Marqueurs de base de la fiabilité:
Nous avons vu que l'un des objectifs de l'analyse des
historiques de maintenance était d'optimiser les maintenances
préventives. L'une des méthodes pour le faire est l'analyse de la
fiabilité des équipements au cours du temps. Ce type
d'informations pourrait nous aider à préciser les points
suivants:
- Changer la périodicité des maintenances
préventives pour les faire correspondre au taux de panne.
- Détecter les équipements à
problèmes en examinant les taux de pannes.
- Changer les "Job Plan" afin de les faire correspondre aux
problèmes le plus fréquemment détectés.
Il existe un certain nombre de marqueurs de base de la
fiabilité que nous allons examiner dans ce chapitre (Fig.31). Ces
marqueurs sont tous basés sur des moyennes d'évènements et
doivent être utilisés avec circonspection. Bien entendu, ces
marqueurs sont tous basés sur l'analyse des maintenances correctives et
non des maintenances préventives. On peut citer:
- MTTF (Mean Time To Failure): Il s'agit de
la moyenne du temps de vie de l'équipement avant la première
panne. Il nécessite de définir correctement l'état initial
t=0.
- MTTR (Mean Time To Repair): C'est le temps
moyen de réparation d'un équipement. Lorsque l'équipement
possède plusieurs modes de défaillance, on devra définir
un taux pour chacun d'eux.
- MDT (Mean Down Time): Est le temps moyen
entre un défaut et la remise en service de l'équipement.
- MUT (Mean Up Time): Est le temps moyen de
fonctionnement entre la dernière remise en service après
réparation et le prochain défaut.
- MTBF (Mean Time Between Failure): C'est le
temps moyen de fonctionnement entre deux défaillances de
l'équipement. MTBF=MDT+MUT.
- Taux de défaillance : Est l'inverse
du MTBF. =1/MTBF.
- Taux de réparation : Est l'inverse
du MTTR. =1/MTTR.

- Disponibilité: Elle est égale
au rapport MTBF/(MTBF+MTTR).
Figure 31 Marqueurs de base
de la fiabilité.
Chacun de ces marqueurs est utilisé principalement pour
juger de la qualité de la maintenance dans les domaines suivants:
- Fiabilité: L'aptitude d'un équipement
à fonctionner dans des conditions données d'utilisation est
caractérisée par le MTBF et le MTTR.
- Disponibilité: L'aptitude d'un
équipement à fonctionner quand on le sollicite est
caractérisée par le MUT et le MDT.
- Maintenabilité: L'aptitude à être
entretenu et remis en fonctionnement est caractérisée par le MTBF
et MTTR.
- Sûreté: L'aptitude à fonctionner
tout en respectant les individus et l'environnement. Elle n'est pas
caractérisée par un de ces paramètres, mais est souvent
liée à une situation dépendante de l'état des
paramètres précédents.
Il convient aussi de se poser les questions et de
considérer les points suivants:
- Pour chacun de ces paramètres, il serait bon
d'introduire la valeur de l'écart type "" qui nous
indiquera la variabilité des valeurs autour de la moyenne. Les valeurs
pouvant varier de (Moyenne +- 2*). Un écart type faible indiquera une
faible variation autour de la moyenne.
- Il conviendra aussi de déterminer les conditions de
départ des calculs. Ferons-nous les calculs sur la totalité du
cycle de vie de l'équipement, entre les PM ou seulement sur une
année ? Un calcul sur plusieurs périodes permettrait de comparer
plusieurs périodes entre elles et de voir l'évolution.
- Au regard de l'organisation de l'arbre des
équipements, devrons-nous faire le calcul du MTBF et MTTR sur un
équipement seul ou sur l'ensemble des branches à partir de cet
équipement. La réponse est très dépendante de la
partie de l'arbre ou l'on se trouve. Un MTTR ou un MTBF sur l'ensemble du
chantier n'a pas de sens précis. Il n'a un intérêt que si
on l'associe à un sous équipement et surtout si l'on peut
catégoriser les types de défauts.
