Optimisation des postes de travail et mise en oeuvre de soutils de la qualité( Télécharger le fichier original )par Steve Patrick Andela ESSEC de Douala - Diplome d'études superieures approfondies 2008 |

CHAPITRE I : LA SOCAPALM DANS LE MARCHE DE L'HUILE DE PALME AU CAMEROUN ET DEROULEMENT DU STAGE AU SEIN DE L'HUILERIE DE MBONGOLe marché camerounais de l'huile de palme en forte expansion est marqué par la présence de plusieurs acteurs dont l'influence et la taille varient fortement, allant de la production artisanale par des villageois à la production industrielle par des grandes entreprises comme la SOCAPALM que nous présenterons en première section ainsi que le déroulement du stage au sein de l'huilerie de Mbongo. SECTION 1 : PRESENTATION DE LA SOCAPALMCette présentation nous parait judicieuse car c'est au regard de son historique, de sa présentation institutionnelle, de ses activités, de son marché et de ses projets que nous pourrons mieux comprendre, le cadre et l'importance d'une telle étude. I-1- Historique L'histoire de la SOCAPALM remonte jusque dans les années 60. Après l'indépendance du Cameroun le 1er Janvier 1960, on assiste à une réelle volonté politique dans la création des richesses et l'amélioration des conditions de vie de populations. Ainsi assiste-t-on à la création de plusieurs sociétés à l'image de la SOCAPALM dont l' historique peut être fait en trois Périodes. I-1-1- De 1968 à 1990 Créée par décret présidentiel N°68/DF/45/du 23 Novembre 1968, la SOCAPALM est au départ, une société de développement relevant du porte feuille de l'Etat, elle a pour objet la création et l'exploitation des plantations de palmiers, la commercialisation de l'huile de palme et de palmistes. Placée sous la tutelle du ministère du plan et du territoire, ses investissements sont financés par les fonds nationaux d'une part et par prêts accordés au gouvernement camerounais par les bailleurs de fonds internationaux. Son capital initial de 810.500 000 FCFA est porté à l'assemblée générale du 26 janvier 1979 à 6.120.000.000 répartis de la manière suivante : - Etat du Cameroun 45,45% - Office National de Commercialisation des Produits de Base (ONCPB) 46,7%. - Société Nationale d'Investissement (SNI) 7,84%) Les partenaires financiers extérieurs à ses investissements sont : - La BIRD (Banque Internationale pour la Reconstruction et le Développement) - La Caisse Centrale de Développement - La Banque Européenne d'Investissement L'évolution de sa production au cours de cette période sera soutenue tel que présenté dans le tableau suivant : TABLEAU N°I-1 : Evolution des productions industrielles (en tonnes)
(Source :Echos de socapalm n°2 page 9 ) I-1-2- Période de 1990 au 30 Juin 200 La chute brutale des cours mondiaux de l'huile de palme survenue à la fin des années 1980 à conduit à une baisse notable des performances de la structure. Ajouté à cela, elle se voit abandonné par son partenaire technique et financier `'terre rouge''. Ainsi M. Robert Mbella Mbappe alors Directeur Général décide de mettre sur pied des mesures drastiques pour relancer la structure à savoir : réduire les charges de personnel et ajouter de la valeur à la production de la SOCAPALM. Le projet de production de l'oléine et de la stéarine voit le jour avec l'inauguration de l'unité de fractionnement à NKAPPA en 1992. En 1993 M. JOHN NIBA NGU est nommé a son tour Directeur Général il met en place le Syndicat National des Producteurs de l'Huile de Palme (SNPHPC) du Cameroun et se donne pour mission de redresser l'entreprise avec le concours de la Caisse Centrale de Coopération Economique à travers le consultant EUREXEL. Les principales articulations du plan de restructuration sont les suivantes : - Opérer la contractualisation des opérations agricoles et mettre sur pied un plan de replantation et de régénération des veilles cultures - Ramener les effectifs de 4000 à environ 2500 personnes - Accentuer la camerounisation des cadres dans la plupart des postes stratégiques. - Opérationnaliser l'organigramme de l'entreprise en fusionnant la direction technique et celle de la production en une direction : la direction technique et production. - Informatiser progressivement toutes les opérations de l'entreprise. Ainsi la plantation de Mbongo est scindée en deux pour créer la plantation de Mbambou et en 1994 des opérations d'extension et de création de nouvelles cultures sont lancées pour une superficie d'environ 1000 hectares. La société ayant renoué avec les bénéfices en 1995 (plus de 2 milliards) Voir tableau I-2, elle procède à une restructuration de son capital social qui passe de 10.250.000.000 FCFA à 12.629.030.000 FCFA en 1996. La seconde mission du Directeur concernant l'accompagnement et la réparation de la structure à la privatisation sera remplie le 30 Juin 2000 avec la signature à Yaoundé de la convention de cession de 90% des actions détenues par l'Etat du Cameroun pour une valeur de 21 milliards. TABLEAU N°I-2- DE L'EVOLUTION DES PRODUCTIONS , DU CHIFFRE D'AFFAIRE, DES INVESTISSEMENTS, DES RESULTATS NETS, DES EFFECTIFS SUR LA PERIODE 1990/1991 Au 30 juin 2000
(Source :Echos de socapalm n°3 page 9) 1-1-3- La période allant du 1er Juillet 2000 à nos jours Après la cession des actions de la SOCAPALM, la nouvelle répartition des actions est la suivante : - Le groupement PALMCAM (constitué d'intérêts nationaux et étrangers) 70% avec le portage des 3% des actions réservés au personnel en activité au 30 Juin 2000. - l'Etat conserve 10% des parts sociales - 17% des parts sont destinées aux privées camerounais Le groupe PALMCAM est alors à la tête du conseil d'administration et M. SPEIJER RAAD de nationalité Néerlandaise est nommé directeur général. La nouvelle équipe s'engage dans la restructuration de l'outil de travail tant administratif et comptable que technique et agricole. Le 15 Février 2001 M. Patrick Caillau remplace M. SPEIJER RAAD à la tête de la direction. En 2002 une nouvelle politique de commercialisation des produits est mise en place et toutes les agences commerciales sont fermées. En Octobre 2003 suite aux travaux de réfection du pont sur le Wouri, la Direction générale se délocalise et s'installe à Douala rue LEMAN à AKWA ; M. Marc Mutsaars remplace M. P. Caillau en 2004. Avec son arrivée, la régénération de la plantation de Mbongo est lancée avec pour objectif de planter entre 500 et 1000h par an. L'usine de fractionnement est fermée en Février 2005 et en Juin s'éffectue la finalisation du paiement de la réserve sociale des 403 millions de francs aux travailleurs présents au 30 Juin 2000. S'en suit alors la création de la SOCIPALM (société civile d'investissement du palmier). Peu à peu la SOCAPALM retrouve de la santé avec l'amélioration des principaux indicateurs de gestion dans le domaine tant agricole qu'industriel (comme l'indique le tableau n°I-3 et peut se lancer dans de grands projets pour améliorer sa capacité de production. Tableau n° I-3- De l'évolution des productions, du chiffre d'affaires, des investissements, des résultats nets et des effectifs sur la période 2000/2001 à 20072(*).
I-2- Présentation institutionnelle de la SOCAPALM A l'image de toutes les entreprises qui se veulent sérieuses et ambitieuses , elle fait apparaître des relations fonctionnelles traduites dans son organigramme. La multiplicité des associés propriétaires configure son conseil d'administration. I-2-1- Coordonnées de la SOCAPALM La SOCAPALM, Société Camerounaise de PALMeraies est une société anonyme au capital social de 12.629.030.000 FCFA dont le siège social se situe à TILLO (Dibombari) route de NKONGSAMBA. La Direction Générale se trouve à Douala rue du général LEMAN Tél. : (237) 33 43 7783, Tél. /Fax : (237) 33 43 87 34 E-mail : socapalm@socapalm.com I-2-2- Structure de l'organigramme L'organigramme d'une entreprise traduit les liaisons hiérarchiques qui existent entre les divers postes de travail, l'éfficience dans la gestion peut être altérée par sa mauvaise structure. L'organigramme de la SOCAPALM est de type fonctionnel c'est-à-dire qu'il est basé sur les fonctions essentielles de l'entreprise organisées en directions. La structure fait apparaître au-dessus, la direction générale à laquelle est reliée les services d'audit interne, d'achats, du coordonnateur délégué de KIENKE, juridique et contentieux. Puis à la suite, se situent les `'supers directions `'se sont des directions qui ont comme composantes d'autres directions et d'autres services ayant à leur tour leur directeurs, en clair ont sous leur compétence d'autres directeurs qui cette fois sont des selfs directeurs c'est-à-dire des directeurs n'exerçant pas de contrôle sur d'autres directeurs. Ainsi on distingue comme direction : - La Direction Financière (DF) qui en plus de ses missions classiques dans la gestion des finances intègre également la direction informatique - La Direction de l'Administration du Personnel et desRressources Humaines (DAPRH) qui est compétente en matière de gestion du personnel de la structure - La direction des opérations agricoles qui intègre la direction de production agricole - La Direction Technique Industrielle plus dense renferme en son sein la Direction Technique en charge du garage (DT garage) la direction de la production industrielle (DPI), et la Direction de la Production, de la Logistique et de la Qualité (DPLQ). Liens fonctionnels DF SC DI CG TRP CC CCA DAPRH Service Médical CP RH CCA DU : MBO ESA DIB MBA AAC DOA DPA/DIB DPA/MBA AP CCPV DC AC DTI DT Garage CG RML DPI CH DIB CHA DPLQ CH : MBO ESA KKE SOCAPORT CHA : MBO ESA KKE AI SA CD/Kiènké SJC Directeur Général Légende DF : Directeur Financier DI : Directeur Informatique CC : Chef Comptable SC : Service Commercial SJP : Service Juridique & Contentieux TRP : Transport Relation Publique CG : Contrôle de Gestion CCA : Chef Comptable Adjoint CP : CHEF du personnel RH : Ressources Humaines AAC : Assistant Administratif & Comptable DC : Directeur des Champs DPA : Directeur de Production Agricole AP : Assistant Principal CCPV : Chef de Cellule PV AC : Assistants Champs AT : Assistant Technique DPLQ : Directeur Production Logistique Qualité CG : Chargé de Garage CH : Chef Huilerie CHA : Chef Huilerie Adjoint RML : Responsable Maintenance Lourde DPI : Directeur Production Industrielle AI : Audit Interne SA : Service Achat CD : Coordonnateur Délégué kiènké
Graphique N°1 organigramme de la SOCAPALM (source DARPH) Graphique N°1 organigramme de la SOCAPALM (source DARPH) La présentation de cet organigramme fait tout de même ressortir quelques points faibles à savoir : - La multiplication des niveaux hiérarchiques rend difficile la circulation de l'information ascendante et ou descendante aussi bien entre les unités de production et la direction générale. - Cette présentation a aussi pour inconvénient la difficulté d'évaluation des résultats notamment leur imputation aux divers postes concernés. I-2-3- Les organes de gestion La SOCAPALM est gérée exclusivement par deux organes principaux : Le conseil d'administration et la direction générale. Ce conseil siège une fois par an selon une date fixée à la convenance des diverses parties prenantes. - Le conseil d'administration fait intervenir l'Etat camerounais, détenteur de 10% des parts sociales, la SOCIPALM organe chargé de gérer les 3% de part sociales cédées aux employés et les autres investisseurs privés nationaux et internationaux détenant des actions sans oublier le groupement PALMCAM actionnaire majoritaire. Le conseil d'administration ayant pour président M. JUIMO MONTHE décide du budget de l'exercice à débuter, prend les décisions stratégiques3(*) et laisse la charge au directeur général pour la conduite des activités tout au long de l'exercice. I-3- Les activités de la SOCAPALM Dès sa création la SOCAPALM a pour principal objet la culture du palmier à l'huile, la production d'huile de palme et des amandes (palmistes), et leur commercialisation. I-3-1- La culture du palmier à l'huile Les plantations de la SOCAPALM se retrouvent dans trois départements et trois provinces ; le Nyong Ekelé dans le Centre, l'océan dans le Sud, le Moungo et la Sanaga Maritime dans le Littoral pour une superficie totale des plantations de prêt de 22 000ha. Les premières plantations ayant vu le jour avec la création de la société, la structure procède depuis plus de 10 ans à des extensions et des rajeunissements des plantations déjà vieilles sous la coordination de la direction des opérations agricoles (DOA). I-3-1-1- Le palmier à l'huile De son nom elaeis Guineensis Jacq, le palmier à huile est une plante originaire de la zone intertropicale africaine avec plus de 2000 espèces de la même famille recensées dans le monde, elle présente une puissante couronne de 30 à 45 palmes vertes (feuilles) de 5 à 9 mètres de long surmontant un stipe (tige) cylindrique unique. Sa production est constituée de régimes de fruits charnus (Drupes), de la pulpe desquels on extrait une huile rouge comestible appelée « huile de palme ». De l'amande du fruit on extrait aussi une huile de couleur jaune clair, elle est également comestible et est appelée « huile de palmiste »4(*). D'une durée de vie allant jusqu'à plus de 30 ans il est planté à raison de 143 plants à l'hectare avec une hauteur comprise entre 10 et 20 m il se cultive sur des sols drainé, fertiles ou neutres avec beaucoup de soleil. I-3-1-2- L'huile de palme De couleur variant du jaune orangé clair au rouge orangé foncé, elle est le second corps gras végétal mondial après l'huile de soja sa production autre fois assurée par l'Afrique (14% de la production actuelle) est assurée par l'Asie qui est passée en tête dans la production mondiale depuis les années 70 (80% de la production mondiale) Tableau N°I-4- Production mondiale d'huile de palme en 106t (source Oil World)
I-3-1-2-1 La composition de l'huile de palme La fraction insaponifiable de l'huile de palme représente 0,5 à 1,2% de l'huile brute, elle comprend essentiellement en mg/100g des stérols (40-90), des hydrocarbures (100-110), des tocophérols et de tocotrienols (32-100) ainsi que des carotènes (50-70). I-3-1-2-2- L'huile de palme et la santé humaine L'huile de palme est tout à fait satisfaisante sur le plan nutritionnel, la présence des caroténoïdes permet de protéger le corps humain contre certaines maladies des yeux, elle est l'aliment naturel le plus riche en vitamine A. Elle est également riche en lipides qui sont les nutriments ayant le pouvoir énergétique le plus élevé. Des études récentes menées aux Etat-Unis ont montré que la consommation régulière de l'huile de palme diminuait les risques de souffrance du cancer de la peau, du foie, du col de l'utérus. Mais il faut noter que lorsqu'elle est chauffée à une forte température elle dégage une fumée capable de déclencher une crise d'asthme chez un malade. I-3-1-3- Les palmistes Extraites des drupes et contenues dans les noix de palme, les amandes sont très dures. La composition et les qualités des palmistes marchands sont habituellement les suivantes : - Humidité de 8 à 7% - Teneur en huile de 48 à 53% - Impuretés < à 4% - Amandes brisés < à 15% De ces palmistes est extraite une huile appelée huile de palmiste généralement utilisée par les savonniers et les industries cosmétiques. I-3-1-4- Les sous produits et effluents On distingue :les rafles,les fibres et coques et les efluents liquides I-3-1-4-1- Rafles La rafle est le support fibreux du régime de palme, elle est récupérée après égrappage et représente environ 25% du poids de régimes. D'une densité d'environ 0,75, elle contient 75% d'eau qui peut être évacuée par : - incinération - épandage en plantation - combustion en chaudière après fragmentation et éssorage. I-3-1-4-2- Les fibres et coques Le tourteau sortie de la presse contient les fibres et les noix de palmiste dans un mélange très dense qui est après émottage séparé : d'un côte les fibres avec une humidité de 40% environ et un pourvoir calorifique inférieur voisin de 2500 K cal/kg, représentants 12 à 13% du poids des régimes elles sont utilisées comme combustible principal. De l'autre côté les coques d'un pouvoir calorique inférieur d'environ 3500k cal/kg pour une humidité de 20% elle représente 5 à 7% du poids des régimes et sont également utilisées comme combustible. I-3-1-4-2- Les effluents liquides Ils sont composés des boues de clarification, des eaux de stérilisation et de purges diverses, leur volume et leur composition dépendent du procédé d'extraction utilisé ainsi que des technologies mises en oeuvres. On considère qu'ils représentent 0,8m3 par tonne de régimes usinés, leur charge polluante est très élevée avec des chiffres de 25 000 PPM en DBO (demande biochimique en oxygène après 5 jours) et 60 000 PPM en DCO (demande chimique en oxygène). Avant d'être rejetés, ils sont décantés pour retenir de l'huile par écrémage et peuvent être traités pour servir d'aliment de complément pour ruminants ou porcins. Concassage Fibres (13kg) (40-50% H) Petits débris=Fibres (25kg) Coques de palmiste (5kg 15% H) Stérilisation Régimes (100kg) Livraison (Moins de 48 H) Rafles (25kg) (60-70% H) Condensats 20l Egrappage Fruits (65 kg) Malaxage Extraction Huile brute Décantation Boues Récupération sur boues Boues (50l) Huile semi finie Epuration Déshydratation Huile de palme Finie 21-23kg Tourteaux de palme Séchage Défibrage noix=palmistes Séchage Calibrage Amandes Séparation (lavage)
Amandes + coques Séchage Amandes séchées 4kg Divers (10L)
Graphique N°2 les produits et résidus du palmier5(*) I-3-2- La production de l'huile et des amandes Avec sa production de plus de 320 000 tonnes de régimes la production d'huile est assurée par quatre unités de productions 130 t/h et une capacité de stockage de 26.100t. Elle constitue le volet industriel de son activité d'où il ressort deux out puts : l'huile de palme brut et les amandes. Cette production est faite sous la coordination de la Direction Technique Industrielle (DTI). Tableau N°I-5- Représentation des superficies, des capacités de production par unité
Source : SOCAPALM (Archives) I-3-3- La commercialisation des produits La SOCAPALM vend comme produits l'huile de palme brute, les amandes de noix de palmes, les plants de palmier à huile. En ce qui concerne l'huile de palme et les amandes, les clients peuvent être repartis de la manière suivante : Tableau N°I-6- Répartition des clients de la SOCAPALM
Source : service commercial I-4- Le marché de la SOCAPALM Le marché étant le lieu de rencontre de l'offre et de la demande, le marché de la SOCAPALM s'étend en grande partie sur le territoire camerounais et occasionnellement elle éffectue des ventes sur le marché international. I-4-1- Le marché national de l'huile Le marché national de la SOCAPALM fait l'objet d'une forte influence de la part de l'ATPO (Association des Transformateurs des Produits Oléagineux) et du comité AD-HOC chargé de la régulation de la filière huile de palme et produits dérivés. Ces deux organes pèsent d'un grand poids sur la fixation du prix du kg d'huile qui est fixé à 360 FCFA le kg (HT) soit 430 FCFA TTC avec un prix sur le marché oscillant entre 500F pendant le premier semestre et 600 F au cours du second. Les quantités demandées étant en constante évolution suite à l'évolution des besoins des ménages et à l'installation de nouvelles structures de transformation. Le Cameroun importe en outre entre 12000 et 15000 tonnes d'huile par an. Le marché camerounais de l'huile comprend plusieurs acteurs répartis dans le tableau suivant. Tableau I-7 Répartition des poducteurs d'huilles au Cameroun6(*)
I-4-2- Le marché international de l'huile de palme Bien que les ventes de la SOCAPALM ne soient pas orientées vers l'extérieur le prix de l'huile vendue sur place subit tout de même l'influence du cours international qui a connu des augmentations spectaculaires depuis 2007. Mais on constate un certain ralentissement dans la production de l'huile de palme en raison de l'influence grandissante du facteur climatique qui menace en Asie (temps chaud et sec) en Malaisie et en Indonésie. Tableau N°I-8- production mondiale des principales huiles en million de tonne (source oil World).
