN X C

|
|
|
|
Fiche 1 Date :
|
.
|
|
Contrôle de la matière premiere a la
reception
|
|
-Date :
|
7 Matière première :
|
7Fournisseur :
|
|
-Heure :
|
7quantité :
|
7 N° bon de livraison :
|
|
7 Nom de transporteur:
|
-N° du camion:
|
-Region:
|
Les documents accompagnant la matière
première :
Existe: Non:
- Caractéristiques du produit semi fini
:
· poids net égoutté/fût :
kg
· calibre pour 100 g :
|
Caractéristiques
organoleptiques
|
Conforme
|
Non conforme
|
|
·
|
Couleur
|
|
|
|
·
|
Odeur
|
|
|
|
·
|
Textures
|
|
|
|
·
|
Goût
|
|
|
|
·
|
Calibre
|
|
|
7 Prélèvement pour le contrôle
microbiologique et physico-chimique. Oui : Non :
- Matiere premiere : Accepté : Refusé :
Observations:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Fiche 2 Date :
|
.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Contrôle de Lubrification
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Date
|
Heure
|
Machine
|
Lubrifiant
utilisé
|
Opérateur
|
Visa du
responsable
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- Responsable Qualité : 7 Resp.
Production :
Fiche 3 Date :
.
date
produit
N° de lot
Quantité de
sel utilisé
par
kg
d'olive
Opérateur
Visa du
responsable
|
|
|
Fiche 4 Date :
|
.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Contrôle fermentation
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Date
|
Heure
|
N° de
lot
|
pH de la
saumure
|
Concentration
de la saumure
|
Opérateur
|
Responsable
|
Observations
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- Responsable Qualite : 7 Resp.
Production :
Fiche 5 Date :
.
Contrôle Stockage
Date
N° de
lot
pH de la
saumure
Concentration
de la saumure
Opérateur
Responsable
Observations
|
|
|
|
Fiche 6 Date :
|
.
|
|
|
|
|
Contrôle Triage
|
|
Date
|
Heure
|
Produit
|
N°de lot
|
Calibre
|
Nombre de fruits trouvés dans 50
fruits
|
Présence/absence
de
corps
étrangers
|
Observations
|
|
demandé
|
trouvé
|
normal
|
molle
|
écrasé
|
infecté
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- Responsable Qualite : 7 Resp.
Production
|
|
|
|
Fiche 7 Date :
|
.
|
|
|
|
|
Contrôle Saumurage
|
|
Date
|
Produit
|
N° de lot
|
Date de saumurage
|
Concentration du sel (°Be)
|
Correction
|
Opérateur
|
Visa du responsable
|
|
Ajout de sel
|
Ajout de sel
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Fiche 8 Date :
|
.
|
|
|
|
|
Contrôle : conditionnement des olives en
boites
|
|
Heure
|
Produit
|
Format
|
Jutage
|
Poids
|
Serti
|
DLC
|
Pasteurisation
|
Observation
|
|
pH
|
T°
|
Sel
|
Demandé
|
Trouvé
|
Ht
|
Ep
|
Cr du corps
|
Cr du fond
|
|
T°
|
Temps
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
T° : Température Ht : Hauteur
Ep : Epaisseur
- Responsable Qualité : 7 Resp.
Production
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Fiche 9 Date :
|
.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Contr8le des olives en seaux
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Date
|
Heure
|
Lot
|
Produit
|
Recette
|
Calibre
|
Poids
|
Saumure
|
Observation
|
Visa responsable
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Fiche 10 Date :
|
.
|
|
|
|
|
Contrôle de la Pasteurisation
|
Lot N°
Format : Code :
|
Heure
|
Cycle
N°
|
Pasteur
isation
N°
|
T°C
initial
|
Temps
demurr
age de
la
purge
|
Arrêt de la
purge
|
Temps de
stabilisation
de la T°C
|
Barème
de
pasteurization
prévu
|
Barème
de
pasteurization
appliqué
|
Mesures
Correctives
|
|
Temps
|
T°C
|
Durée
|
T°C
|
Durée
|
T°C
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- Responsable Qualite : -Resp~
Pasteurisation 7 Resp~ Production
|
|
|
|
Fiche 11 Date :
|
.
|
|
|
|
|
Contrôle Sertissage
|
Lot N°
Format : Code :
|
Heure
|
Examen extérieur
|
Examen intérieur
|
|
Dimensions
|
Dimensions
|
|
Hauteur de
Boite
|
Hauteur du
serti
|
Epaisseur du
serti
|
Crochet du
corps
|
Crochet du
fond
|
Croisure
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- Responsable Qualité : 7 Resp.
Sertissage 7 Resp. Production
Fiche 12 Date :
.
Contrôle de la qualité de
l'eau
Date et heure
Volume de la
citerne (m3)
Taux de chlore
actif
Mesures
correctives
- Responsable Qualite : 7 Resp.
Production
Fiche 13 Date :
Contrôle de la qualité du produit
fini
Date
Lot N°
Code
Destination
Quantité
Taille de
l'échantillon
Qualité
Mesures
correctives
- Responsable Qualité : -
Resp. Production
TraLabilité Agriculteur
cr Agriculteur :

Nom:
Prénom:
Adresse:
cr Parcelles :
N° de la parcelle
Superficie
cr Caractéristiques du verger :
~
|
N° de la parcelle
|
Variété
|
Origine des plantes
|
Date Plantation
|
Responsables
|
cr Conduite culturale :
|
N° de la
parcelle
|
Techniques
utilisées
|
Culture
limitrophe
|
Date
opération
|
Culture
intercalaire
|
Date
opération
|
Opérateur
|
|
|
|
|
|
|
|
cr Fertilisation :
|
N° de la
parcelle
|
Nature de
fertilisant
|
Dose
|
Mode
d'application
|
Fournisseur
|
Date
acquisition
produit
|
Date
opération
|
Opérateur
|
|
|
|
|
|
|
|
|
cr Traitements phvtosanitaires :
|
N° de
la parcelle
|
Objet de traitement
|
Produit
utilisé
|
Mode
d'application
|
Dose
|
Fournisseur
|
Date
acquisition
produit
|
Date
opération
|
Opérateur
|
|
|
|
|
|
|
|
|
|
|
cr Irrigation : N° de la
parcelle Mode
d'irrigation
|
|
|
|
|
|
Origine de
l'eau
|
Dose
|
Date opération
|
Opérateur
|
cr Récolte :
|
N° de la
parcelle
|
Date de
récolte
|
Quantité
récoltée
(Kg)
|
Mode de
récolte
|
Conditions
de récolte
|
Durée de stockage
au niveau
de
l'exploitation
|
Opérateur
|
|
|
|
|
|
|
|
- Responsable Qualité 7 Resp~
Production
Fiche 15 Date :
Fourniture du Materiel d'emballage
Fournisseur
Code
Fourniss
eur
N° de lot
Type
d'emballage
Volume
Unite
Conditions
de stockage
- Responsable Qualite : 7 Resp.
Production :
Rapport des mesures correctives
7 Date : 7 N° de lot:
* Description du probleme:
* Mesure prise:
* Date et heure de resolution:
* Etat actuel (incluant des suivies recommandes)
:
Signatures des responsables :
- Responsable Qualite : 7 Resp.
Production :
Fiche 17 Date :
.
Contrôle Médical Personnel
Nom et
Prénom
Fonction-
tâches
Lieu de la
visite
médicale
Date de la
visite
médicale
Nom du
Médecin
habilite
Résultats
Prescription
- Responsable Qualité : 7 Resp.
Production :
| 