L'objectif principal de ce type d'information étant la
gestion des maintenances préventives (PM). On peut citer les
règles de base suivantes:
· Trop de maintenances correctives et pas de PM:
Création de PM adaptées aux problèmes
rencontrés.
· Trop de maintenances correctives malgré les PM
existantes: Changement des périodicités ou du contenu des "Job
Plan".
· MTBF inférieur à l'intervalle entre PM:
Changement du contenu des Job Plans ou de la périodicité.
· MTTR trop important: Analyse des rapports de
maintenance pouvant justifier les délais.
Il existe aussi dans la littérature une notion de
"Fault Finding Interval" ou FFI [MOUB]. Le
but de cette valeur est de déterminer l'intervalle entre les
interventions à partir des informations de fiabilité des
équipements et si des possibilités de détection de pannes
potentielle existent. On part du principe que les défauts peuvent
être détectés avant qu'il se produise dans la mesure ou les
informations statistiques sont disponibles. Même si beaucoup de
défauts ne sont pas directement liés au temps de service de
l'équipement, il est souvent possible de détecter des
défauts en analysant un certain nombre d'alertes données par le
matériel lui-même. C'est ce que tente d'exprimer le diagramme
suivant (Fig.32).

Figure 32 Graphique
P-F.
Entre le moment où commencent à se produire le
défaut et le point F ou il s'est produit, se trouve un ou plusieurs
points P permettant de détecter que le défaut va se produire. Il
peut exister plusieurs points P suivant la technique employée pour
détecter la faute. La zone P-F dite zone d'alerte est celle pendant
laquelle des maintenances peuvent se produire avant le défaut complet de
l'équipement. On peut l'exprimer en unités différentes du
temps si la pratique le justifie. Si les maintenances préventives sont
faites à des intervalles supérieurs à cet intervalle, il
est possible de rater la détection. Si elles sont faites à des
intervalles trop courts, il s'agit plutôt d'une mauvaise utilisation des
ressources de la maintenance entraînant des coûts
supplémentaires.
Nous effectuerons les calculs à partir des
éléments suivants:
- Le ou les équipements ont subi des maintenances
préventives à un intervalle donné FFI et les
défauts ont été enregistrés pendant une
période donnée.
Temps total de service = Nombre d'équipement *
période de mesure des défauts.
- Le MTBF a été calculé avec les
informations précédentes.
MTBF = Temps total de service / Nombres total de pannes
pendant la période.
Comme on ne sait pas si la panne se produira en début
ou en fin de période, on choisira le milieu de la période.
- Le taux de panne, %TDP doit être choisi par
l'utilisateur de l'équipement en fonction de critères qui lui
sont propres.
On calcule alors: FFI = 2 * %TDP * MTBF.
Ce type de calcul ne peut se faire en automatique que si l'on
connaît le %TDP désiré pour l'utilisateur. Ce
paramètre ne peut être défini facilement pour les 5000
équipements des chantiers. Il faudra utiliser le MTBF obtenu par le
prototype que nous allons créer ou par des données externes
fiables (constructeurs, bases de données de données de
fiabilité...) et choisir les équipements qui pourraient
être concernés par ce type de calcul. De la qualité des
données dépendra le résultat. Il faudrait aussi
considérer le cas des pannes multiples pour lesquelles ce type de calcul
n'est pas valable sauf si l'on calcule le MTBF des différents
éléments à considérer. Il faut savoir aussi que les
probabilités de pannes d'un équipement sont liées à
tous ses sous-équipements et non pas seulement aux branches de
l'arbre.
Il paraît donc difficile d'automatiser ce type de
calculs. Tout au plus pourrons-nous donner les informations de fiabilité
obtenues à l'aide des MTBF. Il restera à déterminer de
façon précise la fiabilité des données obtenues.
Données de Maximo:
Afin d'effectuer ces calculs, il nous faut disposer des
informations concernant l'état des équipements ainsi que le
détail des opérations concernant les interventions.