I-5- Les projets de la SOCAPALM L'un des rôles que doit jouer un Directeur Général est de manager le futur de sa structure. Aussi, si le personnel opérationnel a une vue courtermiste sur les activités, lui en revanche doit avoir le regard porté assez loin dans le futur pour lui permettre de mieux anticiper et de prendre les décisions stratégiques qui aujourd'hui mises en oeuvre porterons leurs fruits et assurerons l'adaptation de la structure à l'évolution du temps. C'est dans ce cadre que s'inspirent les projets de la SOCAPALM. I-5-1- La construction d'une nouvelle usine Suite à l'extension et à la regénération de la plantation de Mbambou et de la position géographique de l'usine de Mbongo par rapport à l'ensemble des divisions il s'est avéré opportun de créer une nouvelle unité de transformation. A ce jour, la croissance de la production de la division de Mbanbou est éffective, et la construction de l'unité de transformation qui a subie un retard en raison de la crise financière internationale vient de voire les études d'impact environnemental validées. I-5-2- L'augmentation du capital Pour financer ses investissements une entreprise a une multitudes de choix qui s'offrent à elle, elle peut procéder à l'autofinancement, par un emprunt ou se retourner vers le marché financier en émettant des actions et/ou des obligations. C'est dans cette lancée que pour faire face à la crise financière à l'international, la SOCAPALM s'est orientée vers le marché financier camerounais en s'introduisant à la bourse de Douala. Introduction qui lui permettra de lever les fonds nécessaires pour le financement de ses projets. I-5-3- La certification ISO 9001 Pour faire face à l'adversité grandissante sur les marchés du fait de l'ouverture progressive et menaçante des frontières, s'adapter à l'évolution des technologies , des compétences et des exigences de ses clients, le Directeur général Marc Mutsaars pense opportun l'instauration dans toutes les unités de production d'un système d'assurance qualité donc la finalité est l'obtention du label ISO 9001. Label donc les finalités pour la SOCAPALM sont : - Accroître la satisfaction des clients par l'établissement d'un partenariat visant la pleine compréhension de leurs attentes en matière de performance, de coûts, et de délais. - Offrir des produits de qualité par l'amélioration incessante de la maîtrise des procédés et méthodes, par le maintien de l'expertise et des ressources matérielles à la pointe de la technologie. - Favoriser le développement et l'épanouissement par la promotion d'un milieu sain et stimulant (house keeping) propre à la créativité, à la réalisation professionnelle et au travail d'équipe. - Déterminer une stratégie pour satisfaire les besoins futurs de la clientèle7(*). SECTION II- DEROULEMENT DU STAGE AU SEIN DE L'HUILERIE DE MBONGO Inaugurée le 05/03/1974 par le Président de la République Unie du Cameroun son excellence AHMADOU AHIDJO, l'huilerie de Mbongo est considérée comme la mère des autres usines de la SOCAPALM. Elle est située à 18 km de l'axe lourd Yaoundé Douala. La population qui s'y trouve est en majorité étrangère, venue s'installer pour travailler dans les champs ou dans l'usine. L'huilerie accueille également des stagiaires sorties des écoles de formation et en quête d'une expérience pratique permettant de clôturer leur formation académique. C'est dans ce cadre que nous avons effectué notre stage dont le séjour à Mbongo devait durer neuf semaines. II-1- Présentation de l'unité de Mbongo L'activité de la SOCAPALM étant exercée au sein de quatre unités. L'unité de Mbongo à l'image des autres, présente un organigramme représenté par la figure suivante : Graphique N°3 :Organigramme de l'unité de Mbongo Comptabilité Caisse Directeur Service médical Cellule transport Secrétaire radio Directeur production agricole Directeur champs Assistants champs Chef chantiers Entretien production Comptable champs Chef d'huilerie Chef d'huilerie adjoint Contre maître Entretien, fabrication Adjoint administratif Et comptable Paiement et administration
Magasin Avec une superficie d'environ 4300 ha de plantation de palmier à huile sa capacité de production est 20 x 2 tonnes de régimes usinés à l'heure. II-2- L'huilerie de Mbongo de Mbongo L'huilerie est la partie de l'unité qui a la charge de transformer la matière première (régimes de noix de palme) en produit finie l'huile de palme brute ou CPO (crude palm oil) et des amandes. II-2-1- L'équipement de production de l'huilerie La production de l'huile de palme est faite à partir d'une installation industrielle fonctionnant avec deux chaudières qui alimentent en vapeur chaude et sèches les turbines et les divers postes de transformation au cours des étapes de la production. Malgré son âge avancé l'équipement de l'huilerie fait l'objet d'un remplacement progressif et d'un entretien lui permettant de se maintenir. La production se fait avec deux chaînes communicantes. Sa production a évolué d'année en année. L'annexe N°6 nous permet de visualiser de façon synoptique une huilerie industrielle. II-2-2- Description du processus de transformation des régimes à l'huilerie Le passage des régimes à l'huilerie peut se décrire en plusieurs étapes de la manière suivante. -La réception des régimes Les régimes livrés en provenance des plantations industrielles et villageoises sont pesés, déchargés dans une rampe pour les dessabler et ensuite chargés dans des cages où ils sont stockés sur le carreau en attente de leur introduction dans les stérilisateurs. -La stérilisation des régimes Permettant de stopper l'activité enzymatique des lipasses cause d'augmentation de l'acidité de l'huile par cuisson, elle permet aussi de cuire les régimes à fin d' extraire le maximum d'huile contenue dans les drupes (fruits). Elle est effectuée sous vapeur saturée à une pression de 2,5 à 3 bars pendant environ 45 à 60nm. Elle se fait dans quatre stérilisateurs (cylindres cubiques horizontaux) à l'intérieur desquels on introduit un train de 8 cages (dans chacun) d'un poids theorique d'environ 2,5 tonnes la cage. La réussite de l'étape de stérilisation permet une bonne séparation des fruits à l'égrappage. - L'égrappage des régimes Permettant de séparer les fruits des rafles, cette étape est effectuée dans des tambours égrappoirs. Les régimes qui sont entraînés dans une cage à écureuil chutent continuellement dans les barreaux de la cage pour laisser s'échapper les fruits et les rafles sortants progressivement du tambour. Huilerie dispose de deux égrappoirs. - Le malaxage Il est réalisé dans des tubes cylindriques verticaux à une température d'environ 100OC. La masse des fruits est ainsi réchauffée et soumise à l'action mécanique d'un bras de malaxage. La durée du malaxage (20 min) et la température sont deux facteurs essentiels de la qualité de l'extraction, le malaxeur étant maintenu constamment plein. L'huilerie dispose de cinq malaxeurs : trois pour la chaîne 1 et deux pour la chaîne 2. -L'extraction Elle permet d'extraire le jus contenu dans la masse de fruit malaxés à l'aide des presses continues à vis, cinq presses au total. Dans chacune d'elles, la masse des fruits malaxés est entraînée par la vis à l'intérieur d'une cage perforée dont la sortie est partiellement obstruée par un cône réglable freinant la sortie des matières. La pression ainsi engendrée à l'intérieur permet d'extraire le jus brut, mélange d'huile, d'eau et d'impuretés solides utilisé à la clarification, et le tourteau (fibres et noix) dirigé vers la palmisterie. -La clarification Ayant pour objet d'épurer les jus bruts pour récupérer le maximum d'huile, la clarification se fait par décantation. La température jouant un rôle très important, cette décantation se fait en deux principaux procédés.
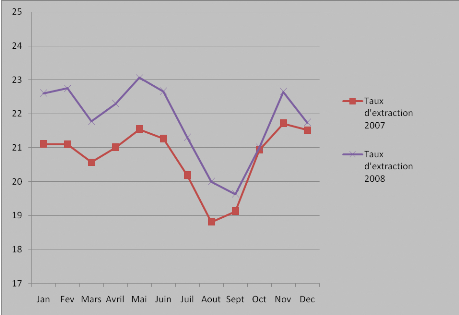
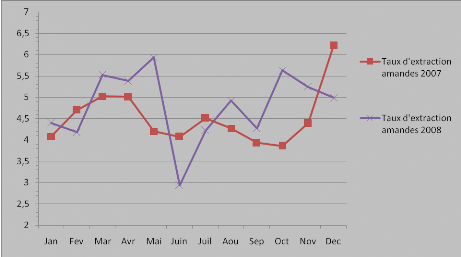
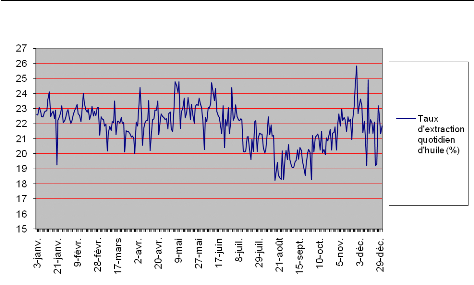
L'huile ainsi extraite ne pouvant par être stockée au risque de l'exposer à l'acidification par hydrolyse en cours de stockage elle est séchée à l'aide d'un hydrateur naturel où elle est étalée en couche mince sous ventilation d'air. Après avoir été chauffé à plus de 1000C. La clarification comprend aussi l'écluse et le florentin qui permettent de récupérer l'huile contenue dans les effluents de huilerie. -La palmisterie Elle regroupe les équipements permettant d'extraire les amandes du tourteau sortant des presses. L'émottage est effectué par la vis émottoir. Après émottage, les fibres sont séparées des noix par aspiration pour être dirigé à la chaudière. Les noix sont recueillies dans un tambour polisseur et stockées dans un silo à noix où elles sont séchées pour permettre une bonne séparation des amandes des coques. Puis, elles sont concassées, séparées des coques par aspiration et stockées dans un silo où elles sont séchées. La palmisterie fonctionne également à deux chaînes communicantes. II-3- Le laboratoire de l'huilerie Le laboratoire de l'huilerie a à sa tête un chef de laboratoire accompagné d'un effectif de trois employés soutenu par un employé temporaire. II-3-1- Le rôle du laboratoire Entité incontournable dans la production d'une huile de palme de qualité, le rôle du laboratoire est le suivant : - Permettre que la qualité de l'huile et des amandes produites soit contrôlée quotidiennement et que toute irrégularité commise soit décelée sans délai - Permettre la détermination de la teneur en huile des fruits comme exigé - Permettre l'analyse des échantillons des eaux de chaudière afin que le traitement de l'eau d'alimentation de ces chaudières soit bien effectué8(*). II-3-2- Les contrôles en laboratoire Ils sont de deux types : les contrôles de qualité à l'entrée et à la sortie des produits et les contrôles des pertes en huile aux différents stades de l'usinage II-3-2-1- Les contrôles qualité à l'entrée des produits Ils se font sur échantillons de régimes prélèvés dans les véhicules de livraison a leur arrivée ou sur le carreau. Ainsi sont déterminés le degré de maturité des régimes, leur taux de fruits détachés. II-3-2-2- Les contrôles des pertes en cours d'usinage A divers stades de production, des pertes non négligeables en huile et en amandes sont susceptibles d'être enregistrées. Le tableau suivant permet de récapituler les différents points à surveiller et les pertes à évaluer. Tableau N°I-9- Pertes en cours d'usinage
Source nous même II-3-2-3- Les contrôles qualité des produits finis et semi finis Ils concernent : la qualité de l'huile de palme (taux d'acidité, le taux d'impuretés et le taux d'humidité), la qualité des palmistes (taux d'amandes casées, taux d'impuretés, taux d'humidité et taux d'acidité gras). L'annexe N°4 permet de représenter le récapitulatif de toutes les analyses effectuées au laboratoire. II-4 Le stage académique Arrivé au terme de la 1ère année de leur formation les étudiants de la Filière DEPA sont contraints à la production soit d'un mémoire de fin formation soit d'un rapport de fin de stage effectué dans une structure de leur choix. C'est dans ce sens que dans le cadre de notre recherche d'une structure au sein de laquelle nous devrions effectuer notre stage, le choix a été porté sur la SOCAPALM. II-4-1- L'obtention du stage Faisant usage de la notion d'anticipation très chère aux managers, nous avons entrepris très tôt des contacts incessants avec la structure malheureusement infructueux. Suite à notre insistance à rencontrer le Directeur général, celui consentit finalement à nous accorder une audience au cours de laquelle il nous orientait vers la DPLQ pour un entretien. L'entretien étant concluant, le 10/11/2008 notre lettre de mise en stage académique était signée.
II-4-2 Le programme de travail de stage De commun accord avec les responsables de notre encadrement, un programme de stage a été élaboré tel que présenté ci-dessous.
Sources lettre de mise en stage
II-4-3 Les activités du stage Arrivé à Mbongo le 17 Novembre dans l'après midi, nous avons été orienté vers M. BOAMINA Aurélien de la Direction Technique qui s'est chargé de notre hébergement en attendant l'arrivée de M. Libert notre encadreur sur place. Le lendemain, la question de notre hébergement fût réglée, ainsi que celle de notre équipement de protection individuelle, et s'ensuivit le tour de présentation de l'huilerie par Mr Libert. Ainsi pouvaient débuter nos activités que peuvons regrouper en trois grandes parties. II-4-3-1- L'étude des postes de travail Elle nous a permis d'examiner tous les postes clés de la chaîne de production afin de recueillir le maximum d'informations nous permettant d'étayer nos arguments et nos travaux, cette étape aura duré deux semaines. II-4-3-2- Les analyses en laboratoire Le laboratoire étant l'entité en charge par excellence du contrôle qualité de la production, il s'est avéré judicieux pour nous de nous y attarder, surtout que ce n'est qu'en son sein que nous étions le plus compris compte tenu de notre formation. Ainsi avons-nous au cours de tout le restant de notre séjour à l'huilerie apporté une main d'oeuvre disponible et dévouée pour pallier au manque qui se faisait ressentir, en procédant aux analyses des produits finis et semi finis, au prélèvement des échantillons et à la mise à disposition des résultats à l'ensemble de l'huilerie. II-4-3-3- L'élaboration et l'administration du questionnaire Pour davantage être en possession de l'information, notamment l'information chiffrée nous avons administré un questionnaire dont l'exploitation des résultats à la deuxième partie sera d'un apport considérable dans notre étude pour résoudre le problème que nous nous sommes posés. II-5 Les difficultés rencontrées Faisant nos véritables premiers pas dans le monde de l'entreprise, notre séjour ne s'est pas effectué sans difficultés d'influences plus ou moins grandes dans l'évolution de nos travaux. Mais doté d'un mental préparé à subir des situations stressantes, et cultivé à l'école de management, nous avons sût faire face et tirer des leçons de ces difficultés ci-dessous présentées.
- Les difficultés relatives au matériel de travail En tant qu' étudiant stagiaire, nous avions besoins d'un petit matériel de travail (stylo, papier...) afin de prendre des notes, ce qui n'était pas très évident dans les débuts. De plus, le seul poste d'ordinateur auquel nous avions accès était partagé par près de 10 personnes à la fois ce qui n'a pas été sans conséquence sur l'évolution de nos travaux. - Les difficultés relatives à la collecte de l'information L'information étant à la base de notre travail, nous nous sommes très vite lancé à sa quête : vers le personnel d'encadrement qui malgré la volonté manifesté de nous aider, avançait les raisons de secret professionnel pour ne pas la mettre à notre disposition. Vers les ouvriers de ce côté-là aussi nous avons buté à l'aversion des ouvriers de se confier craignant des représailles à leur encontre. Mais il faut aussi noter que le même problème a été rencontré à la direction générale où à plusieurs reprises notre démarche de recherche de l'information s'est soldée par un échec. Ce qui a eu pour conséquence de baser bon nombre de nos analyses sur des prévisions faites par nous même et sur les informations collectées auprés des employés au moyen du questionnaire. - Les difficultés relatives à la non connaissance du management de la qualité Du fait de son très jeune âge et de sa lente évolution dans les entreprises, le management la qualité souffre encore de sa non connaissance par les ouvriers de la société par conséquent très vite la difficulté de passer le message s'est présentée, les principes et l'essence de cette discipline étant encore ignorés à plus de 90% par le personnel de l'huilerie. CHAPITRE II : LES CONCEPTS DE QUALITE ET D'OPTIMISATION DES POSTES DE TRAVAIL
Pour mener à bien notre étude et permettre la compréhension de l'optique dans laquelle nous nous situons du point de vue de la discipline étudiée, il importe pour non de présenter les principaux concepts qui sont évoqués. Tant la compréhension de leur essence facilitera celle de la démarche adoptée. A cet effet cette partie nous permettra de présenter en premier le concept de qualité et en seconde partie celui de l'optimisation des postes de travail.
SECTION 1 : CONCEPT DE QUALITE : DEFINITIONS, CARACTERISTIQUES Plus que par le passé, la qualité des biens et services constitue un argument commercial primordial pour les entreprises en forte concurrence sur les marchés. Mais il est à constater que le concept en lui même a connu plusieurs évolutions dans son historique et vu la multitude de définitions qui peuvent être faites nous nous accorderons ici sur quelques unes. I-1- Définitions de la qualité L'une des définitions des plus simples de la qualité est celle qui considère la qualité d'un produit ou d'un service comme étant son aptitude à satisfaire les besoins des utilisateurs9(*). La satisfaction induirait la qualité du bien utilisé. On remarque ici très vite que cette définition ne ressort aucune caractéristique spécifique du produit. D'où la définition de la qualité par la norme ISO 8 402 (1996) comme étant l' « ensemble des caractéristiques d'une entité qui lui confèrent l'aptitude à satisfaire des besoins exprimés et implicites ». Il est aisé de constater ici qu' en plus des besoins exprimés par les utilisateurs la norme fait intervenir les besoins non spécifiés qui très souvent permettent de différencier l'offre d'un produit ou d'un service. I-2 Historique Le concept de qualité a connu sont essor avec la création des grandes industries au début du 19es. Le secteur secondaire est celui qui à la plus connu des avancées à cette époque aux états unis, puis il a progressivement envahit le reste du monde et évolué dans son essence en suivant les étapes suivantes : a- L'auto contrôle (1900) C'est l'étape primaire, elle traduit le contrôle par le fabricant. L'ouvrier est contrôlé par son chef qui est son responsable, détenant à lui seul le savoir et le pouvoir. A cette étape la qualité revêt une particularité trop technique et le succès de l'entreprise est attribué au seul ingénieur ou fabricant b- L'inspection (1920) Elle apparaît au cours de la toute première guerre mondiale et concerne beaucoup plus la fourniture du matériel de guerre. Progressivement les services d'inspections naissent dans les entreprises et on élabore les premières spécifications, ce qui leur permet d'accepter ou de refuser les produits qui leurs sont présentés. c- le contrôle (1940) La surproduction générée par la seconde guerre mondiale a favorisé l'introduction sur les marchés des produits défectueux. Dès lors, la nécessité de solliciter des spécialistes indépendants du service de la production pour atténuer la proportion des produits non commercialisable ou défectueux commerçait à se poser.
