CONCLUSIONS
Le travail présenté dans ce mémoire a
porté sur la mise en place d'une modélisation numérique du
procédé de soudage d'un pipeline en acier à haut grade.
Cette opération de soudage entraine naturellement une déformation
de la pièce autour de la zone d'assemblage et conduit ainsi à la
création des contraintes résiduelles. La description d'un tel
procédé de soudage s'appuie sur des considérations
multiphysiques rendant sa compréhension complexe et par
conséquent sa modélisation.
La prédiction des contraintes et des distorsions
résiduelles est difficile et reste un enjeu majeur pour les industriels.
Elle nécessite une modélisation numérique des
équations différentielles aux dérivées partielles
qui définissent les phénomènes thermomécaniques,
qui surgissent lors du processus de soudage. L'analyse tridimensionnelle et le
type de maillage de la structure entraînent des temps de calcul
déraisonnables, ce qui nous a poussés à choisir des
modèles géométriques en deux dimensions.
Le but de cette étude est la détermination par
la méthode des éléments finis des contraintes et des
distorsions résiduelles, sans tenir compte des modifications
métallurgiques. Le champ de contraintes internes d'origine thermique et
celui de déplacements sont par ailleurs assez sensibles à la
variation des propriétés mécaniques et physiques en
fonction de la température.
Le travail ainsi présenté est subdivisé
en deux grands volets, le premier est consacré à une recherche
bibliographique, qui nous a permis de définir les paramètres de
soudage, l'origine des contraintes et des distorsions résiduelles, le
deuxième volet a pour objectif l'analyse des contraintes internes et des
distorsions sous l'effet du nombre de passes de soudage, les résultats
obtenus numériquement permettent de tirer les conclusions suivantes :
Le temps consacré à la phase de chauffage varie
proportionnellement à la vitesse de la torche de soudure. La valeur
maximale de la température est obtenue dans le bain fondu, puis elle
décroit progressivement jusqu'à la température ambiante
dans les zones les plus froides.
88
Conclusion générale
Le soudage à l'arc d'une tubulure engendre des
contraintes résiduelles d'origine thermique. Leurs valeurs maximales
sont localisées au niveau de la zone affectée thermiquement
(ZAT), la partie limitrophe du bain fondu. Au-delà de cette zone dite
critique, elles sont négligeables. On note que la partie
extérieure du cylindre est soumise à un champ de contraintes
internes d'origine thermique plus élevé que celui de la partie
intérieure. En fait, les contraintes résiduelles au niveau de
cette dernière sont relaxées par une déformation plastique
traduite par un déplacement important.
Les contraintes résiduelles développées
dans l'opération de soudage monopasse sont plus importantes que celles
déterminées numériquement dans le soudage multipasses. En
effet, les résultats actuels ont montré que la première
passe du soudage multipasses engendre les contraintes et les distorsions les
plus significatives. Chaque passe est considérée comme un
traitement thermique sur la passe qui la précède conduisant ainsi
à une minimisation des contraintes résiduelles. Dans ce cas, les
contraintes internes déterminées après chaque passe sont
nommées des contraintes résiduelles instantanées.
Pour minimiser davantage les contraintes et les distorsions
résiduelles il est nécessaire d'augmenter le nombre de passes de
soudage. Les conduites des centrales nucléaires par exemple sont
soudées avec une centaine de passes et dans le but de réduire le
temps de calcul numérique, les auteurs s'intéressent seulement
à la première passe. Cette première passe présente
le danger majeur parce que les contraintes résiduelles atteignent des
valeurs maximales.
Les résultats actuels pouvant être
complétés par de nombreuses autres comparaissons avec des
résultats de la littérature.
En fin cette étude nous a permis de nous familiariser avec
le code de calcul ANSYS. Elle présente une première étape
d'un projet de recherche visant en finalité à analyser le
comportement en rupture des structures assemblées par soudage sous
l'effet d'un chargement thermomécanique.

89
Annexe
A.1 Cycles thermiques de soudage
Le cycle thermique dans les assemblages soudées joue un
rôle prépondérant dans les performances atteintes par cet
assemblages. En effet il conditionne :
? l'élaboration de la zone fondue,
? les modifications de structures dans la zone thermiquement
affectée, ? l'apparition des déformations et des contraintes.
Il est donc important de maîtriser les composantes
principales du soudage qui conduisent à un cycle thermique
déterminé.
L'étude du cycle thermique peut se faire par :
? enregistrement in situ,
? analyse expérimentale,
? prévision analytique,
? calcul numérique.
A.1.1 Introduction
Les études relatives à la métallurgie du
soudage montrent que les transformations subies au refroidissement par le
métal de base dépendent de l'état initial de sa structure
avant refroidissement et de la vitesse à laquelle ce refroidissement
s'effectue. L'étude du cycle thermique est donc une
nécessité.
L'état initial de la structure du métal
dépend de la température maximale atteinte au cours du soudage et
de la durée de séjour au-dessus des différentes
températures de transformations structurales (Ac3 pour les aciers).
Pour caractériser la vitesse de refroidissement, on
utilise la durée de refroidissement tr800-500 entre 800 et 500°c
(Figure A.1). Ce paramètre est souvent le seul
caractérisant l'ensemble du cycle thermique. Nous nous limiterons dans
ce qui suit à l'étude de ce dernier.
90
Annexe
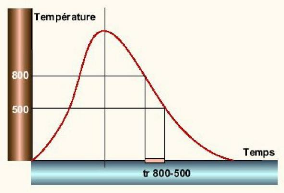
Figure A.1: Durée de refroidissement
A.1.2 Paramètres du cycle thermique
Les cycles thermiques dans les assemblages soudés sont
provoquer : pour le chauffage par un apport de chaleur à partir de la
source de soudage. Il convient dans ce cas de distinguer les sources mobiles
(soudage à l'arc) et les sources fixes (soudage par point). Dans ce qui
suit nous consacrerons la majeure partie aux sources mobiles, amis il convient
de noter que la démarche et l'analyse sont les mêmes pour les
sources stationnaires. Pour le refroidissement par une évacuation de la
chaleur dégager au niveau de la source par :
? conduction dans les pièces,
? convection et rayonnement à la surface des
pièces.
Dans ce qui suit, il faut considérer les pièces
comme les parties froides d'un système dont la partie chaude est la
soudure.
Pour un procédé de soudage donné, les
paramètres exerçant une influence sur la durée
de refroidissement sont (Figure A.2) :
? les propriétés thermiques du matériau,
? la température initiales des pièces,
? la massivité de la pièce,
? l'énergie de soudage.
91
Annexe
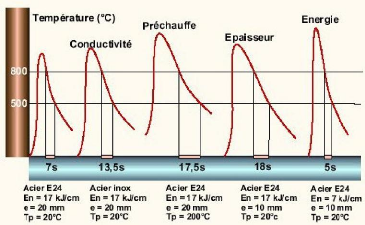
Figure A.2: facteurs du cycle thermique
| 