Dans Maximo, ces informations peuvent se trouver dans
plusieurs modules:
- Les historiques du statut des équipements pour les
arrêts (downtime). Cela ne concerne que les arrêts complets des
équipements et non les maintenances correctives. Donc, cette information
n'est pas utilisable telle qu'elle se présente.
- Un "Work Order" contient un certain nombre de champs qui
nous permettraient de retrouver ces informations.
· Le champ "Duration": Contient le temps
passé pour effectuer les opérations de maintenance, il est
facultatif et (rempli correctement 8 fois sur 10). Il devrait contenir le
nombre d'heures homme pour effectuer le travail. Toutefois, cette valeur pose
un problème, car rien n'indique le nombre de personnes ayant
effectué le travail. Nous pourrions calculer le MTTR à partir de
cette valeur, mais cette valeur sera à prendre avec précautions,
car elle correspondra à une moyenne d'un total d'heures et non à
une durée entre le démarrage des opérations et la fin des
opérations.
En pratique, à l'examen des données
entrées dans Maximo, on s'aperçoit que cette valeur correspond
plutôt au temps passé entre le début et la fin des
opérations de maintenance. Elle ne tient pas en compte le nombre de
personnes. Elle est évalué au jugé par les personnes
effectuant le travail ce qui le rend difficile à utiliser.
· Les champs "Start Date" et
"Finish Date": Doivent indiquer les dates de début et
de fin de la maintenance, mis à part la chronologie, ils ne sont pas
contrôlés et ne sont pas lié aux dates des statuts du WO.
Ce ne sont pas des champs obligatoires, mais ils sont remplis pratiquement
systématiquement. Cette valeur serait de meilleure qualité que le
champ "Duration" pour calculer le MTTR.
· Le champ "Status" associé aux
dates "Status date" ou "Reported date"
pourraient nous fournir des informations. Toutefois, il n'y a pas forcement de
lien temporel entre ces dates et celles des opérations sur le
terrain.
- Dans les historiques des "Work Order" se trouvent les dates
des différents états pris par un WO de maintenance corrective. Le
statut d'un WO ne préjuge pas des dates ni des durées de la
maintenance sur le terrain. Il n'y a pas forcement de lien temporel entre les
opérations de maintenance et les rapports effectués dans
Maximo.
- Dans notre version actuelle de Maximo, il n'existe pas de
méthode permettant de caractériser le mode de défaillance
de l'équipement. Tout calcul de MTTR se fera donc sur l'ensemble des
modes de défaillances.
- Un certain nombre de "Work Order" sont créés
pour sortir des consommables ou pour ajuster les stocks. Il ne s'agit pas de
travaux de maintenance sur les équipements. Il faudra trouver une
méthode pour les éliminer des moyennes. Il semble que le mot
REGULARIZATION soit toujours présent dans le texte de description de ce
type de WO. Toutefois, ce n'est pas une pratique formalisée et elle
pourrait être différente sur d'autres chantiers que ceux
examinés. Nous n'utiliserons pas cette méthode de filtrage.
En conclusion, seul le MTTR pourrait être calculé
d'une façon relativement précise, mais seulement sur l'ensemble
des modes de défaillances d'un équipement. Ce qui limitera
singulièrement son intérêt pour détecter les parties
des équipements générant le plus de
défaillances.
Il est difficile à partir des données de Maximo
de déterminer les dates exactes des évènements
étant intervenus sur un équipement. Ce qui rend difficile ou
approximatif le calcul des autres valeurs. Seule l'utilisation du champ
FAILDATE permettrait de palier au problème du MTBF.
Il nous faudra faire des essais d'extraction de données
avec les approximations suivantes pour pouvoir obtenir d'autres valeurs:
- Les dates les plus fiables sont les "Start
Date" et "Finish Date".
- Les temps t0, t1 et t2 seront confondus et correspondront
à "Start Date".
- Les temps t3 et t4 seront confondus et correspondront
à "Finish Date".
- Dans ce cas, le MDT=MTTR et MTBF=MDT+MUT=MTTR+MUT.