d- Le contrôle qualité (1950) L'objectif ici est de réduire au maximum les quantités de défectueux dans la production. Plus orienté et plus formel, il permit d'améliorer la productivité. Le contrôle de la qualité sert d'une part à vérifier que la qualité de service est maintenue (contrôlée) à un niveau acceptable (niveau cible) et d'autre part à identifier tout écart par rapport à ce niveau. e- Le contrôle statistique de la qualité (1940-1960) Les premières méthodes d'échantillonnage ont été utilisées par le Dr. Edouard DEMING. La statistique introduite par le mathématicien Walter Stewart sert à établir les plans d'échantillonnage, à montrer les limites de contrôle des produits et le niveau moyens de qualité. La maîtrise de la qualité ici vise un contrôle rigoureux et peut coûteux de la production pour faire face à la forte pression de la demande. f- L'assurance qualité (1950-1970) Elle vise à garantir une qualité durable. Elle est née du besoin des consommateurs d'obtenir à l'avance une preuve que la qualité des produits qui leur seront livrés comblera leurs attentes. C'est un ensemble approprié de dispositions préétablies et systématiques destinées à donner confiance en l'obtention de la qualité requise10(*). Elle trouve donc son origine dans les rapports entre les partenaires commerciaux et à pour objectif de . - Garantir au client un niveau de qualité acceptable - Aider les fournisseurs à se responsabiliser et à réaliser le niveau de qualité attendu. g - La gestion de la qualité (années 80) Pouvant être définie comme l'ensemble des activités préalablement définies pour réaliser un produit conforme aux besoins des utilisateurs en évitant les dépenses inutiles11(*). La force pressante et l'utilité de la qualité dans l'entreprise ont nécessités formellement l'intervention de tous dans la gestion de l'entreprise. Les produits, les procédures et les relations humaines concourent à l'amélioration de la qualité. L'approche participative est souhaitée et la politique qualité convenablement élaborée. La gestion de la qualité s'appuie sur 3 éléments indispensables à savoir : - la politique qualité validée par la direction générale et fixant les objectifs à attendre - l'organisation ressortant les fonctions et leur coordination - les hommes réalisant le travail quotidien h- La qualité totale ou qualité intégrée Vu les exigences croissantes des clients, l'amélioration des produits et services représente une priorité absolue pour de nombreuses entreprises. Car la plus part des clients n'acceptent plus une qualité moyenne. Dès ce moment, on a vu l'émergence des systèmes de management de la qualité dans les entreprises, à partir des groupes internationaux de préférence.On peut ainsi définir la qualité totale comme un effort entrepris au niveau de l'ensemble de l'entreprise et des parties prenantes pour, sans cesse améliorer les produits12(*). Suite au développement de la notion d'environnement avec l'avènement des catastrophes naturelles dues à la non maîtrise des espaces occupés par les entreprises et les communautés, les systèmes de gestion ont évolués en intégrant la gestion de l'environnement de la sécurité de l'hygiène alimentaire. On parle alors de gestion de la qualité intégrée. I-3 Les caractéristiques de la qualité et le management de la qualité La qualité d'un produit présente un aspect intrinsèque, elle est le plus souvent indépendante du producteur qui la produit par le biais de l'écoute du client qui la détermine. Elle intègre à cet effet la perception, les impressions, du client la tradition et la réputation de l'entreprise et bien d'autres éléments. I-3-1 Les caractéristiques de la qualité La qualité d'un produit/service est un concept complexe, mais simple à comprendre du moment où le producteur essaye de prendre la place de l'utilisateur et fait un alliage entre la satisfaction des exigences de celui-ci et les exigences réglementaires. Ainsi convient-il de présenter : ses principes de base, les facteurs l'affectant et les coûts d'obtention de la qualité I-3-1-1 Les principes de base de la qualité Principalement nous pouvons citer 4 principes de base à la qualité : la conformité, la prévention, le zéro défaut, la mesure. a)- la conformité C'est l'adéquation entre les produits de notre activité et la satisfaction des besoins de nos clients.13(*)Répondant très souvent aux besoins de l'utilisateur ,elle s'établie à travers la bonne conduite et l'entente de tous les éléments ou acteurs du système formé autour de l'entreprise. A cet effet sont mis en place les signes de la qualité. b)- La prévention Elle permet la mise en oeuvre des mesures nécessaires pour éviter les erreurs, les défauts, les défaillances à tous les niveaux et pour toutes les activités. Elle se fait à travers les réunions préparatoires, les études de satisfaction du client, la sécurité, l'analyse de la capacité des fournisseurs, les procédures d'essais. On distingue deux formes de prévention : - La prévention prospective c'est celle qui est mise en oeuvre dès la conception, l'étude ou même le développement. Elle intéresse les produits, les processus et les procédures. - La prévention active consistant à éliminer les erreurs ou les défaillances le plus en amont possible dans le processus. La prévention entraîne une diminution des coûts d'obtention de la qualité de façon permanente. c)-Le « zéro défaut » « POKA YOKE » Ce principe vise l'excellence dès le premier coup en éliminant toutes les causes d'erreurs possibles. Pour garantir le « zéro défaut » il faut déterminer les points zéro défaut. Leur recherche doit être un réflexe dans la conception d'un poste en auto contrôle. Plutôt que de rechercher à éliminer le défaut par un contrôle il faut rechercher un dispositif qui évite de le produire14(*). d)- La mesure Elle est définie comme l'action de déterminer la valeur de certaines grandeurs avec une grandeur constante de même espèce comme valeur de référence. En qualité, elle revêt un aspect très important en ce sens qu'elle permet la collecte d'informations nécessaires pour l'élaboration et l'évaluation des divers indicateurs, ainsi peut-on mesurer, les retards, les erreurs, les rebuts, les retouches, les délais de paiement... La mesure permet également de fournir les données chiffrées pour faciliter la prise de décision. I-3-1-2- Les coûts d'obtention de qualité Le coût de la non qualité représente des proportions assez grandes du volume de production (plus de 30%15(*)). Généralement appelé `'l'usine cachée'' parce que chaque employé et chaque machine participe à l'élaboration du défaut, il comporte le coût de défaillance et le coût de détection. Le coût d'obtention de la qualité englobe les mêmes éléments mais en plus intègre le coût de prévention de ces défaillances. Ces coûts sont repartis comme suit. Les coûts de prévention - Planning d'amélioration de la qualité - Audits qualité - Revue des projets - Formation ou management de la qualité - Conception et planification de l'activité de prévention - La maintenance préventive Les coûts de détection : - Evaluation des produits concurrents - Qualification des produits nouveaux - Contrôle des produits achetés - Contrôles et essais en production - Contrôle final - Entretien des appareils de mesure - Acquisition de nouveaux matériaux et de nouvelles méthodes de production Les coûts de défaillance - Arrêts d'activité - Perte inclues dans les coûts standard - Les réparations - Retour des produits - Les rebuts - Transports spéciaux - Les retours sur garantie I-3-1-3- Les facteurs affectants la qualité Ils sont encore appelés les 7M, et on distingue : le marché, le management, les matières, les machines, et méthodes, la main d'oeuvre, le milieu de travail. a. Le marché L'évolution des exigences des consommateurs est à la base de la qualité de beaucoup de produits sur les marchés devenus de plus en plus concurrentiels. Ainsi pour résister, il faut offrir à l'utilisateur le produit qui satisfait le mieux à ses attentes. b. La main d'oeuvre Le progrès technique et la complexité du système de production nécessitent de la main d'oeuvre de plus en qualifiée, d'où la nécessité de multiplier des stages de formation, de recyclage de cette main d'oeuvre appelée à exécuter des tâches de plus en plus spécialisées. c. La monnaie Une maxime en commerce international dit : `' à qualité au moins égale proposons le prix le plus bas et le produit se vendra seul'' ceci prouve que le prix est en rapport direct ave la qualité d'un produit. La qualité peut être évaluée en niveaux de qualité et à chaque niveau correspondra un prix optimal. Alors peut on Ainsi penser que les produits chinois ont un niveau de qualité acceptable pour le prix payé. d. Le management La qualité d'un produit ou service dépend de l'importance que la direction lui accorde. Ainsi tout changement important dans l'orientation dans le marché, la main d'oeuvre, les investissements les méthodes et techniques à une incidence sur la qualité de la producti e. Les matières Quelque soit le processus de production utilisé, la mauvaise qualité des intrants aura une répercution sur les extrants d'où l'intérêt de procéder une sélection et au contrôle qualité des ces intrants à leur entrée dans le processus de production.
f. Les marchés et les méthodes L'assurance d'une production de bonne qualité peut s'effectuer par l'utilisation d'un matériel sophistiqué et performant et aussi par la mise au point des méthodes et pratiques appropriées. g)- Le milieu La qualité du poste de travail, les conditions de travail affectent la qualité du produit/service. La propreté au poste, l'ordre, l'aménagement, les dimensions d'éclairage, les températures constituent un ensemble de facteurs influents sur la qualité de la production.
I-3-2- Le management de la qualité Pour garantir la qualité de la production dans l'entreprise, le service responsable de la gérer est rattaché le plus souvent directement à la direction générale. En relation directe avec la clientèle, qu'il représente dans l'entreprise le service commercial et la production. Il doit aider la direction générale dans la définition de la politique qualité. Ainsi convient il alors de définir le management de la qualité de présenter la démarche qualité et les outils de la qualité : I-3-2-1- Principes de base du management de la qualité La norme iso 840215(*) (1996) définit le management de la qualité comme « l'ensemble des activités de la fonction générale de management qui déterminent la politique qualité, les objectifs et les responsabilités et les mettent en oeuvre par des moyens tels que la planification de la qualité, la maîtrise de la qualité, l'assurance de la qualité et l'amélioration de la qualité dans le cadre du système qualité ». Le gestionnaire qualiticien dans son activité quotidienne doit faire usage de deux principes essentiels : L'amélioration continue et l'approche processus. a)- Le principe d'amélioration continue Schématisé par la Roue du Dr. DEMING il représente la dynamique d'évolution permanente que le gestionnaire qualiticien doit maintenir dans tous les processus de l'organisation. Le PDCA (roue de DEMING) constitue un processus dynamique d'acquisition des connaissances. En d'autres termes il joue le rôle d'un catalyseur dans le processus universel adopté par les hommes pour faire progresser leurs connaissances. La démarche s'effectue en quatre étapes - Préparer (plan). Cette étape consiste à faire un plan d'action concernant une expérience ou un changement. - Développer (DO) il s'agit ici de réaliser le changement tel qu'il est présenté dans le plan d'action. - Comprendre (CHECK, STUDY) elle a pour but d'observer les effets du changement ou de l'essai. - Agir (ACT) si l'essai est concluant il faut mettre en oeuvre le changement étudié, dans le cas contraire il faut recommencer le cycle à la première étape en utilisant les connaissances accumulées dans les cycles précédents. b)-L'approche processus Au sens de la norme Iso 8402, un processus est un « ensemble de moyens et d'activités liés qui transforment des éléments entrants en éléments sortants ». On peut ainsi considérer que les différentes activités techniques et administratives forment un ensemble de processus et que ces processus sont des enchaînements de tâches réalisées avec des moyens humains et matériels, des informations et des méthodes ou procédures. Chaque processus est caractérisé par des éléments entrants mesurables, une valeur ajoutée, des éléments sortants mesurables à partir desquels une correction, une mesure corrective, ou une mesure préventive, donc une amélioration est possible. L'approche processus présente ainsi l'organisation comme un ensemble d'éléments imbriqués les uns les autres et qui interagissent, chacun d'eux ayant une influence dans le résultat final de la production. I-3-2-2- L'organisation du management de la qualité La gestion de la qualité dans l'organisation est une tâche dense et par conséquent une participation effective de l'ensemble du personnel ainsi qu'une organisation permettant de mieux coordonner les activités. Ainsi s'imposent : la démarche qualité, la maîtrise documentaire et l'audit qualité. 1- La démarche qualité Elle décrit en quelque sorte les actions entreprises dans une organisation pour aboutir à une production de qualité, la norme Iso 9000 (version 2000) définit la démarche qualité comme l' « ensemble des activités coordonnées permettant d'orienter et de contrôler un organisme en matière de qualité ». 2- La maîtrise documentaire Le management de la qualité est basé sur les écrits. L'assurance de la qualité est basée sur le principe : - Ecrire ce que l'on veut faire - Faire ce que l'on a écrit - Vérifier que l'on fait ce que l'on a écrit La structure documentaire qui découle de ce principe du système qualité : ensemble de l'organisation, des procédures, des processus et des moyens nécessaires pour mettre en oeuvre le management de la qualité » (Iso 8402) est la suivante : - Le manuel qualité qui énonce la politique, le système qualité de l'organisation. - Les plans qualités qui eux énoncent les pratiques, les moyens et les séquences des activités liées à la qualité spécifique à un produit service - Les documents opérationnels divers : modes opératoires, les fiches d'enregistrement. 3- L'audit qualité Il se définit dans le cadre d'une politique d'assurance qualité menée au sein des l'entreprise, il a pour but de vérifier la validité des processus par rapport aux objectifs définis. Il doit aussi vérifier que les personnes concernées connaissent et appliquent les recommandations de l'assurance qualité. I-3-2-3- La normalisation et certification Ce sont deux notions liées dont la nécessité se fait ressentir lorsque l'activité de la structure fait l'objet d'une réglementation et quant elle veut faire confiance à ses partenaires. 1- La normalisation La législation ayant un rôle prépondérant dans l'activité des organisations, la loi camerounaise stipule que la normalisation est l'établissement des exigences, des spécifications ou des règles techniques applicables aux produits, biens et services16(*). Les atouts de la normalisation résident dans le fait qu'elle améliore la sécurité, la santé, le bien être des consommateurs, les protége et permet également l'interchangeabilité des produits et services par le biais des normes (nationales et internationales) : donnée de référence résultant d'un choix collectif raisonné et destiné à servir de base d'entente pour la solution de problèmes répétitifs17(*). 2- La certification Destinée à donner confiance aux partenaires de l'organisation, la certification est en général un acte volontaire initié par un organisme pour rassurer ses clients de sa capacité à les satisfaire en qualité, en quantité et en coût réduit. L'entreprise peut certifier une de ses parties, un de ses processus. Très souvent elle est un atout principal dans les relations avec les grands donneurs d'ordre. I-3-3- Les outils de la qualité et les méthodes statistiques Dans le cadre du développement des concepts de maîtrise de la qualité, puis de management de la qualité et de management total de la qualité, un certain nombre de méthodes, d'outils et de techniques contribuant à l'amélioration de la qualité ont été introduits. C'est le cas des outils de base du management de la qualité et des méthodes statistiques. I-3-3-1- Les outils de la qualité Le développement du management de la qualité à permit de vulgariser dans l'entreprise ces outils dans tous ses processus aussi peut on distinguer : les septs outils du contrôle qualité Japonais et les techniques de travail de groupe. a. Les septs outils du contrôle qualité Japonais Mis aux point par le JUSE17(*) ils constituent une méthode élémentaire d'analyse des données pour la détections des causes spéciales et des causes du défauts d'un produit, ces outils sont : - Le diagramme de parreto - le diagramme d'Ishikawa ou diagramme de cause à effet - Le tableau de saisie des données - La stratification - Le graphique de contrôle - Diagramme de corrélation b) Les techniques de travail de groupe Elles ont but essentiel de faciliter la prise de décision en : réduisant le timing, circonscrivant les problèmes prioritaires et en faisant participer un grand nombre de personne. On distingue : - Le QQO QCP - Le brainstorming - La grille d'efficacité - La matrice multicritère - Le vote pondéré I-3-3-2- Les méthodes statistiques Définie par les statisticiens comme un ensemble d'informations chiffrées révélées sur un groupe de personnes, d'animaux, de plantes, d'objets etc ; la statistique concerne de nos jours pratiquement toutes les sciences. Elle joue un rôle déterminant dans le contrôle de la qualité. Elle permet de faire des estimations des caractéristiques de tendance centrale et de dispersion d'une population étudiée. Les méthodes statistiques fournissent ainsi des informations chiffrées permettant de comparer les caractéristiques d'un phénomène, ou d'une population à des standards préétablis afin de s'assurer de la maîtrise du processus de production utilisé ; de la qualité du produit et de programmer des actions préventives et correctives. La gestion moderne de la qualité fait également intervenir un certain nombre de pratique telle que la relation client fournisseur interne qui elle aussi peut s'appliquer à tous les processus de l'organisation et les méthodes de planification à l'exemple du diagramme de GANTT et du PERT (Programme évaluative ressoursfull technic). SECTION II : LE CONCEPT D'OPTIMISATION DES POSTES DE TRAVAIL Le travail en entreprise est une source non négligeable de la valeur. Le plus souvent éffectué par l'être humain. Il a très tôt fait l'objet d'études par la théorie classique, par Frédérick Taylor (1856-1915) qui à cette époque déjà, achevant une étude réalisée à la MIDVALESTEEL concluait qu'en confiant à la bonne personne munie d'un outillage et d'un équipement adéquat, en l'incitant à respecter à la lettre ses instructions et en le motivant par une augmentation substantielle de son salaire on peut arriver à tripler la productivité de cet ouvrier18(*). C'est pour ainsi dire que la productivité dépend de nombreux facteurs qui mis en oeuvre contribuent à l'atteinte de meilleurs résultats. Aujourd'hui l'optimisation d'un poste de travail passe par plusieurs axes que nous représenterons dans cette partie avec son intérêt après avoir défini au préalable les termes principaux. II-1- Définitions Nous définirons ici pour élucider les mémoires les termes suivants : Optimisation, poste de travail. II- 1-1- Le poste de travail Nous considérerons que le poste de travail est la combinaison d'un poste et d'une localisation en vue de produire ou de contribuer à la production des biens et services économiques et donc le titulaire reçoit en contre partie du travail effectué une rémunération. L'intérêt porté au poste de travail participe largement à l'atteinte des objectifs opérationnels et stratégiques. Ainsi convient-il par l'administration de l'optimiser. II-1-2- Le concept d'optimisation L'optimisation est la recherche de la solution la meilleure parmi toutes les solutions possibles compte tenu du critère de choix que l'on s'est fixé19(*). C'est donc une solution extrême. Elle suppose la disposition du maximum d'information chiffré sur le problème étudié. Dans notre travail nous n'adopterons justement pas cette optique du fait du manque d'information chiffré et du principe de rationalité limité traditionnellement utilisé en économie. Par conséquent nous nous intéresserons beaucoup plus aux facteurs d'optimisation et à la démarche. II-2- Les axes d'optimisation d'un poste de travail Pour parvenir à obtenir d'un poste de travail le meilleur en terme de productivité trois axes principaux sur lesquels l'on pourrait agir sont déterminés et nous pouvons citer. L'homme, le matériel de travail et l'environnement de travail. II-2-1- L'environnement de travail On peut distinguer l'environnement naturel et l'organisation du travail. II-2-1-a- L'environnement naturel Le poste de travail doit être organisé de manière à créer un environnement sain et sécurisant pour son titulaire. Ainsi les conditions d'éclairage, de mobilité, climatique et autre doivent être étudiées dans le moindre détail. Aussi doit être assurer au travailleur les normes d'hygiène et de sécurité conformes à celles recommandées.20(*) II-2-1-b- L'organisation du travail L'une des tâches quotidienne du manager est d'organiser son travail ainsi que celui de l'organisation. La mauvaise organisation du travail au poste est le plus souvent à l'origine de la baisse ou des mauvaises performances. Par conséquent, l'entreprise doit veiller à mettre en oeuvre la meilleure organisation adaptée au poste, à ses besoins. Elle concerne entre autre, le planning de travail, les horaires, de travail, les méthodes et techniques, les procédures et modes opératoires. II-2-2- Le matériel et l'outillage de travail Etant le moyen par lequel le travail est effectué il doit à l'image de l'environnement du travail faire l'objet d'un intéressement particulier du moment où l'outil de production aujourd'hui constitut un avantage concurrentiel redoutable dans la maîtrise du coût de production. Ainsi doit-il non seulement être ergonomique mais aussi intégrer les technologies nouvelles en l'adaptant au contexte géographique et économique auquel l'entreprise appartient. II-2-3- L'homme Principal centre d'intérêt dans la démarche d'optimisation d'un poste de travail. L'intervention dans le facteur humain pour la quête de l'optimisation d'un poste de travail est à coup sûr incontournable. Car même dans un processus automatisé à 100% son intervention est toujours programmée. L'entreprise doit veiller ainsi à avoir le capital humain le plus adapté à ses besoins immédiats et futurs par le biais de la formation, le recrutement et à créer des conditions attrayantes et stimulantes pour tirer le meilleur des ses employés : Par la motivation, la communication, l'esprit d'équipe, les salaires et biens d'autres moyens. II-3- L'intérêt de l'optimisation des postes de travail Contrairement à la tendance à l'attitude averse développée dans les entreprises, l'investissement dans l'optimisation des postes de travail est d'un atout majeur pour la santé de l'organisation. A l'occurrence, elle permet à l'organisation de réduire ses coûts de productions par les économies d'échelles, la réduction des pertes en temps et en matières, et autres frais liés à la prise en charge des dommages et accidents liés au travail. Par conséquent la marge bénéficiaire est revue à la hausse et l'entreprise peut prospérer sur le marché. Mais il faut noter qu'optimiser un poste de travail n'est pas une action ponctuelle C' est une démarche permanente à la quelle l'entreprise doit prêter une attention toute particulière. Pour permettre son efficience, elle doit être définie comme un processus et par consequent faire l'objet d'une démarche d'amélioration continue dans sa mise en oeuvre. Pour arriver à optimiser un poste de travil, cela peu prendre une journée, une semaine ,un mois ou un an , en fonction de la nature du poste et des taches du poste. Aussi, en raison de la concception d'une entreprise comme un systeme constitué d'éléments en interaction, prétendre optimiser de façon isolée un poste de travail integré dans un système serait une illusion. Ainsi il serait alors préferable de mener une action collective integrant tous les postes de travail d'un processus. CONCLUSION PARTIELLE La première partie de notre travail que nous venons de vous exposer nous a permi de vous présenter la SOCAPALM de façon synoptique depuis sa création en 1968 à nos jours. Il en ressort de l'analyse de son marché que bien que celui-ci connaissant une certaine évolution dans les quantités demandées la part de marché de la SOCAPALM risquerait de se voire réduite suite à l'envahissement du marché par les produits concurrents aussi bien nationaux qu'internationaux. Ainsi le management de la qualité également présenté, mis en oeuvre au sein des huileries par le biais de ses outils, en permettant d'optimiser les performances des divers postes de travail permettrait à la SOCAPALM de faire face à la concurrence et d'améliorer la qualité de sa production. Mais seulement nous reste-t-il encore de mener de façon empirique notre étude afin de ressortir la posologie à employer à la SOCAPALM pour optimiser ses postes de travail.
ÉTUDE EMPIRIQUE POUR L'OPTIMISATION DES POSTES DE TRAVAIL ENQUETES ET SUGGESTIONS Cette partie menée de bout en bout sera structurée en deux chapitres. Le premier présentera le diagnostic de la performance et les solutions à l'optimisation des postes de travail et la méthodologie de l'enquête réalisée, alors que le deuxième nous ressortira, la présentation, l'analyse des résultats de l'enquête et les perspectives d'amélioration. Et, bien entendu étant la dernière partie de notre étude, elle sera suivie par une conclusion générale de celle-ci. CHAPITRE III : DIAGNOSTIC DE LA PERFORMANCE, SOLUTION A L'OPTIMISATION DES POSTES DE TRAVAIL, METHODOLOGIE DE L'ETUDE EMPIRIQUE De sa création en 1968 au 30 Juin 2000 la SOCAPALM était une société d'Etat à 100%. La gestion de son personnel à l'image de celle de bon nombre d'entreprises publiques faisait l'objet d'une certaine légèreté, la recherche de la performance de son personnel n'était pas véritablement au centre des préoccupations du staff dirigeant. Ainsi après sa privatisation il a fallu la rendre de nouveau prospère. La performance de son personnel placée au centre de cette orientation, par la recherche de l'optimisation des postes de travail, sera examinée dans ce chapitre structuré en deux sections : La première ressortira le diagnostic de la performance du personnel de l'huilerie et la deuxième présentera l'apport des outils de la qualité à l'optimisation des postes de travail. SECTION 1 : DIAGNOSTIC DE LA PERFORMANCE DU PERSONNEL DE L'HUILERIE Cette section comprend l'analyse et les propositions à l'optimisation des postes. I-1- Analyse I-1-1- Situation générale de l'huilerie L'huilerie de Mbongo à la date du 30 Novembre 2008 emploie un effectif de 103 en personnel de fabrication, additionnés à eux trois cadres pour un effectif total de 105. Il faut aussi noter la présence d'un appui constant en personnel saisonnier en période de forte production des plantations.
