SECTION I : ANALYSE CONCEPTUELLE
I. GENERALITE SUR LES PRESTATIONS DE SERVICES ET
IMPLANTATION DES MOYENS DE PRODUCTION
1.1. Notion de prestation de service
Un service est un produit présentant
généralement un caractère immatériel ou
intangible.
Une offre de service est un ensemble de prestations techniques
soumis à l'application du potentiel client de manière
générale, l'offre de service d'une entreprise présente un
caractère pluriel c'est-à-dire, qu'elle est constituée de
plusieurs services élémentaires d'où la notion de service
global.
1.1.1. Notion d'implantation des moyens de
production
L'implantation est l'organisation de la disposition des moyens
de production (source : cours de système Logistique et
Qualité de M. DEME non publié)
1.1.2. Objectifs et différents types
d'implantations
1.1.2.1. Objectifs
Gérer une production consiste entre autre à
organiser les flux physiques de matières au travers des moyens de
production. Il s'agit de définir un mode d'organisation pour la
disposition des ressources (machines, postes de travail, ateliers, bureaux...)
visant à structurer et raccourcir les flux de matières de
manière à :
- réduire les temps de traitement ;
- raccourcir les délais ;
- éviter les encours ;
- éviter les encombrements ;
- réduire le nombre d'opérations de manutention ; -
etc...
Face à ceci on visera entre autre à réduire
le cycle de production. 1.1.2.2. Les différents types
d'implantations
Il existe plusieurs types d'implantations ou organisations des
équipements de la production parmi ceux-ci nous pouvons citer :
> L'implantation en section homogqne
Celle-ci résulte de l'organisation taylorienne et se
rencontre plus dans le cas des processus discontinus (job shop). Elle consiste
à regrouper les ressources ayant les mêmes fonctions, techniques
ou encore les mêmes capacités ; on peut par exemple regrouper dans
un atelier mécanique des fraiseuses, des tours... comme avantages nous
pouvons avoir :
- Le regroupement des métiers : le personnel
travaillant dans un secteur est un personnel de ce type de machine ; il peut
donc passer d'une machine à une autre (notion de polyvalence).
- La flexibilité : l'implantation est
indépendante des gammes de fabrication, il est donc possible de
fabriquer tout type de produits utilisant les moyens de l'atelier sans
perturber d'avantage les flux.
Bien que celle-ci ait des avantages elle présente aussi
des inconvénients
à savoir :
- la complexité des flux due à l'existence de
nombreux points de d'accumulation ;
- la formation des encours importants qui peuvent entrainer des
délais de production important.
> Implantation en ligne de fabrication
Celle-ci est rencontrée dans le cadre des processus
continus (flow shop). Elle est adaptée si les quantités sont
importantes avec une faible variété de produits. Elle consiste
à placer les machines en ligne dans l'ordre de la gamme de fabrication.
Ce type possède plusieurs avantages au niveau du cycle de production qui
est court, le niveau des encours relativement faible, l'identification facile
des flux et bien d'autre encore nonobstant elle a pour inconvénient
majeur une flexibilité limité.
> Implantation en ilots ou cellule de
production
C'est l'implantation hybride qui fait le compromis entre les
deux implantations précédentes. Elle consiste à
aménager les ressources en cellules ou ilots respectant une certaine
homogénéité et linéarité : par exemple, nous
pouvons regrouper des machines en petits ateliers de production
spécialisés pour réaliser entièrement un ensemble
de pièces. Les principaux aménagements en cellules ou ilots sont
:
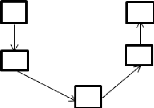
? L'aménagement en ligne droite illustré par la
figure suivante :
Figure 1 : illustration d'un
aménagent en ligne droite

Source: par nos soins.
. L'aménagement en U s'illustre comme suit :
Figure 2 : illustration d'un aménagement en U
Source: par nos soins
. L'aménagement en circulaire se présente
comme suit :
Figure 3 : illustration d'un
aménagement en circulaire
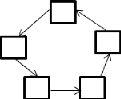
Source : par nos soins.


| 