Le résultat des calculs dépendra grandement de
la fiabilité des données entrées dans Maximo. Les
écarts types calculés pour les MTBF et MTTR nous permettront de
juger de la variabilité des valeurs autour des moyennes, mais pas de la
qualité des données. Les maintenances correctives sont par nature
aléatoires. Une forte variabilité peut aussi signifier: Des
pannes aléatoires ou des durées de réparation
aléatoires.
Proposition de prototype de calcul des marqueurs de base de
la maintenance:
Nous choisirons dans un premier temps de ne mettre que les
valeurs suivantes pour chaque équipement et pour chaque "Work Order"
CLOSE sur une période:
- Le nom du rapport sera EQPTSTAT1. L'indice laisse supposer
que nous pourrons créer d'autres rapports de mêmes types, mais
avec des affichages un peu différents. Ceci, pour la simple raison que
les paramètres de Maximo sont imités à 4.
- Les paramètres d'entrée seront les dates de
début et de fin de la période du rapport.
- L'entête sera celui utilisé en standard pour
les rapports Maximo.
- Numéro de l'équipement. Le numéro
d'équipement sera décalé d'un nombre d'espaces égal
à sa profondeur dans l'arbre. On pourra au besoin choisir une autre
représentation du type "----->" pour signifier le niveau.
- Classement par équipement et sous équipements.
Ce qui impliquera de reconstituer une partie de l'arbre des équipements
à partir des données EQNUM et PARENT de la table EQUIPMENT.
Désignation de l'équipement limitée aux 50 premiers
caractères.
- Le nombre de maintenances correctives CLOSE pendant la
période concernée.
- Le nombre de maintenances préventives
associées à cet équipement.
- Si l'équipement est lié à la
certification ISM. Cela permettra de vérifier d'une part que ces
équipements possèdent des maintenances préventives et que
leur taux de panne est faible.
- MTTR et variance des moyennes
trouvées. La variance est nommée SD pour "Standard
Déviation".
- MTBF et variance à partir du
premier "Work Order" CLOSE de la période. On lui donnera le nom de
MTBW (Mean Time Between Work order) afin de limiter
l'ambiguïté avec la valeur vraie qui n'utilise pas exactement les
mêmes dates.
- Seuls les équipements ayant eu au moins une
maintenance corrective seront affichés.
- Nous avons choisi pour ce premier prototype de calculer le
MTBF à chaque niveau de l'arbre et non de descendre dans chaque branche.
Il reste que cette autre logique devra être explorée aussi dans
une autre version. Dans ce cas, il doit être clair que certaines valeurs
n'auront pas de sens au fur et à mesure que nous remonterons dans
l'arbre. Un MTBF sur un groupement d'équipement de différents
types n'a pas de sens.
Analyses des données du prototype:
Après examen des données d'un des chantiers les
plus significatifs sous MS-Access, il s'avère que sur 5000
équipements, prés de 2000 sont concernés par les
maintenances correctives sur toute la durée de vie du chantier.
D'où un problème important de représentation des
résultats. Il faut donc limiter les affichages aux valeurs les plus
significatives et déterminer s'il est nécessaire de cumuler les
résultats à tous les niveaux de l'arbre.
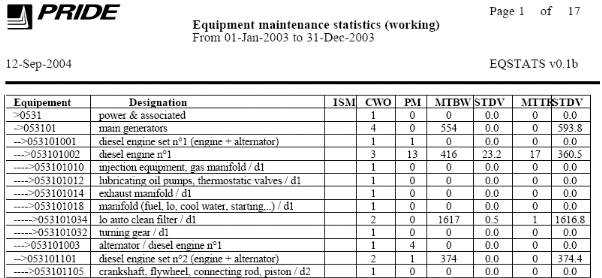
Nous avons donc créé un prototype sous SQR qui
permet de sortir le format suivant: (Fig.33)
Figure 33 Exemple de
tableau de fiabilité.
L'affichage de tous les équipements donne plus de 80
pages de rapport. Une taille rédhibitoire pour un utilisateur standard.