Ce personnel est reparti au sien des postes d'encadrement, du laboratoire, de l'analyse régimes, réception régimes, de stérilisation, égrappage, palan, malaxeur, extraction, palmisterie, clarification, chaufferie, expédition d'huile conducteur d'engin, centrale électrique, peinture et propreté.21(*) I-1-2- Le problème et les manifestations Malgré la production en hausse à l'huilerie de Mbongo au fil de ces dernières années, des inquiétudes se montrent quant à la performance des divers postes. Alors se pose le problème de trouver la solution la meilleure pour optimiser les rendements. Surtout que l'analyse récente de certains indicateurs présente des chiffres inquiétants. Ces indicateurs nonobstant leur quantité réduite sont représentés dans le tableau suivant Tableau N°III-1 analyse des indisponibilités de l'usine année 200822(*)
Il ressort de ce tableau en fait que les problèmes les plus inquiétants sont ceux de l'absentéisme, de l'indiscipline, de la sécurité au travail et des maladies professionnelles. I-1-3- Analyse des causes L'analyse des causes des mauvaises performances aux postes de l'huilerie sera faite à partir de cinq causes principales telles que décrites dans le schéma d'Ishikawa ci-après. Matières utilisées
Taux élevé de régimes verts et pourri Présence élevée du sable et autres déchets dans les livraisons Production par les plantations villageoise de l'espèce `'tura''
Vétusté du matériel et de l'équipement de travail Insuffisance du matériel et des outils Matériel de travail non ergonomique Matériel non sécurisant Outil et matériel de travail Pas de fiches de poste insuffisances de procédure et mode opératoire Faible amélioration dans l'organisation du travail Faible implication du personnel Mauvais suivi et contrôle dans la fixation des objectifs politique de recrutement non objective Organisation et méthodes de travail
Politique de rémunération non objective Pas de profit de profil de carrière Pas de plan de formation Pas de gestion prévisionnelle des emplois et des compétences Pas de bilan social Insuffisance d'indicateurs de mesure de performance Forte démotivation du personnel Effectif vieillissant Résistante au changement Niveau d'instruction faible Milieu de travail Débris de fibre dissipé dans l'air Mauvais éclairage de nuit Fortes nuisances sonores Forte odeur des masses de fruits, des boues et autres effluents Fortes chaleur et présence de vapeurs humides dans l'usine Mauvaise performance des postes de travail Effets s Causes Main d'oeuvre Schéma N°1 : Diagramme d'ISHIKAWA représentant les causes des mauvaises performances aux postes de travail a. Les causes liées au milieu de travail Elles sont essentiellement dues à la forte détérioration de l'environnement dans lequel le travail est effectué à l'huilerie. Ainsi est-on très vite frappé dès l'entrée à l'usine par la chaleur, les poussières, le bruit et les odeurs aux divers postes. Ce qui a pour conséquence d'amener les ouvriers dès la première occasion à quitter le poste pour un environnement plus sain, celui de son poste l'exposant à de nombreuses nuisances. b. Les causes liées aux matières utilisées Elles tiennent essentiellement à la qualité des matières premières livrées à l'usine. Parmi elles on note la présence élevée des déchets (sable, pierre herbes...), le taux élevé des régimes verts, pourris et la production par les plantations villageoises de l'espèce `'tura'' ce qui contribue fortement à la baisse du taux d'extraction de l'huile et des amandes et à la mauvaise qualité du C.P.O (crude palm oil). c. Les causes liées à l'outil et au matériel de travail Malgré les efforts constants entrepris par la direction générale pour renouveler l'équipement de production, la qualité du matériel, de l'outil de travail reste encore une cause importante de la mauvaise performance des postes de travail. Vétuste, insuffisant et inadapté, il n'est très souvent pas ergonomique et sécurisant causant ainsi des pertes en temps et en argent à l'huilerie sans compter les dommages qu'il cause au personnel. d. Les causes liées à l'organisation et aux méthodes de travail Véritable `'tendon d'Achille'' du problème étudié puisque l'organisation et les méthodes regroupent tout l'encadrement organisationnel qui est fait autour des postes de travail. Elles présentent la responsabilité de l'administration dans les mauvaises performances des postes de travail. Ainsi peut on citer. - L'insuffisance de procédures mises en oeuvre et des modes opérations - Le manque de fiches de poste - Des manquements dans la gestion prévisionnelle des emplois et des compétences - La faible implication du personnel dans la prise de décision - Le mauvais suivi et contrôle dans la fixation des objectifs - L'insuffisance d'indicateurs de mesure de la performance - L'inexistence de la fonction gestion des ressources humaines à l'huilerie. Toutes ces causes hypothèquent largement toute volonté d'optimisation des postes de travail car si elles ne sont pas combattues l'on ne pourrait prétendre à une solution objective. e. Les causes liées à la main d'oeuvre L'homme étant l'acteur principal du poste de travail la qualité de l'opérateur qui s'y trouve contribue énormément à l'atteinte des objectifs fixés à ce poste. La main d'oeuvre employée à l'huilerie de Mbongo affiche une très forte démotivation. D'un niveau d'instruction assez bas dans l'ensemble, il est vieillissant et très résistant au changement. I-2- Contribution à l'optimisation des postes de travail Il s'agit ici de vous présenter notre contribution à l'optimisation des postes de travail. A cet effet nous présenterons une démarche d'optimisation des postes de travail et l'élaboration des fiches de poste de l'huilerie. I-2-1- La démarche d'optimisation des postes de travail Pour aller dans le sens économique de la définition du concept d'optimisation (recherche de la solution la meilleure à un problème en tenant compte des contraintes fixées) nous proposons ici une démarche qui certes ne résulte pas d'une modélisation à partir des facteurs évalués de façon numérique, mais résulte d'une recherche de notre part intégrant nos connaissances en management. Le schéma suivant à ainsi l'avantage de s'appliquer à tous les postes de travail de l'huilerie mais aussi de l'unité et de la SOCAPALM. Sa mise en oeuvre intégrale dans un poste de travail le prédispose à la réalisation des meilleures performances possibles. Schéma N°2 : la démarche d'optimisation des postes de travail Etapes Moyens et procédés - Communication - Le salaire attrayant - La formation et le développement des Compétences - Aménagement du climat social - Mise sur pied et application d'un plan de carrière - Garantir la sécurité - promouvoir l'esprit d'équipe Bien connaître le poste Choisir la bonne personne pour le poste Bien organiser le poste : allouer le bon outillage, le bon matériel, la bonne méthode, et la bonne technique Motiver le titulaire du poste Instaurer une dynamique d'amélioration continue des performances du poste -Organigramme - fiche de poste détaillé - Plan et recrutement objectif et détaillé - Fiche de poste - profil du titulaire du poste - Fiche de poste - Procédures de travail - Modes opératoires - Application du 5s - Matériel performant - équipement de protection Individuelle - Aménagement des conditions de travail - Organisation du travail - Mise en oeuvre des outils de la qualité - Plan de formation - revue de poste - changement organisationnel - Arrimage à l'évolution technologique, normative et réglementaire - Audit interne et externe Source nous même Le schéma tel que présenté ressort cinq étapes et à chacune d'elles est présenté un certain nombre de moyens et de procédés à utiliser et mettre en oeuvre pour la réaliser . a. Etape1 : Bien connaître le poste C'est l'étape introductive de la démarche, elle se fait par le biais de la situation du poste sur l'organigramme et de l'établissement d'une fiche de poste. Elle permet de s'assurer de l'adéquation des actions entreprises dans les étapes ultérieures avec le poste étudié. b. Choisir la bonne personne pour le poste Cette étape permet de s'assurer du choix de la personne la mieux adaptée pour le poste compte tenu de ses caractéristiques. Elle se fait à travers l'étude de la fiche de poste, la mise en oeuvre d'un plan de recrutement objectif et l'élaboration d'un profil du titulaire du poste. c. Bien organiser le poste L'organisation du poste de travail permet d'aménager le cadre dans lequel le travail sera effectué en son sein. En spécifiant de façon formelle la façon dont le travail doit être accompli. Elle l'intègre dans un processus en interaction avec d'autres postes aussi, elle permet l'aménagement de l'environnement dans lequel le poste se situe. Elle se fait à travers les procédures, les modes opératoires, le matériel performant, l'aménagement des conditions de travail, les outils qualité... d. Motiver le titulaire du poste Cette étape revêt toute son importance en ce sens que tout travail effectué sans motivation saine s'assimile à une contrainte par la personne concernée. Or cette étape mise en oeuvre permet de développer chez le titulaire du poste une vision selon laquelle le travail n'est pas une contrainte mais un besoin. Elle permet de susciter au sein du titulaire une envie constante d'exercer son travail. A cet effet on cite comme moyen la communication, le salaire attrayant, la formation, l'esprit d'équipe et l'aménagement du climat social. e. Instaurer une dynamique d'amélioration continue des performances du poste. Elle part du principe d'amélioration continue utilisé dans le management de la qualité. Son but est d'arriver à s'assurer que les pratiques au poste de travail sont respectées, s'adaptent continuellement à l'évolution du temps. Elle se fait par les plans de formations, les revues, des postes les audits internes et ou externes, les changements organisationnels. II- 2-2- Elaboration des fiches de poste Dans la suite de la logique de notre contribution à l'optimisation des postes de travail à l'huilerie nous avons procédé à l'élaboration des fiches de certains postes de l'huilerie. Car comme vous pouvez le constater à la lecture de notre démarche, la fiche de poste est un outil primordial dans la recherche de la performance surtout pour l'huilerie. On ne saurait demander à l'opérateur à un poste de travail le meilleur de lui si ses missions, ses tâches, ses responsabilités, son matériel de travail et les conditions de travail ne sont pas formalisés. Elle est donc pour le titulaire du poste un guide de fonction et pour les supérieurs hiérarchiques un guide de contrôle (voir annexe N°1 Fiches de postes). SECTION II : L'APPORT DES OUTILS DE LA QUALITE A L'OPTIMISATION DES POSTES DE TRAVAIL La qualité est une notion transversale, et par transversalité ici s'entend son application à tous les aspects et domaines de l'entreprise. C'est pour ainsi dire que les outils sont tout aussi bien à mesure de résoudre des problèmes qui ne relèvent pas de la qualité dans son sens premier du terme. Ainsi pour emboîter le pas à la section précédente dans la démarche d'optimisation des postes de travail, cette section après avoir présenté la qualité telle qu'elle est pratiquée à l'huilerie, nous permettra de faire ressortir l'apport des outils de la qualité à l'amélioration des performances et par la fin, présentera notre contribution à cette démarche. II-1- La pratique de la qualité à l'huilerie Nous voulons en cette partie faire ressortir l'organisation déjà mise en oeuvre pour résoudre les problèmes de la qualité de la production à l'huilerie. II- 1-a- Le contrôle qualité aux diverses étapes de la production - A la réception des matières premières: Un contrôle de réception de matière est effectué à l'arrivée des livraisons de régimes en fonction de leur origine. Ce contrôle à pour but de déterminer le taux de régimes verts, de régimes pourris, de régimes murs. Il se fait par échantillonnage, la détermination de la taille de l'échantillon étant laissé à l'appréciation du chef de poste. - A la stérilisation : Au cours de cette étape du processus un contrôle est effectué pour déterminer les pertes d'huile dans les condensats, mais celui ci n'étant pas mentionné dans le manuel des méthodes standards SOCFINCO 2008, il est fait de façon occasionnelle à la demande du C.H.A.P. - L'extraction : A ce niveau, plusieurs indicateurs sont suivis : le taux de perte d'huile, le nombre de fruits sur rafles, le taux de perte d'huile dans les tourteaux, le taux de dillution des jus brut, le niveau de pression des presses. - La clarification : Ici le contrôle qualité se fait par le suivi du taux d'humidité, du pourcentage d'huile et d'eau dans les rejets des éboueuses. - Palmisterie : La qualité de la production des amandes est surveillée pour minimiser les pertes en huile, en amandes et en noix. Ainsi sont suivis : le taux d'huile dans les fibres, le taux de brisures, le taux d'impuretés, le taux d'humidité, la température des stocks. - Entretien des équipements : Bien que l'organigramme de l'huilerie présentant l'existence d'un chef d'huilerie adjoint chargé de l'entretien des équipements, le laboratoire, s'est vu confier l'analyse et le traitement de l'eau, à l'entrée et à la sortie des chaudières avec l'appui du fournisseur des produits de traitement Nalco par ses inspections trimestrielles. Ainsi sont mesurés le potentiel d'hydrométrie (PH), le titre alcamètrique simple (TAS) et complet, le taux de sulfite, le taux de silice, le taux de phosphate, le titre hydroïque. Tableau N°III-2 Présentation des indicateurs suivis et des matières analysés aux différents postes (source nous même)
II-1-b- La responsabilité des problèmes de qualité Le nombre important de contrôles et d'analyses éffectués exige une certaine organisation et coordination dont le C.H.A.P en tant que responsable au premier plan se voit attribué la charge. Ø Les missions du C.H.A.P en matière de contrôle qualité o Analyser les résultats des contrôles des matières. o Coordonner les activités d'enregistrement des résultats des analyses et les valider. o Déclencher les mesures d'actions correctives pour améliorer la qualité des matières en ramenant les paramètres observés au niveau requis par la norme. On constate ainsi qu'aucune véritable action préventive n'est menée par la mise en oeuvre d'un plan de gestion de la qualité. Ø La structure documentaire Loin de satisfaire les prescriptions de la norme Iso 9001 (version 2000) en matière de structure documentaire relative au management de la qualité, la documentation est essentiellement basée sur des enregistrements dans des fiches (fiche d'analyse du régime, fiche de résultat des analyses de laboratoire, fiche de traitement de l'eau de chaudière etc.), dans des cahiers d'enregistrements qui aboutissent à l'établissement d'un tableau de bord de la production et à la production des résultats annuels de la production et des performances. Il faut également noter l'usage d'un manuel des méthodes standard de laboratoire SOCFINCO 2008 de la MPOB. (malaysian Palm oil Board). Ø Les outils et méthodes qualités couramment utilisés La gestion courante des activités est menée de telle manière que les outils de la qualité et les méthodes mises en place peinent à être optimisé dans leur usage. Ainsi utilise-t-on la méthode du 5S (organisation du plan de travail), et les procédures (03 mises en application). II-2- L'apport des outils de la qualité Il s'agira ici de montrer comment le management de la qualité par ses outils peut faire l'objet d'un autre usage différent de celui déjà fait, pour cette fois optimiser les performances des poste de travail. Cette partie présentera la mise en oeuvre des outils de la qualité, leur avantage et une interprétation de certains graphiques de production. II-2-1- La mise en oeuvre des outils de la qualité Contrairement à ce que l'on pourrait penser, la mise en oeuvre des outils de la qualité ne requiert pas la mise sur pied d'un vaste programme qualité, ou d'un système qualité imposant. Le principal élément moteur de la mise oeuvre de ces outils est la volonté de la direction de faciliter et d'optimiser la prise de décision et cela suppose : - La formation du personnel à l'usage des outils de la qualité. - L'attribution des responsabilités à divers niveau hiérarchique. - La réorganisation du système documentaire dans l'optique de permettre la collecte d'information. II-2-2- Les avantages de la mise en oeuvre des outils de la qualité Les outils ont pour avantage : - De motiver le personnel. Car le principe du travail en équipe et la prise en compte du point de vue de chacun contribuent fortement au développement du sentiment d'appartenance à un groupe de la part du personnel par conséquent permet de développer ses capacités. - D'améliorer la qualité de la production qui se voit nettement développée, confortant ainsi la satisfaction de la clientèle, qui devient de plus en plus fidèle et par conséquent assurent à la structure une certaine stabilité dans ses prévisions du chiffre d'affaire à moyen et à long terme. - La conduite à la baisse des coûts de production de l'huilerie par : · La réduction des pertes de temps dans la prise de décision · La résolution des problèmes par priorité · L'identification des causes des problèmes et l'élimination des causes principales. · L'amélioration des méthodes et des pratiques aux postes de travail. II-3 Interprétation des graphiques de production La pratique du traçage et de l'interprétation de graphique permet une meilleure visualisation des phénomènes dans le temps et facilite ainsi la mise au point de plans d'actions pour résoudre les problèmes détectés. II-3-1 Interprétation de l'évolution annuelle du taux d'extraction d'huile (2007-2008).
Graphique N°IV Evolution annuelle du taux d'extraction d'huile (Année 2007-2008) Ce graphique présente à première vue une certaine amélioration des taux d'extraction mensuels de l'année 2008 par rapport à l'année 2007. Les deux courbes presentent des minimas aux mois de mars , août et septembre. Ce qui peut laisser croire à une influence saisonnière dans l'obtention des valeurs du taux d'extraction qui ne parviennent pas à être contenues dans l'intervalle prévu par la Norme (21-23 %). Aussi on constate que les valeurs du taux d'extraction de l'année 2008, au second semestre présentent une certaine baisse compte tenu de la tendance générale des deux courbes. Ainsi pour l'année 2009 faudrait-il mettre sur pied un plan d'action à fin de : - Réduire la dispersion du taux d'extraction au tour de la moyenne (22%) - Ressortir les causes de non reflet de la tendance générale au cours du second semestre de l'évolution du taux d'extraction II-3-2 Interprétation de l'évolution du taux d'extraction des amandes de l'année 2007 à l'année 2008.
Graphique N°V Evolution annuelle du taux d'extraction des amandes (Année 2007-2008) Ce graphique présente une légère évolution générale dans la moyenne du taux d'extraction. Mais l'évolution à l'année 2008 est plus dispersée (avec une étendue de 2,99) dévoilant ainsi la non maîtrise du taux extraction au cours de cette année. Par conséquent pour l'année 2009, un point d'insistance pourrait être mis pour réduire la dispersion en récupérant le maximum d'amandes perdues par incinération à la chaudière. II-3-3 Interprétation de l'évolution du taux d' extraction journalier d'huile : année 2008.
Graphique N°VI Evolution quotidienne du taux d'extraction de l'huile de palme (Année 2008) Ce graphique présente une certaine satisfaction des valeurs du taux d'extraction du début de l'année à la fin de la 1ère dizaine du mois de Juillet malgré. Les pics descendants observés (taux d'extraction moyen superieur à 22% pendant cette période), puis s'en suit une récession jusqu'au mois d'octobre relayée par la reprise de la hausse du taux. Mais il est à signaler une forte dispersion au cours de l'année à partir du mois d'Avril. Ainsi le programme de l'année 2009 devrait viser la recherche de la stabilité du taux d'extraction au dessus de la moyenne normale, la recherche des causes de la baisse du taux d'extraction à partir du mois de Juillet et mettre en oeuvre un plan d'action pour les anihiler. II-4 Contribution à la mise oeuvre des outils de la qualité Il s'agit ici de mettre en exergue notre contribution pratique au programme qualité de la SOCAPALM à l'huilerie de Mbongo. II-4-1 Contribution au programme qualité a) Sensibilisation sur le port des EPI La direction générale ayant manifesté la volonté d'accroître la sécurité des employés par l'élaboration et la mise en oeuvre d'une procédure de gestion de EPI, (équipement de protection individuelle) nous a confié dans le cadre de notre stage effectué au sein de l'huilerie, la charge de sensibiliser son personnel au port de l'équipement de protection individuelle. Chose qui a été faite au cours de notre premier mois à l'huilerie dans le cadre de notre passage aux divers postes de travail. Mais cependant, très vite s'est posé le problème de la disponibilité de ces équipements même et de leur politique de mise à disposition aux employés. Il serait à cet effet souhaitable d'accompagner une telle campagne de sensibilisation par des dotations éffectives et la mise sur pied d'un plan d'action pour la sécurité et la mise en oeuvre des mesures repressives contre le personnel ne respectant pas les mesures de sécurité. b) La sensibilisation au 5S Elle s'est effectuée également dans le cadre de notre démarche d'étude de poste. Par des entretiens interactifs, nous avons sensibilisé les employés à l'usage pratique de la méthode du 5S surtout au laboratoire où nous étions acceulli. Accompagné à cela, nous avons participé activement à la séance de formation organisée par le responsable en provenance de la direction générale. II-4-2 Présentation du projet de formation du personnel cadre et d'encadrement de l'huilerie à l'usage des outils de la qualité Comme nous vous l'avons précisé à la partie II-2-1- la mise en oeuvre des outils de la qualité suppose un préalable; la formation du personnel à leur usage. C'est dans cette optique que nous avons élaboré ce projet en vue de présenter à la direction générale de la SOCAPALM les gains espérés par une telle formation. II-4-2-1 Projet de formation Formateur : Mr XX Participants : Personnel cadre et agent de maîtrise de l'huilerie Effectif : 25 personnes (10 cadres, 15 agents de maîtrise) Nombre de séance : 2 séances (1 séance par groupe) Lieu de la formation : Huilerie de Mbongo PROGRAMME DE LA FORMATION 8H : Arrivée des participants et installation des supports 8H30 : Début de la première partie de la formation Les septs outils du contrôle qualité japonnais § But § Methode § Exemple § Conseils 11H-11H30 : Pause café 11H30-13H30 : 2ème partie de la formation Les outils et techniques de travail de groupe § But § Methode § Exemple § Conseils 13H30-14H : Pause café 14H-15H : Evaluation 15H-16H : Synthèse Fin de la formation Coût de la formation Amenagement de la salle 25000 FCFA = 25 000 FCFA Sonorisation 50 000 x 2 = 100 000 FCFA Vidéo projecteur 10 000 x 2 = 20 000 FCFA Rafraîchissants 3000 x 27 = 75 000 FCFA Support de formation 200 x 25P x 25 = 125000 FCFA Support d'évaluation 200 x 5 x 25 = 25 000 FCFA Frais du formateur 200 000 x 2 = 400 000 FCFA TOTAL 770 000 FCFA EVALUATION DES GAINS ESPERES Le rapport de production de l'année 2008 présentant une réception totale de plus de 129000 tonnes de régimes de noix de palmes nous pouvons estimer la production de l'année 2009 à 135 000 tonnes compte tenu de l'évolution de la productivité des jeunes plantations de l'unité sur cette base, - La production estimée en CPO avec un taux d'extraction de 22% est de 29700 tonnes soit en valeur pour un prix de vente de 430 FCFA le kg un montant de 12 771 000 000 (douze millards sept cents soixante onze millions) FCFA - La production d'amandes estimée est de 6750 tonnes pour un taux extraction estimé à 5% soit en valeur avec le prix de vente de 170 FCFA une production de 1 147 500 000 (un millard cent quarante sept millions cinq cent milles) FCFA. Ce qui nous fait un total de 13 918 500 000 (treize millards neuf cent dix huit millions cinq cent milles) de chiffre d'affaire estimé. A partir de l'analyse de Philippe Crosby, les coûts de non qualité représentent 30% du CA des entreprises soit 4 175 550 000 (quatre milliards cent soixante quinze millions cinq cent cinquante milles) FCFA pour le cas de l'unité. - Si nous imputons 10% de ces coûts à l'huilerie, elle serait alors responsable d'une perte de 417 555 000 f cfa (quatre cent dix sept millions cinq cent cinquante cinq milles) . - Si nous considérons que les outils de la qualité optimisé dans leur mise en oeuvre puissent contribuer à hauteur de 10% seulement à la résorption de ces coûts soit 41 755 500 (quarante un millions sept cents cinquante cinq milles cinq cents) FCFA. Alors en comparant cette somme au coût de la formation présentée (770 000 FCFA) on obtien un potentiel minimal à gagner de 40 985 500 (quarante millions neuf cents quatre vingt cinq milles cinq cents) FCFA II-4-2-2 Présentation des fiches outils qualité Afin de mieux comprendre l'interêt et l'importance de la maîtrise de ces outils par le personnel de l'huilerie nous avons jugé opportun d'élaborer les fiches d'outils qualité. Ces dernieres ressortent en réalité le but de leur usage, la méthode d'utilisation et des conseils d'utilisation pour leur optimisation. Ainsi le personnel en possession de ces fiches peut en faire un meilleur usage compte tenu de la diversité des problèmes auxquels il peut être confronté au cours de l'année (voir annexe N°2). SECTION III : METHODOLOGIE DE L'ENQUETE REALISEE Il sera question dans cette section de définir clairement le problème identifié, d'analyser le cadre de l'étude et de présenter le plan d'échantillonnage. III-1 Identification et opérationnalisation du problème Tout problème de gestion soumis à une étude doit être défini dans son contexte, des hypothèses doivent être émises et compte tenu des objectifs et des interêts de la dite étude, procéder à la collecte d'informations. III-1-1 Définition du problème Suite à notre diagnostic éffectué sur les causes de mauvaises performances du personnel de l'huilerie par l'élaboration du diagramme d'Ishikawa il ressort que les causes principales de la mauvaise performance sont : La vétusté et l'insuffisance du matériel de travail, la non assurance de la sécurité du personnel et l'inéfficacité de la politique et de la gestion des ressources humaines. Ce qui a pour conséquence l'enregistrement des chiffres assez élevés suivants liés à l'absentéisme, aux accidents de travail, et aux indisponibilités dûes aux maladies. Tableau : récapitulatif des indisponibilités à l'usine année 2008
De ce fait pour réduire les pertes subies répercutées dans le coût de production du C.P.O et des amandes cette étude est menée avec la problématique d'identifier les voies et moyens pour optimiser les performances en mettant une instance particulière sur les outils de la qualité. III-1-2 Objectifs et intérêts de l'étude Nous nous sommes fixé comme objectifs dans la réalisation de cette étude : - D'améliorer la productivité du travail des salariés à l'huilerie; - De réduire les coûts de production; - D'améliorer la qualité de production; - De susciter la mise au point des méthodes et des pratiques adéquates dans l'organisation du travail; - De déclencher la réorganisation de la gestion des ressources humaines; - De susciter l'implication du personnel et stimuler sa motivation. - Préparer le personnel de l'huilerie à la mise en place d'une démarche qualité. Le personnel de l'entreprise étant considéré comme sa première richesse, par conséquent il doit être au centre de toutes ses préoccupations surtout en ce qui concerne la qualité de la production et les objectifs managériaux, car un bon produit dépend en partie d'une bonne main d'oeuvre. Ainsi cette étude a pour intérêt de : - Créer un cadre de travail sérein et convivial pour des bonnes prestations aux postes de travail. - Stimuler les salariés au travail bien fait. - Préparer le personnel à un mouvement de changement organisationnel et de restructuration. III-1-3 Hypothèses de l'étude et besoins en information Nous nous sommes fixé pour notre étude une hypothèse générale à la quelle nous avons associé deux hypothèses secondaires. Hypothèse générale : L'organisation du travail permet d'améliorer la productivité des salariés. Hypothèses secondaires : Hypothèse 1 : L' aménagement de l'environnement et de la sécurité au travail constituent des facteurs de motivation prioritaires des salariés. Hypothèse 2 : Les outils de la qualité peuvent contribuer à l'amélioration des performances. La recherche des informations en vue d'affirmer ou d'infirmer ces différentes hypothèses s'est faite à la direction générale et la unité par des entretiens, des investigations, des observations et l'enquête réalisée au moyen du questionnaire. III-2 Démarche de l'étude Soucieux de collecter le maximum d'informations pertinentes pour ressasser les contours de notre étude, nous avons entrepris une démarche assez classique dans les études marketing. III-2-1 Recherches préliminaires La recherche préliminaire a été basée sur la recherche documentaire, descriptive et les entretiens semi directifs auprès du personnel cadre de l'unité. III-2-1-1 Recherche documentaire Elle a consisté en la consultation des ouvrages spécifiques en gestion, économie, et marketing, des mémoires d'étudiants ayant un certain rapprochement avec le thème de notre étude, des textes de lois et autres articles pour mieux comprendre le problème et l'analyser en prenant en compte l'environnement immédiat et lointain dans lequel se situe la SOCAPALM et l'unité de Mbongo. III-2-1-2 Les entretiens semi directifs Effectués auprès du personnel occupant divers postes de responsabilité à l'unité le A.A.C, le personnel de l'infirmerie, le C.H.A.E, le C.H, C.H.A.P, les contremaîtres et le chef de laboratoire. Ils avaient pour principal objectif d'obtenir des informations crédibles provenant d'un personnel ayant une vision plus managériale de notre étude. III-2-2 Recherche descriptive Nous avons opté pour cette recherche parce qu'elle nous permet de collecter les informations à la base, c'est à dire par le opérateurs aux postes, ceux la même qui sont au centre de notre préoccupation. Ainsi une enquête par sondage s'est révélée être la méthode de collecte de données la plus appropriée compte tenu des délais de plus en plus pressants auxquels nous étions contraints. III-3- Elaboration du plan d'échantillonnage Son élaboration nous a permis de définir la population à fin de déterminer la taille de l'échantillon à interroger. III-3-1 Définition de la population et de l'unité statistique Notre population statistique est l'ensemble des employés de l'huilerie de Mbongo telle que répartie dans le tableau suivant au 01 décembre 2008 (Répartition du personnel de fabrication).
Il faut préciser ici que le champ d'étude a été circonscrit à l'usine pour des raisons administratives, car notre lettre de mise en stage nous orientait vers l'huilerie. III-3-2 Détermination de la taille de la population à interroger Malgré la modestie des moyens à notre disposition, nous avons opté pour la production du 75 exemplaires de notre questionnaire soit 92,6% de taux de couverture. III-4 Collecte des données Elle a été faite à l'aide du questionnaire d'étude établi par nous avec l'accord C.H. Ainsi convient il de le présenter avant de proccéder à son dépouillement et à son traitement. III-4-1 Présentation du questionnaire Le questionnaire tel que élaboré se présenté en quatre parties : - La première partie nous permet d'obtenir les informations sur l'identification du répondant. - La deuxième partie à pour but d'évaluer le cadre dans lequel les tâches des ouvriers sont exécutées et l'organisation mise en oeuvre. - La troisième partie s'intéresse à l'environnement et au cadre sécuritaire des postes de travail. - La quatrième partie en fin, s'intéresse à la formation et aux facteurs de motivation. III-4-2 L'administration du questionnaire Compte tenu du programme de travail de l'huilerie et de l'indisponibilité des ouvriers après leur quart nous avons opté pour une distribution des questionnaires pour un remplissage à domicile, en prenant la peine de préciser de se rapprocher de nous en cas de besoin d'assistance. Malheureusement, malgré toute notre détermination et volonté d'avoir le meilleur taux de retour des questionnaires nous nous sommes heurté aux mentalités encore retrogrades de certains ouvriers, voyant en notre questionnaire un outil d'espionnage, de sanction. III-4-3 Dépouillement du questionnaire Des 75 exemplaires distribués nous avons récupéré 56 exemplaires, après examen de ceux-ci, deux d'entre eux ont été écarté jugé irrecevables. Nous avons fait recours pour besoin d'analyse des données collectées au tri à plat sur les variables correspondantes aux questions posés. Une échelle ordinale a été utilisée pour mesurer les degrés appréciation par rapport aux facteurs énoncés. Les poids ou scores attribués au niveau décroissant d'appréciation comme décrit dans le tableau ci-dessous, ont permis de calculer les scores pour l'analyse du degré d'appréciation. Aussi pour une bonne analyse des résultats fournis par cette enquête nous avons fait recours au logiciel Excel ATTRIBUTION DES SCORES D'APPRECIATION
CHAPITRE IV : PRESENTATION, ANALYSE DES RESULTATS DE L'ETUDE EMPIRIQUE ET SUGGESTIONS D'AMELIORATION Ce chapitre dernier de notre présentation sera articulé en deux principales sections : La première nous fera une présentation, et une analyse des résultats de l'enquête réalisée et la dernière présentera nos suggestions à la résolution du problème. SECTION 1 : PRESENTATION ET ANALYSE DES RESULTATS DE L'ENQUETE Elle se fera par rubriques de présentation du questionnaire soit quatre rubriques. I-1- Informations générales sur les répondants I-1-1- Statut à la SOCAPALM Tableau N°IV-1 Répartition de la population
L'huilerie employant pour ses besoins une main d'oeuvre temporaire le pourcentage faible ici peut se justifier par le fait que l'étude soit réalisée en période de basse production. I-1-2- Catégorie professionnelle Tableau N°IV-2 Répartition par categorie professionnelle
Malgré le refus de certains ouvriers de fournir leur catégorie professionnelle cette répartition reflète tout de même la situation de l'huilerie qui emploi en grande majorité un personnel classé en agent d'exécution malgré le potentiel et le niveau d'instruction requerrant souvent une meilleure position sur la grille de classement du personnel. I-1-3- Niveau d'étude Tableau N°IV-3 Répartion par niveau d'étude
Ce tableau justifie l'emploi d'un nombre assez élevé d'agent d'exécution, mais présente également des augures de mauvais reclassements car 12,96% des employés ont un niveau supérieur au baccalauréat, mais la population étudiée présente quant à elle que 6% de personnel cadre. I-1-4- Age Graphique n°VII Histogramme de la répartition de la population par tranche d'age
L'histogramme de la répartition des âges de la population présente un pic au niveau de la tranche d'âge [45-50[ ce qui est la preuve d'un vieillissement de la population de l'huilerie donc l'âge moyen est de (43,7) soit 43 ans 8 mois et 12 jours. 68,18% de la population a un âge supérieure à 40 ans. I-1-5- Ancienneté Tableau n°IV-4 Répartition des années d'ancienneté du personnel
La population de l'huilerie selon ce tableau est constituée d'un d'effectif fortement expérimenté . 52,08% de son effectif ayant une expérience d'au moins 20 ans, ce qui peut constituer un paradoxe par rapport à l'objet de notre étude. I-2- Exécution des tâches I-2-1- Définition des tâches Tableau n°IV-5 Définition des tâches
Si le tableau ci-dessus présente que les tâches des ouvriers sont définies et des objectifs fixés pour la plus grande majorité, on se pose tout de même la question de savoir comment elles sont définies puisque l'huilerie ne disposent d'aucune fiche de poste décrivant les tâches, les missions et les responsabilités des ouvriers à leur poste de travail. I-2-2- Suivi des tâches par indicateur Tableau n°IV-6 Suivi des tâches par indicateur
Il ressort de ce tableau que le travail de 90,74% des ouvriers de l'huilerie est suivi par des indicateurs et que pour 89,13% d'entre eux ces indicateurs sont communiqués de façon quotidienne. Quelle pourrait alors être la pertinence des actions correctives menées pour améliorer les valeurs de ces indicateurs ? Les indicateurs utilisés et communiqués aux employés correspondent-ils à leur activité ? I-2-3- Organisation du travail Tableau n°IV-7 Information sur l'organisation du travail
Il ressort de ce tableau que le 98,15% des postes de l'huilerie font l'objet d'une organisation qui pour 94% deux permet d'améliorer les performances. L'appréciation portée par les employés à cette organisation est au moins moyenne pour 96,22% de ceux-ci. Ce qui parait normal au regard des plus de 50 ans que compte la SOCAPALM, elle a eu le temps d'améliorer au fil du temps l'organisation du travail aux divers postes et l'adapter aux différentes évolutions de sa technologie et du processus de fabrication. I-2-4- Les méthodes de travail Tableau N°IV-8 Informations sur les méthodes de travail
Le tableau nous indique que 79,63% des employés pensent que les méthodes du travail à leur poste sont adaptées et pour 83,67% d'entre eux ces méthodes de travail améliorent le rendement. Mais la tendance n'est pas du tout aussi assez réconfortante en ce qui concerne l'amélioration de ces méthodes qui pour 69,57% des cas sont souvent améliorées. I-2-5- Les enregistrements Tableau N°IV-9 Informations collectées sur les enregistrements
Ces enregistrements sont effectués sur 66,66% des postes de travail et leur fréquence d'exploitation est à 94,12% quotidienne. Par contre malgré ces indications on peut s'interroger sur la nature des informations contenues dans ces enregistrements et leur pertinence dans la démarche d'optimisation du poste de travail concerné. I-2-6- Sensibilisation au 5S L'enquête nous révèle que 68,52% du personnel a été sensibilisé au 55 ce qui est le résultat de notre action menée lors de notre passage à chacun de ces postes. Action renforcée par la sensibilisation effectuée avec le relais du personnel d'encadrement de l'usine. I-3- Environnement et sécurité au travail I-3-1- Matériel de travail Tableau N°IV-10 informations collectées sur le materiel de travail
Si 92,59% du personnel de l'huilerie a à sa disposition du matériel de travail, des inquiétudes peuvent cependant se présenter en ce qui concerne l'état et la sécurité de ces matériels de travail qui ne sont pas toujours rassurants. Le mauvais état et la mauvaise sécurité du matériel de travail se retrouvant respectivement sur 45,83% et 42,86% des postes de travail. I-3-2- Exposition au risque Tableau N°IV-11 Informations collectées sur l'exposition au risque
Les principaux risques auxquels le personnel est exposé sont : la chaleur, l'inhalation, des poussières, les nuisances sonores, les chutes avec les pourcentages respectifs suivants : 75%, 71,43%, 67,86%, 53,57%. Ces différents risques doivent dont être prioritaire dans la démarche de sécurisation des employés. I-3-3- Accidents de travail et maladies professionnelles Tableau N°IV-12 Informations collectées sur les maladies liées au travail
Le tableau nous révèle que les principaux malaises dont souffrent les employés sont les troubles de la vue, le mal de rein, les troubles respiratoires ( qui représente respectivement 30%, 26,67% et 23,33%). Ces troubles viennent corroborer les chiffres du tableau précédent relatif à l'exposition aux risques. I-3-4- Protection du travailleur Tableau N°IV-13 Informations collectées sur la protection des travailleurs
Malgré la grande disponibilité des EPI à une large majorité du personnel de l'huilerie 96,3%, reste encore à mener des efforts supplémentaires pour qu'ils soient complets car ils ne le sont pas pour 81,13% du personnel. Aussi des efforts supplémentaires sont à effectuer dans le but de mieux les adapter à chaque poste et à garantir leur bon état. I-4- Formation et facteurs de motivation I-4-1- Formation Tableau N°IV-14 Informations collectées sur les formations
La politique de l'huilerie en terme de formation de son personnel est reflétée ici dans ce tableau qui révèle que 72,22% de l'effectif n'a pas encore suivi une formation on un séminaire. Or malgré son ancienneté, le personnel à toujours besoin d'être formé pour assurer l'arrimage aux évolutions techniques et permettre le transfert des compétences. I-4-2- Appréciation du climat social Tableau N°IV-15 Informations collectées sur le climat social
L'appréciation que le personnel porte au climat social est illustrée par le score total le plus élevé accordé à la modalité `'passable''. Plus de 79,62% du personnel à en effet attribué au moins cette appréciation. Il faut mentionner ici que le travail s'effectuant dans la plupart des cas en équipe, le climat social dans lequel il s'effectue influence considérablement l'humeur des opérateurs. I-4-3- Facteurs de motivation Tableau N°IV-16 Informations collectées sur les facteurs de motivation
Ce tableau présente les principaux facteurs de motivation du personnel et en premier vient le salaire et les avantages sociaux puis l'environnement, la sécurité au travail. Il faut dire que ces facteurs de motivation tel que présenté constituent des voies d'agissement pour améliorer le rendement des employés surtout que les résultats de notre questionnaire révèlent déjà des insuffisances en matière de sécurité au travail. I-4-4- Usage des outils de la qualité Tableau N°IV-17 Informations sur l'usage des outils de la qualité
Il est révélé que l'usage des outils de la qualité n'est que très faiblement intégré dans l'activité courante du personnel de l'huilerie. Ce qui peut justifier à certains égards, certains écarts observés dans son fonctionnement et son organisation. I-5- Vérification des hypothèses Hypothèse générale L'énoncé de l'hypothèse principale est la suivante : l'organisation du travail permet d'améliorer la productivité des salariés. L'analyse des résultats relatifs à cette hypothèse nous révèle les donnés suivantes :
Ce qui nous permet d'affirmer notre hypothèse générale donc il existe une forte liaison entre la productivité du travail et son organisation. Verification des hypotheses secondaires Hypothèse 1 : L'aménagement de l'environnement et de la sécurité au travail constituent des facteurs de motivation prioritaires des salaires. Le classement des facteurs de motivation du personnel de l'huilerie à partir de notre questionnaire nous révèle que l'environnement et la sécurité au travail constituent le 2e facteur de motivation juste après le salaire et les avantage sociaux. Ainsi nous pouvons valider cette première hypothèse secondaire. Hypothèse 2 : Les outils de la qualité peuvent contribuer à l'amélioration des performances. Le tableau suivant nous présente les pourcentages d'utilisation des outils de la qualité par les salariés à l'huilerie. Nous pouvons de ce fait constater les pourcentages très faibles de leur usage. Et compte tenu de leur but nous sommes amené à confirmer que leur usage pourrait contribuer à l'amélioration des performances et à valider cette hypothèse.