Si on se limite aux équipements ayant eu des WO pendant la
période entrée en paramètres, on devrait obtenir une
quinzaine de pages sur une période d'un an.
On remarque les points suivants:
- La position d'une maintenance dans l'arbre des
équipements n'est pas claire. Certains utilisateurs mettent les WO
à la racine et d'autres dans les détails. Nous avons
trouvé certaines maintenances correctives à des niveaux de
l'arbre où elles n'auraient pas dû être.
- On peut noter une forte variance du MTBF sur certains
équipements. Cela peut vouloir dire soit des pannes aléatoires
soit des données fantaisistes. Nous avons trouvé beaucoup de
valeur du champ DURATION à 0 et parfois plusieurs maintenances
correctives identiques à quelques minutes d'intervalles. Il ne s'agit
pas de généralités, mais de points à surveiller.
- A l'inverse, une faible variance pourrait indiquer des
pannes récurrentes à intervalles réguliers. Dans ce cas,
il faudrait déterminer s'il existe un lien entre les pannes
rencontrées afin de pouvoir éliminer le problème s'il en
est. On pourra aussi vérifier la périodicité des PM ainsi
que le contenu des JP pour les adapter au problème.
- Le programme ne traite que les données brutes et non
des données censurées. Cela veut dire que les "Work Order" qui ne
sont pas des maintenances sont aussi traités comme des
défaillances.
- Ce rapport permet d'identifier les équipements
suivants:
· Ceux qui ont des maintenances correctives et pas de
maintenance préventive. Pour ceux la, il faudra vérifier que des
PM n'existent pas à des niveaux supérieurs de l'arbre et qu'elles
traitent les cas trouvés dans les CM.
· Ceux dont le MTBF est inférieur au temps entre
maintenances préventives. Certains éléments pourraient ne
pas être traités dans les PM et devraient être
ajoutés au JP.
· Les équipements ISM à fort taux de
maintenances correctives ou sans maintenances préventives.
Présentation des résultats aux
utilisateurs:
Nous avons présenté le prototype à
certains utilisateurs (TC, MSUP). Ils jugent ce type des données
difficiles à interpréter. Ils ne voient pas toujours
l'intérêt de ces informations qu'ils trouvent trop
théoriques.
Conclusions:
- L'analyse des défaut à partir du MTBF et MTTR
doit être faite avec beaucoup de prudence surtout si les
échantillons ont une faible population.
- Il ne traite pas le cas des appareils travaillant par
intermittence.
- Les MTBF et MTTR doivent être calculé par
catégorie de panne et non sur la globalité d'un
équipement. Cela n'est pas possible dans notre version.
- Les résultats ne doivent être utilisés
que sur des équipements sensibles et bien identifiés pour
lesquels les données sont entrées avec soin. On pourra
procéder par expérimentation sur quelques équipements pour
valider la technique. Toutefois le programme ne traite que les données
brutes.
- On n'utilisera pas ce type de technique sur des
équipement à risque surtout si il s'agit d'aller à la
baisse en ce qui concerne la périodicité des maintenances. Dans
ce cas, seules les recommandations du constructeur peuvent faire foi en cas de
problème et lorsqu'il faudra justifier une défaillance au client
ou aux assurances. Par contre rien n'interdit de rajouter des points
additionnels ou d'éliminer les maintenances à risques dans les
"Job Plan" ou de réduire les fréquences.
- Il faudrait éliminer des calculs tous les "Work
Order" ne correspondant pas à de la maintenance proprement dite (sortie
de consommables, ajustement de stock...). Cela rends difficile l'automatisation
de la méthode car rien ne permet de les identifier.
Méthodes
graphiques de base:
Diagrammes de Pareto:
Le diagramme de Pareto permet d'avoir une
vision rapide de la contribution d'une catégorie
d'éléments par rapport à d'autres. En maintenance, on
pourrait par exemple l'utiliser pour visualiser l'importance relative des
éléments suivants:
- Nombre de défaillances par équipement.
- Nombre de types de défaillances par
équipement.
- Quantités cumulées d'indisponibilité
par équipement.