SECTION II- SUGGESTIONS A L'OPTIMISATION DES POSTES DE TRAVAIL Compte tenu de la problématique de notre étude à savoir : comment arriver à rendre le travail des employés de l'huilerie plus productif ? Nous présentons ici nos suggestions à sa résolution. Ainsi cette section présentera en premier les suggestions propres à certains postes de travail et ensuite les suggestions relatives à l'organisation générale de l'huilerie et de la SOCAPALM. II-1- Suggestions spécifiques à l'amélioration des performances à certains postes de travail a)-Au pont bascule
· Pour éviter des cas d'indisponibilité de deux seuls agents formé à l'usage du logiciel d'application utilisé au poste, former deux autres employés à son usage. · Installer une boîte à suggestions pour recevoir les réclamations et remarques des usagers du pont. · Compte tenu du mauvais état technique de la plupart des véhicules pesés et de la qualité des chargements éffectués, élaborer, mettre en oeuvre une procédure de sélection des prestataires transporteurs des régimes, assurer le suivi de la reglémentation en vigueur sur le chargement des vehicules. b)-A l'analyse des régimes Pour une meilleure qualité et de bonnes fréquences d'analyses de régimes faire : § Doter les opérateurs du poste en EPI adéquats permettants de travailler sous les intemperies du climat. § Veiller à l'utilisation sans arrêt tout au long de l'année du personnel d'analyse. c)- A la stérilisation § Installer des silencieux au niveuax des vannes de dégagement pour réduire les nuisances sonores lors des dégagements de la vapeur des stérélisateurs. § Le temps de cuissons de régimes étant un paramètre important dans l'extraction de l'huile, déplacer l'horloge et l'installer bien à porté de vue des opérateurs sur le poste. § Eliminer les fuites de vapeur qui diminuent la pression et exposent les opérateurs à la chaleur et aux brûlures. d)- A l'extraction et à la clarification Pour réduire les risques de brûlure calorifuger les équipements. e)- A la chaufferie · Equiper le personnel de combinaison iso thermique. f)- A la centrale · Élaborer et mettre en oeuvre une procédure et un mode opératoire de la centrale électrique. · Eliminer les fuites et drainer les eaux pour éviter les risques d'électrocution. g)- A l'expédition · Installer un hangar au poste de chargement des tanks 1, 2, et 5. i)- Au laboratoire - Pour réduire le temps mis pour les jauges quotidiennes et faciliter leur exécution, installer des jauges automatiques sur les tanks. - Renforcer le personnel du quart B en recrutant un laborantin. j)- A la palmisterie - Pour réduire le temps moyen mis pour coudre un sac d'amandes qui après observation est d'environ 240 secondes et s'assurer d'un bon conditionnement de ces amandes, acquérir une machine à sceller permettant de réduire ce temps à 15 secondes et réaliser ainsi un gain en temps de 225 secondes par sac ensaché. - Pour éviter les risques de brûlure, calorifuger les conduits de vapeur. II-2- Suggestions d'amélioration relatives au fonctionnement général de l'huilerie et de la SOCAPALM Au regard de l'analyse des résultats obtenus de l'enquête réalisée à l'huilerie et du diagnostic des causes des mauvaises performances de postes de travail ; les perspectives d'amélioration que nous proposons sont de trois ordres. · La promotion de la sécurité et l'assainissement des postes de travail. · L'enrichissement de la fonction de gestion de ressources humaines. · La mise en oeuvre d'un changement organisationnel permettant le développement du management de la qualité à la SOCAPALM. II-2-1- La promotion de la sécurité et l'assainissement des postes de travai Les scores obtenus pour le compte de l'année 2008 en matière d'accident de travail, d'absentéisme, et de repos maladie laissent croire à des manquements dans la sécurité des employés qui d'après les résultats de notre questionnaire est le second facteur de motivation de ces derniers. Il est de ce fait urgent d'élaborer et de mener au sein de l'huilerie une campagne soutenue permanente de promotion de la sécurité visant l'atteinte du point `'zéro accident de travail''. Ainsi pour aller dans le sens de la loi n°92-007 du 14 août 1992 portant code du travail Camerounais, dans son titre 6 de la sécurité et de la santé au travail et de la directive 89/656 article R 233-1 du code du travail français en matière d'obligation des entreprises, cette campagne pourra avoir comme action : 1- Le recensement de tous les risques sur les lieux de travail et leur évaluation . 2- La suppression des risques et la mise en place de moyens de protection individuelle et collective. 3- Le choix des EPI adaptés aux risques à couvrir et la vérification de la validité de ce choix. 4- L'information des salariés sur les risques, les conditions d'utilisation des EPI, les consignes et l'entraiment des salariés. 5- La formation des salariés à l'utilisation des EPI. 6- La mise à disposition gratuite des salariés, des EPI de façon individuelle. 7- La vérification de leur utilisation éffective. 8- L'entretien des EPI en état de conformité. 9- La vérification périodique des EPI. Dans le même sens, la qualité de l'outil de production procurant un avantage concurrentiel en terme de coût de production, et prenant en compte l'état d'âge avancé de l'huilerie, la politique de renouvellement de l'équipement et du matériel de production devrait être renforcer en mettant un point d'insistance sur l'ergonomie et l'évolution technologique et allier ainsi à la performance la facilité d'exécution. II-2-2 L'enrichissement de la fonction de gestion de ressources humaines La présentation de l'organigramme de l'unité laisse au A.A.C (Adjoint administratif et comptable) la charge de gérer le personnel de l'huilerie. Mais il faut dire que cette dénomination déjà ne ressort pas l'aspect gestion de ressource humaine. Ses tâches en terme de gestion du personnel étant plus centrées sur la paie. Pour cela nous préconisons l'enrichissement de cette fonction, enrichissement qui aura pour mission entre autres. - La mise sur pied et le suivi d'une gestion prévisionnelle des emplois et compétences (GPEC), avec un point d'honneur sur la formation. La formation est pour un nombre croissant de dirigeants d'entreprise d'une variable d'action susceptible de générer des améliorations de performance individuelle et collective23(*). Elle permet d'abaisser le coût de l'autonomie en améliorant la cohérence des décisions.24(*) Moyen de relais des compétences entre le personnel ancien très expérimenté et les jeunes ayant un grand potentiel, elle permet une meilleure adaptation aux changements dans l'organisation de la structure. La mise sur pied de la GPEC devrait aussi aboutir à l'élaboration d'un bilan social à la fin de chaque année. A la manière du bilan financier de l'entreprise, il donne des indications en fin d'année sur la santé des ressources humaines. Son analyse porte sur l'évolution des indicateurs d'une année à l'autre à fin de connaître les potentialités globales et estimer le risque social de l'entreprise25(*). Etablit en sept rubriques (emploi, rémunération conditions d'hygiène et de sécurité, autres conditions de travail, formation relations professionnelle, autres conditions de travail relèvent de l'entreprise) il est un instrument de pilotage pour envisager l'amélioration des politiques sociales. Les indicateurs qui permettent son analyse sont par exemple : la pyramide des âges, la répartition de contrats de travail, l'absentéisme, les départs, les promotions, les rémunérations, les actions de formations et leur coûts. - Le développement d'une politique de mesure des performances. L'un des handicaps majeurs de notre étude a été la non disponibilité des données pertinentes en quantité pour évaluer le degré du problème. Or ce n'est que par la mesure qu'un jugement objectif peut être porté. De ce fait une telle politique en permettant d'organiser le système documentaire nécessaire à la collecte de l'information permettra de consolider les acquis en terme de bon résultats mais aussi de déceler les points défaillants dans la performance du personnel et la prise de mesure efficaces, pour les améliorer. II-2-3- Le changement organisationnel par le développement du management de la qualité à l'huilerie et à la SOCAPALM Le changement l'organisationnel est le passage d'un état stable à un autre état stable considéré par les dirigeants comme mieux adapté aux défis auxquels l'entreprise est confrontée.26(*) Et parlant de défis justement la promotion du management de la qualité à la SOCAPALM devrait en être un, tant les multiples possibilités qu'il offre pour améliorer son système de gestion et la production n'est plus a démontrer. Ainsi devra-t-on. · Appliquer le principe du PDCA (plan, Do, Check, Act) à tous les processus de l'huilerie. C'est une démarche qui permet de continuellement remettre le processus en cause, consolider les acquis et s'orienter vers l'atteinte de la perfection. · Vulgariser l'usage des outils de la qualité. Cette vulgarisation permettra des actions synergiques et concertantes dans les prises de décisions avec pour finalité l'amélioration de la gestion interne. · La création sur l'organigramme de la SOCAPALM du poste de responsable qualité. L'organigramme de la SOCAPALM présentant un certain engorgement avéré des directions, la DPLQ (direction de la production logistique qualité) doit ressortir un poste de responsable qualité ayant pour mission de piloter tous les programmes qualités de la SOCAPALM dans ses unités et garantir leur efficience. · Mettre en place un système de management de la qualité dans le but de synchroniser les activités de la SOCAPALM à la politique qualité édictée par le directeur général. CONCLUSION PARTIELLE Cette partie de notre travail qui s'est voulue très empirique nous aura permis d'aborder les deux volets de l'étude et de présenter notre contribution somme toute modeste à la résolution du problème. A partir du diagramme d'Ishikawa nous avons effectué un diagnostic permettant de ressortir les causes des mauvaises performances au lieu de travail et proposer une démarche d'optimisation. L'apport des outils de la qualité a été précisé et nous avons à cet effet présenté un projet de formation à l'usage de ces outils. Projets qui présente un large potentiel en terme de gains espérés. Suivants ces analyses, nos suggestions ont porté sur certains postes de l'huilerie et sur l'organisation et le fonctionnement de l'huilerie et de la SOCAPALM. CONCLUSION GENERALE
A la fin de notre travail dont le problème était de parvenir à trouver des voies et moyens pour rendre le travail des salariés plus productif et de montrer l'apport des outils de la qualité à cette quête de la performance, un regard rétrospectif s'impose pour éclairer notre logique et notre démarche. En effet, sa première partie nous aura permis de présenter la SOCAPALM depuis sa création à nos jours ainsi que son unité de Mbongo qui nous aura servie de cas pratique. Puis la revue de la littérature qui s'en est suivie nous aura permis de cerner les concepts d'optimisation, de poste de travail, de management de la qualité et de ses outils. La seconde partie quant à elle nous aura permis d'éffectuer un diagnostic des causes des mauvaises performances. De ce diagnostic il ressort les causes principales suivantes : - Insuffisances dans l'exercice du poste en charge de la gestion du personnel - Milieu et conditions de travail peut sécurisants - Personnel vieillissant, démotivé et résistant au changement. Pour pallier à ces dysfonctionnements nous avons présenté une démarche d'optimisation en cinq étapes, associée à elle des fiches de postes ont été élaborées. L'apport des outils de la qualité s'est fait par la présentation d'un projet rentable de formation du personnel cadre et d'encadrement et l'élaboration des fiches outils qualité prêtes à l'usage. De son côté l'enquête réalisée au moyen d'un questionnaire nous a permis de constater des manquements en ce qui concerne la formation du personnel, la disponibilité, l'état du matériel et de l'outils de production. Aussi les donnés collectés nous ont permis d'une part de ressortir les facteurs, de motivation prioritaires pour le personnel de l'huilerie. 1er Salaire et avantages sociaux 2e Environnement, sécurité au travail. 3e Organisation et méthodes de travail. Et d'autre part de valider l'hypothèse générale et les deux hypothèses secondaires. Ce qui nous à conduit à des propositions d'abord propres à certains postes spécifiques et ensuite au fonctionnement de l'huilerie et de la SOCAPALM dans son ensemble à savoir : · La promotion de la sécurité et l'assainissement des postes de travail. · L'enrichissement de la fonction de gestion des ressources humaines. · Le changement organisationnel par le développement du management de la qualité à l'huilerie et à la SOCAPALM. Au final, le personnel de l'huilerie placé ici au centre de notre étude est une ressource qu'il faut développer et protéger au même titre que les fonds et les équipements. Son développement., bien qu'ayant un coût non des moindres, est un investissement rentable aussi bien à court qu'à moyen et à long terme. L'assurance de l'efficience de cette rentabilité sera faite avec la mise en oeuvre effective du management de la qualité de ses principes, de ses outils, à l'ensemble de la structure, lui permettant ainsi de se démarquer et de relever le défi des entreprises à ce jour : Celui de la certification de son système de management de la qualité gage d'un positionnement stratégique dans un environnement qui se présage hautement concurrentiel.
FICHE DE POSTE N°1 I- Intitulé du poste : commis peseur (02) II- Rôle : Assurer la pesée des matières et matériaux à l'entrée et ou à la sortie de l'huilerie. III- Contrôle - Contrôle exercé sur lui : il est sous le contrôle du chef de quart. IV- Tâche du poste : · Réaliser la pesée des véhicules destinés au chargement ou au déchargement des produits et matières. · Dresser un état récapitulatif quotidien de l'activité du poste de pesée. · Veiller à l'hygiène et à la sécurité sur le site. V- Documents du poste : bordereau de livraison, bon d'enlèvement, rapport journalier du pont bascule, journal des mouvements. VI- Matériel du poste : Mobilier de bureau, un poste d'ordinateur, une unité centrale, une imprimante matricielle, un onduleur, un tabier relié à un lecteur de mesure. VI- Horaire de travail : le travail s'effectue par quart de 8H par jour 6H-14H et 14H-22H de Lundi à samedi VIII- Profil du titulaire du poste
IX- Incidents critiques - Mauvaise insertion des données - Confusion des bordereaux - Pesée supplémentaire (en cas de présence d'autres entités non destinées à la pesée sur le tabier lors de celle-ci). X- Indicateurs de performance - Taux de réclamation des usagers - Taux d'erreurs d'enregistrement. XI- Relation du poste Interne : le titulaire du poste est en relation avec le laboratoire, les analystes de régimes, le service informatique, le CHAP, le service de gardiennage. Externe : il est en relation avec les clients de la SOCAPALM, les fournisseurs, les livreurs de régimes. XII- Remplacement : il peut être remplacé par son collègue de service ou par tout autre employé ayant reçu la formation adéquate. FICHE DE POSTE N°2
I- Intitulé du poste : Opérateur de commande et de supervision (02) II- Rôle : coordonner les activités de déchargements des véhicules chargés de régimes et le chargement de ces régimes dans les cages. III- Contrôle du poste - Contrôle exercé sur lui : il est sous le contrôle du contre maître de fabrication. - Contrôle exercé par lui : il contrôle le travail des ouvriers de rangement des régimes dans les cages (03) et du ramasseur de fruits (01). IV- Tâches du poste : Ordonner le déchargement des véhicules - Veiller au remplissage des cages au bon tonnage, - organiser le travail de son équipe - Veiller à l'hygiène sur le site - Veiller au bon état du matériel à la disposition du poste V- Matériel de travail : Le poste dispose d'une rampe de déchargement capable de charger quatre cages à la fois, actionnées par un système de vérins à compresseur d'air à partir d'un tableau de commande. VI- Horaire de travail : le travail s'effectue par quart de 8H par jour de Lundi à Samedi 6H-14H et 14H- 22H VII- Profil du titulaire du poste :
VIII Incidents critiques : Cages à moitié remplies, occupation abusive de la rampe par les véhicules, pertes de fruits. IX- Indicateurs de performance : Poids moyen de remplissage des cages, taux de réclamation des usagers. X- Relation du poste : En interne : Le titulaire du poste est en relation avec le pont bascule, les conducteurs d'engin, le chef de quart, le C.H.A.P. En externe : Il est en relation avec les livreurs de régimes. XI- Remplacement du poste Le titulaire du poste peut être remplacé par un collègue du même poste, d'un autre poste ou par un supérieur hiérarchique. FICHE DE POSTE N°3 I- Intitulé du poste : Opérateur de stérilisation (02) II- Rôle du poste : Coordonner les activités de cuisson des régimes de noix de palme. III- Contrôle du poste : Contrôle exercé sur lui : Il est sous le contrôle du chef de quart Contrôle exercé par lui : Il contrôle le travail de l'ouvrier chargé de la porte et de l'aiguillage. IV- Tâches du poste : Surveiller le temps de cuisson des régimes · Mener les activités de cuisson · Procéder aux enregistrements des différentes étapes de cuisson. · Organiser le travail du poste de travail. · Ordonner la sortie des trains du stérilisateur. V- Documents du poste : Fiche d'enregistreur de stérilisateur , Journal des enregistrements des étapes de stérilisation. VI- Matériel du poste : Le poste dispose de quatre stérilisateurs munis d'enregistreurs de stérilisateur, de vannes de purges et d'admission de la vapeur et d'un mano de pression. VII- Horaire de travail : Le travail s'effectue par quart de 8H par jour de Lundi à Samedi : 6H-14H et 14H-22H. VIII- Profil du titulaire du poste
IX- Incidents critiques : · Non respect des différentes étapes de cuisson. · Non fermeture des vannes d'admission de la vapeur dans le stérilisateur avant le dégagement par pot. · Non dégagement de la vapeur du stérilisateur avant son ouverture. X- Indicateurs de performance : · Tonnage oeuvré par jour · Nombre d'accident de travail · Pourcentage d'huile dans les condensats. XI- Relation du poste : En interne : · Le poste est en relation avec le chef de quart · Les conducteurs d'engin · Les opérateurs de la chaufferie. XII- Le remplacement du poste : Peut être remplacé par un collègue du même poste, d'un autre poste de travail ou par son supérieur hiérarchique.
FICHE DE POSTE N°4 I- Intitulé du poste : opérateur d'extraction (06) dont 02 au palan. II- Rôle du poste : Assurer l'égrappage, le malaxage et le pressage de fruits déjà cuits et extraire le maximum de jus brut. III- Contrôle du poste : - Contrôle exercé sur lui : Il est sous le contrôle du chef de quart - Contrôle exercé par lui : Il contrôle le travail des ouvriers malaxeur, d'accrochage des cages et de nettoyage sauterelle et tamis. IV- Tâches du poste : Coordonner et organiser le travail au sein du poste d'extraction. · Veiller au bon fonctionnement des machines et signaler rapidement toute anomalie · Procéder au réglage des machines · Veiller à l'hygiène et à la sécurité sur le site.
V- Document du poste : Rapport d'extraction VI- Matériel du poste : Le poste dispose par chaîne d'un palan d'un égrappoir, de deux malaxeurs de deux ou trois presses selon la chaîne d'un bac à eau, d'un tamis vibreur, d'un déssableur, d'un bac à jus brut et d'une vis de communication entre les deux chaînes. VIII- Horaire de travail : le travail s'effectue par quart de 8H par jour de Lundi à Samedi : 6H-14H-14H-22H. VIII- Profil du titulaire du poste
IX- Incidents critiques : · Chute des cages · Fonctionnement à vide des malaxeurs · Débordement des malaxeurs X- Indicateurs de performance : Taux d'extraction, pourcentage d'huile dans les tourteaux, tonnage oeuvré, nombre d'accident de travail, taux de dilution du jus brut. XI- Relation du poste : Le titulaire du poste est en relation avec le chef de quart, avec le poste de stérilisation, de clarification, de la chaufferie ,de la centrale, de la palmisterie et avec les conducteurs d'engins. XII- Remplacement : Il peut être remplacé par un collègue du même poste, d'un autre poste ou par un supérieur hiérarchique. FICHE DE POSTE N°5 I- Intitulé du poste : Opérateur de commande et de supervision de la clarification (04). II- Rôle du poste : Extraire le maximum d'huile de palme à partir du jus brut provenant du bac à jus brut et des différentes récupérations à certaines étapes de la chaîne de production. III- Contrôle du poste : Contrôle exercé sur lui : il est sous le contrôle du chef de quart IV- Tâches du poste : - Veiller au bon fonctionnement de la chaîne de production - Effectuer des réglages - Tenir le registre de clarification - Signaler tout disfonctionnement dans la chaîne de production.
V- Document du poste : Registre de clarification VI- Matériel et outils du poste : Le poste dispose de deux décanteurs, de cinq éboueuses centrifugeuse, d'une colonne d'ébullition d'un bac à huile semi finie, d'un bac à huile finie. VII- Horaire de travail : Le travail s'effectue par quart de 8H par jour de Lundi à Samedi : 6H-14H et 14H-22H. VIII- Profil du titulaire du poste
IX- Incidents critiques : usinage à faible température. X- Indicateurs de performance : taux d'extraction, taux d'humidité de l'huile, taux de récupération des centrifugeuses, nombre d'accident de travail. XI- Relation du poste : Il est en relation avec le poste d'extraction, le florentin, la centrale électrique, la chaufferie, le laboratoire. XII- Remplacement : Il peut être remplacé par un collègue du même poste, d'un autre poste de travail ou par un supérieur hiérarchique. FICHE DE POSTE N°6 I- Intitulé du poste : Pointeur analyse régime (02). II- Rôle du poste ; Contrôler la qualité des régimes livrés à l'huilerie II- Contrôle du poste : - Contrôle exercé sur lui : Il est sous le contrôle du chef de laboratoire. - Contrôle exercé par lui : Il contrôle le travail des ouvriers de tri (04). IV- Tâches du poste : § Sélectionner les fournisseurs de régimes à être soumis à l'analyse, § Analyser les régimes, § Dresser les statistiques des analyses et faire les observations § Organiser le travail de l'équipe. V- Document du poste : cahier d'analyse et fiche d'analyse de régimes. VI- Matériel de travail du poste : Le poste dispose de fourches, de pèles, des râteaux à feuilles. VII- Horaire de travail : Le travail s'effectue de 8H-17H avec une heure de pause de Lundi à Samedi. VIII- Profil du titulaire du poste
IX- Incident critique : Faible tonnage analysé. X- Indicateurs de performance : Tonnage analysé, diversité des fournisseurs analysés, nombre d'accidents de travail. XI- Relation du poste : - En interne : Le poste est en relation avec le poste de pesage, le laboratoire, la rampe de chargement, les conducteurs d'engins. - En externe : Il est en relation avec leslivreurs de régimes. XII- Remplacement : Il peut être remplacé par un collègue du même poste, d'un autre poste ou par un supérieur hiérarchique. FICHE DE POSTE N°7 I- Intitulé du poste : Opérateur de commande et de supervision de la palmisterie (02) II- Rôle du poste : Coordonner les activités de la palmisterie III- Contrôle du poste : - Contrôle exercé sur lui : Le poste est sous le contrôle du chef de quart. - Contrôle exercé par lui : Il contrôle le travail des aides opérateurs (02) et des ouvriers d'ensachage et de fermeture des sacs (04). IV- Tâches du poste : Surveiller le fonctionnement de la chaîne, l'ensachage et le stockage des amandes, organiser le travail des ouvriers signaler tout disfonctionnement et procéder à des réglages. V- Documents du poste : Rapport de palmisterie VI- Matériel du poste : Le poste dispose par chaîne d'un séparateur de fibre, d'un tromel polisseur, d'une vis émottoire, d'un concasseur, d'un radiateur et d'un silo de stockage. VII- Horaire de travail : Le travail s'effectue par quart de 8H par jour de Lundi à Samedi 6H-14H et 14H-22H. VIII- Profil du titulaire du poste
IX- Incident critique : Disfonctionnement non signalé. X- Indicateurs de performance : Tonnage ensaché, taux d'humidité des amandes, nombre d'accident de travail, taux d'impuretés des amandes. XI- Relation du poste : - En interne : Il est en relation avec l'extraction et la chaufferie, et le laboratoire. - En externe : Il est en relation avec le prestataire de service chargé du chargement des véhicules des clients. XII- Remplacement du poste : Il peut être remplacé par un collègue du même poste, d'un autre poste ou par un supérieur hiérarchique. FICHE DE POSTE N°8 I- Intitulé du poste : Opérateur de commande et de supervision de la chaufferie (02). II- Rôle du poste : Produire de la vapeur en qualité suffisante pour les besoins de la centrale et de la chaîne de production. III- Contrôle du poste : Contrôle exercé sur lui : Il est sous le contrôle du chef de quart. - Contrôle exercé par lui : Il contrôle le travail des aides opérateurs (02) et des ouvriers du foyer et des cendres (04). II- Rôle du poste : Produire de la vapeur en quantité suffisante pour les besoins de la centrale et de la chaîne de production. III- Contrôle du poste : Il contrôle le travail des aides opérateurs (02) et des ouvriers du foyer et des cendres (04). IV- Tâches du poste : Préparer le démarrage de la et/ou des chaudières, veiller à son chargement en contime, veiller à la sécurité et à l'hygiène sur le site. Contrôler les paramètres de température et de pression, organiser le travail, tenir le cahier de rapport de la chaudière. V- Horaire de travail : Le travail s'effectue par quart de 8H de Lundi à Samedi 6H-14H et 14H-22H. VII- Document du poste : Cahier de rapport de le chaufferie VIII- profil du titulaire du poste
IX- Incident critique : Arrêt de la chaudière X- Indicateurs de performance : Niveau de pression de la vapeur, nombre d'accident de travail. XI- Relation du poste : Le poste est en relation avec la centrale, le laboratoire et tous les autres postes de la chaîne de production. XII- Remplacement : Il peut être remplacé par un collègue du même poste, d'un autre poste ou par un supérieur hiérarchique. FICHE DE POSTE N°9 I- Intitulé du poste : Opérateur turbine et groupe (04). II- Rôle du poste : Gérer l'énergie électrique produite par la centrale et celle en prévenance du réseau national. III- Contrôle du poste : Contrôle exercé sur lui : Il est sous le contrôle du chef de quart IV- Tâches du poste : - Mettre en marche et en arrêt les turbines et le groupe électrogène - Répartir l'énergie aux différentes consommations - Contrôler le fonctionnement des turbines - Procéder aux enregistrements. V- Document du poste : Cahier d'enregistrement de la centrale VI- Matériel du poste : La centrale dispose des 03 turbines, d'un groupe électrogène, d'un Master pack et d'un transformateur. VII- Profil du titulaire :
VIII- Horaire de travail : Le travail s'effectue par quart de 9H par jour de Lundi à Samedi à raison de trois quarts par jour. IX- Incidents critiques : - Mauvais réglages au Master Pack et sur les turbines - Court circuit X- Indicateurs de performance : Nombre d'accidents de travail, tension et fréquence de l'énergie distribuée. XI- Relation du poste : Le poste est en relation avec la chaufferie, le contre maître de fabrication et les autres postes de la chaîne. XII- Remplacement : Il peut être remplacé par un collège du même poste ou par un supérieur hiérarchique. FICHE DE POSTE N°10 I- Intitulé du poste : Commis d'expédition d'huile (02). II- Rôle du poste : Servir aux clients et autres usagers l'huile de palme brute stockée dans les tanks. III- Contrôle du poste : Il est sous le contrôle du contre maître de fabrication IV- Tâches du poste : Vérifier l'authenticité des documents à lui présenter par les usagers. - Servir les quantités d'huiles indiquées - Dresser un état quotidien de l'expédition d'huile. V- Document du poste : Cahier d'expédition d'huile. VI- Matériel et outillage du poste : Le poste d'expédition dispose de 05 tanks de stockage d'huile finie d'une capacité totale de 5250 tonnes,de deux postes d'expédition. VII- profil du titulaire du poste :
VIII- Horaire de travail : Le travail s'effectue par quart de 8H par jour de Lundi à Samedi IX- Incident critique : perte d'huile . X- Indicateurs de performance : Taux de réclamation des clients, temps moyen de service. XI- Relation du poste : Interne : Il est relation avec le chef de quart, le laboratoire. Externe : Il est en relation avec les clients de la SOCAPALM. XII- Remplacement : Il peut être remplacé par un collègue du même poste ,d'un autre poste ou par un supérieur hiérarchique. FICHE DE POSTE N°11 I- Intitulé du poste : Chef de laboratoire (01). II- Rôle du poste : Assurer le contrôle de la qualité de la matière première, des encours de production et des produits finis. III- Contrôle du poste : - Contrôle exercé sur lui : Il est sous le contrôle du C.H.A.P - Contrôle exercé par lui : Il contrôle le travail des laborantins (03). IV- Tâches du poste : Organiser le travail au laboratoire, produire les chiffres de production, coordonner les analyses qualités et proposer des mesures correctives, assurer le traitement et les analyses de l'eau de chaudière. V- Documents du poste : Fiche de résultat d'analyses de laboratoire, cahier de production, cahier d'analyse de l'eau de chaudière. VI- Matériel du poste : Le laboratoire dispose de deux déssicateurs d'une étuve, de deux balances électroniques, de deux plaques chauffantes, de deux chauffe ballons, d'un agitateur, de deux potences, deux pipettes, des fioles, des picettes, d'un indicateur de silice, d'un PH mètre numérique, un distillateur, des produits d'analyses ect. VII- Profil du titulaire du poste
VIII- Horaire de travail : Le travail s'effectue de 7H à 17H avec 2H de pause de Lundi à Samedi. IX- Incidents critiques : Non traitement de l'eau de chaudière, non réalisation des analyses pendant le fonctionnement. X- Indicateurs de performance : Fréquence des analyses, temps de mise a disponibilité des résultats d'analyse, taux de réclamation des clients, taux d'extraction, nombre d'accident de travail. XI- Relation du poste : Il est en relation avec le pont bascule, la CHAP, le C.H et tous les autres postes de la chaîne de production. XII- Remplacement : Il peut être remplacé par un laborantin ou par un supérieur hiérarchique. FICHE DE POSTE N°12 I- Intitulé du poste : chef de quart (03). II- Rôle du poste : Superviser les activités du quart de travail. III- Contrôle du poste : - Contrôle exercé sur lui : Il est sous le contrôle du C.H.A.P. - Contrôle exercé par lui : Il contrôle l'ensemble du personnel de fabrication IV- Tâches du poste : - Coordonner les activités de démarrage de la chaîne de production. - Veiller au bon fonctionnement de la chaîne de production - Surveiller et contrôler le travail des ouvriers - Repérer et signaler les pannes dans la chaîne de production - Tenir le registre de rapport d'inspection et de fabrication - Veiller à l'hygiène sur le site et à la sécurité. V- Document du poste : Rapport d'inspection et rapport de fabrication. VI- Matériel et outillage du poste : Le poste dispose d'un bureau équipé d'un matériel de bureau. VII- Horaire de travail : Le travail s'effectue par quart de 8H par jour de Lundi à Samedi 6H-14H et 14H-22H. VIII- Profil du titulaire du poste :
IX- Incident critique : - Arrêt de la chaîne de production. X- Indicateurs de performance : - Taux de présence aux postes - Temps de détection et de signalement des anomalies - Pertinences des actions correctives et préventives - Nombre d'accidents de travail - Tonnage oeuvré jour - Le taux d'extraction. XI- Relation du poste : Il est en relation avec tous les postes de la chaîne de production, le laboratoire et le CHAE. XII- Il peut être remplacé par un collègue du même poste ou par un supérieur hiérarchique. FICHE DE POSTE N°13 I- Intitulé du poste : CHA. Chargé de la production (01). II- Rôle du poste : Superviser les activités de production de l'huilerie. III- Contrôle du poste : - Contrôle exercé sur lui : il est sous le contrôle du C.H. - Contrôle exercé par lui : il a sous son contrôle le chef de laboratoire et les chefs de quart. IV- Tâches du poste : Etablir un programme de travail - Veiller au suivi des paramètres de production (pertes, taux, extraction, acidité, qualité de régimes...). - Elaborer les statistiques de production - Mettre sur pied les mesures correctives - Veiller au service des clients. V- Document du poste : Rapport de fabrication. VI- Matériel du poste : Il a à sa disposition un bureau équipé d'un mobilier. VII- Profil du titulaire du poste :
VIII- Horaire de travail : Le titulaire du poste dispose de la liberté de gérer son temps de travail mais avec l'obligation cependant de faire au moins 8H de travail par jour. IX- Incident critique : Arrêt de la chaîne de production en plein usinage. X- Indicateurs de performance : Rapport quantité oeuvré / temps d'usinage jours, taux d'extraction. XI- Relation du poste : Il est en relation avec le C.H, le chef de laboratoire, les chefs de quart. XII- Remplacement : Il peut être remplacé par le contre maître de fabrication sous la supervision du C.H. NB : xxxxx = indifférent
FICHE OUTILS 1 : DIAGRAMME DE PARETO BUT c'est un diagramme sous forme de bâton, qui aide à déterminer quels problèmes il faut résoudre et l'ordre dans lequel ils doivent être résolus. Il permet de visualiser un classement selon des critères quantitatifs qui peuvent être la fréquence, le coût, un nombre d'apparition, un résultat de vote. MÉTHODE · Etablir la liste des problèmes (ou causes, ou options...) et quantifier l'importance de chacun d'eux (en nombre, en coût en temps...).
Ø en ordonnées (axe vertical) pourcentage ou nombre, Ø en abscisse (axe horizontal) les largeurs équivalentes pour chaque attribut, Ø représenter les bâtons correspondants aux valeurs du tableau pour chaque attribut, Ø prendre la valeur à 80% sur l'axe des ordonnées et descendre sur l'axe des abscisses. EXEMPLE On veut ranger les causes d'apparition d'un défaut en fonction du nombre de fois où elles interviennent (sur la base de 20 relevés):
100 90 80 70 60 50 40 30 20 10
Cause Cause Cause Cause Cause 3 4 2 1 5 Quand on aura éliminé les causes 3 et 4, on aura supprimé 80% des défauts. CONSEILS Ø Ce diagramme est très utile pour faire ressortir la cause principale d'un problème. On attaquera les causes dans l'ordre des hauteurs de colonne, en refaisant des diagrammes au fur et à mesure de la mise en application des solutions retenues, pour en suivre l'évolution. Ø Ce diagramme peut également être utilisé à différents stades de la démarche, de résolution de problèmes, par exemple pour visualiser les résultats d'un vote pondéré. On peut regrouper dans une classe « divers » tous les attributs apparaissant avec un pourcentage inférieur à un seuil que l'on s'est fixé. La largeur de la colonne sera la même que les autres, mais elle sera souvent plus haute puisqu'elle cumule plusieurs valeurs. FICHE OUTILS N°2 : le QQOQCP But Il permet de réunir toutes les informations liées au problème traite Méthode L'animateur pose 6 questions auxquelles le groupe devra apporter des réponses concrètes : Qui : qui est concerné ? qui a identifié, qui a soulevé le problème ? qui est acteur ? Quoi : quel est le problème ? Où : où se situe le problème géographiquement et/ou sur le produit ? Quand : depuis quand a-t-on le problème ? Comment : comment est fabriqué, réalisé le produit en question ? Combien : toutes données relatives aux questions, combien de produits en cause ? quelle est la mesure du défaut ? quelle est la fréquence ? Pourquoi : On attaque ici la phase suivante : « Recherche des causes » CONSEILS · Cette phase se prépare : avant de réunir un groupe de travail, on répartira le rôle de chacun dans la recherche des données. · Il faut être rigoureux sur la notion des faits : on travaillera sur des constats précis et non des opinions. · La grille QQOQCCP et à construire à chaque fois avec des questions spécifiques au problème. · La méthode est/n'est pas pourra être judicieusement associée au QQOQCCP. · On recherche le non problème : où n'y a-t-il pas le problème ? Quand n'avons-nous pas le problème ?... FICHE OUTILS 3 DAGRAMME D'ISHIKAWA BUT C'est un schéma en « arête de poisson » qui, dans les groupes de résolution de problèmes, est utilisé pour visualiser l'enchaînement logique dans causes (rangées par catégorie) qui produisent un même effet. Sa construction permet de classer clairement les idées et en provoque de nouvelles. METHODE Ø Répartir les causes possibles issues d'un brainstorming (voir fiche brainstorming) dans les cinq catégories suivantes (5M) : Machines - Main - d'oeuvre -Méthodes -Matières - Milieu Ø Les catégories peuvent prendre d'autres noms adaptés au problème et/ou peuvent être plus ou moins nombreuses (il est souhaitable de ne pas dépasser 6), mais dans tous les cas, doivent être définies clairement pour que tous les membres du groupe soient d'accord sur leur signification. Tracer la base du diagramme « arêtes de position » : Machines Main-d'oeuvre Effet Méthodes Méthodes Méthodes Ø Remplir chacune des branches en identifiant si possible les enchaînements de causes. En principe, sur les « arêtes » principales, ne doivent être inscrits que les causes directes de l'effet étudié. EXEMPLE On étudie les causes d'une surconsommation d'essence pour une voiture. 1. Classement des causes par domaine - Machine ou matériel : déréglage carburateur, déréglage allumeur, starter bloqué, forme voiture. - Main-d'oeuvre : formation, non respect des consignes d'entretien (réglage, contrôle pneumatique). - Méthode : absence contrôle pression (visuel), mauvaise conduite, surcharge véhicule, horaire de circulation « bouchon », choix du véhicule inadapté, type de trajet. - Milieu : état des routes, bouchons. METHODES Bougies MACHINE Déréglage Carburateur Déréglage Allumer Starter Bloqué Forme Voiture MAIN D'OEUVRE Contrôle Pression Etat Routes Non respect Des cosignes Réglage Surconsommation d'essence Vis platinées MATIERES Pas de contrôle Visuel Mauvais conduite Surcharge du Véhicule Horaire de circulation Bouchons MILIEU Formation 2. Tracé du diagramme d'Ishikawa CONSEI Conseils Si les causes sont trop nombreuses, et/ou le diagramme trop compliqué, il peut être utile de construire des sous-familles. Une même cause peut apparaître dans plusieurs arêtes. Ce qui est important c'est que celui qui énonce la cause justifie la catégorie dans laquelle il la classe. Lorsque l'on construit la discussion peut amener à découvrir de nouvelles causes. Il faut les prendre en compte en les classant dans l'une des 5 catégories. Une fois la (les) cause (s) probable (s) sélectionné (s), les 5 Why's (les 5 pourquoi ?) permettent de remonter à la cause à l'origine. Pourquoi ? CAUSE Pourquoi ? CAUSE1 CAUSE1 FICHE OUTILS 4 BRAINSTORMING - CREATIVITE BUT Recherche en groupe le plus grand nombre d'idées possible, nouvelles, originales, sans se soucier a priori de leur pertinence. METHODE · Chaque membre doit pouvoir exprimer librement toutes ses idées. · Limiter le temps de la séance. · Donner une idée à la fois. · Ne pas critiquer les idées émises, ne pas se critiquer soi-même. · Noter toutes les idées sans exception et avec les mots utilisés. · Piller les idées des autres. · Ecouter. · Donner le plus d'idées possible (même les idées folles). CONSEILS · Dans ce type de séances de créativité, il faut faire abstraction des craintes ou contraintes habituelles (peur de la hiérarchie, peur du ridicule, désir de respect humain, jugement des autres, autocensure...). · L'animateur doit créer l'ambiance propice à la production d'idées. Il peut par exemple lancer la première idée un peu folle... · L'animateur doit réguler : c'est-à-dire ne pas laisse parler tout le monde en même temps, mais faire en sorte que chacun puisse exprimer son idée. Pour cela, il ne doit pas avoir le rôle de secrétaire. · Il est important de maintenir un certain rythme de production des idées. · La séance peut se terminer par un tour de table où chacun, après 1mn de réflexion, donne une idée nouvelle. FICHE OUTILS 5 MATRICE MULTI-CRITERES BUT § Amener l'individu ou le groupe à un choix programmé. § Rendre la comparaison entre les différentes solutions la plus objective possible. § Faciliter l'obtention du consensus. Méthode La matrice multicritères est utilisée plus particulièrement pour le choix des solutions à mettre en oeuvres : § Faire la liste des solutions potentielles. § Regrouper les solutions par catégories. La solution finale pourra être une combinaison de solutions prises dans chacune des catégories complémentaires. § Choisir les critères qui permettront de « coter » chacune des solutions, par exemple : coût, efficacité, délai de mise en oeuvre, facilité, durabilité, rentabilité,.. § Se donner une échelle de valeur de 1 à 5 (5 étant la meilleure solution) ou de - à ++. § Hiérarchiser les critères, éventuellement, en leur donnant des poids différents selon l'importance qui leur est accordée et les contraintes connues de décision. § Coter chaque solution selon l'échelle de valeur donnée sur les critères pilotes (les plus importants). Ceci permettra de faire un premier tri et d'éliminer immédiatement les solutions manifestement mauvaises sur les critères importants. § Finir la cotation sur les autres critères, toujours solution par solution. § Si la cotation a été faite en valeur de 1 à 5 on peut donner une note globale aux solutions tenant compte du poids relatif de chaque critère.
chiffres pilotes Autres critères Poids x 2 poids x 1 C'est la solution 3 qui sera préférée. CONSEIL Il faut s'efforcer de récolter le maximum d'informations pour remplir la matrice. Si des informations chiffrées sont disponibles, il faut les faire apparaître. D'autres critères non quantifiables peuvent être rajoutés pour affiner le choix. Indiquer par exemple les répercussions secondaires... NB : La matrice de décision peut être utilisée comme premier filtre de choix. On examine pour chaque solution si cette dernière répond « oui » ou « non » au impératifs définis. On choisit la (ou les) solution (s) qui satisfait positivement à tous les impératifs. On peut ensuite affiner le choix en utilisant la matrice multicritères. FICHE OUTILS 6 VOTE PONDERE BUT Il permet à un groupe de choisir efficacement la meilleure proposition possible parmi un certain nombre. METHODE o Chaque membre du groupe dispose de 15 points qu'il doit répartir sur cinq idées seulement. Ces idées, causes, solutions... sont repérées par des lettres A, B, C... dans le tableau ci-dessous. o Chacun vote le poids 5 pour l'idée qui lui parait être très importante, 4 pour celle qui vient en second, 3 pour la troisième, 2 pour la quatrième, 1 pour la cinquième. Le tableau de vote et les idées sont affichés et lisibles de tous. o Si l'animateur vote, il le fait en dernier avec les mêmes contraintes. Il reporte sous le contrôle des membres du groupe les points attribués
· Dans la colonne « total des points », on effectue la somme des points par ligne. Il n'est pas rare de trouver des ex aequo. · Pour réduire leur nombre, on multiplie ligne par ligne le total de points par le nombre de votants. · Le classement est alors immédiat. · Dans le cas rarissime où deux idées ont obtenu rigoureusement le même classement, on discute à nouveau et éventuellement on effectue un nouveau vote. · Le vote à « main levée » est souvent suffisant si les participants l'acceptent Sinon, on recommence un vote identique mais en donnant à chacun 6 points, qu'il répartit en 3, 2,1 après avoir éliminé les idées qui n'ont obtenu aucune faveur ou celles qui sont très loin dans le classement comme exemple ici, celles qui n'ont pas atteint 30 points. Variante : Si les idées, causes, solutions... sont peu nombreuses, on peut utiliser une méthode plus rapide. · Chaque personne dispose d'un quota de points égal au nombre d'options -1 qu'elle doit répartir sur les options ; en question.