- Quantités cumulées d'indisponibilité
par type de défaillance.
Le "diagramme de distribution" contient les cumuls de
chaque élément de la catégorie classés par ordre
croissant.
Le "diagramme de répartition" ou cumulatif
s'obtient de la même façon, mais en traçant la courbe de la
somme des critères que l'on a choisi.
Ils s'obtiennent en appliquant la méthode suivante:
- Faire la somme des contributions de chaque
élément de la liste (nombre de pannes, cumul des temps, cumul des
coûts...)
- Classer les contributions par ordre croissant et leur donner
un rang dans la liste.
- Calculer pour chaque élément le pourcentage de
chaque ligne et le pourcentage cumulé.
Un exemple suivant permettra d'expliciter ce qui
précède à partir du tableau suivant:
Ce tableau donne une répartition des défauts par
type d'équipement. On a aussi calculé les pourcentages de chaque
ainsi que les pourcentages cumulés. Le tableau est classé par
ordre croissant du nombre de défauts.
|
Equipement
|
Classe
|
Défauts
|
%
|
% Cumulé
|
|
Pompes
|
1
|
40
|
57,1428571
|
57,1428571
|
|
Moteurs continus
|
2
|
15
|
21,4285714
|
78,5714286
|
|
Moteur Alternatifs
|
3
|
10
|
14,2857143
|
92,8571429
|
|
Compresseurs
|
4
|
5
|
7,14285714
|
100
|
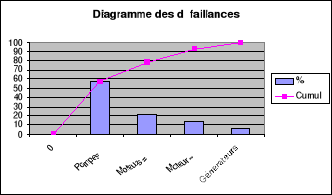
On obtient le graphique suivant: (Fig.34)
Figure 34 Diagramme de
distribution et de répartition.
Le graphique en barres est le diagramme de distribution, celui
en courbe est celui de répartition. On a choisi de le tracer en % pour
des raisons pratiques de représentation.
Ce type de courbe de défaillance ne donne toutefois
qu'une information à la fois et ne tient pas compte d'autres
critères. Elle devrait être utilisée en parallèle
avec d'autres représentations détaillant par exemple: Les heures
d'indisponibilité cumulées, les coûts cumulés ou
tout autre paramètre présentant un intérêt pour ce
type d'équipement tel que la répartition par type de pannes ou
causes de pannes.
Méthode ABC:
La méthode ABC revient à construire le diagramme
de répartition de Pareto et de le séparer en trois zones A, B et
C. Les éléments de la zone A sont considérés comme
les plus importants, ceux de la zone B d'une moindre façon et ceux de la
zone C sont ceux qui peuvent faire l'objet d'une simple maintenance corrective
vu leur importance. On le nomme souvent 20-80 car il permet de
représenter les 20% des éléments qui représentent
80% du critère d'intérêt (P.ex: 20% des pièces
représentent 80% du coût).
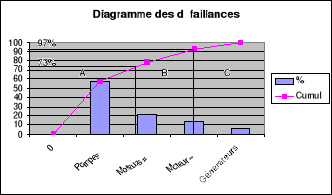
Figure 35 Diagramme de
défaillance.
Sur le graphique précédent (Fig.35), la zone A
se trouve entre 0 et 73%, le zone B entre 73% et 97%. Ces zones peuvent
être définies autrement afin d'inclure plus ou moins de la
proportion du paramètre concerné dans chaque zone. On peut aussi
définir une quatrième zone au besoin.
Dans le graphique qui suit (Fig.36), on construit les
graphiques sur les catégories d'équipements puis sur les sous
catégories pour atteindre les "Failure codes".

Il est possible d'utiliser cette méthode pour effectuer
une analyse descendante en partant des catégories, en descendant aux
sous catégories pour atteindre le niveau des défauts d'un
équipement.
Figure 36 Analyse Pareto
descendante.