On retient l'option qui obtient le maximum de points. CONSEIL Rappelons d'abord que le nombre de participants dans un groupe de travail est idéalement compris entre 5 et 10 avec comme effectif préférentiel 7 ou 8, animateur compris. Chaque participant au vote doit donner ses résultats que lorsque tout le monde a terminé son classement individuel, y compris l'animateur de façon à ne pas influencer les autres votants. Si on classe ses idées, ce n'est pas pour leur retenir toutes mais pour garder la ou les plus importantes pour le groupe. FICHE OUTILS 7 GRILLE D'EFFICACITE BUT Repérer rapidement les solutions les plus pertinentes. METHODE Sur une grille de 9 casses on positionne les solutions selon 2 critères de choix par exemple : coût/efficacité. Choix le +++ ++ + + ++ +++ Efficacité Plus pertinent Coût On repérera sur la grille, les solutions les moins chères et les plus efficaces. CONSEIL Les 2 critères de choix seront variables selon vos objectifs. On peut imaginer travailler sur : § La rapidité de mise en place. § Les risques associés. § Le retour sur investissement. § La faisabilité... FICHE OUTILS 8 Relation client fournisseur interne BUT Permettre une meilleure gestion de l'activité interne par spécification des exigences en amant et en aval de tous les postes de travail. METHODOLOGIE GLOBALE Analyse de la relation client fournisseur tournée vers le fournisseur Diagnostic de la fonction et recentrage éventuel Analyse de la relation client fournisseur tournée vers le client interne Dialogue et négociation avec les clients et fournisseurs internes Formalisation des nouvelles relations client fournisseur internes CONSEIL La présence, l'implication, et la participation de la hiérarchie est indispens
Société Camerounaise des Palmeraies (SOCAPALM) Huilerie de Mbongo Ecole supérieure des sciences économiques et commerciales (ESSEC) Etude pour l'optimisation des postes de travail et la mise en oeuvre des outils de la qualité à la SOCAPALM : cas de l'huilerie de Mbongo Questionnaire Réalisée par : Andela Stève Patrick Etudiant en gestion de la qualité à l' ESSEC de DOUALA Stagiaire à la SOCAPALM NB : le présent questionnaire est réalisé dans le cadre d'une étude à des fins purement académiques, les informations qui pourront y être mentionnées ne feront en n'aucun cas l'objet de sanctions. Si besoin, faites vous aider pour le remplir et merci de nous le retourner ! Questionnaire de l'étude I-IDENTIFICATION DU REPONDANT Nom et prénoms :........................................................................ Nationalité :.............................................................................. Catégorie professionnelle :............................................................ Statut à la SOCAPALM : employé temporaire Niveau d'étude :........................................................................ Age :.....................sexe.............................................................
II-EXECUTION DES TACHES Q1 -Depuis combien d'années travaillez vous à la SOCAPALM ?.......ans Q2- Quel poste occupez vous actuellement ?.............................................. Q3- vos taches sont elles clairement définies ? Oui Non Q4- Des objectifs de travail vous sont ils fixés ? Oui Non Si non, pourquoi ?.......................................................................................... Si oui, à quelle fréquence ? Quotidienne Hebdomadaire Mensuelle Annuelle Q5- L'exécution de vos taches fait elle l'objet d'un suivi par un ou plusieurs indicateurs ? Oui Non Si non, comment contrôle-t-on votre travail ?.................................................... Si oui, à quelle fréquence vous est il indiqué ? Quotidienne hebdomadaire Mensuelle Q6 -Votre travail est il organisé ? Oui Non Si non, comment oeuvrez vous ?................................................................. Si oui, cette organisation améliore- t-elle votre rendement ? Oui Non Quelle appréciation pouvez vous donner à cette organisation ? Mauvaise Médiocre Moyenne Assez bonne Très bonne Q7- Les méthodes de travail à votre poste de travail sont elles adaptées ? Oui Non Si oui, améliorent-elles votre rendement ? Oui Non Ces méthodes de travail sont elles souvent améliorées ? Oui Non Q8 -Procédez vous à des enregistrements à votre poste de travail ? Oui Non Si oui, quelle est la fréquence d'exploitation de ces enregistrements ? Quotidienne hebdomadaire mensuelle Q9- Avez-vous été sensibilisé aux méthodes d'organisations du plan de travail (5S) ? Oui Non III-ENVIRONNEMENT ET SECURITE AU TRAVAIL Q10- Avez-vous des outils ou du matériel de travail à votre disposition ? Oui Non Si oui, sont- ils en quantité suffisante ? Oui Non Sont ils adaptés à votre travail ? Oui Non Sont ils en bon état ? Oui Non Sont ils sécurisants ? Oui Non Q11- À quel risque êtes vous exposé sur votre poste de travail ? Chute Odeurs Chaleur Contamination Nuisance sonore Poussières Electrocution Troubles de la vue Blessures Q12-Etes-vous victime d'un malaise, d'un mal ou d'une maladie dû au travail à votre poste ? Oui Non Si oui, lequel ? .......................................................................................................................................................................................................................................................................................... Q13 -êtes vous doté d'un équipement de protection individuelle ? Oui Non Si non, pourquoi ?................................................................................................ Si oui, est il complet ? Oui Non Est il en bon état ? Oui Non Est il adapté a votre travail ? Oui Non Q14-A quelle fréquence les équipements suivants vous sont ils dotés?
IV- FORMATION ET FACTEURS DE MOTIVATION Q15- Depuis votre entrée à la SOCAPALM avez-vous bénéficié d'une formation, séminaire ou autre ? Oui Non Si oui : Interne Externe Q16- L'exécution des taches à votre poste exige-t-elle une formation de base ? Oui Non Si oui, l'avez-vous ? Oui Non Q17- Quelle appréciation faite vous du climat social qui règne à l'huilerie de Mbongo ? Mauvais Médiocre Passable Assez bon très bon Q18- Classez les facteurs de motivation suivants par ordre d'importance selon vous.
Q19- Adhérez vous au syndicat des travailleurs ? Oui Non Si non, pourquoi ? ......................................................................................................... Si oui, vous satisfait-il ? Oui Non Q20- Avez-vous déjà entendu parler de la gestion de la qualité ? Oui Non Si oui, pensez vous qu'elle puisse contribuer à l'amélioration de vos performances ? Oui Non Q21-Parmi les outils et les méthodes de la qualité suivants, des quels faites-vous usage ?
TABLE DES MATIERES Dédicace................................................................................................................................. i Remerciements............................................................................................ .....................ii Avant propos.............................................................................................. .....................iii Resume...................................................................................................iv Sommaire................................................................................................v Liste des tableaux,Figures et schemas..................................................................... ....vi Liste des abréviations...........................................................................................................vii Introduction générale..............................................................................................................1 1ère partie : Concepts de management de la qualité et d'optimisation des postes de travail à la SOCAPALM ................................................3 CHAPITRE I : La SOCAPALM sur le marché de l'huile de palme au Cameroun et déroulement du stage au sein de l'huilerie de Mbongo.................................................................................................4 Section 1 : Présentation de la SOCAPALM.......................................................................4 II-1- Historique.........................................................................................................4 I-1-1- De 1968 à 1990..............................................................................................4 I-1-2- De 1990 au 30 Juin 2000...............................................................................5 I-1-3- Du 1er Juillet 2000 à nos jours ......................................................................8 I-2- Présentation institutionnelle de la SOCAPALM............................................10 I-2-1- Coordonnées de la SOCAPALM................................................................10 I-2-2- Structure de l'organigramme.......................................................................10 I-2-3- Les organes de gestion................................................................................13 I-3- Les activités de la SOCAPALM.....................................................................13 I-4- Le marché de la SOCAPALM........................................................................19 I-5- Les projets de la SOCAPALM.......................................................................21 Section II- Déroulement du stage au sein de l'huilerie de Mbongo.........................23 II-1- Présentation de l'unité des Mbongo.............................................................23 II-2- Présentation de l'huilerie de Mbongo..........................................................24 II-3- Le laboratoire de l'huilerie............................................................................27 II-3-1- Le rôle du laboratoire.................................................................................27 II-3-2- Les contrôles au laboratoire.......................................................................27 II-4- Le stage académique.....................................................................................28 II-4-1- L'obtention du stage...................................................................................28 II-4-2- Le programme de travail du stage..............................................................29 II-4-3- Les activités du stage.................................................................................29 II-5- Les difficultés rencontrées............................................................................30 CHAPITRE II : Les concepts de qualité et d'optimisation des postes de travail.................................................................................................31 section-I- Le concept de qualité définition, caractéristiques..........................................31 I-1- Définition de la qualité..................................................................................32 I-2- Historique......................................................................................................33 I-3- Les caractéristiques de la qualité et le management de la qualité............................................................................34 I-3-1- Les caractéristiques de la qualité.................................................................34 I-3-1-1 Les principes de base de la qualité............................................................35 a. La conformité........................................................................................35 b. La prévention.........................................................................................35 c. Le zéro défaut........................................................................................35 a. la mesure........................................................................36 I-3-1-2- Les coûts d'obtention de la qualité...........................................................36 I-3-1-3- Les facteurs affectants la qualité...............................................................37 I-3-2- Le management de la qualité........................................................................38 I-3-2-1- Principes de bases du management de la qualité......................................38 a. L'amélioration continue..........................................................................38 b. L'approche processus.............................................................................39 c. L'audit qualité........................................................................................39 I-3-2-2- Normalisation et certification....................................................................40 I-3-3- Les outils qualité et les méthodes statistiques..............................................41 I-3-3-1- Les outils de la qualité..............................................................................41 a. Les sept outils de base.............................................................................41 b. Les techniques de travail de groupe.......................................................42 I-3-3-2- Les méthodes statistiques..........................................................................42 Section II- Le concept d'optimisation des postes de travail............................................43 II-1- Définition.......................................................................................................43 II-1-1- Le poste de travail......................................................................................43 II-1-2- Le concept d'optimisation..........................................................................43 II-2- Les axes d'optimisation d'un poste de travail...............................................44 II-2-1- L'environnement de travail........................................................................44 a. Le milieu de travail...........................................................................44 b. L'organisation du travail...................................................................44 II-2-2- Le matériel et l'outillage de travail...........................................................44 II-2-3- L'homme....................................................................................................45 II-3- L'intérêt de l'optimisation des postes de travail...........................................45 CONCLUSION PARTIELLE.................................................................46 2e Partie : Etude empirique pour l'optimisation des postes de travail enquête et suggestion d'analyse................................47 CHAPITRE III : Diagnostic de la performance solution à l'optimisation des postes de travail, méthodologie de l'enquête...............................48 Section 1 : Diagnostic de la performance du personnel de l'huilerie.............................48 I-1- Analyse..........................................................................................................48 I-1-1- Situation générale de l'huilerie....................................................................48 I-1-2- Le problème et les manifestation.................................................................49 I-1-3- Analyses de causes......................................................................................49 a. Les causes liées aux matières de travail................................................50 b. Les causes liées aux matières utilisées..................................................51 c. Les causes liées à l'outil et au matériel de travail .................................51 d. Les causes liées à l'organisation et aux méthodes de travail................................................................................................51 e. Les causes liées à la main d'oeuvre.......................................................52 I-2- Contribution à l'optimisation des postes de travail.......................................52 I-2-1- La démarche d'optimisation des postes de travail......................................53 I-2-2- Elaboration des fiches de poste .................................................................55 Section 2 : L'apport des outils de la qualité à l'optimisation des postes de travail..........................................................................................55 II-1- La pratique de la qualité à l'huilerie.............................................................56 II-1-a- Le contrôle qualité aux diverses étapes de production..............................56 II-1-b- La responsabilité des problèmes de qualité...............................................57 II-2- L'apport des outils de la qualité...................................................................58 II-2-1- La mise en oeuvre des outils de la qualité.................................................58 II-2-2- Les avantages de la mise en oeuv des outils de la qualité..............................................................59 II-3- Interprétation des graphiques de production.................................................59 II-3-1- Interprétation de l'évolution du taux d'extraction mensuel (2007-2008)..............................................................................60 II-3-2-Interprétation de l'évolution du taux d'extraction des amandes (2007-2008)............................................................... .61 II-3-3-Interprétation de l'évolution du taux d'extraction journalier année 2008..................................................................................62 II-4- Contribution à la mise en oeuvre des outils de la qualité..........................63 II-4-1- Contribution au programme qualité...........................................................63 - Sensibilisation au port des EPI................................................................63 - Sensibilisation au 5s................................................................................63 II-4-2- Présentation du projet de formation du personnel cadre et d'encadrement de l'huilerie à l'usage des outils de la qualité.........................................................................................63 II-4-3 Présentation des fiches outils qualités.........................................................66 Section 3 : Méthodologie de l'enquête réalisée................................................................66 III- 1-Identification et opérationnalisation du problème......................................66 III-1-1- Définition du problème...................................................... ..................66 III-1-2- Objectifs et intérêts de l'étude..................................................................67 III-1-3- Hypothèses de l'étude et besoins en informations....................................68 III-2- Démarche de l'étude....................................................................................68 III-3- Elaboration du plan d'échantillonnage........................................................69 III-3-1- Définition de la population de l'unité statistique.....................................69 III-3-2-Détermination de la taille de la population à interroger.....................69 II-4- Collecte des données.....................................................................................69 III-4-1- Présentation du questionnaire..................................................................70 III-4-2- L'administration du questionnaire...........................................................70 III-4-3- Dépouillement du questionnaire..............................................................70 CHAPITRE IV : Présentation, analyse des résultats de l'étude empirique et suggestions d'amélioration............................................72 Section 1 : Présentation et analyse des résultats de l'enquête........................................72 .91 I-1- Information générales sur les répondants................................................72 I-2 Execution des taches....................................................................74 I-3 Environnement et la sécurité au travail..............................................78 I-4 Formation et facteur de motivation...................................................81 I-5 Vérification des hypothèses...........................................................82 Section 2 : Suggestions à l'optimisation des postes de travail.......................................83 II-1- Suggestions spécifiques à l'amélioration des performances à certains postes de travail...............................................83 II-2- Suggestions d'amélioration relatives au fonctionnement de l'huilerie et de la SOCAPALM...............................................................85 II-2-1- La promotion de la sécurité et l'assainissement des postes de travail...................................................................................85 II-2-2- L'enrichissement de la fonction de gestion des ressources humaines...........................................................................86 II-2-3- Le changement organisationnel par le développement du management de la qualité à l'huilerie et à la SOCAPALM.................................................................................87 CONCLUSION GENERALE...........................................................................89 OUVRAGES SPÉCIFIQUES Ø Jean Michel Saussois :Théorie des organisations collection repères nombre 2007. Ø Jean Marc le Gall : La gestion des ressources humaines édition PUF Mai 2007. Ø Lexique d'économie par Ahmed Silem et Jean Marie Albertini édition Dalloz, 7e Edition 2002. Ø Jean Bernard Bruneteaux : Gestion des ressources humaines et communication édition PUCAC ,4e édition 2007. Ø Strategor : politique générale de l'entreprise 4e édition, Dunod 2005 Ø Management l'essentiel des concepts et des pratiques Stephien Robbins- David Decenzo, 4e édition Nouveaux Horizons Septembre 2006. Ø Management de la qualité : Jean Marie Gogue, 2e édition Economica Janvier 1997. Ø Daniel Duret et Maurice Pillet qualité en production édition d'organisation 2e édition 3e tirage 2003. Ø Le manuel qualité outil stratégique d'une démarche qualité Michel Perigord AFNOR 1994 2e tirage. Ø courtois (A) et collaborateur gestion de la production édition d'organisation 8e tirage Paris 2000. Ø Périgord : Réussir la qualité totale, édition d'organisation collection management Paris 2000. Ø Les outils du management de la qualité Alain Bernillon et Olivier Ceruti les éditions d'organisation 1994. Ø Le technicien d'agriculture tropical : le palmier à huile édition maison neuve et Larose par Jean Charles Jacquemard 1995. AUTRES OUVRAGES ET COURS
AUTRES DOCUMENTS o Le code du travail camerounais du 14 août 1992 o Le code du travail français o Magasine échos de la SOCAPALM, N°1, N°2, N°3, N°4 et N°5. MEMOIRES
- PAHO Landry : Contribution à la mise en place d'une démarche qualité à la SOCAPALM 2006. - KOUNDE BOUBA : Mise en oeuvre de la démarche qualité pour l'amélioration de la satisfaction clientèle d'une entreprise agro-industrielle : cas de la SODECOTON Cameroun 2007-2008. - Gabriel Yombi : Gestion de la qualité de service et compétitivité des coopec de Douala 2002. - DJAGA DJINDO PATRICK JOEL :Analyse des postes de travail et création d'un fichier du personnel à SAGA Cameroun :cas du service camionage transit février 2005 * 2 Source échos de SOCAPALM N°4 P.7 * 3 PAHO Landry : Contribution à la mise en place d'une démarche qualité à la SOCAPALM . 2006 P.16 * 4 Le technicien d'agriculture tropicale : Le palmier à huile, édition Maisonneuve et Larose, par Jean Charles Jacquemard ,1995 * 5 Le technicien d'agriculture tropicale : le palmier à huile, Ed. Maisonneuve et Larose 1995 P.195 * 6 Source rapport de stage présenté par KOUNDE BOUBA : Mise en oeuvre de la démarche qualité pour l'amélioration de la satisfaction d'une entreprise agro-industrielle cas de la SODECOTON CAMEROUN P.16, 2008 * 7Propos du Directeur général recueilli dans échos de SOCAPALM N°2 P.3 2008 * 8 Par MPOB (malaysian palm oil board) dans le Manuel de méthodes standard pour les analyses de laboratoire SOCFINCO 2008 * 9 Courtois (A) et collaborateurs gestion de la production édition d'organisation 8e tirage 2000 Paris P. 120 * 10 Perigord réussir la qualité totale, éditions d'organisation collection management 2000 Paris P.46 * 11 Périgord (M) réussir la qualité totale, édition s d'organisation, collection Management 2000 paris 1592 P45 * 12 Madame FOKA cours d'Assurance qualité ESSEC DEPA 2007/2008. * 13 Périgord (M) Réussir la qualité totale, collection Management 2000 édition d'organisation, paris 1592 P45 * 14 Daniel duret et Maurice Pillet Qualité en production de l'Iso 9000 à six sigma édition d'organisation 2e édition 2003 P.99. 15 Jean Marie Gogue Management de la qualité : 2e édition, édition économica P.55. * 15 Iso 8402 : Norme de l'international standard organisation version 1996 * 16 Loi N°96/11/du 05 Août 1996 article 2 al 1. 18 Précis de gestion des opérations et de la production par Dr. J. D. KAMDEU P. 30 * 17 Japanese Union of scientist and engineers * 18 Stephen Robbins- DAVID Decenzo : Management l'essentiel des concepts et des pratiques, édition nouveau horizon, 4e édition, septembre 2006, P.5 * 19 AHMED SILEM et Jean Marie Albertini : Lexique d'économie, édition campus Dalloz ,7e édition ,2002 P.481 * 20 Code du travail camerounais titre 6, article 95 al2. Août 1992 * 21 Source : répartition du personnel de fabrication décembre 2008 huilerie de Mbongo * 22 Source : Analyse des indisponibilités de l'exercice 2008 à l'huilerie de Mbongo * 23 J.M. le Gall la gestion des Ressources Humaines, édition PuF, 7e édition ,Mai 2007 P.105 * 24 Stratégor : politique générale d'entreprise, 4e édition , Dunod 2005 P.419 * 25 J.B. Bruneteaux Gestion des Ressources Humaines et Communication édition PUCAC 4e édition 2007 P.98 * 26 Stratégor : Politique générale d'entreprise 4e édition , Dunod 2005 P.442 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||