Utilisation à partir des données de
Maximo:
Dans notre version de Maximo, nous n'utilisons pas beaucoup de
catégories. Les seules qui soient utilisables sont les suivantes:
- Les "Départements" du module "Work Order". La courbe
de Pareto peut être obtenue en reprenant les chiffres du rapport MMR. Il
serait aisé de reprendre les chiffres par département pour en
sortir une courbe.
- Les "Classifications" et "Sub-classifications" du module
EQUIPMENT. Sur un chantier significatif, seuls 30% des équipements (sur
~4800) sont classés par catégories (Table 15). Il faudra donc se
méfier des informations non classées et voir si elles ne
représentent pas la majorité des totaux.
|
Table: VALUELIST champ
LISTNAME='EQCLASS' sur 4800 équipements
|
|
VALUE
|
VALDESC
|
Qté
|
|
VALUE
|
VALDESC
|
Qté
|
|
ACMOTORS
|
AC Motors
|
1148
|
|
ALTERNAT
|
Alternator
|
18
|
|
PUMPS
|
Pumps
|
532
|
|
DRILLEQT
|
Drilling Equipment
|
18
|
|
VALVES
|
Valves
|
430
|
|
Alternat
|
Alternators
|
9
|
|
TANK
|
Tank
|
306
|
|
MARMISC
|
Marine Miscellaneous
|
3
|
|
AIRRCVR
|
Air Receiver
|
276
|
|
ELEMISC
|
Electrical Miscellaneous
|
1
|
|
Valves
|
Valves, Fittings, Piping
|
215
|
|
HOISTEQT
|
Hoisting Equipment
|
1
|
|
Tank
|
Tanks,,Bulk System,Ballasts
|
153
|
|
MECMISC
|
Mechanic Miscellaneous
|
1
|
|
COMPRESS
|
Compressors
|
66
|
|
SAFETY
|
Safety
|
1
|
|
WINCHES
|
Winches
|
64
|
|
Safety
|
Safety
|
1
|
|
MOTORS
|
Motors
|
60
|
|
SUBSEAEQT
|
Sub Sea Equipment
|
1
|
|
Compress
|
Compressor: GD,Atlas...
|
33
|
|
HVAC
|
Heating/Ventilation/Air Cond
|
1
|
|
|
|
|
|
|
|
Table 16 VALUELIST
classification.
- Par EQUIPEMENT ou sous branches de l'arbre. Toutefois, cela
risque de poser un problème de représentation sauf si l'on
tolère de larges listes.
- La notion de "Failure class" et "Problem code" n'existe pas
encore même si les champs sont représentés dans les WO.
- Les "Sub-Work type" du module WO (champ WOJP4) nous offrent
une classification des WO par type de travaux. Ces types ne représentent
pas d'intérêt certain et nous n'en tiendrons pas compte. Sur
l'exemple suivant, nous obtenons le décompte dans le tableau suivant
(Table 16). Cela montre le peu d'intérêt de l'utilisation de cette
catégorie.
|
Sub-Work types utilisés dans la table:
WORKORDER, 37000 enregistrements.
|
|
Qté
|
WOJP4
|
Désignation
|
|
Qté
|
WOJP4
|
Désignation
|
|
0
|
|
|
|
104
|
NDT
|
Non destructive test
|
|
1
|
CAL
|
Calibration
|
|
107
|
INS
|
Insulation
|
|
7
|
CMS
|
Continuous Machinery Survey
|
|
128
|
OTHER
|
|
|
7
|
ANA
|
Analysis
|
|
220
|
MPI
|
Magnetic Particle Test
|
|
36
|
BOTH
|
????
|
|
768
|
DRN
|
Drainage
|
Table 17 Comptage des
Sub-work type.
Construction du prototype:
Les paramètres d'entrée du prototype seront les
dates de début et de fin du rapport.
Nous ne chercherons pas à effectuer une
représentation graphique des résultats dans SQR à cause
des limitations graphiques de l'outil. Nous représenterons les
données sous forme d'une table que nous pourrons reprendre sous MS-Excel
pour tracer les courbes de résultats. Les données seront
extraites d'une base de donnée MS-Access dans laquelle nous avons
importé les tables de Maximo lors de la construction du deuxième
prototype du rapport MMR.
Le prototype effectuera les calculs suivants pour les "Work
Order" CLOSE uniquement:
- Coûts cumulés des CM par classification sur la
période.
- Heures de maintenances cumulées CM par classification
sur la période.
- Quantités de CM associées à chaque
classification sur la période.
Exemples de résultats obtenus par
l'intermédiaire du prototype:
Les trois exemples de la figure ci-après (Fig.37) nous
indiquent que la loi de Pareto est respectée pour nos
échantillons. On s'aperçoit qu'une minorité
d'équipement consomme la majorité des ressources en temps et en
coût et qu'il y a adéquation entre les courbes de coût et de
temps passé. Ce type de courbe pourrait être utilisé pour
analyser les stocks associés à ces équipements de
façon à en prévoir les achats et éventuellement en
négocier les prix sur des quantités. On pourra aussi sortir un
autre rapport permettant de déterminer quelles sont les pièces
les plus coûteuses par département et revenir sur les WO pour en
examiner les raisons qui font que l'on consomme ces éléments.
Dans ce cas, nous ne pourrons pas utiliser de représentation graphique
vu la quantité de pièces concernées.
Dans notre cas, on s'aperçoit que quatre
équipements mobilisent plus de 80 des ressources: Les PUMPS, ACMOTOR,
VALVES et TANK dans tous les domaines de recherche. Il s'agit d'une piste pour
commencer une investigation, mais rien ne nous donne d'indication sur les
causes. Seule une répartition des modes de pannes et types de pannes
pour chaque classification nous permettrait de pourvoir approfondir
l'analyse.
La répartition aurait pu être différente:
Peu de ressources humaines, mais forts coûts liés dans ce cas aux
prix de pièces détachées ou encore l'inverse.
Ce qui veut dire qu'un graphique seul ne peut résumer
l'ensemble des informations. Plusieurs doivent être examinés de
concert puis associés à une recherche en détail dans les
"Work Order" pour pouvoir déterminer la source des problèmes ou
des coûts.
Commentaire des utilisateurs:
Nous avons présenté ces graphiques aux personnes
les plus concernées par ce type d'informations. En particulier, les TC
et les MSUP. Ils nous ont fait part des limites du système dans la
mesure ou les équipements ne sont pas tous classés dans des
catégories. Dans l'immédiat, ils ne voient pas
l'intérêt d'une telle représentation tant que la
classification n'est pas généralisée et qu'il n'existe pas
de notion de "Failure Code".
Conclusions des essais Pareto:
Conclusions:
- Ce type d'analyse représente bien d'une façon
synthétique les éléments les plus significatifs d'un lot
suivant les critères de regroupement choisis.
- Toutefois, dans la mesure ou il n'existe pas dans la version
actuelle de Maximo de classification fine des équipement pour une
analyse descendante dans les détails, nous arrivons aux limites du
système.
- Seule une comparaison de plusieurs graphiques suivant
différents critères permettrait de faire une analyse descendante
complète des données pour aboutir aux défauts de chaque
équipement sélectionné.
- Les rapports sous SQR sont trop rigide pour ce type
d'application. Il faudrait trouver un outil permettant de faire ce type de
rapport à la demande suivant les critères définis par
l'utilisateurs.
- Le produit "Powerplay" de la
société Cognos est une piste à explorer pour
générer ce type de rapport. Il sera examiné succinctement
plus loin.
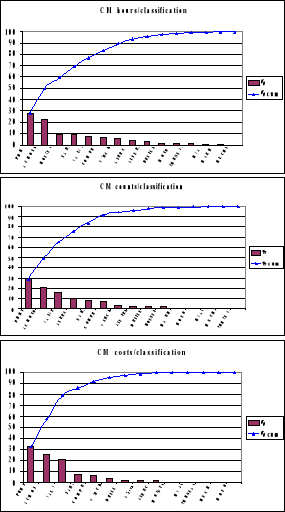
Figure 37 Diagrammes de
Pareto, chantier "Pride Angola" toutes périodes.
|